Embed Size (px)
Citation preview

Copyright is owned by the Author of the thesis. Permission is given for a copy to be downloaded by an individual for the purpose of research and private study only. The thesis may not be reproduced elsewhere without the permission of the Author.

The Stickiness Curves ol Dairy Powder
A thesis presented in partial fulfillmcnl of the requirements for the degree of Master of Technology in Bioprocess Engineering at Massey University
Jenny Y. Zuo
B. Tech (Hons)
2004

ABSTRACT
Powder s tickiness problems encoun tered during spray drying are imponam to the
dairy industry. Instantaneous stickiness is a surface phenomena that is caused by
exceeding the glass transition temperature of the amorphous sugar in the powder. usual ly
lactose in dairy powders. Instantaneous stickiness occurs at a ccnain tempernrure above
the T8 of amorphous lactose and has been denoted as the cri tical "X" value. Whether
powder panicles are sticky or not depends on whether there is enough liquid flow on the
surface between the panicles. Two pan iclcs stick 10 each other when there is enough
liquid flow to form a bridge between them after the con1,1ct. This p roject aimed to
measure the instantaneous s ticky point conditions for \'a1ious dairy powders and to relate
these lO the o perating conditions to gh·e a commcrical O\llcome for the dairy industry.
T he panicle-gun rig was dc\'clop~d to simulate the conditions in the spray drier
and the ducting pipe and cyclone. The stickiness of powder panicles occurs after a sho,1
resident time in the panicle-gun . Thu;,. stickiness is a surface phenomenon and the point
of adhesion is the instantaneous sticky point. The amount of deposit on the plate was
me:tsured at a tcmperatme. with increasing relati1·e humidity. At ,1 panicular temperamrc
and relative humid iry. the powder snick to the stainless steel p late instantaneously. This
was observed by a sudden change in % deposition on a % deposition verse RH plot. The
T-T. plot and stickiness cur\'C profi le were developed 10 determine the crit ical "X'' value
for the dairy powders.
The critical ·x· value is the temperature which exceeds the T, of amorphous
lactose when instantaneous stickiness occurs. The c ritical "X" values for various dairy
powders inc luding WMP. SMP, MPC. whey protein. buttenni lk. white cheese powder
and GUMP powder were found t0 be 33-49°C. 37-42°C. 42-51°C, 50°C. 37-39°C.
28.5°C. and 40.7°C respectively. In addition. the slope of the trend line in the T-T~ plot,
indicates how quickly the panicular powder becomes sticky once the instantaneous sticky
po int has bee n exceeded . The particle-gun rig demonstrated that powders with greater
than 30% amorphous lactose are more likely 10 cause blockage than powders with less
than 30%.
II

Both the critical ·x' value and the slope are unique to the powder. The stickiness
curve was used to relate the powder surface stickiness condition with the drier ou tlet
temperamrc and relative humidity. It was recommended to operate at conditions below
the stickiness curve for a powder to a\'oid any chamber or cyclone blockages caused by
stickiness. The slope enables a decision to be made about how close ro the critical point a
plant should be run for a panicular powder. The inlet air tempcramre or concentrate
feed ing rate can be used to 1110\'e the operating conditions towards or away from the
s tickiness curve. <1ccording to the operating s ituations.
IU

ACKNOWLEDGMENTS
The completing ofmy masterate thesis is a learning experience of skills gained from both
research work and life experience as regards the good nature of many human beings.
My gratintde goes 10 my prima,y supervisor. Tony Paterson. thank you for your
consistant suppon. guidance. patience and help towards gaining confidence (especially in
presentations). I am very grateful to have had the opponunity 10 do a Masterate under
your supervision. My secondary super,isor. John Bronlund: thank you for your help and
guidance (especially at the beginning and end of Ill)' project). Thank you 10 Mary
Paterson for proofreading my thesis.
Thanks to Technology New Zealand for their sponsorship of this project and Fonterra
Research Cemre for their assistance with this project. In pan icular. thanks to Tuan
Troung. Da\'id Pearce. Shabeshe Paramalingam. Kenneth Bidlake. and the Longbum site
drier supervisors and operators.
I would like to express my thanks 10 Ga,y Radford and Steve Glasgow of the Ins titute of
Food. i':utrition and Human Hcahh. for the use of various pieces of equipment.
Many thanks to my fiiends and colleagues: they are acknowledged for creating an
enjoyable and stimulating atmosphere that ha;, made the time spent at Massey very
pleasanl. In panicular. I would like IO thank Rachel. Anna. Kellie. Stephen. Craig. Adi.
Heath. Jeremy and John. A special thanks 10 Roland for your hclpfol discussion on my
project. and getting me involved in 1hc activities that helped me to leam more about New
Zealand cu lrure and how 10 be a real kiwi (BBQs: watching a Super 12 nigby game in the
Wellington Westpac stadium). Thanks 10 the Hodgkinson family who have provided me
love and suppon through the years that I spent in Palmerston J\onh . Also. thank you to
Sarah for he r understanding and suppon. especially during my final stages of writing up.
And last bu t 1101 leas1. I would like to than k my grandmother. mum and dad. JieJie and
aun1 Lili for both giving and encouraging me to seek for myself a demand ing and
meaningfu l education. This s1udy could not have taken p lace without that precious gift. I
love and appreciate you all.
JV

TABLE OF CONTENTS
ABSTRACT ........................................................................................................................... I I ACK NO\VLE DG~IENTS .................................................................................................. I\'
TABLE OF co:--TE'.'-TS ·····································································································" LIST OF FIGURES ......................................................................................................... V III L I ST OFT ABLES ................................................................................................................ X
Chapter 1 PROJ ECr OVERVIEW ................................................................................................... 1-1
1.1 BACKGROU,S: O ....... ..................... .... ...... ................. ............... . ........ ........... 1-1 1.2 PROPOSED SOLUTION ... ................. ......... .... .. ... ...... ... ......... .... .............. 1-1 1.3 PROJECT OBJECTIVES ....... ...................... ...................... ........ ................ .. .... 1-2 1.4 THESIS STRUCTURE .................................... ............................ ...................... 1-2
Chapter 2 LITERATURE REVIE\\I ................................................................................................. 2-1
2.1 1:--TRODUCTION ................ ............................................................................... 2-1 2.2 STICKl:S:ESS MECHA:-- ISMS ............. ......... ............ .......... .............................. 2-1
2.2.1 Viscosiry ........... ... ........................................... ........................... ................... 2-2 2 .2 .2 Liquid Bridging ........... ............................................ ... ....................... ......... 2-5
2.3 GLASS -rllA:'\SITIO~ ......................... ...................... ........................ .............. 2.12 2.3. 1 Detennination of Glass Transition Tcmpc.-antre ................... .................. 2-1 -I 2.3.2 Prediction of Glass Transition Tcmperature ............. ............................... 2-16 2.3.3 The 'T-Tg· Facmr ... ................................................................................... 2-18
2.4 DEV ICES TO MEASURE POWDER STICKl?\ESS PH E:--OME:S:A ......... 2-20 2.4. 1 Shear Cell Method .......... ................... ... ..................................................... 2-20 2.-1 .2 BlowTest .. ............. ..................................................... ................... ... ......... 2-20 2.4 .3 Sticky-point Tempcranirc Test ................................................................. 2-21 2.4.4 Fluidised-bed Rig ....................... ............ ...................... .. ........................... 2-22 2.4.5 Cyclone Stickiness Testing Device ........... ... .................................. ....... ... 2-23 2.4.6 l'aniclc-gun Rig .................... .......................... .................. .......... ............... 2-24
2.5 STICKY POI:--T CURVE ........ ..... ............................ ....................... ............... 2-25 2.6 PROJECT PLAN ......................................................... ...................................... 2-30
Chapter 3 MATERA LS AND i\l ETH ODS ....................................................................................... 3-1
3.1 , ? J.-
3.3 3.3.1
INTRODUCTION ........ .......... ...................................................... .................... ... 3-1 MATERIALS ........ ........................ ............. .... ............. .................. ...... ................. 3-2 METHODS ............ ................................. .... ............................... ......................... . 3-3
The Paniclc-Gun Rig ................. ............................... ......... ..... .................... 3-3
V

Chapter 4 M EASUREMENT A 'D PREDICTION OF T HE CRITICAL "X'', STICK! 'ESS T EI\IPERATliRE FOR DAIRY POWDERS ............................... .... ..... .... ................ 4- 1
4.1 INTRODUCTION ................ .. .... .......... ...... ........... ...... .. .. .......... .. ........ .... .. .. .4- l 4.2 AN INST ANT SKIM MILK POWDER .. ............ ........... .. ....... .. .......... .. .. .... .4-3 4.3 CRITICAL ·x· VALUE OF POWDERS....... ........ .. ... .. ........... ...... .. .. ..... .4-10
4.3.1 Skim Milk Powders (SMP) .. ............... .. ........ ..................... .. ......... ...... . 4- l 0 4.3.2 Whole Milk Powders (WMP) ....... ..... .... .. ... .... ..... ............... .. ........ .4-10 4.3.3 Milk Protein Concentrate (MPC) and Whey Protein Powder .. .. ........... 4-12 4.3.4 Specialty Powders .... ........ ................ ........ ....... ...... ....... ........ ...... ........ .4-l 2
4.4 AMORPHOUS LACTOSE .. .. .. .. . ... .............. ...................... .. ........ ........ . 4-13 4.5 PREDICTION OF THE CRITICAL "X" ...................... .......... .. ............ .4-14 4.6 COMPARISON OF STICKI NESS CURVE USING CRITICAL ·x·
APPROACH .. ....... .. .. ..... ...... ..... .. .. ...... ....... ..... .. ... .. .... .... ....... .... ... ... ... ...... ... 4- l 6 4.7 CLOSURE ...... ....... .... ...... .... ... .. ..... ......... ......... ... ... .. ....... ........ ..... .. .. .... ....... 4-19
Chapter S STICKINESS DUE TO FAT ........... .. ................ .... .................. ........................... ....... 5- I
5.1 I TRODUCTIO, ... ...... ...... ... ..... ... .. ................ ...... ........ ..... ...... .. ....... .. .5-1 5.2 \\'H !TE CHEESE POWDER ( 42.05 %TS fat) .... .. ...... .. .......... .... ......... ..... .. .. 5-1 5.3 LOW FAT CREAM POWDER (55.8-1 %TS fat) ..................... .... .... ........ ... ... 5--l 5.-1 HIGH FAT CREAM POWDER (7 1.79 %TS fat ) .... ... ............ ...... .... .. ........ .. 5-8 5.5 STICKINESS DUE TO FAT-MEL T ING MECI IANISM .. .. ... . ......... ...... .. 5-10 5.6 CLOSURE ............. .. ..... ..... .... ..... .. ..... ......... ... ...... .. ........ ....... ...... .............. .. 5-l 4
Chapter 6 l i\ lPLEI\IENTATIOJ\'. OF STICK! ·Ess Cl:RVE IK A PLANT PRELli\ t !KARY \\'ORK ............................................. .............................................. 6- t
6.1 INTRODUCTIO ...... .. ..... ... .. ........... .... ..... ....... ....... ............ ..... ...... ... .... .... .. 6- I 6.2 CASE STUDY ........ ........ .. .... .... ... .. ........ ......... .... .. .. ... ..... ... ..... .... .. ...... ...... .... 6-2
6.2.1 Determination of critical .. X .. ...................... .. ........................................ 6-2 6.2.2 Constructing st ickiness curve and mapping plant conditions .. ..... ......... .. 6-4
6.3 SPRAY DRYING PROCESS OPTIMISATION ............ ... ... ...... .. .............. 6-6 6.3.1 Effect on X via different inlet temperature and production rate ........... ... 6-8 6.3.2 Effect on X and outlet temperature via different production rate ....... ... .. 6-9
6.4 CLOSURE ............. ... ........... ...... .. ........ .. .............. ..... .... .................... ... ... .... 6- l 2
Chapter 7 CONCLUSIONS AND RECOMMENDATIONS ..................................................... 7- t
VI

REFERENCES ................................................................................................................... 8-l
NOMENCLATURE ........................................................................................................... 9-l
Appendix A l ...................................................................................................................... 10-l Appendix A2 ............................................... ....................................................................... 10-2 SMP ........................................................ .. ................ .... ........................ ............................... 10-2 WMP .... ..... ................................................. ..... ....................... .............. ........................... .... 10-8 M PC AND WHEY PROTEl:s; ................. ................................................. .................. . 10-18 SPECIALITY .......................... ........................................................................ ................. 10-28
VII

Figure 2.1 Figure 2.2
Figure 2.3
Figure 2.4
Figure 2.5
Figure 2.6
Figure 3 .1
Figure 3.2 Figure 3.3 Figure 3.4
Figure -I . I
Figure 4.2
Figure 4.3
Figure 4.4
Figure 4.5
Figure 4.6
Figure 4.7
Figure 4.8
Figure 4.9
Figure 4.10 Figure 4.11
LIST OF FIGURES
Milk fat-melting mechani sm (taken from Foster (2002)). The relationship between to tal fat content and surface fat content expressed in terms of the specific surface area (Foster (2002)). C omparison of s ticky-point for skim milk powder measured by different techniques. Comparison ofslicky-point obtained by fluidised-bed rig and particlegun rig for amorphous lactose (adapted from Chatterj ee (2003)). Comparison of sticky-point obtained by fluidised-bed rig {adapted from Chatterjee (2003) and particle-gun rig for whole milk powder. Stickiness curve for whey powder measured by the cyclone stickiness H•st (adapted from Boonyai (2004)) and Amorphous lactose powder measured by particle-gun rig (adapted from Chatterjee (2003)). Selected dairy powder compositions (2-0 i\l atri x) for experimental work. The r>article-gun rig. A schematic diagram of the particle-gun rig. This part of the parti cle-gun shows where powder feed from the glass funnel and firing on the sta inless s teel plate occur. The liquid-bridging mechanism caused by T • amorphous lactose being exceeded . T he % depos ition of dry instant skim milk po"der plott ed against re lative humidity at constant temperatures. The st ickiness curn of the instant Si\lP from four experimental points titted the curve abo\'e T , of amorphous lactose. % deposition plotted against T-T• for four different temperature data sets. The slope of the trend line (T-Ti plot) show how fast is the powder response to temperature and relati\·e humidity cha nge exceed the stickiness cur\'e line. % deposition plotted against T -T • for four different temperature data sets of r eplicates. The stickiness curve of the instant SI\IP in comparison with the replicat e. The stickiness curve of amorphous lactose with r eference line T, , including Chatterjee (2003)'s result. The correlation betwee n the critical '·X" value and % lactose of powder (total fat content less than 42%) tested. The internction of slope a s function of (T-T g) and % lactose in bulk. Stickiness curve of whey powder measured using cyclone stickiness test (Boonyai e t al. (2004)) and amorphous lactose and instant SMP measured by particle-gun rig.
VIII

figure 4.12
Figure 5.1
f igure 5.2
fi gure 5.3
f igure 5.4
Figure 5.5
Figure 5.6
Figure 5.7
Figure 5.8
Figure 5.9
Figure 5.10
Figure 5.11
Figure 5.12
figure 6.1 Figure 6.2
Figure 6.3
Figure 6.4 Figure 6.5 f igure 6.6
Stickiness curve of SI\I P measured by particle-gun rig (Chatterjee (2003)), nuidised-bcd rig (Chatterj ee (2003)), and stirrer test (Hennigs et al. (2001)). Deposition of the spray dried white cheese powder (42.05 %TS fat) tested on the particle-gun rig. The cheese powder (42.05 % TS fat) stickiness points at temperatures above T i of amorphous lactose. The stickiness curve for cheese powder (42.05 % TS fat) including the fitted T
0 +X line from the Gordon-and-Taylor equation and fined
T,+X line from cubic equation. Deposition of the spray dried low fat cream powder (55.84 ¾ TS fat) tested on the particle-gun rig. Close-up of the deposition of the low fat cream powder (55.84 % TS fat) tested on the particle-gun rig. The low fat cream powder (55.84 %TS fat) stickiness points at temperatures above ·1·, of amorphous lactose. The stickiness curve for low fat cheese powder (55.84 % TS fat) including the T0+X line. Deposition of the spray dried high fat cream powder (7 1. 79 % TS fat) tested on the particle-gun rig. The stickiness of high fat cream powder (7 1.79 % TS fat) caused by molten fat and amorphous lactose. Deposition due to fat in low fat cream powder tested on the particle• gun rig \\ith increas ing air tempernture a nd kee1ling R H lo" to avoid the amorphous lactose mechanism. Deposition due to fat in high fat cream powder (200 I sample and 2003 sample) tested on the particle-gun rig. 2001 hi gh fat cream powder sample w>1s checked for crystalline lactose under a polarising microscope at SOX magnifi cation. The T-T, plot of the SI\IP and the critical ·x·. determined to be 38°C. The stickiness curve of the SI\IP is fitted line through experimental points. The stickiness curve constructed from the average critical .. x•, of SI\IP with ±3 error bar. Effect of dry product throughput and inlet temperature on T -T,. Effect on dry production rate and outlet tcrnper:Hure on T -T• Demonstration of the possible changes that could effcl,t the drier outlet conditions.
lX

LIST OF TABLES
Table 2.1 The specific 'T -T g' factor for instantaneous sticking.
Table 4.1 A summary table of critical ' ·X" value ofS MP tested.
Table 4.2 A summa ry of critical "X" rnlue of WMP tested.
Table 4.3 A summary of critical .. X" value of i\'1 PC and the whey protein powders tested.
Table 4.4 A summary of critical " X-' rnlue of cheese, buttermilk and G UMP powders tested.
Table 6.1 The possible experimental matri x for variation in the so lids 1>roduction rate, inlet temperature and corresponding T -T,.
X

1.1 BACKGROUND
CHAPTER 1
PROJECT OVERVIEW
Proj<.-ct O\'CI"\ icw
The stickiness of dairy powder particles and adhesion of the particulate mass to
chamber walls and ducting surfaces are common se\"ere problems in drying operations.
Such problems include chamber. cyclone blockages and frequent downtime for cleaning:
hence it has a sign ificant economic impact in th e dairy industry. It is estimated that the
overall product loss due to the stickiness problem would be S4 mill ion per year O\"er all
Fonterra operations. Coping wi th s tic kiness in spray driers has been a matter o ftrial -and
error ex peri mentation to find conditions which avo id or con tro l the sticky charac teristic
of a g i\"cn composition. Therefore. it is desirable to be able to predict the stickiness
conditions and then contro l the problem d111i ng processing.
1.2 PROPOSED SOLUTION
The two mai n stickiness mechanisms ident ified by Foster (2002) are (I) Powders
that con tain mo re than -12% total fat (greater than l.95g 'm: surface fat content). when
ex posed to a tcmperamre above 40°C where the fat becomes completely mo lten and fonn
liq ui d bridges between the adjacent powder particles. and (2) The glass transition
temperattire of the amorphous sugar present in the powder is exceeded suflicient ly to
make the amorphous sugar behave as a viscous liquid and fonn liq uid bridges when
particles come into contact. Hence. it is impo11ant to be able to identify this cri tic.ii
temperature condition which exceeds the T ~ of amorphous sugar to an amount. that
allows the viscous liquid to be suflic ic ,uly liquid to enable liquid bridges to fonn whe n
two particles come together or a particle impac ts o n the wall ofa duct.
Prel iminary work earned out by Chatterjee (2003) shows promising results in using
a particle-gun rig to mimic the air cond itions in ducting and constructing the ·stickin ess
curve' to relate the measurements to the industry process conditions. T his work used the
same rig with some modification to generate stickiness cu rves in the industry process
1- 1

Project Overview
temperan,re range. Some preliminary wor1< was done in order to implement the
stickiness curve in the plant more constructively.
1.3 PROJECT OBJECTIVES
The specific objectives of this research wer~:
I) To identify conditions under which dairy powders become instantaneously s ticky
using a panicle-gun rig. The knowledge gained from the understanding of the
stickiness mechanism helps to appreciate the causes of adherence in powder
panicles.
2) To relate these sticky conditions 10 plan t operating conditions. to give a commercial
outcome for the dairy indusuy.
3) To recommend the best way to control powder stickiness during the drying process
in te1111s of its composition. To recommend changes in the operating conditions for
the spray drier.
1.4 THESIS STRUCTURE
A literature review helped this research work stay in focus and it only inc luded the
topics that relate to this project such as the stickiness mechanisms and glass transition
temperature of amorphous materials. linderstanding these fitndamental facts pro,·idcs a
good grounding for the following chapten,. Chapter three discusses the materials and
methods used and explains the dairy powder samples selected and experimental work
carried out usi ng the panicle-gun rig. Instan taneous stickiness occurs at a cenain
tcmpemtu re above the T, of amorphous lactose and has been denoted as the critical "X''
value. Chapters four and five concentrate on the identification of the critical "X" value
for powder instantaneous stickiness and use this in fonnation to consm1ct a stickiness
curve for various powders selected. A preliminary work with the aim to implement the
stick iness curve in a plant environment is di scussed in chapter s ix, with a case s tudy on
skim milk powder (SMP). Chapter seven summarises the project in a nut shell and
provides the recommendations for this research.
1-2

CHAPTER 2
LITERATURE REVIEW
2.1 INTRODUCTION
Literature Re\ icw
Powder stickiness between pan icle-pa11icle (cohesion) and panicle-wall (adhesion)
is a major problem in the dairy industry. especially in spray driers. It can cause cyclone
blockage. long downtimes for cleaning. and lowered process capacity. thereby reducing
process eflic icncy and yield. In order to carry Ott! the objectives of this work. it was
essential to understand the related areas. These areas include the dairy powder related
stickiness mechanisms. the theory on glass transition and its relation to the critical sticky
point. and the tests and mea,urements used to in,·cstigate stickiness behaviour.
2.2 STICKINESS MECHANISMS
Stickiness and caking are closely related phenomena and are commonly
encountered problems during the spray drying process and storage of dairy powders.
Stickinc,s is a time. temperature and humidity dependent phenomena [Roos el (I/.
( 1996)]. With time. stickiness can lead to crystallisation and caking which is due to the
formation of solid bridges between the paniclcs.
Stickiness due to electrostatic or molecular attraction forces is insignificant
compared to liquid bridging because of its unpredictable and irregular pattern [Peleg
( I 993 )J. In addition. Chen ( 1994) found no dlcct of charge on the panic Jes as related to
the deposition rate in the spray driers. Therefore. the initia l stage of st ickiness is almost
always due to sufficic111 flow that forms a liquid bridge between two pa11iclcs· surfuce at
their contact point. The driving force for the flow is surface tension [Downton et (If.
( 1982). Wallack and King (1988)].
Product temperature and mois ture content are two of the imponam factors that
influence the s tickiness of dairy powder and other sugar-contain ing foods [Downton et al.
(1982)). Above a panicular relative humidity and temperature condition when
undergoing spray drying. panicles like fructose from fruit juice and lactose from milk
behave in an adhesive o r cohesive fashion. Such a change from non-sticky behaviour to
2-1

Literature Rcvic,,
sticky behaviour happens with only a small change in the temperature and moisture
content [Bhandari e1 al. ( 1997). Chuy and Labuza ( 1994 ), Hennigs e1 al. (200 l )]. lt is the
state of the powder particle's surface (sticky or not) that detennines whether the particles
bounce off the walls. adhere 10 the wall or cohere to other pai1icles that are already
adhering to the walls . The temperarure and water content are related to the particle
conditions.
It has been well established that stickiness is a property of surface phenomena. It is
governed by its composition. powder exposure conditions. surface properties. viscosity.
and physical properties [Chatterjee (2003). Foster(2002)] .
The onset of powder stickiness is the focus of this project. particularly where
powder become, instantaneously sticky. The following liquid bridging mechanisms for
sticking ha\'C been identified and are the main focus of this project.
2.2.1 Viscosity
The surface properties of the drying pai1iclcs arc related to the surface \'isco,ity.
The viscosity. as a result of water remo\'al. increases rapidly as the gla,s mmsition is
approached. A typical \'isco,ity ofan amorphous material in th e glass state is equal to or
above the order of l 0 11 Pa. s. The \'iscosity decreases as the material changes from glass
to a mbbery state due to conditions that are abO\'C the glass transition tcmpcrantre (T g)
and are reported to have a ,·iscosiry ranging fi-om 10"-10' Pa.s. The viscosity of food
systems is a function of rcmpcrature. once it tran~fonns in the rubbery state associated
with stickiness and caking [Roos (1995a)). Oown1on el al. (1982) reported the critical
viscosity of stickiness of amorphous sugars at T-T • values in a range from l 0-20° C
which means that the sticky point temperature is 10-20°( higher than the glass transition
temperarurc. The magnin,de of the T-T, parameter is the fimdamcn tal indicator of
amorphous material related to s tickiness and adhesion.
Downton el al. ( 1982) proposed a model for estimating the critical viscosity (p,)
for dry particle stickiness to occur. The equation 2.1 shows that the viscosity is
influenced by the surface tension (y) . contact time (r) and the distance (KD) over which
2-2

Li1crmurc Review
flow must occur. T he critical viscosity is a constan t value of viscosity for the stickiness
to occur at short-time contacts (e .g. 1-1 Os) and is predicted from equation 2.1 to be in a
range of I 06 10 I 0~ Pa.s. The s1icky-poin1 temperature measurement test of Lazar e1 al.
( 1956) was used to measure the sticky-point temperature over a range of moisture
comcnrs for a sucroselfi-uctose mixmrc. It was found that all measured viscosity data lie
well within the predicted critical viscosity range and fall with in the range of0.32 x IO - 10
4.0 x IO 7 Pa.s. It was concluded that the proposed model provides a good understanding
of the stickiness phenomenon with a more quantitative a nd mechanistic approach.
µ , Kyr - - --KD (2.1)
Where "A·" is a dimensionless proportionality con:,tant (A-I assumed). "D " is
acmal pa11icle sizes ( 1-1 Opm),"K" is the fraction of the particle diameter required as the
bridge width (0 .01-0.00 I for a :,utlicicntly stro ng bridge).
Wallack and King (1988) used a similar model, che Frenkel model (equation 2.2).
10 predict the cricical viscosity range ofmaltodexcrin,'sucrose ' fructose and coffee extract
in a short contact time. II was found thal the measured , ·iscosity lay within the predicted
cricical viscosity range of 106-10' Pa.s. for maltodcxcrin sucrose fiuctose and 10' 107
Pa.s. for co flee exrracc. "a " is the particle radius. " x .. i, che intcrparticlc bridge size
formed by viscous flow and is cstimaced from scanning eleccron micrographs of particles
which have undergone sticking and arc then freeze dried. "alx .. is approximately equal
10 0.1. II shows chat stickiness of particles occurs by viscous flow driven by surface
energy. The Frenkel model demons1ra1es che relationship bet\\'een chc viscosity of
material with the pa11icle radius and powder surface eneq,,y. In o rde r 10 preve111 the
scicki ness. the viscosity should be raised by either increasing the particle radius of the
powder. and/o r decreasing the powder surface energy.
µ _1 rm - 2 , x-
(2 .2)
2-3

Literature Re\ icw
Both researchers D0\\~1ton e1 al. ( 1982) and Wallack and King (1988) use suiface
tension (yJ of70 m:-,1/n, for interstitial concentrate and "r" is the particle contact time I
I Os forihe method used by Lazar el al. (1956) for detcn11ining s tickiness. The standard
falling ball method was also used for measuremem of viscosity. The resu hs con finned
that the sticky mechanism of viscous flow is driven by smface energy. The models show
that increasing the surface-tension driving force or longer comact times would increase
the tendency toward sticking. while greater viscosity or larger particle s ize decreases the
sticking 1endency. The viscosity relates to cond itions of 1emperature and moisture
content under which stickiness occur., [Le Meste el al. (2002)].
The viscosity of ma1erial can be considered constam in the glassy state (2: 101\
but the Yiscosity changes dramatically above glass transition temperature (T ~)
Therefore. it can be said that \'iscosity is dependen1 on 1hc 1cmpera1ure above glass
transition 1c111peranire (T>T g- e.g. T~-1 OOK) [Bhandari and Howes (1999) ]. Williams et
al. ( 1955) proposed the Williams-Landel-Ferry (\VLF) equation (equation 2.3) 10 relate
re laxa1ion 1ime of mechanical propcnies 10 temperature abo\'e its glass transition
temperan1re. The measured sucrosc 'fi11ctosc viscosity data of Downton el ol. ( 1982) was
found to fall within 1he predictions range of the \VLF equation.
(2.3)
Where JI is the viscosity and µ,, 1hc viscosity at glass 1ransi1ion temperature. T, is
the reference 1empera1urc. Tis the 1empcrarure. and C1 and c_, are 'un iversal' constants.
(17.44 and 51.6 respecti vely for many materials). Aguilera et al. (1995) used the WLF
rype rela1ionship wi1h adjustable CI (-11. 16) and C2 ( 10. 7) coefficients to investigate
caking of 1he amorphous fish hydrolysa1e powder. It is now widely underswod that 1he
universal constams given by Williams et al. ( 1955) arc 1101 universal and shou ld be
allowed to vary for different materials.
Roos and Kare l (199 1b} and Roos (2002) have applied the WLF equa1ion 10
pred ict 1hc viscosity of the g lass as a function of temperarure for 1he crys1allisation rate of
vari ous amorphous sugars (lactose. sucrose . sucrose/ fructose).
2-4

Literature Review
2.2.2 Liquid Bridging
As introduced earlier. almost all cases of sticking and caking are caused by liquid
bridging rather than electrostatic or molecular attraction forces. It is important to pre\'Cnt
the fonnation of liquid bridges: and therefore. the caking and sticking of powders can be
a,·oided. In real situations. liquid bridging can only occur when at least some of the
pai1iclc surfuce is \'iscous (or if there is a presence of an extem,11 moisnire or a second
liquid phase) [Adhikari e1 al.(2001) ].
For the sticking process to occur. the panicle surlace has t0 become fluid at the
panicular contact point o r points. Peleg ( 1993) gave the mechanisms by which this may
be caused by:
,- Direct wetting or moisture condensation on the surface funns a film of saturntcd
solution around the paniclc.
► Re-crystallised amorphous material causes adsorbed warerto be libcrnred onto the
panicle surface.
,- The glass '1ubbcr transfonmnion of amorphous material on the surface is caused
by tempemrure exceeding glass transition temperature. The surface becomes a
vc1y \'iscous "mbbery'' state and therefore flows.
;,.. Melting on the surface (e.g. fat-containing panicles).
It is assumed that stickiness due to insufficient drying before pa11icles collide with
one another or with the walls of the drying apparatus is not the case here . The powder
panicle State is dried powder. under nonnal operation conditions.
The first case is nor appropriate for amorphous material. because it is very
hygroscopic and any surface moisture would be absorbed into the particle rather than
remaining on the surface. However. the condition of the amorphous material does
depend on the temperamre and moisrure in the surrounding air. This could depress T •.
giving the third case above. Re-crystallisation of amorphous material happens during
storage. because of its long relaxation time. Therefore. stickiness due to insufficient
2-5

Li1cn:uurc Rc\'icw
drying(~ 50% RH} and crystallisation are not applicable here. All spray-dtied powder is
assumed to be dried and contain amorphous carbohydrate present in the powder.
For this work on the sticking of daity based powder. it would appear that the two
mechanisms of liquid bridging in,·olYe either amorphous carbohydrate glass 'mbbery
transfon11ation and 'or fut-melting on the surface. panicularly in powders which have a
high fat content.
2.2.2.1 Amorphous Carbohydrate Sticking Mechanism
Amorphous lactose is fonned when water is removed so quickly that there is no
time for the lactose t0 crystallize. or by freeze-drying. Molecules either do not have time
to an-angc themselves or they arc held in the frozen water matrix and hence cannot
c1ystallize. This results in the random arrangement ofo.- and P- lactose molecules in the
solid powder matrix . Amorphous lactose has a number of imponam properties. such as
being hygroscopic: it absorbs moisture ,·ery readily from its sun-oundings. and it is
subject to a phenom~non kn own as glass transition [Roos ( 1995b) .Bhandari and Howes
( 1999). Roos et al. ( 1996}]. Lactose in amorphous rubber form is responsible for powder
stickiness in the dairy indusuy. while crystalline lactose powders can be sticky only
under extremely high tcmpcrarure and humidity conditions [Bronlund ( 1997)).
Amorphous lactose crystallisation occurs at a water content of about 6.8 g (g x I00)'t of
lactose corresponding to an equilibrium rclati\'c humidity of 37% at room temf)eraturc
I Roos (2002)]. Aguilera ,,, al. ( 1995) repo11ed that amorphous lactoi.c crystallizes at 42-
52% RH. Such change can lead to release of water and /or encapsulated milk fat in the
case of dairy powders.
Amorphous lactose becomes sticky when its glass transition tempcrarure is
exceeded suffic ientl y that the decrease in viscosity causes flow at the su,face and liquid
bridges can fon-n between panicles which causes particles to adhere together [Brooks
(2000). Foster (2002}]. The glass transition tcmperarure can be exceeded by either an
increase in temperarure to above T ¥ and/or an increase in moisrurc content and water
activity t0 suppress the T1.
2-6

Literature Review
1t is very common for speciality powders to have another carbohydrate added in
solution o r dry form. If these carbohydrates are added in solute fonn (i.e. p1ior to spray
drying) then the carbohydrate will be in the amorphous fonn in the final product.
However. the mechanism ofliquid bridging is applicable to all amorphous carbohydrates
present in dairy products. Foster (2002) investigated propenies of amorphous
carbohydrates such as sucrose. maltose. glucose. galactose. fn1c1ose and sugar mixtures
in relation to stickiness.
2.2.2.2 Fat-melting Sticking Mechanism
Milk fat contributes to sticking of dairy powders during processing and s tomge.
especial ly for high fat powders such as cream powders and cheese powders. In
processing. high fat powders cause smearing. in which the powder builds up on the inside
of the chamber. cyclones and fluidised beds [8111T (1999). Crotskcy (2000)]. Free fat
content varies with diftcrcm process conditions. For example. more fi-ee fat is observed
in roller drying than spmydrying [King ( 1965) ].
Milk fat contains a mixture of lipids. and 98.5% of its constituents are
triglyce,·icles. Differcm triglycerides (diflcring in types of fany acid. the length of chain
and the degree of saturation ) have different melting points. thus milk fat has a large
melting range. :'\orris et al. ( 1973) using a Diferential Scanning Calorimeter (DSC)
:,howed that the 1riglyce1ides in milk fat have a melting range approximately -40°C to
~40°c. A typical DSC thennogram for mi lk fat shows three melting ranges: -40°C-0°C.
0°C - 20°C. and the highest melting region 20-37°C which is the main melting peak.
Although the resolution of the peaks in the DSC thcm10gram diffi:r due to different
heating rates. the temperatures at which the peaks occur remains constant.
Fat complexes with prote in in a finely emulsified state and is said 10 be
encapsulated fat [Buma ( 1971 a). King ( I 965)]. Buma (I 97 1 a) stated that fat which is not
encapsulated is known as extrac table fat or"fi-ee·• fat. A detailed study offi-ee fat content
in relation to the powder propenics defines that fi-ee fat originates fi-om four different
sources. These are:
2-7

Litcr:i.ture Review
Surface fat. which is present as pools or patches of fat on the outer most particle surface:
Outer layer fat. consists of fat globules in the surface layer of the powder partic le and it
can be directly reached by fat solvent:
Capillary fat. consists of fat globules inside the particle. which can be reached by fat
solvents via capillary pores or cracks:
Dissolution fat. consists of fat globules. which can be reached by the solvent through
holes left by already extracted globules.
It is the free fat on the surface and some on the outer layer that contributes mostly
to the sticking mechanism. This is mainly because they have the ability 10 pool the fat
together and fonn liquid bridging when the fat is in its molten ,rnte. Some high fat
content powder. the capillmy fat near the surface also pooled by molten fat on the
smfaccs. In most cases the capillary fat and dissolution fat do not contribute to sticking
or caking. Foste,· (2002 ) used confocal la,cr scanning micro,co1)Y (CLSM) to observe
the pooling effect of fat in low fat crc,1111 powder. The observation, were caniccl out at
20°C before and after being heated to 55°C. The result supported the fat-melting
mechanism for sticking and caking. as the surfuce fat pooled at the particle contact
poinVi and fom1ed agglomerated particles.
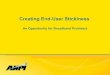
The mechanism for sticking and cak ing due to milk fat is described by Foster
(2002) shown in Figure 2.1. Liquid bridging in high fot dairy powders occurs when there
is enough molten fat o n the surface when they are exposed to a process temperature
above 40°C.
2-8

In high temperature environment
"Sticking•
Inlow t emperature environment
·coking"
~ Surface fot
~ Powder portocl•
I M;Jk fol m<lling
and flow
J., Fot ty bridge. ~ ··~-, Milk fat crystallisation
Figure 2.1 Milk fat-melting mechanism (taken from Foster (2002)).
Litcrarurc Re\ icw
Free fat was extracted by washing the powder with an organic solvent-petro leum
ether (boiling point 40 10 60°C) for the desired time. Then the so lution was filtered
through filter pa1>cr to separate the powder and the solvent. The powder residue was
washed with the so h·cnt and dried. The solvent residue comaining the extracted fat was
allowed t0 cva1>orate until the extracted fat residue reached a constant weight. The free
fat content is calculated as a percentage of the total mass of the powder sample. It was
observed that as extraction time increases. the amount of free fat extracted increases.
Kim et al. (2002) extracted free fat from commercial SMP (0.0 I fat gig powder) and
WM P (0.266 fat gig powder) at an extmction time of 10 mins. 24 hrs and 48 hrs. The
amoun t of extracted free fat in \VM P increased from 0.019 gig powder to 0.028 gig
powder. However. the surface fat of free fat is of interest for the liquid bridge
mechanism. Foster (2002) estimated an extraction time of I Os for the surface fat ofa low
fat cream powder (55% total fat) because a constant free fut content measured with
exrraction time less than 20s was observed using the standard free fat extraction
2-9

Litcraturc Rcvic"
procedure. Buma (1971a) also suggested that an extraction time as short as 10 s or at
least I min would be needed to measure the surface fat.
The difforences in spray drying process parameters fi-om manufacturer to
manufacturer have minor imponance to the composition of the powder smfacc [Foster
(2002). Faldt and SjOholm (1996)). However. difference in particle size has an effect on
1he amount of free fut that can be extracted. the reason being that small powder particles
have much more surfuce exposed 10 the solvent than larger particles during extraction
[Buma ( 197 1 b). Fa ldt and SjOholm ( 1996)).
Su1face fat comem can be estimated from the total fat content and specific surface
area. Foster (2002) looked at the relationship between 1he surface fut content and total fin
content for different powders with varied le\'els of fot. The data was expressed in tenns
of the specific surface area in order to consider the pa11icle size cffi:cts in the free fat
extraction.
Total fat content mcasuremem used the 1--lajonnier fat extraction procedure.
Figure 2.2 taken from Foster (2002) shows a fairly linear relationship between surface fat
content and total fut content when the total fat content is abo,·e 30%.
2-10

Literature Review
6 -
~5 ~------------------------ ---.--.g • " ~4~-----------------------------1: " t 3~ -----------------------------
<J -:; ... ., 2~-----u ~ ::,
</) 1
• --------,-----·
• • 0 .l-----♦--------------------------
0 10 20 30 40 50 60 70
Total Fat Content (g faV100g dry powder]
Figure 2.2 The relationship between total fat content and surface fat content expressed in tenns of the specific surface area (Foster (2002)).
Crot\;key (2000) examined the ef'foct of the fat-melting mechanism in lo w and
high fat cream powders. us ing an air gun to lire powder pa11iclcs at a plate and measure
the percentage of powder sn,ck to the plate . The RH was kept relatively low to avoid the
lactose changing its state while increasing temperature. Surface tension of the fat
decreases as the temperature increases. The fat is able to flow over the panicle sudacc
when its smfacc tens ion becomes equal 10 or less than the su,facc tension material of its
contact. The critical surface tension point for low fat cream powder was found 10 be
around 40°C. Funhcm1orc. as temperanire increases to a point of flow. fat viscosity is
decreasing and this pulls more fat from the capillary fat near the surface 10 the surface
and increasing the total area of fat coverage. However. for high fat cream powder. at a
temperature above 40°C. there was no increase in powder stickiness as the panic les are
covered with a layer of fat. No funher fat can be drawn from inen fat.
Although. surface fat-melting 10 fomi liquid bridges is one of the anributes to
sticking and caki ng in dairy powder. it is agreed by Faldt and Bergenstahl ( 1995) and
King ( 1965). th at lactose crystallisation is the other attri bute for gaining surfuce fat from
encapsulated fat. Th is can happen during st0rage: if amorphous lactose crystallises. as a
2 -1 1

Li1cra1urc Rc\licw
result ofan increase in temperature or moisture stresses. dismp ting the encapsulated fat.
forcing fut to spread to the powder particle surface (Faldt and Bergenst3hl ( 1995). King
( 1965)) . In the case of milk powder. King (1965) noted that when it absorbs moisture
and develops into a dry. hard and powdery texmrc. this coincides with the release of fat.
At the critical moisture content of 8 .9%-9.2%. fat was released for a powder with a fat
content of 27-28%. Lactose crystallisation was observed during this time with a
polaiizing microscope. The crystallisation mptured the continuous matrix of the SNF
(so lid not fat) and made the fat accessible to the solvent.
Researchers have used the Electron Spectroscopy for Chemical Analysis (ESCA) to
estimate the amount of surface fin on the powder in conjunc tion with free fat extraction
method. The ESCA analysis provides direct in formation about the powder surface
independent of particle size and melting point of oil phase. In addition. the powder
surface coverage ofothercomponents such as protein and carbohydrate is also detectable.
The result is the two approaches have a good correlation. For powder with a higher fat
content. the surface fat C0\'erage is high. so is the free fat [Fiildt et al. (1993). Fiildt and
SjOholm (1996). Kim et al. (2002)).
2.3 GLASS TRANSITION
In a 'glass· state. the material is solid and brittle and has an amorphous. liquid-like
structure with an extremely high viscosity. 11.:ofthc order of I 011 Pa.s [:S:oel et al. ( 1990).
Bhanda,i et al. ( 1997). Downton et al. ( I 982)]. The glass state can transfonn into a less
viscous. liquid rubbery State by escalating the tempcramre andlor water plasticization.
Such phase transfom1ation is rcfetTed to as glass transition and the tcmpcramre at which
this happens is known as glass transition cemperaturc (T.,} [Roos ( 1995b} ]. Glass
transition temperature profiles are often reponed as a function of water activity, relative
humidity or concentration (%solid). Glass transition is a second order transition and is
charac terized by a change in specific heat capacity.
Materials transfom1ing from 'glass' to a 'mbbery' state as a ftmction of temperature
is well established and this transition temperamre is dependent on moismre content
[Lillford and fryer (1998)). The glass transition temperature (T g) is being recognized as
2-12

Li,crarurc Review
a fundamental parameter to explain and control phenomenon such as stickiness. caking
and unwanted agglomeration for amorphous and semicrystnllinc foods. pa11icularly in the
case of low molecular weight carbohydrates [Bronlund (1997). Foster (2002). Brooks
(2000). Adhikari er al. (200 I). Bhandari and Howes ( 1999). Downt0n et al. ( I 982).
Bhandmi et al. (I 997). Roos and Karel ( 1991 b). Chuy and Labuza ( 1994)).
In dairy foods. the main amorphous components arc carbohydrates and proteins.
However. often the amorphous carbohydrates govern the transition temperatures
corresponding 10 changes of physical propenies . Glass transition occurs due to a water
content dependent remperarure range decreasing wirh increasing water conrem [Roos
(2002)]. Milk fat does not affect rhe glass transition temperature of milk powders and ir
is immiscible with lacrose and orher warer-soluble substances [Jouppila and Roos
( 1994a}. Jouppila and Roos ( 199-lb)J.
In general. the glass 1ransi1ion temperature of carbohydrates decreases as
molecular weigh, decreases [Soc! et al. ( 1990). Roos Y. (1993)) . Jouppila and Roos
( 1994a) found skim milk powder wirh cnzymarically hydrolysed lacrosc er. - 49°C) had
substantially lower T, rhan rhe regular milk powder (T, ~92°C). Lactose (MW 342) in
milk hydrolyzes to glucose (MW 180). and galactose (M \V 180} and this decreases the T 1
in skim milk powder and crirical water content and water activity. The T $ for anhydrous
galactose and glucose arc 30 and 31°C. respectively. bur the T g for lactose is IO 1 °C
[Roos Y. (1993}. Bhandari and Howes (2000)) . The lowT$ofthe galactosc and glucose
mixture causes more severe glass transition characterized problems rhan does anhydrous
lactose during processing and srorage.
The glass transition rempcramrc is important to this work as ir is widely
recognized that ir characterizes amorphous materials for phenomena such as stickiness.
caking and crystallisat ion when an amorphous materials" g lass transition temperature is
exceeded [Chuy and Labuza (1994). Downton et al. ( 1982). Jouppila. K. e1 al. (1997),
Jouppila and Roos (1994a). Jouppila and Roos (1994b). Lloyd e1 al. (1996). Roos and
Karel (1991a). Roos and Karel ( 1991 b)]. Bhandari el al. (1997) found a correlation
2-13

Literature Rcvic\\
between Tg and the spray drying behaviour of sugars and fiuit juices with a maltodextrin
additive .
Lloyd er al. ( 1996) showed that the caking of spray dried lactose is related to th e
onset temperature of T •· They confim1ed the viscous now of the product above T, by
compressing an amorphous lactose powder at various temperarures in a compacted
product increasing above the onset temperature ofT-T, . The temperarure change (T-Ti
factor) is the difference between the actual temperature of the powder (T) and its glass
transition temperature (T g); in rum this T-T • factor determines the rate of ,·arious changes
lBrooks (2000). Foster(2002). Roos (1995 b}. Roos e, al. (1996). Chatterjee (2003)] . It is
therefore desirable 10 know what Ti is at a panicular mo isn,rc condition. and how the T
T, factor relates to s tickiness in dairy powders . The glass transition temperature can be
detennined either by measuring it directly or predicting it from the moi>ture content or
water activity.
2.3.1 Determination of Glass Transit ion Temperature
There are sc,·cral methods by which the glass transition tempcrawrc can be
directly measured . These analytical methods detect the sudden change in physical
propenies of the material at T •· These change of physical propenies include heat
capacity. free molecular volume. them1al expansion coetlicicm. d ielectric coefficient and
viscoe lastic prope11ies.
Ditll:rcntial them1al scanning calorimetry (DSC) is one of the most common
techniques found in the literature for determining Tg of amorphous mate,ial such as
spray-dried skim milk and freeze-dried skim milk powder [Ozmen and Langrish (2002).
Jouppila and Roos ( I 994a)] . DSC measures the temperan,rc and heat nows associated
with transitions in materia ls as a fonction of time and temperature.
Foster (2002) reviewed the literature for the possible causes for different glass
transition temperature measurements. The reasons for variation measured by DSC arc
outlined as follows:
2-14

Literature Review
► Scanning rate used (higher rate results in higher T3 value from true value). Chuy
and Labuza ( 1994) measured the glass transition temperature of carbohydrate
material and found that the glass transition temperawre was lower at slower
scanning rates and higher at higher scann ing rates. They explained that the lower
observed temperature values at the slowest heating rate may be due to the longer
residence time of the sample at any temperature during heating. which increases
the probability for viscous flow. crystallisation of the arno'l)hous carbohydrate.
and collapse . The rate of 5°C min is used by Roos and Karel ( 1991 a. 1991 b.
1991c).
► Location oft he T • on the DSC curve. Due to different interpretations ofT, values
ti-om the DSC curve. for example of amorphous lactose. some researchers use
onset. mid-point or endset for T, data [Ozmen and Langrish (2002)]. Up 10 I 0°C
diftercntial is expected when comparing the T3 value for amorphous lactose found
in the literature by ditlercnt researchers.
,- Enthalpy relaxation peaks.
► Preparation of DSC pan. It has the potential for uptake of moisture by the
powder. because amorphous carbohydrates have a hygroscopic nature. which
means they absorb moismre very quickly if the DSC pan is not fully tilled under
dry condi tions. This would raise the moisture content of the powder and result in
a lower T, value. In addition. Brooks (2000) noted that freeze-dried sugars still
hold some moisture. which can acts as a plasticiser. even after dehydration over a
strong desiccant. It is therefore the residual moisture that ha~ an elli.:ct on the
glass transition temperature and has to be accounted for in the Tgdata.
In food systems such as milk powder. the main components are carbohydrate.
prmein and fat. Jouppila and Roos (1994a) used DSC to de1em1ine the glass transition
temperature of freeze-dried milk powder products (such as 0¾fat skim milk powder.
10.7% fat milk powder. 18.6% fat milk powder. whole milk powder. and hydrolysed
lactose skim milk powder) at different water content levels. It was found that the T g
values of those milk powders (except the hydrolysed lactose skim milk powder)
2-15

Li1eta.rurc Review
containing lactose were almost equal 10 1hosc of pure lac1ose. This indicates tha1 proteins
do nor i111ernc1 wi1h lactose in 1enns of glass transition tcmperarure. and the physical stale
of S:S:F in milk powders is governed mos1ly by lactose. P,·otein does. however. have
some affect on 1he crys1allisation of amorphous lacrosc [Jouppila and Roos (1994b).
Foster (2002)]. It is also likely to affect 1hc raic of change of s1ickiness wi1h time for a
given powder. Other observations show that milk fat did not atfec1 the T • of milk
powders due to their immiscible properties with S~F or moisture. However. T11 could not
be de1em1ined from 1he DSC curves for powders containing fa1 at the RH range of23.9 to
44.4% because of the dominan1 fin-melting endothcnn in the same 1emperarure range
(.louppila and Roos ( l 994a)].
O1hcr useful 1echniques and sometimes more sensitive methods include dynamic
mechanical them1al analysis (DMA'DMTA) and mechanical spectroscopy. These
1echniqucs measure the ct1cc1 of a sinusoidally varying stress on dynamic moduli or
viscosity. ~uclear 111agne1ic resonance (NM R) spectroscopic technique and elcc1ron spin
resonance spectroscopy ( ES R) are useful techniques when smdying 1he molccul.ir
mobility and diffi1sion of 1he glas, transi1ion 1cmperature of panicles (l3handari and
Howes (2000)). Peleg (1993) extensively listed the references ofsmdies where me1hods
01her than DSC or OMA were used to de1ennine the glass transition tcmpcrarure.
2.3.2 Prediction of Glass Transition Temperature
The Gordon-Taylor equation (cq. 2.-l) is the empirical fonnula thai i, used to
prcdic1 the innucnce of moismre contcm on 1he T• (e.g. anhydrous solute and water
component [Jouppila and Roos ( 199-la)]) or to estimate 1he glass 1ransition temperamre of
a mixture of sugars [Hennigs et al. (200 I) .Roos and Karel ( 1991 a)].
_ (w,Tgt +kw2Tg 2 )
( 11·1 + kw2 )
(2.4)
Where Tg., is the glass transition temperarure of the mixmrc. Examples ofmixmre
components tha1 have been studied arc CL-lactose-water or maltoclextrin-sucrose. 111,. w;.
Tg1 and Tgi are the mass fraction and glass transition temperatures of component I
2-16

Ulcralurc Rcvie"
(lactose) and component 2 (water). respectively. k is a constant for the solid component
and it was derived experimentally.
w1 T81 + (6CP2 I 6C pl )w1 T
8 2
H'[ + (6CP2 / 6C p t )w2
(2.5)
The Couchmann-Karasz equation (eq. 2.5) is another mathematical fonnula for
detem1ining T, ofa pol>q11cr mixnire. The ratio of change in heat capac ity is similar in
form to the constant kin the Gordon-Taylor equation. The Couchmann-Karasz equation
can expand funhcr and be applied for multi-component mixnire systems such as water.
glucose and sucrose [Roos ( I 995a)]. For an ·,, · component system. the extended
Couchmann-Karasz equation is shown in equ,11io11 2.6 .
f w,6 C pi T g;
Ti;,,, - I= I II
L 11· ,6C p,
(2.6)
, - 1
For daily powders. the glass transition tcmperanire is more readily predicted from
the water activity rather than the moisture conten t of the powder. In a practical sense.
moisture contc111 of the powder includes not only the moisnire associated with sugars but
also moisnire associated with other components (such as protein) which have no cftcct on
the T, of the powder. Howeve r. water activity of dairy powders is fairly constant with
varied levels of its components (i.e. sugars. protein and milk fat). So. the T, is constant
with constant water activity. In addition. water activity can a lso be eas ily measured with
a calibrated RH probe.
Brooks (2000) fined a non-mechanistic equation to the literature d ata: a third
order model developed (eq. 2.7) to predict the T1 of amorphous lactose from the water
activity of the powder. In the same line of thought. Foster (2002) summarized the
T / moisture content and T .,twatcr activity profile for amorphous glucose. galactose.
fructose, sucrose, maltose and maltodextrin powders from data available in literamrc. and
2-17

Literature Review
fitted equations to the data. so that the pred iction ofT8 was made from ind ividual sugars
present in the powder.
T, = - 530.66(0. ) ' + 652 06(a" ) z - 366.33a, + 99.458 (O<a.<0.575) (2.7)
Foster (2002) also proposed a mathematical equatio n (eq . 2.8) for pred icting th e
Tg ofa multi-componem powder. The predic tion is based on the weighted addition o f the
individual TI' values for the amorphous sugars present. at given water activity of the
powder. Th is method was found to have an overall better fit than the Couchmann-Karasz
equation. especia lly for the predict ion of the Tg of.imorphous lactose in dairy powders.
2 .3 .3 The 'T-Tg ' Factor
II
Tg = L,X;Tgi(a,) i =I
(2.8)
Amorphous carbohydrate associated with the stickiness pheno mena is a viscosity
re lated mechanism. \\lien the tcmperamrc exceeds its glass uansition temperamre. the
viscosity decreases. allowing flow between the panicles . The rate of s ticking for
amorphous materia l is governed by how much the Tg. is exceeded (T·Tg). The individual
parameters of temperamrc and relative humid ity might not d irecting result in scnictural
changes. but the resulting T-T8 can cause dramatic s trucn,ral change lead ing to sticking.
caking. collapse and crystallisation . It is therefore, on ly T-T" that is impo11a111, not the
acrnal tcmperaf\lre and moisture cond itions required 10 ac hieve it (Brooks 2000).
Bhandari el al. ( 1997) and Roos and Karel ( 1991 b) have used the concept of T -T • to
describe the stic ki ng behavior of amorphous powder. Bhandari and Howes (1999) and
Bhandari (200 I) suggest the cri tical viscosity of sticky powder in sugar-rich food is
reached at a temperature I 0-20°C above T .. and assumed that the tempcramre of surface
of panicles during spray d rying should not reach 10-20°( above the T •·
The semilogarithmic plots of the s ticky po int temperature measu rement and the
glass transition temperature versus mo isrnre content for sucrose : fT\lctose (7: I) mixmre
2-18

Litcr.tturc RcviC\\
show the m parallel with each ocher [Adhikari er al. (200 I)]. The s ticky poim temperature
is almost 4-11 °C higher than the glass transition temperature (T 8 ,...i).
Brooks (2000) demonstrated 1ha1 the 'T-T8" factor of amorphous lac tose is a
combination of differem temperature and relative humidity changes giving this constant
value of temperature difference. resulting in the same caking strength with time. The T
T8 of amorphous lactose for o nset instantaneous stickiness is 25°C (Table 2.1 ). However.
in order 10 avoid sticky powder. storage below glass 1ransi1ion or continuation of
processing below T -1·, of 10°C were recommended. Fos1er (2002) found the T-Ti values
of amorphous sugars where instantaneous sticking occurred (Table 2.1 ). The crical T-T~
value for ins1a111aneous stickiness would probably be less 1han 1he values given in Table
2 .1. Burr ( 1999) found 1he specific T-T ~ of cheese powder caused mainly by amo1phous
lactose is I o•c.
Keir (200 I) found the s1ickincss behm·ior of milk powders did difler from 1ha1 of
pure amorphous lactose. With regard 10 Brooks (2000)"s recommendation. 1hc T-T, of
I 0°C for safe processing is 100 conservaiive. and Keir (200 I) fonhcr s1a1cd that 1he T-T,
required for stickiness IO occur may be 30°C or higher. especially considering 1hc sho11
1ime in the driers. The s1ickiness changes in dairy powders are obviously affected by the
composi1ion of the powder.
Table 2.1 The specifi c 'T•Tv' factor for instantaneous st icking .
Amor phous Carbohydra te
Lac1ose
Sucrose Mahosc
Glucose/Lactose
Galactose/ Lactose Fnictosc/ Lactose
'T-T, ' factor (°C) 2s.o· 20.3
19.0. 25.3. 29.0 35.0, 37.4
30.8 4 1.3
*Brooks (2000) critica l instantaneous stickiness; Foster (2002) ins1an1ancous s1ickiness occurred.
2-19

2.4 DEVICES TO MEASURE POWDER STICKINESS PHENOMENA
Literature Review
Researchers have developed and reported various techniques to measure powder
cohesion and adhesion phenomena over the last 50 years but most of these measure the
s tickiness of the powder when the particles are Stationary or moving in slow motion. A
review focused on the most relevant methods follows.
2.4.1 Shear Cell Method
The powder is placed in a box and it is split in half horizontally or vertically. It is
equipped with a means of applying various nonnal stresses and shear stress to the top half
of the cell and while the lower hal fheld stationary (Jcnike. 1964 ). It was found that for
each nomial stress there is a particular shear s tress wh ich causes failure. This tensile
s trength analysis provides a direct indication of the interpart icle forces that suppon before
it yields. It was used to correlate the Oowabiltiy ofa powder especially through chutes
and hoppers.
2.4.2 Blow Test
The blow test was developed by Paterson et al. (200 I ) to measure the caking
strength of milk powder. In this test. air was passed through a small diameter tube held at
a fixed height and angle above a powder bed. The powder bed is pre-conditioned at
different water activities. The velocity of air was increased umil a channel was formed in
the bed and this flowrnte recorded as a measure of the caking strength or stickiness of the
powder. The blow test was also used to distinguish between fat caking and amorphous
lactose caking in dairy powders Foster (2002). Burr ( 1999) also used the test for the
investigation of caking strength of cheese powder in different s torage conditions.
Brooks (2000) modified the blow test by including a segmented distributor and a
glass enclosure. The segmented distributor enables more samples and multiple readings
to be taken over a period of time. The glass enclosure enables the contro l of powder
condi tions in the bed. air at desired temperature and relative humidity ready for the blow
test. Brooks (2000) found the same caking strength (a particular value ofT-T g) with time
resulted with different combinations of temperamrc and water activity. Amorphous
2-20

Literature- Re-" icw
lactose becomes instantaneously sticky a1 a T-T8 above 25°C. Fosler (2002) used 1he
same 1es1 to observe chis particular value ofT-T, for other amorphous carbohydra1es 1hat
may be prescn1 in dairy powders and 1he caking mechanism under different storage
condi1ions.
This 1es1 allows a continuous reading 10 be 1aken over time and 1he ability 10
observe the time-dependent side of sticking and caking 1>roblems under cons1ant T-T,.
Thus. i1 is possible 10 quan1ify 1he development wi1h 1ime of in1er-particlc forces caused
by 1he viscous flow of an amorphous malerial. This is usefitl in 1hc smdy of powder
condi1ions for s1orage where 1he residence 1ime is long enough for s1ickiness 10 develop
over 1ime. While i1 can be shown tha1 s1ickiness can develop very fos1 under cenain
temperature and rcla1ivc humidity condi1ions (Paterson et al. 200-1) i1 is 1101 generally a
sui1able device for measuring 1hc instantaneous stickiness needed by a particle impac1ing
1he walls ofa spray cliic,· or the ducting al\cr 1hc drier.
2.4.3 Sticky-point Temperature Test
The so-called .. s ticky-point temperamre .. 1es1 was originally developed by Lazar
et al. (1956). The principle of the 1es1er has been applied and modified by several
researchers 10 dctennine 1he s1icky point of 1he amorphous sugar powders for different
temperature and moisture contents of the material (Hennigs et <ti. (200 I ). Downton e r al.
( I 982). Chuy and Labuza ( 1994) and Wallack and King (1988)). The principle of1he 1cs1
in\'olves placing a powder sample with a known mois1ure co111en1 in a test tube. which is
immersed in a controlled temperature bath. The tube is closed to 1he aunosphere wi1h a
rotating mcrcu,y seal. and a small propeller embedded in the sample. The ba1h
1e1npcrature is raised s lowly while 1he propeller is stirred periodically (i.e. quarter rum
per second) either by hand or 1hrough mechanical means. The sticky-point 1emperature is
referred to as the temperature at which the force experienced 10 drive 1he propeller
increases sharply. The sticky point 1cmperamre is a function of moisture content. Thus
1he s1icky point decreased with increasing moisture con1ent. The 1cs1 is repealed with
01her moisture contents, and 1he sticky point tempera1ures are ploued agains1 moisture
con1en1. The combina1ion of temperature and moisture point lying above the curve
causes 1he onset of product stickiness and is to be avoided. whi le the region below 1he
2-21

Li1cra1urc Review
curve is the non-sticky safe regime. Downton el al. ( 1982) reponed that st icky-point
measurements are repca1ablc within ± I K. The bath heating rate was I °C/3 min then
1°C/5 min as the s ticky poin1 was approached [Down1on et al. (1982). Wallack and King
( 1988)]. Chuy and Labuza (1994) examined the effect of different heating rates on the
sticky point ( 1 °C/3 min. 5°Ctmin and I 0°C/min). ln general. a lower temperarurc was
observed a1 the slowest heating rates compared to faster heat ing rates for any given
powder from 1he same s torage condi1ions. A slow heating rate would provide a longer
residence time. therefore increasing the probabi lity for viscous flow and stickiness.
Downton et al. (1982) and Wallack and King (1988) have re la1ed the sticky-point
temperature to viscosity temperature data. The sticky point ofsucrose 'fructose powder is
superimposed upon 1he curves representing the \'iscosity data. The cxperimenial
viscosity value of 0.32x Io' to 4.0x IO ' mPa.s. lies within the predicted critical ,·iscosiry
range of I 06- I 0~ (Downton el al. ( 1982)]. The results of Wallack and King ( 1988) gave
similar agreement with the predic1cd \'iscosity da1a range on maltodextrin 'f\'uctose
powder.
Over.ill. the sticky-poin1 temperature test is a measure of powder s tickiness
bcha\'iour in a mildly agitated situation and the results vary with heating rate. panicle
sizes. stirrer rotational speed and tech niques.
2.4.4 Fluidised-bed Rig
The 'bench-top-scale fluidised-bed' rig was developed by Toy (2000) and was
based on a study (fluidisation test) carried out by Dixon ( 1999). This rig was used to
measure powders · cohesive stickiness propeny in a fluidised bed situa1ion. with changing
temperan1re and humidity conditions. This semp involves supplyofhumid air at d ifferent
temperarures to a small -scale fluidised-bed. The powder paniclcs surface propenies
changed as the conditions of the air were changed until the bed lost tluidisation. This
was achieved by a controlled wet-bulb temperature via a water bath (range 0-80°C) to
give 1he desired saturation humidity: this samrated air was then heated and immersed into
another hot waler bath for a desired dry bulb temperature (experimental range 40-80°C)
before de livering it into the fluid bed. The water baths' temperatures were controlled.
2-22

litcrarurc Rcvic"
monitored and recorded by setting conditions at a desired temperature and humidity. The
air veloc ity varied between 0.22 ms"1- 0.42 ms"1 and showed no effect on the stickiness
end point.
The measurement in the ·bench-top-scale fluid bed· rig was done by visual
observation of the stick iness end point or total seizure of the bed in a particular
temperan1rci\1u111idity envi ronmcn1. Chatterjee (2003) stated that the observed end points
occurred when complete seizure of the particle bed occuned. and this was categorised by
an adhered pai1icle mass which would be revitalised temporarily for a short period with
rigorous shaking or vibration . bm would collapse very soon after. Chatterjee (2003)
found lactose in an amo rphous fo1111 is the stickiest powder. and in a crystall ine fonn is
the least st ickist powder. The degree of stickiness is due to the amount of amorphous
lactose present and the different particle sizes.
This technique can be used 10 detennine the stickiness curve on a temperature
versus water activity or relative humidiry profile. but cannot be used on cohesive dairy
powders which will not fluidise such as high fat powders.
2.4.5 Cyclone Stickiness Testing Device
The stickiness cyclone testing device was developed by Boonyai et al. (2002) and
it was designed to measure partick-panicle and paniclc-wall stickiness during spray
drying. The set-up consists ofa system that provides humidified and dry air mixntre at a
specified RH. adjusted by the their tlow ratcs and a cyclone test chamber. When the
desired lc\'el of RH was researched. approximately I g of powder sample was introduced
into the cyclone chamber from the top open ing. The powder panicles travel in a rotary
fashion at the bottom of the cyclone chamber. A trave lling time of 1-2 min was suft,cient
for the powder stickiness 10 occur under appropriate temperanirc and humidity conditions
Boonyai et al. (2004). A s tickiness curve is detennincd in a similar way to the fluidised
bed ri g.
This test has the advantage over previous methods in that the particles will be
travelling at s imi lar veloc ity to those encountered in the transport system for the powder
after a spray drier, but the conditions acntally used arc at temperatures below and relative
2-23

Li1cramrc Review
humidity conditions above those actually experienced by the particles leaving a spray
drier. There is also a question as 10 whether the history or RH ramping rate affects the
measurement of the stickiness curve by this technique.
2.4.6 Particle-gun Rig
The shear cell method. blow test and sticky-point temperamre tests measure the
development of stickiness ' caking between stationary or almost stationary pa11icles. They
are not directly applicable to measuring the instantaneous stickiness of high velocity
moving pa11icle: the situation found in spray driers and the ducts after the driers.
Research conducted by Moreya & Peleg ( 1981) has shown that physical properties such
as 'stickiness· . arc mainly characteristic prope11ies of the pai1icle surface and can occur at
much shorter times than those necessary to reach equilibrium with the interior of the
panicle. The occurrence of•instantaneous' agglomc~1te formation of incipient stickiness
in food powders has also been examined by Wallack & King ( 1988). A new technique.
the panicle-gun rig has been developed to measure the onset of ins tantaneous stickiness
with panic I es travelling and hitting walls at velocities. temperawrcs and relative humidity
similar to those encountered industrially.
O'Donnell el al. (2002) originally developed an apparatus to supply air with both
a controlled tcmperanirc and relative humidity. at a variety of now rates up to 114 I min.
Crofskey (2000) invented the rig to achieve an optimal powder delivery system where the
equilibrated particles went through the gun and were fired at a s tainless steel plate. The
percentage of powder deposit on the plate is measured and calculated for a constant
tcmperamre with varied humidity. The initial sticky point at a particular temperature and
humidity was identified from the %deposition versus relative humidity plot. Those
conditions were then used to genemte the ·stickiness curve' of that powder.
The particle-gun rig is very usefu l in tem1s of controlling air velocity. temperature
and relative humidity to mimic the actual spray drier operating condition in the plant.
Chatterjee (2003) used the rig to observe the stickiness propcnies of a wide range of
dairy powders including cream powder. cheese powder. skim and whole milk powders . It
2-24

literature Review
was con finned that the stickiness is indeed a surface phenomenon and is affected by the
surface composition ofa particle.
2.5 STICKY POINT CURVE
Chatterjee (2003) used both "bench-top-scale fluid bed" and "panicle-gun·• rigs to
generate a ·st ickiness curve' for various dairy-based powder;. A typical stickiness curve
is temperature versus relative humidity or water activity plotted that so it can directly
rel.He 10 spray drying outlet conditions. During drying. the product temperature is
generally approaching the outlet air temperature [Masters (199 1 )].
The measured s1icky-poi111 data from a st irrer-type sticky-point device Hennigs el al.
(2001 ). a fluidised-bed device Cha11erjee (2003). Bloore (2000). Boonyai e1 al. (2004)
from the cyclone tester and the paniclc-gun rig Chatterjee (2003) of skim milk powder
arc shown in Figure 2.3. There arc differences in sticky-poim obtained from the different
techniques . The stirrer-type test shows powder becomes sticky at lower tempcrarures at
the same RH and at lower RH"s at the same temperature. than the tluidiscd-bed and
panicle-gun methods. This could be because the sample was measured in an almost
static bed giving more contact points and less distance between paniclcs. Although. the
tluidiscd-bed device and the panicle-gun rig make measurements while the panicles are
moving there are different sticky-points obtained under similar RH and temperature air
conditions.
2-25

100
90
80
0 70
" e '" 60 ~ e so 3 e 8_ 40 E :!, 30
20
10
Literature Rc"icw
♦ ChatterjoCt 2003 (Particle-gun rig)
■ Chatterjee 2003(FluICllsed-bed rig)
------. ---··- •; -·· · ------- A Hennigs2001(Stlrrettest)
.... _. !'. __ .'la.. __ ~ __________ ~ A~apted fro~!~~!~'!~-~ F~ui~iution tost)
• ,. . -------- • --- . ·-----~-------.. ·······-----··•
----- - -------··· ----------------·-
• ,# • --········· ,.
• • • • •
o~--------------------~--~------~ 0.0 0.1 0.2 0.3 0,4 0.5 0.6 0.7 0,8 0.9
Water Activity
Figure 2.3 Comparison of sticky-point for skim milk powder measured by different techniques.
The s ticky-point tcmpcramre difference between the diflc rcnt techniques varied
from powder to powder. and depends on the individual powder propcnics. For example.
the stickiness-point of amorphous lactose (Figure 2.4 ) has the largest difference between
the two techniques and whole milk powder (Figure 2.5) has the least difference.
2-26

Uu..-raturc RcviC\\'
90
80
70
~ 60 e "' ~ 50 e ~
n 40
8. E 30 ~
•• .. • •
•·. - a
- - - - - - -- ___ ,.._ -- - -- - - - - -- - - --- - - - -
- - - - - -- --- - - - - - - - -~--- - - - - - - - - -- -.. ----------------- ______________ ... _
• •
• Fluidised-bod rig
■ Particle-gun rig
-----. --·--•
---------------------• 20 ---------------------------------- -------
... . --------- --- -----
10
o+----~------------------------~ 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7
Water Activity
Figure 2.4 Comparison of sticky-point obtained by fluidised-bed rig and particle-gun rig for amorphous lactose (adapted from Chatterjee (2003)).
The diftercnces in sticky-poim temperature detem1incd from the 1wo techniques
are probably due to 1he velociiy 1he panicles were travelling at. In the fluidised-bed rig.
the air velocity was in a range between 0.22-0.42 n1.S·1• compared 10 the paniclc-gun rig
of 20 m.s'1• Panicles travelling a1 lower speeds will have lower kinetic energy and will
require less force 10 hold 1hcm together on impac1. Panicles tral'elling a1 higher s1>eeds
mi ght knock off the panicles 1hat arc loosely adhering to each 01her. It can be concluded
that the panicle s1ickiness is aftec1ed by 1he kinetic ene rgy of the panicles. Powders
travel at high speed in the ducting pipeline and in the chamber during spray drying and
hence the paniclc-gun rig is probably more applicable as a measure of the s1ickincss of
powders during processing in 1he dairy indus1ry. Darn fi-o m all measuring techniques
needs to be compared to industrial experience to contim1 which arc the most applicable .
2-27

90
80 - - - - - - - - - - - - - - - • - - . - - - - - - - - - . - - - - - - - - - -
70 # - • --. <l 60 · • · • ~· ., ~ . :8, 50 · · - - · --- ·--- · · - -- · · - - - - - -- -- -- - - • - • . - -
•
20
10 ••. ------------- ----- ------------------
lilc.-raturc Review
♦ Fluidised-bed rig
• Partlclc--gun rig
• • • •
01---~----------~--------------~ 00 0 I 02 OJ 04
wa:e, Acttvity 05 06 07 08
Figure 2.5 Comparison of sticky-point obta ined by fluid ised-bed rig (adapted from Chatterjee (2003) and particle-gun rig for whole milk powder.
Another factor that might have an in fluence on the stickiness data gathered by
other researchers is the pre-conditioning of the powder. Once the powder has been pre
condi tioned to a dcsir·ed tempcranrre and relati\'e humidity 0\'cr a period of time . the
internal stmcturc of the powder might have changed and this might enhance the likeliness
of stickiness to occur at a gi,·en set of conditions. This efli:ct will be looked at on the
partic le-gun in future work.
The stickiness curves of whey powder obtained from the cyclone stickiness test
Boonyai er al. (2004 ). amorphous lactose measured by the particle-gun rig arc shown in
Figure 2.6. (The composition of the whey powder· has not been given in the reference so
it has been compared to the pure lactose data of Chatterjee 2003.) There is a general trend
of constant 1cmperanrre difforence between the two stickiness curves. Amorphous
lactose would be expected to become sticky earlier than the whey powder because it has a
higher amorphous lactose content. However. this is not the case shown in Figure 2.6.
Fu rthennore. from Figure 2.6 it could predicted that if the same whey powder was tested,
the curve generated from the cyc lone stickiness test would become sticky earlier than the
2-28

Lilcra1urc Rc,1h:-,,
curve generated from the panicle-gun rig. The difference could be due 10 the fact that
powder paniclc travelling time for the cyc lone stickiness 1cs1 was about 1-2 min and it
was less than 0.05 second for panicle-gun rig. As well as this. the cyclone tester ramped
the RH values up over time. This will have given some leve l of conditioning to the
powder during the tests and probably explains the difterencc between the tests.
considering the margin of error ± s•c. Comparisons with data obtained indusnially
about where plants acmally become sticky will be needed to detcmiine which of the rwo
tests is more appropriate.
70 I ♦ Boony al (2004). (Cyclone stickiness 1est•Whey powder)
• ChatterJ" (2003), (Partlcle-gu11 rig -amorpho1.1s lactose}
60 - - - . --------·· .. --··---- --·---
G 50 -- - .. -•--- . .. . ., • • ~
f 40 • • •
~ • ::,
e 3-0 8. • E • .,
20 -·----- . ------,.. •
10
0 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7
Water activity
Figure 2.6 Stickiness curve for whey powder measured by the cyclone stick iness test (adapted from Boonyai (2004)) and Amorphous lactose powder measured by partic le-gun rig (adapted from Chatterjee (2003)).
The stickiness curve is imponant in tenns of demonstrating the instantaneous
stickiness on panicle surfuccs which occur at a panicu lar value above Ti lactose of dairy•
based powder. It can therefore be re lated to the acnial spray drying process parameter
and be possible to predict and mon itor the process in the sense of stickiness control.
2-29

literature Review
2.6 PROJECT PLAN
Dairy powder sticking to the wall of chambers and to each o ther during spray
drying is a prevalent problem in the industry. The fo m1ation of liquid bridging caused by
decreased viscosity a t the surface was explained for how particles stick. The amorphous
sugar and fat-melting mechanisms were responsible for sticking in dairy powders. The
degree of each mechanism attributed 10 the s tickiness problem is dependent on the
composition of the powder. The introduction of the glass transi tion temperature theory
has helped researchers to im·estigate the condi tions at which the powder becomes sticky
enough to cause the problem.
Since there is a sho,1 residence time during spray drying. the conditions which are
of interest for instantaneous stickiness are those of short contact times. The pait icle-gun
rig is to be used in this work as it can provide information about powder sticky responses
to change in tcmperanire and water activity conditions. The stickiness curve is usefol 10
display a critical value when the T~ is exceeded causing instantaneous stickiness of a
powder clue to the amorphous sugar present. Chattc~ec (2003) used the rig for difterent
dairy powders a1 low temperature (28°C-52°C).
This work is to be focused on developing stickiness curves for various dai,y
powders at higher temperan,rc ranges (i.e. 60-80°C around the processing tempernturc) in
order to observe if there is a trend between powder stickiness and its composition. From
the stickiness curve. the conditions for instan taneous powder stickiness can be identified
and related to plant operating cond itions. The recommendation for an optimization of
process can then be made.
2-30

CHAPTER 3
MATERALS AND METHODS
3.1 INTRODUCTION
~fatcrials and 1\lcthods
The variery of compositions in dairy powders is 1hough1 to be an imponant factor
m relation to panicular powder stickiness curves. The materials used here are
commercial products of Fonterra. There are hundreds ofproduc1 specifications that the
company produces: the process of selecting 1he samples used in this work is explained in
the material section.
O'Donnell et al. (2002) initially developed an appamms 1hat can constantly supply
air wi1h co111rnlled 1cmpcra1ure and humidity conditions. The bubble column was
suggested as the simplest way to samrate the air supply under pressure. Crofukey (2000)
worked on the invention of the panicle-gun and used it for investigating caking problems
in cream powder,. Funher tine-tuning and devclopmct11 on the 1>a11icle-gun test rig wa,
carried out by the Fomerra Research Centre (FRC) in conjunction wi1h Massey
University. Chatterjee (2003) used 1hc rig to generate the ""stickiness curves"" for
different dairy based powders and high fat powders such as cream powder. that arc
difficult to handle by 1he bench-top-scale fluidised-bed rig at low 1cmperarures (<50°C)
and high (72.5°0) relative humidity.
The panicle-gun rig was used because i1 gave control over 1he air velocity.
1empcrature and moisn1rc that mimics 1he conditions in spray drier ducting. l1 is assumed
that the surfaces of1he pan icles leaving the drier are in equ ilibrium with the drier outlet
air temperature and relative humidity. 11 is the critical tempcranirc and humidity
condi tions al wh ich the powder becomes stic~-y in a maner of seconds (instantaneous
stickiness) that is of interest. as powder stickiness is a surface phenomenon. The
measurement of% deposi tion a t a particular temperature and relative hum idity provides
infom1ation o n the instantaneous sticky poim of powder. The experimental set-up and
protocol are explained in the methods section.
3-1

Materials and Mcchods
3.2 MATERIALS
Lactose. fut and protein are the prime components in dairy based powders.
Lactose and fat are responsible for the stickiness phenomena. The compos ition oflactose
and fat were the basis for selecting samples because they are the main components
causing powder stickiness. Fonterra Co-operative limited supplied the powders and their
bulk composi tion data (Append ix A I}. A 2-D lactose-fut composition plot is sho"TI here
to cover the desired range and also the samples that were availab le (Figure 3.1 ).
100
90
80 iii 70 ... ,t ~ 60 i= f so -i 8 "' 40 ~ u 30 X "'
i • _,
20
10 +
0 0 20
• X
40 60 80 Fat content (% TS)
♦ WMP 39(;IOMOra~
■ 1/J'IJPl'lgtlt'I ... !
W'IJP 1'119\lllar .,.,,,. X WMP~ulaf
♦ SM;> tl\S-tel"II
SMP ol"l$tant
• 51 .. P Mt<l•l/l'l'I t'INI
!J?Otow heat
♦ WIIM cneese S..ttierl"t't.
?-,CPSS
.)(CP 70
x •.•PC$6
1,1.PCTO
.,_,PCtl5
100 - Wl'lty-&987
Figure 3.1 Selected dairy powder compositions (2-0 Matrix) for experimental work.
The powders were selec ted to cover a wide range oflactose and fat compos ition .
Cream powder. cheese powder and bunennilk powder are relatively high in fat and low
in lactose content. Skim mi lk powders (SMP} arc high in lactose a nd low in fat. Whole
milk powders (WM P} have lactose and fat content in the middle range. Whey protein
po wder is high in pro tei n and low in lactose. and milk protein concentrate (M f>C} was
low in both lactose a nd fat.
Amorphous lactose was made in the pilot p lant spray drier at Massey University.
The details for preparing amorphous lactose can be found in Brooks (2000) page 3.4.
3-2

Materials Md Methods
3.3 METHODS
3.3.1 The Particle-Gun Rig
The particle-gun rig was used to simulate the drier conditions and to measure th e
point a1 which a powder becomes instantaneously s1icky. The rig is constmc1ed in two
pans: a constant humidi1y air supply system and the particle feeding system tha1 enables
the pa11icle to .. fire .. on 1he plate a1 1he desired velocity (Figure 3 .2). A constant air
temperature was used to fire dairy powder pai1iclcs at a collection plate. The relative
humidity of the air was increased and 1he % deposition recorded . Four differenl
tempemn,res be1ween 60-80°C were used as 1hey correspond 10 the spary drier outlet a ir
temperan,re tange. The ·gun · finings mean that the exposure time of powder partic le is
less than 0.05 seconds. which is a sufticicnt penetration time for the surface stickiness to
manifest.
Figure 3.2 The particle -gun rig.
O'Donnell et al. (2002) buih an apparatus that produces air with both controlled
tempemrure and relative humidity. at a desired throughput by saturating the air at one
pressure and then lowering the pressure through a pressure regulator. This principle was
3-3

Ma1crials and Methods
used by Fonterra 10 develop an equivalent apparatus. The schematic diagram of the
paniclc-gun rig is given in Figure 3.3.
Cont.tot Hu."N.dily Pow<let feui=."l& P:obt Fur.11-l
T t rtt>.:t1 '1 Box Pl P1 Hutti T3 R/ll ioi D•ttloggt: Ptrucl.t
n T4 gun
Oat.4 Logge:
A, Wl $j
F!owmttt1 Compnutd A1tln RI R.l
Au Regul.\tOI
W~dn O $$Haung
Plate
°'"" v.iv, SI $3$3
Powu St.pply
Fig ure 3.3 A schematic diagram of the particle-gun rig.
A constant air suppl y was ensured by passing compressed air through two
pressure regulator... R I eli minates any pressure fluc ruatio n fro m the compressor. R2
controls the pressure fo1· the bubble column. The air passes through an air-flow meter
before entering in the column. A steel bubble column was used to saturate the air under
higher pressure. The column was filled up with water and the temperature kept constant
through a heating element. The air stream was bubbled through the column of water at a
pressure of up 10 8 bar and then passed through an expansion valve (W3 ) 10 release the
pressure 10 a lower pressure . The relative humidity of the low pressure air stream is sci
by the ratio ofhigh (P 1) and low (P2) pressures. The air stream is then passed through an
in-line air heater which enables a desired air ou tle t tempcramre to be achieved. This
temperature change can have an effect on the relative humidiry of air, hence control of
the outlet condition. The relative humidity of air can also be adjusted by increasing the
water temperarurc in the column. allowing more water vapor in the air to be carried
3-4

>·fa1crials and Methods
through the column. The reading of water temperature in the column. the pressures and
humidity of a ir readings for the system were recorded and displayed on the computer.
Figure 3.4 This part of the particle-gun sh ows where powder feed from the glass funnel and firing on the stainless steel plate occu r.
The ,·elocity o f the air was kept constant at 20 ms'1 at 1he panicle-gun tip. Typical
velocities in industrial cyclones are in the region of20-45 ms·' Masters ( 1991 ). and it was
the velocity recommended by Crofskcy (2000). Figure 3.4 shows the panicle teed
system. The constant tcmperanire and humidity air stream entered into a vonex chamber.
A venturi effect was used to create a suction through the glass funnel which fitted in a
ho le on the centre of the vonex chamber. The degree of suction created was dependant
on the position of the glass funnel into the firing rube.
The temperature and hu midity differences between the air leaving the air-heater
and the air at the tip of the gun were found to be significant Chatterjee (2003). The heat
loss was due to the lines and fining for carrying the air and the mixing of the ambient air
through the suction of the glass fi.mnel. Modifications were made to the particle-gun for
3-5

Materials and ~lcthod,
this experimental work in order to minimize the heat losses. In addition. the air
temperature and relative humidity were measured at the tip of the gun to define the final
conditions.
3.3.1.1 Experimenta l Set-up
The operation procedure of the panicle-gun rig was 1aken mainly from Chatterjee
(2003) as 1he same procedure was used there. A detai led step-by-step descrip tion of 1he
particle-gun suin-up has been given by Chatterjee (2003 ).
A c01mol tenninal box recorded a ll the measuring devices of the process variab les
installed on the rig. All the data was then 1ransrni11ed to the computer for display. Those
variab les tha1 correspond 10 1he display on 1he computer that were included are:
P Humid: Pressure of air (P l )
P _ outlet: Pressure of air after be ing stepped-down (P2)
T_ Outlet : Temperawrc of air measured after being heated by air-heater (T3)
RH_ Ou Itel: Relative humidity of the air before 1rnvel through to the vonex chamber
(RH! )
RH_Calc: Calculated relative humidity value. The diftcre111ial pressure between Pl
and P2 is inversely proponional to the rela1ivc humidity of the outlet air.
T Hum id: Tempcr,uurc of saturated a ir in the top of the wa1cr column (T2)
Y_Cale: Calcula1ed amount of moisture in the air at P2
T Water: Temperature of the water in the co lumn (T l )
The final 1cmpera1ure (°C) and relative humid ity (% RH) of the air was measured
at 1he tip of the gun by a rotronic HYGRO PALM: a ponablc humidity and 1emperature
measuring instrument The probc·s- ..-/- I digit of the display was calibrated before use
against saturated salt solutio ns. The system was adjusted to ensure the desired condition
3-6

Marcrials and :Vk1hods
was met. The tcmpcranires and relative humidity of the air displayed on the screen was
recorded at each n,n for reference purposes.
The temperanire and humidity profile during processing was displayed on the
computer screen. This enabled better control of the system. monitoring the changes in
the system quickly in tem1s of temperature and hum idity. When the system had reached
a constant state. the experimental work was started.
The relative humidity of the outlet air can be increased by either increasing the
water temperature (wet-bulb temperature) in the column or reducing the difforential
pressure between Pl and 1'2 . (lower pressure at pressure regulator (R2)). The air-heater
can a lso be used in the control of the relative humidity: heating-up the air wou ld result in
a decrease in relative humidity.
l'or these experiments the water temperanire was set at 68°C. and the tcmpcranire
of the air was first set by the air-heater. then the relative humidity was adjusted to can)'
out the experiment. It took a long time (approx. I hour) for the system 10 reach a s tatic
condition. es1>ecially for higher temperature experiments. This experiment was carried
out by first fixing the tempernrure of the air and then increasing the relative humidity of
the air for the n111s. Four diflcrcnt temperatures between 60-80°C were used as they
correspond to the process outlet air temperature range. It worked out that the
experimental work achieved different RH"s at one temperature per day and
approx imately one powder with -I tempernrures per week. It varied from powder 10
powder. At times there was a maximum of three powders done within a week when there
was a sample available for experiments. At extreme air conditions. either high
temperature and/or high relative humidity. the powder became less free-flowing through
the fonncl as the particles tended to stick to the funnel walls. thereby taking longer to
feed the same amount of sample through. Reducing the amount of sample helped in this
regard. s ince the deposition was calculated as a percentage.
The velocity of the air was kept constant at 20ms"1 at the particle-gun tip. High
velocities in the particle-gun rig were used (20 ms·'): this is because typical velocities in
industrial cyclones are in the region of 20-45 ms•t Masters ( 1991 ). and it was the velocity
3-7

M3tcriats and tvlcthods
recommended by Crotskey (2000). The discharge valve and pressure regulator (R2) were
used to control the a ir velocity at 20ms"1• while adjusting the relative humidiry to a
desired condition. In order to have a better contro l over the fluctuation which may save
waiting ti me between each nrn. fu,iher work could change the discharge valve to a
pressure regulator.
3.3.1 .2 Experimenta l Protocol
Once the constant air velocity. temperature and RH for a test run were reached.
the conditions were recorded in a data log sheet. The protocol for ca,rying out the
experiment is described here:
A rounded stainless stee l plate of75 mm in diameter was weighed by Sanorius
BP 210S. a 5 significant figure weigh ing scale. This was placed directl y under the
panicle-gun (distance below 15cm) shown in Figure 3.-1. Chatterjee (2003)
recommended that a net of25 grams of powders be used for all test runs. The weight of
the powder used depended on the maximum deposition that could be handled on the
plate. (in some simations the powder over deposited on the plate. thus causing errors in
the experiment). and the types of powders used (some powders arc more inherent ly sticky
than o thers. so less powder was used for stickier powders). Hence. the amount of the
powder used varied from 25 grams to 5 grams and the percentage of deposition was
calculated as the measme of stickiness.
%deposition (dry weight) - (Weight deposit on the plate Total weight of feed) * I 00
The plate was weighed before and alter the experiment. so the difference is the
weight of the deposit. The beaker for containing the powder was measured before and
after each experi ment. so the exact to tal weight of the feed powder was measured. In
order to limit the time the powder sample was exposed to the ambient air where it could
pick-up the rnoismre from th e air. the sample was weighed just before the feeding started.
The ambient condit ion might have effected the powder condition at feeding: howeve r. it
was assumed that the powder panicle surface gai ned equ ilibrium with the air condition
supply once it was fed into the gun. T he effect of ambient conditions will be in vestigated
in fumre work.
3-8

Materials and Methods
The rig was sec up to supply air at 20 m.s"1 at a predctem1ined temperanire and
relative humidity. A sample of powder was fired through the gun and the % deposi1ion
recorded. The rela1ive humidity of the air was 1hen adjusted to a new higher value whi le
maintaining 1hc same dry bulb 1cmperature at the tip and a new sample of powder was
fired through the gun. This was repeated for increasing RH values.
The panicle-gun rig data of% deposition versus RH as a function of temperature
shows that the funher the critical RH is exceeded the more sticky the powders become.
Thus. the paniele-gun can identify not only the cri1ical stickiness point of a 1>owder at a
temperature. but also enables one to get a feel for how quickly the powder will become a
problem when it enters the stickiness regime. This feature is unique to this technique.
Funher analysis on the data can be found in chapter -1 and 5.
3-9

t\k a:,urcmcnl and P-rcdiclion of the Critical ··X": S1ickincss Temperature for Dairy Powdcr
CHAPTER 4
MEASUREMENT AND PREDICTION OF THE CRITICAL "X": STICKINESS TEMPERATURE FOR DAIRY
POWDERS
4.1 INTRODUCTION
The liquid-bridging mechanism 1hat occurs when dairy powders become sticky
and s tick to one another is a lso the reason that the powder particles become s ticky in the
duct lines in processing, and is caused by the glass transition temperature of amorphous
lactose being exceeded and transforming the amorphous lac tose into a rubbery state
(Figure 4. 1 ). The glass rubber s ta te change occurs at the glass transition temperamre (T .J of amorphous lactose: however. liquid-bridging fonns at some po int above the T • line
due to decreased viscosity of the amorphous lactose which therefore fl ows. The s tic ki ng
of amorphous sugars was found to be a viscosity related mechanism and th e ,-ate of
s ticking dependent on the extent 10 which the T, of powder is exceeded. Therefore. the
viscosity is a fonction of tcm1>erature d ifference (T-T0) . ··x·· is denoted as the critical
temperamre difference above T, of amorphous lactose. where the amorphous lac tose is
suftic iently liquid for the powder partic les tO become instantaneously sticky. T. and
consequcmly "X ... is a fimc tion of water activity or water con tent of the amorphous
lactose. The higher the value of··x-·. the more tolerant the powder is 10 higher RH and or
tcmpcramre cond ition with regard to stickiness. For example. it is expec ted that the "X"
of WMP will be larger than the "X-' of SMP. since there is less amorphous lactose
present in the powder.
4-1

Figure 4.1 exceeded.
Mcasurcmcnl and Prediction oftl1c Critical ·X": S1ickinC$S Temperature for Dairy Powder
Gla$Sln.ibbefy stt1•.e cnattge 81 g l8$S tran&l»l --!
Dairy powder particles
At high temperature
and/or high RH conditioris
(i .e. exceed Tg)
LJquld•bndge cau,e Slicking
The liquid-bridging mechanism caused by T • amorphous lactose being
Brooks (2000). Fos1er (2002) and Keir (200 I) have demonstrated that the ra1e of
sticking is related to the T -T• of the powder and it is no t impo11ant what RH and
temperature condition, arc used 10 obtain that T-T8 value. They also concluded thai the
higher the T-T• value. the hi gher the rate o f s tickiness. The rate of stick ing has been
graphed on a log scale due 10 the large diftcrcncc in rntes for low and high T-T • values.
Using the log scale. a fairly linear relationship can be seen between the log of the rate of
sticking and 1he T-T• of the powder. Under cc11ai11 RH and temperature combinations
the rate of stickiness development was so quick. 1ha1 it could be regarded as
instantaneous. The value ofT-T8 a1 which this occurred is an indication of where the
powder would be expected 10 caused problems in transpon lines.
The value ofT-T. enables us to correlate the rnte and degree of stickiness. as it is
dependent on temperature and RH. The prediction ofT8 ofamorphous lactose was based
on the third-order empirical equation and was calculated from the water activity or
moisture content of dairy powders [Brooks (2000)].
In this chapter. lac tose was the on ly sugar in SMP. WMP and MPC solutions:
therefore. the T 8
of amorphous lactose was used as the reference line. and the " X'' value
above the T g of lactose was observed. If there arc two or more amorphous sugars present.
the T g of multi-components can be predicted from equation 2.8 [Foster (2002)]. The
measurement and prediction of"X". the minimum T-T8 value th at causes insiantaneous
stickiness of the other specialty powders. including buttennilk, low fut/high lactose WMP
and vitamin fonified milk powder (GUM P) were also observed.
4-2

Measurement and Prediction of the Critical "X-·: Stickiness Temperature for Dairy Powder
T he value for "X'' has been shown to have a practical significance in dete1111ining
the onset of stickiness in dai,y powders rather than the glass transition temperature.
Expressing the effects o f temperamre and RH as a single parameter ofT-T, is th e most
appropriate method to represent the stickiness of dairy powders. The particle-gun rig was
developed to simulate the conditions in the spray drier and the ducting p ipe and cyclone.
The stickiness of powder particles occurs after ,1 relatively shon residence time in sp ray
driers. Thus. stickiness is a surfuce phenomenon and the point of adhesio n is the
instantaneous sticky point 'X'.
Instan t skim milk powder was first used 10 demonstrate and explain the typical
results obta ined fi-0111 the panicle-gun experiment in section 4.2. All the sample powder
tested followed the same analysis to obtain the critical '·X" value through the T-T, plot
and the stickiness curve. The samples are grouped into SMP. \\'MP. MPC. and specialty
powders and their critical .,x•· values arc represented in table fonns (section 4.3 ). The
critical ··x·· value for amorphous lactose in this work were compared with Chatterjee
(2003) in section 4.-l. Lastly. an equation was generated from multi-regression analysis
based on the samples tested. This equation predicts the critical --x· value for total fot
content less than 42% and only amoqihous lactose present in dairy po\\'dcrs.
4.2 AN INSTANT SKIM MILK POWDER
The raw data collected from the particle-gun rig was % deposi tion at a pa11icular
temperature and relat ive humidity condition for the air at the tip of the gun. Figure 4.2
shows a typical set of results for skim milk powder when the air temperature was kept
constant and the relati\'C hurnidiryofthe air was gradually increased. The data typically
show very little deposition as the RH was increased at a particular temperature. until a
critical relath·e humid ity value was reached. Al this point. namely the instantaneous
sticky point. the deposition starts and increases with increased va lues of relat ive
humidity. This infom1at ion was then used to plot the stickiness points for the powder on
a temperature versus RH graph, namely the stickiness curve (Figure 4 .3).
Any condition below the T1+ X line was identified to be a non -s ticky safe process
region and any condition above the T,+X line was identified to be a stic~-y region . This
4.3

Mcasun.."'lncnt and Prediction of the Critical .. X": S1ickincss Temperature for Dairy Powder
can be used as the chan in the plant and the operators can use it to adjust process
parameters in order to control the stickiness level. The stickiness in dairy powders is due
10 the amorphous sugars present. with the composition being used to predic t the T, cmve
based on the water activity and the temperature of the powder surface. The temperature
difference above T~ is imponam for controlling stickiness behavior of a panicular
powder.
As mentioned earlier. the raw data was first collected as % deposition of powder
on the plate at a constant temperature and increasing relative humidity. For a panicular
tem1>erature. zero% deposition occurs up to a cenain critical relati\'C humidity. At this
instantaneous sticky point. a sudden increase in % deposition occurs which increases as
RH is increased funher. These deposition data points are plotted and fi11ccl with a straight
line and the intercept i, identified 10 be the critical relative humidity or water activity for
the instantaneous s tickiness point. The % deposition vs RH (%) plot (Figure 4.2) shows
that a powders' instantaneous s tickiness condi tion occurs at reduced RH% for increasing
1emperan1rcs. Therefore. 1he powder adhesion phenomenon is a fonction of tempcr,m1rc
and humidity.
60 ♦ 80 SdegreeC
50 • • ■ 722degreec • •••• ••••••••• ••••• •••••••••• •••••• ••••••• •••••• ••
C: 40 .g ·.; & 30 ~ "i/. 20
10
.t. 68 2 degroeC
•
0 -1----.---• ..,...IO-'~ ii-l~~--l---~--o 10 20 30 40 50 60
Relalive Humidity(%)
Figure 4.2 The % deposition of dry instant sk im milk powder plotted against relative humidity at constant temperatures .
4-4

Measurement and Prediction of1hc Critical --X": Stickiness Tcm,,craturc for Dairy Powder
The stickiness curve (Figure 4.3) shows that the Tf·X approach works. ln this
plot, the intercept RH value from raw data {Figure 4.2) at various temperatures is used 10
plot the instantaneous stickiness point for the SM P. A T 8-X line was fined to the data
using a least square of errors technique. The resulting critical ·X' value was 37.3°C. The
critical values of · x· obtained from Figure 4.3 and Figure 4.4 arc virtually the same.
considering the expe,imcntal error.
100
90 .
;; ~
80
70 g> ~
60
a> so
l 40
E 30 ,!
20
10
0 0
·••~--
- ~ ~ - ..
0 1
Tg lt1ctose ourve
0 2 03 Water aatv1ty
05 0 6
Figure 4 .3 The stickiness curve of the instant SMP from four experimental points fitted the curve above T 9 of amorphous lactose.
The T 1
of amorphous lactose was 1>rcdicted from water activity or relative
hum id ity based on the tiued empirical cubic equation [Brooks (2000)] . Figure 4.4 plots
% deposition against (T·T ,,) and this has collapsed the data from different temperatures
onto one line showing that there is one common Ts·X value at which instantaneous
stickiness for the powder occurs. The data were fitted by a regression line and the
intercept found and this was taken as the critical temperature "X" above T • of amorphous
lactose.
4.5

45
40
35
C 30 .g ·.;; 25 0 a. ~ 20 '$ 15
10
5
0 0
Measurcmcn1 and Prediction of the Critical "X"": Stickiness Temperature for Daiiy Powder
♦ 80.SdegreeC ____ _______ __ ...... _______ _ _ - ----· .. _ _ _ ___ _ _ _
■ 72 2 degreeC &682degreeC ----• 60 Sd..nreeC
10 20 30 T-Tg
•
• ...
•
•••• • • - •·••••·-a
♦ S~e = 3 04 ~- .• ... 'R' t i O 805:f ....
40 50 60
Figure 4.4 % deposition plotted against T-T• for fou r different temperature data sets .
T-T, is the tempcrarure change of 1hc powder above its T, . At a ce11ain T-T .- 1he
powder deposit on the plate dramatically shoms up . This critical point of change in %
deposition indicates the instantaneous sticky point. and was found by extending 1he trend
line to zero % deposition. The critical T-T1 value. also known as the critical ·x· value
fonhe SMP. was found 10 be 37.9°C and slope 3.04 by this method.
The % deposition is a liinction of T-Tg. where all the dam co llapsed imo a
common intercept which is defined as the critical point ··x·. One of the advantages of
us ing T-T, plot is the distinctive stickiness point effect of amorphous lactose is
highlighted. and slope of1hc 1rend li ne indicates how fast the powder became sticky. T he
.. X" value can be used to construct 1he stickiness curve paralk l tO the T, arnoll)hOus
sugar curve.
Figure 4.4 can also be used to identi fy the temperature above T • where a given
%deposition occurs. based on the slope of the rrcnd li ne. The slope of1he trend line is a
measure of powder sensitiv ity with respect to temperature and RH changes above the
critical s ticking curve. The larger the slope, the more sensitive the powder is. meaning a
small change in temper.iturc and/or RH above the T g+X line results in large impacts on
4-6

Measurement and Prediction oflhc Cri1ical .. x··: Stickin~ss Tcmpcr.uur~ for DairyPowdcr
the stickiness of powder deposition on the plate. This is demonstrated in Figure 4.5.
Different powders will have d ifferent critical ·x· values and slopes.
100
90
G' 80 .. ~ 70 0, .,
60 :!<. ~ 50 .2 e 40 .. 0. E 30 ., ... 20
10
0 0
--T9t..1c.-.ose
.r=37 ,9 (()"(. oepos,llonJ
--xa39 5($ .. dCP0$1~10n)
--x-.:2.a (1$% dOPOS•tliOtl)
0.1 0.2 0.3 Water Activity
0.4 0.5 0.6
Figure 4.5 The slope of the trend l ine (T-T O plot) show how fast is the powder response to temperature and relative humidity change exceed the stickiness curve line.
Due to the time constraints (it t0ok about a week to generate a stickiness curve for
four temperatures} doing replicates for eve1y powder was unrealistic. However. a
replicate of the same batch of instant SM P sample was done on a different date. The
purpose of this exercise was to test the repeatability of the experiment.
The T -T, and stickiness curves of the two sets of experimental data are shown in
Figure 4.6 and -1.7.
4-7

~lcasurc,ncnt and Prediction of d1c Critical .. X": Stickiness Temperature for Dairy Powder
70
60
50
l • Instant SMP sample 1
■ Instant $MP sample replicate f- -- -• • • • • · · - · - · · · · - - • • • • • · · -
~ 40 g_ ~ 30 '#
20 -------
10
0 10 20
- ... - ... - . - ..... . Ill .
30
- T-Tg
Slope • 304 R' 2 • 0.8053
•
•
50
-skli>e ; 2 ·ss · -R'2• 0 789
60 70
Figure 4.6 repl icates.
% deposition plotted against T-T 9 for four di fferent temperature data sets of
100
90
80 6 70 ., ~ en ., ~
60
~ 50 ::,
~ ., 40 a. E
30 ., ... 20
10
0 0
Figure 4.7
T g lactose curve
0.1 0.2 0.3
Water Actici ty
0.4
Stickiness curve / Tg • X line
0.5 0.6
The stickiness curve of the instant $MP in comparison with the replicate.
4-8

Measurement and Pred iction of the Critical .. x··: Stickiness Temperature for Dairy Powder
The percentage error for the two sets of data were calcula1ed as below:
( I) The critical 'X' value from T-T • plot: 39.4±3.0 °C (7 .6%)
Sample: 37.86°C. Slope = 3
Replicate: 40.93°C. Slope - 3
(2)The cri1ical •x· value from tined s tickiness curve: 39.5±4.4 °C (I I.I)%
Sample: 37.3°(
Replicate: 41.7°(
The cri tical 'X' value obtained from the (T·T•) plo1 rnelhod has a less error than
the tined stickiness curve method. This is because the effects of RH and tempcranire are
combined by using the T~ parameter and all data points arc used to estimate the "X".
\\"hercas the fined s1ickiness curve method comains the erro r from finding the poin1 ai a
particular RH at each fixed tcmperanire. The "X" values from the rwo methods are
wi thin 1hcir e1Tor bounds and hence are not signiticamly different.
The replicate has a practical ly higher critical ·'X" va lue by both methods. The
replicate used 1hc same sample three months later. The difference maybe due 10 some of
the amorphous lactose crystallising during the 1hree months' storage. Reports show the
glass transition of amorphous lac1osc is depressed to 24°C at a critical water activity of
0.37 [Roos and Karel (1991b). Jouppi la and Roos (1994a). Bandyopadhyay et al.
(1987)]. T he water ac tivity (Aw) of both samples was measured and the replicate had a
higher Aw (0.398 @23.5°C) which is on the edge of the lactose crystall isation cond ition.
When lactose crystal iscs . it tries to am1y itself and therefore decreases in fi-ee vo lume. It
will release water as free water. hence increasing the water activity. Because it contains
crystalised lactose. it also reduces the s tickiness by having less amorphous lactose to
contribute to the instantaneous s tic~-y point. The other possible explanation of this
difference is just due to experimental error.
4-9

Mc-asurcmcnt ru1d Prcdic1ion of the Critical "X-': S1ickincss Temperature for OairyPowd<.T
4.3 CRITICAL 'X' VALUE OF POWDERS
4.3.1 Skim Milk Powders (SMP)
Three different specifications of SMP plus one replicate were tested and the
critical "X" values dctem1ined from T-T, plots and the titted stickiness curves (Table
4.1). The critical "X" value varied from 37.3°C to 42°C. The slopes varied from powder
to powder. with instant powder 2 having a distinctive ly lower slope than the other skim
milk powders tested, making it a lot less sticky than other skim milk powder.; at
equivalent conditions abO\'C their critical "X" values. The reason for this is unknown.
The composition data showed relatively small differences compared to the other skim
milk powders tested. It might ha\'e differed in pan icle size or density or other physical
propcnies that were not identified. or it could be an outlier. The data analysis for
individual SMPs in Table 4.1 can be found in Appendix A2.
Table 4.1 A summary table of c ritical " X" value of SMP tested .
S kjrn Fat Lactose Prote in Critical Slope Critical
Milk (%T S} (%TS) (%T S) "X" ~ (T•Tj) (T-T t) ' X' (On NI sticldnm cur,t)
Powders (•C) {°C)
Instant 0.62 57.84 3427 37.9 3 .04 37.3 SMP I Instant 0.62 57.84 34.27 40.9 2.95 41.7
SI\IO> I (replicate)
Instant 2 0.79 52.98 38.19 39.7 0.34 38.1
Med ium 0.83 53.01 38.05 40.2 3.33 40.3
Heat SMP
. 0.80 57.56 34.63 NIA ':-/.IA 41.2
*Chatterjee (2003) particle-gun rig expcrimc111a l result (temperature below 50°C)
4.3.2 Whole Milk Powders (WMP)
Five WMP samples were tested and the critical 'X' values found are shown in
Table 4.2. The critical ·x· value was in a range of 33.7°C to 40.2°C and slope varied
from 0.4 to 1.2. The slope characterized ind ividual powders. It plays a big ro le in
4-10

MC':1surcmcn1 nnd Predic1ion of the Critical .. x··: Stickiness Temperature for Daisy Powder
detem1ining how fast the powder will stick in response to different condit ions. The data
analysis for individual WM Ps in Table 4.2 can be found in Appendix A2.
Table 4.2 A summary of critical "X" value of WMP tested.
Whole Milk Fat Lactose Protein Critical Slope Critical
Powders (%T S) (%T S) (%T S) "X'\T-Ta} (T -Tg) "X "(fiUfd $lkkil'IC'-S$
(•C) '""'> (• C) Agglomerated 31.09 37.82 25.91 38.0 0.78 37.5
High heat 27.38 38.33 27.07 33.7 0.42 34.0
Regular I 28.44 40.68 24.9 37. 1 1.21 35.5
Instant 29.75 39.77 24.69 38.2 0.36 40.2
Regular2 26.9-l 40.93 25.91 40.0 1.07 39.4
WMP .
27 96 42.48 24.65 NIA NIA 48.6
• Chaucrjcc (2003) particle-gun rig experimental n:suh (temperature belo" 50°C).
Comparing the c1itical "X'' values from SM I' and \\'MP powders shows them to
be overlapping with each other. despite their di fti:rcnt fat contents and lactose contents.
The lactose comcnt was higher in SMP and relatively lower in WM P. Looking at the
average value from WMP (37.4±2.9°C) and SMP (39.4± 1.7°C). the ei,·or bands overlap
with each other (95% confidence interYal). These average values arc from the T-T, plot.
Despite the difference in types of powders. particle size. compositions. spray drier.
atomizing system and process scmp conditions. SMP and WMP arc essentially sticky ac
similar points. However. they are diffcrem in degrees of response to the changes in
temperacure and RH conditions. In general. the slope ofSMP is much higher than WM P:
at any particular condition that exceeds the stickiness curve, WMP deposits arc ligh ter
than SMP. This cou ld be due to the lower lactose content of WMP compared to SMP
which means that. despi te the two types of powders having simi lar X factor.. the SMP
will build deposits faster than WM P under similar cond it ions and hence can be regarded
as a "'sticker" powder.
4 -11

Mcasun.'T11cn1 ond Prcdic1ion of the Critical "X": Stickiness Temperature for D;iiry Powder
4.3.3 Mi lk Protein Concentrate (MPC) and Whey Protein Powder
The lactose conten1 in MPC was much lower than SMP and \V MP. The h igher
the concen1ration oflactose. the lower the critical "X" was found to be. Table 4.3 shows
1hat 1he lower the lac tose concentnltion . 1he less sensi1ive the powder is 10 air conditions
because of the lower slope value . T he larger ' ·X" values ind icate that a powder is more
tolerant for high 1emperanire and lor re lative hu midity cond itions. When whey protein
was fi red 1hrough the gun. 1herc was on ly a smear of powder deposited on the plate.
However. the I% lactose effect on powder stickiness was still eviden1 in whey protein
powder. with a cri1ical "X" value of 50.5°C. The data analysis for individual MPC and
whey protein powder from Table 4.3 can be found in Appendix A2.
Table 4.3 tested .
A summary of critical " X" value of MPC and the whey protein powders
MPC and Whey
protein Powdrrs M PC44
MPC56
M PC 70
MPC85
Whey protein
Fat (%TS)
0.83
1.35
1.46
1.67
0.52
Lactose (%TS)
47.56
3 1.29
18.16
4.17
1.05
4.3.4 Specialty Powders
Protein (%TS)
43.52
59.36
72.86
88.54
96.34
Criti cal Slope Critical "X" (T•Tlt) (T-T,.) "X" (flntd stk'kinl~ rurH)
c·c> c•c) 42.7 2.64 44.5
47.5 0.34 47.7
50.0 0.08 49.7
49. 1 0.04 5 1. 1
50.1 0 .04 50.5
T here arc some spec ialty powders produced by Fontem1. These include white
cheese. buttennilk. and powders containing added vitami ns. T he critical ·x· values for
the powders tested were identified as follows Table 4.4. The data analysis for individual
speciality powder from Table 4.4 can be found in Appendix A2.
4-1 2

.Mcasurcrncm and Prediction of1hc Critical ··x··: Stickinc-ss Temperature for Dairy Powder
Table 4.4 A summary of critical "X" value of cheese , buttermilk and GUMP powders tested.
Speciality f at Lactose Protein Critical Slope Critical
Dairy (%TS) (% TS) (% TS) " X ''(T·Tg) (T-Tg) "X" (f11rtd s1id,it1ts.S
Powders c•q Nno)C°C)
White cheese 42.05 27.90 21.23 28.4 2.3 28.5
White cheese .
42.05 27.90 2 1.23 NIA N/A 19.4
Snack Cheese 30.89 3388 18.92 NIA NIA 24.7
Buttcnnilk 9.33 5 1.3 3 1.92 39.3 1.3 36.9
GUMP 15.46 49.48 27.84 40.7 0.3 40.7
• Chaucrjee (2003) panick-gun rig experimental result (temperature below 50°C).
Included in table 4.4 is data from Chatterjee (2003 ). for white cheese powder and
snack cheese powder. This data was collected a t a low ternpcrantre (50°C). with RH
(60%) co11ditions. There is approximately 9°C difference in 1hese results compared to
Chatterjee (2003)'s. The reason for this difference is unknown at present. and indica1es
more work is needed.
4.4 AMORPHOUS LACTOSE
Amorphous lac1ose was made on a Jab scale spray drier using the me1hod outlined
by Brooks (2000). Brooks (2000} used the blow test method to de1errninc the critical
tempcrarure of the instantaneous stickiness poin1 above its glass transi1ion temperarure to
be 25°C. Chatterjee (2003} used the panicle-gun rig a1 low temperatures (below 48°C)
and h igh RH (60%) and fined a curve to find the critical stickiness point to be 26.1 °C.
Amorphous lac1ose was tested in this work using the particle-gun rig at high temperatures
wi1h a range of process conditions (80°C) and found the instantaneous stickiness point X
to be 24.2°C. When the two sets of data from the particle-gun were combined (Figure
4.8). the s1ickin ess curve data were best fitted with an "X" value of24.7°C.
4-13

~lcasurcmcnl and Prediction of the Critical '·X": Stickiness Temperature tOr Dairy Powder
120
100
<> 80 ,_ e il l! 60 8. E ~ 40
20
--Tg• Atnorpt,ous lactose --Tg•2.i. 2 (high tempdat.a pl)
• High temp e~ riimental points ctia:terjee (2003)
oL--------------------- +- ~--~ 0 0.1 0 .2 0.3 0.4 0.5 0.6 0.7 0.8 0 .9
Water activity
Figure 4.8 The stickiness curve of amorphous lactose with reference line T9, including Chatterjee (2003)'s result.
The result shows 1ha11he ins1an1ancous s1ickiness ofamorphous lac1ose is around
25°C. Both 1he blow 1cst and panicle-gun tes1 arc in agreement. II was confirmed that
1he amorphous lac tose instanlaneous ,ticky point is in a rnnge of2-I 10 26°C where i1 will
adhere 10 ma1erials and where instantaneous cohesion between the panicles occurs.
4.5 PREDICTION OF THE CRITICAL "X"
The origina l idea for generating the s1ickiness curves for a range of powders was
to be able 10 pred ic l 1he c ritical ·x · value of a powder from i1s kn0\\11 compositi on. The
only corre la1ion found between 1he c ri1ical "X" value of the powders and their
composition was be1ween 1hc % lactose co111en1 :md c ri1ical ··X" and between the slope of
the %deposi1ion line/ T-T1 plo1 and the % lactose content. This is shown in Figure 4.9
and 4.10. The corre la1ion was found to be stronger when the lac1ose composition was
expressed as % solid 1101 fa1 (SNF). (R = 0.85 compare 0.68). The wh ite c heese was
excluded because its fat content was more than 42% and it was obviously an outl ier.
4-14

Measurement and Prediction of the Critical .. X": Stickiness Temperature for Dairy Powder
60
0 C .g 30 j ~ ?< 20 ;; ·" ·c 0 ,o -------
y = -0.2622.x + 53.055 R1 = 0.8543
♦ TS %Lactose
• SNF % Lactose
- Linoar (SNF % Lactose) --Linear (TS %Lactose
y • -0.2362x + 50.194 R1 = 0.6801 •
oL----.---~----------------,------0 10 20 30 40 50 60 70 80 90 ,oo
% lactose
Figure 4.9 The correlation between the c ritical " X" value and % lactose of powder (total fat content less than 42%) tested .
A multiple regression analysis was used to fit the independent variable critica l 'X'
value. It was established from a set of dependent variables. %TS fat and ¾ TS lactose was
used. mainly because the two components relate to the s tickiness mech,misms. Although
%TS protein and •ns lactose can also be used. the resulting critica l ·x· \\'as calculated
to be simi lar. The regression equation worked out co be as follows:
Critical 'X'-53.91 ~(-0.20337)*%TS Fai.,.(-0.2648) • ¾ TS lactose (fatS42%TS) (4 .1)
For any dairy powder that has fat less or equal to 42%. the critical · X' value can
be predicted from equation 4.1 with ± 10°C. Although. this 10°C error margin is large .
the plot demonstrates an overall trend between the critical ·x· va lue and the %
amorphous lactose in bulk. Since. the instantaneous s tickiness of the powder has been
shown 10 be a surface phenomenon the surface composition of a powder in relations to
the c ritical ·x• is worth further work.
4-15

Measurement and Prcdic1ion of the Critical "X .. : Stickiness Temperature for Dairy Povl'dcr
Figure 4.10 shows the slopes of the %deposition T-T g plots versus %TS lactose in
the powder. The data is scanercd and for simi lar % lactose powders, there are a large
range of slopes among the powders tested. Despite the scatter. and leaving out the 100%
amorphous lactose data point. it can be seen that most powders with over 30% lactose
beco111e much more sticky quickly than powders with less than 30% amorphous lactose.
A regression of the data points in the 30-60% lactose range gives 32% with a R2
value of
0.5. It should al so be noted that some powders in the range did not become as sticky as
might have been expected from their %lac tose content. The reasons for the non-sticky
behav iours of these powders need fitrther investigation .
4 ♦WMP
■SMP
3.5 - - - - - . - - .. ,. & MPC
• " 8 u1term1lk
3 -------- ■ Whey
- e GUMP
~ 2.5 x Amorphous L.ae1 O> I-
t:. 2 Slope = 0 ·1
~ R'2 = 0.5 " 0 1.5 . - - - -
in
··---- ---------•
0.5 •• • • • 0
/ 0 20 40 60 80 100 32
Lactose (%TS)
Figure 4.10 The interaction of slope as function of (T-T9) and % lactose in bulk.
4.6 COMPARISON OF STICKINESS CURVE USING CRITICAL 'X' APPROACH
The stickiness points obtained from other researchers using different methods
were fined to a line ·X' above the T, of a111orphous lactose. The stickiness curves of
similar powders. but using the d ifferent techn iques, is compared.
4 -1 6

Mcasurcmcnl and Prcdiclion of the Critical .. X .. : Stickiness Temperature tOr Dairy Powder
Figure 4. 11 shows sticky points of amorphous lactose measured by paniclc-gun
rig are very close to the st ickiness curve of whey powder measured by the cyclone
stickiness test. The stickiness curve ofSMP (57.84 lact. %TS) is also plotted. Therefore.
the stickiness cuive of a whey powder from the panic le-gun rig can be predicted to be
somewhere between the stickiness curve of amorphous lactose and the SMP, which
would obtain a higher critical .. X" value than the cyclone stickiness test. The difference
in the critical .. X .. observe between the cyc lone stickiness test and panicle-gun rig is
probably due to the different airflows and panicle trajectories and the residence times
between the two methods resulting in diflcrcnr sticky end points. Both of the s tickiness
curve lines arc in the rubbery state of amorphous lactose. Powder pa11icles tra\'el in the
humidified air for 1-2 minutes in the cyclone sticky 1cst compared to a travelling time of
0.05 seconds in 1he pai1icle-gun rig. A longer 1ra\'elling time allows moistures to diffose
from the surfuce layer to the inner layer and therefore. more flow and more contact points
for the panic I es to adhere 10 the walls or cohese 10 each other. Particle-gun rig measures
1hc panic le stickiness at the surface o nly and on ly allows enough time for the surface of
1hc panicle to equilibrate with the sun·ounding conditions. The powder panick in the
cyclone sticky test gets stickier earlier than in the panicle-gun at the same air conditions.
4-17

90
80
~ 70 e "' .. ~ e so il E 8. E so • ...
40
30 •
Mcasurcmcnl and Prcdic1ion oflhc Critical ··x .. : Stickiness Temperature for Dairy Powder
0.1
• Cydon• sfieklMiu tut (Whey powdet stleky pts> --T g amorphous lact.
• Par1k:lt-gun rtg (Amorphous lactou sticky pts) • p&rtklt-taun rig (In.slant SMP stlcky pts)
par11Clt-taun rig (T9 + 37.3 dtgr .. C) • .. • ...... .. j.__..,c::,yc:,,1,,on:::,ec,1,:,1k:e,kl,enee,1:.,.•.:::te:.:.••,..<T-"9"•:,22"'.8e.;de,e:,,:.Ce,1c__ __
• •
0.2
X
X
··~ ······ .....•
.. , Water activity
X
•
.. , ••• •••
Figure 4.11 Stickiness curve of whey powder measured using cyclone stick iness test (Boonyai et al. (2004)) and amorphous lactose and instant SMP measured by particle -9un rig.
Fii,,>t1rc 4 .12 uses the T ~ of amorphous lactose as the reference line and shows 1he
best fit cun·e line critical X factor 1hrough the skim mi lk powder sticJ..-y end point data
obtained from vatious dilfcrcm techniques. The stirrer test results in a lo wer critical 'X'
value of I 7.5°C and the fluidised-bed rig had 1he va lue of21°C and particle-gun tig had
1he largest ctitical · X' value of -11.3°(. The increase in the cri1ical ·x· measured
indicates that the s1 ickiness of powder is a fonction of the 1>article velocity. In the stim:r
test. the powder paniclcs arc in an almost stationary state and cohesion stickiness is
measured. Although particles 1cstcd in the fluidised-bed were moving when the
stickiness end-po int was measured. the veloc ity a1 which the particles were moving were
re latively s lo w compared to the paniclc-gun rig. These differences in s ticky point critical
X measurement are due entirely to the differences in the technique used. and indicate that
the level of s tickiness is a fonction of the dynamics of the panic le as well as the air
conditions. Real blockage data from actual plants will be needed to establish which of
the techniques is most appropriate for relat ing thi s data into usable curves for industry.
4-1 8

~1casun.,nen1 and Prcdi-ction of the Critical ··x··: Stickiness Tc,npcrarurc for Dairy Powder
160
1a ----- ---- --------- --·······-
120
it e 100 "' ! ; 80
i < 60 ~
20
■ . ... • • ....... ..
______ .. _ ... ..
♦ PartleI0°gun rig (Tg♦41 .3 dogC)
■ Fluidlse-bed rig (Tg• 21 dogC)
A Slirror Iest (Tg+17.5 degC)
- Tg amorphous lactose
• •
0 L-----------------~ ~--'-.--."',---~ o.o 0.1 0.2 O.l 0.4 o.s 0.6 0 .7 0.0 •••
Water Activity
Figure 4.12 Stickiness cu rve of SMP measured by part icle-gun rig (Chatterjee (2003)), fluid ised-bed rig (Chatterjee (2003)), and s tirrer test (Hennig s et al. (2001)).
4.7 CLOSURE
This work has established the process of obtaining the instantaneous stickiness
point for various dairy powders using a particle-gun rig. The critical --x-· values for
WMP. SMI' and MPC ha,·e been found to vary between 3-1°( and 51 °C. A plot of
%deposition versus T-T,,-!l, .,0.,, succcssfolly combined the temperature and relati,·e
humidity fact0rs. This indicates that i1 is the pro perties of amorphous lac1ose causing
sticking in dairy powders. The critical ·x· value is the tcmpcranire 1hat exceeds 1he T, of
amorphous lac1osc when ins tantaneous s1ickiness occurs. In addition. the pa11icle-gun rig
demonstra1ed tha1 powders with grca1cr than 30% amorphous lactose are more likely to
cause blockages 1han powder with less 1han 30%. Both 1he critical •x· value and 1he
slope arc unique 10 the powder. The stickiness curve or Ti-X line is useful for mapping
plant operJting conditions on a chart form and the slope enables a decision to be made
about how close to the cri1ical point a plant should be run for a particular powder.
For powders that have a total fat content less than 42%, the stickiness is mainly
due to amorphous lactose when T• is exceeded by the critical "X" value of the powder. A
4-19

Measurement and Prediction of the Critical .. x··: Stickiness Temperature, for Dairy Powder
regression equation (equation 4.1 ) was generated. based on the critical · X · value obtained
from the experimental data of various dairy powders. to corrcla1e 1he effec1s of
composit ion on X. Although an overall 1rend is observed. funher smdy is required to
investigate the smface composition in re lationship wi th the cri1ical ·x·.
Comparison of the panicle-gun rig X factor wi1h the X fac1or measured by 01her
techniques shows that the foc1or is a function of1he technique used with higher kinc1ic
energy panicles giving h igh X factors for similar powders. More work is requ ired to
relate th is work to industrial experience.
4-20

CHAPTER 5
STICKINESS DUE TO FAT
5.1 INTRODUCTION
Stickiness Due to Fat
Foster (2002) showed that sticking and caking problems due t0 the fat-melting
mechanism is only significant when the total fat content is higher than or equal to -12%.
resulting in a high level of surface fat. There was a linear relationship between the total
fat content and the surface fat content expressed in tem,s of the specific smfacc area.
Whi te cheese powder and high 'low fat cream powders were tested and are
classified in the high fat content powder category. The fat ctlect of these powders is
discussed in this chapter. During the process. these powders were exposed to high
tempemturcs and all the surface fat was molten. causing smearing on the wall and
cohesion with each other.
5.2 WHITE CHEESE POWDER (42.05 %TS fat}
A similar stickiness pauem 10 other dairy powders was observed at a panicular
1emperamre with changing humidity (Figure 5.1 ). The stickiness point at an increased
tempemture occurred at a decreased relative humidity. There was a small amou111 of 1%
in itial deposition. Because the % deposition scale on Figure 5 .1 is large. the trend is not
so obvious. A constant de1>osition at tcmpcramres above 60°C shows at high
temperamres all the surfuce fat was molten. causing a constant adhesion rate. However.
there was Slill a temperature and humidity effect on the % deposition.
Chatterjee (2003) used the partic le-gun rig for white cheese powder a1 the low
tempemrurc range. below 50°C. He found that at increased 1empcramre conditions. 1hc
initial deposition increased with the same pattem. Fat-melting was aftcctcd by the
tempcran,rc changing. A linear relationship between% deposition and temperature was
found for white cheese powder at temperamrcs below 50°C.
5-1

80
70
60
* 50 C: .Q ·iii 40 0 C.
8 30
20
10
0 0
♦80 5 degree C
■ 72.2 c:egreeC 4 68 2 degreeC • 60.5 degreeC
5 10 15 20 25 RH%
30
Stickinc-ss Due to Fat
35 40 45 50
Figure 5.1 Deposit ion of the spray dried white cheese powder (42.05 %TS fat) tested on the particle-gun rig .
Since the stickiness is effected by both 1empcn11urc and humid iry of the air
condition. the T-T i parameter was used to combine those two factors as shown in Figure
5.2. The data for different air temperatures. although more scaucrcd than the low fat
dairy powders. still congTegate around a single line with a common initial stickiness
point. The initial stickiness point for the white cheese powder was obserYed at an "X" of
28.35°C. This shows the increasing stickiness is due 10 an amorphous lactose mechanism
starting at this point. A constant deposition (ranging 0.5 0.8 %deposition) before the
critical T-T, point indicates the surfuce fat w:,s molten at high temperature and was the
cause of initial adhesion.
5-2

Stickiness Due 10 f;11
♦ 80 5 degreeC _ ■ 72 2 degreeC
!_ _____________ _ • 68 2 degreeC
80
70
60 • 60 $ degreeC ___________ •••• _________ _
• replicate 80 5 degreeC
a'/. so C:
.2 -~ 40 & "' 0 30
20 •
10
• Slope = 2.255
_____ .. _R'2 = 0.7~18. ____ _
• • • ' • ••
0 ~---..... ..._- ~ - ,o_;!.a,~ -=--- ......,- --------. 0 10 20 40 50 60
T-Tg
Figure 5.2 The cheese powder (42 .05 ¾TS fat) stickiness points at temperatu res above T
9 of amorphous lactose.
The RH of the air at the individual s tickiness poi111s a1 a particul.ir temperature
were identified from Figure 5.1 and then they we,·e used to lit a curve above the T, of
lactose calculated from both the Gordon-and-Taylor equation and the cubic equation. ·x· was found 10 be 22.6°C and 28.5°C respecti\'ely (Figure 5.3 ). The data points from
Chatterjee (2003) are also planed. The curve from the Gordon-and-Taylor equation fits
both the high and low 1emperamre data sets . In most cases the cubic equation gave a
better lit. The reason it did 1101 in this case is unknown. Despite the difference between
the two T~ - X curves. for typical process cond itions the likely region lies within the
marked "box" o n Figure 5.3. The two curves a lmost supe1impose on top of each other in
this region: therefore. e ither curve can be used as the stickiness curve.
5-3

100 -
90
80
u 70 • 60 ~ 2
50 e ~ 40 E "' ... 30
20
10
0 0
Figure 5.3
..... - _ .. - - - ~ ~ ~ -
.. --- - - -~ - . --. .........
0.1
• •••
0.2
• • •••••• • .
0.3 Water Activity
Stickiness Due to Fat
--Tg Lactose ■ High temp experimenu,t Pt
• --Tg •28.5 Cu1>,c - Tg •226G-T
0.4
• Ch1;1tle1Jee {2003) T tactose,.GT
0.5 0.6
The stickiness curve for cheese powder (42 .05 ¾TS fat) including tho fitted
T 9
+X line from the Gordon-and-Taylor equation and fitted T0+X line from cubic equation.
5.3 LOW FAT CREAM POWDER (55.84 %TS fat)
Again. the % deposition of dry powder versus RH% (Figure 5.4) shows adhesion
phenomena are dependent on temperamre and relative humidity of the air. At constant
temperamre and by increasing the humidity. a poinr is reached where there is a dramatic
inc rease in % deposition. indicating instantaneous stickiness. For each temperature. a
similar trend line is observed and the intercept of the trend line was idenrified to be the
stan of instantaneous stickiness at that panicular tcmpcmrure and RH condition.
Increasing the tcmpcramre reduced the RH at which this point occurs. Since the powder
is classified as one of the high fat powders. it is expected that an initial depos ition will be
seen. This is shown in Figure 5.5 when the% deposition scale has been expanded.
5-4

50
45
40
35 C
.g 30 ·;;; g_ 25
" 0 20 ~
15
10
5
0 0
Stickiness Due 10 Fat
• 80.5 degreeC •••••• • •• •••• ___ ••••••••• • ______ ••••••••• • __ • __ • __ •
■ 72.2 degreeC • ........... ---------- -· .. ·· ....... ... . ...... ...... ... ----• 68.2 degreeC • 60.5 de reeC
5 10 15 20 25 30 RH (%)
35 40 45 50 55 60
Figure 5.4 Deposition of the spray dried low fat cream powder (55.84 ¾TS fat) tested on the particle-gun rig .
Figure 5.5 illus1n11cs the fat effect on init ial deposition . Clearly an initial 0.5%
depositio n within the temperature range between 60-80°C has occtmed. In the
tcmpcramre range. all the fat o n the surfucc will be molten. and therefore. :1 constant
deposition was observed. In contrast with low fat powders. such as \VM P or SM P. the
initial deposition was virtually zero. In those cases. amorphous lactose was the only
mechanism responsible for the po wder stickiness.
5-5

Stickiness Due- 10 fat
5
4.5
4
3.5 C: ,g 3 ·;; g_ 2.5 .. 0 2 ;!.
1.5
0.5
♦ 80.5degreeC --- -- -------• 72.2 degreeC •• ___ ______ _ .. 68.2 degreeC -""- -• 60.5 degreeC • · - - - • • • - •
• ...... .... o-1---.--------------------....--~-~
0 5 10 15 20 25 30 RH {%)
35 40 45 50 55 60
Figure 5.5 Close-up of the deposition of the low fat cream powder (55.84 %TS fat) tested on the particle-9un rig .
\\'i1h low fat c ream powder. both f.11-melting and amorphous lactose mechanisms
contribute to the powder s1ickiness. The lactose mechanisms can be dis1inc1i"ely seen in
Figure 5.6. wi1h the diftcrem temperamre data being reduced 10 one line when ploued
agains1 T-Tg. The critical T-Ti was identified to be 36.9°C. where powder pa11ic lcs stan
10 s1ick on 1he plate over and above 1hc initial deposi1ion. This critical "X" value of
36.9°C was achieved by various combinations of 1cmperantre and relative humidi1y
conditions. Comparing this critical ·x· value. the white cheese powder (28.35° C) is
much lower 1h:,n the low fat cream powder. This is due to 1he higher lactose composition
in white cheese powder than cream powder (27.9 % TS versus 24.3 7%TS). On the other
hand . more initial depos ition was expcc1ed in the cream powder because of its higher fat
con1ent. T here was no s ignificant increase within experimental cn·or in deposition caused
by the increased fot conte111. This might be due to the fact that at these higher
temperatures all the fat is molten. and for both powders there is a lready sufficient fat to
have an effect.
5-6

so
40
C .9 30 " ~ 0
"' .. o 20 .,_
10
0
♦ 30.Sdegre,e,C
■ 72.2 de9rMC - • - & 68.2 de,grHC
,i 60.Sd""9reeC
10 20 30
• ..
40 so T-Tg
Stickiness Due to Fat
Slope= 2.24 R"2 = 0.8005
60 70
Figure 5.6 The low fat cream powder (55.84 ¾ TS fat) s tickiness points at temperatures above TO of amorphous lactose.
Figure 5.7 shows the stickiness curve of T, - 35.9°( was the best fit from the
cubic equation ofT, for amorphous lactose. Th is value coJTesponds IO the point where
there is additional % deposition over the fat-melting mechanism when 1hc powder was
exposed 10 high process 1emperarnrcs. The fat mechanism is only dependent on 1he
temper.nurc. not the relative humidity. The critical ··x·• values obtained from Figure 5.6
and 5.7 are statistical ly 1hc same.
5.7

100
90
80
i'.> 70
60 i!! 2 e 50 ., Q.
E 40 ., ... 30
20
10
0
T g lactose curve
0 0.1 0.2 0.3
Water Activity
Stickiness Due to Fat
0.4 0.5 0.6
Figure 5.7 The stickiness curve for low fat cheese powder (55.84 %TS fat) including the T••X line.
5.4 HIGH FAT CREAM POWDER (71 .79 %TS fat)
The high fut cream powder contained 71. 79% TS fat and is used for
manufucruring ice cream. bakery products and powdered drinks. sou ps. and dip. A
constant initial adhesion due to fat-melting was expected in the high tempernturc range.
This ,ms because fot is completely molten at 40°C. Howe,·er. the trend is slightly
diftcrcnt from that seen for low fat cream powder (CP55). Figure 5.8 shows 10%
deposition of powder at 60°C and 5% panicle deposition above 68°C. The diftcrcnce is
clearly due to different fat content in the powder and exposure temperatures. The fat
effect on the% deposition is funher studied in the followi ng section.
5-8

80
70
60 ,e 0 50 C: 0
:-2 40 "' 0
g- 30 Q
20
10
0
0
♦ 80.5 degreeC ■ 72.2 degreeC
__ .. 68.2 degreeC • 60.5 de reeC
5 10 15
• •
20 25 RH %
30
Stickiness Due 10 Fat
..
35 40 45 50
Figure 5.8 Deposition of the spray dried high fat cream powder (71 .79 ¾TS fat) tested on the particle-gun rig .
The amorphous laccose effoct is also obvious in Figure 5 .8. A T -T~ plot (Figure
5.9) was used to combine the te 111peramre and RH eftccts on powder depositS. The darn
points are quite spread and a range of critica l T-T ~ values (25-35°C) can be detcnnined.
Although the amorphous lactose effect is observed. there was major deposition due tO the
molten fat mechanism.
5-9

Stickiness Due lO Fat
70
65 60 55 50
~ 45 0
c: 40 .Q ·ii\ 35 g_ 30 ., o 25
20 15
10 5 .
High fat cream powder 71.79 % TS fat (Feb/ 2003 sample)
• • 80.5 degreeC . • 72.2 degreeC
• 68.2 degreeC • 60.5 degreeC
• ---·- )(--
.........•• ·················-······• ·- - ·---
........ - • - •• - - - .... - . • • • - - "Ji. •......• - - - - - - - - -• •
• • .. •
• ; • - -..- -
t I,.
•
.. -.. • ♦
-·---------•
~- - - - ----. -
♦
• • .. .... •• - - ♦ •• ♦ o+--------~-----------------.
0 10 20 30
T-Tg
40 50 60
Figure 5.9 The stickiness of high fat cream powder (71 .79 %TS fat) caused by molten fat and amorphous lactose.
5.5 STICKINESS DUE TO FAT-MELTING MECHANISM
The molten fat effect of high fat powder as an initial% deposition is obse rved in
Figures 5.5 and 5.8. It is dependent on temperature only. Therefore. the fol lowing
experiment was carried out to observe 1he % deposi1ion as a fi.111 ction of 1cmperature.
while keeping the RH low to ensure there was no lac1ose cffoct. Low ' high fat cream
powders were used 10 de monstrate the molten fat effect.
For low fat c ream powder (CP 55). increasing 1he temperature from 30°C to 78°C
caused more powder panicles to stick to the plate. The relationship is linear as shown in
Figure 5.10. Possible explanations are: As temperature is increased, the fat on the
surface becomes less v iscous and more flow can occur. The increased tcmpcran1re also
decreases the surface tension of the fat. which enables more fu1 to flow out of the
capillaries in the powder panic les, increasing the amount of surface fat. These effects
combine to inc rease the % deposition tha1 occurs as temperature is increased.
5-10

Stickiness Due to Fat
0.8
0. 7 - - - - - - - • • • • • • • • • - - - • • - • · • • • • • • - • • - • • • • • • • • - • • - - - - • •
0 .6 - - - · · • · · · - - - - - - - · · • • • • • · - - - - - - - ·
C .g 0.5 .; &, 0.4
~ ~ 0.3 •
0.2
0.1
----------- -- - -------~- - ---- --
o+---"'T"----------------------0 10 20 30 40
Temperature (°C)
50 60 70 80
Figure 5.10 Deposit ion due to fat in low fat cream powder tested on the particle-gun rig w i th increasing air temperature and keeping RH low to avoid the amorphous lactose mechanism.
The •• deposirion due m fat for high fat cream powder (HFCl') is diftcrcnr from
low fat cream powder (LFCP). Overall. al the same rempernnirc. HFCP has a higher ~.
deposition than LFCP. For example. al 30°C. approximately 0.35% of LFCP snick to the
plate. compared with 5% of HFCP deposited on the plate. This is because h igh % fut in
bulk leads 10 a higher surface fat content [Buma (1971a).Foster (2002). F~ldt e1 al.
( 1993)].
The other diftcrcnce is that the shape of the HFCP st ickiness due 10 the fat curve
as a func1ion of temperature (Figure 5.11) is very difll:rcm from LFCP (Figure 5.10).
The high temperature range (above 60°() daia points. collected for the 2003 sample. arc
the in1ercep1s of1he horizontal lines from Figure 5.8. Data points al tcmpcramres below
50°C arc from Chatterjee (2003) using the same method for identifying the ini1ial %
deposition.
Due 10 the sho 11age of the 2003 sample. the s tickiness caused by molten fat for the
whole temperan,re range could not be carried out. However. a 200 I sample was fou nd in
the lab and used to do the experiment. The 200 I sample gave much higher% deposition
5-11

Stickiness Due to Fat
than the 2003 sample at the same temperature, but they have a similar shaped curve, The
curve from the 2001 sample was shifted upwards. A linear relationship between %
deposition and temperature over the range 28°C-45°C was observed. This increase in %
deposition may be explained by an increase in temperamre. causing more suiface fut tO
melt. When the tcmperamre exceeded 45°C. a decrease in % deposition was observed. A
possible explanation is that since the majority of the paniclcs were made of fat. as
temperamre increases with all the molten fat. the sm,cture of the panicle collapsed and
became liquid and less viscous. When it hit the plate. it splashed and some of the pai1iclc
splashed outside the stainless steel plate. causing less deposition to be recorded. The
higher the tempcramre. the less viscous the paniclc became and when it contacted with
the plate. it broke into smaller droplets ofliquid panicles.
55
50
45
40
.~ 35
~ 30 0
~ 25 0 ~ 0 20
15
10
5
0 0
1 ♦ 2001 s ample teste<t in 2003 , 1■ Feb/2003 samplt tested in 2003~
• •
• • 10 20 30
• •t • ••
·------• • .. - --- - . - -
40 50
Temperature ("C)
• • . ------- . •
-------• ~-------
• • • 60 70 80
Figure 5.11 Deposition due to fat in high fat c ream powder (2001 sample and 2003 sample) tested on the pa rticle-g un rig .
90
The distinctive upward shift of the curve in the 2001 sample is shown in Figure
5.11. T he best explanation of the 2001 sample having higher deposi1ion than the 2003
sample lies in its age. The wa1cr ac tivity and temperamre of the 2001 and 2003 samples
were measured before experiments too k place (0.42 at 24.0°C and 0.39 at 22.5°C
respectively). T he water activity meter is Decagon, model CX I and has been upgraded to
CX2. The repon shows the g lass transition of amorphous lactose is depressed to 24°C at
5-12

Stickiness Due to Fat
a c ritical water activity of 0.37 [Roos and Karel ( 1991 b). Jouppi la and Roos (1994a).
Bandyopadhyay et al. (1987)). T he resu lt shows that amorphous lactose in the particle.
crystal ised during s torage. which causes more fat to be present on the surface as the
lactose crystals push the fat ourwards [flildt and Bergenstahl (1996a). Faldt and
Bergenstahl (1996b)). A quick test was used to check the powder for lactose c rystals by
observing the powder under a microscope through polarizing fi lte rs. Crysta lli ne lactose
re-rotates the plane of polarized light. allowing it to be observed under two opposing
po larizing lenses. Amorphous lactose does not re-rotate the light and thus darkness is
observed. Figure 5. 12 shows there were lactose crystals in the 200 I CP 70 samples.
They were no t obsen•ed for the 2003 sample.
Figure 5.12 2001 high fat cream powder sample was checked for crystall ine lactose under a polarising microscope at SOX magnification.
5-13

Stickiness Due to Fat
5.6 CLOSURE
This work has mai nly focused on the stickiness of high fat dairy powders. Molten
fat has a significant effect. causing smear and stickiness problems d uring processing.
However. the amorphous lactose effect is still present. especially for white cheese and
low fat cream powders in T-T, p lots. A linear relationsh ip between the % deposition and
temperamrc indicates all surface fat was molten and more fat pooled from adjacent
cap illary fat as tempcran,rc increases. Extre me h igh fat in CP70 showed a s li ghtly
differe nt trend in % deposition as a function of temperature. T his was possib ly due to the
decreased fat viscosity. causing the powder to become much less viscous and flow 10 a
point that when it hit the plate. it splashed and the breakup droplets did not land o n the
plate. Over long storage time. amorphous lac tose crystaliscd and pushed encapsulated fat
to the surface. giving higher depos ition for the 200 I sample compared to the 2003
sam11le.
5- 14

lmplcmcnuition of Stickiness Curve in a Plant -Preliminary Work
CHAPTER 6
IMPLEMENTATION OF STICKINESS CURVE IN A PLANT - PRELIMINARY WORK
6.1 INTRODUCTION
The ultimate use ofa stickiness curve is to be used in the pla111 environment. The
s tickiness curve profile has temperature versus water activity / relative hum idity and is
used as a reference line to map process temperature and relative humidity ot1tlet
cond itions. his generated by fitting a best line through the experimental stickiness points
(panicular temperature and relative humidity) at a temperature ··x·· above T, for the
amorphous sugar present (usually lactose in dairy powder). This critical "X'" value can
be estimated using the composition of the powder from the regression equation obtained
in Chap ter -l.
Cp to this point. instantaneous stickiness has proven to be a surface phenomenon
with the sutTotmding air condition in equilibriu m with the powder surface. Hence. the
spray drier outle t tempcramrc and relative humid ity are vital infonnation as they
represent the powder surface temperamre and water acti\'ity. Therefore. they arc esse111ial
to control stickiness on paniclc surfaces and adhesion ofpanicles to clusters.
Using the skim milk powder (lactose 57.19%TS. fot 0.52%TS) as a case smdy.
the estimated critica l ··x·· va lue was compared with actual experimental data. It was
produced from Fontcrra. Specialty Powder Unit (SPU). Longbum. By talking to the
operators with respect to the operation procedure for controlling the process. There arc
two common operator parameters used. These are air inlet temperature and liquid
production rate that affect the outlet temperature and relati ve humidity.
Once th e plant condition has been mapped on the stickiness curve. it enables the
determination of whether the powders are sticky or not and what action can be taken to
prevent blockages in the drier and/or cyclone, due to a sticky laye r deposition on the
walls. and what action can be taken to maximize the drier capacity if it 's under processed.
An Excel spreadsheet was compi led 10 solve the mass and energy balance around the
6-1

Implementation of Stickiness Curve in a Plant -Preliminary \\'ork
spray drier and was used 10 observe rhe effect on T-T, of changes to inlet air temperature
and product flow rare. These can then be mapped on the stickiness curve .
Recommendations on what parameters to change allow optimization of the process. for
either increased throughput or lower energy costs.
6.2 CASE STUDY
This exercise was undenaken to demonstrate the process of implemen ting rhis
research imo practical use. The procedures were divided into three sections:
6.2.1 Determination of critical " X"
Instantaneous stickiness is a surface phenomena. therefore. the surface of th e
panicle leaves the drier in equilibrium with the drier outlet air temperature and relative
humidity. and these conditions detcn11ine whether a panic le becomes s ticky or not.
Temperature and relarive humidity parameters are therefore used 10 consm,ct the
stickiness cur\'e profile. Sticking is caused by the amorphous lactose being exposed to
conditions that exceed the T, of lactose . hence reducing the viscosity to a point that fonns
liquid bridging with the wall or other pa11icles. The critical "X" tcmperarure above T~
lactose is the point at which powder becomes instantaneously sticky and is detcnnined
either from experiment or by the regression equation given in Chapter 4 (for any powder
that has total fut less than 42%). This can be useful when developing a new product with
the critica l ··x" being estimated from its composition. In this case. SM P contains 0.52
%TS fat. 57.19 %TS lactose and the critical "X" and was calculated to be 38.7°C for the
p,111iclc-gu11 conditions.
The other possible way to estimate this critical "X" value is to measure it
experimentally 011 the panicle-gun rig. The same procedures were employed in which the
% deposition of powder on the plate was measured at a constant tempcrarure and
increasing RH of the air condition. The percentage deposition of dry powder was plotted
against the T-T, parameter, wh ich was used to combine the temperature and RH effects.
The T-T I
axis intercept of the trend line (38 .0°C) is identified to be the critical "X" value
for instantaneous st ickiness to occur, shown in Figure 6.1.
6-2

80
lmplcmcnta1l0n of Stickiness Cun.c in a Plant -Preliminary Work
I ♦ 80.S degreeC 1
70 - ■ 73degreeC ---- ---- ---· -· • •· - · - - - -- - - -· -- •· -- -~ • ---- - ---· • • -
• 68 2 cfegreeC 60 J • 60.5 degreeC ,. __ .
] 50 ·;;; 8_ 40 Q) 'O ,>? 0 30
20
10
0 0 10
I
20 30 T-Tg
•
50
Y: 346X· 13143 R"2 • 0 5234
60
Figure 6.1 The T-T9 plot of the SMP and the critical 'X', determined to be 38°C.
70
Four stickiness points at panicular temperatures were collected from the • •
deposition versus relative humidity plots. A best-fit stickiness curve of those four
stickiness points resulted in "X" temperan,rc difference above the T g lactose line. The
critical "X" found in this way was 40.7 °C as shown in Figure 6.2.
6-3

~ ~ => e & E ., ...
100
90
80
70
60
50 -------· 40
30 T g amorphous lactose
20
10
Implement.al ion ofSlickincss Curve in a Plant -Prcliminary \Vork
Experimental • / sdekiness points
- - - - - - . Si iCki~es·s ·curv·c ·, . __ .!9:.x lil'?_e.
Critical •x" = 40 .7 •c
OL--------.....---------------~ 0.0 0.1 0.2 0.3
Water activity
0.4 0.5 0.6
Figure 6.2 The stickiness curve of the SMP is fitted line through experimental points .
The samples were grouped in the skim milk powder category. The critical "X ..
va lue obtained from the T-Tv plot of five different specification SMP po wders used was
found 10 be 40.3±2.2 °C (95% confident interval). The critical .. X .. value for whole milk
powder was calculated w be 37.4 ±3.0 °C with 95% confidence interval. These .. X ..
values apply 10 the powder at the condition the pa11iclc-gun was run at 20 ms'1. and using
a flat stainless s1ec l plate at 90° 10 the flow.
6.2.2 Constructing stickiness curve and mapping plant conditions
Whichever way was used to de1en11ine the critical "X .. value for a powder. the
result was within the 95% confidence error band.
For the case examples being considered here. the average value of SMP and its
e rror bar arc included to construct the stickiness curve as shown in Figure 6.3. The sticky
and non-sticky regions were identified; any temperatme and/or water activity/ relative
humid ity combination which exceeds the T ,+40.3°C line possible to cause the powder to
become instantaneously sticky. In order 10 con trol the stickiness problem in the drier.
6-4

fmplcmcnr.ation of Stickiness Curve in a Plant •Preliminary Work
cyclone and ducts. the outlet air temperarure and humidity that would be in equilibrium
with the paniclc surface. have to be kept below the s tickiness line .
90
65
60
e 75 ~ ~ 70 g_ ~ 65 ...
60
55
50 0
Non-Sticky region
0 I 02 0 3 Water Act1v1ty
Sticky region
$! ck ness curve I
04 0 5 06
Figure 6.3 The stickiness curve constructed from the average critical " X"' of SMP w i th ±3 error bar.
Fomcrra 's Speciality Powder LJ nit (S PU). Longbum site. produces a wide range
of powders. including SMP and cream powders. The drier out let air temperamre is
measured and humidity is calculated fro m the nmning parameters of the spray drier.
Chatterjee (2003) outlined the step-by-step humidity calculation. The PLC displayed the
outkt temperature and relati ve humidity of the outlet air when th e SMP was made to be
8 I .8°C and 27.95%(or A": 0.2795) respectively. The values arc plotted on Figure 6.3
and show it to be in the sticky region .
The o utlet relative humidity was a lso calculated from the spreadsheet based on the
total heat and mass balance around the spray drier. The input infom1ation includes the
liqu id production rate. the solids concentration o f the feed. the inlet air flow rate.
humidity and inlet/outlet air temperature . The percentage heat loss fi-om the drier was
assu med to be 5%. however. it can be adjus ted for any panicular driers' perfonnance to
be matched when running o n water during startup. The air flow rate was no t normally
measured. and it can be adjusted by the valve. The spreadsheet enables the determination
6-5

Implementation of Stickiness Curve in a Plant -Preliminary Work
of the air flow rate . In the case ofthe SMP. the air flow rate and outlet relative humidity
were dete1111ined to be 6.7 kg.s·' and 19.6% (or A. - 0 .196) respectively. The calcu lation
does not include the flu idized bed. The calculated condition is also plotted in Figure 6.2 .
There is about 8% RH difference between the outlet relative humidity found
between the Longbum displayed value and the calculated value from the spreadsheet.
This discrepancy makes a big difference in interpreting whether the powder is sticky or
not. Therefore. the reason for 1he discrepancy needed to be detennined . A simple mass
balance calculation was carried 0111 to check the calculation base on the process inlet. 1hc
outlet air temperamre. the concentrate flow rate and tota l so lids concentrate in feed. The
cquacions programmed imo the drier PLC were traced back 10 the basic equations and
checked. One of the assumptions was 1he RH is inclepcndenl from air flow rate and
constalll values were used. Although different assu mptions we,·e made to calculate th e
outlet RH. inc luding the fluidised-bed. a s imi lar result of 15% RH was obtained both
from the spreadshee t and programmed equations. II was found 1ha1 the equat ion for
calculating 1he saturated pressure (P,.,) in the PLC had a co11stan1 value and the source of
this figure cou ld not be traced. The saturated pressure is a function of outlet temperature.
If 1he programme can be corrected to calcu late P,. conectly. the conect RH will be
d isplayed. There is a co1Tcction being made in the Longbum PLC programme while the
plant is not processing because of its being 1he oft: season period. It is recommended to
recheck RH display with calculated RH once the plant has scan to process.
6.3 SPRAY DRYING PROCESS OPTIMISATION
In order to gain some knowledge about spray drier operating control. discussions
were held with the operators involved with the powder produce ion a1 Longbum.
The percentage moisture of the final dried powder was kept below its max imum
specificacion. Produc t with a high moismre content lowers the T, of lactose and has an
effect on T-T,. It causes particles to stick to the wall or with each o ther, blocking the
cyclone or causing problems in later stages. In that case, the o perator can e ither increase
the outlet temperature or increase the SFB inlet temperature 10 lowerthe moisture content
6-6

Implementation of Stickiness Curve in a Plant -Prclimina1y \Vork
of the final product. Samples are collected from the bottom of the drier and are checked
frequently for their moisture level.
Providing every1hing else is kept constant. including other powder components.
particle size. density. drier fittings (nozzle size. angle of spray) and percent of total solids.
the outlet 1emperan1re can be increased by reducing the production throughput. (i.e.
concentrate feeding rate). Increasing the inlet temperan,re and keeping the same product
flow rate would result in the same eftcct of increasing the outlet temperature. On the
drier. the inlet 1empernn1re and outlet temperature have independent SCI points.
The exhaust fan which is taking all the air out of the drier is set at - 3mm we vacuum point and operates with the exhaust valve 90% fi1lly open. Above - 3111111 we. a
vacuum effect could 1101 be provided. Therefore. always sec the exhaust to that value.
Any dramatic reduction in vacuum means hardly any air is going through. and no change
of fan reading indicates that there is a cyclone blockage in the process line. The pressure
readings in the drier arc a measure of the level of powder product in 1he drier. However.
if the pressure reading drops fast. i1 means more powder is accumulating in 1he chamber
and therefore a blockage is occurring in the chamber.
The Excel spreadsheet enables us to visualise the effect of inlet temperature.
outlet temperature and production race on the stickiness parameter (T-T,) in a dynamic
way. Figures 6.4 and 6.5 demonstrate these effects using the SMP as an example.
6-7

lmplcmcnu1ion of Stickiness Curve in a Plant -Preliminary \\'ork
6.3.1 Effect on X via different inlet temperature and production rate
55
50
45
40 {! ,.:.
35
30
25
-+- 1.3 tonne/hr _. 1 .4 tonne/hr -+-1.5 tonne/hr ,--++- 1.6 tonne/hr ,
--- ----- ----
20 -"-~------,..----'--------~---' 150 200 250 300
Inlet Temperature ('C)
Fig ure 6.4 Effect of d ry product throughput and inlet temperature on T-T0•
Figure 6.4 shows the effects ofd1)' product throughput on T-T,. as a function of
inlet tempernturc (the dotted line at 225°( is for the SMP). whi le Figure 6.5 shows the
effect of dry product throughput on the outlet temperature. The critica l T-T • for
instantaneous stickiness of the skim milk powder fal ls between 36°(-4 1 °C with a 95%
confidence interval (Chapter 4 ). The ideal condition for the plant is m nm the drier with
a T-T• below this range. This is because with any rcmpcrnture and or humidity combined
condi tion that results in T-T• above 41 °C. the powders are definitely stick)'. and above
36°C they arc probably s ticking and will cause a problem. The drier was runni ng at 1.4
tonne per hour of dry product. and the T-T I was below the lowest bound: hence there is
an opponunity to push the drier harder. There are two ways to move the process
conditions closer to the band. It can be done either by increasing the production rate
from 1.4 tonne per hour to I .5 ton ne per hour and keeping the o ut let temperamre at 81 °C
by increasing the inlet air temperature to 235°C. or reduce th e inlet temperature from
225°C to 220°C. In this way the plant can save energy and therefore money.
6-8

Implementation ofS1ickincss Curve in a Plant •Prclimin::iry Work
6.3.2 Effect on X and outlet temperature via different production rate
60
55 ·········--··············---- ·
1 -+-1.3 tonne/hr - - - - - - - - ~ ...,_1.4 tonne/hr
..... 1. 5 tonne/hr 50 -- ······ -------- ········· ········ ··········· ·· ....... , .6tonne/hr ·
45
"' I-; 40 ,._
35
30
25
20 50 60 70 80 90 100 110 120 130
Outlet Temperature (°C)
Figure 6.5 Effect on dry production ra te and outlet temperature on T-T 9
Increasing the production rate is the more practical thing to do tn the plan t.
because the ou tlet temperature is adjusted by the liquid production rate. as mentioned
earlier. /\ta constan t outlet tcmperantre. increasing the production rate would result in
increasing T-T 1.
6-9

90
8S
8-0
Operauon condition . - 8fCC>ngburf\ - - - ...;..___ . - ·
(calculated frcwn the --.. ■ spreodshee<) 0@@
Non-Sticky region
60 ···-------·-
ss --------
tmplcmcntation ofS1ickincss Curve in a Plant •Preliminary \Vork
Sticky region
soL---------~----~---~----..l..~ c-1----o 0 1 0.2 03
Wa1er Adrvrty
04 OS 06
Figure 6.6 Demonstration of the possible changes that could effect the drier outlet conditions.
Table 6.1 The possible experimental matrix for variat ion in the solids production rate, inlet temperature and corresponding T-T0•
DATA SOLIDS l 'iLET O UTLET T-Tc RH % A" PT. PROD. RATE T Ei\1 P. TEMP.
I 1.4 tonnelu 225 81.8 33.1 19.6 0. 196
2 1.5 tonne'hr 225 73.3 38.6 29.4 0.294 , , 1.5 tonne 'hr 235.2 81.8 34.9 20.7 0 207
4 1.6 tonne 'hr 246 818 36.6 21.7 0.217
5 1.5 tonne hr 210 60.8 48.9 51 0.5 1
6 I .4 tonne'hr 210 69.2 38.9 33.2 0.332
7 1.4 tonnc,'hr 215 73.4 36.7 27.7 0.277
The tempcrmurc and water activity data plotted on the st ickiness curve in Figure
6.6 arc from Table 6. 1. It shows the changes recommended above based on the
spreadsheet calculation and recommends the best way to optimize the process. The first
data point is the current processing condition at Longbum for the SMP. The second data
point has increased produc tion rate to 1.5 tonnes per hour and kept the same inlet
tempcrarure. which resulted in both an increase in outlet temperature and humidity. The
c ritical T-Tg is not exceeded but it does lie within the error bars for the stickiness lines.
and problems may be experienced. The plant is operating near or at its limit. The third
data point has increased inlet temperature wh ile keeping the production rate at 1.5 tonne
6-10

Implementation of Stickiness Cul'\c in a Plam -Prcliminary\Vork
per hour and outlet temperature. the outcome condition is very similar to the current
production but is closer to the sticky point lines. The founh data point has increased the
production rate 10 1.6 and uses an increased inlet temperature to produce the same outlet
temperarure as the current production. The RH % is increased but the critical T-Ts is not
exceeded. The fifth data point has 1.5 tonnc'hr and a reduced inlet temperature of2 I 0°C.
It has reduced the 0\1tle1 temperature to 60.8°C and increased the RH to 51 %. indicating
the product is ve,y moist and will be stick-y. The sixth data 1>oint has the current product
rate and a reduced inlet temperature of 210°C. which resulted in a reduced outlet
tcmperanire of 70°C and 38.9% RH and the critical T-T8 is not exceeded. but is within
the error bands and is very close to the stickiness curve. The last data point has the
current production rate and a reduced inlet temperature of 2 I 5°C (5°C higher than the
sixth data point). giving the same production as the current conditions but at lower energy
costs. The best recommended process conditions arc data points 7 and 4. It depends on
whether the company wants to save energy or increase production .
In a general trend. changing the production rate and keeping the same outlet
temperamre shifts the point sideways. Either changing the inlet temperature and keeping
the production rate the same or changing the production rate and keeping the inlet
tempemture the same shift the point venically.
If data poi111 7 was chosen. reducing the inlet temperature would mean saving
money on the energy cost. A s imple heat based calculation found approximately S 11 .34
can be saved per hour based on an assumed energy cost of $0.17 kwh. If the plant
continually processes for 20-30 hours before a nozzle wash. it would save S 340.2 of
powder. The whole production nonnally runs for 30 days.
If data point 4 was chosen. the production rate can be increased by 0.2 tonnes in
d,y production rate. a 14% increase in production throughput.
6-11

6.4 CLOSURE
Implementation of Stickiness Curve in a Plant •Preliminary \\'ork
Dairy powder stickiness duting processing is a surface phenomenon. and
therefore the outlet air temperature and relative humidity is assumed 10 be in equilibtium
with the surfuce of the powder pa11icle . For a dairy powder. there is a critical "X"" value
for instantaneous stickiness. The very first step is to be able to identify this ctitical --x·· value. There are several diftcrcm ways to do it from the data obtained with the panicle
gun rig. All the values obtained were not significantly different for the SMP tested. It is
in a range of 36°C - 41 °C with a 95% confidence interval. The next step was to map the
plant condition on to the stickiness cur"e (T~ - ·x· 1ine). and any adjustment can be made
10 approach or move away from the stickiness curve. The main two parameters
responsible for such adjustments arc the inlet air tempcramre and the production rate. An
Excel spreadsheet enabled the solution of the problem in a dynamic way. especially 10
relate the inlet1outlet temperamre and production rate with the T-T~ parameter. For this
pa11icular skim milk powder. processing at the Longbum site. the best recommendation
for reducing energy is to reduce the inlet air by I 0 °C. hence reduce outlet temperamre 10
73.4°C and keep the same production rate. The other option is 10 increase the solid
production rate from I .-1 tonnes hr to 1.6 tonnes 11r.
6- 12

Conclusions and Recommendations
CHAPTER 7
CONCLUSIONS AND RECOMMENDATIONS
The panicle-gun rig has been used 10 measure the onset of instantaneous
stickiness of dairy powders. Its dynamic seiup has shown the stickiness phenomena is a
function of temperature. relative humidiry, and composition of the powder. It has shown
that the stickiness behaviour is a function of the surface conditions since there was
insufficient time (<0.05 s) for the pa11icles in the pai1iclc-gun to have anything but the
surface to be affected by the air conditions the particle was subjected 10. This technique
docs not need 10 pre-condition the powder. as the surf.lee was assumed to be in
equilibrium with the surrounding condition. The panicle-gun rig has enabled stickiness
data to be collected under air temperanire and RH conditions similar to those found in the
exit of spray driers. It :,!so enables the rate at which stickiness develops in a 1>owder to
be investigated as a fonction of RH and temperature. Funherstudy is required to observe
the velociry and angles of contact on eftl:cts of instamaneous stickiness in more detail.
There were two ways of identifying the c1itical --x·· value from raw data of • o
deposition versus RH at constant temperatures. The tirst was to identil)' the
instantaneous stickiness point at a particular relative humidity for each temperature
tested. Then a stickiness curve was tined to the experimental stickiness point at those
temperatures above the T~ of amorphous lactose. The best fit using a least squares error
tit of ··x· was identified to be the critical value for instantaneous stickiness. The other
way was to plot % deposition against the T-T ~ parameter for combining temperature and
relative humidiry effects. Th is was done successfully. indicating that the stickiness was
due to the Tg of amorphous lactose being exceeded and was a fonction oftcmperamre and
RH. The critical ··x-· value was identified as the x-intercept in the T -T, plot and the slope
of the trend line detects the sensitivity of the stickiness in response to condition changes.
Various dairy powders were tested for the critical ··x" value. These powders included
WMP. SMP. MPC and cheese powders. The critical ··x-• value ofSMP varied from 37°C
to 42°C: WMP varied from 33°C to 40°C: and MPC varied from 42.7°C to 51°C. The
variation between the powders depends on their composition. There was a positive linear
7-1

Conclusions and Rccommcnda1ion.s
relatio nship fonned between the critical ··x" value ofa powder and the powders' lactose
content.
Cream powders and white cheese powder are catalogued under the high fat
powders (i.e. total fat content equal to or more than 42 %). The liquid bridges fonncd by
molten fat were a function of temperature. However. amorphous lactose also contributed
to the s tickiness when the T g amorphous lactose was exceeded. Both effects are obser"ed
in T-T g plots for high fat powders.
It has been shown that the stickiness of dairy powders was caused mainly by the
amorphous lactose content. as the stickiness is a funct ion of both temperarure and RH.
The glass transition temperature of amorphous lactose correctly predicts the eftects of
temperature and RH: all the s tickiness powders as shown by the T-Tg plots collapsed
these data to a single line. This line Stans at a critical T-Tg value for a 1>owder. known as
the c ritical .. x•· \'alue. which shows that the glass transition temperature needs to be
exceeded by a constant amount in order for the powder to become instantaneously sticky.
The slope of the trend line in the T -Tg plo t shows the sensitivity of the powder to
stickiness in response to the temperature and or relative humidity changes. Both the
critica l 'X' value and the slope are unique to the powder. They also show that powders
with greater than 30% amorphous lactose become more sticky quicker once the critical X
factor above T, is exceeded.
In this work ... X .. has been measured using a panicle-gun rig at a ve locity of
20ms'1 which is typical of the ve locities of the powders in the ducting of spray driers.
For powders that have a total fat content less than 42%. the stick iness is mainly
due to amorphous lactose when Tgis exceeded by the critical ··x·· value of the powder. A
regression equation (equation 4.1) was gcnemted. based on the critical ·x· value obtained
from the experimen tal data of various dairy powders. to corre late the effects of
composition on X. Although an overall trend is observed. ftnher study is required to
investigate the su rface composition in relationship with the critical 'X'.
7-2

Conclusions and Recommendations
Once the critical "X .. for a panicular powder was identified. the s1ickincss curve
was generated on a 1emperature versus relative humidity/waler activity plot. It enables
operators to map the plant operating conditions on the stickiness curve for a particular
powder being produced. and adjustment can then be made 10 optimize the process by
moving the operating condition wward or away from the s tickiness curve. The surface of
the panicle is assumed to be in equilibrium with the drier outlet air temperature and
re lat ive humidity. and it is these conditions which are used to map the plant operating
point on the graph. The case study on the SMP has demonstr;ucd the procedure to
implement this work in an industrial environment. The drier outlet 1emperan1re and
product io n rate arc the two parameters that control the outlet conditions. An Excel
spreadsheet was consm1c1cd. based on the energy and mass balance around a spray drier.
It related the two adjustable parameters with the T-T8 parameter and was used 10 solve
the problem in a dynamic way. In the case of the SMP. the objective was tO push the drier
10 its lim it and move the point 1owards the stic kiness cun•e. The best recommendations
are either 10 reduce th e in let air by 1 o•c in order to sa\'c on energy or to increase the
concentrate feeding rate to 3.2 t0nncs 'hr (or solid production rate of 1.6 tonnes 'hr). a 14°0
increase in production throughput.
Foncerra Te Repa site imp lemented the s tickiness cun•c and uses it to monitor the
process condi1io ns so that the chamber. cyclone and ducting blockages due to s tickiness
can be a\'Oidcd. These are continuously under review and updating with the latest
knowledge bei ng used to control the process in an efficient and a dynamic way.
Several factors were kept constant throughout this experi mental work . These
included the air velocity of the particle-gun rig. sta inless steel plates and powder particle
fired 10 the plate at 90°. Funher work is recommended 10 in vestigate the fac1ors of varied
air velocity. different coating of the plate. and O!hcr angles of contact that have an effec!
on the critical .. X" value for a powder.
7-3

REFERENCES Adhikari. B .. Howes. T .. Bhandari. B.R .. & Trnong. V. (200 I}. Stickiness in foods : A
Review of Mechanisms and Test Methods. International Journal of Food Propenies.
4(1 }. 1-33.
Aguilera. J.M .. de l Valle. J. M., & Karel. M. ( 1995}. Caking Phenomena in Amorphous
food Powders. Trends in Food Science and TechnolO!!)'. 6. 1-49-155.
Bandyopadhyay. P.. Das. H.. & Shamia. G.P. ( 1987}. Moisture Adsorption
Characteristics of Casein. Lactose. Skim Milk and Chhana Powder. Journal of Food
Science and Technolo!!v. Vol. 24. Jan Feb.
Bhanda,i. B. (200 I). Glass Transition in Relation 10 Stickiness during Spray D,ying.
Food Tcchnologv International. 64-68.
Bhandari. B.R .. Dana. :S: .. & Howes. T. ( 1997). Problems Associated with Spray D1ying
ofSugar-rich Foods. Diving Tcchnologv, 15(2). 67 1-684.
Bhandari. B.R .. & Howes. T. (2000). Glass Transition in Processing and Stability of
Food. Food Tcchnologv in Australia, 52( 12). 579-585.
Bhandari. E.R .. & Howes. T. ( 1999). Implication of Glass Transition for the Drying and
Stability of D,icd Foods. Journal of Food Enginecrin!!. 40. 71-79.
Bloorc. C. (2000). Developments in Food Drying Technologv overview. International
Food Dehydration Conference - 2000 and Beyond. Carlton Crest Hotel, Melbourne.
Australia.
Boonyai. P .. Bhandari. B .. & Howes. T. (200-4). Stickiness Measurement Techniques for
Food Powders: A Review. Powder Technology. 145. 34-46.
Bronlund. J.E. ( 1997). The Modelling of Caking in Bulk Lactose. PhD thesis. Massey
University. Palmerston Nonh. New Zealand.
8-1

Brooks. G.F. (2000). The Sticking and Crvstallisation of Amomhous Lactose. Masterate
Thesis. Massey University. Pahncrston North. New Zealand.
Buma. T.J. ( 1971 a). Free Fat in Spray-dried Whole Milk. 2. An evaluation of methods
for the detem1ination of free-fat content. 3. Panic le size. its estimation . influence of
processing parameters and its re lation to free-fat content. Netherlands Milk Dairv
Journal. 25(42-80)
Buma. T.J. (197 1b). Free Fat in Spray-dried Whole Milk. 4. Significance offi-ee fat for
other propenies of practical importance. Netherland Milk Dai,y Journal. 25. 88-106.
Burr. R. ( 1999). An hwcsti~ation Into Cheese Powder Cakin~. Diploma in Dairy
Sc ience and Technology Dissertation. Massey \;niversity. Palmerston Nonh. New
Zealand.
Chatte,jee. R. (2003). Characte1ising Stickiness of Dairv Powders. Masterate Thesis.
Massey lJni\'ersity. Palmerston Nonh. New Zealand.
Chen. X.O. (199-1). Towards a Comprehensive Model based Conrrol of Milk Drying
Process. Drving Technologv. 12(5). 1105-1 130.
Chuy. L.E .. & Labuza. T.P. ( 1994 ). Caking and Stickiness of Dairy-based Food
Powders as Related to Glass-Transition. Jourtial of Food Science. 59(1 ). 43--16.
Crofskey. G.M. (2000). lnvestigatjon jnco the Caking Prob)cms Assoc iated wj1h Sprav
Dried Cream Powders 55 and 70. 4th year Food Technology Report. Massey University.
Palmerston North. New Zealand.
Dixon. A. ( 1999). Corre lat ing Food Powder Stickiness with Composition. Tcmperamre
and Relative Humid ity. Monash Universtity. Melbourne, Austra lia.
Downton. G.E .. Flores-Luna. J.L .. & King, C.J. (1982). Mechanism of Stickiness in
Hygroscop ic, Amorphous Powders. Ind. Eng. Chem. Fundam., 2 1. 447-4 5 1.
8-2

Foster. K.D. (2002). The Prediction of Sticking in Dairy Powders. PhD Thesis. Massey
University. Palmerston Nonh. New Zealand.
Faldt. P .. & Bergenstahl. B. (1996a). Changes in Surface Composition of Spray-dried
Food Powders due to Lactose Crystallisation. Lcbcnsm-Wiss. u- Techno)ogv, 29. 438-
446.
Faldt. P .. & Bergenstahl. B. (1996b). Spray-dried Whey Protein1Lactose 'Soybcan Oil
Emulsions. I. Surface Composition and Panicle Stmcture. Food Hydrocolloids. 10(4).
42 1-429.
Faldt. P .. Bergenstahl. B .. & Carlsson. G. ( 1993). The Surface Coverage of Fat on Food
Powders Analyzed by ESCA (Electron Spectroscopy for Chemical Analysis). Food
Sm1cture. I 2. 225-234.
Faldt. P .. & Bergenstihl. B. (1995). Fat Encapsulation in Spray-dried Food Powders.
JAOCS. 72(2). 171-1 76.
Faldt. P .. & SjOholm. I. (1996). Charac1erisza1ion of Spray-dried Whole Milk.
Milchwissenschaft - Milk Science International. 51(21). 88-92.
Jcnickc. A.W. (1964). Storage and flow of solids. Bulletin 123. Utah Engjnccring
Expcrimcmal Station. Uni,·crsity of Utah.
Jouppila. K .. Kansikru, . J .. & Roos. Y.H. ( 1997). Glass Transition. Water Plasticization.
and Lactose Crystallisation in Skim Milk Powder. Joumal of Dairv Science, 80(12).
3I52-3160.
Jouppila. K .. & Roos. Y.H. ( 1994a). Glass Trans itions and Crystallisation in Milk
Powders. Journal of Dairy Science, 77(10), 2907-2915.
Jouppi la. K .. & Roos, Y.H. (1994b). Water Sorption Propenies and Time-Dependent
Phenomena of Milk Powders. Joumal ofDai rv Science, 77(7), 1798-1808.
8-3

Hennigs. C.. Kockel. T.K .. & Langrish. T.A.G. (200 I). New Measurements of the
Sticky Behaviour of Skim Milk Powder. Dryine Technology 19(3&4). 471-484.
Keir. T. (2001). Milk Powder Stickiness: A l'reliminarv Studv. Masterate Thesis.
Massey IJnivcrsiry. Palmerston North. New Zealand.
Kim. E.H.J .. Chen. X.D .. & Pearce. D. (2002). On the Mechanisms of Surface
Fonnation and the Surfuce Compositions of lndustTial Milk Powders. Qiying
Tcchnologv.
King. N. ( I 965). The Physical Structure of Dried Milk. Dairv Science Abstracts, 27(3).
91-104.
Lazar. M.E .. Brown. A.H .. Smith. G.S .. Wong. F.F .. & Lindquist. F.E. ( 1956).
Experimental Production of Tomato Powder by Spray Drying. Food Technology. I 29-
133.
Le Mcstc. M .. Champion. D .. Roudaut. G .. Blond. G .. & Simatos. D. (2002). Glass
Transition and Food Technology: A Critical Appraisal. Journal of Food Science, 67(7).
2444-2-158.
Lill ford . P.J .. & Fryer. P.J. ( 1998). Food Panicles and the Problems of Hydration. illlll;i
]Chem E, 76(pan A). 797-802.
Lloyd. R.J .. Chen. X.D .. & Hargreaves. J.B. (1996). Glass Tr.msition and Caking of
Spray-dried Lactose. lmcmational Journal of Food Science and Tcchnologv, 31. 305-
3 11
Masters, K. ( 1991 ). Sprav Drving Handbook. Great Britain: Longman Scientific &
Technical.
Moreyra. R .. & Peleg. M. ( I 981) Effect of equilibrium water activiry on the bulk
properties of selected food powders. Journal of Food Science. 46.
8-4

Noel. T.R .. Ring. S.G .. & Whinam. M.A. ( 1990). Glass Transitions in Low-Moisture
Foods. Trends in Food Scjcpcc and Technology, 62-67.
Norris. G.E .. Gray. I.K .. & Dolby. R.M. ( 1973). Seasonal Variations in the Composition
and Thern,al Properties of New Zealand Milk Fat• Thennal Propcnies of Mi lk Fat and
their Re lation to Composition. Journal of Dairy Research, 40. 3 11 -321 .
O'Donnell. A.M .. Bronlund. J.E .. Brooks. G.F .. & Paterson. A.HJ. (2002). A consta111
humid ity air supply system for pilot scale applications. lntemational Journal of Food
Science and Technology. 37. 369-374.
Ozmcn. L .. & Langrish. T.A.G. (2002). Comparision of Glass Transition Temperature
and Sticky Poi111 Temperan,re for Skim Milk Powder. Dryi,rn Technology, 20(6). I 177-
11 92.
Paterson. /\.H.J.. Brooks. G.F .. & Bronlund. J.E. (200 I) The Blow Test for Measuring
the Stickiness of 1>owders. Conference of Food Engineerin~ 2001. AICHE conference
No\'crber :½-9, 200 I, Reno. Ne,·ada.
Paterson. A.HJ .. Brooks. G.F .. Fostcr. K.D .. & Bronlund. J. E. (2004 5). The development
of stickiness in amorphous lactose at constanl T-T. lcve ls. International Dairv Journal. In
Press.
Peleg. M. (1993). Glass Transitions and the Physical Stabi lity of Food Powders. In J .
Blanshard and P. Lilliford . (Editor) (Ed.). The Glassy State in Foods. 435-451.
Leicestershire : Nottingham Uni\'crsity Press.
Roos Y. ( 1993). Melting and Glass Transition of Low Molecular Weight Carbohydrates.
Carbohydrate Research, 238-248.
Roos. Y .. & Karel. M. (199 1a). Phase Transitions of Mixn, res of Amorphous
Po lysaccharides and Sugars. Biotechno l. Prog. 7. 49 -53.
Roos. Y., & Karel, M . ( 1991b). Plasticizing Effect o f Water o n T hcnnal Behavior and
Crystall isati on of Amo rphous Food Mode ls. Journal of Food Science, 56(1). 38-43.
8-5

Roos . Y .. & Karel. M. (1991c). Water and Molecular Weight Effects on Glass
Transitions in Amorphous Carbohydrates and Carbohydrate Solutions. Journal of Food
Science. 56(1). 1676-1681.
Roos. Y.H. (1995a). Phase Transitions in Foods. Academic press. INC.
Roos. Y.H. ( 1995b). Glass Tranistion-related Physicochemical Changes in Foods. Food
Technology~ 49( I 0), 97-102.
Roos. Y.H. (2002). lmpo11ance of Glass Transition and Water Activity to Spray Drying
and Stability of Dairy Powders. Lait. 82. 475-48-1.
Roos. Y.H .. Karel. M .. & Kokini. J.L. (1996 ). Glass Transitions in Low-Moisture and
Frozen Foods: Effects on Shelf Lite and Quality. Food Tcchnolouv, 50(11). 95-108.
Toy. K.I.M. (2000). Stickiness Rig : A procedure to Characterise Powder Stickiness.
~cw Zealand Dai,y Research Institute. Palmerston Nonh. New Zealand.
Wallack. D.A .. & King. C..I. ( 1988). Sticking and Agglomeration of Hygroscopic.
Amorphous Carbohydrate and Food Powders. Biotechnologv Pro~ress, 4( I ). 31-35.
Williams. M.L .. Lande!. R.F.. & Ferry. J.D. (1955). The Temperature Dependence of
Relaxation Mechaniasm in Amorphous Pol}111ers and other Glass-fom1ing Liquids.
Joumal of the American Chemical Societv, 77. 3 70 1-3 707.
8-6

a. D
k
k
T
T""'
X
x,
Greek Leners
y
t
NOMENCLATURE
Panicle radius
Water activity
Specific heat capcity
Viscous flow constant (Eq. 2. I)
Gordon and Taylor constant
Ternpcrarnre
Glass transition temperature
Glass transition temperature of mixture
Glass transition temperature of components
WL F constant
Mass fraction of components
lnterpm1ic lc bridge s ize
mass fraction o f component i
Surface tension
Time/ panic le contact time
Viscosity. Critical viscos ity.
Viscosity at glass transition temperature
m
J'k mol
~C or K
~Cor K
~C or K
~Cor K
g.1g powder
111
g. g. d,y basis
Nim
s
Pa.s
Pa .s
9-1

APPENDIXA1
COM POSITIONS OF POWDERS TESTED
I Orv Powder Product Fat Lactose Protein
(%TS) (%TS) (%TS)
Agglomerated WMP 31.09 37.82 25.91
High heat WMP 27.38 38.33 27.07
Regular WMP1 28.44 40.68 24.9
Instant WMP 29.75 39.77 24.69
Regular WMP2 26.94 40.93 25.91
Instant SMP2 0.79 52.98 38.19
Instant SMP1 0.62 57.84 34.27
Medium heat SMP 0.83 53.01 38.05
SMP 0.52 57.19 34.06
Butter milk 9.33 51 .3 31 .92
MPC 44 0.83 47.56 43.52
MPC 56 1.35 31.29 59.36
MPC 70 1.46 18.16 72.86
MPC 85 1.67 4.17 8854
Whey protein Isolates 0.52 1.05 96.34
GUMP 15.46 49.48 27.84
White cheese 42.05 27.9 21 .23
LFCP 55 55.84 24.37 16.24
HFCP 70 71 .79 13 33 12.31
Amorphous Lact. 0 100 0 ..
Product compos,11011 s were supplied by Fonterra.
I 0-1

APPENDIXA2
SMP INST A~T SMP 2
8
7
6
-~ 5 ·.;; g_ 4
" 0 3
* 2
0 0
120
100 u ., ~ 80 g> ::!,
~ 60 " e ~ 40 E ., ,...
20
0
♦ 72.2 dogreo C ■ f---------· •• ••.• -------·-• 80 5 degree C
_ • 68 2 degree Cf ••••••• • •••• _. __ • _ . • • • • • • • • ••• ••• • 60 5 degree C
10 20 30
RH %
40 50
St1duness curve / Tg• X tne
Critical?(' value = 38 t
0 0.1 0.2 0.3 Water activity
0.4 0.5
60
0.6
10-2

12
10
C 8 :~ "' 8. 6 <> .., #- 4
♦ 80,SdegreeC
■ 72.2 <legreeC A 68.2 degreeC • 605d reeC
2 -------------- --
0 10 20
100 ·-90 .. . .
···------------·--·----,1
•
---------------S1ope = 0 34 R"2 =-0 7431
30 50 60 70 80
T-Tg
80
--~ -~--- - -- -u
" ~ "' " ! a e <> C. E ., ,_
70
60
50
40
30
20
10
0
--Tg \..."tCtOSoe
•• •39 7{0¾ c.e,pos1tion)
xo:~2 6(1\.depos1t1on)
x=S4 3(5% dep0$ition)
• ...,_K=-66.9 (10% deposition) -+-x~3.S (15°4 de~Ulon
0.1 0 15 0.2 0.25
--~ .. .. .. -~ ...:~~---- - -----
- ------~ .. ..
0.3 0.35 0.4 0.45 0.5 0.55 0.6
Water Activity
10-3

MEDIUM HEAT SMP
90
80
70
♦ 80 5 degreeC ■ 72 2degreeC ~----· ·········· -· ··--·-- · --- -------- -- ----~
c: 60 .2 -~ 50 g_ ,3 40
* 30 20
,. 682degreeC1 •.••.... ..............••. . ........ ·a · . ... • 60 5 deg,eeC, • •
10 · · · · •
0
0
100
90
u 80 ., 70 &
"' ., :!:!, 60 & 3
50
~ 40 0.
30 E ., >- 20
10
0 0
10 20
0.1 0.2
30
RH%
0.3 Water Activity
40 50
0.4 0.5
60
0.6
10-4

80
70
60 C: .g 50 ·;;; 8. 40 ., 0
30 ... 20
10
♦ 80.5 de,greeC ■ 72.2 deg,eeC
.1•68 2de91..C • 605de &eC
•
---------------- - . .J
s~oe =333 __ _ R'2 • 0 7<22
0 0
y-.. -~.-.L----~10-- - ~ ~o- - ~• .... 3,.0-■■,-~-----'40._ _ __ 50 _ ___ 60 ____ ~70
100
90
80 G
70 ~ g> 60 ~ ~ 50 :,
~ &
40
E (!!.
30
20
10
0 0
•
--19 lacto$e
• x=-40 2 (0,. dtPOSll.otl)
x=o11 7(5°',. depo1i:ion)
__._x:.44 7( 15°4 ClePOS<iliOt'I)
0.1 02
T-T9
0.3 Water Activity
0.4 0.5 0.6
10-5

INSTANT SMP (REPLICATE)
80
70
60
5 50 . .,, ·;;; &.40 "' 0 * 30
20
10
0 0
100
90
80 u
70 " " ~ "' 60 .. ,, .. 50 ~ ::, .. ~ 40 Q. E 30 ., ...
20
10
0
' • 80 S deg<eeC! i ■ 73 degreeC • - - - - - - - - - - • - - - .. • • • - - - - - - - - - - - -
• 68 2 degreeC -, . 60 Sdegreec· - -- - · -- · · - - - · · · · ·" · • ·- · · · - · · -
0
10 20 30
RH(%)
········-··· .. ~ --· lg lactose curve
0.1 0.2 0.3
Water Acticity
40
0.4
50
Stickineu curvo / Tg +X lint
Critlcal -X'value= 41.7
0.5
60
0.6
10-6

C .g ·;;; 0 C.
" ,, ~ •
70
60
50
40
30
20
10
♦ 80.5 degreeC ■ 73 degreeC - - • . • • • ••• - - - - ••••• • - • - - - •• - .
• 68.2 degreeC
1 • 60.5 degreeC f- - - -- • • • • • • -• - - - - • • • • - • - • - -• •
• •
Slope= 2.95 R•2 = 0.789
0 -1---~-----◄·---......... ~ - ------
0 .0 10.0 20.0 30.0 40.0 50.0 60.0 70.0
T-Tg
10-7

_ ♦805de9reeC .. ___________________ _ 20
18 16 14
.. ■722degreeC ____ __ _ ___ .... ____ __ ___ ________ ___ .. .& .. ___ __________ _
1,, 68 2degreeC
C:
.g 12 ·.; 8. 10 " .,, 8 '#
6
4
- • GOSdegreeC - ---- ------ - -- -- ----- -- - - - ----- - - ----
• -----------$ !ope a: O 78 R"2 .0 7336 •
2 ......... .
0 -'---~- - - ...--------- '>"'-----~--....----0 10 20 30 50 60 70
r.r9
100
90
80 6 70 " e C) 60 " :!:!. e .a 50 I:: " 40 0. E
" ,_ 30 --Tglact~
20 · 1 --)(=38 (0% deposnion)
10 · l x-=44 4(5% depos11,on) . _._x=57 2(15% deposition)
0 0.1 0.15 0.2 0.25 0.3 0 .35 0.4 0.45 0.5 0 .55 0.6
Water Activity
10.9

HIGH HEAT \\IMP
14
12
_ 10
~ C 8 .2 ·~ 8. 6
c3 4
2
i3 ., ~ 80 0) ., ~ ~ 60 2 e & E .,
40
>-20
0
0
0
♦ 72.2 degree C ■ 80.S degree C .t. 68 2 degree C • 60 5 degree C • replicate 80 5 de eeC
10
0.1
20
0.2
30 RH (%)
40
-•--•
50 60
Sockiness curve I
--.... ~ /~ . Tg •X_ •~~ _______ _
0.3
Water Activity
0.4 0.5 0.6
I 0-10

G' $ g> :!e. ~ :,
"§ 8. E r!!
8
7
6
0
100
90
80
70
60
50
40
30
20
10
0
♦ 80.5 degreoC ■722degreeC - - -- -- • --·· •· ••• - - - - - - ------- • ....... " ••
:~g.~~J~::g L------- ---------- --- -- -------• . --
10 20
j--Tg Lactose
- •• 33 7(0% depos,toon)
x~45 7(5% depso1110n)
- x=69 8(15% depoS4tion)
0.1 0.2
30
T-Tg
--------------- ·
0.3 0.4
Water Activity
• Slopo: 0.<2 R11-2 • 0 6691
50
0.5
60
0.6
10-11

REGULAR WMP I
-~
35
30
25
·";i; 20 8. ,3 15
120
_ 100 u ~ g, 80 :!:!, & 60 .a t; 8. 40 g ,_ 20
I ♦ 722d&greec l ■ ■ 80.5degree C ·" · · · · · - - -- · - -- - - - - - - - - · - · · • · · · ; · - · · · · -- · - · · · ·
-'- 68.2 degree C 605de r,,eC .••••..••••••
10 20 30 40 50 60
RH(%!
---Tg lactose CUNe
o+-----------------------..::::....-0 0.1 0.2 0 .3
Water Activity
0.4 0.5 0.6
10-12

35
30
25 C
.g 20 ·.;; g_ ~ 15 ?fl.
10
5
0
♦ 80.5 degreeC ■ 72.2 degreeC • 68.2 degreeC • 60.5 degreeC
10
•
20 30
T-Tg
•
Slope= 1.2 R'2 = 0.7346
60
,= l _ 80
---------.......... . - - - --_.._ - - - - . - - - - - - ---u
t 70 a, " :;!. 60
" ~ il 50 ..
~ .. 40 Q.
E 30 " ...
20
10
0
0.1
--Tglactose --x=37 1 (0% depos1t10n)
x=• 1 2(5% deposnlon) ·x=-49.5 15% de s.ition
0.2
- ___ -:---~---------
0.3 0.4 0.5
Water Activity
70
-.
0.6
10- 13

INSTA' ff WMP
*
35
30
25
5 20 :i: <I>
& 15 ., 0
10
♦ 60 5 deg,eeC ::~.!:::~ -----------······--- ------- -----~:1:;19·-- -- -----• 682de reeC -------- ···· .. ···· -- -- -------- ········ · ·--- ·----
•
::<~ 0 -J,... _ ____ ,...,,_ _ _,...., ........ .... - --=F":::C....-::1:..- .-.e::i._ ______ ..., 5
0
100
90
u 80
" !'. 70
"' " 60 :s. ~ 50 a
40 1:: " 0. 30 E " .... 20
10
0
10 20 30 RH%
Tg lactose
40 50 60
S11okm.ess curve! ~g--X tTne··-----
0 0.1 0.2 0.3 Water Activity
0.4 0.5 0.6
10-14

9
8
7
i: 8. ~ 4
* 3
z
• ao.5 degr .. c - r---- ---- ----- -- --------- ---------- ----------------■ 72 2 <legreeC
· • 682degreoer··········· ··················· ····· ... · . ......... . ■ 605de reeC ________________ ... __ ------ ··-· · ·
Slope • 036 · · ; · ·- -- R?•t =os1s2 . ---- ---------
• oL----- - - ----..-- -:::<04 -----------.
0 10 20
100
90
80 G .. e 70
"' 60 .. :,!. e 2
50
I:! 40 " 0. E 30 " ... - TglaC1osB
20 - x=38 2(0% depos,uoo)
10 --••52 0(5% depos111on) -+-x•79 8 (15% deposi11on)
0 0.1 0.2 0.3
30
T•Tg
0.4
Waler Activity
50
0.5
60 70
0.6 0.7
10•15

REGULAR WMP 2
30
25
5
♦ 80 5 degreeC ■ 78 2 degreeC ___ • _________ ••••• ~. _ .
• 68 2 dcg,eeC • 60Sde eeC
•
0 .!.....--~- - ~ 4 _.;t.._._...L-L--~--~--0
120 l 100 ..••
G' ., ~ 80
& I!! 60 .2 e: f 40 ., >- 20
10 20 30 40 Relative Humidity{%)
•
T g lactose curve
so 60 70
Stickiness curve I Tg •X 1n.e
Cn1i,c;a1 ·x va ue = 39 ,
o.L.---~--------~----------__::.__ 0.0 0 .1 0.2 0.3
Water Activity
0.4 0 .5 0 .6
10-1 6

G' 0 !!' "' <> ~ <>
~ a; C. E " ...
30
25
5
1+ 80.Sdegreac! ■ 78 2degreeC~ - - - - - - - - • • • - .. - - - - - - - - - - - - - - - - - • • 68.2 degreeC I • ■ 605degreeC _______ _
············ .';,.a . . .... Slope= 1 07 ._ R"'2 11: 05617
• • • 0 -1--------♦---<11--------=--~------~ 0
100
90
80
70
60
50
40
30
20
10
0
10 20
- Tg Lactose - x<40(0% depos,t,on)
o x~44 7 (5% dopos11.t0n)
--x•54 (15% deposnion)
30 40 50 60 70
T-Tg
o., 0 .15 0.2 0.25 0.3 0.35 0.4 0.45 0 .5 0.55 0.6
Water Activity
10-17

MPC 44
80
70
60 C: ,g 50 ·;;; g_40 Cl> 0 ~30 0
20
10
0
0
100
90
80
u 70 e... e so :, e so &, 40 E ~ 30
20 10
MPC AND WHEY PROTEIN
• 80.5 degreeC •..•••......••• _____ •• ■ 72.2 degreeC
• • 68.2 degreeC • • - • · · · · · · · · · · -
_ ~-6_0.5 degree~J. ··--··- ....••. __ •
10 20 30 40 Relative Humidity(%)
50 60 70
Critical ·x · value== 44.5
0+------------------~--------~ 0 0.1 0.2 0.3
Water Activity
0.4 0.5 0.6
10-18

C: .2
70
60 • 80.5 degreeC ■ 72.2 degreeC
50 _ • 68. 2 degreeC • 60. 5 degreeC
'ii 40 8. ~ 30
20
10
---····· · ··-·· .... ······ y · --· · ....
•
o.._ _______ ...,..,__~--+-~+'!--~----------
90
80
70
~ 60
~ 50 :,
! 40 °' E ~ 30
20
10
0
o 10 20
• i --Tg Lactose - x=42 7 {0% depos.ruon)
~ ~ X!t44 6{S%depos1t1on)
L:_ x:48.4(15% deposition)
0.1 0.15 0.2 0.25
30 60 70 80
·.------
'
0.3 0.35 0.4 0.45 0.5 0 .55 0.6
Water Activity
10-1 9

MPC 56
8
7
6 C .g 5 ·.; 8.4 ., a *3
2
0 "' ~ a> "' :!:!.
" ;; ~ ., Q. E ., I-
♦ 80 5 degreeC - ■ 78.2oogteeC -- - - - ---- -·- - - - -- ----------- --·- ·--·. · ;,.· ·· -·-----·
_ &682degreeC __ ···········----- -------- --·-· ········-- --------• 60 5 d ...... reeC
0 10 20 30 40 50 60 70
120 l 100 - - - - -
80
60
40
20
0 0 0.1
Relative Humidity(%)
0.2 0.3
Water Activity
0,4
- -Stickiness CUN@/ Tg + X lt~
0.5 0.6
10-20

8
7
6
• 80.5 degreeC ■ 782dogreeC - -- ···· ... • ••·· · ·--- · - --- · · · · · ---·· · · ·• • ... • ·· · · -- --- ·-
-~ 5 ·i 8. 4 ,3 .... 3
- .a 68 2 degreoC I • 60 S degreeC.
2 ........ .... . .• Slope= 0 .34 ~-i ,o· 6738 · · · · · · ·
o,L_ ______ ,,_._ _ _ ___.,.._.,_..._.,L; _ __ ~------o
100
90
6 80
• e 70 "' • ~ e ? e
60
" ., E {=
50
40
30
20 0 I
10
. .
- - Tg Laciose
20
- • 1,=41 ! (00-. 0.00StllOfl) _._x,.50 4 11% oeoot11oon) ~ s.1162 , (S~ <tePOS11ion) ---s=78 !{10'1. otc)c)st.on)
0 15 02 0 25
30
0.3
40
T-Tg
0 35
Water Activity
04 0 45
60 70 80
05 0.55 06
10-21

MPC 70
120 .,--_-_-_-_-_-_-_-_-_-_---------------------------, ♦ 80 S degreeC
1 00 _ • ■ 78 2 dogreeC
-080 L _~;-~_:::~~. ---.......... _ ~ C
1::: ~:: ::: ....... :: . : : :· :: :: :: :: .. . 020- ······
0
120
100
u • • 80 .. • e. ~ i!
60
• ; .. 40 E • ...
20
0
0
10 20
Tg lactose curve
0.1 0.2
30 <O
A:Olatwc Humidity (%)
0.3
Water Activity
50 60 70
Stickiness a uvtl Tg •X llne
Critical ·x· v•tue = 49.7
0.4 o.s 0 .6
10-22

1.4
1.2
i 08
i ~ 0.6
04
02
0
140
120
6 ~ 100 g> ::!.
" =, 80 °§ 8. E
" ... 60
40
20
• 80 5 deg,eeC ■ 78.2 degreeC • • ... • ... • • • • • • - • • • • • • • • • • ·
• 68 2 degreeC • 60.Sde reeC -------------·-····
0
--------·--------Slope • 0 084 R'2 • 06345
10 20 30 40
T-T9
' ' ' ' ', ', ..............
--Tg Lac.toss - •T-Tg (O .. deposi!1on) - T-tg (2 11K, <1,tp011.1tlon)
- T-T 4%de ·-0. 1
-···-----
0.2 0.3 Water Activity
•
so
0.4
70
-0.5 0.6
10-23

MPC 85
1.4
1.2 ♦ 80.5 degreeC ■ 72.2 degf8eC - - - - - - . -• 68,2 degteeC
- • 60.Sde reeC ................. .............................. ............ -·-··· ·-C .II -,o.s 8. c3 0.6
0.4
0.2 - - - - - -• o L-----..__~ .._ _ _.___,,~ ----~ - -=-°:t---l!<'...:_ ___ _
0 10 20
120
100 u .. ~
"' 80 ..
:!!. .. 60 ~
~ ;. ; Q. 40 E " >-
20
0 0 0.1
30
0.2
40 RH %
0.3
Water Activity
50
0.4
60 70
- -Stickiness curve / Tg + X lino
Critical 'X' value= 51. 1
0.5 0.6
10-24

0.9
0.8
0.7
3 0.6
i 0.5 0 Q.
c3 0.4
* 0.3
0.2
0.1
0 0
1201
100
G " 80 & "' " ¥- 60 3 ~
;;; 0. c • ... 40
20
♦ 80.5 degreeC ■ 72.2 dcgrccC A 68.2 degreeC • 60.5 do rooC
10 20
' ' ' ' ' '
•
'
--T9 Ltd OH
- - ii1l49.t (0% Gep051bQn)
a •• 73.7 (1% oepo$tll0n)
_.,._.A•98.4 (2% deposi11on)
30
• a a a a a
-' ---
40
T-Tg
-
..
• •
.. I! ____ -~o~:_oo~i:
4 R'2=06383
r '"·- •---- '
60 70 80
• -- •
a
' ' ' a
a
' ' a
' a
---- ---······-- ------- ~----· ... ' ---• • 123.0 t3"'- oel)O&IIIOl'I)
o L.=:::::::=;::::=:=::::::=~-----------~~------~• 0 0.1 02 03 0.4
Water Activity
0.5 06 07 08
10-25

WH EY PROTEIN
0.9
0.8
07
0.6
I os 8. c3 0 4
-,_ 03
02
0 1
., ♦ 80 5 deg1eeC - - - - - - - - - - - - - - • .... - - - - - - - - - - - - - - - - - -■ 722"°9'eeC
., • 682degreeC ---··----
... • 60.Sd reeC ....................................... ~---------
10 20 30 40 50
RH %
60 70
100
90
80
Sttck1ness curve/ T9 •X hne
Cntieal ·x· value = 5-0 5
20 -- - -Tg lactose curve
10 --------------
0-1--------------~-------------~ 0 0 1 02 0.3 0 4 05 0.6
Water Activity
10-26

09
08
07
06 C
~ OS & ~ 04 $
03
02
01
0 0
140
120
~100 ~ .,, " :!,
! 80 ~
e " C. E :: 60
40
20 0 1
♦ 80.5 degre-eC - ■ 72.2 degr&eC • • • • • • • • • • • • · · · · · · · · · · · · · · • • • •
• 68.2 degreeC • 60.Sde reeC\ •• • • •••• •• • •·• · ·· ·- --- ·- •• ••• • •
• 10 20 30
02 03 04
• 40
T-Tg
0.5
Water Activity
0.6
60
Slope = 0 0433 R"2 = 0.8044
70 80
- Tg t.aciose - r. Tg (M. depo:si!>On) - T-Tg (2'!. Clepositionl ~ T-T ,, <I oon
0.7 08
10-27

SPECIALITY BUTTER M ILK POWDER
G ~
~
"' V ~ e 2 ~ 1( c ~
40
35
30
10
5
1 ♦ 80.5 d&gr&eC
■ 72 2 oogreeC • 682clegreeC 1······
......... ···· ;,··
>< 60 5 oogrooC ----~--~------------------- ------··········-
•
...
0 L_ ____ ....,,__ _____ -.,,t.::.....,,...,~ ............. L.._.,.....c._ ______ _
0 10 20
100
90
80
70
60
50
40
30 ••••.••••••••••..••.
30 RH %
4() 50
Stickiness curve I T g -+ X hne
60
20 -l-------------------,-::,,..- -----~ 0 0 1 0.2 0.3
Water Activity
04 OS 0.6
10-28

I
40
35
30
25
8. 20 ., " .. 15
♦ 80 5 degreeC ■ 72 2 degreeC - - - - - - ••••••••••••• A 68.2 degreeC • 605de reeC ...
10 · • • • • ........ -~ .... I
5 '\
•
•
..
Slope= 1.33 R0 2 = 0 7145
0-'--------- -+------ - - - """'-----------0 10 20 30 50 60 70
T-Tg
100
90
80
u 70 " e "' .. ~
60
f 50 , ~ 40 8. E " ... 30 _._ ;~T~7o~edeposuion) r--- -- -- -- -- -----
20 - r .tg (5~ <1tpo$ition) ·
10 - 1 .Tg ~10%Clt1)0$1:1on)~ ____________________ ____ ....................... ...
o.l----~---~------ ------~-----, 0 0.1 0.2 0.3
Water Activity
0.4 0.5 0.6
10-29

GUMP
7.0
6 .0
5.0
C
,g 4.0
l ~ 3.0 ...
2.0
♦ 80.5 degrecC
•. ■ 72.2 degrecC • 68.2 dcgrceC • 60.5 d-reeC
1.0 - · - · · · - · · - ·
0 10
120 ] 100
0 " e 80
'" " ~ e E
60
e • a. E 40
" ....
20
0 0 0.1
20
0.2
30
RH r/41
•
50 60
Stickiness curve /
rg•Xllne ✓----------- -
0.3
Water Activity
0.4 0 .5
70
0.6
10-30

7.0
6.0
5.0
e .2 4,0 ~ g_ ~ 3.0 ...
2.0
1.0
0
~ 90 e e, 80 ~ 0 70 ~ ~ 8_ 60
E ~
♦ 80.5 d09rceC • ■ 72.2 degreeC
& 68.2 degreeC
• 60.5 de reeC
10 20
• 30 40
T-Tg
:: ~:: :: :: . · :::::: ... : .. 30 • • .••.••.••• . •..•
20 0 .2 0.25 0.3 0.35 0 .4
Water Activity
•
so
= 0.45
..
Slope • 0.332 R"2 = 0.817
60 70
- Tg Lactose ...,_T-Tg (0%)
0.5 0 .55 0.6
10-3 I









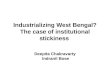













![eGov-Feb-2011-[42-44]-Stickiness Grows](https://img.pdfslide.us/doc/110x75/568c35491a28ab023593ad10/egov-feb-2011-42-44-stickiness-grows.jpg)