Embed Size (px)
Citation preview

Øivind Wilhelmsen
THE STATE OF MINIMUM
ENTROPY PRODUCTION
IN REACTOR DESIGN
A Thesis Submitted to the Department of Chemistry, Faculty of NaturalSciences and Technology, Norwegian University of Science and Technologyin Partial Fulfillment of the Requirements for the Degree of Master ofTechnology.. Trondheim, 12th January 2010


Declaration
I declare that the research presented in this thesis has been carried out independentlyand in agreement with “Reglement for sivilarkitekt- og sivilingeniøreksamen“.
Trondheim, 12th January 2010
Øivind Wilhelmsen
i


Preface
This thesis was submitted to the Department of Chemistry, Faculty of Natural Sciencesand Technology, Norwegian University of Science and Technology (NTNU) in partial ful-fillment of the requirements for the degree of Master of Technology (M.Tech.), and con-cludes a five year education programme leading to a M.Tech degree in Physical Chemistryat NTNU.
The thesis work was limited to 20 weeks and was carried out between 21th August2009 and 12th January 2010 at the Norwegian University of Science and Technology,Trondheim, under the supervision of Professor Signe Kjelstrup (Department of Chem-istry, NTNU, Trondheim) and Dr. Margrete H. Wesenberg (Statoil Research Centre,Trondheim).
iii


Acknowledgements
First, I would like to thank Professor Signe Kjelstrup, who has been my main supervisorduring this thesis and the last two years of my study. Her ability to analyse results,create order in chaos and to always have a smile on her face has been most appreciated.I thank Dr. Margrete H. Wesenberg who has been the co-supervisor of this thesis for herinsight in the reforming process and her illuminating suggestions on how to put theoryinto practice. I would like to thank Leen van der Ham for helpful discussions, and EinarRyeng for help with computer-related challenges. I would also like to thank my familyand my significant other, Liv-Turid, for the encouragement and motivation.
Finally, I would like to thank all those who have worked with the entropy productionof reactor systems in the past and made this work possible, in particular Eivind Johan-nessen, Lars Nummedal, Audun Røsjorde and Erik Sauar.
v


Summary
The aim of this thesis has been to understand how the energy efficiency can be improvedin the steam reformer and chemical reactors in general, by reducing and also minimiz-ing the entropy production. The steam reformer is a chemical reactor which produceshydrogen from natural gas and steam. This thesis presents optimal heating strategies ofthe reformer with a range of possible feed gas conditions. The optimal heating strategyis here defined as the temperature-profile at the outside of the reactor from which heatshould be transferred to produce minimum total entropy production. Several heat trans-fer mechanisms are taken into account, for example purely convective, purely radiativeheat transfer, or the mix of the two. The investigations show that the optimal heatingstrategy is largely dependent on the heat transfer mechanism, both quantitatively andqualitatively. The study also shows that the first objective in energy efficient steam re-former design should not be to approach the optimal heating strategy, but to improve theheat transfer. Many of the optimal heating strategies however, end up on a common bandin state-space called “the highway”. The highway can be characterised as having a uniqueratio between thermodynamic fluxes. In contrast to the optimal heating strategy, thehighway is insensitive to changes in the heat transfer mechanism. A reaction mode anda heat transfer mode can be identified by the ratio of the heat flux to the reaction rate.These modes exist for a large number of optimal solutions, and the length of the modesdepends on the boundary conditions of the problem. The results of these investigationsmay contribute to the design of new steam reformer reactors in the future.
The thesis also presents a full model of a gas heated reformer, which is a reformer tubeheated by a hot gas flowing in an annular heating section. The full model includesdiffusion in the catalyst pellets, radiation and convection in the annular heating sectionin addition to the already established reformer tube model. Since a hot gas-flow heatsthe reformer tube for the full model, the heating strategy is fixed by the inlet conditionsof the hot gas. Geometrical design variables such as the length of the reformer, thehydraulic diameter of the annular heating section and the diameter of the catalyst pelletshave been investigated with respect to production of entropy and hydrogen. The optimalsize distribution of catalyst pellets along the reactor has been found. It shows that acontinuously increasing size-profile of catalyst pellets with small pellets in the beginning,and larger pellets in the end should be applied to produce minimum total entropy. Theaim of the investigations associated with the full gas heated reformer model was to seehow hydrogen could be produced in a more energy efficient way in already existing reactordesign.
vii


Sammendrag(summary in Norwegian)
Malet med denne diplomoppgaven har vært a forsta hvordan energieffektiviteten kanforbedres i dampreformering og i kjemiske reaktorer generelt, ved a redusere og ogsa min-imere entropi-produksjonen. Dampreformeren er en kjemisk reaktor som produserer hy-drogen av damp og naturgass. Denne diplomoppgaven presenterer optimale oppvarmings-strategier av dampreformeren ved mange forskjellige forhold og grensebetingelser. Denoptimale oppvarmings-strategien er her definert som temperatur-profilen pa utsiden avdampreformeren der varme overførers fra, som gir minimum entropi-produksjon. Fleremekanismer for varmeoverføring har blitt studert, for eksempel ren konvektiv varmeover-føring, ren stralingsvarme eller en blanding av de to. Undersøkelsene viser at den optimaleoppvarmings-strategien er svært avhengig av varmeoverførings-mekanismen, bade kvali-tativt og kvantitativt. Studien viser ogsa at det første malet i energieffektivt design avdampreformere ikke bør være a tilnærme den optimale varmeoverførings-strategien, men aforbedre varmeoverføringen. Mange optimale løsninger ender opp i et felles band i rommetav tilstandsvariable, som har blitt kalt “motorveien”. Motorveien har den spesielle egen-skapen at mange av de termodynamiske fluksene i systemet har et unikt forhold pa den. Ikontrast til den optimale oppvarmings-strategien, er ikke motorveien sensitiv for endringeri mekanismen for varmeoverføring. En reaksjons-modus og en varmeoverførings-moduskan identifiseres av forholdet mellom varmefluksen inn i reaktoren til reaksjonsraten.Disse modusene eksisterer for mange av de optimale løsningene, og lengden av disse eravhengig av grensebetingelsene for den optimale løsningen. Resultatene fra disse studienekan bidra til design av nye dampreformere i framtiden.
I denne diplom-oppgaven presenteres ogsa en komplett modell av en dampreformer varmetav en gass som strømmer i en annulær varmeseksjon parallelt med reformer-røret. Mod-ellen tar i betraktning diffusjon i katalysator-pelletsene, straling og konvektiv varmeover-føring i varmeseksjonen i tillegg til reformer-røret som allerede var modellert. Siden envarm gass varmer reformer-røret i den komplette modellen, er varmeoverførings-strategienallerede bestemt av inngangsbetingelsene til den varme gassen. Geometriske designvari-able som lengden av reaktoren, den hydrauliske diameteren i varmeseksjonen og diame-teren pa katalysator-pelletsene har blitt undersøkt med hensyn pa hvilke effekter de harpa produksjon av hydrogen og entropi. Den optimale fordelingen av katalysator-pelletsmed forskjellige størrelser i reformer-røret har blitt funnet. Resultatene viser at en kon-
ix

tinuerlig økende størrelses-profil med sma pellets i starten, og større pellets nær sluttenbør brukes for a produsere minimum entropi. Malet med studiene av den komplettedampreformer modellen var a se hvordan mer energieffektivt hydrogen kan produseres ireaktorer som allerede finnes i industrien.
x

Nomenclature
Greek symbols
ε Porosity (−)
εp Void fraction of the pellet bed (−)
εw Wall emisitivity (−)
ηj Effectiveness factor of reaction j (−)
ηII Second law efficiency (−)
λ Multiplier function (−)
µk Chemical potential (J/kg)
µk,0 Standard state chemical potential (J/K)
µv,i Gas viscosity of component i (Pa · s)
µv,m Gas viscosity of the mixture (Pa · s)
Ω Cross section area (m2)
φik Intereaction parameter between gas component i and k (−)
ψi Dipole moment of component i (−)
ψr,i Reduced dipole moment of component i (−)
ρ Density (kg/m3)
σ Local entropy production (J/Ksm3)
σr The Stefan Boltzmann constant (W/m2K4)
τ Tortuosity factor (−)
ξi Reduced inverse viscosity of component i (−)
ξj Degree of conversion for reaction j (−)
xi

Roman symbols
(∑v) Diffusional volumes (−)
Grx Gibbs energy of the reaction (J/kg)
Hrx Enthalpy of the reaction (J/kg)
Srx Entropy of the reaction (J/kgK)
A Area (m2)
a(z) State equations, optimal control (−)
Ai Constant in the model for the thermal conductivity of component i (−)
an,i The n’th constant in the model of the heat capacity of component i (−)
Bi Constant in the model for the thermal conductivity of component i (−)
Ci Constant in the model for the thermal conductivity of component i (−)
cP,i Specific heat capacity of component i (J/kgK)
D Diameter of the reformer tube (m)
DB Bulk Diffusivity (m2/s)
Dk Knutson Diffusivity (m2/s)
DM Parallel Diffusivity (m2/s)
dp Diameter of Pellets (m)
dh,a Hydraulic annular diameter (m)
Di Constant in the model for the thermal conductivity of component i (−)
f Friction factor (−)
Fc Correction factor for Annular Nusselt number (−)
F 0P,i Polarity correction factor of component i (−)
g(z) Local function, optimal control (−)
H Hamiltonian (−)
h(z) Boundary value function, optimal control (−)
hk Intensive enthalpy (J/kg m3)
xii

hw Wall heat transfer coefficient (W/Km)
Hw,d Highway function (K)
J(u) Performance measure, optimal control (−)
Jf Thermodynamic flux (−)
Jk Diffusive flux (kg/m2s)
Jq Total heat flux (J/sm2)
Jq,conv Convective heat flux (J/sm2)
Jq,rad Radiative heat flux (J/sm2)
k Thermal conductivity (W/Km)
kc Constant which represents co or counter flow (−)
kg,i Thermal conductivity of component i in the gas (W/Km)
kg,m Thermal conductivity of the gas mixture (W/Km)
Li,j Coupling coefficient between force i and j (−)
Mi Molar mass of component i (kg/kmol)
Nu Nusselt number (−)
Nuw Wall Nusselt number (−)
P Pressure (N/m2)
Pr Prandtl number (−)
q Heat (J/m3)
R Diameter of reformer reactor tubes (m)
Rg Universal gas constant (J/kgm3)
Re Reynolds number (−)
S Extensive entropy (J/K)
T Temperature (K)
t Time (s)
T0 Reference temperature (298K) (K)
xiii

Tc,i Critical temperature of component i (K)
Tr,i Reduced temperature of component i (−)
u(z) Control variable, optimal control (−)
V Volume (m3)
v Convective speed of the fluid (m/s)
vj,i Stoichiometric coefficient of component i in reaction j (-)
W Lambert W function (−)
w Work (Nm)
wid Ideal work (Nm)
wlost Lost work (Nm)
Wc,d Configuration factor between the surface c and d (−)
x(z) State variable, optimal control (−)
Xf Thermodynamic force (−)
z Axial position of the reformer (z)
Zc,i Compressibility factor of component i (m)
Zd Radiosity of surface d (J/sm2)
xiv

Subscripts
1 Radial position at the reactor wall (see Fig. 2.3)
2 Radial position at the reactor wall (see Fig. 2.3)
3 Radial position at the reactor wall (see Fig. 2.3)
a Annular heating section
c Critical value of a variable
i Component number
in Into a process
j Reaction number
out Out from a process
p Catalyst pellet
r Reduced value of a variable
Superscripts
0 Initial conditions
T Transposed
Abbreviations
ATR Autothermal Reformer
CFD Computational Fluid Dynamics
EoEP Equipartition of Entropy Production
EoF Equipartition of Forces
GHR Gas Heated Reformer
GTL Gas to Liquid
LNG Liquefied Natural Gas
SMR Steam Methane Reformer
xv


Contents
Declaration i
Preface iii
Acknowledgements v
Summary vii
Sammendrag (summary in Norwegian) ix
Nomenclature xi
Contents xx
1 Introduction 1
1.1 Motivation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.2 Entropy production and the second law efficiency . . . . . . . . . . . . . 2
1.3 The optimization . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1.4 Aim and outline of the thesis . . . . . . . . . . . . . . . . . . . . . . . . 3
2 Theory 5
2.1 Hydrogen production from Natural Gas Reforming . . . . . . . . . . . . 5
2.1.1 A typical reforming process . . . . . . . . . . . . . . . . . . . . . 5
2.1.2 The reactions in reforming . . . . . . . . . . . . . . . . . . . . . . 6
2.1.3 The reactor unit . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
2.2 The GHR Model . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2.2.1 The catalyst pellet model . . . . . . . . . . . . . . . . . . . . . . 10
2.2.2 The reactor tube model . . . . . . . . . . . . . . . . . . . . . . . 11
xvii

2.2.3 The model of the annular heating section . . . . . . . . . . . . . . 12
2.2.4 The model of the total heat flux . . . . . . . . . . . . . . . . . . . 13
2.2.5 The models for the convective heat flux . . . . . . . . . . . . . . . 14
2.2.6 The model of the radiative heat flux . . . . . . . . . . . . . . . . 16
2.2.7 The radial energy balances . . . . . . . . . . . . . . . . . . . . . . 16
2.2.8 Thermodynamic models for the gas mixture . . . . . . . . . . . . 17
2.3 Non-Equilibrium Thermodynamics . . . . . . . . . . . . . . . . . . . . . 17
2.3.1 Non-Equilibrium Thermodynamics and the reactor model . . . . . 18
2.3.2 Consistency check of the total entropy production . . . . . . . . . 18
2.3.3 Theories proposed in literature for minimum entropy production . 19
2.4 Optimal Control Theory . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
2.4.1 The standard formulation in optimal control theory . . . . . . . . 20
2.4.2 Optimal control theory applied to the reactor model . . . . . . . . 22
2.4.3 Boundary conditions . . . . . . . . . . . . . . . . . . . . . . . . . 23
3 Calculations 25
3.1 Case 0: the previous reactor model . . . . . . . . . . . . . . . . . . . . . 26
3.2 Case 1: optimal heating strategy for the reformer . . . . . . . . . . . . . 27
3.3 Case 2: solution of the full GHR model . . . . . . . . . . . . . . . . . . . 29
3.4 Case 3: the optimal size-distribution of catalyst pellets . . . . . . . . . . 31
4 Results and discussion 33
4.1 Case 0-1: optimal heating strategies for specific cases . . . . . . . . . . . 34
4.1.1 Case 0: reproduction of literature-results with the new method . . 34
4.1.2 Case 1a-1d, fixed inlet temperatures . . . . . . . . . . . . . . . . . 35
4.1.3 Case 1e-1g, free inlet temperatures . . . . . . . . . . . . . . . . . 38
4.2 Case 0-1: optimal heating strategy in general, the highway . . . . . . . . 40
4.2.1 Case 0: reproduction of literature-results with the new method . . 40
4.2.2 The highway slope . . . . . . . . . . . . . . . . . . . . . . . . . . 40
4.2.3 Properties of the highway for systems with one chemical reaction 42
4.2.4 Properties of the highway for systems with multiple chemical reactions 43
4.2.5 Reaction and heat-transfer modes . . . . . . . . . . . . . . . . . . 44
4.2.6 The sideways into the highway . . . . . . . . . . . . . . . . . . . . 45
xviii

4.2.7 The functional form of the heat flux . . . . . . . . . . . . . . . . . 48
4.2.8 The accuracy of the highway function . . . . . . . . . . . . . . . . 49
4.2.9 How important is the highway in the reactor-space? . . . . . . . . 50
4.2.10 Can reaction rates linear in the driving force explain the highway? 51
4.3 Case 2: establishment of the full GHR model . . . . . . . . . . . . . . . . 52
4.4 Case 2: GHR design based on minimum specific entropy production . . . 59
4.4.1 Case 2b: the length of the reference reformer . . . . . . . . . . . . 59
4.4.2 Case 2c: the hydraulic diameter of the annulus . . . . . . . . . . . 61
4.4.3 Case 2d: the size of the catalyst pellets . . . . . . . . . . . . . . . 62
4.5 Case 3: the optimal size-distribution of catalyst pellets . . . . . . . . . . 63
4.6 Case 1-3: implications on previously established theories . . . . . . . . . 66
4.7 General discussion: error estimation . . . . . . . . . . . . . . . . . . . . . 69
4.7.1 Evaluation of the assumptions . . . . . . . . . . . . . . . . . . . . 69
4.7.2 Estimation of the errors associated with the semi-empirical models 70
4.7.3 Estimation of the effect of fluctuations in the initial conditions . . 71
4.7.4 Estimation of errors in the computation . . . . . . . . . . . . . . 71
4.8 General discussion: the optimal heating strategy . . . . . . . . . . . . . . 72
4.8.1 The optimization problem . . . . . . . . . . . . . . . . . . . . . . 72
4.8.2 The highways in state space . . . . . . . . . . . . . . . . . . . . . 72
4.9 General discussion: the design of the GHR . . . . . . . . . . . . . . . . . 73
4.10 Suggested directions for further work . . . . . . . . . . . . . . . . . . . . 74
5 Conclusion 75
Appendices
A The reactor model 79
A.1 The reactions of reforming . . . . . . . . . . . . . . . . . . . . . . . . . . 79
A.1.1 The model of the reaction kinetics . . . . . . . . . . . . . . . . . . 80
A.2 The thermodynamic models for the gas mixture . . . . . . . . . . . . . . 82
A.2.1 The model of the viscosity . . . . . . . . . . . . . . . . . . . . . . 82
A.2.2 The model of the thermal conductivity . . . . . . . . . . . . . . . 83
A.2.3 The model of the specific heat capacity . . . . . . . . . . . . . . . 84
xix

B The local entropy production of the GHR 85
C Algorithms and scripts in Matlab 87
C.1 The most important scripts in Matlab . . . . . . . . . . . . . . . . . . . 87
C.2 Case 0-1: the optimal heating strategy of the reformer . . . . . . . . . . 88
C.3 Case 2: solution of the full model of a GHR . . . . . . . . . . . . . . . . 91
C.4 Case 3: the optimal size-distribution of catalyst pellets . . . . . . . . . . 93
D Error estimation 95
D.1 Computational errors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95
D.1.1 The heat flux model . . . . . . . . . . . . . . . . . . . . . . . . . 95
D.1.2 The energy, specie and momentum balances . . . . . . . . . . . . 96
D.1.3 The model of the catalyst pellets . . . . . . . . . . . . . . . . . . 96
D.2 Errors in the semi-empirical models . . . . . . . . . . . . . . . . . . . . . 98
D.3 The effects of fluctuations in the initial conditions . . . . . . . . . . . . . 100
E The highway in state space 103
E.1 Linear reaction-rates along the highway . . . . . . . . . . . . . . . . . . . 103
E.1.1 Are the reactions near equilibrium at the highway? . . . . . . . . 103
E.1.2 Linearisation of the reaction rates . . . . . . . . . . . . . . . . . . 105
E.1.3 Linearised flux ratios along the highway . . . . . . . . . . . . . . 106
E.1.4 Are the reactions linear in the driving force along the highway? . 109
E.2 Are the principles of EoF and EoEP valid along the highway? . . . . . . 110
Bibliography 113
List of Tables 118
List of Figures 122
xx

Chapter 1
Introduction
1.1 Motivation
The consumption of oil, coal, gas and energy in general has more than doubled the lastfifty years on a world-wide basis [6]. During the same time, the atmospheric CO2 levelshave increased with over 36 percent [27]. Research on the area predicts a global warmingand a gradual change in living conditions on our planet. To reduce the need of energy andemission of green-house gases, more efficient processes in the industry are vital. A largepotential of improvement exists. The energy efficiency in process equipment as definedby the second law of thermodynamics, can be improved by as much as 80-90 percent forcertain processes based on new experiments and understanding of processes [12]. Thisthesis deals with energy efficiency in production of hydrogen by steam reforming. Sincethe USA produces nine million tons of hydrogen per year, mostly with steam reforming ofnatural gas, steam reforming is a great place to start the search for more energy efficientreactor design.
In able to place steam reforming into a greater context, it is necessary to ask the question:“ Why convert natural gas to hydrogen? ”. One obvious answer is that hydrogen is usedin subsequent production, for example of ammonia and methanol. Natural gas is one ofthe largest available sources of hydrogen, and steam reforming is the most common wayto extract the hydrogen. A less obvious answer is that hydrogen produced by naturalgas is important to make hydrogen an energy carrier used for example in transport [11].The combustion engine of an average gasoline driven car retain a second law efficiencyof about 18-20 percent [7]. The second law efficiency of hydrogen production by steamreforming ranges from 70-80 percent [11]. If a good thermal integration is carried out,production efficiencies can achieve up to 85 percent [11]. A state of the art hydrogenfuel-cell can achieve efficiencies up to 60 percent with the newest technology [4]. Thisgives a well to wheel efficiency of over 40 percent for a state of the art hydrogen drivencar. The use of hydrogen as an energy carrier has not yet taken off (2009) due to variouschallenges encountered, such as logistics and economy. There is however no doubt that
1

CHAPTER 1. INTRODUCTION
transport based on hydrogen from steam reforming, is more energy efficient than thecurrent gasoline driven vehicles. The improvement of the steam reforming process willcontribute to additional increase in the well to wheel efficiency of hydrogen fuelled vehicles.If the CO2 is captured in the steam reforming process, the environment can benefit evenmore from hydrogen compared to the gasoline driven society.
1.2 Entropy production and the second law efficiency
By energy efficiency we refer to the second law efficiency based on the second law ofthermodynamics. This law says that all non-reversible processes produce entropy. Allreal processes are non-reversible, and the entropy production is an indicator on howmuch of the work put into or extracted from the process which dissipates to heat throughirreversibilities. The second law efficiency denoted ηII , for a work consuming process suchas the steam reformer is:
ηII =widw
(1.1)
Here, w is the real work associated with the process, and wid is the ideal work necessaryfor a completely reversible process. The difference between the real and the ideal workis called the lost work, and is related to the entropy production for a process, (dS/dt)irr,through the Gouy- Stodola theorem:
wlost = w − wid = T0
(dS
dt
)irr
(1.2)
Here, T0 is the temperature of the environment. This is connected to the second lawefficiency of the steam reformer through:
ηII =wid
wid + T0
(dSdt
)irr
(1.3)
We can observe from the last equation that when the ideal work is fixed, minimization ofthe entropy production and maximization of the second law efficiency are equivalent opti-mization problems. For the problems encountered in this thesis, the chemical conversionof hydrogen and not the ideal work is fixed. This means that the clear connection betweenthe minimization of the entropy production and maximization of the second law efficiencyis lost. Equation 1.2 however, reveals that the entropy production is the true source ofirreversibilities, and will in this work be used as the objective function for minimizationand the measure of energy efficiency.
2

CHAPTER 1. INTRODUCTION
1.3 The optimization
Optimization of chemical reactors found in engineering literature have various objec-tive functions. The objective functions can roughly be divided in three categories [31]:Economy, Material and Energy. In the design of a commercial reactor system, all threecategories are important. This work will only focus on energy efficiency as measured bythe entropy production.
1.4 Aim and outline of the thesis
The first aim of this thesis is to increase the knowledge on how entropy production can bereduced in the steam reformer. The aim on a large time-scale is to contribute to more en-ergy efficient reactor design and a positive effect on the environment. The work has reliedon previously established methodology [22,29] to study and optimize a more sophisticatedreformer model than seen before in the literature with respect to the energy efficiency [29].
Chapter 2 gives an introduction to important theory and modelling used in this thesis.The first part of the chapter gives a general introduction to the most common reformertechnologies, before the model equations for the specific reactor system studied in thisthesis are given and explained. The second part of the chapter gives a short introductionto the thermodynamics of the system, and the mathematical tools used to find the stateof minimum entropy production. Appendix A and B contain details and derivations fromChapter 2. Chapter 3 describes the different cases investigated, both in general and withrespect to important parameters and boundary conditions. Appendix C contains the de-tails on how the different cases were solved with the help of the computer program Matlab.
There are four main cases investigated in this thesis. Case 0 represents a model ofthe steam reformer which already has been published in literature and minimized withrespect to the entropy production [29]. Literature-results are reproduced to check if thenew method used in this thesis performs equally well. Case 1 is to find the optimalheating strategy for an extended model of the steam reformer reactor tube. Case 2 isto solve the full reactor model of a gas heated reformer (illustrated at the front page),in which modelling of an annular heating section and diffusion in the catalytic pelletsare included. Case 3 is to find the size distribution of the catalytic pellets which givesminimum entropy production for the full reactor model. The results from these casesalong with an error estimation and a general discussion on how the results affect previouslyestablished theories on energy efficient reactor design are given in Chapter 4. Suggestionsfor further work are also given. Details on the estimation of errors are given in AppendixD. A closer investigation of some of the results in this thesis can be found in AppendixE. Based on the results and the discussion, the conclusions are made in Chapter 5.
3


Chapter 2
Theory
This chapter gives an introduction to important theory and modelling used in the thesis.Section 2.1 gives a general introduction to the most common reformer technologies fortransforming natural gas into hydrogen. The section also explains the motivation forchoosing the reactor unit as the subject for further study. Equations and assumptions usedin the modelling of the specific reactor unit are presented in Section 2.2. An introductionto non-equilibrium thermodynamics, and how it applies to the reactor is given in Section2.3. Finally, “optimal control theory” is introduced in Section 2.4. Optimal control theoryis the mathematical tool used to find the state of minimum entropy production for manyof the cases studied in this thesis.
2.1 Hydrogen production from Natural Gas Reform-
ing
2.1.1 A typical reforming process
Technologies for hydrogen production are various, depending on quantity and purity ofthe hydrogen. For large scale hydrogen production however, the most popular technol-ogy is natural gas reforming. Natural gas is a gaseous fossil fuel consisting primarily ofmethane, mostly found in oil fields. In a natural gas reforming process, the natural gas ismixed with steam and transformed into hydrogen and carbon dioxide through a highly en-dothermic process. The flow-sheet for a typical reforming process is outlined in Figure 2.1.
The term syngas production is often used for this process. Syngas (synthesis gas) isa generic term for mixtures of CO, H2 and CO2. From Figure 2.1, one can see thatthe feed (steam and natural gas) is first passed through a pretreatment section. Here,sulphur that might poison the catalyst pellets is removed, and the feed is preheated. Afterpreheating the feed, it is passed through the main reactor unit where the main processtakes place, catalysed by nickel-aluminium pellets. In Figure 2.1, the main reactor unit is
5

CHAPTER 2. THEORY
Figure 2.1: Outline of a typical Steam-Methane-Reforming process.
a steam methane reformer. The product from the reactor is often a mixture of hydrogen,carbon dioxide, methane and carbon monoxide. In the preceding section, the water-shiftequilibrium is used in shift reactors to utilize water and carbon monoxide to produce morehydrogen. The water-shift reaction is displayed in Equation 2.2. The hydrogen is thenpurified, often in a pressure swing adsorption unit. In a pressure swing adsorption unit,variation in pressure is used to separate hydrogen from the mixture. The purge-gas fromthe pressure swing adsorber contains some carbon monoxide and methane, and can beused together with fuel as energy source for the reactor unit. Steam is used in the wasteheat recovery section to cool down the hot gas heating the reactor unit. Commercialsteam reforming processes often produce a large excess of steam, which can be exported,as shown in Figure 2.1. The process conditions for conventional steam reformer plantsare typically 15-40 bar, with inlet temperatures of 600-950 K and outlet temperatures of1000-1250 K depending on the feed composition and which reactor unit that is used.
2.1.2 The reactions in reforming
The three main reactions in steam reforming are:
CH4 +H2O CO + 3H2 (2.1)
CO +H2O CO2 +H2 (2.2)
CH4 + 2H2O CO2 + 4H2 (2.3)
The reactions in Equation 2.1 and 2.3 are endothermic, while the water-gas shift reactionin Equation 2.2 is exothermic. A more detailed description of the reactions in the steam
6

CHAPTER 2. THEORY
reformer together with an explanation on how the reaction kinetics has been modelledcan be found in Appendix A.
2.1.3 The reactor unit
Simpson and Lutz found that the greatest exergy losses in a natural gas reforming processcan be found in the reactor unit [46]. This is also the case for a GTL process analysedwith respect to exergy by Iandoli and Kjelstrup [21]. This is why the focus of this, andmuch other work has and will be on the reactor unit. The typical location of the reactorunit in a conventional reforming process can be seen in Figure 2.1. Several reactor unitsare commercially available. The three most common are described below.
The standard Steam Methane Reformer (SMR)
Steam Methane Reforming (SMR) uses steam and methane to produce synthesis gas.The main reactions in the SMR are presented in Section 2.1.2. A discussion on otherreactions in the SMR can be found in Appendix A. The standard steam reformer is mostused commercially and consists of bundles of 10-13 meter long metal tubes filled withnickel-catalyst pellets [2]. These tubes have a diameter of approximately 0.1 meter andthe temperature ranges from 700-800 K in the start of the tubes, to 1100-1200 K in theend of the tubes. The tubes are placed inside a furnace, which is heated by combustionof fuel (natural gas and the tail gas from the synthesis loop). A furnace may contain 500to 600 tubes. A low diameter-to-height ratio is used for the tubular fixed bed reactors toensure efficient heat transport in the radial direction.
The Autothermal Reformer (ATR)
Autothermal Reforming (ATR) uses steam and oxygen in reaction with methane to pro-duce synthesis gas. In the presence of oxygen, methane undergoes partial oxidation toproduce carbon monoxide and hydrogen. Side reactions such as complete oxidation ofmethane to CO2 and H2O, and oxidation of the formed CO and H2, might also occur.Part of the feed is oxidized in the combustion zone. In the lower part of the ATR reactorthe remaining feed is catalytically reformed, and the main reactions taking place hereare the reforming reactions and the water-gas shift reaction. The endothermic reformingduty is provided by the exothermic oxidation reactions. The outlet temperature of theATR reactor is high, typically 1250 to 1400 K. A soot-free operation is achieved throughoptimised burner design and by catalytic conversion of soot precursors over the catalystbed [49]. Consequently, a lower steam to carbon ratio can be used. There exists variousdesigns of the ATR, which will not be discussed here.
7

CHAPTER 2. THEORY
The Gas Heated Reformer (GHR)
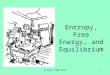
Gas Heated Reforming (GHR) uses a mixture of steam and natural gas to produce syn-thesis gas, just like the SMR. The difference compared to the SMR is that the reactor isheated by a hot gas flowing in an annular heating section which surrounds each catalytictube. A simple illustration of the gas heated reformer can be found in Figure 2.2.
Figure 2.2: Illustration of the Gas Heated Reformer (GHR).
The heating medium of the GHR can come from the burning of fuel gas, or it can besynthesis gas from a secondary reformer. For the case of synthesis gas as the heat source,the GHR must operate as a primary reformer together with a secondary reformer. Onlya fraction of the methane feed is converted in the primary reformer. The remainingmethane is converted in the secondary reformer which most often is an ATR. A GHRoperating together with an ATR can have several configurations. The GHR and ATRcan be placed in series or in parallel, or even in combinations of these [49]. The GHR is acompact alternative to the SMR which uses fuelled burners. Many designs are availablefor the GHR and ranges from a simple design similar to a tubular heat exchanger, tomore advanced cases with a complex geometry. A simple gas heated reformer similar toa tubular heat exchanger, is the reactor unit subjected to closer investigations in thiswork.
8

CHAPTER 2. THEORY
2.2 The GHR Model
The previous section was used to describe the reforming process in general. The GasHeated Reformer (GHR) was presented as the reactor unit chosen for closer investigations.This section will describe how the GHR is modelled. Assumptions and model equationswill be presented. The concept of a “model” will in this thesis refer to the equationsnecessary to describe a particular part of the GHR mathematically. The full reactormodel is divided into three parts: the catalyst pellets, the inner reactor tube and theannular heating section. The equations describing these systems can be found in Section2.2.1, 2.2.2 and 2.2.3 respectively. Only the most important models are described in thischapter, and details on the models for viscosity, heat capacity, thermal conductivity andreaction kinetics can be found in Appendix A. The parameters describing the annularheating section and the catalyst pellets have subscripts a and p respectively. Near thesurface of the catalyst pellets, a total of 3 reactions are modelled for a gas mixture of 6components. Water participates in all reactions and is chosen as the reference component.The reactions are arranged as:
0 = −BH2O +∑
i,i 6=H2O
νj,iBi j = 1, ..., 6 (2.4)
Bi represents component i and νi,j is the stoichiometric coefficient of component i in reac-tion j. The empirically based models are often expressed using dimensionless parameters.The parameters used in this thesis are defined in Table 2.1.
Table 2.1: Dimensionless parameters used in the empirical correlations.
The Packed Bed Reynolds number: Rep = 2vρRs/µ (2.5)
The Packed Bed Nusselt number: Nup = 2hRs/kg (2.6)
The Annulus Reynolds number: Rea = vaρDa,h/µ (2.7)
The Annulus Nusselt number: Nua = hDa,h/kg (2.8)
The Pradtl number: Pr = µCpg/kg (2.9)
In this table, v denotes the velocity, Rs the radius of the catalyst pellets, ρ the density,µ the viscosity, Cp the heat capacity, k the thermal conductivity, h the wall heat transfercoefficient and Da,h the hydraulic diameter of the annulus. The use of symbols is similarto standard text books in reactor modelling [5, 17], and the dimensions of the variablescan be found in the nomenclature.
9

CHAPTER 2. THEORY
2.2.1 The catalyst pellet model
In fixed bed reactors, the reactions take place inside the solid catalyst pellets. Thereactants and products are continuously exchanged with the gas mixture. Inside thecatalyst, the main transport mechanism is diffusion. The reforming reactions are veryfast compared to the diffusion, and most of the reaction happens near the outer surfaceof the pellet. In this thesis, the catalyst pellets are modelled as spherical, porous objects,where ideal gas law is used as equation of state. Highly turbulent conditions inside thereactor, and the large thermal conductivity of the catalyst is used as arguments to assumeisothermal pellets with non-existing film resistance at the surface. Similar assumptionshave been made in the literature in the past [14,30,35]. The component balances in termsof the partial pressure of component i inside the pellets, Pp,i, are:
Dem,i
RgTp
(∂2Pp,i∂R2
+2
R
∂Pp,i∂R
)+ ρB
3∑j=1
νj,irp,j = 0 i = 1, ..., 5 (2.10)
Here, subscript p refers to the pellet conditions and no subscript p refers to the conditionsin the bulk mixture. De
m,i is the effective diffusivity of component i within the catalystpellet. R is the radius of the pellet, Rg is the gas constant, ρB is the density of the catalystand rj is the reaction rate of reaction j. The boundary conditions of the componentbalances at the pellet surface (R = Rs) and at the centre of the catalyst (R = 0) are:
Pp,i = Pi R = Rs (2.11)
∂Pp,i∂R
= 0 R = 0 (2.12)
The perfect spherical geometry of the catalyst pellets is chosen because this geometry givesa simple set of model equations which is valid for small as well as large pellets. Reactionj inside the catalyst pellets is linked to the reactor model through an effectiveness factor.For a spherical geometry, the effectiveness factor of reaction j is:
ηj =
∫ Vp
0(rp,j) dv
Vprj=
3∫ Rp
0(R2rp,j) dR
R3rj(2.13)
Here, Vp is the volume of the catalyst pellets and dv refers to a differential volume.Unlike the thermodynamic efficiency which only spans from zero to one, ηj can be all realnumbers. This can be understood by noting that ηj goes to ±∞ as the denominator goesto zero. This happens when reaction j goes to equilibrium based on the bulk conditions,but there is still reaction inside the catalyst pellets because the other reactions are notat equilibrium.
10

CHAPTER 2. THEORY
The effective diffusivities
The effective diffusivity, Dem,i is modelled using a Fickian framework with parallel bulk
and Knudsen diffusion. The effective diffusivity is based on a pore model [41]:
Dem,i =
εpτ
(1
1/Dm,i + 1/Dk,i
)(2.14)
Here, τ is the tortuosity, εp the pellet porosity, Dk,i the Knudsen diffusion coefficientof component i inside the pores and Dm,i is the binary diffusion coefficients in the gasmixture. The binary diffusion coefficient is estimated by the method of Fuller [16]:
Di,k =10−7T 1.75(1/Mi + 1/Mk)
0.5
P [(∑v)
1/3i + (
∑v)
1/3k ]2
(2.15)
Dm,i =∑k 6=i
xkDi,k
(2.16)
Here, Mi and Mk are molar masses, P is the total pressure in atm, and (∑v)i and (
∑v)k
are diffusional volumes that can be found in the literature [16]. The Knudsen diffusioncoefficient for component i, Dk,i, is calculated as:
Dk,i = 97rp
√T
Mi
(2.17)
Here, rp is the average pore radius in the pellets. Approximate values for the tortuosityand the mean pore radius were found in the literature [20].
2.2.2 The reactor tube model
A pseudo-homogeneous plug flow model is chosen for the reactor. The main assumptionsare no radial gradients and a flat velocity profile. The energy balance for the reactormodel is:
dT
dz=πDJq + ΩρB
∑3j [ηjrj(−∆rHj)]∑6
i [FiCp,i](2.18)
Here, Jq is the measurable heat flux through the reactor wall, Ω is the cross section areaof the reactor, rj is the reaction rate of reaction j, ∆rHj is the enthalpy of reaction j, Fiis the molar flow rate of component i and Cp,i is the heat capacity of component i. In theliterature, Ergun’s equation has been popular to model the momentum balance [22, 29].Ergun’s equation is only valid for Rep/(1−ε) < 500 where Rep is the Reynolds number ofthe packed bed and ε is the catalyst bed void fraction. Larger Reynolds numbers where
11

CHAPTER 2. THEORY
Ergun’s equation is invalid are typical for the steam reformer, and in correspondencewith [49], Hicks equation is used to model the momentum balance:
dP
dz= −3.4
(1− ε)1.2
ε3Re−0.2
p
ρv2
Rs
(2.19)
Here, µ is the gas viscosity, ρ is the gas density, and v is the gas velocity. A formulawhich claims to give the porosity ±5.26 % for a close-packed bed of spherical catalystpellets was presented by Pushnov in 2006 [38]:
ε =1
(0.5D/Rp)2 + 0.375 (2.20)
The conversion of reaction j, denoted ξj, is the variable used to take the componentbalances into account:
dξjdz
=ΩρBF 0A
ηjrj j = 1, ...,m (2.21)
Ideal gas law is used as equation of state, giving an expression for the velocity:
v =(FT/Ω)RgT
P(2.22)
The conversion of reaction j is defined as:
ξj =moles of H2O consumed by reaction j
moles of H2O at the inlet(2.23)
The molar flow rate of component i becomes:
Fi = F 0H2O
[θi +
3∑j
(νj,iξj)
]i = 1, ...6 (2.24)
2.2.3 The model of the annular heating section
The flow of the heating fluid on the outside of the reformer tube can be both co andcounter compared to the reaction mixture. This is represented by the constant kc. Inthis work we only study counter-current flow, but the model equations will be given forboth cases.
kc = 1 for co-flow
kc = −1 for counter-flow(2.25)
12

CHAPTER 2. THEORY
As for the reactor tube model, a flat temperature and velocity profile is assumed for theannular heating section. The energy balance of the annular heating section is then:
dTadz
=kcπDJq∑6i [Fa,iCp,i]
(2.26)
The annular model is connected with the reactor tube through the heat flux Jq. Themomentum balance of the annular heating section is:
dPadz
= −kcfρav
2a
2da,h(2.27)
Here, f is the friction factor and da,h is the hydraulic diameter of the annulus. Thefriction factor is modelled by the Pethukov relation for small Reynold numbers [33] andthe relation by Goudar and Sonnad for large Reynold numbers [18]:
f = (0.790 lnRea − 1.64)−2 for Re < 105
f = (1.7372W [0.4573Rea])−2 for Re > 105
(2.28)
W denotes the lambert W-function defined by:
W (x) + ln ([W (x)]) = ln(x) (2.29)
2.2.4 The model of the total heat flux
The heat flux connects the annular heating section to the reactor tube, and consists of aconvective and a radiative contribution:
Jq = Jq,con + Jq,rad (2.30)
In this thesis it has been focused on two important concepts associated with the heatflux:
“Heat transfer mechanism”: The heat transfer mechanism refers to the mechanismwhere heat is transferred into the reactor tube. This mechanism is a consequenceof what we use to heat the tube. Equation 2.30 shows that there is a radiative anda convective contribution from the annular heating section, but not how large theyare. Different reactor designs may give different heat transfer mechanisms.
“Optimal heating strategy”: The optimal heating strategy in this thesis refers to thetemperature profile on the outside of the reformer, Ta, which gives the most energyefficient production of a specified amount of hydrogen.
13

CHAPTER 2. THEORY
After clarifying important concepts associated with the heat transfer, the rest of thissection will describe how the convective and radiative heat fluxes are modelled in the fullGHR model. To take into account the effect of having one wall separating the reactortube from the annular heating section, and another wall separating the annular heatingsection from the environment, the radius of the inner and the outer wall of the reactortube will be denoted R1 and R2 respectively, and the outer radius inside the annulus isdenoted R3. The different radii are illustrated in a cross section of the GHR in Figure2.3. Figure 2.3 also illustrates the different temperatures used for calculation of the heatfluxes in the reactor unit.
x
yR T
0
R1
R2
R3
Tb
Tw1
Tw2
Ta
Tw3
Reactor
Annulus
Figure 2.3: Cross-section of the Gas Heated Reformer.
2.2.5 The models for the convective heat flux
A convective heat flux is present at three different surfaces. Inside the reactor tube atR1, the model by Peters is used to model how the heat transfer coefficient hw1, dependson the reactor tube conditions [32]. Inside the annular heating section, the heat transfercoefficients hw2 and hw3 describe the convective heat transfer at R2 and R3 respectively,and they are based on a model by Mills [26].
14

CHAPTER 2. THEORY
Inner wall heat transfer coefficient, hw1
For the heat transfer coefficient at the inner wall of the packed bed, R1, the expressionestablished by Peters claims to show good agreement for Reynolds numbers up to 8000[32]:
Nuw = 4.9 (2Rs/D)0.26Re0.45p Pr0.33 (2.31)
Here, Rs is the radius of the catalyst pellets, and the dimensionless parameters can befound in Table 2.1.
Annular heat transfer coefficients, hw2 and hw3
The heat transfer coefficients describing the convective heat transfer from the gas in theannulus to the inner and outer wall of the annulus, hw2 and hw3 can be modelled accordingto Mills [26]. The model claims to show good agreement for Re 3 · 103 <Reh < 106:
Nuw = Fc(f/8) (Reh − 1000)Pr
1 + 12.7√f/8 (Pr2/3 − 1)
(2.32)
The Nusselt number and the Reynolds number are both based on the hydraulic diameter:
dh = 4π (R2
3 −R22)
2π (R2 −R3)(2.33)
The friction factor f in Equation 2.32 is calculated from the correlation by Petukhov [33]:
f = (0.790 lnReh − 1.64)−2 (2.34)
The tube Nusselt nubers are finally multiplied with correction factors, Fc, given byPethukov and Roizen for annular ducts [34]. At the inner and the outer annular wallthe correction factors are:
Fc,2 = 0.86 (R2/R3)−0.16 (2.35)
Fc,3 = 1− 0.14 (R2/R3)0.6 (2.36)
15

CHAPTER 2. THEORY
2.2.6 The model of the radiative heat flux
All the walls of the reactor unit are assumed to be opaque, diffuse and grey. Sincethe packed bed provides very poor conditions for radiative heat transfer, the radiationis only modelled in the annular heating section. The gas in the annulus is assumednon-absorbing. To model the radiation, the annulus is divided into small isothermalsurfaces and the NET-radiation method is used to calculate the radiative heat flux. Themodel approaches a continuous description as the number of isothermal surfaces becomeslarge. Let Zi be the radiosity of surface c, εc be the emissivity of surface c, Wc,d be theconfiguration factor from surface c to d and σr be the Boltzmann constant. Assume thereare a total of N isothermal surfaces. Then the radiative heat flux to surface c can bedescribed by this system of equations:
Jq,rad,c = −N∑c=1
Wc,d (Zc − Zd)
σrT4c = Zc +
1− εcεc
N∑c=1
Wc,d (Zc − Zd)
(2.37)
The problem of finding configuration factors for all the isothermal surfaces was solvedusing analytical expressions found in the literature [8,10,39] together with configurationfactor algebra [45].
2.2.7 The radial energy balances
To obtain consistent values for the temperatures Tw1, Tw2 and Tw3, the radial energybalances had to be solved for every axial position through the reactor unit. These tem-peratures were needed in the calculation of both the convective and the radiative heatflux. At the inner wall of the reactor tube, R1, an energy balance for the isothermalsurface c gives:
hw1 (Tw1,c − Tc) =kw (Tw2,c − Tw1,c)
R1 ln(R2/R1)(2.38)
At the outer radius of the reactor tube, R2, a radial energy balance gives:
hw2 (Ta,c − Tw2,c) + Jq,rad,c =kw (Tw2,c − Tw1,c)
R2 ln(R2/R1)(2.39)
At the the outer wall of the annulus, R3, the wall is insulated, and an energy balancegives:
h3 (Ta,c − Tw3,c) = Jq,rad,c (2.40)
16

CHAPTER 2. THEORY
2.2.8 Thermodynamic models for the gas mixture
Ideal gas law is used as equation of state. This is reasonable considering the large tem-peratures encountered in the GHR. The viscosity of each specie is calculated by the useof Lucas’ method, and polarity effects are taken into account when the viscosity of thegas mixture is estimated by the method of Wilke [36]. Thermal conductivities and heatcapacities of the components are modelled as polynomials [36]. The thermal conductivityof the gas mixture is calculated from the Wassilijewa equation, and the heat capacity ofthe gas mixture is found by a sum weighted with the mole-fractions [36,40]. The detailsof these models can be found in Appendix A.
2.3 Non-Equilibrium Thermodynamics
Non-equilibrium thermodynamics is one of the most important theories used in this work.A very short introduction and a display on how it applies to the reactor model is thesubject of this section. Conventional thermodynamics describes systems which are atglobal equilibrium. The assumption of local equilibrium makes it possible to use non-equilibrium thermodynamics for problems which are far from global equilibrium, suchas the steam reformer. One of the important laws in thermodynamics is the secondlaw, which states that the entropy production is positive for a processes which is not atequilibrium. The local entropy production, σ, is described as the sum of all conjugatefluxes, Jf , and forces, Xf , of a system:
σ =
∀f∑f
JfXf (2.41)
Here, σ has the dimensions (J/Km3s). In the branch of linear non-equilibrium thermody-namics [13], it is common to assume the flux to be a linear combination of all the drivingforces:
Ji =
∀f∑f
LifXf (2.42)
When the expression “linear force-flux relations” is found in this thesis, it refers to Equa-tion 2.42. In conventional modelling, the flux usually depends linearly on only one force.An example is that the heat flux often has a linear dependence on the temperature gra-dient, for example according to Fourier’s law. According to non-equilibrium thermody-namics, the fluxes are coupled to other forces in the system, and the coupling coefficients,Lif , are related reciprocally according to the Onsager relations:
Lif = Lfi (2.43)
17

CHAPTER 2. THEORY
The coupling effect is not just of theoretical value, but is for example used to measuretemperature with the use of a thermocouple. The field of linear non-equilibrium thermo-dynamics will not be the subject of this work, since most fluxes for the reactor modeldepend nonlinearly on the forces. The concept of thermodynamic fluxes and forces how-ever, can also be used for the nonlinear case [13].
2.3.1 Non-Equilibrium Thermodynamics and the reactor model
The derivation of the entropy production for the full model of a gas heated reformer canbe found in Appendix B. The derivation is inspired by previous work in the field [22],and the result for the local entropy production is:
σ =πDJq∆1
T+ Ωv
(− 1
T
dP
dz
)+ ρB
m∑j=1
[ηjrj
(−∆rGj
T
)]+ Ωava
(− 1
Ta
dPadz
) (2.44)
Here, σ has the dimensions (J/Kms). The reason for the change in dimensions comparedto Equation 2.41, is that the reactor model investigated has only variations in one di-mension. The first term on the right hand side is called the thermal entropy production,the second term is entropy produced by pressure gradients or viscous flow. The thirdterm is the entropy produced by reactions. The fourth term is the viscous entropy pro-duction in the annular heating section. For just the reactor tube without the annularheating section, the entropy production is obtained by omitting the last term in Equation2.44, [22]. The total entropy production, (dS/dt)irr, is obtained by an integration of thelocal entropy production over the length of the reactor:
(dS
dt
)irr
=
∫ L
0
σ(z)dz (2.45)
Table 2.2 gives an overview of the different fluxes and forces that exist in the system.
2.3.2 Consistency check of the total entropy production
The total entropy production can be obtained by Equation 2.45, or it can be calculatedby an entropy balance over the whole reactor. In the case where only the reactor tube isinvestigated, and heat is transferred through the outer wall, the total entropy productionas given by the entropy balance is:
(dS
dt
)irr
= Sout − Sin − πD∫ L
0
Jq(z)
Ta(z)dz (2.46)
18

CHAPTER 2. THEORY
Table 2.2: Fluxes and forces in the entropy production of the reactor model.
Description Term Flux Force
Thermal entropy production πDJq∆1T
Jq ∆ 1T
Viscous entropy production Ωv(− 1TdPdz
)v − 1
TdPdz
Entropy production from reactions ρB∑m
j=1
[ηjrj
(−∆rGj
T
)]ηjrj −∆rGj
T
The last term in equation 2.46 comes from the entropy production in the heating utilitybecause of the heat transferred to or from it. Sout and Sin are the entropic contributionswhich follow the gas-flow out or into the reformer. For the case of a gas heated reformerwith insulation on the outside, entropy is only transferred into or out from the processthrough the gas-flows. The total entropy balance then gives:
(dS
dt
)irr
= Sout − Sin + kc (Sa,out − Sa,in) (2.47)
Here, subscript a denotes the annulus, and kc is the constant that takes into accountwhether the annular flow is co or counter-current.
2.3.3 Theories proposed in literature for minimum entropy pro-duction
In 1996, Equipartition of the thermodynamic Forces (EoF) of a system was proposed asa principle for design of process equipment with minimum entropy production [42, 43].The principle says that the thermodynamic forces are constant in time or space when thesystem produces minimum entropy production. This principle was proved for a processwhere no information is passed from path to path. Most systems however, are governedby conservation equations which pass information between the paths. In a reactor or adistillation column for example, the principle might be a good approximation, but notstrictly valid [22].
Another principle which has been proposed for design with minimum entropy productionis Equipartition of the Entropy Production (EoEP). This principle says that the localentropy production in a process is constant when the system is at the state of minimumentropy production. Spirkl and Ries studied the state of minimum entropy productionfor a general finite-time process with the help of calculus of variations [47]. Here, all the
19

CHAPTER 2. THEORY
thermodynamic forces were assumed to be controlled independently. For linear force-fluxrelations as in Equation 2.42, they found a constant entropy production in correspondencewith the principle of EoEP. For the nonlinear case however, the entropy production wasgenerally not constant for an optimal process [47]. EoEP was also shown to be validfor nonlinear force-flux relations when the fluxes did not depend explicitly on the statevariables [22]. For the reactor systems investigated in this thesis, the force-flux relationsare neither linear nor lack an explicit dependency on the state variables. According toTable 2.2 there are many thermodynamic forces in the reactor system. In this work,only one variable is controlled at a time. The variable might be the temperature at theoutside of the reformer, or the diameter of the catalyst pellets. No design principle hasbeen proven for such a system, but the following hypothesis has been proposed [22]:
EoEP, but also EoF are good approximations to the state of minimum entropyproduction in the parts of an optimally controlled system that have sufficientfreedom.
This hypothesis is relatively new (2004), and will be tested for the results of this thesisin Chapter 4.
2.4 Optimal Control Theory
To find a global optimum is to chose the best element of some set of available alternatives.The set of alternatives can be the whole space of real numbers, or the set can be subjectedto constraints. There are two important tasks that must be accomplished before a globaloptimum is found. The first task is to seek out the optimum. Much literature existson numerical methods of seeking the optimum of various problems [25, 28]. Computerprograms such as the optimization package in Matlab use specific algorithms to searchfor an optimum. For complicated problems there is no simple way of telling whethera global or a local optimum is found when the algorithm stops. That brings us to thesecond task, of making sure that we have found the global optimum. Optimal controltheory gives the mathematical tools to state necessary conditions for a global optimum forthe problem of finding the state of minimum entropy production for the steam reformer.Because optimal control theory is an important tool in this work, this section containsan introduction to the subject. Section 2.4.1 gives the standard formulation of optimalcontrol theory. Section 2.4.2 and 2.4.3 explain how this is applied to the reactor problem.
2.4.1 The standard formulation in optimal control theory
Let z represent a trajectory over which the system evolves from a given initial state. Insome cases z is time, in other cases length. The trajectory over which the system canevolve is constrained by a set of state variables, x(t). In a standard optimal controlproblem, these constraints may be described by n first-order differential equations [24]:
20

CHAPTER 2. THEORY
∂x1(z)
∂z= a1(x1(z), x2(z), ..., xn(z), u1(z), u2(z), ..., um(z), z)
∂x2(z)
∂z= a2(x1(z), x2(z), ..., xn(z), u1(z), u2(z), ..., um(z), z)
.
.
.
∂xn(z)
∂z= an(x1(z), x2(z), ..., xn(z), u1(z), u2(z), ..., um(z), z)
(2.48)
Here, u(z) is the set of control inputs to the process and is called the set of controlvariables. Vector form simplifies the notation:
u(z) =
u1(z)u2(z)...
um(z)
x(z) =
x1(z)x2(z)...
xn(z)
The state equations can then be written in a more compact form:
∂x
∂z= a(x(z), u(z), z) (2.49)
The standard optimal control problem is to find a control variable, u(z), which minimizesa performance measure:
J(u) = h(x(zf ), zf ) +
∫ zf
z0
g(x(z), u(z), z)dz (2.50)
The function h is a differentiable function of the end conditions, and the subscripts 0and f, denote the start and end states respectively. Common notation in optimal controltheory is to introduce a Hamiltonian, (H), which is composed by parts of the performancemeasure, J(z), and the multiplier functions, λ(z), multiplied with the constraints [9]:
H(x(z), u(z), γ(z), z) = g(x(z), u(z), z) + λT (z) [a(x(z), u(z), z)] (2.51)
The necessary conditions for a minimum are given by Pontryagins’ minimum principle:
∂x(z)
∂z=∂H(x(z), u(z), λ(z), z)
∂λ(z)(2.52)
21

CHAPTER 2. THEORY
∂λ(z)
∂z= −∂H(x(z), u(z), λ(z), z)
∂x(z)(2.53)
0 =∂H(x(z), u(z), λ(z), z)
∂u(z)(2.54)
[∂h(x(zf ), zf )
∂x− λ(zf )
]δxf+[
H(x(zf ), u(zf ), λ(zf ), zf ) +∂∂h(x(zf ), zf )
∂z)
]δzf = 0
(2.55)
2.4.2 Optimal control theory applied to the reactor model
In the previous section, a standard formulation of optimal control theory was presentedin a compact matrix form. In this section the theory will be applied to the problem offinding a heating strategy for the reformer tube which gives minimum entropy production.Since the full gas heated reformer model already has a heating strategy fixed by the inletconditions of the hot fluid in the annular heating section, we only study the reactor tubefor this problem. We assume that at every position, z, a heating utility can transfer heatfrom a reservoir with a given temperature Ta(z) to the reactor. The reservoir temperaturecan be adjusted to all positive values at each position z, and is thus our control variable.The state variables are those restricted by conservation equations, namely T, P, ξ1, ξ2 andξ3. The performance measure subjected to minimization is the total entropy production,or the local entropy production, σ, integrated over the whole reactor-length. The localentropy production of the reformer tube is given by Equation 2.44 minus the last term.This means that the Hamiltonian for the problem is:
H =
∫ L
0
σdz + λTdT
dz+ λP
dP
dz+ λξ1
dξ1
dz+ λξ2
dξ2
dz+ λξ3
dξ3
dz(2.56)
The necessary conditions for a minimum found in Equation 2.52 and 2.53 give:
dT
dz=dH
dλT(2.57)
dP
dz=
dH
dλP(2.58)
dξidz
=dH
dλξi∀i (2.59)
dλTdz
= −dHdT
(2.60)
dλPdz
= −dHdP
(2.61)
dλξidz
= −dHdξi
∀i (2.62)
Equation 2.54 gives an algebraic restriction on the system:
22

CHAPTER 2. THEORY
dH
dTa= 0 (2.63)
This algebraic restriction provides an expression for the optimal temperature of the heat-ing utility as function of the state variables and the multiplier functions. Analytic ex-pressions for Ta based on Equation 2.63 can be found in Appendix C.
2.4.3 Boundary conditions
If the Hamiltonian does not depend explicitly on z, it is called autonomous. In such casesthe Hamiltonian is constant. The reason for this is the total derivative of the Hamiltonian:
dH
dz=
(∂H
∂z
)u,x,λ
+
(∂H
∂x
)u,z,λ
dx
dz+
(∂H
∂u
)z,x,λ
du
dz+
(∂H
∂λ
)u,x,z
dλ
dz(2.64)
Here, the subscripts mean that the listed variables are held constant in the derivations.Since the Hamiltonian is autonomous, the first term is zero. The second and fourth termcancel each others due to the necessary conditions shown in Equation 2.52 and 2.53. Thethird term is zero according to Equation 2.54. The result is that the right hand side iszero and the Hamiltonian is constant. If the state variables are fixed at the ends of thereactor δxf is zero, but the variation in z, δzf is not zero. This means that Equation 2.55cause the Hamiltonian to be zero at the optimal reactor length.Boundary conditions for the problem can be derived by Equation 2.55. If some statevariables are free at the end points of the reactor, and the reactor length is fixed, Equation2.55 has δzf = 0, and δxf 6= 0. This means that the multiplier functions at the end ofthe reactor must be zero in such cases. The boundary conditions can be summarised as:
Table 2.3: Possible boundary conditions for the reactor problem.
Description H(z) x(zf ) λ(zf )
Fixed reactor length, fixed end state constant xf -Fixed reactor length, free end state constant - 0Free reactor length, fixed end state 0 xf -
23


Chapter 3
Calculations
Four different main cases have been investigated in this thesis. Case 0 represents a modelof the steam reformer which already has been published in literature [29] and minimizedwith respect to the entropy production. The model was in the literature used to findthe optimal heating strategy of the steam reformer using an optimization algorithm inMatlab. By solving Case 0 with the help of optimal control theory, as described in Section2.4, reproduction of literature-results serves as a check of the new method used in thisthesis. The description of Case 0 can be found in Section 3.1. After the method wasfound satisfactory, it was applied to a new reformer model in Case 1, with more detailsthan Case 0 to find the optimal heating strategy. Several heat transfer mechanisms weretaken into account, and the effect of a fixed or a free feed gas temperature was inves-tigated. The details and description of all the variations of Case 1 are given in Section 3.2.
Case 2 was to solve the full GHR model with the conservation equations for the annularheating section, the reformer tube and the catalyst pellets solved simultaneously. Theheat flux was made dependent on the reactor geometry through the NET radiation model.The variations in the second case are explained in Section 3.3. The third case was to finda size distribution of the catalyst pellets which gave minimum entropy production for thefull GHR model. Because of the complexity of the third case, only a numerical search foran optimum was conducted, and optimal control theory was not applied. A more detaileddescription of Case 3 can be found in Section 3.4.
An overview of all the cases can be found in Table 3.1. The attentive reader shouldnotice that the boundary conditions and the parameters associated with the geometryand materials, are close to identical in Case 1, 2 and 3. These are typical parameters forthe GHR, and all the three cases are connected to the GHR in this respect. The maindifference from Case 1 to Case 2 and 3 lies in the complexity of the modelling.
25

CHAPTER 3. CALCULATIONS
Table 3.1: Overview of the cases investigated in this thesis.
Case: Description:
0 The model used in previous minimization of the reformer [29]1a The reference case for optimal heating of the reformer tube (1b-1g)1b-1d Optimal heating strategy for the reformer tube, fixed T0
1e-1g Optimal heating strategy for the reformer tube, free T0
2a Reference case for the full GHR model2b-2d Variations in the design variables of the full GHR model3 The optimal pellet size-distribution of the full GHR model
The cases were solved using the computer program Matlab [1]. Matlab was preferred ascomputational tool because much work has already been done on entropy minimizationin Matlab [22, 23, 29]. The reader interested in the algorithms and how the cases weresolved in detail is referred to Appendix C. Errors associated with numerical calculationsare evaluated in detail in Appendix D and discussed in Chapter 4.
3.1 Case 0: the previous reactor model
The reactor model used in previous entropy minimization of the steam reformer willin this thesis be used to reproduce literature-results [29]. The previous model was thestarting point of this work, and is referred to as Case 0. The conservation equations forenergy, specie and momentum for Case 0 are:
dT
dz=πDJq + ΩρB
∑j [ηjrj(−∆rHj)]∑
i [FiCp,i](3.1)
dξjdz
=ΩρBF 0A
ηjrj j = 1, ...,m (3.2)
dP
dz= −v ·
(150µ
D2p
(1− ε)3
ε3+
1.75ρ0v0
Dp
1− εε3
)(3.3)
The last equation is known as Ergun’s equation and is often used to estimate the pressuredrop in packed beds. The superscript 0 indicates initial conditions. Ideal gas is used asequation of state. The viscosity, the heat transfer coefficient and the effectiveness factorsare constant in Case 0 and can be found in Table 3.2.
26

CHAPTER 3. CALCULATIONS
Table 3.2: Constants used in Case 0 obtained from previous work [29].
Description Symbol Value
Feed gas temperature T0 793.15 KFurnace gas temperature Ta (170+990) KOverall heat transfer coefficient U 100 J/Km2sReaction mixture viscosity µ 3.720·10−5 Pa sInlet total pressure P 0 29·105 PaCatalyst density ρc 2355.2 kg/m3
Catalyst void fraction ε 0.65Catalyst pellet diameter Dp 5·10−3 mEffectiveness factors η 0.03Length of reformer L 11.12 mDiameter of reformer Dp 0.1016 mInlet molar flow rate methane F 0
Ch41.436 mol/s
Inlet molar flow rate water F 0H2O
4.821 mol/sInlet molar flow rate carbon monoxide F 0
CO 2.778·10−3 mol/sInlet molar flow rate carbon dioxide F 0
CO28.039·10−2 mol/s
Inlet molar flow rate hydrogen F 0H2
1.751·10−1 mol/sInlet molar flow rate nitrogen F 0
N22.354·10−1 mol/s
3.2 Case 1: optimal heating strategy for the reformer
The extended reformer model, subjected to entropy minimization is described in detailin Section 2.2.2. The changes compared to Case 0 will now be summarized. The momen-tum equation has been changed to an equation which is valid for the Reynolds numbersencountered in a reformer (Eq. 2.19). Thermodynamic models for viscosity and ther-mal conductivity have been made dependent on temperature and composition, and nottreated as constants (Appendix A). The radial energy balances over the walls are nowtaken into account (Eq. 2.38-2.39). They are made dependent on the conditions in thepacked bed through the heat transfer coefficient hw1 (Eq. 2.31). In the previous modelonly convective heat transfer was modelled, but for the new model both convective andradiative heat transfer is taken into account. At R1 the general form of the heat flux is:
Jq =R2
R1
(crad σr
(T 4a − T 4
w2
)+ hw2 (Ta − Tw2)
)(3.4)
The heat is imagined transferred into the reactor tube from the outside at a temperatureof Ta, with the help of a heating utility. In a real process, the heating utility can bea collection of burners or a hot fluid, but in Case 0 and 1b-1g, it is left unspecified.Here, crad is a coefficient which takes into account the radiative properties of the heatingutility. hw2 is the convective heat transfer coefficient at the outside of the reformer.
27

CHAPTER 3. CALCULATIONS
Tw2 is the temperature at the outer wall of the reformer, which depends on the energybalances across the reformer wall as described in Section 2.2.7. Tw2 is shown in Figure2.3. To investigate the effect of changing the mechanism of heat transfer, cases with threedifferent mechanisms are subjected to entropy minimization. The effect of having a fixedor free temperature of the feed gas into the reformer is also investigated. The differentvariations of Case 1 are displayed in Table 3.3.
Table 3.3: Variations of Case 1.
Case: Heat flux: hw2 crad T0 Ta Ref.:
1a mixed 100 0.25 fixed fixeda (-)1b convective 100 0.00 fixed free 1a1c radiative 0.0 0.25 fixed free 1a1d mixed 100 0.25 fixed free 1a1e convective 100 0.00 free free 1a1f radiative 0.0 0.25 free free 1a1g mixed 100 0.25 free free 1a
a Fixed by the model for the an-nular heating section described insection 2.2.3
The parameters are chosen such that they represent typical heat flux conditions in aGHR [49]. The inlet conditions for the reformer tube are displayed in the second columnof Table 3.4. The reference Case 1a, is the reformer tube connected by the mixed heatflux from Table 3.3 with the annular heating section (Eq. 2.26- 2.27). The temperaturefrom which heat is transferred in Case 1a is restricted by the energy balance of theannular heating section, while in all the minimized Cases (1b-1g), Ta is a free variable.The reference case is chosen such that it resembles the full GHR model. This makes itpossible to estimate how energy efficient the heat transfer is in already existing processequipment. The inlet conditions of the heating gas for the reference Case 1a is displayedin the third column of Table 3.4. Geometrical variables used in the optimization can befound in Table 3.5. The parameters R1, R2 and R3 are illustrated in Figure 2.3 in Chapter2.
28

CHAPTER 3. CALCULATIONS
Table 3.4: Gas composition, temperatures andpressures used in the optimization of Case 1.
Feed gas Heating gas(given) (reference)
Temperature, [C] 400 1050Pressure, [bar] 40.0 38.7Mole fraction CH4 0.290 0.0008Mole fraction CO2 0.041 0.072Mole fraction CO 0.001 0.113Mole fraction H2O 0.657 0.451Mole fraction H2 0.005 0.359Mole fraction N2 0.007 0.004Molar flow, [kmole/h] 23.0 40.9
Table 3.5: Geometrical, and material parametersused in the optimization of Case 1.
Description Value
Tube length, [z] 12.93 mInner tube radius, R1 0.045 mOuter tube radius, R2 0.057 mCatalyst pellet diameter, Dp 7.265·10−3 mWall thermal conductivity, kwall 100 W/mKEffectiveness factors, ηj 0.03
3.3 Case 2: solution of the full GHR model
Case 2 is based on the full model of a GHR, which includes simultaneous computation ofthe model of the catalyst pellets, the reformer tube and the annular heating section (Sec.2.2.1, 2.2.2 and 2.2.3). The reformer tube and the annular heating section are connectedby a heat flux with a convective and a radiative contribution (Sec. 2.2.5 and 2.2.6). Theconvective contribution is modelled by variable heat transfer coefficients and the radiativecontribution comes from the NET radiation method. The radial energy balances are takeninto account (Eq. 2.38-2.40). The parameters and input-values chosen for the secondcase are identical with data from the case GHR-2 presented by Wesenberg in 2004 [49].The input to the model is based on a typical North Sea natural gas composition, andthe natural gas has been pre-reformed before entering the GHR, which makes methanethe only hydrocarbon in the system. The GHR is operating in series with a secondaryautothermal reformer (ATR), so that the product gas from the ATR (Table 3.7) is used
29

CHAPTER 3. CALCULATIONS
to heat the GHR. The conditions of the feed gas into the reformer, and the hot gas intothe annular heating section are given in Table 3.7. Other specifications which shouldbe mentioned are wall emissivities, εw = 0.6, the wall thermal conductivity kwall = 100W/mK, pellet porosity εp = 0.5 and the pellet tortuosity factor τp = 3.54. In the secondcase, geometrical design variables such as the length of the reformer tube (Case 2b),the hydraulic diameter of the annular heating section (Case 2c) and the diameter ofthe catalyst pellets (Case 2d) were changed to see the effect on hydrogen and entropyproduction. They were changed one at a time, with all other variables held constantaccording to the reference Case 2a. The variations in the second case can be found inTable 3.6.
Table 3.6: Geometrical data for the simulations of Case 2 (in meters).
Description Case 2a Case 2b Case 2c Case 2d
Tube length, L 12.93 Vara 12.93 12.93Annulus inner radius, R3 0.120 0.120 Vara 0.120Catalyst pellet diameter, Dp · 103 7.265 7.265 7.265 Vara
Tube inner radius, R1 0.045 0.045 0.045 0.045Tube outer radius, R2 0.057 0.057 0.057 0.057
aVariable subjected to changes, tested for many values.
Table 3.7: Gas composition, temperatures and pressures used inthe simulations of Case 2 and 3.
Fixed bed reactor Annular heating
tube (feed gas) section (inlet gas)
Temperature, [C] 400 1050Pressure, [bar] 40.0 38.7Mole fraction CH4 0.290 0.0008Mole fraction CO2 0.041 0.072Mole fraction CO 0.001 0.113Mole fraction H2O 0.657 0.451Mole fraction H2 0.005 0.359Mole fraction N2 0.007 0.004Molar flow, [kmole/h] 23.0 40.9
30

CHAPTER 3. CALCULATIONS
3.4 Case 3: the optimal size-distribution of catalyst
pellets
The third case represents an optimization problem. The model subjected to optimizationwas the full GHR model solved in the reference Case 2a. The same model for the radiativeheat flux, the annular heating section and the reformer tube as in Case 2a was used. Theoptimization problem was to find a distribution of spherical catalyst pellets which gaveminimum entropy production for a specified hydrogen-production obtained by the solutionof Case 2a. The parameters of Case 2a in Table 3.6 and the values in Table 3.7 were used inthe third case except from Dp, which in Case 3 was a variable in the optimization. Becauseof the complexity of Case 3, only a numerical search for an optimum was conducted, andoptimal control theory was not applied.
31


Chapter 4
Results and discussion
Before any new work is presented, literature-results are reproduced and discussed usingCase 0 and optimal control theory. The first part of the new results summarizes the inves-tigations of Case 1, which concern the search for a heat transfer strategy that minimizesthe entropy production for a catalytic reformer tube with specified hydrogen production.This part is not attached to any specific design of the heating section. The aim of theresearch is to contribute to the design of energy efficient reactors in the future. Section 4.1contains examples on optimal heating strategies for specific operation conditions, as givenby the Cases 1a-1g. The effect of changing the heat transfer mechanism is investigated.Section 4.2 is concerned with a general characterisation of the state of minimum entropyproduction for the first case. Section 4.2 will also reveal general properties of the optimalheating strategy which are probably valid also for other reactor systems than the reformer.
The second part of the results presents guidelines and give specific recommendationson how the entropy can be reduced in a reactor which already exists in the industry. Thereactor subjected to investigations is the Gas Heated Reformer (GHR), which was de-scribed more closely in Section 2.2. First, in Section 4.3, a reference reactor is establishedand evaluated according to Case 2a. In Section 4.4 we study the effect of changing thedesign variables of the reactor on entropy and hydrogen production in correspondencewith the Cases 2b-2d. Finally, in Section 4.5, the size distribution of the catalyst pelletswhich gives minimum entropy production in a GHR model is presented as Case 3.
In Section 4.6, the principles of Equipartition of Forces (EoF) and Equipartition of En-tropy Production (EoEP) are discussed for the results obtained. The computational error,errors associated with the modelling and the effect of fluctuations in the initial condi-tions, are discussed in Section 4.7 with details in Appendix D. All the results presentedbefore this discussion are well within the computational accuracy. A general discussionon energy efficient reactor design is presented in Section 4.8 and 4.9 before suggestionson further work are given in Section 4.10.
33

CHAPTER 4. RESULTS AND DISCUSSION
4.1 Case 0-1: optimal heating strategies for specific
cases
This section contains a reproduction of literature results, before the results of Case 1are presented with focus on specific boundary conditions. Results focused on boundaryconditions in general can be found in Section 4.2. The variations in Case 1 are denotedwith labels from 1a to 1g and a detailed description of the cases is given in Section 3.2.
4.1.1 Case 0: reproduction of literature-results with the newmethod
Before any new results are presented, old results are reproduced. Nummedal et al. [29]minimized the entropy production in a reformer in 2004 using the optimization package inMatlab [1]. The same case is studied in this section, using an optimal control formulation.The same parameters and conservation equations are used, and they are known as Case0. The details of Case 0 are given in Section 3.1. The optimal control problem didnot converge for a free inlet composition. Using the minimized inlet composition fromliterature [29], the profiles in Figure 4.1 were obtained, which are identical with theprofiles of Figure 4.3 in the original article by Nummedal et al. All other results, such asoutlet composition, entropy production and flow rates obtained by our optimal controlproblem did also match with previous work. The optimal control problem however, gavea non-zero starting value for the composition multiplier functions. The optimal startingcomposition is analogous with (λc(0) = 0) in the optimal control formulation. This meansthat the minimum obtained was not strictly valid in a mathematical sense with respectto optimal inlet composition (for more details on multiplier functions, see Section 2.4).The mathematical minimum as defined by optimal control theory, is not restricted bythe physical need of positive mole-fractions. This might explain why the solver does notmanage to find the optimal starting composition. The previously found minimum mightrepresent one which is physically possible. Results from the literature can be reproducedusing the new method with optimal control theory according to Figure 4.1. This serves asan assurance of the reliability of the new method, which will be used in the next sectionsfor Case 1.
34

CHAPTER 4. RESULTS AND DISCUSSION
Figure 4.1: The temperature of the gas mixture (solid line), and the furnace gases (dashedline) for the minimized system of Case 0 as function of reactor length, z.
4.1.2 Case 1a-1d, fixed inlet temperatures
Figure 4.2 shows a comparison between the reference Case (1a), and the minimized casewith a mixed heat flux and a fixed feed gas temperature (1d). The detailed description ofthe cases can be found in Table 3.3. The figure shows that the reference case has quite aneffective temperature at the heating side. If the inlet temperature of the reformer is fixed,only about 2 percent decrease in the entropy production can be achieved by following theoptimal annular temperature profile according to Table 4.1. In comparison, if the heat fluxis purely convective (1b) , or purely radiative (1c), the heat transfer will be less effectivethan when the two are mixed (1a,1d). Even if one compares optimal temperature profilesfor the pure heat flux mechanisms to the mixed reference case, Table 4.1 shows that theCases 1b and 1c end up with larger entropy productions than the reference Case 1a.This illustrates an important point. Optimal temperature profiles at the outside of areactor tube, Ta, should not necessarily be the primary objective to decrease the totalentropy production. The improved heat transfer mechanism is much more important inreducing the thermal entropy production in the reformer. Better heat transfer allowsfor the same amount of hydrogen to be produced with smaller temperature gradients.Figure 4.3 shows that the radiative and convective heat fluxes are both of comparablesize through the reformer, and that radiative heat transfer becomes more important athigher temperatures. Figure 4.4 shows that the shape of the optimal temperature profileoutside the reactor changes with the heating mechanism. This means that the optimal
35

CHAPTER 4. RESULTS AND DISCUSSION
temperature profiles depend largely on the heat transfer mechanism. One should becareful about the use of such profiles in real reactor-systems unless an accurate estimateof the heat transfer mechanism is available.
Table 4.1: The total entropy production for cases with fixed starting temperature forconvective, radiative and mixed heat flux ((dS/dt)irr, [J/Ks]).
Heat transfer Viscous flow Reaction Total
Case 1a, reference case: 53.29 13.18 4.17 70.64Case 1b, convective heat flux: 68.91 13.68 4.15 86.74Case 1c, radiative heat flux: 77.81 13.64 4.16 95.61Case 1d, mixed heat flux : 51.71 13.51 4.16 69.38
Figure 4.2: The reference T and Ta-profiles (1a, solid lines, lower/upper). The optimal Tand Ta-profiles (1d, dashed lines, lower/upper). Both cases have a mixed heat flux.
36

CHAPTER 4. RESULTS AND DISCUSSION
Figure 4.3: The different heat flux contributions in the minimized Case 1d. Radiative(solid line), convective (dashed line) and total heat flux (dash-dot line).
Figure 4.4: Optimal T and Ta-profiles for purely radiative heat flux (1c, solid line,lower/upper) and purely convective heat flux (1b, dashed line lower/upper).
37

CHAPTER 4. RESULTS AND DISCUSSION
4.1.3 Case 1e-1g, free inlet temperatures
Table 4.2 shows that for an optimal Ta-profile with a free inlet temperature of the feed gas,there is a trade-off between the thermal entropy production and the entropy produced byreactions and pressure compared to the reference Case 1a. We identify the large increasein the entropy produced by reactions from the increased starting temperatures seen inFigure 4.5. An increased starting temperature means that the inlet conditions are movedfurther away from equilibrium, and the reaction rates near the inlet will be larger. Nearthe inlet in Figure 4.5, a large drop in temperature is observed, which comes from thehigh reaction rates of the endothermic reactions. The increased entropy produced bypressure gradients in the optimized cases is a result of the overall higher temperature ofthe gas mixture compared to the reference case.
Figure 4.5: The temperature of the gas mixture, T (lower lines), and the heating utility,Ta (upper lines) for the minimized system and purely radiative heat flux (1f, solid lines),purely convective heat flux (1e, dashed lines) and mixed heat flux (1g, dash-dot lines).
Table 4.2 shows that the entropy production can be reduced substantially if the feedtemperature of the reactor can be raised. Approximately 46 percent reduction of theentropy production can be achieved according to Table 4.2. The large decrease in thetotal entropy production is however not realistic, since it assumes that no entropy isproduced in the preheating of the feed gas. The increased feed gas temperature reducesthe amount of necessary heating of the reactor, and will in this way trade thermal entropyproduction with entropy produced by the reactions. Figure 4.6 shows how the localentropy production varies through the reformer for all the cases which have a mixed
38

CHAPTER 4. RESULTS AND DISCUSSION
Table 4.2: The total entropy production for cases with free starting temperature forconvective (1e), radiative (1f) and mixed heat flux (1g) ((dS/dt)irr, [J/Ks]).
Heat transfer Viscous flow Reaction Total
Case 1a, reference case: 53.29 13.18 4.17 70.64Case 1e, convective heat flux: 5.09 17.85 17.10 40.04Case 1f, radiative heat flux: 4.12 18.29 19.60 42.01Case 1g, mixed heat flux: 6.29 17.31 14.46 38.06
heat flux mechanism. Figure 4.6 clearly illustrates the trade-off between the thermalentropy production and entropy produced by the reactions in Case 1g. The figure alsoshows that the entropy production looks more constant with a fixed than with a free inlettemperature. This will be further discussed in Section 4.6.
Figure 4.6: The local entropy production for the reference Case (1a, solid line), the mini-mized case with specified inlet temperature (1d, dashed line), and free inlet temperature(1g, dash-dot line). All the cases have a mixed heat flux.
39

CHAPTER 4. RESULTS AND DISCUSSION
4.2 Case 0-1: optimal heating strategy in general,
the highway
Numerical evidence for a highway in the reactor state space for reactors with minimumentropy production was presented in 2004 by Johannessen and Kjelstrup [22]. Theiroptimal control problem was to find a heat transfer strategy which minimizes the entropyproduction in a reactor with fixed chemical conversion, just like Case 1. The highway canbe described as a relation between the conversion of a reaction, ξ, and the temperaturein the reactor. It exists in state space for a large number of optimal solutions. Thehighway was found for both endothermic and exothermic reactor-systems, and representsthe most energy efficient way to travel a long distance in state space. The highway wasalso confirmed for the steam reformer [22]. The existence of the highway was described asnon-trivial, and the entropy production along the highway was approximately constantfor process intensities which were not too high. The process intensity is defined as theratio, ∆ξj/L where ∆ξj = ξj,out − ξj,in and L is the length of the reactor. Knowledgeabout the highway in state space may be important for energy efficient reactor designand new properties of the highway will be revealed in this section.
4.2.1 Case 0: reproduction of literature-results with the newmethod
Figure 4.7 is a reproduction of the highway for the steam reformer, using the same modelas Johannessen and Kjelstrup (Case 0). This figure clearly shows why the highway-namewas adapted, since the common band in Figure 4.7 is full of optimal solutions just as areal highway is full of cars.
4.2.2 The highway slope
Numerical calculations have shown that there are highways in state space. Assume thatthere exists a highway function Hw,d(ξd) for reaction d, which a large set of optimalsolutions follows between ξd,1 and ξd,2:
Hw,d(ξd) = T ξd,1 < ξd < ξd,2 (4.1)
The highway function is continuous and unique, such that all optimal solutions that followthe highway can be described by the highway function. These properties of the highwayfunction imply a common derivative along the highway:
dHw,d(ξd)
dξd=dT
dξd=dT
dz· dzdξd
ξd,1 < ξd < ξd,2 (4.2)
40

CHAPTER 4. RESULTS AND DISCUSSION
Figure 4.7: Reproduction of the highway for a steam reformer with Case 0: Optimalsolutions with various fixed starting temperatures (solid lines). The optimal solutionwith the optimal starting temperature (dashed line).
Analytic expressions for the common derivatives are available through the balance equa-tions describing the reactor-system. In particular from Equation 2.18 and 2.21 in Chapter2:
dT
dξd= F 0
A ·πDJq + ΩρB
∑∀jj [ηjrj(−∆rHj)]
ΩρBηdrd∑6
i [FiCp,i](4.3)
In the rest of this work, the derivatives of T with respect to ξ will be referred to as thestate gradients and the “highway slope” along the highway. Since the optimal solutionsfollow the highway, they will also have a common derivative along the highway. Figure 4.8shows that the state gradients do not only produce one band, as the original highway, buttwo bands in state space. The first band represents the section in Figure 4.7 where theoptimal solutions approach the highway in a parallel fashion. The second band representsthe common derivative for all optimal solutions along the highway. While Figure 4.7 is areproduction of previous work according to Case 0, Figure 4.8 and all subsequent figuresin this section are based on the new reformer model described in Section 2.2.2 which isused in Case 1.The analytic expression for the highway function is not easily available, but the slope ofthe highway can be described analytically. This can be used to uncover properties of thehighway not previously known.
41

CHAPTER 4. RESULTS AND DISCUSSION
Figure 4.8: The state gradients for a collection of optimal solutions. Two bands can berecognized and most easily identified by the lowest red line, and the upper green line.Green represents the optimal solution with the lowest T0, and red the solution with thehighest T0. The green solution follows the highway most closely.
4.2.3 Properties of the highway for systems with one chemicalreaction
For reactors with one chemical reaction, the highway in state-space and its slope implythat the following quantity is common for all the optimal solutions along the highway:
Jqηdrd
=ΩρBπD
(∑6i [FiCp,i]
F 0A
dT
dξd+ ∆rHd
)(4.4)
All variables on the right hand side are functions only of temperature and compositionand equal for all optimal solutions which follow the highway function. The heat fluxon the other hand is a function of Ta, and the reaction rate is a function of the totalpressure. These are quantities which do not produce a band along the highway. Theeffectiveness-factor, ηd, is also weakly depending on the total pressure (Equation 2.13).The highway has so far only been confirmed for constant effectiveness factors [22]. Thequantity on the right hand side shows that there exists a unique relation between twothermodynamic fluxes for all solutions which follow the highway function. The conceptof thermodynamic fluxes and forces was explained in Section 2.3.
42

CHAPTER 4. RESULTS AND DISCUSSION
4.2.4 Properties of the highway for systems with multiple chem-ical reactions
In a multi-reaction system, let us assume that between some degrees of conversion forreaction d, the two reactions d and e follow some highway functions (not necessarily thesame). Then the highway slopes give the following relation between the reaction rates ofreaction d and e:
ηereηdrd
=dT
dξd· dξedT
ξd,1 < ξd < ξd,2 (4.5)
Notice that the right hand side is a function of two highway slopes which are followedby a large set of optimal solutions. This implies that the ratio at the left hand side isalso common for the optimal solutions. Let us further assume that all the reactions inthe system follow some highway functions between ξd,1 and ξd,2. Then all reaction ratese and d are connected by:
ηereηdrd
=dT
dξd· dξedT
∀ e, d (4.6)
If all reactions follow some highway functions, Equation 4.3 assures that the heat flux isalso connected to the reaction rates along the highway, similar to systems with only onereaction:
Jqηdrd
=ΩρBπD
(∑6i [FiCp,i]
F 0A
dT
dξd+
∀j∑j
[∆rHd(ηjrj/ηdrd)]
)∀ d (4.7)
For the case of a steam reformer with three reactions, numerical evidence shows thatall reactions follow some highways simultaneously for a large range in state space. Thismeans that for the steam reformer, all thermodynamic fluxes in the system except thevelocity are connected by the highway function for this interval. Figure 4.10 and 4.11 showthat Equation 4.6 applies for a large part of the steam reformer state space, and Figure4.9 shows the validity of Equation 4.7. The figures also show that the assumptions aboutthe existence of highway functions which are continuous and unique were good and that aunique relation exists between the thermodynamic fluxes for optimal solutions along thehighway in state space for the steam reformer. Only the figures, and not the derivationsin this section are connected to the steam reformer model. Since the highway was alsoshown for 4 other reactor systems [22], there is a strong possibility for the derivations tobe valid also for them.
43

CHAPTER 4. RESULTS AND DISCUSSION
4.2.5 Reaction and heat-transfer modes
In the first article which discusses the highway [22], a reaction and a heat transfer modeare described for the reactor system. This description is made using a figure of the entropyproduction from reaction and heat transfer. Early in state space, the reactions have alarge contribution to the entropy production, while heat transfer dominates later. Figure4.9 strongly supports this previous statement [22]. The reaction mode (Jq/r1 ≈ 0), andthe heat transfer mode (η1r1/Jq ≈ 0) are both very clearly displayed. Figure 4.9 alsoshows that the point where the optimal solution shifts from reaction to heat transfermode depends on the initial conditions. The optimal solution with the largest initialtemperature is the lower red line in Figure 4.9, while the upper green line representsthe lowest initial temperature. We can see that reactors which have a feed gas far fromequilibrium (large initial temperature), have a larger reaction mode. The point in statespace where we have a shift from reaction to heat transfer mode is where the optimalsolution enters the highway. This can be seen by comparing Figure 4.9 to Figure 4.12. Wecan therefore say that the highway represents the heat transfer mode. The reader shouldalso note that the sign of (Jq/r1) is always positive for the steam reformer, because apositive heat flux is necessary to compensate for the endothermic reactions. The existenceof a reaction and a heat transfer mode is also confirmed by Figure 4.8 which shows thestate gradients. Many optimal solutions follow a band identified by the red colouredsolution, where the gradient dT/dξ1 is negative, before they enter a positive band colouredin green. Since the heat flux is mostly positive (Figure 4.14), the negative gradients canonly be a result of the endothermic reactions which dominate the reaction mode accordingto Equation 4.3. The reaction mode is represented by the first band in Figure 4.8. Asthe heat flux becomes more important for the state gradients, the gradients turn positiveand enter the upper band in Figure 4.8 which represents the heat transfer mode.
44

CHAPTER 4. RESULTS AND DISCUSSION
Figure 4.9: The ratio of the heat flux, Jq to the flux of reaction 1, η1r1. Green representsthe optimal solution with the lowest T0, and red the solution with the highest T0. Thegreen solution follows the highway most closely.
4.2.6 The sideways into the highway
Figure 4.8 shows two possible ways to enter the highway, depending on the initial condi-tions. If the feed-gas is not far from equilibrium such as for the upper green line in Figure4.8 (low feed gas temperature), the optimal way is to heat the mixture directly to thehighway. From Figure 4.9 one can see that such solutions have little or no reaction mode.If however the feed gas is far from equilibrium (large feed gas temperature), such as forthe lower red line in Figure 4.8, the reaction mode will be large and the heat transfermode short. This means that we will travel a short distance in state space along thehighway.Figure 4.8 displays several features which characterise the sideways into the highway. Ac-cording to previous derivations, the highway can be characterised as having a unique ratiobetween many of the thermodynamic fluxes in the system. All the fluxes will however notreach the unique ratio at the same time. From Figure 4.11, it can be seen that (r1/r3)is the first ratio to produce a common band. As this happens, we can observe a kink inthe line which approaches the highway in Figure 4.12. From this point on we enter thefirst band observed in Figure 4.8, and the sideways into the highway will have similargradients and be almost parallel. The last two flux ratios (r2/r1) and (Jq/r1) do not reachthe unique flux ratios before the sideways enter the highway according to Figure 4.9 andFigure 4.10.
45

CHAPTER 4. RESULTS AND DISCUSSION
Figure 4.10: The ratio of the flux of reaction 2, η2r2 to the flux of reaction 1, η1r1.Green represents the optimal solution with the lowest T0, which follows the highwaymost closely.
46

CHAPTER 4. RESULTS AND DISCUSSION
Figure 4.11: The ratio of the flux of reaction 3, η3r3 to the flux of reaction 1, η1r1.Green represents the optimal solution with the lowest T0, which follows the highwaymost closely.
47

CHAPTER 4. RESULTS AND DISCUSSION
4.2.7 The functional form of the heat flux
Three different functional forms of the heat flux were studied. One purely convective(1b), one radiative (1c) and one mixed contribution (1d) as described in detail in Section3.2. The highways for all three cases and 11 different boundary conditions are displayedin Figure 4.12. Using this figure, we obtain a variation of ±0.05K for the temperaturesin state space, T(ξ1), with the heat transfer mechanism. In reactor space on the otherhand, the temperatures, T(z), change up to ±3K with the heat transfer mechanism.This suggests the non trivial result that the highways in state space are insensitive to thefunctional form of the heat flux. This observation is non-trivial because Jq, Ta, and thepressure is observed to change noticeably with the functional form of the heat flux (notdisplayed). Even if the highway in state space is insensitive to the functional form of theheat flux, the optimal starting temperature which gives the minimum entropy productionvaries substantially, as shown in Figure 4.13.
Figure 4.12: Optimal solutions for 11 different starting temperatures and radiative heatflux (1c, solid line). Convective Heat flux (1b, dashed line) and mixed heat flux (1d,dash-dot line). Green represents the optimal solution with the lowest T0, which followsthe highway most closely.
48

CHAPTER 4. RESULTS AND DISCUSSION
4.2.8 The accuracy of the highway function
We assumed that there existed a continuous and unique function, Hw,d(ξd), which de-scribed the highway of reaction d. In a mathematical sense, there exists no uniquefunction which describes the highway, because it is really a band, and not a line of solu-tions. Even if a highway function was created, aiming to fit the highway of the reformeras good as possible, it would only be able to reproduce the optimal solutions along thehighway ∼ ±1 K. This variation is estimated by the average width of the highway inFigure 4.12. This width is observed to decrease as the average production of hydrogenper reactor length decreases (the process intensity decreases), which is consistent withprevious observations [22].
Figure 4.13: Optimal solutions with optimal starting temperatures and a radiative heatflux (1c, solid line). Convective Heat flux (1b, dashed line) and a mixed heat flux (1d,dash-dot line).
49

CHAPTER 4. RESULTS AND DISCUSSION
4.2.9 How important is the highway in the reactor-space?
Figure 4.14 shows the reaction and the heat transfer mode as they emerge in the reactorspace. The reaction mode together with the transition between the modes is representedby a red solid line, while the heat transfer mode is green and dashed. Even though thereaction mode is large in state space as for some of the solutions in Figure 4.12, it is smallin the reactor space of the reformer since the reactions are so fast relative to the lengthof the reactor. This means that the highway represents the optimal solution for over 90percent of the reactor length for all the cases investigated in this section.
Figure 4.14: The reaction mode together with the transition between the modes (1d,solid line) and the heat transfer mode represented by the highway (1d, dashed line) foroptimal solutions with 11 different starting temperatures.
50

CHAPTER 4. RESULTS AND DISCUSSION
4.2.10 Can reaction rates linear in the driving force explain thehighway?
The driving force of a reaction is another name for the negative Gibbs energy, −∆Grx [13].A hypothesis has been suggested, that the unique flux ratios presented in this section canbe a result of reaction rates which are linear in the driving force. If this hypothesis isvalid, the ratio of the linearised reaction fluxes, and the slope of a linearised highwayshould be equal to the non-linearised version. A detailed investigation of this issue canbe found in Appendix E. Figure 4.15 shows the state gradients based on the linearisedand the non-linearised reaction rates. The figure shows that the highway can not be aresult of reaction rates linear in the driving force alone, since the highway slope colouredgreen lies above the linearised version coloured blue in the start. One can however seefrom Figure 4.15, that linear reaction rates describe the highway slope remarkably wellnear the end of the state space.
Figure 4.15: The state gradients for a collection of optimal solutions (solid lines). Greenrepresents the optimal solution with the lowest T0, and red the solution with the highestT0. The green solution follows the highway most closely. The state gradients withlinearised reaction rates (dashed lines).
51

CHAPTER 4. RESULTS AND DISCUSSION
4.3 Case 2: establishment of the full GHR model
After studying only the reformer tube in the previous sections, this section is concernedwith the full model of a GHR. The section summarizes the simulation results from thereference Case 2a, which is described in detail in Section 3.3. The results are discussedas they are presented. The reason for the detailed discussion of reference Case 2a, is touncover strengths and weaknesses of the GHR model before it is used to study energy effi-ciency. The values obtained from the product streams of Case 2a for the gas composition,the temperature and the pressure are displayed in Table 4.3.
Table 4.3: Gas composition, temperatures and pressures obtained from the simulations.
Fixed bed reactor Annular heatingtube (product gas) section (outlet gas)
Temperature, [C] 625 732Pressure, [bar] 32.0 38.7Mole fraction CH4 0.207 0.0008Mole fraction CO2 0.076 0.072Mole fraction CO 0.014 0.113Mole fraction H2O 0.497 0.451Mole fraction H2 0.201 0.359Mole fraction N2 0.006 0.004Molar flow, [kmole/h] 25.7 40.9
The convective, radiative and total heat flux for the reference Case 2a are shown inFigure 4.16. They are all limited by the convective heat transfer to the walls of theannulus. The heat transfer coefficients in the annulus are on average 50 W/m2s at theinner wall, R2, and 30 W/m2s at the outer wall, R3. They are both very small comparedto the heat transfer coefficient in the packed bed, which ranges from 1000-2000 W/m2.The velocity, and also the Reynolds number, increase with temperature and flow rate.This explains the increased heat flux near the end of the reformer. The heat transfercoefficients increase with increasing Reynolds numbers. The resistance to heat transferis also evident from Figure 4.17. The thermal gradients between the packed bed and thetube-wall (T-Tw1) are much smaller than the thermal gradients between the tube-walland the heating mixture (Tw2-Ta). The outer wall of the annulus (at R3) has a largethermal gradient. This effect comes from a total heat flux of zero at R3 due to insulationof the reactor unit, and thus a balance between the convective heat flux into the wall andthe radiative heat flux out from the wall.
52

CHAPTER 4. RESULTS AND DISCUSSION
Figure 4.16: Total heat flux for reference Case 2a through the inner reformer wall at R1
(solid line). Radiative heat flux (dashed line) and Convective heat flux (dash-dot line).
53

CHAPTER 4. RESULTS AND DISCUSSION
Figure 4.17: Temperatures for reference Case 2a in the fixed bed (lower solid line), inthe annular heating section (upper solid line), at R1 (lower dash-dot line), R2 (upperdash-dot line) and R3 (dashed line).
54

CHAPTER 4. RESULTS AND DISCUSSION
The curvature of Figure 4.18 shows that the pressure loss increases through the packedbed. This is because velocity, temperature and the Reynolds-number in the packed bedincrease with the reformer length. The pressure drop for the reference case is 8 bar for thepacked bed, and 1.5 Pa for the annular heating section. The pressure drop in commercialsteam reformers typically range from 3-5 bars, [49]. The reason for the larger pressuredrop in our reference case is that spherical catalyst pellets are used, while commercialreformers have catalyst geometry optimized with respect to pressure drop and mechanicalstrength [49]. The steam reformer catalyst R-67-7H from Haldor Topsøe for example, isa cylinder with seven holes [19]. The spherical pellets are assumed dense packed, whichgives a closer packing and lower void fraction (ε = 0.38), than commercial reformers(ε ∼ 0.5). The closer packing leads to a larger pressure drop, but also a high conversionof hydrogen shown in Figure 4.19. The end production of H2 is 10.2 kg per hour perreactor tube for the reference Case 2a.
Figure 4.18: The pressure variations through the fixed bed for reference Case 2a.
55

CHAPTER 4. RESULTS AND DISCUSSION
Figure 4.19: Variations in the production of hydrogen through the fixed bed for thereference Case 2a.
Figure 4.20: The pressure of methane inside the spherical catalyst pellet at z=2.6 m forthe reference Case 2a.
56

CHAPTER 4. RESULTS AND DISCUSSION
The effectiveness factors calculated by Equation 2.13 are displayed in Figure 4.21. Theyshow the same trends as previous work on the subject [49, 52]. The general low valuesof the effectiveness factors means that there are large mass transfer resistance withinthe pellets. The discontinuity of the shift reaction (η2) approximately 2.6 meters intothe packed bed, means that equilibrium is reached at the surface of the catalyst pellets.After this point, Reaction 2 is hydrogen consuming based on bulk conditions. Hydrogenis however still produced inside the pellets, and as a result η2 is discontinuous and shiftsfrom positive to negative as explained in Section 2.2.1. The thickness of the active layerof the catalyst pellets ranges from 5-15 percent of the radius depending on the reactorconditions. Figure 4.20 shows how the partial pressure changes from the bulk value atthe surface of the pellet, to an equilibrium value after approximately 15 percent of theradius. Figure 4.20 is based on conditions 2.6 meters into the packed bed.
Figure 4.21: Variations in the effectiveness factors, ηj, for the spherical catalyst pelletsthrough the fixed bed for the reference Case 2a. Subscript 1, 2 and 3 denotes the reactions.
Why the rate of Reaction 2 can be negative based on bulk conditions and positive basedon pellet conditions has not been explained good enough in literature [49,51]. The reasonfor this phenomenon is that the reaction mixture is allowed to relax to equilibrium insidethe pellets. The reactions are only happening near the surface, and near the centre ofthe catalyst pellets the mixture is at equilibrium. For the conditions encountered in the
57

CHAPTER 4. RESULTS AND DISCUSSION
reformer tube, this means that Reaction 1 and 3 will produce H2, CO, CO2 and consumeCH4 and H2O. From the reaction kinetics in Appendix A, it can be seen that the partialpressures of the components decide the direction of the reactions. From Table 3.4 and4.3 it can be seen that CO is the component which has the lowest mole-fraction in boththe feed and the product mixture of the reactor. Since CO has a small partial pressureboth in the bulk mixture and in the pellets, the relative increase in PCO inside the pelletsdue to Reaction 1 is large compared to the other components and will turn the directionof Reaction 2 from negative to positive according to Le Chatelier’s principle [5], even ifH2 and CO2 is also produced. One might say that the partial pressure of CO decides thedirection of Reaction 2 inside the pellets, and it is observed to be positive even if it is atequilibrium or negative based on the bulk conditions.
The entropy production in the full GHR-model
The different contributions to the entropy production are displayed in Table 4.4. The defi-nition of the different contributions can be found in Chapter 2.3. The largest contributioncomes from the thermal gradients in the system, followed by the viscous contribution andthe reactions. The pressure drop in the annulus is very low (1.5 Pa), and the entropyproduced by viscous forces in the annulus is of the order 10−5. This means that for mostpractical purposes, for example in minimization of the full GHR model with respect toentropy production, the momentum balance of the annular heating section can safely beneglected.
Table 4.4: The entropy production in Case 2a, (dS/dT [J/Ks]).
Value
Total entropy production 70.66Total thermal entropy production 55.85Total viscous entropy production (reformer) 12.57Total entropy production from reaction 1 0.63Total entropy production from reaction 2 0.17Total entropy production from reaction 3 1.43Total viscous entropy production (annulus) 0.00
58

CHAPTER 4. RESULTS AND DISCUSSION
4.4 Case 2: GHR design based on minimum specific
entropy production
The goal of this section is to clarify which effect the design of the gas heated reformerhas on the production of hydrogen and the energy efficiency. Design variables can begeometrical variables such as length and width of the reformer, or the size of the catalystpellets. They are in this work defined as variables that can not be changed in an instantafter the reformer has been constructed. From an engineering point of view we wantthe reactor to produce as much hydrogen and as little entropy as possible for a fixedflow of feed gas. One set of design variables might produce little entropy, but also littlehydrogen. This might not be feasible from a thermodynamic point of view if a largeentropy production is needed to produce sufficient amounts of hydrogen. Of these reasons,the quantity used to compare different reactor designs is the specific entropy production:(
Sspec
dt
)irr
=entropy production
total hydrogen production(4.8)
The reference Case 2a described in the previous section is used as starting point, anddesign variables are changed one at a time with all other variables held constant as ex-plained in Section 3.3. The advantage of using the specific entropy production is that thedesign which produces the most energy efficient hydrogen can be found. The disadvan-tage is that other parameters such as CO2 production, material costs and so on are notcontained in the specific entropy production.
4.4.1 Case 2b: the length of the reference reformer
Figure 4.22 shows that the reference reactor produces the most energy efficient hydrogenwith a length of 21±0.2 meters. When the reactor exceeds this length, the entropyproduced by pressure gradients will continue to grow and the production of hydrogenwill flatten. Figure 4.23 shows that the specific thermal entropy production decreaseswith tube length. This is a result that can be recognised from studies of energy efficientheat transfer [3]. The energy efficiency is known to improve with increasing length of acounter-current heat exchanger, since the average thermal gradients decrease. Figure 4.23also shows that the entropy produced by pressure gradients increase with the length of thereformer, since the packed bed gets longer. The optimal reformer length is a compromisebetween the thermal and the pressure based entropy productions as shown in Figure 4.23.Case 2a, and also Case 2b have larger pressure drops (8 bar) than what is used in theindustry (4-5 bar) as explained in Section 4.3. A smaller pressure drop will mean lessviscous entropy production and that the optimal reformer length will be larger for anindustrial GHR than what is obtained here.
59

CHAPTER 4. RESULTS AND DISCUSSION
Figure 4.22: Variation in the specific entropy production with reformer length. Case 2b.
Figure 4.23: Thermal specific entropy production (solid line), viscous specific entropyproduction (dashed line) and total specific entropy production (dash-dot line). Case 2b.
60

CHAPTER 4. RESULTS AND DISCUSSION
4.4.2 Case 2c: the hydraulic diameter of the annulus
By reducing the hydraulic diameter of the annulus, Dh, the heat transfer between theheating media and the reactor is improved. This is because a smaller annular heatingsection will increase the turbulence of the hot gas mixture, and also increase the heattransfer coefficients, hw2 and hw3. The entropy produced by pressure gradients in theannulus is observed to be of the order 10−5, and hence not comparable to the othercontributions (Table 4.4). This means that only the thermal entropy production is affectedto a noticeable degree by the changed hydraulic diameter of the annulus. The hydraulicdiameter is a parameter which represents the gap between the outer tube of the reformerand the outer wall of the annulus:
Dh =(R2
3 −R22)
2 (R3 +R2)(4.9)
The improved heat transfer due to a smaller heating section will reduce the averagethermal gradients, and thus reduce the thermal entropy production at the same time asthe hydrogen production is increased as shown in Figure 4.24. This is an example onhow the desire of improved heat transfer to produce more hydrogen from the engineeringpoint of view corresponds with decreased entropy production.
Figure 4.24: Variation in the specific entropy production with the hydraulic diameter ofthe annulus. Case 2c.
61

CHAPTER 4. RESULTS AND DISCUSSION
4.4.3 Case 2d: the size of the catalyst pellets
In this work, the catalyst pellets are assumed to be perfect spheres, to make an accu-rate calculation of the effectiveness factors possible. Larger catalyst pellets reduce theproduction of hydrogen, because diffusion limitation only allows for a small part of thecatalyst to be active (the outer layer). Larger catalyst pellets do however reduce theentropy produced by the pressure gradients. Figure 4.25 shows that the most efficienthydrogen is produced with a spherical pellet diameter of 2.2±0.2 cm. Pellets larger thanthis would not be recommended, since the specific entropy production starts to increaseand the hydrogen production decreases for larger pellet diameters. Notice that the resultscorrespond with the engineering practice of using large spherical catalyst pellets(Dp > 0.01 m) in the reformer to reduce the pressure drop [2]. Spherical pellets however,are seldom used in favour of other designs as explained in Section 4.3. In the Case 2d,a constant pellet size-profile was used through the whole reformer. In Case 3 we will seethe effect of having a distribution of sizes through the reformer tube.
Figure 4.25: Variation in the specific entropy production with the size of the catalystpellets for Case 2d.
62

CHAPTER 4. RESULTS AND DISCUSSION
4.5 Case 3: the optimal size-distribution of catalyst
pellets
The catalyst pellet size along the length of the reactor which gave minimum total entropyproduction is shown and compared with the reference reactor in Figure 4.26. A reductionof 2.2 percent of the total entropy production and 12 percent of the pressure inducedentropy production is the result of the optimization according to Table 4.5. Equipartitionof the entropy production from the viscous contribution is a good approximation to alarge part of the reformer tube for the optimized case, as Figure 4.28 illustrates. Theentropy produced by the pressure gradients is much closer to constant for a lagre partof the reformer tube, in Case 3 compared to the reference Case 2a. Equipartition ishowever not a good approximation at the beginning or near the end of the reformer.Figure 4.27 is a zoom-in at the first 35 centimetres of the reformer. This figure showsa size distribution which approaches a large value as z goes to zero. This section couldbe called the reaction part of the reformer. Here, the results tell us that for the first10 centimetres of the reformer, effort should be spent on reducing the entropy producedby the reactions, and that the entropy produced by pressure gradients is more importantlater in the reformer. The continuous pellet size-profile in Figure 4.26 might be difficult toobtain in practice. In the industry, they might be able to make two or three different sizesof catalyst pellets. Figure 4.26 indicates that small pellets should be placed in the startand then continuously increased to the end to produce minimum entropy production.One should however be careful about making conclusions for only two or three pelletsizes based on Figure 4.26, since the available profiles with only three pellet sizes willlook quite different from the continuous size distribution shown in Figure 4.26.
Table 4.5: The total entropy production of the reference Case 2a compared tothe optimized Case 3 ((dS/dt)irr, [J/Ks]).
Heat transfer Viscous flow Reaction Total
Reference Case 2a: 55.85 12.58 2.24 70.66Optimal pellet distribution Case 3: 55.72 11.07 2.31 69.09
63

CHAPTER 4. RESULTS AND DISCUSSION
Figure 4.26: The constant catalyst pellet diameter in the reference case 2a (solid line).The optimal variation in catalyst pellet diameter in Case 3 (dashed line).
Figure 4.27: Size distribution of catalyst pellets in the beginning of the reformer for Case3.
64

CHAPTER 4. RESULTS AND DISCUSSION
Figure 4.28: Viscous entropy production in the reference Case 2a (solid line). Viscousentropy production in Case 3 (dashed line).
65

CHAPTER 4. RESULTS AND DISCUSSION
4.6 Case 1-3: implications on previously established
theories
In this section, the principles of Equipartition of Forces (EoF) and Equipartition of En-tropy Production (EoEP) will be discussed for the results obtained in this work. Theprinciples are described in detail in Section 2.3. They are important to discuss, becauseif they are valid, they can give guidelines on how to design systems to achieve minimumentropy production.
In previous work, evaluation of EoF and EoEP has been qualitatively on the basis offigures. Few quantitative results have been presented in favour of EoF and EoEP forreactor systems consistently modelled by conservation equations [22, 23]. In this workthe principles will be evaluated both qualitatively and quantitatively. This is done byobserving for which section in reactor space the forces and the local entropy productionare relatively constant. We will then quantify how constant the observation is using thetwo measures explained in Table 4.6. Note that according to Table 4.6, Measure 1 willfavour large average values of the local entropy production and Measure 2 will favoursmall values. In this respect, they complement each other.
Table 4.6: The two measures used to compare how constant the local entropy productionand the thermodynamic forces are between z1 and z2.
Explanation: Symbol: Definition:
Measure 1 Relative change in the quantity Q in % ∆% 100·∆Q/Qz1
Measure 2 Approximate gradient of the quantity Q ∆∆z
∆Q/∆z
For both Case 1 and Case 3, the thermodynamic force and the local entropy productionare investigated between the positions z1=2.57 and z2=11.12, where they are observedto be relatively constant compared to the rest of the system according to Figure 4.6and 4.28. The results can be found in Table 4.7 and 4.8 respectively. According toTable 4.7, neither EoF nor EoEP show any clear tendency of describing the state ofminimum total entropy production for the Cases 1b-1g based on Measure 1, compared tothe reference Case 1a. Based on Measure 2, the local entropy production is substantiallymore constant for the optimized Cases 1b-1g, than for the reference Case 1a. For Case3, EoEP describes the minimum remarkably well, while EoF describes the minimum lesswell than it describes the reference Case 2a, independently of the measure. The heattransfer mechanism does also effect how constant the local entropy production is. Forthe cases displayed in Table 4.7, the radiative heat transfer mechanism (1c,1f) seems tofavour a constant local entropy production to a larger degree than a mixed (1a,1d,1g),or a purely convective heat transfer (1b,1e). This however, should not be considered ageneral result, since closer investigations show that the situation is different with otherboundary conditions. EoF does not represent the state of minimum entropy production
66

CHAPTER 4. RESULTS AND DISCUSSION
to a larger degree than the reference case for neither Case 1, nor Case 3. EoEP representsthe state of minimum entropy production very well for Case 3, but should be applied withcaution for optimally controlled systems similar to Case 1. A hypothesis was proposed in2004 by Johannessen and Kjelstrup [22]:
EoEP, but also EoF are good approximations to the state of minimum entropyproduction in the parts of an optimally controlled system that have sufficientfreedom.
The Cases 1e-1g have more freedom than the Cases 1b-1d, because of the free feed gastemperature. Based on Measure 1, the local entropy production gets less constant asmore freedom is given to the optimal control problem. Based on Measure 2, the localentropy production gets more constant when freedom is given to the control problem, fora purely convective and a mixed heat flux. The cases with a purely radiative heat fluxdisplay the opposite behaviour. A more detailed investigation of the local entropy pro-duction along the highway in state space can be found in Appendix E. This investigationreveals that there does not exist a clear connection between constant local entropy pro-duction and increased freedom with respect to the starting temperature, based on neitherMeasure 1 nor Measure 2. At temperatures above the optimal feed gas temperature, thelocal entropy production gets even more constant based on Measure 2, even though thetotal entropy production increases. These results does not imply that the hypothesis byJohannessen and Kjelstrup is false. A “good approximation” is relative. An importantpoint however, is that increased freedom of the optimal control problem is not necessarysynonymous with a more constant local entropy production.
There could be several reasons why the results from Case 1 can not be described accuratelyby EoF or EoEP . One probable reason is that previous models use a constant heat transfercoefficient, while the new model uses a more detailed heat transfer mechanism whichtakes into account the conditions inside the reformer tube. This makes the force-fluxrelation of the thermal entropy production less linear than with a constant heat transfercoefficient, and the model moves further away from the conditions under which EoEP hasbeen proved. (linear force-flux relations and all forces controlled independently). Theminimum of Case 3 shows that one should not reject the hypothesis completely, but itshould be used with caution when the force-flux relations are far from linear. “Far”will notbe defined here, since it is case dependent. The issue with nonlinearities is also connectedto the process intensity, which is the average chemical conversion per meter. The processintensity of the reactor model in this thesis is comparable to the process intensity of acommercially used GHR [49], but might be too large for sufficient freedom for the proposedhypothesis to be valid. The subject of nonlinearities is also discussed in the paper in whichthe hypothesis was proposed, and both nonlinear force-flux relations and high processintensities could reduce the freedom such that the hypothesis was not valid [22]. Basedon this discussion it is appropriate to ask if the hypothesis by Johannessen and Kjelstrupis applicable to real reactor design, or is it just a rough description of special cases wherethe freedom is sufficient?
67

CHAPTER 4. RESULTS AND DISCUSSION
Table 4.7: Case 1: evaluation of the principles of EoF and EoEP for reactor designbetween the positions z=2.57 and z=11.12. F is the thermal thermodynamic force: ∆ 1
T.
F(2.57) F(11.12) σ(2.57) σ(11.12)
Case 1a, reference case: 3.25·10−4 2.99·10−4 4.27 7.22Case 1b, convective heat flux: 4.45·10−4 3.77·10−4 6.38 7.58Case 1c, radiative heat flux: 5.52·10−4 3.80·10−4 7.49 7.89Case 1d, mixed heat flux: 3.44·10−4 2.75·10−4 4.90 6.31Case 1e, convective heat flux: 1.08·10−4 1.27·10−4 1.43 2.29Case 1f, radiative heat flux: 1.23·10−4 1.44·10−4 1.40 2.23Case 1g, mixed heat flux: 1.01·10−4 1.17·10−4 1.46 2.40
∆% F ∆∆z
(F ) ∆% σ ∆∆z
(σ)
Case 1a, reference case: -7.94 -3.01 ·10−6 69.20 0.346Case 1b, convective heat flux: -15.17 -7.89 ·10−6 18.82 0.140Case 1c, radiative heat flux: -31.10 -2.01 ·10−5 5.39 0.047Case 1d, mixed heat flux: -20.05 -8.08 ·10−6 28.73 0.165Case 1e, convective heat flux: 17.83 2.24 ·10−6 60.37 0.100Case 1f, radiative heat flux: 16.41 2.37 ·10−6 59.47 0.097Case 1g, mixed heat flux: 15.88 1.87 ·10−6 65.05 0.111
Table 4.8: Case 3: evaluation of the principles of EoF and EoEP for reactor design be-tween the positions z=2.57 and z=11.12. F is the viscous thermodynamic force: −
(1TdPdz
).
F(2.57) F(11.12) σ(2.57) σ(11.12)
Case 2a, reference case: 69.10 89.11 5.07 6.00Case 3, optimal pellet size-profile: 79.81 45.26 5.20 5.24
∆% F ∆∆z
(F ) ∆% σ ∆∆z
(σ)
Case 2a, reference case: 28.96 2.43 18.34 1.10·10−1
Case 3, optimal pellet size-profile: -47.05 -4.04 0.77 4.68·10−3
68

CHAPTER 4. RESULTS AND DISCUSSION
4.7 General discussion: error estimation
To discuss the accuracy of the results, a division into three different classes of errors hasbeen made. The first class of errors is introduced with the assumptions governing themodel. Even if the computational solution of a problem is perfect, it can not compensatefor bad assumptions. The second class of errors is associated with the semi-empiricalexpressions used in the modelling. Examples are the polynomial expressions describingthe thermal conductivity, or the heat capacity, or the ideal gas state equation which givesthe density of the mixture. Such models are not exact, and an error of for example 10percent is considered normal [45], but this depends on the model. The third class of errorsis computational errors, associated with the solution of the model equations, grid densityand to which degree the conservation equations are fulfilled for the presented solution.Such errors are systematic and can be reduced by improving the criterion for convergenceor changing the way the equations are solved. All these classes of errors will be discussedin this section, and the data which is the foundation of the discussion can be found inAppendix D.
4.7.1 Evaluation of the assumptions
The models of the reformer tube and the annular heating section
One questionable assumption with the GHR model is the assumption of no radial differ-ences in temperature and composition neither in the reformer tube nor in the annularheating section. According to the results by Wesenberg, this is a good assumption forthe reformer-tube ∼ ±5K, but a less good assumption for the annular heating section∼ ±40K. Simulations using Computational Fluid Dynamics (CFD) of the conditions ina steam reformer bed with spherical catalyst pellets, also show that the assumption of noradial differences in temperature and composition is reasonable for the reactor tube [2].Another questionable assumption with the annular heating section is that the hot gasmixture does not absorb or emit radiation. For mixtures containing large amounts ofpolar components such as H2O and CO2, the mixture will absorb and emit radiation atthe temperatures in a GHR. The comparison of the radiative heat flux in this thesis withthe work by Wesenberg [49], shows that there is a substantial difference. The radiationmodel used in this thesis should therefore not be used for polar mixtures, such as thehot gas from an ATR. The most common way to heat a GHR is not with the productfrom a secondary reformer, but with fluegas from the reforming process [48]. The fluegascontains 70 % nitrogen, which is non-polar. With fluegas as the heating fluid, the NETradiation model is expected to perform quite well. One can therefore conclude that theassumptions associated with the radiation model in this thesis are good for the typicalGHR, but not for the cases investigated. To include emission and absorption of radiationin the annular heating section would require a two-dimensional model, which points inthe direction of the model published by Wesenberg [49].
69

CHAPTER 4. RESULTS AND DISCUSSION
The model of the catalyst pellets
There are two questionable assumptions associated with the modelling of the catalystpellets. The first assumption is isothermal pellets, due to the large thermal conductivityof the catalyst [49]. This assumption can be considered quite good according to Wesenberg(< ± 1.5K). The second assumption which should be evaluated is that there is no film-resistance to heat or mass at the surface of the catalyst pellets. This assumption wasevaluated by Wesenberg, and the conclusion of her work was that ignoring the interphasemass and heat transfer resistances only introduces small discrepancies [49].
4.7.2 Estimation of the errors associated with the semi-empiricalmodels
The influence of the semi-empirical models on the overall simulation results was investi-gated by studying how a ±10% change in the model values changed the overall productionof hydrogen and entropy. Small, large, and medium changes are defined according to Ta-ble 4.9. The quantity “x” in table 4.9 denotes the realtive response in percent to a 10 %change in the model-values.
Table 4.9: Definition of how the response fromtypical errors in the models are classified.
±% : (x) Definition
x <1 small1 ≤x <4 mediumx ≥4 large
A 10% change in the values from the kinetic model which gives the reaction rates wasfound to have a small effect on the overall simulation results. A change in the viscositymodel, the model of the thermal conductivity and the models of the heat transfer coef-ficients had small effects on the entropy production. hw2 and the thermal conductivityhowever had a medium influence on the production of hydrogen, due to their strong ef-fects on the heat transfer. The model of the heat capacity strongly influences the entropyproduction, and the chosen equation of state strongly influences the hydrogen production,while their other contributions are medium. All the numbers which are at the basis ofthis evaluation can be found in Appendix D. The conclusion is that accurate models ofthe heat capacity, the thermal conductivity and hw2 are most important. The equationof state will also have a strong influence on the results.
70

CHAPTER 4. RESULTS AND DISCUSSION
4.7.3 Estimation of the effect of fluctuations in the initial con-ditions
Typical fluctuations in the initial conditions of the feed gas and the hot gas mixture en-tering the annular heating section, were applied to see the effect on the overall simulationresults [48]. The details of this discussion can be found in Appendix D. Typical variationsin pressure, or steam-carbon ratio of the feed gas had little effect on the overall simulationresults. The inlet temperatures of both the reactor tube and the annular heating sectionwere found to give medium changes in the results. This was also the case for typicalchanges in the molar flows of the feed gas and the heating gas. From these investigationsit can be seen that no large effects come from fluctuations in the initial conditions.
4.7.4 Estimation of errors in the computation
The errors associated with the computer-simulations and to which degree the total mass,energy and momentum balances have been fulfilled is estimated and measured to be lessthan a relative error of 5·10−6 for all the cases presented in this thesis. The only exceptionis the model of the catalyst pellets which only has an accuracy of 10−4 for the effectivenessfactors. The reason for this is that the catalyst model is the most time consuming model,and the proposed accuracy is more than enough for this work. As an illustration on theestimation of the relative error, a consistency check for the total entropy production hasbeen made and is presented in Table 4.10. Table 4.10 shows a comparison of the valueobtained for the total entropy production by integration of the local entropy productionin Equation 2.44, compared to the entropy balances over the whole reformer given inEquation 2.46 and 2.47. The comparison shows that the total entropy production isconsistent to a relative error less than 5 · 10−6. The reason why Case 1 is more accuratethan Case 2 is that there is no iteration on the radiative heat flux in Case 1. This isfurther explained in Appendix C.
Table 4.10: Consistency check of the total entropy production from the simulations.
Values
Case 1d (dS/dt)irr from Equation 2.44 69.3811Case 1d (dS/dt)irr from Equation 2.46: 69.3811Case 1d Normed difference between the values: 2.00·10−7
Case 2a (dS/dt)irr from Equation 2.44 70.6627Case 2a (dS/dt)irr from Equation 2.47: 70.6628Case 2a Normed difference between the values: 1.21·10−6
71

CHAPTER 4. RESULTS AND DISCUSSION
4.8 General discussion: the optimal heating strategy
4.8.1 The optimization problem
Section 4.1 shows optimal heat transfer strategies for a model of the steam reformer tube.The results show that if the feed gas temperature is fixed, only about 2 percent reductionof the entropy production is possible using the optimal heating strategy. Accordingto Table 4.1, an improved heat transfer mechanism has greater effect on the entropyproduction than the optimal heat transfer strategy when the feed gas temperature isfixed. If however, the feed gas temperature is a free variable, the entropy production canbe reduced by approximately 46 percent according to Table 4.2. The large reduction inentropy production associated with the optimal feed gas temperature is unfortunately notrealistic, since it assumes that no entropy production is associated with the preheatingof the feed gas. A realistic search for the optimal feed gas temperature should alsotake into account the model of the preheating. The reason for the large impact of theheat transfer mechanism on the entropy production is that the largest source of entropyproduction is the thermal gradients across the reformer wall (Table 4.4). By improvingthe heat transfer, the same amount of hydrogen can be produced by smaller temperaturegradients. To understand this, we should examine the case where the heat flux dependslinearly on the thermal force (Section 2.3):
σthermal = πDJq∆1
T= πDLT,T∆2 1
T(4.10)
By looking at Equation 4.10 which gives the expression for the thermal entropy pro-duction, we can see that the entropy production depends linearly on the heat flux, andquadratic on the temperature gradients. If LT,T doubles, this means that the same amountof heat can be transferred with only 50 percent of the thermal entropy production.
4.8.2 The highways in state space
The main question associated with the highway and energy efficient reactor design is:“ Should the highway in state space be applied in energy efficient reactor design? “. Theanswer will depend on the restrictions one has on the reactor system. Some boundaryconditions might be far away from the highway, and it may be infeasible to take it intouse, just like it might be infeasible to drive to the highway in real life if one only needsbread and milk at the local supermarket. The highway should also not be misunderstoodas a way one should use as fast as possible to produce minimum entropy production.The minimum entropy is not produced if one follows the highway from start to end. Thehighway should be considered as a mode, in which reactors with minimum entropy pro-duction could use to some degree. According to Figure 4.13, the optimal degree of usingthe highway depends on the heat transfer mechanism. Figure 4.14 however, shows thatthe reaction mode is almost always small in the reactor space of the reformer. This means
72

CHAPTER 4. RESULTS AND DISCUSSION
that to follow the highway in reactor space is an excellent approximation to the most en-ergy efficient solution for over 90 percent of the reactor length for the cases investigatedin Section 4.2. The observation made in Section 4.2.7 that the highway is insensitive tothe heat transfer mechanism, makes the highway a more robust tool in entropy minimaldesign, than the Ta-profiles which vary largely with the mechanism of heat transfer ac-cording to Figure 4.4. If the boundary conditions are feasible, the highway could be apowerful tool in energy efficient reactor design.
How the highway should be used to design energy efficient reactors, has also been dis-cussed in the literature [22]. A scheme has been proposed where the reactor should firstoperate in an almost adiabatic reaction mode, before a subsequent heat transfer moderepresented by the highway should be used. The investigations in this thesis show thatthe reaction and the heat transfer mode could be identified by the flux ratio (Jq/r) whichis unique along the highway, where Jq is the heat flux and r is the reaction rate. Thedegree of how much the highway should be used in reactor design, depends highly on howfree the boundary conditions of the reactor are, and how much entropy production thatis associated with preheating the feed gas.
4.9 General discussion: the design of the GHR
Section 4.4 shows how changes in the design variables of the GHR affect the specificentropy production. The specific entropy production was defined as the ratio of the to-tal entropy production to the production of hydrogen. The length of the reactor whichproduces the most energy efficient hydrogen is a trade-off between the thermal and theviscous entropy production. In reality, the reactor length which is used is also a strongfunction of the pressure loss. Too large pressure loss creates problems for process equip-ment used after the reactor unit, such as the pressure swing adsorption unit (Section 2.1).This could make it difficult to increase the length additionally compared to currently usedGHR design. The main focus of previous work with entropy minimization of the reformerhas been on the optimal heating strategy [22, 29]. This might suggest that the optimalheating strategy should be the criterion for energy efficient reactor design. The resultsin this thesis strongly suggest that the optimal heating strategy for a reformer shouldbe a secondary design criterion. The first design criterion should be to make the heatexchange into the reformer-tube as good as possible. This is evident both from Section4.1, and Figure 4.24. Figure 4.24 shows that the entropy production decreases and thehydrogen production increases as the hydraulic diameter of the annulus is made smaller.An increased heat transfer can also be achieved by adding fins to the annular heatingsection. The best placements for fins in a counter-current GHR is from an energy efficientpoint of view near the end of the reformer, because this will reduce the average thermalgradients as much as possible for a large part of the reformer, and hence be best for theentropy production.
Section 4.4 shows that the geometric design of the reactor can have substantial effect on
73

CHAPTER 4. RESULTS AND DISCUSSION
the production of both hydrogen and entropy. The optimization of the catalyst pellet sizealong the reformer in Section 4.5 shows that smaller pellets should be placed in the firstpart of the tube, while the last part should contain larger pellets. The effect of using thisoptimal profile was small (2 percent decrease in the entropy production). Some of thereason for this is that the pellet size has little effect on the thermal entropy production,which is the largest contribution according to Table 4.4. If the thermal contribution canbe reduced by reducing the thermal gradients in the system, the optimal pellet profilemight be something worth considering for more energy efficient reactors in the future. Inthe current situation, the thermal entropy production should be the area of focus.
4.10 Suggested directions for further work
In association with the investigations of the optimal heating strategy of a reformer, thefollowing ideas should or could be followed:
• Modelling of realistic heat exchange involved in the preheating of the gas into thereformer should be made in order to say something about the value of raising thetemperature of the feed gas.
• The reformer should also be optimized in a greater context, where other aspectsof the reforming process, such as the heat exchange and the combustion of thepurgegas should be taken into account (Figure 2.1).
• Investigations to answer the question if the highway in state space also exists whenthe diffusion is modelled through non-constant effectiveness factors could be made.
• The reformer model could be expanded in two dimensions such as the work byWesenberg [49] and then minimized with respect to the entropy production. A twodimensional model changes the optimal control problem to one which is not standardaccording to literature [24], because it is no longer constrained by ordinary butpartial differential equations. This means that minimization of a two dimensionalreactor model with the help of optimal control is a much more complex problemthan the one dimensional cases investigated in this thesis.
In association with investigations of the optimal design of a GHR, the following ideascould be followed:
• The search for an optimal pellet distribution could also be solved as an optimalcontrol problem. The numerical solution of Case 3 could serve as an initial guess.
• The geometry of the outer annular shell of the GHR could be a variable in opti-mization. Perhaps an optimal shape of this shell looks like a cone? Or perhaps theoptimal shape resembles the optimal Ta-profile? This problem is possible to solve,but requires a good model for the configuration-factors used in the radiation model.
74

Chapter 5
Conclusion
A model describing a steam reformer tube has been established and minimized withrespect to the entropy production to find the optimal heating strategy of the reformer.The optimal heating strategy refers to the temperature-profile from which heat shouldbe supplied to the reactor-tube to give minimum entropy production. The minimizationwas conducted with several heat transfer mechanisms including purely convective, purelyradiative and a mix of the two. The conclusions from these minimizations are:
• The heat transfer mechanism has a large influence on the optimal temperatureprofile at the outside of the reformer.
• If no irreversibilities are associated with preheating the reaction mixture, then theoptimal feed gas temperature is between 1000-1100 K, depending on the heat trans-fer mechanism.
• For the steam reformer reactor, increased heat transfer should be the first designcriterion for increased energy efficiency. The optimal heating strategy should be asecondary design criterion.
• The principles of EoF and EoEP were not found to describe the state of minimumentropy production for the steam reformer model investigated in this thesis. Thetwo principles should therefore be applied with caution.
Based on the minimization of the reformer model, many optimal solutions were observedto end up on a common band in state-space called the highway. Investigations of thehighway gave the following conclusions:
• The highway can be characterised as having unique ratios between most of thethermodynamic fluxes in the reactor system. These ratios produce bands in statespace, just like the original highway.
75

CHAPTER 5. CONCLUSION
• The quantity (Jq/r) has a unique ratio along the highway and could be used todivide entropy minimal reactors into a reaction and a heat transfer mode, wherethe highway represents the heat transfer mode. The length of the reaction and heattransfer modes depends on the boundary conditions of the reactor.
• How the optimal solutions approach the highway depends on the boundary condi-tions of the reformer. If the feed-gas is not far from equilibrium the optimal wayis to heat the mixture directly to the highway. If however the feed gas is far fromequilibrium, the reaction mode will be large and the heat transfer mode short. Thismeans that we will travel a short distance in state space along the highway.
• Some optimal solutions are in a reaction mode for a large part of the state space.In the reactor space however, the highway describes the optimal solutions for over90 percent of the reactor length for the cases investigated. This is because thereactions are so fast compared to the reactor length.
• In contrast to the optimal heating strategy, the highway is insensitive to changes inthe heat transfer mechanism.
A full model of a Gas Heated Reformer (GHR) was established including an annularheating section, where the reformer was heated by a hot gas in counter-current flow.The full GHR model included diffusion in the spherical catalyst pellets. Radiative andconvective heat transfer was modelled in the annular heating section. Based on this model,several simulations were made to find the values of the geometrical design variables thatproduced the most energy efficient hydrogen. The conclusions from these simulations are:
• There exists an optimal length of the reformer which represents a compromise be-tween thermal and viscous entropy production. The optimal length obtained was21± 0.2 meters. This length depends strongly on the rest of the design variablesand should not be considered a general result.
• To increase the heat transfer for example by reducing the hydraulic diameter of theannular heating section was found to be a great way to both increase the hydrogenproduction and reduce the entropy production.
• There exists an optimal spherical pellet size which produces the most energy efficienthydrogen. For the reactor parameters studied in this thesis it was 2.2 ± 0.2 cm.
The full model of a GHR was subjected to an optimization to find the catalyst pellet size-profile along the length of the reactor which gave minimum total entropy production. Theconclusions from this minimization are:
• In the first 10 centimetres of the reformer, the reactions will have the most influenceon the entropy production. Large pellets could be applied here to reduce the entropyproduced by the reactions.
76

CHAPTER 5. CONCLUSION
• After the first 25 centimetres of the reformer, one should place small pellets in thestart and continuously increase the size through the reformer.
• The state of minimum entropy production for the pellet size-distribution can bedescribed as having a relatively constant local entropy production in a large partof the reformer.
77


Appendix A
The reactor model
Appendix A contains details from the modelling of the gas heated reformer in Section 2.2.A detailed description of the reactions that happen in the reformer together with a modelof the most important reaction kinetics can be found in Section A.1. The reaction kineticsin Section A.1 was used in the modelling of the reformer tube. A detailed description ofthe thermodynamic models for viscosity, thermal conductivity and heat capacity is givenin Section A.2.
A.1 The reactions of reforming
The reforming reactions in Equation A.9 and A.11, and the water shift reaction in Equa-tion A.10 are the most important reactions when converting methane in the presence ofsteam. The CO2 reforming reaction in Equation A.1 is often referred to as dry reform-ing because of the absence of steam. The latter reaction is obviously advantageous forreducing the CO2 content in the reactor effluent. Unfortunately, low steam to carbonratios in combination with high temperatures may lead to unwanted coke formation bydecomposition of methane shown in Equation A.2. Other reactions might also lead tocoke formation, as in the reactions shown in Equation A.3 and A.8. Coke formationleads to deactivation of the catalyst and is hence unwanted. In the presence of oxygen,methane undergoes partial oxidation to produce CO and H2 as in Equation A.5. Sidereactions such as complete oxidation of methane to CO2 and H2O as in Equation A.5,and oxidation of the formed CO (Equation A.6) and H2 (Equation A.7) might also occur.Both steam reforming and partial oxidation of methane are reduced by elevated pressure.The number of molecules increases due to the reactions and because of Le Chateliers’principle, the equilibrium will move in disfavour of steam reforming and partial oxida-tion. In the modelling of these reactions a simplified reaction mechanism only involvingthe reactions in Equation A.9, A.11 and A.10 was used.
79

APPENDIX A. THE REACTOR MODEL
CH4 + CO2 2CO + 2H2 (A.1)
CH4 C + 2H2 (A.2)
2CO C + CO2 (A.3)
CH4 + 0.5O2 CO + 2H2 (A.4)
CH4 + 2O2 CO2 + 2H2O (A.5)
CO + 0.5O2 CO2 (A.6)
H2 + 0.5O2 H2O (A.7)
CO +H2 C +H2O (A.8)
A.1.1 The model of the reaction kinetics
Xu and Froment [52] developed expressions for the reaction rates of the three main reac-tions, Reaction 1, 2 and 3:
CH4 +H2O CO + 3H2 (A.9)
CO +H2O CO2 +H2 (A.10)
CH4 + 2H2O CO2 + 4H2 (A.11)
The rate expressions include the fact that the reactions are equilibrium reactions, andthe reaction rate, rj, of reaction j is:
r1 =k1
3.6p2.5H2
pCH4pH2O − p3H2pCO/K1
(DEN)2(A.12)
r2 =k2
3.6pH2
pCOpH2O − p3H2pCO2/K2
(DEN)2(A.13)
r3 =k3
3.6p3.5H2
pCH4p2H2O− p4
H2pCO2/K3
(DEN)2(A.14)
The rate coefficients are given by:
kj = Ajexp
[−103 Ej
RgT
](A.15)
The Arrhenius constants, Aj, and the activation energies, Ej, come from Froment andBischoff and are given in Table A.1 [15]. The equilibrium constant of reaction j is:
80

APPENDIX A. THE REACTOR MODEL
K1 = 10−11650/T+13.076 (A.16)
K2 = 101910/T−1.784 (A.17)
K3 = K1 ·K2 (A.18)
The denominator is defined as:
DEN = 1 +Gcopco +GH2pH2 +GcH4pcH4 +KH2opH2o/pH2 (A.19)
The adsorption coefficient, Gi, of component i in Equation A.19 is:
Gi = Aad,iexp
[103−∆Had,i
RgT
](A.20)
The pre-exponential factors for adsorption, AAd,i, and the adsorption enthalpies, −∆Had,i,can be found in Table A.1:
Table A.1: Constants needed for the reaction kinetics [15].
Reaction parameters:
j=rxn. 1 j=rxn. 2 j=rxn. 3
Aj 4.225·1015 1.955·106 1.02·1015
Ej, [kJ/kmole] 240.1·103 67.13·103 243.9·103
Component parameters:
i=CO i=H2 i=CH4 i=H2O
Aad,i 8.23·10−5 6.12·10−9 6.65·10−4 1.77·105
−∆Had,i, [kJ/kmole] -70.65·103 -82.9·103 -38.28·103 88.68·103
81

APPENDIX A. THE REACTOR MODEL
A.2 The thermodynamic models for the gas mixture
The physical properties of the gas mixture is a function of temperature, pressure andcomposition. Models for the viscosity, the thermal conductivity and the specific heatcapacity are presented in this section:
A.2.1 The model of the viscosity
The viscosty of the gas mixture, µg, was calculated by the method of Wilke, as a functionof the pure gas viscosities, µv,i. The pure gas viscosities were estimated by the use ofLucas’ method [36]. In these equations, Tr is the reduced temperature, ψr is the reduceddipole moment calculated from the dipole moment, ψi, and from the critical constants.The critical constants for the gases used in these simulations are given in Table A.2.
Tr,i =T
Tc,i(A.21)
ψr,i = 52.46ψiPc,iT 2c,i
(A.22)
The correction factors that account for polarity effects, F 0P,i, depend on the reduced dipole
moment, ψr,i, the reduced temperature, Tr,i, and the critical compressibility factor, Zc,i,found in Table A.2.
F 0P,i =
1 for 0 ≤ ψr,i ≤ 0.022
1 + 30.55 (0.292− Zc,i)1.72 for 0.022 ≤ ψr,i ≤ 0.075
1 + 30.55 (0.292− Zc,i)1.72 |0.96 + 0.1(Tr,i − 0.7)| for 0.075 ≤ ψr,i(A.23)
The correction factor accounting for quantum effects, F 0Q,i, is equal to 1 for all components
except from H2. For H2 it is described by Equation A.24. Here the function “sign” is +1or -1 for positive or negative arguments.
F 0Q,H2
= 1.1708(
1 + 0.00385[(Tr,H2 − 12)2
]1/MH2 sign(Tr,H2 − 12))
(A.24)
The temperature dependency of the gas viscosities, µv,i, is suggested in Lucas’ methodand displayed in Equation A.25. The unit for viscosity is here µP . Here, ξi is the reducedinverse viscosity defined by Equation A.26.
µv,i =F 0P,iF
0Q,i
ξi
[0.807T 0.618
r,i − 0.357e−0.449Tr,i + 0.340−4.058Tr,i + 0.018]
(A.25)
ξi = 0.176
(Tc,i
M3i P
4c,i
)1/6
(A.26)
82

APPENDIX A. THE REACTOR MODEL
Table A.2: Critical temperatures, pressures, comp. factors and dipole moments [36].
i = 1 (CH4) i = 2 (H2O) i = 3 (CO) i = 4 (H2) i = 5 (CO2)
Tc 190.56 647.14 132.85 32.98 304.12Pc 45.99 220.64 34.94 12.93 73.74Zc 0.286 0.229 0.292 0.303 0.274φ 0 1.8 0.1 0 0
The viscosity of the gas mixture, µv,g, is calculated by the method of Wilke [36]. In thisequation xi is the mole fraction of component i and φij is an interaction parameter:
µv,g =5∑i=1
xiµv,i∑5j=1 xjφij
(A.27)
The interaction parameter, φij, can be approximated by Equation A.28 [49].
φij =
[1 + (µv,i/µv,j)
1/2(Mj/Mi)1/4]2
8 (1 + (Mi/Mj))1/2
(A.28)
A.2.2 The model of the thermal conductivity
Thermal conductivities of pure gases, kg,i, are often modelled by polynomial expressions.The polynomial form is displayed in Equation A.29, with the corresponding constants inTable A.3.
kg,i = Ai +BiT + CiT2 +DiT
3 (A.29)
Table A.3: Constants for calculation of the thermal conductivity through Eq. A.29 [40].
i = 1 (CH4) i = 2 (H2O) i = 3 (CO) i = 4 (H2) i = 5 (CO2)
Ai −1.869 · 10−3 7.341 · 10−3 0.5067 · 10−3 8.099 · 10−3 −7.215 · 10−3
Bi 8.272 · 10−5 −1.013 · 10−5 9.125 · 10−5 66.89 · 10−5 8.015 · 10−5
Ci 1.179 · 10−7 1.801 · 10−7 −0.3524 · 10−7 −4.158 · 10−7 0.05477 · 10−7
Di −3.614 · 10−11 −9.100 · 10−11 0.8199 · 10−11 15.62 · 10−11 −1.053 · 10−11
The thermal conductivity of the gas mixture, kg,m, can be calculated from the Wassili-jewa equation with the modification of Mason and Saxena [36]. In Equation A.30, theinteraction parameter from Equation A.28 is used as an approximation.
83

APPENDIX A. THE REACTOR MODEL
kg,m =5∑i=1
xikg,i∑5j=1 xjφij
(A.30)
A.2.3 The model of the specific heat capacity
The temperature dependency of the heat capacity of the pure gases can be representedby a polynomial expression on the form given by Equation A.31. The constants are givenby Table A.4.
cP,i =(a0,i + a1,iT + a2,iT
2 + a3,iT3 + a4,iT
4)
(A.31)
Table A.4: Constants for calculation of the heat capacity through Eq. A.31 [36].
i = 1 (CH4) i = 2 (H2O) i = 3 (CO) i = 4 (H2) i = 5 (CO2)
a0,i 4.568 4.395 3.912 2.883 3.259a1,i −8.975 · 10−3 −4.186 · 10−3 −3.913 · 10−3 3.681 · 10−3 1.356 · 10−3
a2,i 3.631 · 10−5 1.405 · 10−5 1.182 · 10−5 −7.720 · 10−6 1.502 · 10−5
a3,i −3.407 · 10−8 −1.564 · 10−8 −1.302 · 10−8 6.920 · 10−9 −2.374 · 10−8
a4,i 1.091 · 10−11 6.320 · 10−12 5.150 · 10−12 −2.130 · 10−12 1.056 · 10−11
The expression for the specific heat capacity of the gas mixture, cP,g, depends on the gascomposition and is weighted with the mole fractions as shown in Equation A.32.
cP,g =5∑i=1
xicP,i (A.32)
84

Appendix B
The local entropy production of theGHR
This appendix shows how the local entropy production of the GHR can be derived fromthe total entropy balance over the reactor. The derivation is inspired by previous deriva-tions of the local entropy production in reactor systems [22]. The total entropy balanceof an isolated GHR is: (
dS
dt
)irr
= Sout − Sin (B.1)
Here,(dSdt
)irr
is the total entropy production and S denotes the entropy associated withthe gas-streams into or out of the system. Let subscript a denote the annular heatingsection of the reactor:(
dS
dt
)irr
= kc · (Sa|z=L − Sa|z=0) + S|z=L − S|z=0 (B.2)
Here, L is the length of the reactor and z is the length variable. Using the fundamentaltheorem of calculus, this can be written as:(
dS
dt
)irr
=
∫ L
0
(dS
dz+ kc
dSadz
)dz (B.3)
The local entropy production is recognized as:
σ =dS
dz+ kc
dSadz
(B.4)
85

APPENDIX B. THE LOCAL ENTROPY PRODUCTION OF THE GHR
Equation B.4 can be rewritten as:
σ =
(∂S
∂T
)P,Fi
dT
dz+
(∂S
∂P
)T,Fi
dP
dz+
n∑i=1
(∂S
∂Fi
)P,T
dFidz
+
k.c
((∂S
∂Ta
)Pa
dTadz
+
(∂S
∂Pa
)Ta
dPadz
) (B.5)
Assuming that the gas stream is a mixture of n ideal gases, the entropy is:
S =n∑i=1
[Fis
0i − FiRg ln
PxiP 0
](B.6)
The derivatives of the entropy with respect to temperature, pressure and flow rates are:(∂S
∂T
)P,Fi
=1
T
n∑i=1
[FiCp,i] (B.7)(∂S
∂P
)T,Fi
= −Rg
P
n∑i=1
Fi (B.8)(∂S
∂Fi
)P,T
= s0i −Rg ln
PxiP 0
(B.9)
By inserting the conservation equations for a GHR from Chapter 2 together with EquationB.7 to B.9 into Equation B.5, one gets:
σ =πDJqT
+ ΩρB
m∑j=1
[ηjrj
∆rHj
T
]− Rg
P
n∑i=1
FidP
dz+
ΩρB
n∑i=1
m∑j=1
[νj,iηjrjsi] + kc
(−kcπD
JqTa− kcRg
Pa
n∑i=1
Fi,adPadz
) (B.10)
We use the relation between the velocity and the total flow rate for ideal gases. Togetherwith the identity in Equation B.11 the results is Equation B.12:
n∑i=1
m∑j=1
[νj,iηjrjsi] =m∑j=1
[ηjrj∆rSj] (B.11)
σ =πDJq∆1
T+ Ωv
(− 1
T
dP
dz
)+ ρB
m∑j=1
[ηjrj
(−∆rGj
T
)]+ Ωava
(− 1
Ta
dPadz
) (B.12)
86

Appendix C
Algorithms and scripts in Matlab
This appendix contains the details on how the different cases of the thesis were solved inthe computer program Matlab [1]. A general description of the most important scriptsused from the Matlab-program package can be found in Section C.1. The description ofthe algorithms used to solve Case 0-1, 2 and 3 can be found in Section C.2, C.3 and C.4respectively.
C.1 The most important scripts in Matlab
The most important Matlab-scripts used in this work are:
fmincon:
This script attempts to find a constrained minimum of a scalar function of several variablesstarting at an initial estimate. The constraints can be both linear (positive mole fraction)and non-linear (conservation equations). This makes the solver able to solve a large varietyof problems. For the medium scale algorithm, the script uses a sequential quadraticprogramming method at each iteration. Fmincon performs a line search for a functionestimate defined by a Hessian and a Lagrangian. The update of the two matrices aremade on the basis of the BFGS formula [37].
bvp4c:
This is a script made to solve boundary value problems for ordinary differential equations.It can also be used to solve initial-value problems without any large time-disadvantagecompared to the ode-solvers. The solver discretize the problems using a finite differencescheme and uses the three stage Lobatto IIIa formula, which is a collocation formula.Mesh selection and error control are based on residuals of a continuous polynomial whichapproximates the solution during the solution-process.
87

APPENDIX C. ALGORITHMS AND SCRIPTS IN MATLAB
ode15s:
This is a script made to solve initial value problems for ordinary differential equations.The script is recommended for stiff problems, and is based on the numerical differentialformulas [44].
These scripts along with many others were used to solve the four main cases of this thesis.The next sections will in detail describe the algorithms used.
C.2 Case 0-1: the optimal heating strategy of the
reformer
The algorithm used to solve Case 0 and 1 was first published in 2004 [23]. The algorithmhas later been applied to many reactor models [22]. The collection of Matlab scriptsused previously to find the minimum entropy production for a model similar to Case 0was updated to take into account the features of the new reformer model described inChapter 2. The original program was written by Eivind Johannessen and the algorithmis displayed in Figure C.1. The idea behind the algorithm is that a good initial guess isneeded for bvp4c to be able to solve the optimal control problem. This initial guess isobtained by a coarse numerical optimization by the Matlab script fmincon on a relativelysmall grid of 40-non uniform grid points. One difference between the solution of Case 0,and the solution of the first case was the computation of the algebraic constraint for theoptimal control problem:
∂H
∂Ta= 0 (C.1)
For Case 0, an explicit relation for the temperature at the outside of the reformer, Ta,could be obtained by the thermal multiplier function, λT , and the state variables [22]:
Ta = T
[1 +
λTT
2∑
i FiCp,i
]−1
(C.2)
Jq =R2
R1
·(crad σr
(T 4a − T 4
w2
)+ hw2 (Ta − Tw2)
)(C.3)
With the new heat flux displayed in Equation C.3, Equation C.1 only gives Ta implicitly.The implicit relation will be derived in the remaining part of this section. Tw2 is neithera state variable as T, nor a control variable like Ta. Tw2 is however, a function of both Tand Ta. The relation between T, Ta and Tw2 is found by combining Equation 2.38 and2.39, which are the radial energy balances at R1 and R2 from Chapter 2. This gives:
88

APPENDIX C. ALGORITHMS AND SCRIPTS IN MATLAB
hw2 (Ta − Tw2) + cradσr(T 4a − T 4
w2
)=
R1hw1
R2
·(aTw2 + hw1T
a+ hw1
− T)
(C.4)
Here, the constant a is given by:
a =kw
R1 ln(R2/R1)(C.5)
The algebraic constraint of the optimal control problem gives:
∂H
∂Ta= 0⇒(
1
T− 1
Ta+
λT∑i FiCp,i
)·(∂Jq∂Ta
)+
1
T 2a
(Jq) = 0
(C.6)
Here, Jq is given by Equation C.3, and the derivative with respect to Ta is:
∂Jq∂Ta
=R2
R1
·(crad σr
(4T 3
a − 4T 3w2 ·
∂Tw2
∂Ta
)+ hw2
(1− ∂Tw2
∂Ta
))(C.7)
The derivative ∂Tw2/∂Ta is found by an implicit derivation of Equation C.4. The resultis:
∂Tw2
∂Ta=
(hw2 + 4crad σrT
3w2 +
R1hw1
R2
a
a+ hw1
)−1
· ...(hw2 + 4crad σrT
3a
) (C.8)
The Equations C.3, and C.6-C.8 gave an implicit relation for Ta which was solved for everyiteration of the boundary value solver bvp4c. Ta was extracted from the implicit relationwith the root-solver in Matlab together with the script fsolve. The sceptical reader shouldnote that the performance of Equation C.6-C.8 was compared to a numerical derivation.The analytical and numerical derivations were found to give the same value to a relativeaccuracy of approximately 10−6, which was the accuracy of the numerical derivation. TheHamiltonian was checked, and found to be constant for all the simulations associated withCase 0 and Case 1. A constant Hamiltonian is expected for autonomous optimal controlproblems according to Section 2.4. This serves as an insurance of correct implementationof the equations.
89

APPENDIX C. ALGORITHMS AND SCRIPTS IN MATLAB
Interpolate onnon-uniform
grid of 40 grid points
Do a numericaloptimization (fmincon):TNu, PNu, Ta,Nu, ξi,Nu
Solve reactor + annulusfor reference variables:
(bvp4c)TRef , PRef , Ta,Ref , ξi,Ref
START
Solve the optimalcontrol prob-lem, (bvp4c):T , P , Ta, ξi
Convergence
Make grid 50 % larger.Interpolate TNu, PNu,Ta,Nu, ξi,Nu on new grid
EXITno yes
Figure C.1: Case 0-1: The algorithm used to solve the optimal control problem of thereformer-tube models.
90

APPENDIX C. ALGORITHMS AND SCRIPTS IN MATLAB
C.3 Case 2: solution of the full model of a GHR
Margrete H. Wesenberg solved the model equations for a two dimensional Gas HeatedReformer (GHR) and published the results in 2006 [50]. Wesenberg modelled a heteroge-neous reactor with a discrete ordinate model for the radiative heat flux. The model tookinto account radial variations in mass fractions, temperature and velocity. Equationsfor the catalytic pellets were solved with film resistance to both mass and heat transfer.The catalytic pellet model equations were however solved for a grid of only 5 points in apredefined depth of the pellet, called the active layer. The GHR model (Case 2 and 3)presented in this work is an attempt to get as close as possible to the model by Wesen-berg [49] with one-dimensional modelling.
In this work, we also want to study the effect of changing the pellet size. To solve thepellets only for a predefined depth would be insufficient in this respect, and we resolvethe whole pellet with the boundary-value solver in Matlab called “bvp4c”. This increasesboth computation time and accuracy compared to the alternative used by Wesenberg [50].The thermodynamic models and the models of the heat transfer coefficients, the diffusioncoefficients and many aspects of the modelling in this work are identical to the work byWesenberg.
Solving the equations for the annular heating section, the reactor tube and the pelletmodel simultaneously can be done in many ways. The complicating factor is however,that in contrast to Case 1, where the radiative heat flux is only assumed to be a function oflocal variables, the NET heat transfer model needs temperatures from the whole reformerin order to calculate the local heat flux. This problem was solved by the algorithm shownin Figure C.2. Since the heat flux from the annular heating section must be equal to theheat flux which enters the reformer tube, the total heat flux function was treated as avariable subjected to iterations. For each iteration, the solution of the reactor and theannulus model resulted in a set of state variables through the reformer tube: T(z), P(z),ξi(z), Ta(z), Pa(z). At the basis of these state variables, a heat flux was calculated inwhich all the radial energy balances over the walls were taken into account by a Newtoniteration scheme. The total heat flux was then used as a variable in the new solution ofthe annulus and the reactor tube. Such successive iterations were repeated until the heatflux calculated from the state variables was equal to the heat flux between the reactorand the annular heating section, and the total energy balance over the whole reactor wassatisfied. Many algorithms were attempted to solve the problem, but the algorithm inFigure C.2 was found to be the fastest and most robust. To solve all the equations withthe desired accuracy, required between 30 and 40 iterations and a total computation timeof about 45-60 minutes on a standard computer.
91

APPENDIX C. ALGORITHMS AND SCRIPTS IN MATLAB
Jq,old=J0q
Jq(z)=J0q
Solve reactor (ode15s)+ pellet model (bvp4c)
Interpolate for Jq(z)TRe, PRe, Ta,Re, ξi,Re
Guess T 0a (linear).
Reactor model, (ode15s)with T 0
a results in J0q
START
Solve for heat flux Jq(z)
Solve annulus model(bvp4c), Ta,Re, Pa,Re
interpolate for Jq(z)
Solve for heatflux Jq,new(z)
Jq=Jq,old ?
Jq=Jq,new ?
Jq,old = Jq,new
Jq(z)=Jq,new
EXITno yes
Figure C.2: Case 2: The algorithm used to solve the full model of the GHR. The reactor-tube, the annular heating section and the model for the catalyst pellets are solved simul-taneously.
92

APPENDIX C. ALGORITHMS AND SCRIPTS IN MATLAB
C.4 Case 3: the optimal size-distribution of catalyst
pellets
The reference for Case 3 was the full GHR model solved in Case 2a. To find a size-distribution of catalyst pellets which produces the same amounts of hydrogen, but givesminimum entropy production was the objective for Case 3. The minimum was foundwith the Matlab script “fmincon”. The same methodology for the numerical optimizationas Case 1 was used. Because of the complexity of the problem, optimal control theorywas not applied. The constraints from the conservation equations of the annular heatingsection were added to the methodology of Case 1, along with a new function for the heatflux based on the NET radiation model. Since the solution of the catalytic pellet equationsis very computationally demanding, the size dependence of the effectiveness factors wasmapped into a table with 50 different sizes, for conditions through the tube describedby the variable set, Vset. Using a logarithmic interpolation, the table reproduced datafrom the pellet model quite accurately (± 0.1-20 %), depending on how close the variableset was to the reactor tube conditions. After the numerical optimization had founda minimum, the variable set, Vset, containing the data at which the table was madewas updated, and a new table was created. After this, a new numerical optimizationwas conducted. This procedure was repeated until the table was close to identical withthe pellet model. Only 3 iterations on the variable set was necessary before the tablereproduced the effectiveness factors with a relative error less or equal to 0.5 percent. Anincreased accuracy at this point had no effect on the optimization result. The algorithmused is shown in Figure C.3.
93

APPENDIX C. ALGORITHMS AND SCRIPTS IN MATLAB
Interpolate on non-uniform grid of 120grid points. Vset :
TRef , PRef , Ta,Ref , ξi,Ref
Map size dependenceof effectiveness factorinto a table by the useof the variable set, Vset
Solve reactor + annulus+ pellet model for Ref.
variables: (Case 2a)TRef , PRef , Ta,Ref , ξi,Ref
START
Do a numericaloptimization (fmincon):TNu, PNu, Ta,Nu, ξi,Nu
Compare table withthe real pellet model.
Check if the effectivenessfactors from the table
are within the accuracy.
Convergence
Update the variableset , Vset: TNu, PNu,Ta,Nu, ξi,Nu. Make the
table 50 % larger.
EXITno yes
Figure C.3: Case 3: The algorithm used to find the size-profile of the catalyst pelletswhich gave minimum entropy production for the full GHR model.
94

Appendix D
Error estimation
To discuss the accuracy of the results, a division into three different classes of errorshas been made: errors associated with the assumptions, errors associated with the semi-empirical expressions used in the modelling and computational errors. The data, which isat the basis of the discussion of errors in Section 4.7, can be found in this appendix alongwith a more detailed discussion. The computational errors are discussed in Section D.1and the errors associated with the semi-empirical models are discussed in Section D.2. Adetailed discussion on how fluctuations in the initial conditions affect the results can befound in Section D.3.
D.1 Computational errors
The numerical solution of the model equations have errors which are systematic. They canbe reduced by improving the criterion for convergence or changing the way the equationsare solved. The numerical errors will always be present, and they are the result of atrade-off between the accuracy and the computational time.
D.1.1 The heat flux model
The NET model for the radiative heat flux requires a grid which defines the isothermalsurfaces. Before the number of grid points were decided, a check of the grid density wasconducted. A grid of totally 500 equispaced grid points was used in all calculations. FromFigure D.1 it can be observed that the relative change in the entropy production and thetotal heat transferred for a doubling of grid points is less than 10−6. The variable Yin Figure D.1 can be either the total entropy production, or the total heat transferredinto the reactor tube. The increase in grid points displayed in Figure D.2 shows anexponentially increasing time for calculating the matrix for the configuration factors, andan approximately linear increase in the time required to calculate the heat flux.
95

APPENDIX D. ERROR ESTIMATION
D.1.2 The energy, specie and momentum balances
The residuals controlling the satisfaction of the energy, momentum and the specie balancescan be controlled by Matlab when the differential equations are solved. The maximumresiduals of these balances were set to 10−7. The radial energy balances of Equation 2.38-2.40, were solved with the same accuracy.
Figure D.1: The relative change in the total entropy production (dashed line), and thetotal heat transferred (solid line) with a change in the number of grid points, nr. This isrelative to a grid of 500 points.
D.1.3 The model of the catalyst pellets
The accuracy of the effectiveness factors could be controlled by the options of the bound-ary value solver in Matlab (bvp4c). The effectiveness factors were obtained with anaccuracy of 10−4. A higher accuracy demanded a large increase in the computationaltime. 10−4 was an accuracy sufficient for our purpose, and no noticeable change in theresults was observed with a higher accuracy.
96

APPENDIX D. ERROR ESTIMATION
Figure D.2: Change in the computational time, t, with the number of grid points, nr, forthe calculation of the configuration factors (dashed line) and the calculation of the heatflux (solid line).
97

APPENDIX D. ERROR ESTIMATION
D.2 Errors in the semi-empirical models
The thermodynamic models of the viscosity, the heat capacity, the thermal conductivityand also the models of the reaction rate and the heat transfer coefficients are semi-empirical in nature, and not exact. An error of 10 percent is considered normal [45], butthis depends on the model. A sensitivity analysis on how the results change with a 10percent increase or decrease in the model-values is the subject of this section. The modelvalues are evaluated for the full GHR model (Case 2 and 3). The same models are usedin Case 1, and the response is assumed to be similar.
Table D.1: Sensitivity analysis of the thermodynamic models.
Total entropy production (J/Ks)
-10% +0.0% +10% ±%
Viscosity, µ 70.483 70.663 70.804 0.23Heat capasity, Cp 66.516 70.663 74.667 5.77Thermal conductivity, k 70.183 70.663 71.054 0.62Density, ρ 68.573 70.663 72.657 2.89
Total hydrogen production (kg/s)
-10% +0.0% +10% ±%
Viscosity, µ 2.849·10−3 2.828·10−3 2.804·10−3 0.80Heat capasity, Cp 2.774·10−3 2.828·10−3 2.868·10−3 1.66Thermal conductivity, k 2.761·10−3 2.828·10−3 2.886·10−3 2.21Density, ρ 2.710·10−3 2.828·10−3 2.936·10−3 4.00
In able to discuss how the results change with an error in the semi-empirical models, wehave to define what we mean by a large, medium or small changes. A small change inthe results is here defined as a less than 1 percent change in the results with a 10 percentchange in the model-values. A large change is defined as a change in the results equal toor larger than 4 percent, and a medium change is everything in between. From the lastcolumn of Table D.1 and D.2 we observe that the accuracy in the thermodynamic modelsare more important for the results than the accuracy in the models of the reaction kineticsand the heat transfer. A 10 percent change in the reaction kinetics has little or no effecton the final results. This supports the practise of using constant effectiveness factors forthe reactions in the modelling of the reforming process [29, 49]. The viscosity seems tohave little impact on the results, and the heat transfer coefficients in the annular heatingsection have little effect on the total entropy production. The annular heat transfercoefficients however, have a medium impact on the hydrogen production. This is becausethe increased heat transfer will increase the hydrogen production, but seemingly not
98

APPENDIX D. ERROR ESTIMATION
Table D.2: Sensitivity analysis of the reaction rates and the heat transfer coefficients.
Total entropy production (J/Ks)
-10% +0.0% +10% ±%
Reaction rate rx-1, r1 70.664 70.663 70.662 0.00Reaction rate rx-2, r2 70.663 70.663 70.665 0.00Reaction rate rx-3, r3 70.660 70.663 70.665 0.00Heat transfer coefficient 1, hw1 70.580 70.663 70.730 0.11Heat transfer coefficient 2, hw2 69.978 70.663 71.237 0.89Heat transfer coefficient 3, hw3 70.394 70.663 70.896 0.38
Total hydrogen production (kg/s)
-10% +0.0% +10% ±%
Reaction rate rx-1, r1 2.826·10−3 2.828·10−3 2.829·10−3 0.05Reaction rate rx-2, r2 2.828·10−3 2.828·10−3 2.828·10−3 0.00Reaction rate rx-3, r3 2.826·10−3 2.828·10−3 2.829·10−3 0.05Heat transfer coefficient 1, hw1 2.816·10−3 2.828·10−3 2.837·10−3 0.37Heat transfer coefficient 2, hw2 2.735·10−3 2.828·10−3 2.915·10−3 3.18Heat transfer coefficient 3, hw3 2.789·10−3 2.828·10−3 2.862·10−3 1.29
enough to have a substantial effect on the entropy production. Of the two thermodynamicmodels, the density and the model for the heat capacity have most impact on the results.The change in the thermal conductivity gives a small change in the entropy productionbut a medium change in the hydrogen production. This is the same effect that is observedwith the heat transfer coefficients. This is expected, since the thermal conductivity ismainly associated with the heat transfer. The density model has a large effect on thehydrogen production, and the heat capacity has a large effect on the entropy production.Density is strongly involved in both the heat transfer and the momentum equation, andwill therefore be a influential variable. The heat capacity has a large effect on the energybalance, both in the reformer and in the annular heating section and will thus affect boththe entropy and the hydrogen production substantially. The conclusion is that accuratemodels for the heat capacity, the thermal conductivity and hw2 are most important. Theequation of state will also have a strong influence on the results.
99

APPENDIX D. ERROR ESTIMATION
D.3 The effects of fluctuations in the initial condi-
tions
In a real reforming process there will be fluctuations in the feed gas and the heating gasconditions. Simulations were made for typical fluctuations in the intial conditions, andthe results are displayed in Table D.3. Typical fluctuations in the initial conditions werefound in cooperation with the industry [48]. The definitions of small, medium and largeare the same as in Section D.2. Fluctuations in the initial temperature of the annularheating gas and the feed gas of the reformer give moderate changes in the hydrogen andthe entropy production. Typical fluctuations in pressure in both the reformer and theannulus, along with typical fluctuations in the steam to methane ratio, S/C, give smallchanges in the entropy and the hydrogen production. Typical fluctuations in the feedflow of the reformer give medium changes in the entropy production and small changesin the hydrogen production. Typical fluctuations in the feed flow of the annular heatingsection give small changes in the entropy production, but a medium change in the hydro-gen production.
The medium effects are observed from the temperature fluctuations and the fluctuationsin the molar flow of the feed and the hot gas streams. The temperature fluctuationswill change both the thermal gradients and the heat flux and will therefore affect boththe thermal entropy production and the hydrogen production. The molar flow in theannular heating section is mainly connected to the heat transfer, while the molar flow inthe reformer is connected to both the thermal and the viscous entropy production. Thisis why the molar flow in the reformer has a medium and the molar flow in the annulushas a small contribution to the entropy production. From these investigations it can beseen that no large effects come from fluctuations in the initial conditions.
100

APPENDIX D. ERROR ESTIMATION
Table D.3: Sensitivity analysis of the fluctuations in the initial conditions.
Total entropy production (J/Ks)
minus ref plus var
Temperature reformer, T0 (±7K) 71.505 70.663 69.847 ±1.17%Temperature annulus, T0
a (±7K) 69.645 70.663 71.683 ±1.44%Pressure inlet reformer, P0 (± 0.4 bar) 70.941 70.663 70.396 ±0.39%Pressure inlet annulus, P0
a (± 0.4 bar) 70.663 70.663 70.663 ±0.00%S/C-ratio in feed, F 0
H2O/F0
CH4(±0.1) 70.770 70.663 70.658 ±0.08%
Total feed flow reformer, F0tot (± 0.2%) 69.386 70.663 71.968 ±1.83%
Total feed flow annulus, F0a,tot (± 0.2%) 70.018 70.663 71.298 ±0.91%
Total hydrogen production (g/s)
minus ref plus var
Temperature reformer, T0 (±7K) 2.800. 2.828 2.856 ±1.00%Temperature annulus, T0
a (±7K) 2.791 2.828 2.864 ±1.30%Pressure inlet reformer, P0 (± 0.4 bar) 2.837 2.828 2.819 ±0.31%Pressure inlet annulus, P0
a (± 0.4 bar) 2.828 2.828 2.828 ±0.00%S/C-ratio in feed, F 0
H2O/F0
CH4(±0.1) 2.822 2.828 2.832 ±0.17%
Total feed flow reformer, F0tot (± 0.2%) 2.816 2.828 2.839 ±0.39%
Total feed flow annulus, F0a,tot (± 0.2%) 2.790 2.828 2.865 ±1.33%
101


Appendix E
The highway in state space
The properties of the highway in state space were investigated for the steam reformerin Chapter 4. The highway can be described as a relation between the conversion of areaction, ξ, and the temperature in the reactor tube, T. The highway exists in state spacefor a large number of optimal solutions.
In Chapter 4, many of the thermodynamic fluxes were observed to have a unique ratioat the highway. In connection with these new results a hypothesis has been suggested,that the unique flux ratios could be a result of reaction rates near equilibrium at thehighway, which are linear in the driving force. This hypothesis will be evaluated step bystep in Section E.1. In the first article where the highway was presented, the entropyproduction was described as almost constant along the highway [22]. How constant theentropy production is along the highway of Case 1, is evaluated in Section E.2.
E.1 Linear reaction-rates along the highway
A step by step investigation of the hypothesis which proposes that the reaction rates arelinear in the driving force along the highway, is the subject of this section. First, wewill check how far from equilibrium the reactions are at the highway. Then we derive alinearised form of the reaction kinetics from Appendix A. Finally, we see if the uniqueflux ratios and the slope of the highway can be reproduced using linear reaction rates.
E.1.1 Are the reactions near equilibrium at the highway?
The driving force of a reaction is another name of the negative Gibbs energy, −∆Grx [13].If the chemical reaction is at equilibrium, the driving force, −∆Grx, will be zero. Thefollowing criterion is often used to decide if a reaction is close to equilibrium, for instancein biology [53]:
103

APPENDIX E. THE HIGHWAY IN STATE SPACE
|∆Grx|RgT
<< 1 (E.1)
Here, Rg is the universal gas constant. The Figures E.1 and E.2 show how close Reaction1 and 2 are to equilibrium along the highway, as evaluated by Equation E.1. The figuresshow that all reactions are near, but not at equilibrium along the highway, and thatReaction 2 is closest to equilibrium. The figures also show that the reactions are furtherfrom equilibrium near the start of the state space. A figure which evaluates EquationE.1 for Reaction 3 is not presented, because it is very similar to Figure E.1 and does notpresent any new information.
Figure E.1: Eq. E.1 evaluated for Rx. 1 for a collection of optimal solutions along thehighway. Green represents the optimal solution with the lowest T0, red the solution withthe highest T0.
104

APPENDIX E. THE HIGHWAY IN STATE SPACE
Figure E.2: Eq. E.1 evaluated for Rx. 2 for a collection of optimal solutions along thehighway. Green represents the optimal solution with the lowest T0, red the solution withthe highest T0.
E.1.2 Linearisation of the reaction rates
As explained previously, the negative Gibbs energy, −∆Grx,j, can be seen as the drivingforce of reaction j. The reaction kinetics in Appendix A for r1, r2 and r3 in its original form,has no terms with −∆Grx,j. In this section, we will show how the reaction kinetics can berewritten as a function of Gibbs energy, and linearised with respect to the driving force.The following identity gives the relation between the chemical potential of component i,µi, and the partial pressure pi used in the reaction kinetics:
µi = µi,eq +RgT ln
(pipi,eq
)(E.2)
Here, ideal gas is assumed. By choosing equilibrium as the reference state, we can usethe fact that ∆Grx = 0 at equilibrium. This gives another form of the reaction rates inAppendix A:
r1 =k1 · pCH4 · pH2O
3.6 · p2.5H2·DEN2 ·
(1− e
∆Grx,1RgT
)(E.3)
105

APPENDIX E. THE HIGHWAY IN STATE SPACE
r2 =k2 · pCO · pH2O
3.6 · pH2 ·DEN2 ·(
1− e∆Grx,2
RgT
)(E.4)
r3 =k3 · pCH4 · p2
H2O
3.6 · p3.5H2·DEN2 ·
(1− e
∆Grx,3RgT
)(E.5)
The Equations E.3-E.5 have numerically been confirmed to be equal to the original re-action rates found in Appendix A. The reader interested in the details associated withthe variables DEN, k1, k2 and k3 is referred to Appendix A. Close to equilibrium, whenEquation E.1 is valid, the exponential expression with Gibbs energy can be expandedaround zero, and all terms which are not linear in the driving force are neglected. Thisgives the linearised form of the reaction rates:
r1 =k1 · pCH4 · pH2O
3.6 · p2.5H2·DEN2 ·
(−∆Grx,1
RgT
)(E.6)
r2 =k2 · pCO · pH2O
3.6 · pH2 ·DEN2 ·(−∆Grx,2
RgT
)(E.7)
r3 =k3 · pCH4 · p2
H2O
3.6 · p3.5H2·DEN2 ·
(−∆Grx,3
RgT
)(E.8)
Figure E.3 shows that the linearised form describes the reaction rate well for some optimalsolutions, and less well for others. To easily recognize results where linear reaction ratesare used, they are displayed as blue-dashed lines in all the figures of this section. Ifthe initial conditions of the feed gas are far from equilibrium (large T0), the reactionrates along the highway are small, and the linearised reaction rates perform well (±1 −20%) according to Figure E.3. For optimal solutions with feed gas conditions close toequilibrium (low T0), the linearised reaction rates perform poorly (±30 − 100%). Theoptimal solutions in Figure E.3 with low T0 are those which follow the highway longestin state space.
E.1.3 Linearised flux ratios along the highway
A hypothesis has been suggested, that the unique flux ratios at the highway could be aresult of reaction rates which are linear in the driving force. If the hypothesis is valid, theunique flux ratios along the highway should be able to be reproduced using linear reactionrates. The Figures E.4 and E.5 show that the linearised flux ratios do also produce aband in state space, but this band lies slightly above or below the original band. Theratio of the heat flux, to the flux of Reaction 1 displayed in Figure E.6 is considerablylarger than the original flux-ratio. This is consistent with Figure E.3, which shows thatthe linearised reaction rate of Reaction 1 is larger than the non-linearised.
106

APPENDIX E. THE HIGHWAY IN STATE SPACE
Figure E.3: Reaction rate of Rx. 1 for a collection of optimal solutions along the highway,(solid lines). Linearised reaction rates for the same optimal solutions, (dashed lines).
Figure E.4: The ratio of two linearised reaction fluxes for a collection of optimal solutions(dashed lines). The original flux ratio along the highway (solid line).
107

APPENDIX E. THE HIGHWAY IN STATE SPACE
Figure E.5: The ratio of two linearised reaction fluxes for a collection of optimal solutions(dashed lines). The original ratio along the highway (solid line).
Figure E.6: The ratio of the heat flux to the linearised reaction flux for a collection ofoptimal solutions (dashed lines). The original ratio along the highway (solid line).
108

APPENDIX E. THE HIGHWAY IN STATE SPACE
E.1.4 Are the reactions linear in the driving force along thehighway?
The most important figure in this section is Figure E.7, which shows that the highwayslope based on linear reaction rates lay below the original highway slope in the beginningof the state space. This shows that linear reaction rates alone can not create the highway,even though the highway slope based on linearised reaction rates performs remarkablywell in the later part of the state space according to Figure E.7.
Figure E.7: The state gradients for a collection of optimal solutions (solid lines). Greenrepresents the optimal solution with the lowest T0, and red the solution with the highestT0. The green solution follows the highway most closely. The state gradients withlinearised reaction rates (dashed lines).
109

APPENDIX E. THE HIGHWAY IN STATE SPACE
E.2 Are the principles of EoF and EoEP valid along
the highway?
In this section, the principles of Equipartition of Forces (EoF) and Equipartition of En-tropy Production (EoEP) will be discussed for the highway in state space. The principlesare described in detail in Section 2.3. Figure E.8 shows how the local entropy productionchanges along the length of the reactor. Between the positions z1=2.57 and z2=11.12, thelocal entropy production is observed to be constant relative to the rest of the reactor. Byusing Figure 4.14 from Section 4.2, we can see that we are well on the highway betweenz1 and z2. We can also see that the local entropy production is more constant at thehighway than in the start or the end of the state space.
Figure E.8: The local entropy production for a collection of optimal solutions. Greenrepresents the solution with the lowest T0 which follows the highway most closely. Redrepresents the solution with highest T0.
110

APPENDIX E. THE HIGHWAY IN STATE SPACE
The matter of comparing one optimal solution to another with respect to how constanta quantity is, can be described as non-trivial. Two measures have been used, and theyare explained in Table E.1. Note that according to Table E.1, Measure 1 will favour largeaverage values of the local entropy production, and Measure 2 will favour small values.In this respect, the two measures complement each other.
Table E.1: The two measures used to compare how constant the local entropy productionand the thermodynamic forces are between z1 and z2.
Explanation: Symbol: Definition:
Measure 1 Relative change in the quantity Q in % ∆% 100·∆Q/Qz1
Measure 2 Approximate gradient of the quantity Q ∆∆z
∆Q/∆z
From Table E.2, one can observe that the relative change in the thermodynamic forcehas its minimum with respect to both measures around 920.5 K. How constant the ther-modynamic force is, decreases with increasing temperature from 920.5 K. There is noindication that EoF at the highway is associated with a decrease in the total entropyproduction according to Table E.2.
The local entropy production however, gets less and less constant with increasing inlettemperature with respect to Measure 1 until it peaks around 1100 K and starts to decrease.With respect to Measure 2, the local entropy production gets steadily more and moreconstant with increasing inlet temperature. This means that the two measures, give twodifferent answers on how the principle of EoEP performs along the highway and how itaffects the total entropy production. The following hypothesis stated by Johannessen andKjelstrup will also be evaluated [22]:
EoEP, but also EoF are good approximations to the state of minimum entropyproduction in the parts of an optimally controlled system that have sufficientfreedom.
111

APPENDIX E. THE HIGHWAY IN STATE SPACE
Table E.2: Evaluation of EoF and EoEP between the positions z1=2.57 andz2=11.12, for fixed inlet temperatures (1d), and free inlet temperature (1g,red). F is the thermal thermodynamic force ∆ 1
T. (dS/dt)irr is the total
entropy production. (dSdt
)irr
∆% F ∆∆z
(F ) ∆% σ ∆∆z
(σ)
Case 1d, (T0=770.5K) 54.71 -11.81 -3.72 ·10−6 37.68 0.157Case 1d, (T0=800.5K) 51.12 -9.43 -2.75 ·10−6 41.09 0.154Case 1d, (T0=830.5K) 47.97 -7.04 -1.88 ·10−6 44.57 0.151Case 1d, (T0=860.5K) 45.25 -4.57 -1.12 ·10−6 48.03 0.146Case 1d, (T0=890.5K) 42.97 -1.96 -0.44 ·10−6 51.45 0.140Case 1d, (T0=920.5K) 41.12 0.88 0.18 ·10−6 54.78 0.134Case 1d, (T0=950.5K) 39.70 4.05 0.72 ·10−6 58.00 0.128Case 1d, (T0=980.5K) 38.71 7.69 1.20 ·10−6 60.98 0.122Case 1d, (T0=1010.5K) 38.17 12.07 1.61 ·10−6 63.58 0.115Case 1g, (T0=1031.9K) 38.06 15.88 1.87 ·10−6 65.05 0.111Case 1d, (T0=1040.5K) 38.08 17.64 1.97 ·10−6 65.52 0.109Case 1d, (T0=1070.5K) 38.44 25.31 2.26 ·10−6 66.48 0.102Case 1d, (T0=1100.5K) 39.26 37.29 2.49 ·10−6 66.10 0.096Case 1d, (T0=1130.5K) 40.57 60.39 2.66 ·10−6 64.10 0.090Case 1d, (T0=1160.5K) 42.36 131.68 2.77 ·10−6 60.34 0.084
Independent of which measure from Table E.1 we chose to compare the optimal solutions,we find an optimal solution with fixed inlet temperature which has a more constant localentropy production than the optimal solution with a free inlet temperature (marked inred in Table E.2). This means that a change from fixed to free inlet temperature, oran increase in the freedom of the state of minimum entropy production, does not implya more constant local entropy production or thermodynamic force for the reactor tubemodel investigated in this thesis (Case 1). The reasons for this phenomenon are discussedin Section 4.6.
112

Bibliography
[1] Matlab 7.8.0. User Manual (R2009a), 2009.
[2] Anthony G. Dixon A.G. Taskin E.E. Stitt E.H and Nijemeisland M. 3D CFD simu-lations of steam reforming with resolved intraparticle reaction and gradients. Chem.Eng. Sci., 59:5185–5191, 2007.
[3] Bejan A. Entropy generation through heat and fluid flow. 1994.
[4] Beretta G.P. World Energy Consumption and Resources: an Outlook for the Restof the Century and the Role of Research in Thermodynamics. Lecture at the GasTechnology Centre NTNU-SINTEF, Trondheim, Norway, 3 November 2009.
[5] Bird B.R. Stewart E.W and Lightfoot E.N. Transport Phenomena, second edition.2007.
[6] BP Statistical Review of World Energy June 2009.
[7] Brinkman N. Wang M. Weber T. and Darlington T. Well-to-Wheel analysis ofadvanced fuel/Vehicle systems- a North American study of energy use, greenhousegas emissions, and criteria pollutant emissions. May 2005.
[8] Brockmann H. Analytic angle factors for the radiant interchange among the surfaceelements of two concentric cylinders. Int. J. Heat and Mass Transfer, 37(7):1095–1100, 1994.
[9] Bryson A.E. Yu-Chi Ho. Applied Optimal Control. 1975.
[10] Buschman A. Pittman C.M. Configuration factors for exchange of radiant energybetween axisymmetrical sections of cylinders, cones, and hemispheres and their bases.NASA TN D-944, 1961.
[11] Campanari S. Giampaolo M. and Garcia F. Energy analysis of electric vehicles usingbatteries or fuel cells through well-to-wheel driving cycle simulations. Journal ofpower sources, 186:464–477, 2009.
[12] David P. Computer and Dynamo. The Modern Productivity Paradox in a not toodistant mirror. In OECD, Technology and productivity. The challenge for economicpolicy. 1991.
113

BIBLIOGRAPHY
[13] De Groot S.R and Mazur P. Non-equilibrium thermodynamics. 1984.
[14] De Groote A.M. and Fromet G.F. Reactor modelling and simulations in synthesisgas production. Rev. Chem. Eng., 11(2):145–183, 1995.
[15] Froment G.F and Bischoff K.B. Chemical reactor analysis and design. 1990.
[16] Fuller E.N. Schettler P.D. and Giddings J.C. A new method for prediction of binarygas-phase diffusion coefficients. Ind. Eng. Chem., 58(5):19–27, 1966.
[17] Geankoplis J. C. Transport Processes and Separation Process Principles. 2007.
[18] Goudar T.G. and Sonnad J.R. Explicit Friction Factor Correlation for TurbulentFlow in Smooth Pipes. Ind. Eng. Chem. Res., 42:2878–2880, 2003.
[19] Haldor Topsoe AS. www.topsoe.com. (company webpage), 2005.
[20] Hou K. Fowles M. and Hughes R. Effective diffusivity measurements on porouscatalyst pellets at elevated temperature and pressure. Chemical Engineering researchand Design, 77:55–61, 1999.
[21] Iandoli L.C and Kjelstrup S. Exergy analysis of a GTL process based on low-temperature slurry F-T reactor technology with cobalt catalyst. Energy and Fules.,21:2317–2324, 2007.
[22] Johannessen E. The state of minimum entropy production in an optimally controlledsystem. PhD thesis, The Norwegian Univesity of Science and Technology, 2004.
[23] Johannessen E. and Kjelstrup S. Minimum entropy production in plug flow reactors:An optimal control problem solved for SO2 oxidation. Energy, 29:2403–2423, 2004.
[24] Kirk D.E. Optimal Control Theory, An Introduction. 1970.
[25] Lu A.A. Wu-Sheng. Practical Optimization: Algorithms and Engineering Applica-tions. 2007.
[26] Mills A.F. Heat transfer. Irwin, Chicago, 1992.
[27] NOAA News Online Story 2412. 2005-03-31.
[28] Nocedal J. and Wright S.J. Numerical Optimization. 2000.
[29] Nummedal L. Røsjordet A. Johannessen E. and Kjelstrup S. Second law optimizationof a tubular steam reformer. Chem. Eng. and Proc., 44(4):429–440, 2005.
[30] Pederna M.N. Pina J. Borio D.O and Bucala V. Use of a hetrogenous two-dimensionalmodel to improve the primary steam reformer performance. Chem. Eng. J., 94:29–40,2003.
114

BIBLIOGRAPHY
[31] Peters M.S. and Timmerhaus K.D. Plant design and economics for chemical engi-neers. 1991.
[32] Peters P.E. Schiffino R.S and Harriott P. Heat Transfer in Packed-Tube Reactors.Ind. Eng. Chem. Res., 27:226, 1988.
[33] Petukhov B.S. Heat transfer and friction in turbulent pipe flow with variable physicalproperties. Advances in Heat Transfer, 6.
[34] Petukhov B.S and Roizen L.I. Generalized relationships for heat transfer in a tur-bulent flow of a gas in tubes of annular section. High Temp (USSR), 2:65–68, 1964.
[35] Pina J. Schbib N.S. Bucala V. and Borio D.O. Influence of the heat flux Profiles onthe Operation of Primary Steam Reformers. Ind. Eng. Chem. Res., 40:5215–5221,2001.
[36] Poling. B. E. Prausnitz J.M. and O’ Conell J.P. The properties of Gases and Liquids5’th edition. 2001.
[37] Powell M.J.D. The Convergence of Variable Metric Methods For Nonlinearly Con-strained Optimization Calculations. 1978.
[38] Pushnov A.S. Calculation of average bed porosity. Chemical and Petroleum Engi-neering, 42(1-2):14–17, 2006.
[39] Rea S. N. Rapid method for determining concentric cylinder radiation view factors.AIAA. J., 13(8):1122–1123, 1975.
[40] Reid R.C. Prausnitz J.M. and Pooling B.E. The properties of Gases and Liquids4’th edition. 1987.
[41] Rostrup-Nielsen J.R Christiansen L.J and Bak Hansen. Activity of steam reformingcatalyst: Role and assessment. Allied Catalysis, 43:287–303, 1988.
[42] Sauar E. Kjelstrup S. and Lien. K. Equipartition of forces: A New Principle forProcess Design and Operation. Ind. Eng. Chem. Res., 35:4147–4153, 1996.
[43] Sauar E. Kjelstrup S. and Lien K. Equipartition of forces - extension to chemicalreactors. Comput. Chem. Eng., 21:29–34, 1997.
[44] Shampine L. F. and Hosea M. E. Analysis and Implementation of TR-BDF2. AppliedNumerical Mathematics, 20, 1996.
[45] Siegel R. and J.R. Howell J.R. Thermal radiation heat transfer, 4’th edition. 2002.
[46] Simpson A.P and Lutz A.E. Exergy analysis of hydrogen production via steamreforming. Int. J. Hydrogen Energy, 32(18):4811–4820, 2007.
[47] Spirkl W. and Ries H. Optimal finite-time endoreversible processes. Phys. Rev. E,52:3485–3489, 1995.
115

BIBLIOGRAPHY
[48] Wesenberg Margrete. Personal communication. Statoil Research center, Rotvoll,Trondheim, NORWAY. 2009.
[49] Wesenberg M.H. Gas Heated Steam Reformer Modelling. PhD thesis, The NorwegianUniversity of Science and Technology, 2006.
[50] Wesenberg M.H. and Svendsen H.F. Mass and heat transfer limitations in a het-erogeneous model of a Gas Heated Reformer. Ind. Eng. Chem. Res., 46(3):667–676,2007.
[51] Xu. J. and Froment G.F. Methane steam reforming: II. Diffusional limitations andreactor simulation. AIChe, 35(1):97–103, 1989.
[52] Xu. J. and Froment G.F. Methane Steam Reforming, Methanation and Water-GasShift: I. Intrinsic Kinetics. AlChe, 35(1):97–103, 1989.
[53] Xu J. Kjelstrup S. Bedeaux D. Simon J.M. Transport properties of 2f f2 ina temperature gradient as studied by molecular dynamics simulations. Physicalchemistry chemical physics, 9(8):969–981, 2007.
116

List of Tables
2.1 Dimensionless parameters used in the empirical correlations. . . . . . . . 9
2.2 Fluxes and forces in the entropy production of the reactor model. . . . . 19
2.3 Possible boundary conditions for the reactor problem. . . . . . . . . . . . 23
3.1 Overview of the cases investigated in this thesis. . . . . . . . . . . . . . . 26
3.2 Constants used in Case 0 obtained from previous work [29]. . . . . . . . . 27
3.3 Variations of Case 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
3.4 Gas composition, temperatures and pressures used in the optimization ofCase 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
3.5 Geometrical, and material parameters used in the optimization of Case 1. 29
3.6 Geometrical data for the simulations of Case 2 (in meters). . . . . . . . . 30
3.7 Gas composition, temperatures and pressures used in the simulations ofCase 2 and 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
4.1 The total entropy production for cases with fixed starting temperature forconvective, radiative and mixed heat flux ((dS/dt)irr, [J/Ks]). . . . . . . . 36
4.2 The total entropy production for cases with free starting temperature forconvective (1e), radiative (1f) and mixed heat flux (1g) ((dS/dt)irr, [J/Ks]). 39
4.3 Gas composition, temperatures and pressures obtained from the simulations. 52
4.4 The entropy production in Case 2a, (dS/dT [J/Ks]). . . . . . . . . . . . . 58
4.5 The total entropy production of the reference Case 2a compared to theoptimized Case 3 ((dS/dt)irr, [J/Ks]). . . . . . . . . . . . . . . . . . . . . 63
4.6 The two measures used to compare how constant the local entropy pro-duction and the thermodynamic forces are between z1 and z2. . . . . . . 66
4.7 Case 1: evaluation of the principles of EoF and EoEP for reactor design be-tween the positions z=2.57 and z=11.12. F is the thermal thermodynamicforce: ∆ 1
T. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
117

LIST OF TABLES
4.8 Case 3: evaluation of the principles of EoF and EoEP for reactor designbetween the positions z=2.57 and z=11.12. F is the viscous thermodynamicforce: −
(1TdPdz
). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
4.9 Definition of how the response from typical errors in the models are classified. 70
4.10 Consistency check of the total entropy production from the simulations. . 71
A.1 Constants needed for the reaction kinetics [15]. . . . . . . . . . . . . . . . 81
A.2 Critical temperatures, pressures, comp. factors and dipole moments [36]. 83
A.3 Constants for calculation of the thermal conductivity through Eq. A.29 [40]. 83
A.4 Constants for calculation of the heat capacity through Eq. A.31 [36]. . . 84
D.1 Sensitivity analysis of the thermodynamic models. . . . . . . . . . . . . . 98
D.2 Sensitivity analysis of the reaction rates and the heat transfer coefficients. 99
D.3 Sensitivity analysis of the fluctuations in the initial conditions. . . . . . . 101
E.1 The two measures used to compare how constant the local entropy pro-duction and the thermodynamic forces are between z1 and z2. . . . . . . 111
E.2 Evaluation of EoF and EoEP between the positions z1=2.57 and z2=11.12,for fixed inlet temperatures (1d), and free inlet temperature (1g, red). Fis the thermal thermodynamic force ∆ 1
T. (dS/dt)irr is the total entropy
production. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112
118

List of Figures
2.1 Outline of a typical Steam-Methane-Reforming process. . . . . . . . . . . 6
2.2 Illustration of the Gas Heated Reformer (GHR). . . . . . . . . . . . . . . 8
2.3 Cross-section of the Gas Heated Reformer. . . . . . . . . . . . . . . . . . 14
4.1 The temperature of the gas mixture (solid line), and the furnace gases(dashed line) for the minimized system of Case 0 as function of reactorlength, z. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
4.2 The reference T and Ta-profiles (1a, solid lines, lower/upper). The optimalT and Ta-profiles (1d, dashed lines, lower/upper). Both cases have a mixedheat flux. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
4.3 The different heat flux contributions in the minimized Case 1d. Radiative(solid line), convective (dashed line) and total heat flux (dash-dot line). . 37
4.4 Optimal T and Ta-profiles for purely radiative heat flux (1c, solid line,lower/upper) and purely convective heat flux (1b, dashed line lower/upper). 37
4.5 The temperature of the gas mixture, T (lower lines), and the heating utility,Ta (upper lines) for the minimized system and purely radiative heat flux(1f, solid lines), purely convective heat flux (1e, dashed lines) and mixedheat flux (1g, dash-dot lines). . . . . . . . . . . . . . . . . . . . . . . . . 38
4.6 The local entropy production for the reference Case (1a, solid line), theminimized case with specified inlet temperature (1d, dashed line), and freeinlet temperature (1g, dash-dot line). All the cases have a mixed heat flux. 39
4.7 Reproduction of the highway for a steam reformer with Case 0: Optimalsolutions with various fixed starting temperatures (solid lines). The opti-mal solution with the optimal starting temperature (dashed line). . . . . 41
4.8 The state gradients for a collection of optimal solutions. Two bands canbe recognized and most easily identified by the lowest red line, and theupper green line. Green represents the optimal solution with the lowestT0, and red the solution with the highest T0. The green solution followsthe highway most closely. . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
119

LIST OF FIGURES
4.9 The ratio of the heat flux, Jq to the flux of reaction 1, η1r1. Green repre-sents the optimal solution with the lowest T0, and red the solution withthe highest T0. The green solution follows the highway most closely. . . . 45
4.10 The ratio of the flux of reaction 2, η2r2 to the flux of reaction 1, η1r1.Green represents the optimal solution with the lowest T0, which followsthe highway most closely. . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
4.11 The ratio of the flux of reaction 3, η3r3 to the flux of reaction 1, η1r1.Green represents the optimal solution with the lowest T0, which followsthe highway most closely. . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
4.12 Optimal solutions for 11 different starting temperatures and radiative heatflux (1c, solid line). Convective Heat flux (1b, dashed line) and mixed heatflux (1d, dash-dot line). Green represents the optimal solution with thelowest T0, which follows the highway most closely. . . . . . . . . . . . . . 48
4.13 Optimal solutions with optimal starting temperatures and a radiative heatflux (1c, solid line). Convective Heat flux (1b, dashed line) and a mixedheat flux (1d, dash-dot line). . . . . . . . . . . . . . . . . . . . . . . . . . 49
4.14 The reaction mode together with the transition between the modes (1d,solid line) and the heat transfer mode represented by the highway (1d,dashed line) for optimal solutions with 11 different starting temperatures. 50
4.15 The state gradients for a collection of optimal solutions (solid lines). Greenrepresents the optimal solution with the lowest T0, and red the solutionwith the highest T0. The green solution follows the highway most closely.The state gradients with linearised reaction rates (dashed lines). . . . . . 51
4.16 Total heat flux for reference Case 2a through the inner reformer wall atR1 (solid line). Radiative heat flux (dashed line) and Convective heat flux(dash-dot line). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
4.17 Temperatures for reference Case 2a in the fixed bed (lower solid line), inthe annular heating section (upper solid line), at R1 (lower dash-dot line),R2 (upper dash-dot line) and R3 (dashed line). . . . . . . . . . . . . . . . 54
4.18 The pressure variations through the fixed bed for reference Case 2a. . . . 55
4.19 Variations in the production of hydrogen through the fixed bed for thereference Case 2a. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
4.20 The pressure of methane inside the spherical catalyst pellet at z=2.6 m forthe reference Case 2a. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
4.21 Variations in the effectiveness factors, ηj, for the spherical catalyst pelletsthrough the fixed bed for the reference Case 2a. Subscript 1, 2 and 3denotes the reactions. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
4.22 Variation in the specific entropy production with reformer length. Case 2b. 60
120

LIST OF FIGURES
4.23 Thermal specific entropy production (solid line), viscous specific entropyproduction (dashed line) and total specific entropy production (dash-dotline). Case 2b. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
4.24 Variation in the specific entropy production with the hydraulic diameterof the annulus. Case 2c. . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
4.25 Variation in the specific entropy production with the size of the catalystpellets for Case 2d. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
4.26 The constant catalyst pellet diameter in the reference case 2a (solid line).The optimal variation in catalyst pellet diameter in Case 3 (dashed line). 64
4.27 Size distribution of catalyst pellets in the beginning of the reformer forCase 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
4.28 Viscous entropy production in the reference Case 2a (solid line). Viscousentropy production in Case 3 (dashed line). . . . . . . . . . . . . . . . . 65
C.1 Case 0-1: The algorithm used to solve the optimal control problem of thereformer-tube models. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90
C.2 Case 2: The algorithm used to solve the full model of the GHR. Thereactor-tube, the annular heating section and the model for the catalystpellets are solved simultaneously. . . . . . . . . . . . . . . . . . . . . . . 92
C.3 Case 3: The algorithm used to find the size-profile of the catalyst pelletswhich gave minimum entropy production for the full GHR model. . . . . 94
D.1 The relative change in the total entropy production (dashed line), andthe total heat transferred (solid line) with a change in the number of gridpoints, nr. This is relative to a grid of 500 points. . . . . . . . . . . . . . 96
D.2 Change in the computational time, t, with the number of grid points,nr, for the calculation of the configuration factors (dashed line) and thecalculation of the heat flux (solid line). . . . . . . . . . . . . . . . . . . . 97
E.1 Eq. E.1 evaluated for Rx. 1 for a collection of optimal solutions along thehighway. Green represents the optimal solution with the lowest T0, redthe solution with the highest T0. . . . . . . . . . . . . . . . . . . . . . . 104
E.2 Eq. E.1 evaluated for Rx. 2 for a collection of optimal solutions along thehighway. Green represents the optimal solution with the lowest T0, redthe solution with the highest T0. . . . . . . . . . . . . . . . . . . . . . . 105
E.3 Reaction rate of Rx. 1 for a collection of optimal solutions along the high-way, (solid lines). Linearised reaction rates for the same optimal solutions,(dashed lines). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107
E.4 The ratio of two linearised reaction fluxes for a collection of optimal so-lutions (dashed lines). The original flux ratio along the highway (solidline). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107
121

LIST OF FIGURES
E.5 The ratio of two linearised reaction fluxes for a collection of optimal solu-tions (dashed lines). The original ratio along the highway (solid line). . . 108
E.6 The ratio of the heat flux to the linearised reaction flux for a collectionof optimal solutions (dashed lines). The original ratio along the highway(solid line). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 108
E.7 The state gradients for a collection of optimal solutions (solid lines). Greenrepresents the optimal solution with the lowest T0, and red the solutionwith the highest T0. The green solution follows the highway most closely.The state gradients with linearised reaction rates (dashed lines). . . . . . 109
E.8 The local entropy production for a collection of optimal solutions. Greenrepresents the solution with the lowest T0 which follows the highway mostclosely. Red represents the solution with highest T0. . . . . . . . . . . . . 110
122