Embed Size (px)
Citation preview

1
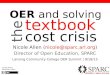
Stainless steels have been used by the chemical industry for many years in applications requiring corrosionresistance better than that of carbon steel. There has been a tendency to use super austenitic or nickel alloyswhere the corrosion resistance of 300 series austenitic stainless steels proved inadequate. Alloys such as 904Land C-276 have a higher corrosion resistance to 316 stainless but at a significantly increased cost.
Super duplex stainless steels have provided a cost efficient alternative for a wide range of acid processingapplications, due to their very high resistance to localised corrosion in chloride containing environments, aswell as high mechanical strength. FERRALIUM® 255 has been designed to maximise this combination ofproperties, making this the alloy of choice for a vast range of acid production processes.
Candidate Stainless Steels
FERRALIUM®255
Material Designation
Common Name Average Chemical Composition PREN Mechanical Properties
C Cr Ni Mo Cu N UTS 0.20% EL% HBW
AUSTENITICS
UNS S31600/S31603 316/316L 0.02 17 12 2.2 24 515 205 30 217
UNS S31700 317L 0.02 19 15 3.2 33 550 241 40 217
SUPER AUSTENITICS
UNS N08904 904L 0.02 20 25 4.2 1.5 0.13 34 540 220 35 236
UNS N08028 Sanicro 28/B28 0.01 27 31 3.5 1 39 500 210 40 236
UNS N08926 6Mo/B26 0.01 20 25 6.2 1 0.2 43 690 330 42 236
DUPLEX AND SUPER DUPLEX
UNS S32205 2205 0.02 22 5.3 2.8 0.16 33.8 655 450 25 293
UNS S32750 2507 0.02 25 6.9 4 0.27 41 750 550 25 270
UNS S32550 Ferralium® 255 0.02 25 6.5 3.5 1.5 0.25 41 790 570 25 270
NICKEL ALLOYS
UNS N08825 825 0.01 21 42 3 2.5 31 660 340 45 314
UNS N06030 G-30 0.03 30 43 5.5 2 52 680 310 60 230
UNS N10276 C-276 0.01 16 Bal 17 78 690 300 60 180
The Reliable Alloy Choice for Acid Production Processes

2
FERRALIUM® 255 has the highest strength of all available superduplex stainless steels with a guaranteed yieldstrength of 570MPa, and has been designed with the deliberate addition of copper to give an exceptionallyhigh abrasion and corrosion resistance. This blend of properties have proven particularly advantageous withFERRALIUM® 255 successfully used for the manufacture of hot gypsum slurry pumps, valves, agitators, rakesand other critical components in the production of Phosphoric acid and other fertiliser grade products.
Phosphoric Acid Production ProcessThe phosphoric acid production process has a number of potential corrosion issues and a suitable alloy forthis process must have a good resistance to the following factors;
• Uniform corrosion from impurities (HF, H2SiF6 etc.) - Attack Step
• Erosion corrosion from solid particles - Attack Step
• Effects of Temperature - Dihydrate vs Hemihydrate Process
• Localised corrosion under deposits - Filtration step
• Localised corrosion due to chlorides
• Uniform corrosion from Sulphuric Acid (H2SO4)
Effect of Sulphuric AcidFERRALIUM® 255 has the highest performance insulphuric acid of all super duplex grades thanks to itsCopper content. The corrosion rates displayed leftcalculated from post exposure weight loss, show thatFERRALIUM® 255 will last up to forty times longer thanZERON 100 and sixty times longer than 316 stainless insulphate environments. This performance is onlybettered by nickel alloys at more than double the price,as a result FERRALIUM® 255 has been successfullydeployed in scrubber systems for flue gas cleaning.
Left: Results from testing in 70% H2SO4 at 37˚C, for 48 hours.
FERRALIUM 255-SD500.05mm per year
ZERON 1002.00mm per year
316 Stainless3.00mm per year
110
100
90
80
70
60
50
40
30
20
Concentration weight %
Tem
pera
ture
°C
Boiling point curve
825
FERRALIUM255-SD50
0 10 20 30 40 50 60 70 80 90 98
316 2507
904L UNS S32760
212
176
140
104
68
Tem
pera
ture
°F
1.07 1.14 1.22 1.30 1.40 1.50 1.61 1.73 1.81 1.84
Specific Gravity
2507 316
Ferralium® 255904L0.00
0.10
0.20
0.30
0.40
0.50
0.60
0
Corros
ion
Rat
e (m
m/y
r)
1.5% H2SiF6
2.5% H2SiF6
0
Ferralium® 255 904L
F
0.2
0.1
Corros
ion
Rat
e (m
m/y
)
0% HF
0.2% HF
F
Ferralium® 255904L0
20
40
60
80
100
Corros
ion
Rat
e (m
dd) 25
0mdd
= 1
mm
/y
80˚C / 176˚F
110˚C / 230˚F
Effect of Temperature FERRALIUM® 255 exhibits a superior corrosion resistance to904L in laboratory tests conducted in a synthetic phosphoricacid solution at 80˚C and 110˚C. These tests are to representtypical conditions of the dihydrate and hemihydrate processesrespectively.
30% P205 + 2%H2SO4 + 1.5% H2SiF6 + 0.35%Fe2+ 0.26%Al3+ at 600 ppm Cl-
Effects of Hydrofluoric Acid Effect of Hydrofluosilicic Acid
Effect of temperature
Effect of Impurites Diagrams below compare the corrosion resistance of FERRALIUM® 255 against that of 904L in hydrofluoric acidat 80˚C (176˚F) and in hydrofluosilisic acid at 110˚C (230°F), in a 30% Synthetic P2O5 Solution. These conditionsare representative of the Attack Step of the dihydrate and hemihydrate processes respectively. FERRALIUM® 255shows a better resistance than 904L in both processes but at a fraction of the cost.
“FERRALIUM®
255. Thesuperduplex of choice foracidenvironments”

3
Effect of Chloride ConcentrationFERRALIUM® 255 has a superior corrosion resistance to 904L and 300 series austenitic stainless steels, inchloride containing media at all chloride concentrations. FERRALIUM® 255 also has a lower threshold chloridecontent for the initiation of localised corrosion; consequently it outperforms these alloys in the hemihydrateprocess where operating conditions are harsher due to the higher temperature and negligible rock qualityrequirement of this process.
Effect of Cl- concentration oncorrosion resistance of alloysin synthetic phosphoric acidsolution at 80˚C.
Localised Corrosion Under DepositsLocalised crevice and pitting corrosion from scale formation during the digestion reaction and filtration stagesof phosphoric acid manufacture can be a major concern for production facilities. Field tests in a Lamelladecanter containing 40% P2O5 solution show that FERRALIUM® 255 has a corrosion resistance more than fivetimes superior to that of 904L, and more than double that of 316 stainless under these conditions. FERRALIUM®
255 will solve the corrosion problems of filter pans in the hemihydrate process where Cl- content is too highfor 904L and 316 stainless.
Grade Corrosion Rate (mm/y)
UNS N08904 0.032
UNS S31803 0.014
FERRALIUM® 255 0.006
Field Tests in a Lamella DecanterTest Solution: 40% P2O5 + 3% H2SO¯ + 2.2% HFwith 3% Solids at 40˚C (104˚F)
Crevice corrosion test in 30%P2O5 + 2% H2SO4 + 1.5% H2SiF6+ 0.2% HF + 3000ppm Cl- + 0.5% Fe3+ + 0.5% Al3+ at 80˚C(176˚F)
Grade Corrosion Rate(mm/y)
Note
UNS N08904 0.13 Crevice
UNS N08926 0.06 Slight Crevice
UNS N08028 0.03 Slight Crevice
FERRALIUM® 255 0.02 Slight Crevice
Above: Threshold Cl- concentration foracceptable use of alloys in a 30% P2O5
synthetic solution, at 80˚C (176˚F)
Right: Phosphoric Acid Digester Tankmanufactured in FERRALIUM® 255.Phosphates Plant, USA
Above: 30% P2O5 + 2%H2SO4 + 0.2% F (1.5% H2SiF6) + 0.35%Fe2+ + 0.26%Al3+ at 80˚C (176˚F)
Chloride level (ppm)0 5000

4
Erosion Corrosion from Solid ParticlesErosion corrosion is a major material issue for parts in a phosphoric acid manufacturing plant.The stability of the duplex structure of FERRALIUM® 255, which provides the high mechanicalstrength of this alloy, is key to its excellent abrasion resistance. FERRALIUM® 255 has thehighest strength of all commercially available super duplex stainless steels and has beensuccessfully used in the manufacture of Pumps, valves, agitator blades and other parts incontact with high solid gypsum slurries, even at elevated temperatures.
Erosion Corrosion tests performed with 99micron SiC particles (50 g/l, impact angle 45 degrees and velocity 5m/s)Erosion corrosion rate at 95˚C (203˚F) is calculated based on Erosion Coefficient (x) and actual corrosion testing at 95˚C
Design and Cost ConsiderationsThe maximum allowable stresses given by different pressure vessel codes are shown in the table below.FERRALIUM® 255 allows for higher design strengths and greater material cost savings. Other cost savingbenefits of FERRALIUM® 255 are shown in the chart below.
Ferralium® 255904L0
0.5
1.0
1.5
Corros
ion
Rat
e (m
m/y
)
Corossion
Erosion-Corrosion
F
Grade Corrosion Rate Without Erosion (mm/y) Effect of Solid Particles on Corrosion Rate
80˚C (176˚F) 95˚C (203˚F) 110˚C (230˚F) Corrosion Rate(mm/y) 80˚C(176˚F)
Coefficient ofErosion by Solids
(X)
Corrosion Rate(mm/y) 95˚C(203˚F)
UNS N08904 0.15 0.25 0.36 1.20 8.00 2.00
UNS N08928 0.04 0.08 0.12 0.75 18.75 1.50
FERRALIUM® 255 0.05 0.10 0.15 0.65 13.00 1.30
Benefits of Ferralium 255®
• Much better corrosion resistance than 904L in 28%-72% Phosphoric Acid solutions at any temperature.
• Highest mechanical strength and resistance to corrosion by sulphuric acid of all super duplex steels.
• Greater resistance to erosion corrosion by solid particles than 904L and 300 series austenitic steels
• Lower threshold chloride content for corrosion initiation in P2O5 than 904L at all temperatures.
• Reduced total investment and life cycle cost than 904L with improved corrosion resistance.
Ferralium® 255904L
F 0
200
400
600
800
1000
1200
MC
FC
WC
PC
TIC LCC
MC
FC
WC
PC
TIC LCC Material Cost
Forming Cost
Welding Cost
Pickling Cost
Total Investment Cost
Life Cycle Cost
Country Code Room Temperature (MPa) Cost Saving(255 Vs 904l)
316 UNS S31803 UNS N08904 FERRALIUM
USA ASME VII, DIV 1 108 155 123 197 35%
UK BS 5500 128 289 173 294 42%
• Based on theconstruction of a5000m3 tank(Diameter: 20m,Height: 16m, Fluiddensity: 1.4)
• Allowablecorrosion rate:0.1mm/yr for UNSN08904 and0.05mm/yr forFERRALIUM® 255
• Costs in 1,000Euros.
“FERRALIUM®
255 saves20% on lifecosts”

5
Availability Hot Worked Products Products Size Range Availability LA Stock Availability
Standard Bar Products Unit Min Max Min Max
• Bar Standard grade Diameter 10 mm (.39”) 450 mm (17.5”) 12 mm (1/2”) 355 mm (14”)
• Bar FG-46 grade Diameter 10 mm (.39”) 50 mm (2”) 12 mm (1/2”) 50 mm (2”)
• Bar Aged grade Diameter 10 mm (.39”) 450 mm (17.5”) 25 mm (1”) 300 mm (12”)
• Ground Reforging Bar Diameter 150 mm (6”) 450 mm (17.5”) 150 mm (6”) 450 mm (17.5”)
Special Long Products
Products Size Range Availability
Min Dia Min Section Max Dia Max Section Max Length
• Extruded Section 300 mm (12”) 20mm (3/4”)
• Hot extruded tube 75 mm (3”) 215 mm (8.5”)
• Flat Bar 10 mm (.39”) 300 mm (12”)
• Square Section 10 mm (.39”) 450 mm (17.5”)
• Bored Bar 20 mm (3/4”) 4,000 mm (157”)
Plate & Sheet Products
Products Size Range Availability LA Stock Availability
Min Thickness Max Thickness Max Length Min Thickness Max Thickness Max Length
• Hot Rolled Plate 2 mm (.078”) 100 mm (4”) 9,000 mm (354”) 2 mm (.078”) 90 mm (3.5”) 6,000 mm (236”)
• Cold Rolled Sheet 0.5 mm (.024”) 3 mm (.118”) 3,000 mm (118”) 0.5 mm (.024”) 3 mm (.118”) 2,000 mm (79”)
Forging capabilities
Products Size Range Availability
Max. Diameter Max. Section Max. Height Max. Length
• Hollow Forgings 1,525 mm (60”) 1,525 mm (60”)
• Blocks 450 mm (17.5”) 450 mm (17.5”)
• Disks 2,286 mm (90”) 450 mm (17.5”)
• Shafts 450 mm (17.5”) 13,000 mm (512”)
• Rolled Ring 4,800 mm (190”) 450 mm (wall) (17.5”) 1,250 mm (Face) (50”)
Pipe and Fittings
Products Size Range Availability LA Stock Availability
Min Size Max Size. Schedule Availability
• Hot Extruded Pipe 3 inch NB 8 inch NB Sch. 40 – XXS
• Cold Reduced Tube 3/8 inch NB 4 1/2 inch NB Sch. 5 – 80 1” – 6” Sch 10 – 80
• Welded tube 6 inch Ø 36 inch Ø
• Pipe Fittings A Full Range of fittings available to Order
Welding Consumables Products Size Range Availability LA Stock Availability
• MIG 0.8mm (.032”) 1.6mm (.064”) 1.00mm, 1.2mm
• TIG 1.2mm (.048”) 3.2mm (.128”) 1.6mm,2.4mm,3.2mm
• Submerged Arc 1.6mm (.064”) 3.2mm (.128”) 3.2mm
• Coated Electrodes 2.4mm (.094”) 4.0mm (.160”) 2.4mm,3.2mm,4.00mm

6
Acetic Acid All to 60°C • • • • • • • • • • • Acetic Acid 0-50% Boiling � • • • • • • • • • � Acetic Acid 50-100% 80°C • • • • • • • • • • • Acetic Acid Vapour 100% 140°C � • x • • � ND ND • • � Acetic Anhydride 0-100% to Boiling • • • � • • • • ND • � Acetyl Chloride 100% 20°C � • • • • ND ND ND ND ND ND if moist HNO3 + H2SO4 50% + 50% to Boiling � • x x x • ND ND x x x HNO3 + H2SO4 50% + 20% 80°C � • ND ND ND ND • • ND ND ND H2SO4 + HNO3 75% + 25% to Boiling x � x x x ND ND ND x x x HNO3 + H3PO4 50% + 50% 70-80°C x � x x x ND ND ND x x x Alcohols 100% to Boiling � • • • • • • • • • � Ethanol All 20°C-BP � • • • • • • • • • � Aluminium Chloride All 20°C x � • • • � SC SC ND ND � Yes Aluminium Chloride 5% 100°C x � • ND ND ND • • ND ND ND Yes Aluminium Chloride 25% 60°C x � • ND ND ND x � ND ND ND Yes Aluminium Potassium Sulphate (Alum) All 20°C � • • • • • • • • • � Aluminium Potassium Sulphate (Alum) All Boiling � � • x • � ND ND • • � Ammonium Carbamate (Urea Process) 40% to 120°C � • • • � ND ND ND • • ND Ammonium Chloride All 75°C � • • • • � SC SC • • � Yes Ammonium Chloride 50% 115°C � • • • • ND • • • • ND Yes Ammonium Hydroxide All 0°C-BP • • • • • • • • • • x Ammonium Nitrate All Boiling � • • � • • • • • • x Ammonium Sulphate All 70°C x • • x • � • • • • � Ammonium Sulphate All 20°C-BP x • • x • � • • • • � Aniline 0-100% 20°C • • • • • • • • • • � Benzene 100% 100°C � • • • • • • • • • � Bromine (Moist) Pure x ND • � • x ND ND • � x Yes Carbon Tetrachloride (Dry) 100% Boiling � • • � • • • • • • � if moist Citric Acid All to Boiling � • • • • • • • • • � Citric Acid 0-70% Boiling � • • • • • • • • • � Citric Acid + 8% NaCl 5% 140°C � • • • • � ND ND ND ND ND Yes Chlorine (moist gas) - 20°C x ND • x •5 x x x x x x Yes Copper Sulphate + H2SO4 10% + 10% to Boiling � • • x x • • • ND ND ND Ethers 100% 20°C • • • • • ND • • • • • Ether 100% 20°C-BP • • • • • ND • • • • • Ethyl Chloride (Dry) 100% to 60°C • • • • • • • • • • � if moist Ethyl Chloride (Dry) 100% BP • • • • • • • • • • � if moist Ethylene Chloride (Dry) 100% 20°C ND • • • � • • • • • ND if moist Ethylene Chloride (Dry) 100% 20°C-BP ND • • • � • • • • • ND if moist Esters 100% 20°C • • • • � • • • • • � Ferric Sulphate (Fe2(SO4)3) 0-10% to Boiling • • • x � • • • • • x Ferric Sulphate (Fe2(SO4)3) 10%-30% 70°C � • • x • • ND ND • � x Fluorine (Dry gas) 100% 20°C • • x x • • • • • ND ND Fluorine (Dry gas) 100% 100°C • • x x • • ND ND • � � Formaldehyde All 20°C-BP • • • • • • • • ND ND � Formic Acid All 66°C � • • • • x • • • � x Formic Acid 100% BP (100°C) � • • • • x � • • � x Hydrochloric acid 1% to Boiling x • � • • x SC SC • � � Yes Hydrochloric acid 1% 80°C x • � • • x � • • � � Yes Hydrochloric acid 1% Boiling x • � • • x x x • � � Yes Hydrofluoric Acid 1% 20°C x • x • • x � • • • •
Cost Range Indication (£/kg) 2-4 4-8 12-16 25-35 16-20 20-25 2-4 4-8 12-16 8-12 8-12
Environment Concentration Temperature (w/w) (°C) 31
6
FERRALIUM
® 255-SD50
Titanium
HASTELLOY®
B-3
HASTELLOY®
C-276
4
Carpenter 20Cb-3
®
Avesta 2205
Avesta 254 SMO
®
INCONEL®
625
INCOLOY®
825
MONEL®
400
Risk of localised
corrosion3
Comparative corrosion resistance table

7
Cost Range Indication (£/kg) 2-4 4-8 12-16 25-35 16-20 20-25 2-4 4-8 12-16 8-12 8-12
Environment Concentration Temperature (w/w) (°C) 31
6
FERRALIUM
® 255-SD50
Titanium
HASTELLOY®
B-3
HASTELLOY®
C-276
4
Carpenter 20Cb-3
®
Avesta 2205
Avesta 254 SMO
®
INCONEL®
625
INCOLOY®
825
MONEL®
400
Risk of localised
corrosion3
Hydrofluoric Acid 10% 20°C x � x • • x x � • • • Hydrofluoric Acid 0-100% 20°C x ND x • • x SC SC • • • Hydrofluoric Acid 1% 40°C x ND ND • • ND ND • ND ND • Hydrofluoric Acid 0.5% 50°C ND ND ND • • ND ND � ND ND • Hydrofluoric Acid 0-100% 50°C x ND x • • x SC SC � x • Hydrogen Peroxide 50% 20°C � • • x • � • • • • � Hydrogen Peroxide 50% 40°C � • • x • ND • • • • � Hydrogen Sulphide (Dry gas) 4% 200°C • • • • • • • • • • • if moist Hydrogen Sulphide (Dry gas) 100% to 250°C • • • • • • SC SC • • � if moist Hydrogen Sulphide (Moist gas) - 20°C � • • • • � ND ND • • x Yes Lactic Acid 20% 100°C x • • • • � SC SC • • � Lactic Acid 90% Boiling x • ND ND ND ND • • ND ND ND Magnesium Chloride 10-30% 20°C � • • • • • • • • • • Yes Magnesium Chloride 5% Boiling � • • • • • • • • • • Yes Nickel Sulphate All Boiling � • • x � � • • • • � Nitric Acid 0-70% 20°C • • • x • • • • • • x Yes Nitric Acid 100% 20°C � • • x • • ND ND • � x Yes Nitric Acid 0-40% 70°C � • • x � • • • • • x Yes Nitric Acid 40-70% 70°C � • • x x8 • • • • • x Yes Nitric Acid 0-60% Boiling • • • x x • SC SC • • x Yes Nitric Acid 50% Boiling • • • x x • • � • • x Yes Nitric Acid 70% Boiling � � � x x � ND ND • � x Yes Nitric Acid 65% Boiling � � � x x � � � • � x Yes Oleic Acid 100% 20°C � • • � � • • • • • • Oxalic Acid All 20°C � � � • • • SC SC • • x Oxalic Acid All to Boiling x � x � � � SC SC • • x Oxalic Acid 40% 75°C x • x • • • • • • • x Oxalic Acid 50% Boiling x � x � � � x � • • x Phosphoric Acid 20% Boiling � • x • • • • • • • x Phosphoric Acid 40% Boiling � • x • • • • � • • x Phosphoric Acid 0-40% Boiling � • x • • • SC SC • • x Phosphoric Acid 50% Boiling x • x � • � • • • • x Phosphoric Acid 60% Boiling x � x � • � � � • • x Phosphoric Acid 80% Boiling x � x � • � x � • • x Phosphoric Acid 40-80% Boiling x � x � • � SC SC • • x Phosphoric Acid 86% 85°C • • � • • • • • • • x Phosphoric Acid All to 80°C • • � • • • SC SC • • x Phosphoric Acid (‘wet’ process liquor)7 44-55% 80-90°C � • ND � � ND ND ND • • x Phosphoric Acid (‘wet’ process liquor)8 - 85°C x ND ND ND ND ND ND • • • ND Picric Acid All 20°C � • • • • � • • • • x Potassium Chloride 0-30% to Boiling � • • • • • ND ND • • • Yes Potassium Dichromate All to Boiling • • • x x • • • • • • Sodium Chloride 0-10% to Boiling � • • • • • • • • • • Yes Sodium Chloride + 0.1M H2SO4 (aerated) 5% to Boiling x • • • • ND ND ND ND ND ND Yes Sodium Chloride + 0.5% Oxalic Acid 0-8% to Boiling x • x • • ND ND ND ND ND ND Yes Sodium Chloride + 0.5% Citric Acid 0-8% to Boiling x • • • • ND ND ND ND ND ND Yes

8
Cost Range Indication (£/kg) 2-4 4-8 12-16 25-35 16-20 10-13 2-4 4-8 12-16 8-12 8-12
Environment Concentration Temperature (w/w) (°C) 31
6
FERRALIUM
® 255-SD50
Titanium
HASTELLOY®
B-3
HASTELLOY®
C-276
4
Carpenter 20Cb-3
®
Avesta 2205
Avesta 254 SMO
®
INCONEL®
625
INCOLOY®
825
MONEL®
400
Risk of localised
corrosion3
`
Comparative corrosion resistance table
Sea Water - 20°C � • • • • • • • • • • Yes Seawater saturated with Cl2 - to 65°C x • • x • x ND ND • • x Yes Sodium Hydroxide 0-50% 20°C • • • • • • • • • • • Sodium Hydroxide All Boiling � � • •6 •6 � SC SC • � • Yes Sodium Hydroxide 30% Boiling � • • •6 •6 � • • • � • Yes Sodium Hydroxide 40% Boiling � � • •6 •6 � x � • � • Yes Sodium Hypochlorite 12-14% 20°C x � • • • x ND ND � • x Sodium Sulphide 60% 20°C � • • • • • SC SC • • • Sodium Sulphide 40% Boiling � • • � � � • • • • • Sodium Sulphide 0-50% Boiling � • • � � � • • • • • Sodium Sulphite 50% 20°C � • • • • • • • • • • Sodium Sulphite 50% Boiling ND • • • • ND • • ND ND ND Sulphuric Acid 20% 40°C • • x • • • • • • • • Sulphuric Acid 30% 40°C � • x • • • � • • • � Sulphuric Acid 40% 40°C x • x • • • x � • • � Sulphuric Acid 40-98% 40°C x • x • • • SC SC • • � Sulphuric Acid 5-30% 80°C x • x • � � SC SC � • x Sulphuric Acid 5% 80°C x • x • � • • • • • � Sulphuric Acid 10% 80°C x • x • � • � • • • x Sulphuric Acid 30% 80°C x • x • � � x x � • x Sulphuric Acid 30-50% 60°C x • x • � • x x ND • x Sulphuric Acid 98% 100°C � • x • � � x x ND • x Sulphuric Acid 98% 150°C ND � x x x ND x x x x x Sulphuric Acid (fuming) Oleum 15% SO3 to 80°C � � x x � ND ND ND x x x Zinc Chloride All 20°C � ND • • • � ND ND • • � Yes Zinc Chloride All Boiling x ND � � x � ND ND � � x Yes
This table is intended only as a guide as corrosion performance can be affected by precise process conditions and consideration must be made of the possibilityof localised rather than general corrosion for the environment indicated. The information given is for pure chemicals and the solvent is water unless statedotherwise. It must be stressed that, whenever possible, plant corrosion tests should be carried out. Samples of FERRALIUM 255-SD50 for this purpose can besupplied on request. Samples of other alloys may be supplied by the Trade Mark holders listed below.
Notes: 1 For Avesta grades only, rate of corrosion is less than 0.1mm/yr. 2 For Avesta grades only, rate of corrosion is between 0.1 mm/yr and 1.0mm/yr. 3 Pittingcorrosion/Crevice corrosion/Stress Corrosion/Intergranular corrosion depending on environment. 4 If there is a high iron content, use HASTELLOY C-22®. 5 HASTELLOY C-276® resistant to about 90°C 6 HASTELLOY C-276® and HASTELLOY B-3 susceptible to stress corrosion cracking in hot strong sodium hydroxide.7 68.9% phosphoric acid, 4.15% sulphuric acid, 1.85% iron, 5400 ppm fluorides and 2000 ppm chlorides. 8 High corrosion figures found for high concentrationsof alloy. A. Prices per kg are given as an approximate guide and are correct at the time of publication (August 2001). Note that Ti is 60% density of othermaterials. B. In acid solutions containing oxidising salts, HASTELLOY® B-3 alloy may suffer enhanced corrosion. Guidance should be sought from HaynesInternational Ltd.
FERRALIUM® is a registered trade mark of Langley Alloys Ltd SAF® is registered trade mark of Sandvik Intellectual Property AB CARPENTER 20Cb-3® is a registered trade mark of CRS Holdings (subsiduary of Carpenter Technology, Inc) HASTELLOY® is a registered trade mark of Haynes International, Inc INCOLOY®, INCONEL® and MONEL® are registered trade marks of Special Metals Corporation. ZERON® is a registered trade mark of Weir Materials Ltd
• Excellent corrosion resistance - rate of corrosion less than 0.15mm/yr (see note 1)� Good corrosion resistance under most conditions - rate of corrosion expected to be less than 0.50mm/yr (see note 2) x Not RecommendedND Data unavailableSC Data is supplied for specific concentrations as given in adjacent rows of the table
Acknowledgements
Arcelor MittalTel: +44 (0)207 7629 7988
AvestaPolarit StainlessTel: +46 (0)226 81000
Carpenter TechnologyCorporation
Tel: +1 610 208 2357
Haynes InternationalTel: +44 (0)161 230 7777
Marine Corrosion ForumTel: +44 (0)1889 568090
Special Metals WigginTel: +44 (0)1432 38200
Titanium Marketing &Advisory Service
Tel: +44 (0)1562 60276