Embed Size (px)
Citation preview
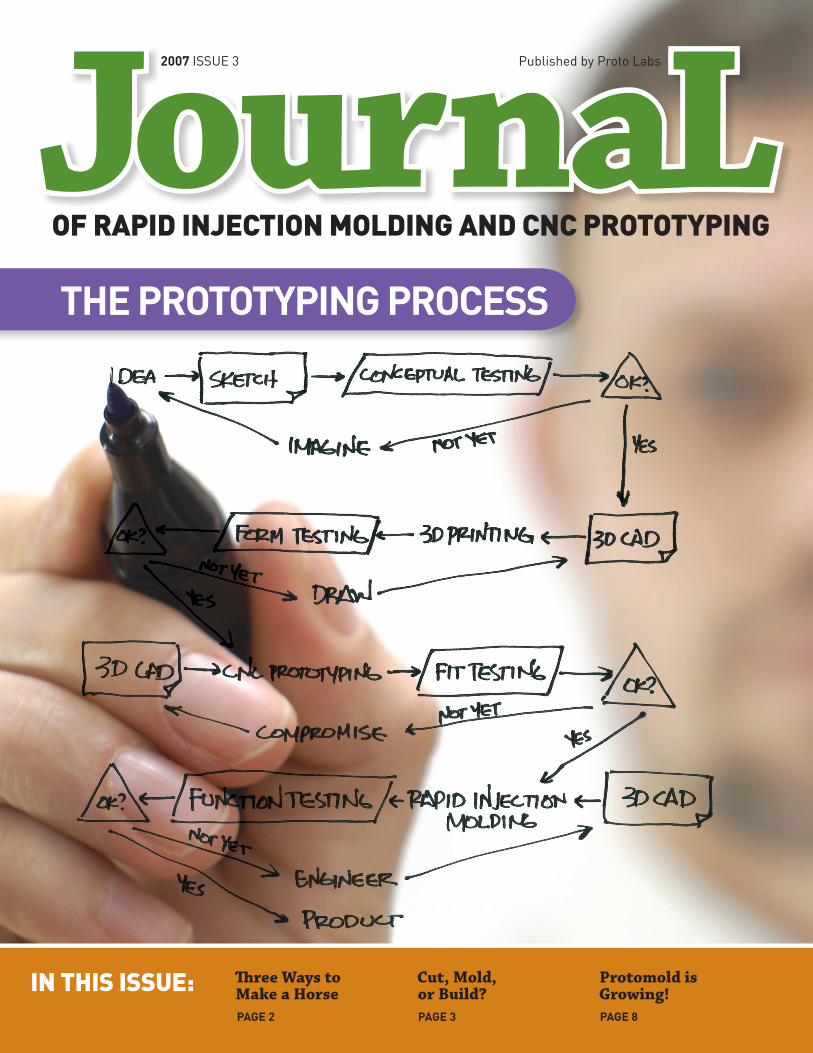
The proToTyping process
Three Ways to Make a Horse page 2
Cut, Mold, or Build?page 3
Protomold is Growing!page 8
in this issue:
of Rapid injection Molding and cnc pRototyping
2007 Issue 3 Published by Proto Labs

> execuTive view
I’ve heard attributed to various sculptors—Michaelangelo more than others—the suggestion that the way to make a statue of a horse is to start with a block of marble and chisel away everything that isn’t a horse. several years ago, at The Minneapolis Institute of Art, there was a larger-than-life sculpture of a horse. It was assembled, improbably enough, of garage sale junk: old garden tools, toasters, golf clubs, and the like, but if you relaxed your eyes it was definitely a horse. And years ago, I can remember buying one of my kids a souvenir somewhere, a cast-on-the-spot plastic horse, which, for a fistful of quarters, was injection molded before your eyes and delivered, warm but solid, to a hopper on the front of the machine.
The reason I mention all these horses is that they represent all the ways I know of making a prototype in plastic (or in most any other material for that matter). You can carve your finished product out of a larger block of material, you can build it up, or you can mold it in place. Obviously each of these processes has its advantages, or it would have long ceased to exist, so in this issue of The Journal, we’re going to discuss process.
Artists have their own reasons for choosing their media and methods, but for industrial designers, there are three significant concerns in the production of a prototype: quality, delivery, and cost. I list them in that order because that is the order in which engineers we polled ranked the importance of the three variables. I’m guessing that for production, they might have ordered them differently, but prototyping has its own priorities. In this issue we will discuss each of these variables in some detail.
For those who haven’t noticed yet, the publication has a new title: Journal of Rapid Injection Molding and CNC Prototyping. As will be mentioned elsewhere, Protomold (which, as you know, does rapid injection molding) now has a sister division. First Cut Prototype produces fast, high quality prototypes by direct CNC machining parts from solid stock. Together, the two make up Proto Labs Inc. In order to keep up with all of this change, we’ve expanded the scope of The Journal to address our newly expanded operations.
Together, Protomold and First Cut Prototype account for two of the three prototyping processes I mentioned:
cutting and molding. But there are important offerings of a third type: building up or additive processes. These include stereolithgraphy, 3D printing, selective laser sintering, and fused deposition modeling. We will discuss these along with our own processes and hope you find this issue of The Journal interesting and useful.
Brad clevelandPresident & [email protected]
Three ways to Make a horse
You can carve your finished product out of a larger block of material, you can build it up, or
you can mold it in place.
�

> proToType QualiTy
If prototypes are to be used for functional testing, they should meet the performance characteristics of production parts. And if they are to be used for market testing, they certainly should approximate the finish of production parts.
We’ve often referred to the relative strength of molded plastic prototypes compared to that of layered rapid prototypes, but we’ve never actually offered any quantitative measures. Nor have we presented actual comparisons of part finish. No one has actually challenged us on these points but we thought we owed the market more than unsupported assertions, so we hired stork Materials Technology, a network of independent, accredited laboratories, to perform strength tests. Later in this article we’ll show you comparative finishes and let you judge for yourself.
Strength Testsstrength testing was done on six types of samples. Because gating can affect the strength of injection molded parts, three different gate configurations were tested. The lab also tested CNC machined parts made by First Cut Prototype. Fused deposition modeling (FDM) was chosen to represent additive prototyping methods since it produces the strongest parts of any major RP process. All test parts were made from the same CAD model using ABs (or, in the case of FDM, ABs-like) plastic. Table 1 shows the results of standard AsTM D790 testing, measuring flexural properties. Table � shows results of AsTM D638 testing, measuring tensile properties.
Note that Average strain at Break and Average Break stress are significantly higher for the machined and molded parts than for parts built using the additive process. The highlighted figures for Average strain at Break, % for two of the three molded parts demonstrate the importance of gate placement. The molded part with one end gate shows superior results for Average strain at Break, %.
Obviously, these figures do not represent all parts in all plastics. They do, however, suggest that while additive rapid prototyping processes have a place in the development process they may not be suitable for functional testing of production parts.
The complete stork report can be found at www.protomold.com/resources.
cut, Mold, or Build:comparative strength and Finish
sampleAverage strain
at Break, %Average Break
stress, psi
Machined, First Cut 16.� 456�
Molded, � end Gates �.0 5117
Molded, Center Gate �.� 5118
Molded, 1 end Gate 14.5 5399
FDM, X axis 1.6 �563
FDM, X-Y axis 1.5 �5�9
FDM, Z axis 1.5 �088
sample Average Flexural strength, ksi
Machined, First Cut 9.3
Molded, � end Gates 9.3
Molded, Center Gate 9.6
Molded, 1 end Gate 9.�
FDM, X axis 4.9
FDM, Z axis 3.6
Continued
Table 1
Table 2
Demontrates the importance of gate placement.
3

> proToType QualiTy
cut, Mold, or Build: comparative strength and Finish
The photographs below show parts made with each of the three processes. All were made from the same 3D CAD model.
Clearly, the molded and CNC machined parts have a measurable advantage in strength and a visible advantage in appearance over parts made by the additive RP process. Additive processes certainly have their place in the development process and may be perfectly acceptable for determining the fit of a part. They may, however, not be suitable once testing begins and performance and appearance become considerations.
The detail shows a smooth overall finish nearly identical to what would be found on a production part.
injection molded by protomold
While it approximates the form of the original model, its rough surface clearly reflects the layering process by which it was made. cnc machined by First cut prototype
Fused Deposition Modeling (FDM)
The detail shows a smooth overall finish very similar to an injection molded part.
4

> proToType Delivery
The Plastics Web®
Nowyoucandomorewith IDES!
www.ides.com
Find - A search engine like GoogleTM,but we only include plastics websites.
Buy - The Plastics StoreTM includesbooks, training, test standards, etc.
Datasheets - Get a free account toaccess 70,000 plastic material datasheets from 600 global resin mfgs.
Long ago, before the Internet, there was a cartoon going around showing a character convulsed with laughter under the heading “You want it when?!” It was funny at the time, but anyone who still thinks it’s funny could end up with time to spare; lots of it, because today’s market waits for no one. If you can’t meet the deadline, there’s someone who will.
Because prototypes can be critical to the performance and market acceptance of a product, delays in prototyping, almost by definition, translate to delays in development. That’s why the introduction of “rapid prototyping,” the additive process for building up a prototype in layers, was such a milestone in the history of product development.
Before rapid prototyping, plastic prototypes were made either by slow, manual machining or slow, manual injection molding. Rapid prototyping automated the process, permitting service bureaus to quickly produce reasonable prototypes—using additive processes like stereolithography, fused deposition modeling, and others—in days, directly from CAD models. They weren’t a perfect match for production parts, and they could be expensive if more than a few were needed. But they were fast, and that was enough to make them a valuable addition to the designer’s arsenal.
But while the term “rapid prototyping” came to be applied specifically to those additive processes, other, non-additive methods were becoming rapid as well. By 1999, Protomold’s rapid injection molding was producing real, injection-molded parts in as few as five days. Like the additive processes, it was able to work directly from 3D CAD models and offered automated quoting with a free moldability analysis in just one day.
In �006, First Cut Prototype entered the marketplace, producing CNC-machined plastic parts in as little as a day. Like Protomold’s rapid injection molded parts, these come in a variety of materials and are made directly from the customer’s 3D CAD model. Not to be outdone, Protomold soon announced one-day turnaround as well, giving users a three-way choice for one-day production of prototypes.
As of this writing, however, the additive process is leading the race by a nose, with one option neither of the other two can match: automated on-premise production from 3D CAD models. users can now purchase relatively inexpensive 3D printing equipment that will produce a layered plastic-like prototype directly from a CAD model in just hours, eliminating the need to ship finished parts. Like all additive prototypes, they leave something to be desired in finish and material, but they are certainly fast.
The accompanying figure illustrates the relative parts-making speed of each of these processes.
cut, Mold, or Build:
comparative speed
hours Days weeks
MolD:rapid injection
Molding
cuT:cnc
Machining
BuilD:Desktop
3D printers
5
> proToType cosT
With vast amounts of revenue riding on virtually any new product brought to market, the cost of prototyping is not likely to be anyone’s first consideration in directing the development process. still, cost matters; just ask your CFO.
Of course, the biggest cost you could possibly incur is that of bringing a poorly conceived or badly executed product to market. It could exceed everything you’ve spent on development, production, and marketing, not to mention lasting damage to your company’s reputation and position in the market. Another significant cost is the delay incurred by having to backtrack if problems are caught late in the development process due to inadequate prototyping. The costs we’re addressing here, however, are the simple, up-front costs of various prototyping methods.
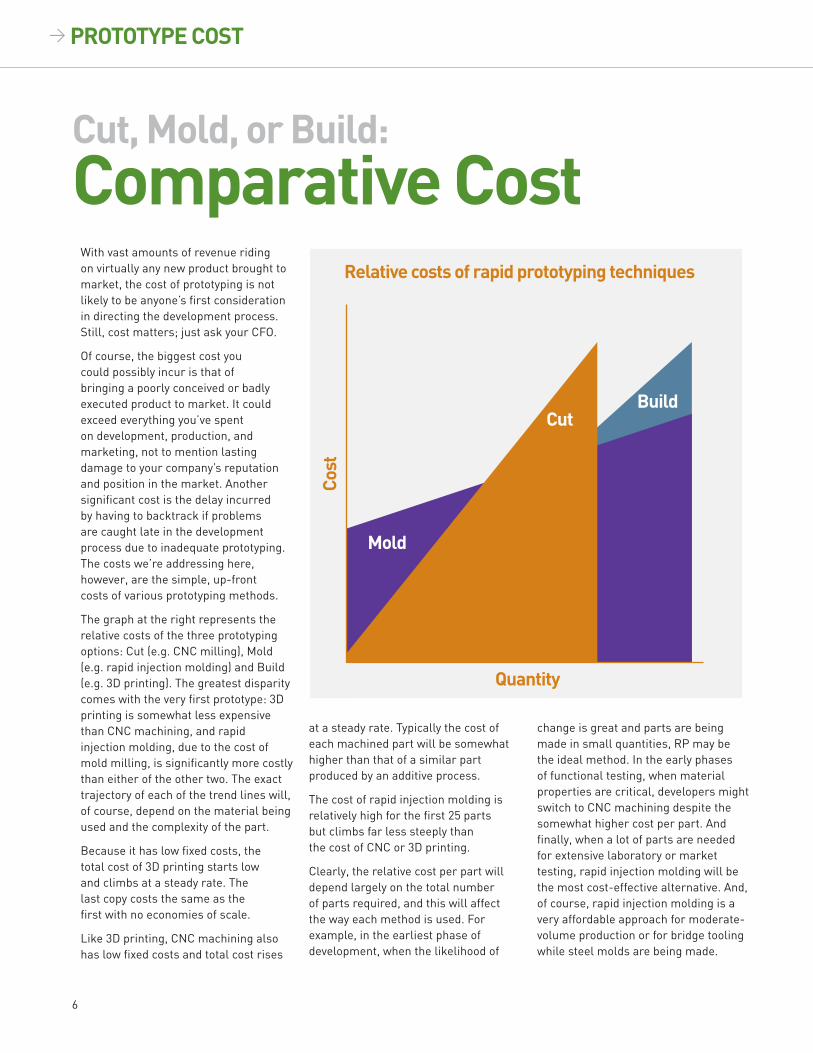
The graph at the right represents the relative costs of the three prototyping options: Cut (e.g. CNC milling), Mold (e.g. rapid injection molding) and Build (e.g. 3D printing). The greatest disparity comes with the very first prototype: 3D printing is somewhat less expensive than CNC machining, and rapid injection molding, due to the cost of mold milling, is significantly more costly than either of the other two. The exact trajectory of each of the trend lines will, of course, depend on the material being used and the complexity of the part.
Because it has low fixed costs, the total cost of 3D printing starts low and climbs at a steady rate. The last copy costs the same as the first with no economies of scale.
Like 3D printing, CNC machining also has low fixed costs and total cost rises
at a steady rate. Typically the cost of each machined part will be somewhat higher than that of a similar part produced by an additive process.
The cost of rapid injection molding is relatively high for the first �5 parts but climbs far less steeply than the cost of CNC or 3D printing.
Clearly, the relative cost per part will depend largely on the total number of parts required, and this will affect the way each method is used. For example, in the earliest phase of development, when the likelihood of
change is great and parts are being made in small quantities, RP may be the ideal method. In the early phases of functional testing, when material properties are critical, developers might switch to CNC machining despite the somewhat higher cost per part. And finally, when a lot of parts are needed for extensive laboratory or market testing, rapid injection molding will be the most cost-effective alternative. And, of course, rapid injection molding is a very affordable approach for moderate-volume production or for bridge tooling while steel molds are being made.
cut, Mold, or Build:
comparative costrelative costs of rapid prototyping techniques
Additive Rapid Prototyp
ing
Mold
cutBuild
cost
Quantity
6
> Book review
Fast Innovation, reviewed in �007 Issue � of The Journal, pointed out the importance of innovation, how to incorporate the process into an organization, and the weaknesses of tools like the focus group in the development of innovative products. But it stopped short of closely examining the creative process itself. This month’s book picks up where that one left off.
Tom Kelley, the author of The Art of Innovation, is general manager of IDeO, the award winning design firm behind such iconic products as the Apple mouse and Palm handheld. In just under 30 years, the company has created everything from toothpaste tubes to high-tech medical devices and has become perhaps the world’s most successful product development organization. In just under 300 pages, Kelley and co-author Jonathan Littman walk the reader through the details of the firms innermost processes.
Designers are, according to Kelley, observers first. From shoppers to business travelers to small children, he gives examples of the in situ observations that led to major product innovations. But if you summed up his point as “only by knowing the user can one create an innovative product,” you’d be wrong on a very significant point.
“One” is precisely the wrong word. With all due respect to creative individuals, Kelley focuses on the importance of groups, specifically “hot groups,” and how to create and nourish them.
He also talks at length about the spaces in which they work most effectively. Not surprisingly, those can vary with the need. He describes the walk-in industrial ice cream freezer in which a team spent many chilly hours, on bicycles in front of large fans, testing radical new snowboarding goggles in the middle of a California summer. That’s just one example of the organization’s approach to—that’s right—prototyping. (We were pleased to note that, according to Kelley, a critical aspect of prototyping is “not wasting time.”)
“Prototyping, brainstorming, and observations. These are the fundamentals, the reading, writing, and arithmetic of innovation,” according to Kelley. And in conveying the ways in which IDeO puts those tools to work he walks a fine line. There are no rules for success like IDeO’s. On the contrary, the organization thrives on rule-breaking and creates products that succeed by flouting accepted truth and steering clear of the beaten path.
In hundreds of examples, from both within and outside of the firm, the authors open the reader’s mind to possibilities. examples run from a secretary’s realization that a dab of white paint could “correct” typing mistakes to Linus Torvalds’
recognition that software could be written by hundreds or thousands of individuals working in a loosely defined team on a never-ending project.
While it is unlikely that Kelley would ever define his book as “the bible” of design, it does resemble that work in that it would likely serve better as a reference to be consulted and periodically reread than one to be digested and put away. And, as the Hitchhiker’s Guide to the Galaxy begins with the memorable words “Don’t Panic,” The Art of Innovation ends with the equally catchy admonition
“Have some serious fun.”
Making inspiration happenTitle: The Art of Innovationauthor: Tom Kelley with Jonathan Littmanpublisher: Doubleday, �001isBn: 0-385-49984-1
Design Better Products =Customer success
The leading supplier of 3D CAD technology, providing intuitive, high-performing software
that helps product design teams develop great products.
For a Free Mold Design whitepaper, visit www.solidworks.com/journal
solidWorks is a registered trademark of solidWorks Corporation. ©�007 solidWorks Corporation
7

It’s Big. It’s Shiny. It’s High Tech. It’s our new home, and it’s all about serving you better. We’ve been telling you about our new 96,000 sq. ft. headquarters for some time now, but we’re finally moved in, with phones ringing and presses running. If what they say about pictures is true, here’s a thousand words worth. And if you want to see how it makes us feel, just close your eyes and picture us all with great big grins.
And Speaking of New (or Should We Say “Neue”)We’ve opened a new office—yes, another new office—this one in Mosbach, Germany. The staff, headed by Joerg Mueller, is already providing sales and customer service support to a growing list of German design engineers. The excellent response has us thinking seriously about opening additional local offices in europe and elsewhere. We’ll keep you posted. And if you know of non-us customers we should be addressing, please let us know or have them contact us directly.
More to LoveWe get letters and emails all the time about our terrific customer service representatives. until now, each service rep has been assigned to a specific group of customers. The relationship aspect has been great, but it has also meant occasional delays when a service rep is ill, or on vacation, or tied up with another customer. since speed is a big part of what we offer, that didn’t feel right.
After a lot of consideration, we’ve reconfigured customer service to make a pool of service reps available to each customer and tied them together with a shared database of customer information. What that means for you is faster answers, extended hours of service (7:00 AM to 5:30 PM, CT), and, when necessary, access to more specialized knowledge. Of course, you’ll still have a dedicated sales rep, and now even more terrific service reps to write letters and emails about.
We Don’t Want to Bore You, But...Proto Labs (under its former name Protomold) has been named to the Inc. 5000 list of fastest growing private companies. We were honored to be on the Inc. 500 for two years in a row and now we’ve again been recognized by Inc. magazine. Our ranking of 1069 means Protomold is still the largest and fastest growing rapid injection molding business in the world, and we thank you for your support.
what’s new
usaProtomold 5540 Pioneer Creek Dr. Maple Plain, MN 55359
P: (763) 479-3680 F: (763) 479-�679 e: [email protected]
uK, italy, france, spainThe Protomold Company Ltd. unit A, Hortonpark Industrial estate Hortonwood 7, Telford shropshire TF1 7GX united Kingdom
P: +44 (0) 870 7�3 0000 F: +44 (0) 195� 6771�6 e: [email protected]
germanyThe Protomold Company Pfalzgraf-Otto-strasse 50 748�1 Mosbach Germany
T: 00800-Protomold (77686665) F: +49 6�61 674790 e: www.protomold.de
© 2007 Protomold
www.pRotoMold.coM/paRts
First Cut Prototype 5540 Pioneer Creek Dr. Maple Plain, MN 55359
P: (763) 479-8600 F: (763) 479-3438 e: [email protected]
www.fiRstcut.coM/cncpaRts