Embed Size (px)
Citation preview
All started from a simple conversationbetween us and the engineers inSanta Giustina, at Reno De Medicifactory – Eng. Scaglioni, Turati, Cettaand Marcer -. During the meeting theyexpressed the need to collect all thedata from the operating machines inthe plant, fulfilling the Industry 4.0 andISO 50001 prescriptions. Thanks tothe basics of our Scalink® system,made to join different platforms in amultitasking way, the challenge was
TTTTTececececechnolohnolohnolohnolohnologggggyyyyy
deliverable – For some applicationslike Turbogas GE BURGO, we hadto develop not conventional butspecific customized communicationprotocols (driver). Several PLC andDCS of the plant-including sheetersmainly-were connected to the systemthrough an operator friendly interface,allowing the paper mill to acquire allthe data from different machines.Scalink® SW architecture shows itspotentials by fulfilling, and providing,
by: Paolo Andrighetti SAELPaolo Andrighetti SAELPaolo Andrighetti SAELPaolo Andrighetti SAELPaolo Andrighetti SAEL
all the information required to the ERPplant platform,stepping up the entiresystem, enabling all the analysis andcalculations. Initially, this system,was tested and positively applied inMagenta for data collection from 3MILLTEX Sheeters, in collaborationwith Eng. Natalino Turati.Consequently it was graduallyinstalled in many Reno De Mediciplants with several steps related tothe different protocols used (owned-
Reno de Medici Group
“READI”“READI”“READI”“READI”“READI” IndustrIndustrIndustrIndustrIndustry 4.0y 4.0y 4.0y 4.0y 4.0SAEL & COELMESAEL & COELMESAEL & COELMESAEL & COELMESAEL & COELME System DataSystem DataSystem DataSystem DataSystem Data
Collection, Processing,Collection, Processing,Collection, Processing,Collection, Processing,Collection, Processing,ArArArArArccccchihihihihivingvingvingvingving...................................
Production Reports, raw materials, bobbins, winder andsheeter production cycles, steam, energy, gas, and so many
other crucial parameters... Most of the time, these important variables being collected for costcontrolling and management repoprting, are processed in a semi-automatic or in a manualway, or most frequently using different software and other tools. But how to avoid transcriptionerrors, computing, as well as getting all the data faster, easier and in a more smarter andreliable way from the local working stations? How to get back to the main software used?
THE NEW PAPER MILL MANAGEMENT APPLIED AT RENO DE MEDICI GROUP

office PLC-DCS-HW).Our Scalink® platform, made forpaper mills’ systems networking,without specific I/Os, was eventuallythe best choice for the customer.Based on a SCADA philosophy, easyto program and practice, Scalink®can be totally integrated to theWindows system, exploiting all thepotentials arising fromcommunication among native officestations. The real challenge is, andwill be, to facilitate operators byproviding them one simple tool versusall the rest different ones which theyuse today. Even though Scalink® isa customized solution for multipleand specific needs of each paper mill,it is not suitable as a system BRIDGEonly, but as a global managementplatform, as well.Any single value even of a relativelylarger scale size can be stored,historicized, and showed in a reportway, independently to the originalsource – all related to the Hard Dickcapability, of course -. Every variablecan be treated by Excel or AccessWindows programs, and resubmittedas a new variable after the calculation(production specific, energetics, etc.).This is why our Scalink® system hasno barriers, computation wise.
Scalink is not only a scada,the platform is born for
LEVEL1
Which is the paper mill industryfuture?
The new upcoming frontier is the so-called “Big Data Analysis” providinga useful tool both to Top Managementand to other managerial stuff, neededaccording to the strategic goal settingof each mill. Within the fewfollowing years, all the productionprocesses will be digitalized. Industry4.0 won’t be a target to achieve, buta more of a new way of makingbusiness and manage companies.This is exactly the “Big Data” frontier.All those huge amounts of data,managed by an A.I., and applied to apredictive analysis in real time, willbe the basics for a smartmaintenance program, as well as abetter/efficient products engineering:efficiency and cost effects; in otherwords. There is no doubt that datawill play a strategic role in the modernindustry, since they are becominglarger size & amount wise and ofdifferent characteristics, such as:1.Design data : data regardingdesigning machinery and products.2.Operation data : in relation withthe equipment functionality and theircomponents, as well.3.Efficiency of labor data.4.Costs data.5.Logistics data.6.Environmental and climaticconditions (internal/externaltemperature, humidity, noise) data.7.Fault and system health monitoringdata.8.Quality product data (% of defectiveproduction).9.Product’s life cycle data(reparation, warehouse availability).10.Customers data (Market Targets,feedback from product usage, designsuggestions).Thanks to the Data Mining (thedecision maker information) it ispossible to understand if there aresome engineering errors; machinesand components life cycles;
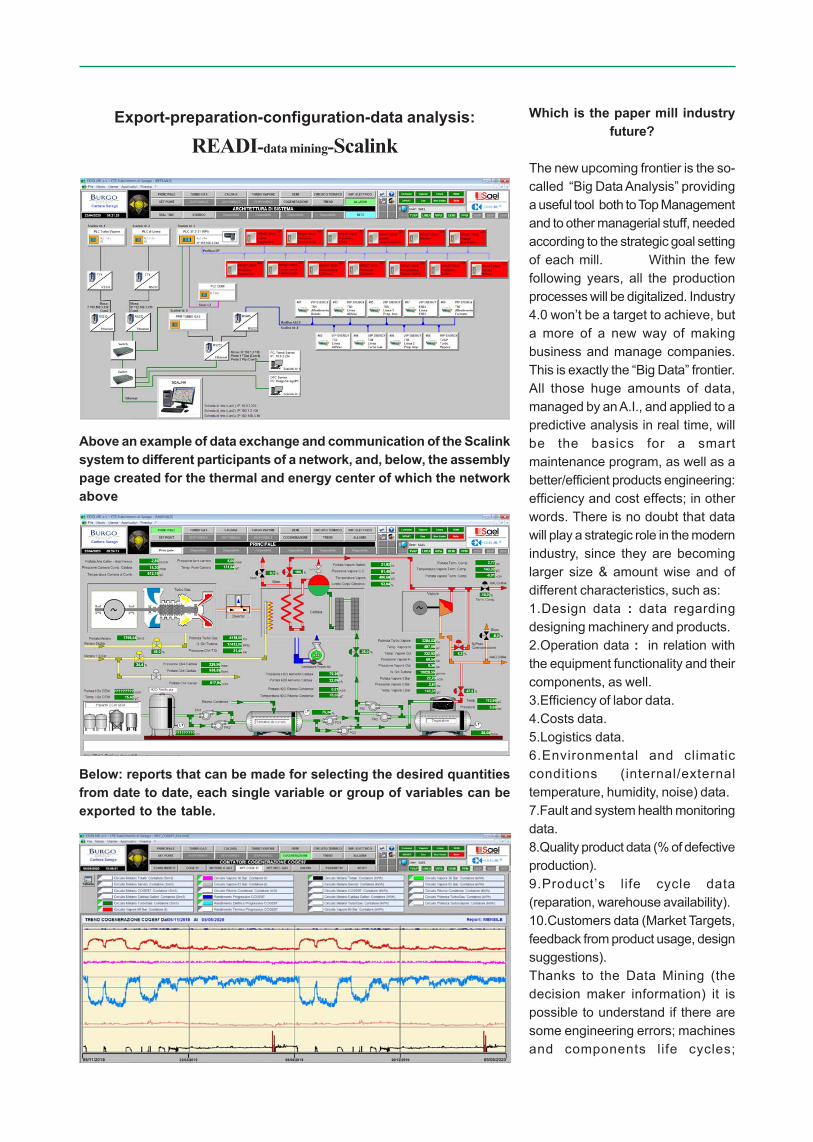
Above an example of data exchange and communication of the Scalinksystem to different participants of a network, and, below, the assemblypage created for the thermal and energy center of which the networkabove
Below: reports that can be made for selecting the desired quantitiesfrom date to date, each single variable or group of variables can beexported to the table.
Export-preparation-configuration-data analysis:
READI-data mining-Scalink
Case History – READI System(acronyms related to the Italian words: Collection,
Processing and Factory Data Storage)Reno De Medici Group
Introduction and Customertargets
The READI system (Collection,Processing and FactoryDataStorage) was implemented collectingthe different needs at the time of RenoDe Medici operators. The targetswere defined during severalmeetings, benchmarking and otheractivities; the consequent actions,planned in different steps andscheduling. Every Plant of the Groupis independent and manages itspriorities defined by their Strat Plan.The main points chronologicaloverviewed, were:• Industry 4.0;• ISO 50001 Certification;• Big Data Analisys (final costs);In order to meet the customerexpectations, the system was builtin different steps at the four Plantsinvolved in the project: SantaGiustina (Belluno – TV), Ovaro(Udine - UD), Villa Santa Lucia(Frosinone – FR) and at the SheetCentre in Garbagnate Milanese(Milano – MI)
Industry 4.0 and DATA MINING
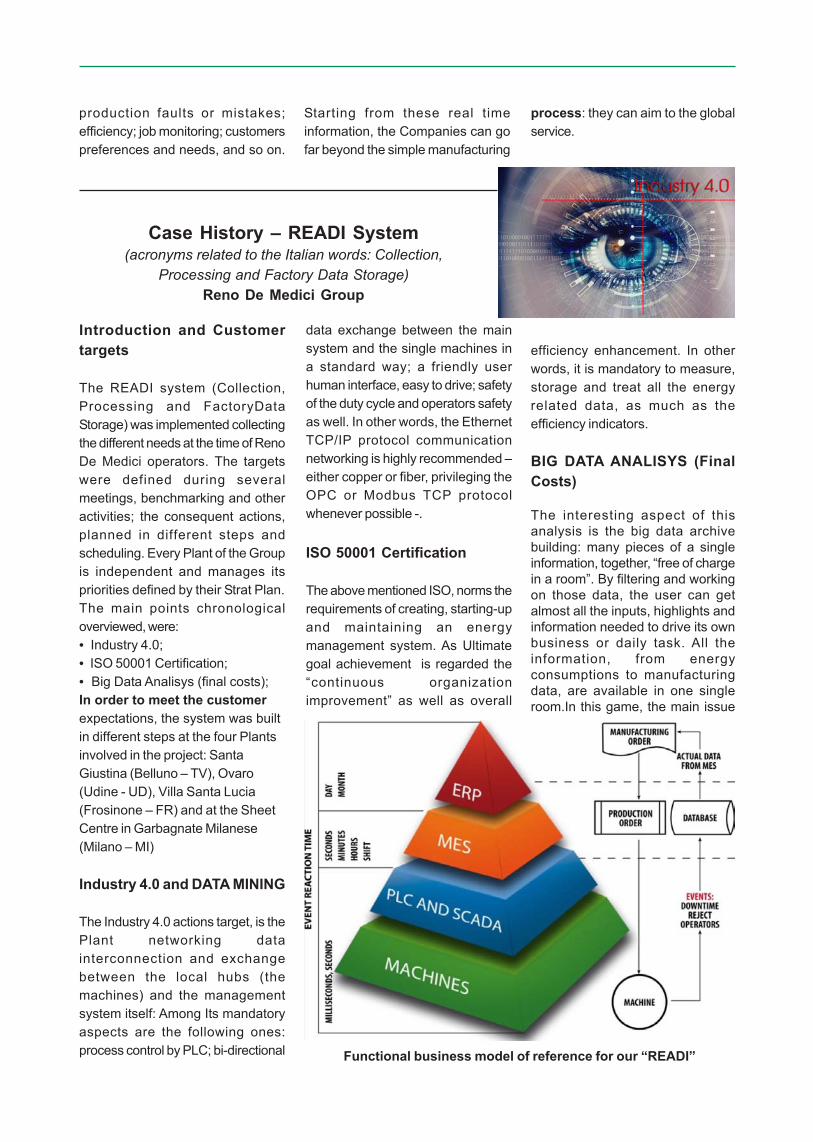
The Industry 4.0 actions target, is thePlant networking datainterconnection and exchangebetween the local hubs (themachines) and the managementsystem itself: Among Its mandatoryaspects are the following ones:process control by PLC; bi-directional
production faults or mistakes;efficiency; job monitoring; customerspreferences and needs, and so on.
Functional business model of reference for our “READI”
Starting from these real timeinformation, the Companies can gofar beyond the simple manufacturing
process: they can aim to the globalservice.
data exchange between the mainsystem and the single machines ina standard way; a friendly userhuman interface, easy to drive; safetyof the duty cycle and operators safetyas well. In other words, the EthernetTCP/IP protocol communicationnetworking is highly recommended –either copper or fiber, privileging theOPC or Modbus TCP protocolwhenever possible -.
ISO 50001 Certification
The above mentioned ISO, norms therequirements of creating, starting-upand maintaining an energymanagement system. As Ultimategoal achievement is regarded the“continuous organizationimprovement” as well as overall
efficiency enhancement. In otherwords, it is mandatory to measure,storage and treat all the energyrelated data, as much as theefficiency indicators.
BIG DATA ANALISYS (FinalCosts)
The interesting aspect of thisanalysis is the big data archivebuilding: many pieces of a singleinformation, together, “free of chargein a room”. By filtering and workingon those data, the user can getalmost all the inputs, highlights andinformation needed to drive its ownbusiness or daily task. All theinformation, from energyconsumptions to manufacturingdata, are available in one singleroom.In this game, the main issue
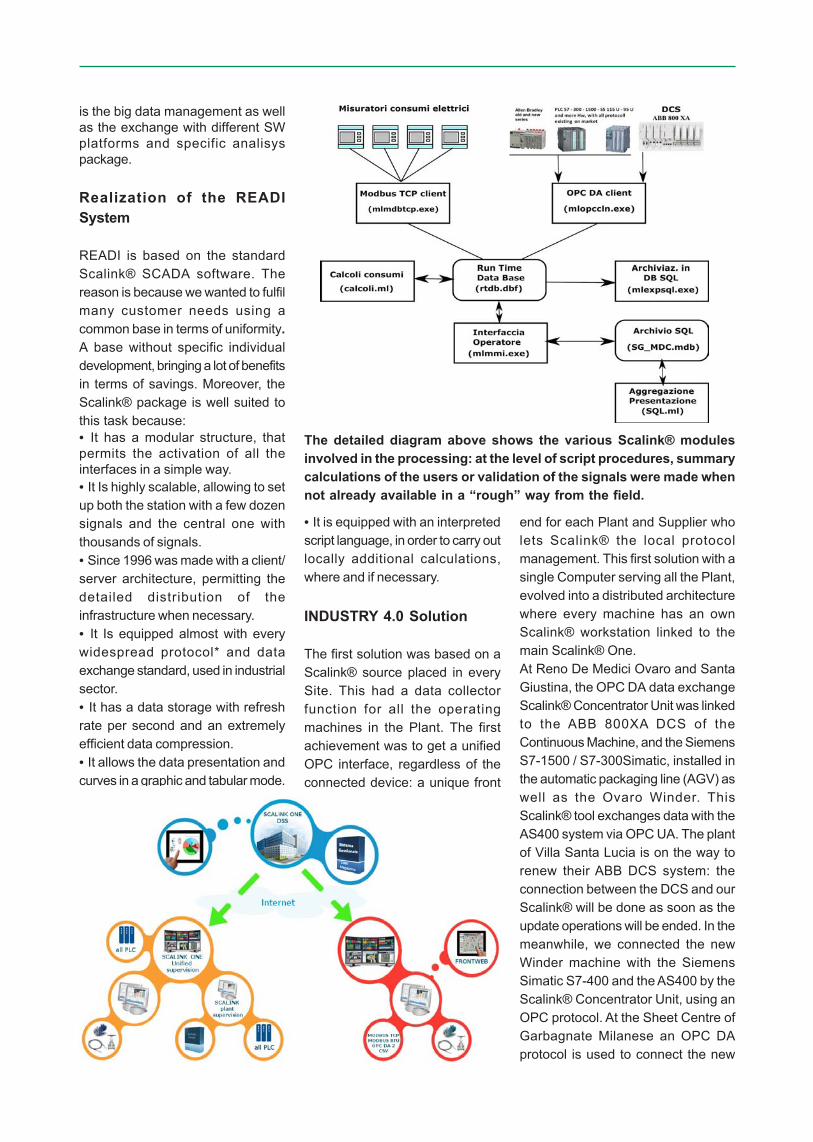
The detailed diagram above shows the various Scalink® modulesinvolved in the processing: at the level of script procedures, summarycalculations of the users or validation of the signals were made whennot already available in a “rough” way from the field.
is the big data management as wellas the exchange with different SWplatforms and specific analisyspackage.
Realization of the READISystem
READI is based on the standardScalink® SCADA software. Thereason is because we wanted to fulfilmany customer needs using acommon base in terms of uniformity.A base without specific individualdevelopment, bringing a lot of benefitsin terms of savings. Moreover, theScalink® package is well suited tothis task because:• It has a modular structure, thatpermits the activation of all theinterfaces in a simple way.• It Is highly scalable, allowing to setup both the station with a few dozensignals and the central one withthousands of signals.• Since 1996 was made with a client/server architecture, permitting thedetailed distribution of theinfrastructure when necessary.• It Is equipped almost with everywidespread protocol* and dataexchange standard, used in industrialsector.• It has a data storage with refreshrate per second and an extremelyefficient data compression.• It allows the data presentation andcurves in a graphic and tabular mode.
• It is equipped with an interpretedscript language, in order to carry outlocally additional calculations,where and if necessary.
INDUSTRY 4.0 Solution
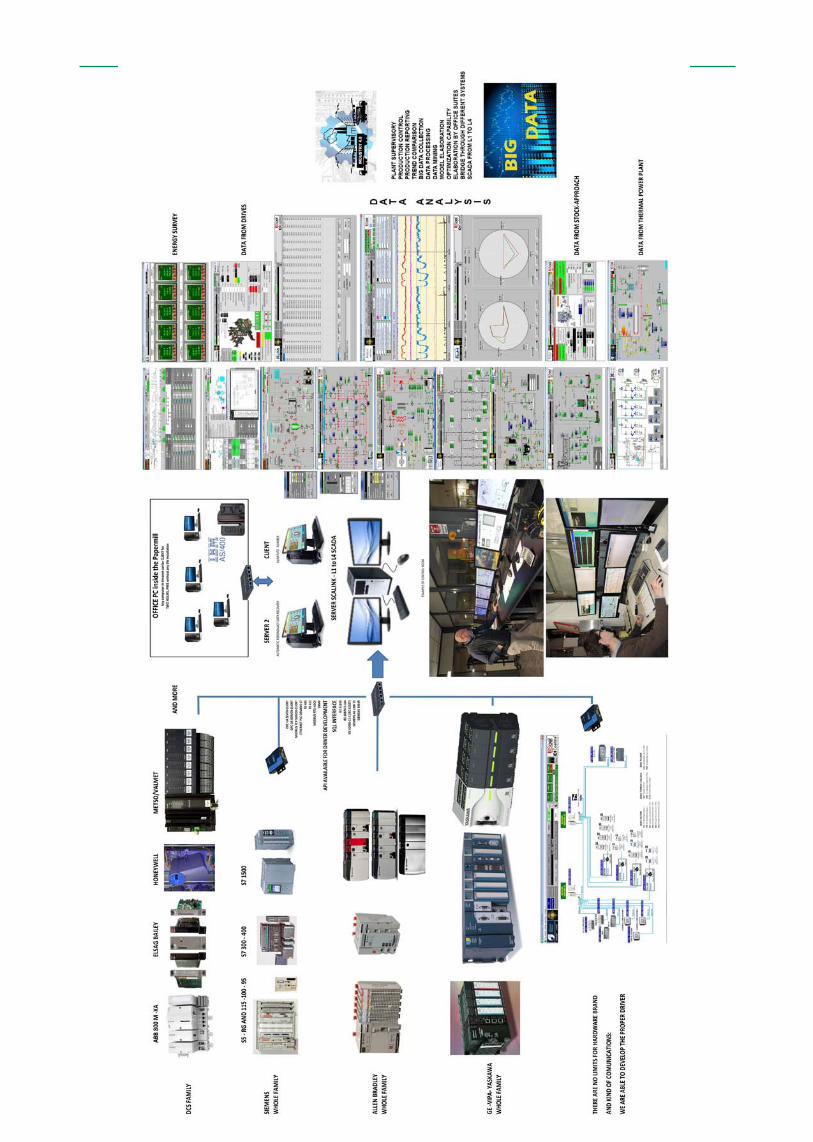
The first solution was based on aScalink® source placed in everySite. This had a data collectorfunction for all the operatingmachines in the Plant. The firstachievement was to get a unifiedOPC interface, regardless of theconnected device: a unique front
end for each Plant and Supplier wholets Scalink® the local protocolmanagement. This first solution with asingle Computer serving all the Plant,evolved into a distributed architecturewhere every machine has an ownScalink® workstation linked to themain Scalink® One.At Reno De Medici Ovaro and SantaGiustina, the OPC DA data exchangeScalink® Concentrator Unit was linkedto the ABB 800XA DCS of theContinuous Machine, and the SiemensS7-1500 / S7-300Simatic, installed inthe automatic packaging line (AGV) aswell as the Ovaro Winder. ThisScalink® tool exchanges data with theAS400 system via OPC UA. The plantof Villa Santa Lucia is on the way torenew their ABB DCS system: theconnection between the DCS and ourScalink® will be done as soon as theupdate operations will be ended. In themeanwhile, we connected the newWinder machine with the SiemensSimatic S7-400 and the AS400 by theScalink® Concentrator Unit, using anOPC protocol. At the Sheet Centre ofGarbagnate Milanese an OPC DAprotocol is used to connect the new
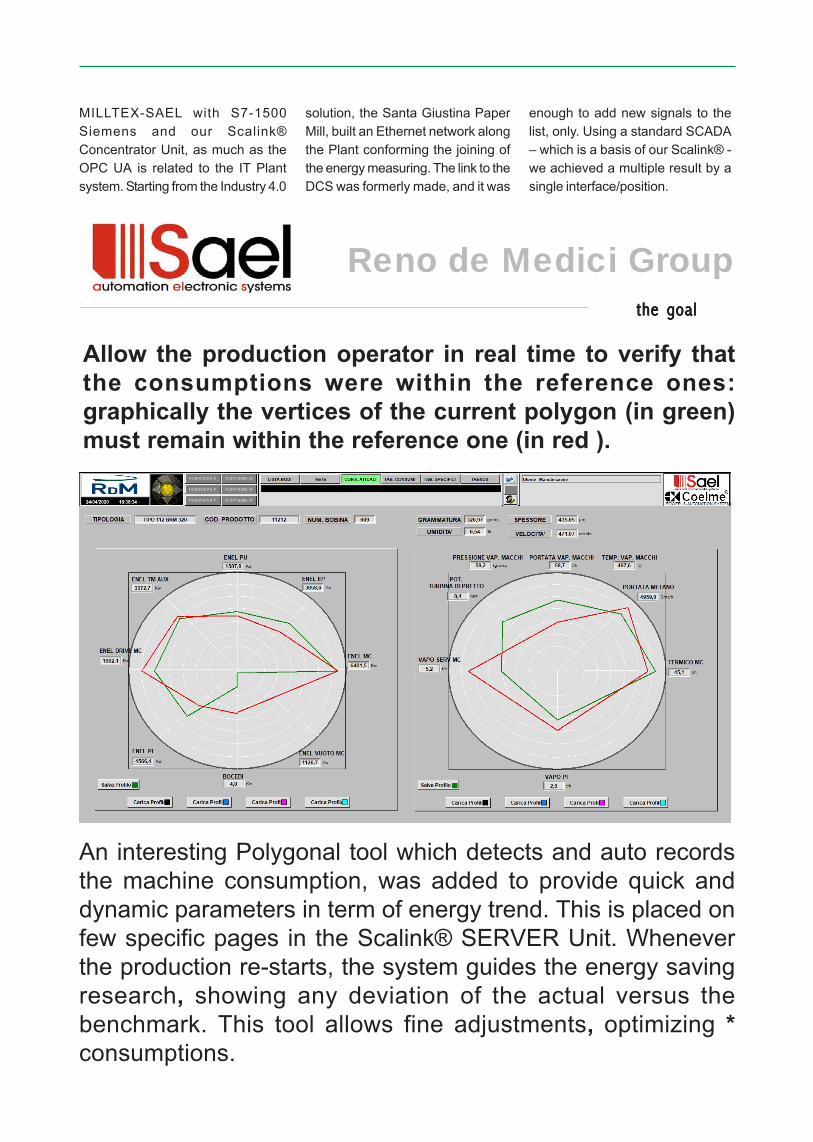
Allow the production operator in real time to verify thatthe consumptions were within the reference ones:graphically the vertices of the current polygon (in green)must remain within the reference one (in red ).
MILLTEX-SAEL with S7-1500Siemens and our Scalink®Concentrator Unit, as much as theOPC UA is related to the IT Plantsystem. Starting from the Industry 4.0
solution, the Santa Giustina PaperMill, built an Ethernet network alongthe Plant conforming the joining ofthe energy measuring. The link to theDCS was formerly made, and it was
enough to add new signals to thelist, only. Using a standard SCADA– which is a basis of our Scalink® -we achieved a multiple result by asingle interface/position.
An interesting Polygonal tool which detects and auto recordsthe machine consumption, was added to provide quick anddynamic parameters in term of energy trend. This is placed onfew specific pages in the Scalink® SERVER Unit. Wheneverthe production re-starts, the system guides the energy savingresearch, showing any deviation of the actual versus thebenchmark. This tool allows fine adjustments, optimizing *consumptions.
the goalthe goalthe goalthe goalthe goal
Reno de Medici Group
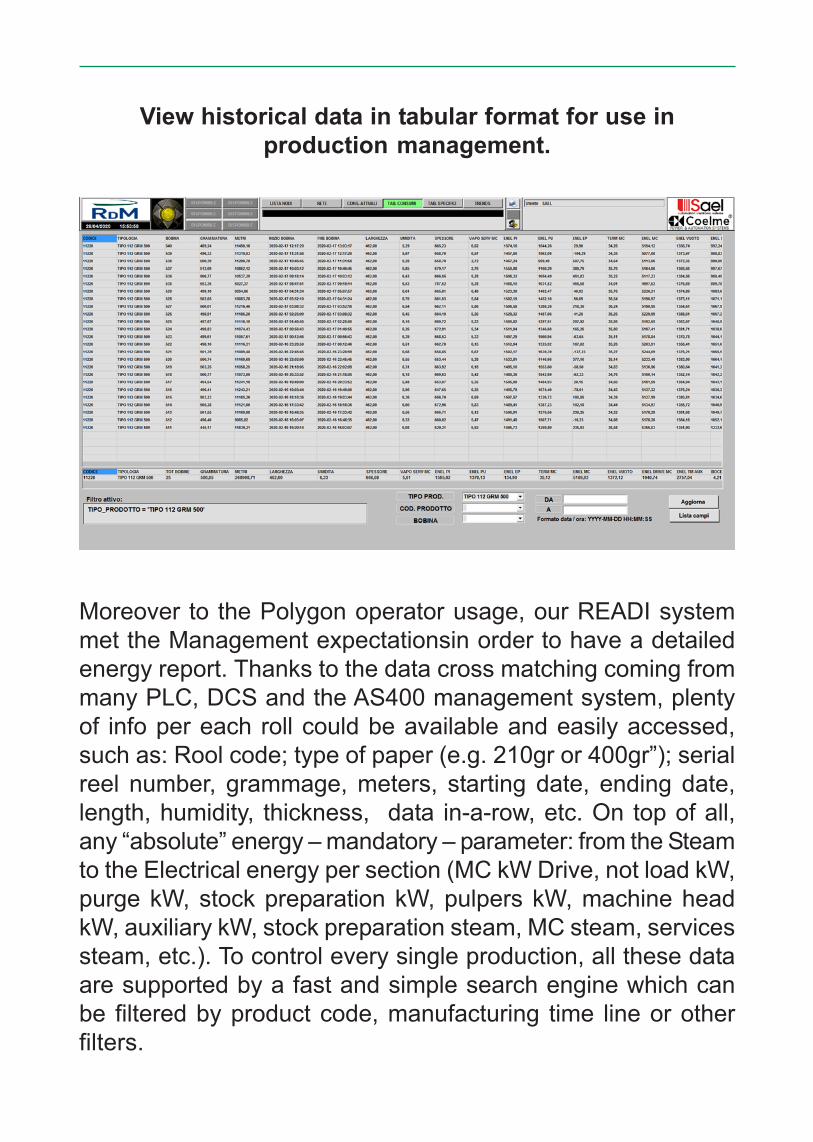
View historical data in tabular format for use inproduction management.
Moreover to the Polygon operator usage, our READI systemmet the Management expectationsin order to have a detailedenergy report. Thanks to the data cross matching coming frommany PLC, DCS and the AS400 management system, plentyof info per each roll could be available and easily accessed,such as: Rool code; type of paper (e.g. 210gr or 400gr”); serialreel number, grammage, meters, starting date, ending date,length, humidity, thickness, data in-a-row, etc. On top of all,any “absolute” energy – mandatory – parameter: from the Steamto the Electrical energy per section (MC kW Drive, not load kW,purge kW, stock preparation kW, pulpers kW, machine headkW, auxiliary kW, stock preparation steam, MC steam, servicessteam, etc.). To control every single production, all these dataare supported by a fast and simple search engine which canbe filtered by product code, manufacturing time line or otherfilters.