Embed Size (px)
Citation preview
Solar industry
Bright Prospects
The Magazine for the Process Industry
Volume 16, Number 1, 2011
newsprocess
C o n t e n t s
Dr. Eric Maiser, managing director of VDMA Photovoltaic Equipment, spoke to us about trends in the solar industry
Page 4
p r o c e s s n e w s | 1 - 2 0 1 1
2 process news | 1-2011
Cover
Solar 4 Effective Interaction
Interview with Dr. Eric Maiser, VDMA
6 More Power for Solarcentrotherm SiTec, Germany
8 Fast Track for Solar SiliconConfluence Solar, United States
10 Higher Productivity with Less Waste
Arnold Group, Germany
12 Setting New Standardsf | glass, Germany
16 Racing with the SunMecasolar and Rios Renovables, Spain
18 Performance, Quality, and CostsTechnology trends
20 Small Devices, Large ContributionProcess instrumentation
Technology
Process Control Technology 21 Safe? Absolutely!
HMI
Industrial Identifcation 22 Perfect Finish
Kunststofftechnik Bernt GmbH, Germany
Industry
Pharmaceutical Industry 24 Combining Efficiency
with High Quality StandardsFamar, Greece
26 Complementary ExpertiseOpen Innovation Initiative
28 Active Project IngredientsJanssen, Belgium
30 In Brief
31 Dialogue
Simatic RFID technology ensures that the production steps for producing high-quality plastic parts are reliably traceable at all times
Page 22
One product of the ultramodern f | glass float-glass plant in Osterweddingen, Germany, is highly transparent solar glass
Page 12
W. G
eyer
W. G
eyer
W. G
eyer
E d i t o r i a l
process news | 1-2011 3
Dear Readers:
The solar industry in the United States is a major growth market. This growth rests primarily upon two pillars: First, development and construction of production lines for the manufacturing of photovoltaic modules for domestic and global demand. Companies currently engaged in the semiconductor, microelectronics, and glass industries are well positioned to play in this market. Second, installation of photovoltaic and solar thermal power plants that feed electrical power into the grid. Especially in the southern United States, with a high solar irradiance and large areas for building solar power plants, conditions are ideally suited to capitalize on solar energy. Siemens has all it takes to support its partners in the solar industry, in the United States and elsewhere. We provide products and solutions that have a flexible design and can be tailored perfectly to individual needs.
This issue of process news showcases some projects that we have executed together with customers and partners in the solar industry: from solar glass to polysilicon and solar silicon processing. Additionally, you can find stories on current process industry trends such as industrial identification and the Open Innovation Initiative that we share with Janssen Pharmaceutica. We hope we can give you some valuable ideas.
Last but not least, I would like to ask for your support. Currently, we are working on a new, interesting online version of process news to complement the print edition. Going online opens up new possibilities: more information, more media variety. We would like to learn what you would like to see in an online version of process news. Please tell us by answering a few questions in our process news online survey – see page 31 for details.
Thank you very much for your participation!
Yours,
Wolfgang Rubrecht
Vice President Industrial Automation Systems Siemens Industry Inc.
4 process news | 1-2011
Interview with Dr. Eric Maiser, VDMA
Effective Interaction
Dr. Maiser, what do you consider to be the most important benefits of the new platform for the companies that belong to it?
Dr. Maiser: Our association platform enables a uni-form representation of this relatively new industry and contributes to underlining the importance of German mechanical engineering for photovoltaics at home and abroad. It is also an ideal forum for exchanging ideas and forming a strong network of expertise.
What challenges are manufacturers facing at the present time?
Dr. Maiser: Germany is currently the largest user market, with approximately 50 percent of users, and the world’s second largest producer, with 15 percent of production. The rapidly growing demand for renew-able energy will stimulate photovoltaic markets worldwide. Customers expect the highest quality and a service life of at least 20 years for a solar power
system. And the price should be as low as possible. Only those who are able to perform this balancing act in production will remain competitive in the long term. Mechanical engineering is a key partner here.
How important are the promotion programs of individual countries?
Dr. Maiser: German mechanical engineering supplies photovoltaic production technology all over the world; our export quota is more than 80 percent. The promotion measures vary considerably worldwide. At the moment, they dominate market development but will ultimately create market incentives only for a specific time. It is clear that photovoltaics will survive in the long term only if it can compete with conventionally produced electric-ity. Production costs will decrease with the expan-sion of mass production, as they did for computer chips and flat screens. We are moving in the right direction.
Photovoltaics is a technology field with great potential for the future.
The German Engineering Federation (VDMA) has therefore created a
separate platform for its members in the photovoltaic systems industry.
We spoke to the managing director of VDMA Photovoltaic Equipment,
Dr. Eric Maiser.
C o v e r S o l a r
» I see two main areas of action:
better sequencing of production
steps and even more consistent
automation of the individual
production processes. «Dr. Eric Maiser, VDMA
process news | 1-2011 5
Where will the focus of technical development lie for the next few years, in your opinion?
Dr. Maiser: I see the great challenge not so much in the demonstration of increasingly new efficiency records for cells and modules but in innovation in production. With a market share of more than 50 percent, German mechanical engineering leads the world at all levels of the value chain. Between 2005 and 2008, these companies achieved annual growth rates of more than 100 percent, and the growth is continuing. Although production technol-ogy has developed rapidly in recent years, there are still many levers for optimizing production pro-cesses, especially in terms of energy and resource efficiency.
How important is the networking of different areas of industry here?
Dr. Maiser: Important development steps will be successful above all due to effective interaction along the entire process chain. I see two main areas of action: better sequencing of production steps and even more consistent automation of the individual production processes. This requires closer network-ing between research, material suppliers, critical system components, machine and plant builders, and manufacturers. We are very well equipped here in Germany.
What do you see as the next important technological development?
Dr. Maiser: There are many new developments for wider use of photovoltaics. Just think, for example,
of thin-film technology for building-integrated photovoltaics or organic semiconductors for printed photovoltaics on flexible plastic foil. But without mass production, new product ideas will remain niches. A crucial step is therefore the automation of production.
What is the situation at the moment, and how will things develop?
Dr. Maiser: To find that out, we have started developing a road map for photovoltaic mechanical engineering. Five work groups are looking into the feasibility of the manufacturers’ production require-ments. A higher throughput rate, less waste, thinner cells, implementation of new cell and module con-cepts – automation technology extends through all areas, from silicon production to module construc-tion. We will never run out of work.
Dr. Maiser, thank you for speaking with us.
infocontact
www.siemens.com/[email protected]
D r . E r i c M a i s e r
Physicist (University and Research Center of Karlsruhe, University of Maryland)
2000–2007: Managing Director, VDMA Flat Panel Display Forum (DFF)
2002–2008: Managing Director, Deutsche OLED-Referenzanlage GmbH
2002–present: Managing Director, VDMA Productronics Association
2007–present: Manager, later Managing Director, VDMA Photovoltaic Equipment
All
ph
oto
s: W
. Gey
er
6 process news | 1-2011
centrotherm SiTec, Germany
More Power for Solar
Centrotherm SiTec GmbH, headquartered in Blaubeuren and Burghausen, Germany, designs and installs plants for the production
of ultrapure polysilicon for the solar industry world-wide. With its solid expertise and experience through -out the entire value chain, centrotherm SiTec has achieved a global market share of approximately 40 percent for reactors and converters, the key equip-ment in the production of polysilicon, and an even greater share in the design of complete factories.
Innovation for greater effi ciency and yield The company’s innovative solutions continuously set new standards in silicon production. centrotherm SiTec recently presented a new 24-pair CVD (chemi-cal vapor deposition) reactor, which the company developed entirely itself. This reactor features a much higher output, of more than 350 t per year, and lower energy consumption, of less than 60 kWh/kg. The maintenance effort and risk of failure in produc-tion also decrease due to the high degree of auto-mation. The appropriate high-pressure converter is optimally adapted to the increase in capacity of the
Using a combination of an innovative reactor and converter,
centrotherm SiTec enables a higher yield and greater turnover in the
production of polysilicon. Thanks to a standardized automation
solution, the solar industry thus benefi ts from more power in the
silicon process.
24-pair CVD reactor and offers the highest gas throughput rate to date and a high conversion rate. The STC-TCS converter converts silicon tetrachloride (STC) into trichlorosilane (TCS) and therefore enables feedback of the process gases into the CVD reactor. The resulting closed production circuit reduces production costs and enables better exploitation of resources so that the production process becomes more effi cient overall.
Decisive for performancecentrotherm SiTec, a wholly owned subsidiary of the TecDAX-listed centrotherm photovoltaics AG, relies on Siemens systems for the automation. “Our customers expect us to supply proven production processes with the greatest possible technological safety,” says Dr. Albrecht Mozer, CEO of centrotherm SiTec. “In order to guarantee the quality of the end product, we therefore rely on automation systems from Siemens.”
The automation for the new reactor type and the converter is based on the Simatic PCS 7 process
C o v e r S o l a r
process news | 1-2011 7
infocontact
www.siemens.com/[email protected]
control system. The new automation solution should be usable as a standard for complete polysilicon plants from centrotherm SiTec in the future. “We wanted to develop a special solution with standard components that is flexible and can be adapted and optimized for very different requirements,” explains Gerhard Schlosser, head of technology at centro-therm SiTec GmbH.
Siemens was responsible for the software engineer-ing, including the factory acceptance test (FAT) and commissioning, as well as the building and installa-tion of the control cabinet and the local cabinets for the project. Because part of the system was installed in Ex areas, the control cabinets had to be designed with the appropriate Ex protection. A special Ex- protected operator panel is used for local operation of the reactor. A highly available automation system and integrated safety technology are used to ensure maximum system availability and to integrate the safety-relevant tasks on one platform. The safety functions were configured with the Simatic Safety Matrix.
Successful solution and excellent response
After the successful delivery of the first systems in October 2010, the advantages of the new solution are already becoming evident. The standardized system structure enables reactors and converters to be integrated easily into the control technology of complete polysilicon plants. Since the system also has a scalable architecture with open interfaces, centrotherm SiTec can use one solution for both single plants and complete lines. Thanks to the standardized engineering, the company also benefits from minimal engineering effort. In the meantime, numerous silicon producers have already ordered the powerful combination of 24-pair reactor and converter – an excellent market response that once again underlines centrotherm SiTec’s technological leadership.
cen
trot
her
m S
iTec
» We wanted to develop
a special solution with
standard components that is
flexible and can be adapted
and optimized for very
different requirements. «
Gerhard Schlosser, Head of Technology, centrotherm SiTec GmbH
Wo
lfg
ang
Gey
er
8 process news | 1-2011
Confl uence Solar, United States
Fast Track for Solar Silicon
Confl uence Solar Inc., located in St. Louis, Missouri, was founded by semiconductor industry veterans to develop premium-
quality, single-crystalline silicon substrates for solar applications and to do so at or below the cost of multicrystalline substrates, using the company’s HiCz™ process. According to Gerry Cahill, chief logistics and information offi cer for Confl uence Solar, “The company’s founders realized that a process known as the Czochralski growth method could be used to cost-effectively grow monocrystalline sub-strates if used in a semicontinuous production mode instead of the prevailing batch production method. With our unique proprietary HiCz™ process, we can use a semicontinuous process, which can reduce the cost of producing monocrystalline substrates for photovoltaic cells by a factor of two while increasing the quality over what batch processes can produce.”
After proving that its HiCz™ process technology was commercially viable, the company wanted to start meeting its customers’ needs as soon as possible.
Confl uence Solar uses the openness provided by Simatic PCS 7
to deploy full-scale production using an innovative process
for solar silicon.
To do so, it had to fast-track its crystal-puller imple-mentation, completing full-scale deployment by December 2010. The fi rst step was to issue a request for proposals to several potential suppliers of the process control systems needed to effi ciently ope-rate the crystal-pulling step in production. Siemens was among them.
An open control systemAccording to Bia Henriques, senior control systems engineer for Confl uence Solar, a cornerstone of the HiCz™ process was an open architecture. “We wanted to make our process control system as open as possible so we could handle as many communi-cation protocols as possible,” she says. “We also wanted an open architecture so we could be as hardware agnostic as possible and have a high degree of independence from any one vendor.”
Another critical reason for needing an open architec-ture was that the company anticipates that it will need more fl exibility and adaptability in its solution
C o v e r S o l a r
» The PCS 7 process control platform is
absolutely essential to enabling us to make our
HiCz™ crystal-pulling technology work. « Bia Henriques, Senior Control Systems Engineer, Confl uence Solar
process news | 1-2011 9
infocontact
www.siemens.com/[email protected]
going forward. That’s because Confl uence Solar will continually tailor the crystal-puller technology in a constant effort to optimize its manufacturing pro-cesses. Together with Frost Electric Inc., a longtime Siemens channel partner in the St. Louis area, Siemens offered a bid built around the open architecture of the Simatic PCS 7 process control system. The comprehensive bid included not only the PCS 7 hardware and software but also enginee-ring and programming; Advanced Process Control consulting services, including Model Predictive Control (MPC); systems integration; on-site training; and commissioning.
After careful evaluation, Confl uence Solar decided in favor of Siemens. Henriques says the decision was based on three factors: Siemens met the company’s technical requirements; the proposed PCS 7 solution was competitively priced; and, importantly, Siemens was intent on setting up a collaborative environment to help the company extend its resources and ensure that it could meet its tight “go live” deployment deadline just six months after the decision was made.
Working together to drive successBoth Cahill and Henriques are pleased with the results so far. “We’re a company of about 30 people, not an IT house,” says Cahill. “Our core competency is growing silicon crystals. We needed a company that could take on the responsibility of IT and adapt
the software to our specifi cations without using a lot of our own scarce resources.” Henriques echoes Cahill’s assessment of the Siemens relationship. “We didn’t want just someone to supply us with products and leave it to us to fi gure out how to use them within our HiCz™ process,” she says. “Siemens has been working closely with us to help ensure that we get the most out of our PCS 7 process control system.”
One critical benefi t of PCS 7, Henriques says, is how it has helped her and her team capture into produc-tion algorithms the knowledge and experience of the company’s crystal-pulling system operators, each of whom has several years of experience. On the basis of those algorithms, they will adapt the soft-ware modules in the PCS 7 Advanced Control System Library to provide the process control software needed for the crystal-puller systems.
While careful not to reveal the technical details of the company’s proprietary HiCz™ technology, Cahill and Henriques also agree on an important point: “The PCS 7 process control platform is absolutely essential to enabling us to make our HiCz™ crystal-pulling technology work.”
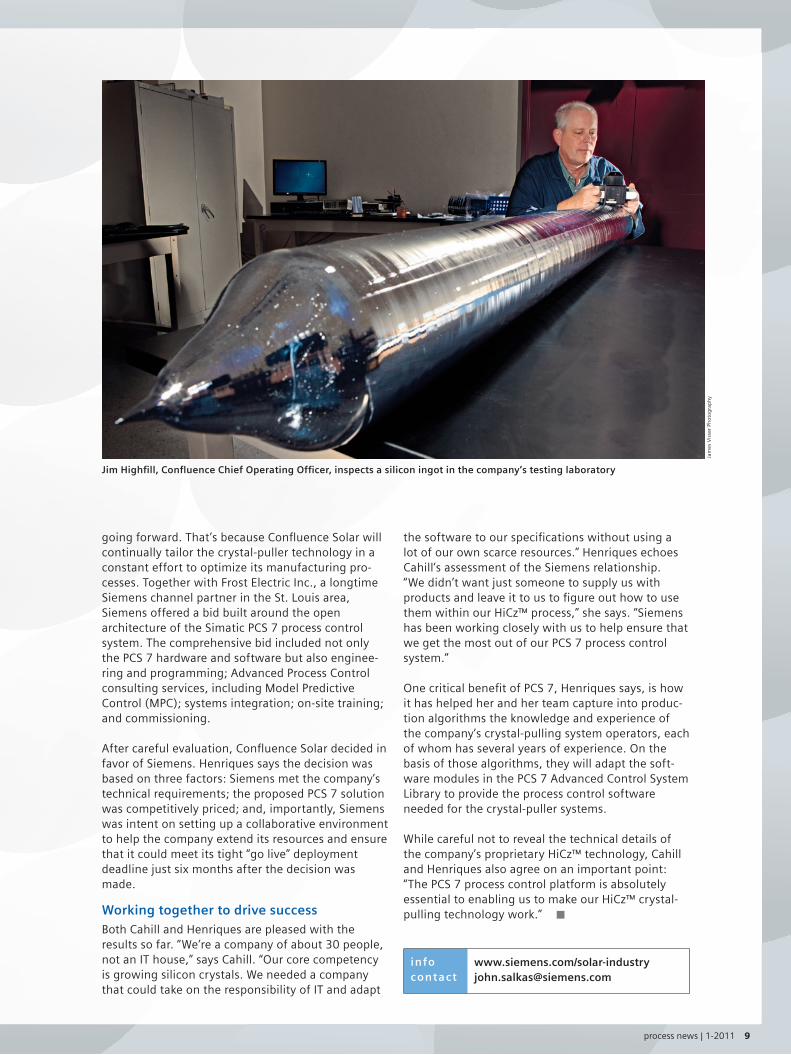
Jim Highfi ll, Confl uence Chief Operating Offi cer, inspects a silicon ingot in the company’s testing laboratory
Jam
es V
isse
r Ph
oto
gra
ph
y
10 process news | 1-2011
Arnold Group, Germany
Higher Productivity with Less Waste
The Arnold Group, founded in 1950, is one of the world’s leading producers of burners, tools, machines, and turnkey systems for
the photovoltaic and solar thermal industry, glass and quartz glass processing, fiber optics, and the automotive sector. At the company headquarters in Weilburg/Lahn, Germany, focus Industrieautomation GmbH automated a plant for the processing of multicrystalline silicon ingots for the production of solar cells and linked it up to a master manufac-turing execution system (MES).
Several production stations were integrated into one modular production line. The solution, with WinCC as a central visualization and data management system, features a high degree of automation – unmatched to date in this branch of industry, according to the specialists at focus Industrieauto-mation.
Process automation and engineeringAs soon as the silicon ingots leave the growing furnace, their processing into finished solar wafers begins. The task is to prepare the ingots for efficient, trouble-free further processing. The production line consists of three stations with various processing machines: the grinding station, the manual refining station, and the sawing station. About 100,000 pieces of data such as operating, material, and
An integrated, highly available plant for processing
silicon ingots for the solar industry shows how
automation can simultaneously increase productivity,
process reliability, and flexibility.
quality data, as well as nominal parameters (e.g., the cutting width), are generated per station during the process.
WinCC picks up these data, evaluates them, and sends them back to the respective processing steps. The software for this runs on the 19-inch touch-panels of the Simatic PC 677 on every processing station as well as on the process host computer of the automation system. The software experts at focus Industrieautomation see the integrated, effi-cient scripting of WinCC as a special advantage. The possibility of using and processing C and VB simultaneously as high-level languages makes the engineering very efficient. For example, the reading out of large volumes of data from a CPU runs much faster under C than under VB; however, the entry of information into a database is much faster with VB than with C.
As a client/server solution, WinCC is scalable and also makes all entered values and alarms available to the master MES. The central data storage ensures data consistency. The system also automatically provides server redundancy for high plant availabil-ity. Totally Integrated Automation (TIA) plays a central role, as focus CEO Markus Michels confirms: “The synchronization of the message system with a time stamp through all production stations would
C o v e r S o l a r
process news | 1-2011 11
infocontact
www.siemens.com/[email protected]
not be possible, or only at unreasonable expense, without TIA.” In addition to the traceability of data, the system also supplies a detailed history of all actions. Even station tracing within the production control is possible, so that the sawn, ground, and stored segments can be clearly assigned. The seg-ment ingots combined in this way are then loaded onto a pallet and transferred to the next station for wafer cutting. This means less waste.
Ordered dataAfter the silicon ingots are produced, an extremely large amount of data must be entered, evaluated, and synchronized. “This is only possible economi-cally with central engineering,” Michels claims. This can be achieved easily with the use of Simatic WinCC. Thanks to the efficiency of the TIA auto-mation concept, a high-tech solution could be implemented in no time. “Together with the Arnold Group, we are the first to have implemented such as system with this performance,” conclude Michels and project manager Mike Hofmann.
f o c u s I n d u s t r i e a u t o m a t i o n G m b H
focus Industrieautomation, a Siemens Solution Partner, provides automation and IT solutions based on Simatic S7, WinCC, and PCS 7 for industry, building automation, and water supply and disposal companies.
The key competencies of the engineering firm founded in 1992 are configuration, delivery of switchgear, software development, commissioning, and linking to higher-level systems.
Address: focus Industrieautomation GmbH Siemensstraße 10 35799 Merenberg, Germany
Internet: www.focus-ia.de
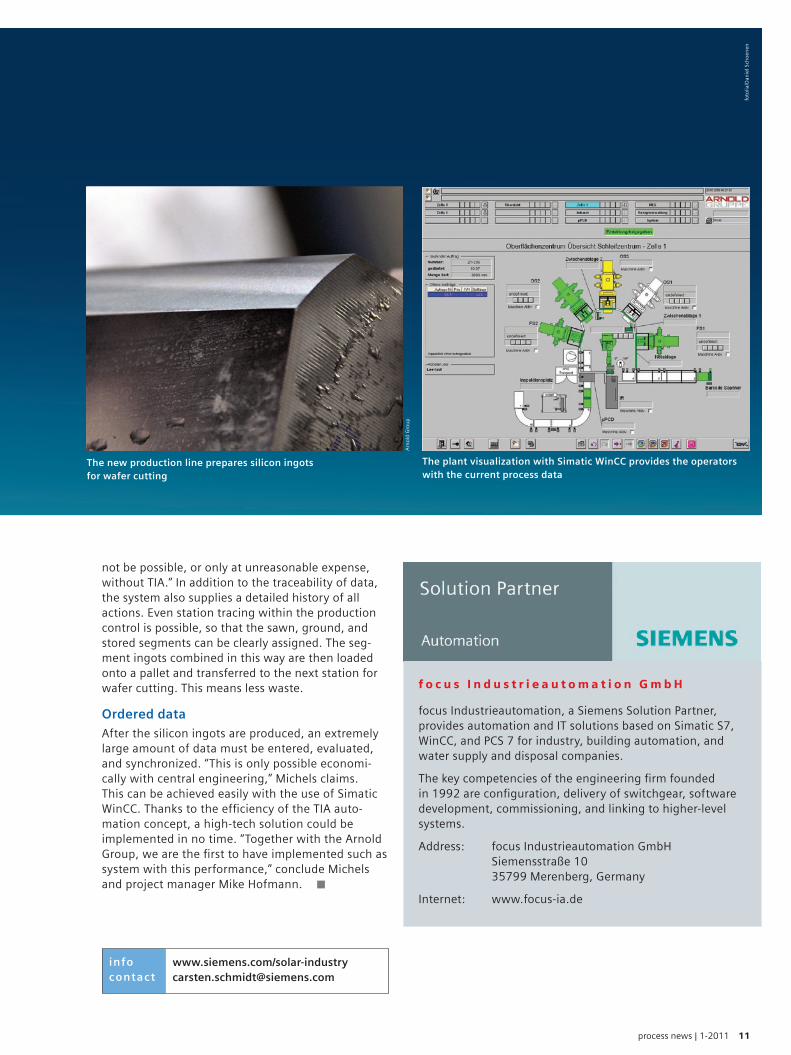
The plant visualization with Simatic WinCC provides the operators with the current process data
The new production line prepares silicon ingots for wafer cutting
Arn
old
Gro
up
foto
lia/D
anie
l Sch
oen
en

12 process news | 1-2011
f | glass, Germany
Setting New Standards
The new f | glass plant is one of the
world’s most advanced and energy-
efficient float-glass production units.
Siemens technology plays a decisive
role in the plant’s success.
After successfully beginning production in the fall of 2009, f | glass GmbH in Oster-weddingen, Germany, now produces up
to 700 tons of float glass a day. The stockholders of f | glass are the Dutch glass industry specialist Scheuten Group and Germany’s Interpane Industrie AG. The joint venture’s float-glass plant sets industry standards in several ways: not only does it lead the way in terms of process and plant technology, the production plant also stands out for product quality and construction time. It took only 15 months from groundbreaking to the start of production.
C o v e r S o l a r
One of the products of f | glass GmbH is coated glass for the building industry. In comparison, solar glass (right) is much whiter. f | glass GmbH increases the transparency of the solar glass with special coatings

process news | 1-2011 13
Clear goals
Optimum conditions – that was the motto from the very start of the project, according to Herbert Köhler, CEO of f | glass GmbH. “The decision to build in Osterweddingen itself was a real milestone. There were a number of sites with similar infrastructure, but Osterweddingen offered the best total package overall: ideal connections to the gas and electricity supply, good links to the traffic network, and good raw material supply. In addition to the optimum site, such a project also requires clear goals. We therefore set a fixed deadline for the start of production. And this was to be achieved within the set budget. We achieved both. We are very proud of this, especially in view of the complexity of the project.”
Dr. Ing. Wolfgang Räbiger, chief technology officer at f | glass, adds: “Within a very short period of time we built a fully integrated solar-glass production unit that allows a relatively new product – a very low-iron glass designed specifically for the solar industry – to be manufactured at one site: from the float-glass unit to the cutting lines and the coating of large-format glass sheets all the way to our solar-glass center where we give the glass specific proper-ties that are important for the solar industry. Here especially, we have conquered new territory in machine technology.”
Innovative technology “Made in Germany”There is a technological highlight right at the begin-ning of the process: the glass furnace, a regenerative
H i g h l y t r a n s p a r e n t s o l a r g l a s s b o o s t s s o l a r y i e l d
One product of the f | glass Osterweddingen plant is f | solarfloat HT, a special highly transparent solar glass. The glass, which features an innovative antireflective coating, achieves unsurpassed values for energy input into the solar module and thereby increases the solar yield. The antireflective coating increases the share of sunlight used for power generation, even in the case of an unfavorable, flat angle of incidence.
The coating is made of extremely resistant quartz glass – this protects from harmful environmental influences. The narrow manufacturing tolerances as well as the comparatively flawless surface of the float and solar float glass guarantee reproducible high edge quality as well as superior glass strength. The characteristic bending tensile strength of the 3.2 mm thin tempered glass by f | solar far surpasses the standard requirements for conventional 4.0 mm thick tempered glass. The reduced weight saves costs and offers logistical advantages: per truckload, it frees more than 4,000 kg of cargo capacity. Ultimately, the thinner glass also helps reduce the weight of the finished solar module.
www.fsolar.de
The new Simatic PCS 7 control room in Osterweddingen The heat-recovery plant produces electrical energy from process heat
All photos: W. Geyer

14 process news | 1-2011
cross-fired furnace with six pairs of gas-fired burners. Räbiger continues: “Our goal was to build a furnace that is able to do just about anything. It was supposed to be able to melt normal glass, white glass for construction, and solar glass, but also consume as little energy as possible and have a long service life – altogether a real challenge for the furnace design.” The previous furnace, also co-developed by Räbiger, was in operation for 16 years. “We clearly want to do better than this. I am certain that the new furnace will be in service for 20 years,” he predicts.
Not only the furnace is based on German know-how; nearly all the other equipment for the plant was supplied by German machine and plant equipment manufacturers. For Dr. Thomas Belgardt, managing director of glass processing at f | glass, supplier
quality is decisive: “In this regard, it is not just about the technology being delivered but also about a long-term partnership. After all, in 10 to 15 years we still want to be able to rely on competent sup-port. That is why we always select market-leading suppliers.”
State-of-the-art energy recoveryOsterweddingen is one of the first glass plants in the world to recover a large part of the process waste heat using a modern heat-recovery system. The system’s most important component is a com-pact Siemens industrial steam turbine with a rated capacity of 2.5 MW, which f | glass uses to generate electrical power from the waste heat in the process exhaust air. The energy-recovery system not only saves energy, but, according to Räbiger, “the energy-recovery process also helps ensure process security.
Proud of the new glass production facility in Osterweddingen (from left to right): Dr. Thomas Belgardt, Dr. Ing. Wolfgang Räbiger, and Herbert Köhler
The cutting line is also equipped with Simatic technology
The storage area for the intermediate products and finished glass panes covers an area of approximately 40,000 m2
C o v e r S o l a r

process news | 1-2011 15
infocontact
www.siemens.com/[email protected]
By producing 60 percent of the electricity required for the float-glass plant ourselves, we are better able to cope with a power outage, for example. The turbine is also a very important technological installation in this respect.”
Reliable control technologyThe control technology system in Osterweddingen, which is based on the most recent version of Simatic PCS 7, was implemented by the Siemens Industry Partner STG. The system is operated via five Simatic WinCC clients, an engineering station, and a web server. The operating level is connected to the two redundant control system servers via Industrial Ethernet. The system bus is also based on Industrial Ethernet. The furnace, float bath, and annealing lehrs are each controlled by a dedicated PCS 7 AS 416 automation system. Visualization of the
top rollers as well as the electrical and control technology systems is also integrated within PCS 7. Reversal switching is redundant and is controlled by the furnace automation system and a lower-level Simatic ET 200M of the automation system in the float bath. “We are very satisfied with the technol-ogy being used,” says Räbiger. “The constructive and committed approach demonstrated by the Siemens specialists as they supported us in solving problems was excellent, as was the professional and successful implementation of the project.”
Optimally equippedSince officially starting production in the fall of 2009, the plant has been working perfectly apart from a few minor hitches, as was to be expected with a greenfield project of this nature. Gross output at f | glass is currently 255,000 t of float glass per year. At the beginning of 2010, the Magnetron coating line began production and is coating around 6 million m2 of glass a year – or more upon request. Around 80 percent of the production output is shipped to the building construction sector; how-ever, in the next five years the share of ultrawhite glass and solar glass is to be increased to approxi-mately 50 percent. Thanks to its high-performance production technology, Osterweddingen is optimally equipped for the job.
» We are very satisfied with the technology being used. The constructive and committed approach demonstrated by the Siemens specialists was excellent. «
Dr. Ing. Wolfgang Räbiger, Chief Technology Officer, f | glass
» In 10 to 15 years we still want to be able to rely on competent support. That is why we always select market-leading suppliers. «
Dr. Thomas Belgardt, Managing Director of Glass Processing, f | glass
» In addition to the optimum site, such a project also requires clear goals. «
Herbert Köhler, CEO, f | glass GmbH
High-performance handling systems enable different glass qualities to be processed efficiently
16 process news | 1-2011
Mecasolar and Rios Renovables, Spain
Racing with the Sun
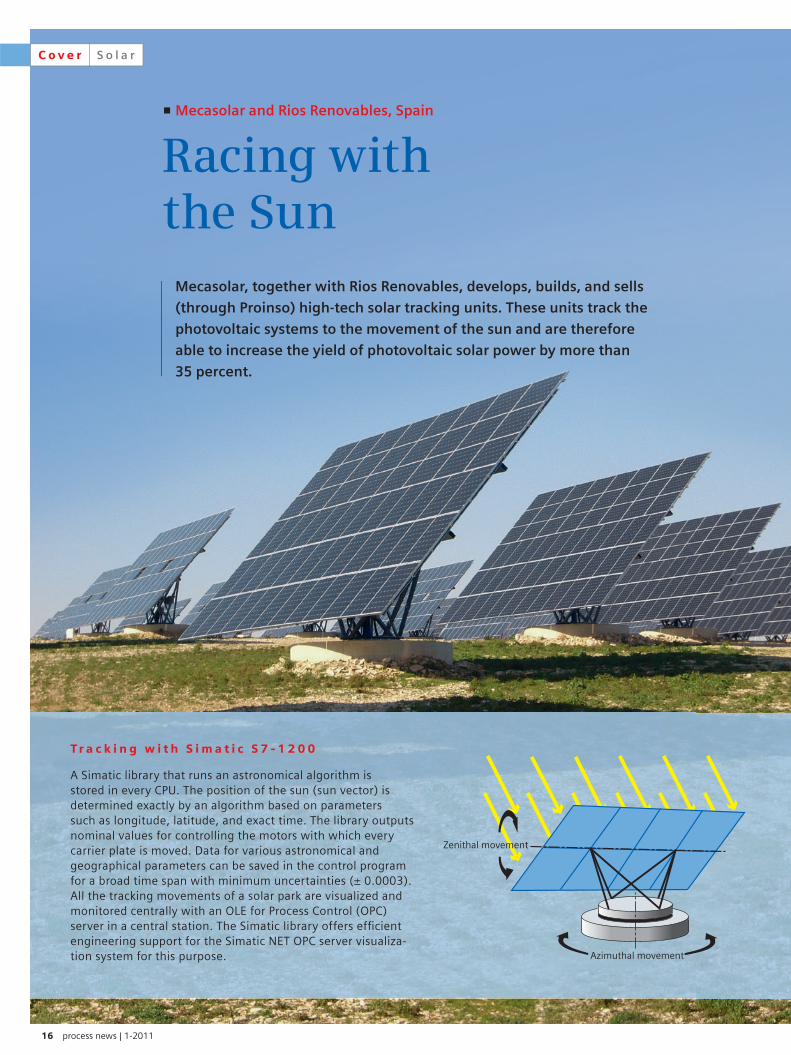
Mecasolar, together with Rios Renovables, develops, builds, and sells
(through Proinso) high-tech solar tracking units. These units track the
photovoltaic systems to the movement of the sun and are therefore
able to increase the yield of photovoltaic solar power by more than
35 percent.
Zenithal movement
Azimuthal movement
T r a c k i n g w i t h S i m a t i c S 7 - 1 2 0 0
A Simatic library that runs an astronomical algorithm is stored in every CPU. The position of the sun (sun vector) is determined exactly by an algorithm based on parameters such as longitude, latitude, and exact time. The library outputs nominal values for controlling the motors with which every carrier plate is moved. Data for various astronomical and geographical parameters can be saved in the control program for a broad time span with minimum uncertainties (± 0.0003). All the tracking movements of a solar park are visualized and monitored centrally with an OLE for Process Control (OPC) server in a central station. The Simatic library offers effi cient engineering support for the Simatic NET OPC server visualiza-tion system for this purpose.
C o v e r S o l a r

process news | 1-2011 17
Mec
aso
lar/
Rio
s
infocontact
www.siemens.com/solar-industrygerhard.fi [email protected]
Photovoltaic systems are at their most effi cient when the sun shines as vertically as possible onto the collector surfaces and no shadow
falls onto the solar cells. However, the sun’s radia-tion is subject to daily and seasonal fl uctuations as well as to weather-related fl uctuations. Stationary installed photovoltaic systems therefore generally experience a reduction in the electricity yield over the day and over the year. Not so for photovoltaic systems in which the panels and modules are mounted on a moving support system. Using robust tracking technology, these systems come very close to achieving the goal of maximum solar and elec-tricity yield.
The Spanish company Mecasolar, which belongs to the OPDE Group (as do Rios Renovables and Proinso), is among the manufacturers with the greatest global production capacity for sun trackers. Approximately 14,000 trackers are preproduced at fi ve production sites in Spain, Greece, and the United States and then assembled and connected worldwide. Up to 90 m2 of photovoltaic modules up to 13 kWp (kilowatt-peak, the unit of measure for maximum power) made by different manufacturers can be installed fl exibly in prefabricated frames on the special two-axis fastening structure of the steel girders.
There are 500 of these solar trackers aligning the solar panels exactly to the sun in the Fustiñana Solar Park in Navarra, Spain, which, with an output of 5 MW, is one of the world’s largest two-axis solar energy parks. Mecasolar and Rios Renovables have outfi tted more than 20 solar parks in Spain alone.
Rotating and tilting to coordinatesThe course of the sun changes constantly during the day and during the year and is different every-where in the world. The data on the sun’s position are converted into individually parameterizable control programs for any location in the world, allowing precise tracking based on astronomical information. The distributed Simatic S7-1200 con-trollers on every tracker enable them not only to simulate the astronomical movement of the sun but also to adapt to climatic conditions – as well as allowing remote control.
The controllers determine the optimum radiation coordinates on a daily basis so that the photovoltaic
modules can follow the course of the sun from east to west and enable the sun’s rays to always hit the surface of the modules at an angle that allows maximum conversion of the radiation.
For this, the photovoltaic modules are moved and tilted azimuthally, that is, vertically in relation to the radiation, and zenithally, that is, horizontally. The azimuthal movement is performed by a gear rim that turns the complete carrier plate from east to west once a day. The zenithal movement is made by a threaded rod or rack that tilts the carrier plate toward the sun. The solar panels can withstand wind speeds of up to 130 km/h, and a vertical position can be programmed for wind speeds up to 70 km/h. The programmable logic controller (PLC) program-ming also enables the tracking units to respond to snow, thunderstorms, fog, darkness, and wind. Both carrier axes are moved by three-phase current motors. Every tracking system has its own PLC and an independent electrical switching system.
Robust and effi cientIf the incident angle is very fl at and the shadow cast accordingly long – for example, in the mornings and evenings – the controller automatically moves the modules into (tilted) position so that the modules do not cast shadows on each other and the effi ciency stays as high as possible. At night, the panels adopt an almost horizontal position. The panels are imme-diately moved to a safe position in storms. This is all handled by the control program.
To move the panels, the Simatic S7-1200 controller relies on dependable automation hardware that has already proven effective in industrial applications, even under harsh ambient conditions. The good reputation of Siemens automation technology and the reliability and longevity of the standard products are highly appreciated in these applications. Rapid availability over many years minimizes downtimes, so Mecasolar and Rios Renovables can safely offer a 10-year warranty.
18 process news | 1-2011
Technology trends
Performance, Quality, and Costs
Solar power has developed from a niche market into a highly dynamic industry sector. Consid-ered exotic just a few years ago, solar power
systems can now be found in virtually any size and type – as mains-independent power supplies for remote measuring stations, on the roofs of private homes as well as in football stadiums, and also as large solar thermal power stations, such as those in Spain and the United States. Solar power products are improving in performance thanks to state-of-the-art production technologies and innovative materi-als. Cost pressures are also rising. The industry is therefore facing two challenges: to expand its capac-ity to meet the growing demand and at the same time to considerably reduce production costs. Both of these challenges are speeding up the develop-ment of more efficient technologies and production processes.
Internationally successful with the power of the sunSolar companies need a partner that offers not only a strong technology base but also optimum global support. Even smaller companies are globally active
and expect their partners to provide fast, professional on-site service everywhere in the world. At the same time, the value chain in the solar industry covers a large number of different applications: from classic chemical processes in silicon and solar glass produc-tion and classic manufacturing processes in solar panel production to systems for field installation in solar parks.
Thanks to its comprehensive portfolio of aligned systems, Siemens is able to optimally cover this wide range of requirements and support its customers in the solar industry with a global service and support network that can reach almost anywhere in the world. The solar industry benefits from the proven solutions that Siemens has developed for and together with other industrial customers. Standard-ized and modular solutions enable systems to be adapted easily and inexpensively to meet new demands. The simple integration of different systems through open interfaces reduces engineering and commissioning effort. All these concepts were origi-nally developed for other branches of industry but also contribute to improving performance and quality and reducing production and manufacturing costs in the solar industry – allowing the companies to concentrate on further increasing the efficiency and effectiveness of their modules and plants.
infocontact
www.siemens.com/[email protected]
High-performance products and competitive pricing will be key to surviving
in the increasingly competitive solar power market. With modern manufacturing
technologies, companies can prepare for future market challenges today.
C o v e r S o l a r
SAED
Q/Fotolia

process news | 1-2011 19
T h i n - f i l m p h o t o v o l t a i c s
Thin-film photovoltaics is a market sector with enormous potential. Companies benefit from integrated solutions for the automation of glass and thin-film processes for individual machines and entire production lines.
Salle
nb
usc
her
/Fot
olia
F i e l d i n s t a l l a t i o n o f s o l a r p l a n t s
Siemens offers automation technology, tracking systems, inverters, and infeed systems as well as safety technology for field installations.
Thau
t Im
ages
/Fot
olia
P o l y s i l i c o n p r o d u c t i o n
Totally Integrated Automation and Totally Integrated Power offer ideal solutions for polysilicon production. The standard-ization shortens commissioning times, simplifies mainte-nance and service, and reduces costs.
W. G
eyer
Mic
hae
l Kem
pf/
Foto
lia
W a f e r s , c e l l s , m o d u l e s
A wafer line for photovoltaic modules covers numerous production steps. Siemens offers an extensive portfolio of reliable wafer-line operating and monitoring systems and integration with the higher-level manufacturing execution system (MES) – from equipping individual wafer-line machines with automation components through the auto-mation of an entire factory.
» With our automation and drive
technology we can support all
stages of the value chain, from
raw-material production all the
way to field installations.
We are committed to being a
partner that develops and grows
together with its customers. In order to be an even
better partner in the future, we have developed a
new division: Vertical Market Management for
Glass & Solar, located in Karlsruhe, Germany, which
encompasses all of Siemens Industry Sector expertise
in the area. « Bernhard Saftig, Head of Vertical Glass & Solar Industry
G l a s s p r o d u c t i o n a n d g l a s s h a n d l i n g
The standardized and integrated automation and drive technology speeds up commissioning, increases solar glass quality, simplifies maintenance, and reduces lifecycle costs.
Felix
Nü
rmb
erg
er /
W. G
eyer
Siem
ens
AG
20 process news | 1-2011
C o v e r S o l a r
Process instrumentation
Small Devices,Large Contribution
Along the entire solar process chain, certain production steps are highly energy and resource intensive. The production of solar
silicon and especially the processing and handling of silicon ingots and wafers require large quantities of water of different levels of purity, process gases, and special gases – and, of course, the wastewater produced must be appropriately treated.
Instrumentation for all areasThe conditioning of water to produce ultrapure water covers several fi ltration stages, including chemical treatment; chemical-physical process steps such as reverse osmosis, degassing, and sterilization; and ultrafi ltration processes. At every step, the quality and quantity of untreated water and additives as well as the purifi ed water outfl ow must be monitored exactly. The same applies to the consumption of potable water and wastewater treatment. Detection of waste or the leakage of resources such as com-pressed air, used in various parts of the production process, can easily be monitored due to accurate measurement of the fl ow. Using the right fl owmeter for specifi c applications can signifi cantly improve productivity and save costs. Therefore Siemens offers with Sitrans F a comprehensive selection of fl owme-ters for measuring liquids, gases and steam. Sitrans F devices require virtually no maintenance. Effi cient gas analyzers such as Sitrans CV measure the calorifi c value of the supplied natural gas, which is essential for monitoring the delivered quantity of energy.
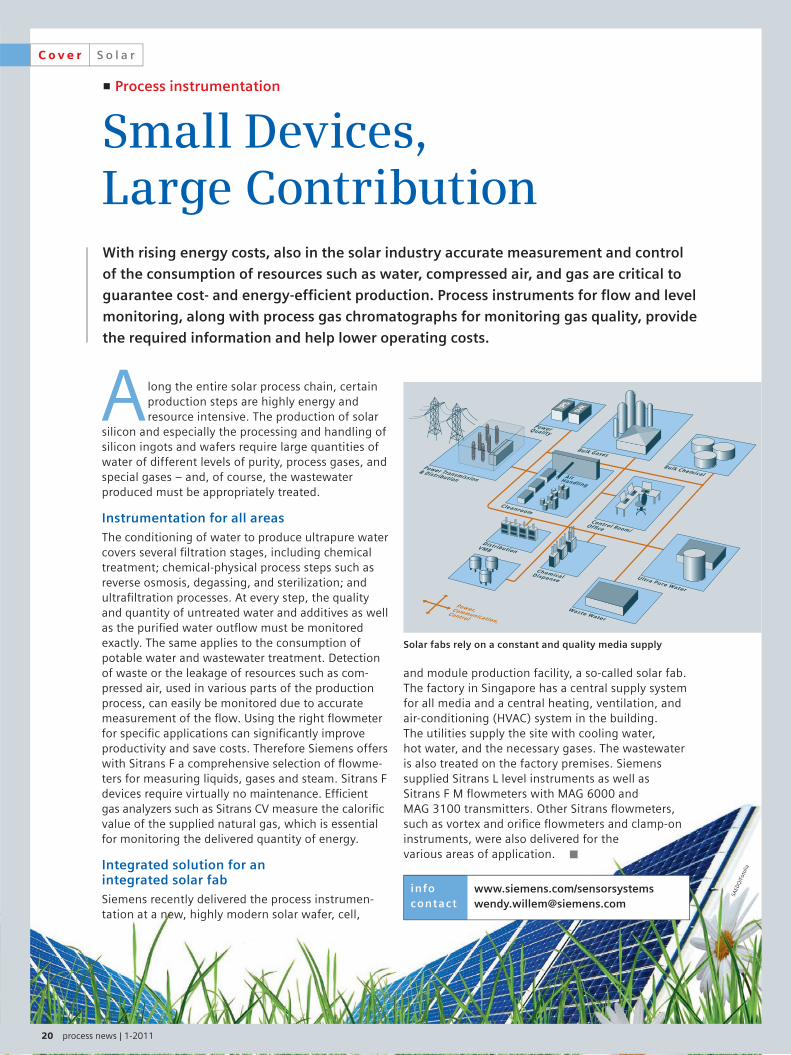
Integrated solution for an integrated solar fabSiemens recently delivered the process instrumen-tation at a new, highly modern solar wafer, cell,
and module production facility, a so-called solar fab. The factory in Singapore has a central supply system for all media and a central heating, ventilation, and air-conditioning (HVAC) system in the building. The utilities supply the site with cooling water, hot water, and the necessary gases. The wastewater is also treated on the factory premises. Siemens supplied Sitrans L level instruments as well as Sitrans F M fl owmeters with MAG 6000 and MAG 3100 transmitters. Other Sitrans fl owmeters, such as vortex and orifi ce fl owmeters and clamp-on instruments, were also delivered for the various areas of application.
Solar fabs rely on a constant and quality media supply
Power,Communication,Control
DistributionVMB
PowerQuality
AirHandling
Bulk Gases
Bulk Chemical
Control Room/
Cleanroom
Office
Chemical
Waste Water
Ultra Pure Water
Dispense
Power Transmission& Distribution
infocontact
www.siemens.com/[email protected]
SAED
Q/F
otol
ia
With rising energy costs, also in the solar industry accurate measurement and control
of the consumption of resources such as water, compressed air, and gas are critical to
guarantee cost- and energy-effi cient production. Process instruments for fl ow and level
monitoring, along with process gas chromatographs for monitoring gas quality, provide
the required information and help lower operating costs.

process news | 1-2011 21
infocontact
www.siemens.com/[email protected]
Explosion protection is an important topic, especially in the process industry. Many pro-cess areas in the chemical and pharmaceutical
industry, as well as in the food and beverage indus-try and in marine applications, are classified as at least temporarily explosion hazardous. With the introduction of the new HMI devices, devices of the Simatic series can now also perform visualization tasks and PC-based applications in explosion- hazardous areas. The new, intrinsically safe panel PC is particularly suitable for operator control and monitoring, measuring, and testing, as well as data collection and communication. The thin client was designed for operation and monitoring as a flexible remote HMI station for process control systems such as Simatic PCS 7. These devices have certificates for ATEX zones 1/21 and 2/22 as well as numerous certificates for international use, such as GOST-R and UL Inmetro, along with a DNV shipbuilding approval, so they can be used as operating terminals on tank-ers, for example.
Robust devices for all application scenarios The intrinsically safe devices require no special enclosures and can be used directly in the Ex area. Rated for an ambient temperature range of –20 °C to +50 °C and with IP66 front and IP65 rear types of protection, they can also be used outdoors. The temperature range can be extended even further with an optional heated housing.
The proven, robust Simatic Industrial PC series
was recently extended by two intrinsically
safe HMI devices for explosion-hazardous areas.
The maintenance-free Simatic HMI Panel PC Ex is equipped with a 1.6 GHz Intel Atom processor. The Simatic HMI Thin Client Ex facilitates flexible connection as a thin client or monitor via Industrial Ethernet at an unlimited distance from the associ-ated processor unit. In the thin client architecture, the RDP or RealVNC remote protocol is used for communication with the server. Alternatively, the thin client can also be operated with an intermediate digital KVM Box as a monitor. In combination with the digital KVM Box, up to four remote stations can be run as distant monitors.
Individually configurableThe panels are available with 15- or 19-inch touch-screens and eight function keys, and the 15-inch device is also available with an extra-bright display. Numerous stainless-steel housing versions and input devices for the ATEX area are available – for exam-ple, for mounting on support arms or stands – for further adaptation to the respective area of applica-tion.
HMI
Safe? Absolutely!
T e c h n o l o g y P r o c e s s C o n t r o l T e c h n o l o g y
Siem
ens
AG

22 process news | 1-2011
Kunststofftechnik Bernt GmbH, Germany
Perfect Finish
Kunststofftechnik Bernt GmbH in Kaufbeuren, Germany, specializes in high-quality plastic parts. The company, founded in 1964, sees
itself as a development partner and reliable supplier of surface-finished plastic functional parts and sup-plies well-known companies in the automotive, domestic appliances, and sanitary products industry. Kunststofftechnik Bernt GmbH recently invested in a completely new galvanizing plant because the com-pany wanted to expand its production capacity and respond to the growing demand for new, high-quality coatings. “All this presumes a high degree of automa-tion in the internal logistics. We were therefore inter-ested in extensive networking and automated produc-tion tracking by RFID from the very start,” explains CEO Carsten Brockmann.
The production plant was designed and built by Metzka GmbH, a plant manufacturer in Schwan-stetten, Germany. Metzka placed special emphasis on the control of stocks and the circulation of raw and finished parts. A certain percentage of parts with spots, pores, dull areas, and similar flaws is unavoid-able in the galvanization of plastic parts, even with optimum automatic process control, so the galvanized parts must have 100 percent inspection. The results must be documented, good and bad parts must be recorded, and the stocks must be continuously updated in the warehouse computer. The faster and more accurately this takes place, the more effectively the operator can intervene in the galvanization pro-cess, take remedial action, and minimize waste in the event of process-related flaws.
Kunststofftechnik Bernt GmbH has put the finishing touches on a new galvanizing
plant with Simatic radio-frequency identification (RFID) technology. The RFID
solution ensures that the production steps for producing high-quality plastic parts
are reliably traceable at all times.
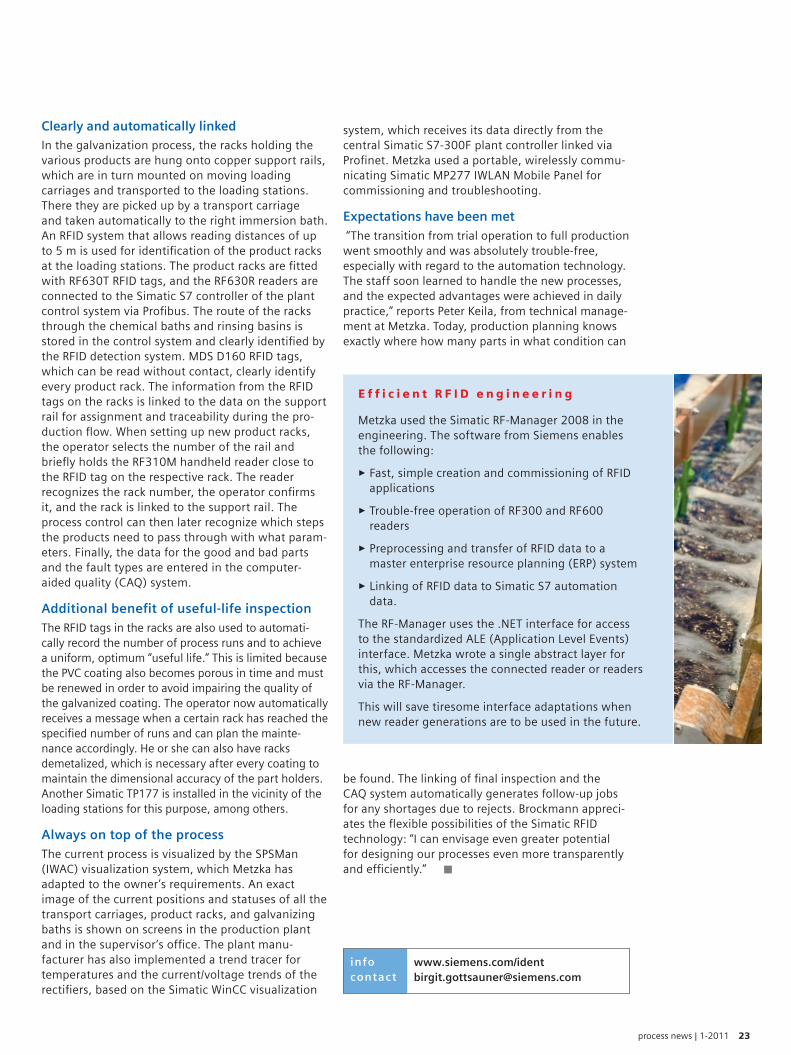
The highly corrosive galvanizing bath places special demands on the RFID systems
The MDS D160 mobile data storage units are attached to the product racks under an acid-proof PVC coating
The information on the rack tags is linked to that on the support rail with the mobile handheld terminal
All
ph
oto
s: W
. Gey
er
R u b r i k U n t e r r u b r i kT e c h n o l o g y I n d u s t r i a l I d e n t i f i c a t i o n
process news | 1-2011 23
system, which receives its data directly from the central Simatic S7-300F plant controller linked via Profinet. Metzka used a portable, wirelessly commu-nicating Simatic MP277 IWLAN Mobile Panel for commissioning and troubleshooting.
Expectations have been met “The transition from trial operation to full production went smoothly and was absolutely trouble-free, especially with regard to the automation technology. The staff soon learned to handle the new processes, and the expected advantages were achieved in daily practice,” reports Peter Keila, from technical manage-ment at Metzka. Today, production planning knows exactly where how many parts in what condition can
be found. The linking of final inspection and the CAQ system automatically generates follow-up jobs for any shortages due to rejects. Brockmann appreci-ates the flexible possibilities of the Simatic RFID technology: “I can envisage even greater potential for designing our processes even more transparently and efficiently.”
infocontact
www.siemens.com/[email protected]
Clearly and automatically linkedIn the galvanization process, the racks holding the various products are hung onto copper support rails, which are in turn mounted on moving loading carriages and transported to the loading stations. There they are picked up by a transport carriage and taken automatically to the right immersion bath. An RFID system that allows reading distances of up to 5 m is used for identification of the product racks at the loading stations. The product racks are fitted with RF630T RFID tags, and the RF630R readers are connected to the Simatic S7 controller of the plant control system via Profibus. The route of the racks through the chemical baths and rinsing basins is stored in the control system and clearly identified by the RFID detection system. MDS D160 RFID tags, which can be read without contact, clearly identify every product rack. The information from the RFID tags on the racks is linked to the data on the support rail for assignment and traceability during the pro-duction flow. When setting up new product racks, the operator selects the number of the rail and briefly holds the RF310M handheld reader close to the RFID tag on the respective rack. The reader recognizes the rack number, the operator confirms it, and the rack is linked to the support rail. The process control can then later recognize which steps the products need to pass through with what param-eters. Finally, the data for the good and bad parts and the fault types are entered in the computer-aided quality (CAQ) system.
Additional benefit of useful-life inspectionThe RFID tags in the racks are also used to automati-cally record the number of process runs and to achieve a uniform, optimum “useful life.” This is limited because the PVC coating also becomes porous in time and must be renewed in order to avoid impairing the quality of the galvanized coating. The operator now automatically receives a message when a certain rack has reached the specified number of runs and can plan the mainte-nance accordingly. He or she can also have racks demetalized, which is necessary after every coating to maintain the dimensional accuracy of the part holders. Another Simatic TP177 is installed in the vicinity of the loading stations for this purpose, among others.
Always on top of the processThe current process is visualized by the SPSMan (IWAC) visualization system, which Metzka has adapted to the owner’s requirements. An exact image of the current positions and statuses of all the transport carriages, product racks, and galvanizing baths is shown on screens in the production plant and in the supervisor’s office. The plant manu-facturer has also implemented a trend tracer for temperatures and the current/voltage trends of the rectifiers, based on the Simatic WinCC visualization
E f f i c i e n t R F I D e n g i n e e r i n g
Metzka used the Simatic RF-Manager 2008 in the engineering. The software from Siemens enables the following:
Fast, simple creation and commissioning of RFID applications
Trouble-free operation of RF300 and RF600 readers
Preprocessing and transfer of RFID data to a master enterprise resource planning (ERP) system
Linking of RFID data to Simatic S7 automation data.
The RF-Manager uses the .NET interface for access to the standardized ALE (Application Level Events) interface. Metzka wrote a single abstract layer for this, which accesses the connected reader or readers via the RF-Manager.
This will save tiresome interface adaptations when new reader generations are to be used in the future.
24 process news | 1-201124 process news | 1-2011
Headquartered in Greece, Famar is a leading European provider of contract services to the pharmaceutical and cosmetics indus-
tries. Famar, which has established itself as a pre-mier service provider in the European market, has facilities in four European countries, including a net-work of 11 production sites, three pharmaceutical development units, one health and beauty research and development unit, and three distribution cen-ters. Famar is subject to high customer pressure in the areas of quality, price, and delivery time. The accurate weighing and dispensing of input materials based on recipe specifi cations is the fi rst and most critical component of a particularly complex and multistep manufacturing process. In an effort to reduce process complexity, Famar wanted to imple-ment a unique automated weighing and dispensing system that would be tightly integrated with SAP across its European plants.
Improving operations through automationFamar chose Simatic IT XFP for all the company’s weighing and dispensing requirements. The solution was selected for its ease of use, product quality, abil-ity to integrate with SAP, and ability to handle a wide range of product and weighing types. Operators are
A leading European contract drug manufacturer, Famar, decided that
weighing and dispensing automation would reduce cost and cycle
time, guaranteeing total quality and improved throughput. Famar is
deploying Simatic IT XFP at its 11 manufacturing sites.
Famar, Greece
Combining Effi ciency with High Quality Standards
I n d u s t r y P h a r m a c e u t i c a l I n d u s t r y
guided through an interactive user interface to per-form any weighing order, whatever the active and nonactive ingredients.
“XFP Weighing & Dispensing allows Famar’s manu-facturing operations to improve their productivity while maintaining top quality and security. The solu-tion is fully validated by industry standards, and all data are gathered automatically, ensuring compliant manufacturing and a full audit trail,” says Vassilis Kolias, IT director at Famar. XFP Weighing & Dispens-ing ensures the consistent and accurate weighing of all active and nonactive ingredients and allows for automatic reconciliation of each work order. Master data, order data, and consumption information are automatically exchanged with the SAP enterprise resource planning (ERP) system, making sure infor-mation is always accurate.
XFP Weighing & Dispensing provides powerful weighing reconciliation to check the integrity of the weighing stages before combining materials. The process is fast and effi cient. Operators scan the weighing labels corresponding to each work order, and XFP Weighing & Dispensing checks that the con-tainer exists and corresponds to a weighted entity
process news | 1-2011 25
infocontact
www.siemens.com/[email protected]
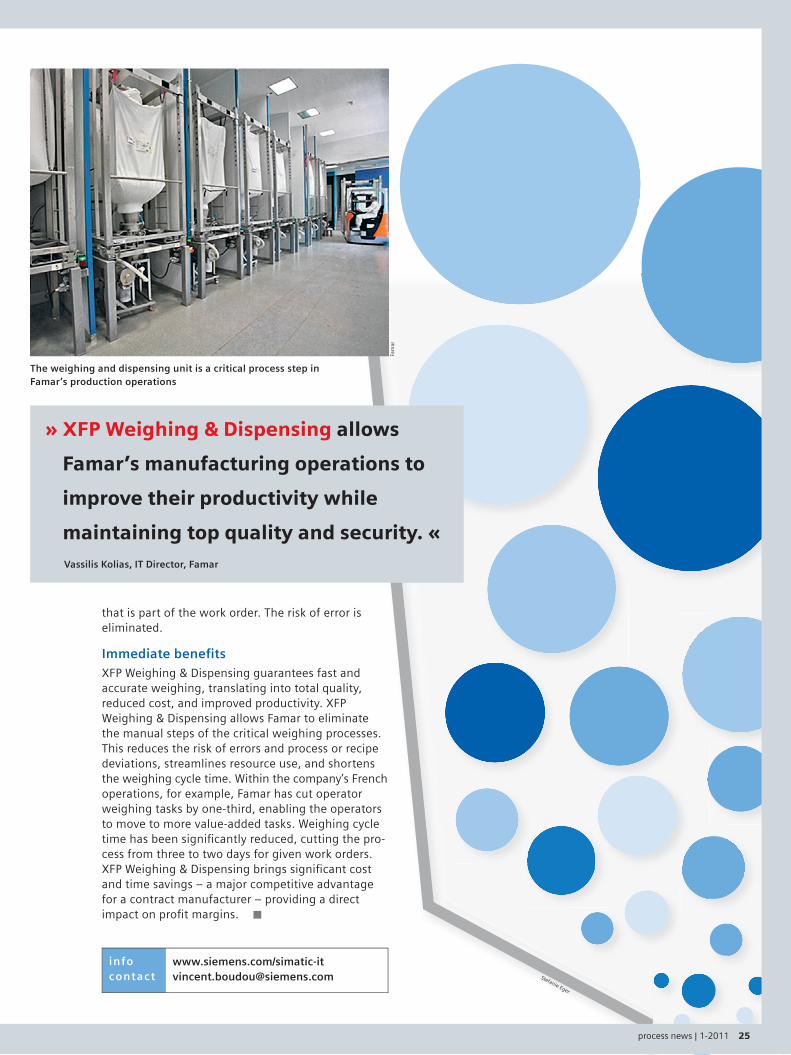
The weighing and dispensing unit is a critical process step in Famar’s production operations
that is part of the work order. The risk of error is eliminated.
Immediate benefi tsXFP Weighing & Dispensing guarantees fast and accurate weighing, translating into total quality, reduced cost, and improved productivity. XFP Weighing & Dispensing allows Famar to eliminate the manual steps of the critical weighing processes. This reduces the risk of errors and process or recipe deviations, streamlines resource use, and shortens the weighing cycle time. Within the company’s French operations, for example, Famar has cut operator weighing tasks by one-third, enabling the operators to move to more value-added tasks. Weighing cycle time has been signifi cantly reduced, cutting the pro-cess from three to two days for given work orders. XFP Weighing & Dispensing brings signifi cant cost and time savings – a major competitive advantage for a contract manufacturer – providing a direct impact on profi t margins.
» XFP Weighing & Dispensing allows
Famar’s manufacturing operations to
improve their productivity while
maintaining top quality and security. «Vassilis Kolias, IT Director, Famar
Fam
ar
Stefanie Eger

26 process news | 1-2011
Open Innovation Initiative
Complementary Expertise
Mr. Snoeckx, this Open Innovation Initiative has a very broad setup, targeting innovation in several areas. What are the reasons for Janssen to start such an initiative?
Eric Snoeckx: The Open Innovation Initiative fits into a larger strategy that we deployed in 2009 for all Belgian sites of Janssen Pharmaceutica. Our target is a shift to more integrated con sumer-centric disease management by offering thera-peutic solutions for significant unmet medical needs. We want to provide more targeted treat-ment and better care of the patient. This means we need to offer solutions for general health, preventive care, disease prevention, early diag-nosis, targeted treatment, and also after-care programs to complement our drug healthcare
Eric Snoeckx is the program director of the Open Innovation Initiative in the
Belgium Office for Campus Strategy and Growth of Janssen, the pharmaceutical
business of Johnson & Johnson, in Beerse, Belgium. Part of the Open Innovation
Initiative is a close collaboration between Janssen and Siemens in several fields.
We spoke with Eric Snoeckx about the motivation for this partnership.
business. This is a move toward an entrepreneurial campus community, focusing on activities with very high value added and following an open innovation model. And we saw very early that we could not make this move on our own – we needed a partner with a different angle. So we were looking for partners that have both a mutual interest in healthcare and competencies and capabilities that complement our own.
What were the specific criteria in the selection of those partners?
Eric Snoeckx: There were no fixed criteria. We wanted to explore the outside world, to learn how other companies see this market and how they work
The Beerse campus of Janssen
I n d u s t r y P h a r m a c e u t i c a l I n d u s t r y
process news | 1-2011 27
infocontact
www.siemens.com/[email protected]
– and so we contacted research institutions that we already had collaborations with, and start-up companies, but also multinational companies such as Siemens.
You already had been working with Siemens as a technology supplier beforehand.
Eric Snoeckx: That is correct, but that was not the main reason for contacting Siemens. You see, we were not looking for new suppliers, but for a true partnership, for the opportunity to share ideas and concepts, and to learn with and from each other. Of course, we knew Siemens had a broad offering in their healthcare business, their services, and their technologies. But when we invited Siemens to be part of the Open Innovation Initiative, we wanted no specific answers to specific questions, but more general insights – for example: What does healthcare mean within Siemens? What do services and innova-tion mean within Siemens? So basically, we wanted to get to know each other better, to learn and to grow together with our partner during this project. And astonishingly enough, Siemens was very close and, most importantly, complementary to us. And with their innovative mind-set this was a perfect fit.
So what have you learned since the initiative with Siemens started?
Eric Snoeckx: A lot. For example, we saw how Siemens evaluates the leverage of technologies across its business sectors in order to combine capabilities for improved overall performance. This is something that sparked some very interesting ideas
for our own operations at Janssen, but also for the other business sectors of Johnson & Johnson, Medical Devices and Diagnostics and Consumer Health Care. And we see the benefits of having this complementary expertise that I mentioned – we bring biological, clinical, and medical expertise into this partnership, while Siemens offers broad tech-nology and engineering know-how. We can already see that the insights that both companies gain through the initiative spark learning processes and create novel opportunities and applications – especially in the long term.
And what will be the next steps?
Eric Snoeckx: While we are still in a phase where we mainly want to get to know more about each other, we have already identified areas where we expect potential for close collaboration. We are now explor-ing these areas further to create value in the mid- and long term. The next step will be to jointly define suitable projects with specific measures and deliver-ables, and with defined road maps. We expect that we will have completed this definition phase in the next weeks, so we will be able to start working on these projects in 2011. And we are all very excited about the new opportunities we will be able to explore then.
Mr. Snoeckx, thank you for speaking with us.
Phot
os:
Fre
ek v
an A
rkel
» We were not looking
for new suppliers, but
for a true partnership,
for the opportunity
to share ideas and
concepts, and to learn
with and from each
other. «Eric Snoeckx, Program Director, Open Innovation Initiative, Belgium Office for Campus Strategy and Growth, Janssen
28 process news | 1-2011
Janssen, Belgium
Active Project IngredientsDuring a three-week time period, Janssen and Siemens migrated Teleperm M process
control technology for a production plant to Simatic PCS 7 technology. The expertise
of the Siemens team and a proven migration strategy were the correct active project
ingredients for minimal production downtime and a trouble-free production restart.
The site in Geel is part of Janssen, the phar-maceutical business of Johnson & Johnson. Janssen operates at four sites in Belgium
(Geel, Beerse I and II, and Olen) and employs 4,200 people. Employing a staff of 530, the Geel plant supplies chemical active pharmaceutical ingredients (API) for more than 60 percent of the Johnson & Johnson Group and is one of the group’s most important production sites.
A short-track migration projectAt this strategic site, Janssen decided to upgrade the control technology of the Plant 3 production unit. One critical requirement was that the migration had to be completed during a tight time frame of just
» Siemens had a highly
experienced and capable
team that was absolutely
committed to the project
and the schedule. «Hans Baert, Senior Project Engineer, Janssen
I n d u s t r y P h a r m a c e u t i c a l I n d u s t r y

process news | 1-2011 29
three weeks – including qualifi cation of all new systems. Consequently, the project called for a smart and proven migration solution. Janssen decided to migrate the existing Simatic WinCC-TM to PCS 7-TM and to replace existing I/O systems with Simatic ET 200M distributed systems. They asked Siemens to provide a suitable offer. Given that Siemens knew the processes and the equipment used in Plant 3 well, and had supplied the existing automation systems, the company was qualifi ed for the new project.
To meet the strict deadline and to offer Janssen the benefi t of optimum investment protection, Siemens proposed a solution in which only the components that could no longer meet operational requirements would be replaced. That way, Janssen could benefi t from comparatively low investment costs and fast project execution.
Following the concept presentation and discussion, Siemens won the order for the turnkey migration project, including all related services such as project management, software engineering, hardware engineering, cabinet construction, and commission-ing services.
No time for troubleWith just three weeks in which to demolish the existing Teleperm M I/O racks, install the new sys-tems connecting the signals to the new devices (complete with loop checks), upgrade the visualiza-tion system, perform commissioning, and provide qualifi cation support, the project team had to rely
infocontact
www.siemens.com/[email protected]
The Geel site is one of the main production sites of Janssen
on a well-prepared execution strategy. Janssen was impressed by the project performance, as Janssen senior project engineer Hans Baert confi rms: “This project was indeed challenging, but Siemens had a highly experienced and capable team that was absolutely committed to the project and the sched-ule.” Thanks to the proven migration solutions, as well as the expertise and commitment of the Siemens team, the entire migration went smoothly, and Janssen restarted production after the sched-uled three weeks with a working and qualifi ed system.
W. G
eyer
Jan
ssen
Ph
arm
aceu
tica
NV
» The fl exibility of the
Siemens team during the
three-week shutdown
was a another key active
project ingredient. «Johan Willocx, Senior Project Engineer, Janssen
30 process news | 1-2011
I n B r i e f
Order for southern China sewage treatment project
Complete Instrumentation Package
Siemens has secured an order for equipping sewage treatment plants in the northern, eastern, and western areas of the Guangdong prov-ince with a comprehensive process instrumentation package. The first contract was signed in 2009 and comprises the supply of more than 200 sets of electromagnetic flowmeters, more than 500 sets of ultra-sonic level-measuring devices, more than 250 sets of pressure trans-mitters, and some temperature transmitters. Siemens was able to secure the order thanks to good customer and project development.
The Guangdong provincial government intends to build more than 100 sewage treatment plants under an economic stimulus plan initiated by the Chinese government. Following the single-source contract to supply level-measuring technology for more than 80 sewage treatment plants in the Jiangxi province, this order is another notable success for the Siemens process instrumentation business in China.
www.siemens.com/sensorsystems
New clamp-on ultrasonic flowmeter
Easy Application
The new Sitrans FST020 clamp-on ultrasonic flowmeter is designed specifically for basic applications that require only flow reading functionality along with easy com-munication capabilities. The device measures practically any liquid and meets the specific requirements of industries such as water and waste-water, HVAC (heating, ventilation, and air-conditioning), power, and chemical.
The Sitrans FST020 is the perfect solution for retrofit applications and installations where corrosive, toxic, or high-pressure liquids rule out the option of cutting the pipe. The flowmeter can be installed on pipes up to DN 9000 in size, and thanks to the simplified configuration options and setup, it can be quickly commissioned.
As with all other clamp-on ultra-sonic flowmeters from Siemens, it offers excellent performance and reliable measuring results. The Sitrans FST020 also features the optional ultrasonic WideBeam transit-time sensor technology, allowing continued operation on even the most challenging applica-tions.
www.siemens.com/sitrans
Process instrumentation
Leading Manufacturing Center
Siemens concentrates its European production of process instruments in Haguenau, France. With the construction of a new 10,000 m2 production facility for flowmeters, the location has been expanded to become the main mechatronic manufacturing center for process instrumentation and analysis in Europe.
Previously, Siemens manufactured field devices in Haguenau, such as posi-tioners and pressure and temperature transmitters, as well as process analysis equipment such as gas analyzers and laser spectrometers for the global market. The new production unit is equipped with state-of-the-art production and test systems, as well as flowmeter calibration rigs for pipelines with a diameter exceeding 2 m. With the new manufacturing center, Siemens both strengthens the location and sharpens its global competitiveness.
www.siemens.com/sensorsystems
All
ph
oto
s: S
iem
ens
AG

essnews
www.sie
process news | 1-2011 31
process news 1-2011PublisherSiemens Aktiengesellschaft,Gleiwitzer Str. 555, 90475 Nuremberg, Germanywww.siemens.com/automation
Drive Technologies DivisionCEO Klaus Helmrich
Industry Automation DivisionCEO Anton S. Huber
Responsible for ContentArno Hoier
Responsible for Technical ContentCornelia Dürrfeld
ConceptChristian Leifels
EditorCornelia Dürrfeld, Siemens AG, I IA AS SM MP 7Siemensallee 84, 76187 Karlsruhe, GermanyTel.: +49 (0) 7 21 5 95-25 91Fax: +49 (0) 7 21 5 95-63 [email protected]
All rights reserved by the publisher. This edition was printed on environmentally friendly chlorine-free paper. ISSN 1430-2284 (Print)
The following products are registered trademarks of Siemens AG:ET 200M, MP277, S7-300, SIMATIC, SIMATIC BATCH, SIMATIC IT, SIMATIC Mobile Panel, SIMATIC PCS 7, SITRANS, TOTALLY INTEGRATED AUTOMATION, TOLTALLY INTEGRATED POWER, WinCC
If trademarks, trade names, technical solutions, or similar are not listed above, this does not imply that they are not registered.
The information provided in this magazine contains merely general descriptions or characteristics of performance, which in the case of actual use do not always apply as described or which may change as a result of further development of the products. An obligation to provide the respective characteristics shall exist only if expressly agreed in the terms of contract.
IWI: TPOGOrder number: E20001-M6111-B100-X-7600Printed in Germany
Editorial CommitteeElisabeth Desmet, Sigrun Ebert-Heffels, Ute Forstner, Petra Geis, Michael Gilluck, Walter Huber, Rüdiger Selig, Roland Wieser
Publishing HousePublicis Publishing, Part of Publicis ProP.O. Box 32 40, 91050 Erlangen, GermanyTel.: +49 (0) 91 31 91 92-5 01Fax: +49 (0) 91 31 91 92-5 [email protected]
Editor in chief: Kerstin PuruckerLayout: Stefanie Eger, Jürgen StreitenbergerCopy editing: Irmgard WagnerDTP: Mario Willms
Printing: Wünsch, Neumarkt, Germany
process news is published quarterly
Cover photo: Corbis
Circulation: 34,000Job number: 002800 30692© 2011 by Siemens Aktiengesellschaft Munich and Berlin
D i a l o g u e
onlineThe new online edition of process news would like your opinion
Please help us improve the way we provide you with process automation information online.
All you need to do is answer a few questions in our survey:
www.siemens.com/pnsurvey
Thank you!
When will this be the standard on earth?