Embed Size (px)
Citation preview

R. Craig McClung Michael P. EnrightSouthwest Research Institute®
San Antonio, Texas, USA
The DARWIN® Computer Program for Probabilistic Damage Tolerance Analysis
of Engine Rotors
ADF Aircraft Engine Symposium29-30 October 2003

Engine Disk Safety
Modern aircraft engineshave excellent safetyand reliability recordsNevertheless, uncontaineddisk failures do occasionally occurRecent experience has shown that the primary causes of uncontained failures are out-of-condition “anomalies”
Inherent (but rogue) material defectsInduced by out-of-condition manufacturingInduced by out-of-condition maintenance or usage
These “anomalies” are not addressed by conventional “safe-life” design methods (based on nominal material)The engine industry is currently addressing this issue

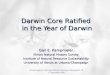
Driving Force – Sioux City

Driving Force – Sioux City
July 19, 1989 accidentUAL 232 (DC-10)In-flight separation of Stage 1 Fan DiskCrashed on landing112 fatalitiesLife Limit: 18,000 cyclesFailure: 15,503 cycles
Crack started at material anomalyHard Alpha phase produced during melting

Driving Force – Pensacola
July 6, 1996 accidentDL 1288 (MD-88)Stage 1 Fan Diskseparation on take-off rollTake-off abortedCabin impacted2 fatalitiesLife Limit: 20,000 cyclesFailure: 13,835 cycles
Crack started at abusively machined bolt hole

Responses to Sioux City
FAA Review Team Report (1991) recommended:Changes in titanium melt practices and quality controlsImproved inspections (manufacturing and in-service)Lifing practices based on damage tolerance
Aerospace Industry Association (AIA) Rotor Integrity Subcommittee (RISC) formed to develop new lifing strategies
Address industry policy on rotor safetyAssist FAA in implementing Titanium Review Team ReportAddress other materials and anomaly types later
GE Aircraft EnginesHamilton SundstrandHoneywellMTUPratt & Whitney
Pratt & Whitney CanadaRolls RoyceRolls Royce CorpSNECMAFAA

Enhanced Life Management Process
Damage Tolerance Complements Safe Life
Safe Life Damage Tolerance
Nominal Conditions Anomalous Conditions
Retirement Life Inspection Requirements

Hard Alpha Defects inTitanium Components
Initial FAA and RISC focus on HA defects in titanium
Small brittle zone in microstructureAlpha phase stabilized by N accidentally introduced during melting

Probabilistic Fracture Mechanics Methodology
Size DistributionInclusion
Cycles
Prob
abili
ty
Life Prediction
Thermal & StressAnalysis
InclusionFrequency
Probabilistic Analysis
Fracture MechanicsStressed volume/areaInclusion incubationStatistical Integration
Mission Analysis
Prob
abilit
y
Size
Crack Growth
Stress intensity
Gro
wth
rate
MISSYDD
Cyclic Usage
Anomaly Distribution- Size and Frequency
Probability of Fracture
Inspection POD
Part Inspection Distribution
Probabilistic Fracture Mechanics
Statistical Integration

Advisory Circular 33.14(Initial Version)
ApplicabilityAll critical Ti Rotors in engines applying for new Type Certification under FAR33
Safe Life ProcessBrief description of the traditional approach
to engine lifing and certification
Enhanced Life Management ProcessAdds a new element, Damage Tolerance,
to traditional process
Damage Tolerance ImplementationRequires FM-based probabilistic
assessments of threat posed by Hard Alpha
DT Field Inspection StrategiesIn-service inspections are examined as
potential risk reduction actions
Advisory Material

Framework for Titanium DT Assessments
Risk
Components
A B
MaximumAllowable Risk
Risk ReductionAction Required
C
• Inspection• Redesign
Mission
Materials
Field History
Manufacturing
Service LifeInspection
Plan
Anomaly Dist
LifeAnalysis
NDE/POD
ProbabilisticRisk
Assessment
StressAnalysis
Conduct fracture mechanics-based risk assessments for all new Ti rotors
Must satisfy new industry standard Design Target Reliability

Damage Tolerance Advisory Circular
Enhanced Life Management
Process
Materials
Safe Life
Testing
AssuranceDT
RISC Vision: Comprehensive DT Assessment
Inherent Flaws(Melt related, etc)
Titanium Hard Alpha
Ni/Powder Metals
Analytical Method:
Probabilistic FMRisk Calc <DTR
Induced Flaws
Manufacturing Maintenance/ Service
Analytical Method:
Probabilistic FMRisk Calc <DTR
Current RISC Focus
•Analysis Tool calibrated by Test Case
•Criteria Calibrated by Experience

Surface Damage Tolerance
• Following same industry process as with titanium HA
• Industry data collected to prioritize threat• Machined Holes - Current Focus • Broached Slots• Turned Surfaces
20%23%
27%
Turned Surfaces Holes Broaching
1990s Manufacturing Related Events

RISC ScheduleSioux City 7/19/89 Pensacola 7/6/96 AC33.14
1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 20011989 1990 2002 2003
Draft Advisory Material to FAA 11/96
InherentAnomalies
InducedAnomalies
Ti
Ti
Ni
Ni
RISC Kickoff 10/91 Damage ToleranceFramework for all Future Work
FAA/SMPC Data GatheringOEM Data Gathering Started
Draft Advisory MaterialAvailable by 4Q2003

Origins of TRMD Program
RISC noted that emerging life management process could be significantly enhanced by further R&D to address shortfalls in technology and dataSwRI (guided by RISC) proposed to the FAA and was awarded an R&D grant to address these shortfalls
Enhanced predictive tool capabilitySupplementary material/anomaly behavior characterization and modeling
“Turbine Rotor Material Design” (TRMD) programGoal is to provide direct supportfor implementation of AC 33.14and for additional improvementsin those guidelines

TRMD Program Team
SwRI is program managerU.S. engine companies are steering committee, major subcontractors
General ElectricHoneywellPratt & WhitneyRolls-Royce Corp.
Activities coordinated with RISC

Overview of TRMD Program
Defect distribution modelingUpdated anomaly distributions for HAModeling of HA diffusion zone evolution
Modeling of hard alpha deformation during forgingConstitutive and damage behavior of hard alphaDevelopment and validation of DEFORM™ microcode
Crack nucleation and growth data and modelingVacuum FCG testingHA crack nucleation and growth coupon testingSpin pit testingNickel anomaly nucleation and growth coupon testingTMF crack growth testingDevelopment of fracture mechanics module
Development of DARWIN® software tool for reliability assessmentTechnology transfer to FAA and industry

DARWIN® OverviewDesign Assessment of Reliability With INspection
Probabilistic Fracture Mechanics
Probability of DetectionAnomaly Distribution
Finite Element Stress Analysis
Material Crack Growth Data
NDE Inspection Schedule
Pf vs. Cycles
Risk Contribution Factors

Zone-Based Risk Assessment
1
2 3 4
m
5 6 7
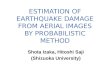
Define zones based on similar stress, inspection, anomaly distribution, lifetimeTotal probability of fracture for zone:
(probability of having a defect) x (POF given a defect)Defect probability determined by anomaly distribution and zone volumePOF assuming a defect computed with Monte Carlo sampling or advanced methods
POF for disk obtained by summing zone probabilitiesAs individual zones become smaller (number of zones increases), risk converges down to “exact” answer

Zoned Impeller Model

Fracture Mechanics Model of Zone
m
7
Retrieve stresses along line
Fracture Mechanics Model
hx
hy
x
Ygr
adie
nt d
irect
ion
1
2
3
4
5
Defect
Finite Element Model
(Not to Scale)
Integrated Flight_Life FM module • K solutions for cracks in plates• FCG life calculations

Stress Processing
FE Stresses and plate definition
stress gradient
Stress gradient extraction
FE Analysis
0.0 0.2 0.4 0.6 0.8 1.0Normalized distance from the notch tip, x/r
-0.8
-0.4
0.0
0.4
0.8
1.2
1.6
2.0
σ/σo
(σz)relax
(σz)residual
(σz)elastic
Shakedown module
Computed relaxed stressσelastic - σresidual
σ0/σ
Residual stress analysis
3 4 5 6 7 0 1 2 3Load Step
01020304050607080
Hoo
p St
ress
(ksi
)
Rainflow stress pairing

Anomaly Distribution
# of anomalies per volume of material as function of defect sizeLibrary of default anomaly distributions for HA (developed by RISC)

Probability of Detection Curves
Define probability of NDE flaw detection as function of flaw sizeCan specify different PODs for different zones, schedulesBuilt-in POD library or user-defined POD

Random Inspection Time
“Opportunity Inspections” during on-condition maintenanceInspection time modeled with Normal distribution or CDF table

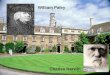
Output: Risk vs. Flight Cycles

Output: Risk Contribution Factors
Identify regions of component with highest riskRefine zone breakup as needed to achieve convergence

DARWIN Analysis ModesInherent Material Defects Vs. Surface Damage
Inherent Defects Surface Damage
Zone- Based Risk (Volume)
Crack in Plate solutions
2D finite element models
Random Defect
Feature-Based Risk (Area)
Crack in Plate/ Hole solutions
3D finite element models
initial crack location

GUI for Simple Definition ofZones and Fracture Models
Read in FE model and stress resultsDefine zone with mouse by selecting elements
Similar stress, lifeSelect crack location with mouse
Or snap to highest stress location in zone
GUI draws default fracture model
Rectangular plateStress gradient line
Use mouse to adjust fracture model

Automated Model Refinement Zone and Element Subdivision
Zone subdivision from original zone breakup Element subdivision
from original FE mesh

3-D Modeling in DARWIN 5.0
Load 3D Model
Compute Slice
1. Import 3D Finite Element Model2. Select crack location with mouse
and compute cracking plane3. Create 2D slice for fracture modeling

Computationally Efficient Probabilistic Methodologies
0
50
100
150
200
250
CO
MP
UT
AT
ION
TIM
E (
SE
C)
CPU Time % Error
Pf - with inspection
COMPUTATIONAL METHOD
MC100,000
IS100SAMPLES
MC10,000
IS400
ER
RO
R M
AG
NIT
UD
E
5%
10%
15%
20%
25%
0%

DARWIN Use for Conventional Fracture Mechanics Lifing
DARWIN was originally developed to solve a few highly-specialized probabilistic damage tolerance problemsEvolving DARWIN capabilities also enable the code to be used to solve conventional fracture mechanics life problems
GUI facilitates setting up the problemFlight_Life can be run in deterministic mode from a specific initial flaw sizeGUI facilities visualization of the answer

DARWIN Development History
Initial focus on hard alpha anomaliesDARWIN Version 1.0 (April 1997)Version 2.0 (June 1998)Version 3.2 (July 1999)
Current focus on surface damage in all materialsVersion 4.0 (March 2002)Version 5.0 (April 2003)
Planned effort on materials with multiple anomaliesVersion 6.0 (planned January 2005)
Planned effort on inherent anomalies in conventional cast and wrought nickel materials

Use of DARWIN by Industry
FAA Advisory Circular 33.14 requests risk assessment be performed for all new titanium rotor designs
Designs must pass design target risk for rotors
ComponentsComponents
RiskRisk
MaximumMaximumAllowableAllowable
RiskRisk
1010--99
RiskRiskReductionReductionRequiredRequired
CCAA BB
DARWINDARWIN –– AcceptableAcceptableMeans To AssessMeans To Assess
ComplianceCompliance

Other DARWIN Activities
Exploratory DARWIN-NASGRO link for rotorcraft applicationsExploratory study of probabilistic damage analysis for turbine engine prognosis (DARPA/AFRL)
Engine sensor inputs (speed, damage)Crack nucleation + crack growth modeling
Demonstration platform for new probabilistic, physically-based nucleation and growth life models (AFOSR)Demonstration platform for enhanced life prediction methodologies for engine rotor life extension (AFRL)
Explore links between DARWIN and ProDAPS (Smiths)DARWIN fracture mechanics technology transfer to NASGRO

www.darwin.swri.orgwww.darwin.swri.org