Embed Size (px)
Citation preview
© 2014 Chevron
The Benefits and Opportunities of Using Dynamic
Simulation with control system upgrade projects,
new facility construction, and operator training in
the oil and gas industry
Trevor Ault
Automation Engineer Chevron
Schneider Electric Conference
Sept 2014
© 2014 Chevron
Summary:
Outline:
Background
Dynamic Simulation Basics
Projects and simulation results
Previous state vs Current/Desired state
Future Work
Goals:
Share results of expanded use of simulation
Give feedback on challenges still faced
2

© 2014 Chevron
Chevron Corporation Global Snapshot
Second-largest integrated
energy company in the United
Stated and among the largest
corporations in the world
Diverse and highly skilled
global workforce of
approximately 61,900
employees
World class safety
performance
3

© 2014 Chevron
San Joaquin Valley Business Unit
Core Areas of Operation
4
Portion of California
shown in this satellite
image.
B
D
C
F
A
G
Bakersfield
Taft
Paso Robles
Coalinga est.1887
Midway Sunset est.1894
Kern River est.1899
Cymric est.1909
Lost Hills est.1910
Elk Hills est.1911
Non-Operated
San Ardo est.1947
A
B
C
D
E
F
G G
E
Heavy Oil/Steamflood
Light Oil/Gas

© 2014 Chevron
San Joaquin Valley Business Unit
Business Unit Facts
5
People
1,700+ employees
8,600+ contractors
>1.8 million hours per month
Execution
181 MBOED No. 1 in net daily oil-equivalent
production in California
Growth Invest in opportunities to
identify and produce
energy resources

© 2014 Chevron
Outline and Goals
6

© 2014 Chevron
Simulation and Dynamics Intro:
Dynamic simulation is the use of a computer program to
model the time varying performance of a system.
Screen looks like P&ID drawing where people input details
of process: piping loses, unit operations, thermodynamics
of system
– Input process, initial conditions, chemical properties, and scenario and computer
solves multiple engineering equations simultaneously to get results
– Dynamic simulation is gaining attention for upstream facilities design and
construction due to ability to save time in commissioning through testing logic
controls prior to startup
– Increase safety through validating process control strategy during abnormal
events.
7

© 2014 Chevron
Simulation and Dynamics Into:
Dynamic simulation predicts
how a process and its
associated control system will
respond to various disturbances
as a function of time
Usage has been increasing
Better tools that incorporate
programming and I/O inputs
Safety and quality demands
have increased
Today, steady-state design by
itself is not enough! Upstream
Facilities are characterized by
large changes to production
(economics, drilling, life of wells)
8

© 2014 Chevron
Simulation and Dynamics Into:
9
Dynamic simulation software has the ability to connect directly with programmable logic controllers hardware to test programming prior to start up
The tags used in the controllers can be linked to the dynamic simulation which can test abnormal situations safely such as start-ups, upsets, etc. prior to commissioning of facility to test accuracy of programming
This allows to test programming in virtual environment prior to deployment in
field and lowers commissioning time prior by catching errors in lab versus in
field.

© 2014 Chevron
Testing HMI with Simulation
Can test the response of controls given process upsets
Engineering data such as PID response, pump curves, and response
can all be input in to simulation
Can test Process Hazard Analysis results
10
© 2014 Chevron
Project Background:
11
Project Description:
The SCADA RUP Program is a Business Unit wide initiative that
provides a standardized platform for upgrading obsolete control
systems and degraded supporting infrastructure.
Opportunity:
Improve reliability and increase the longevity by upgrading control
systems and degraded supporting infrastructure (process control
networks, instruments, field/panel wiring, etc.) to meet the latest
standards.
Upgrade electrical old and obsolete equipment to current industry/CVX
standards and to improve personnel safety, maintainability and
reliability
The program is incorporating dynamic simulation in the scope of
the projects to ensure programming code integrity, and to test
functionality during Factory Acceptance Testing (FAT). This
ensures design is validated as per control philosophy and
functional specifications

© 2014 Chevron
Background
12
Project Problem
Old practice – checkout code during commissioning in the field – risky tests,
longer commissioning time
Inadequate operator orientation of new application – risk for operator errors
during run
No opportunity to test control systems and operator behavior during upset
conditions
Solution
Implement software-based dynamic process simulator for control logic checkout
in controlled test environment in laboratory
Use the same tool for operator orientation
© 2014 Chevron
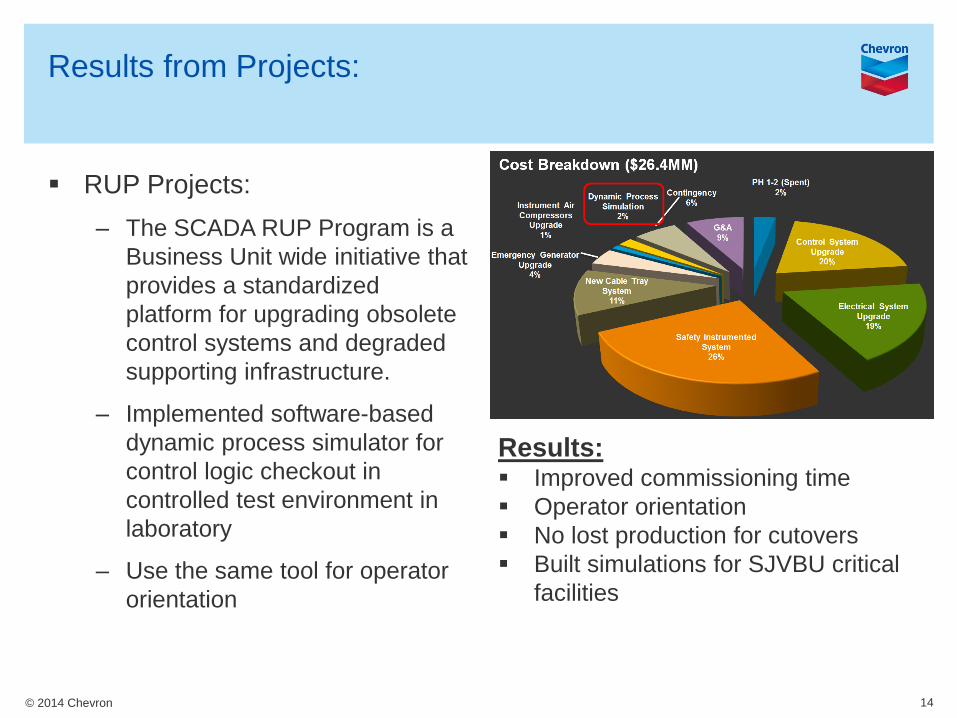
Typical Costs for Dynamic Process Simulation for
Moderate Sized Facility
13
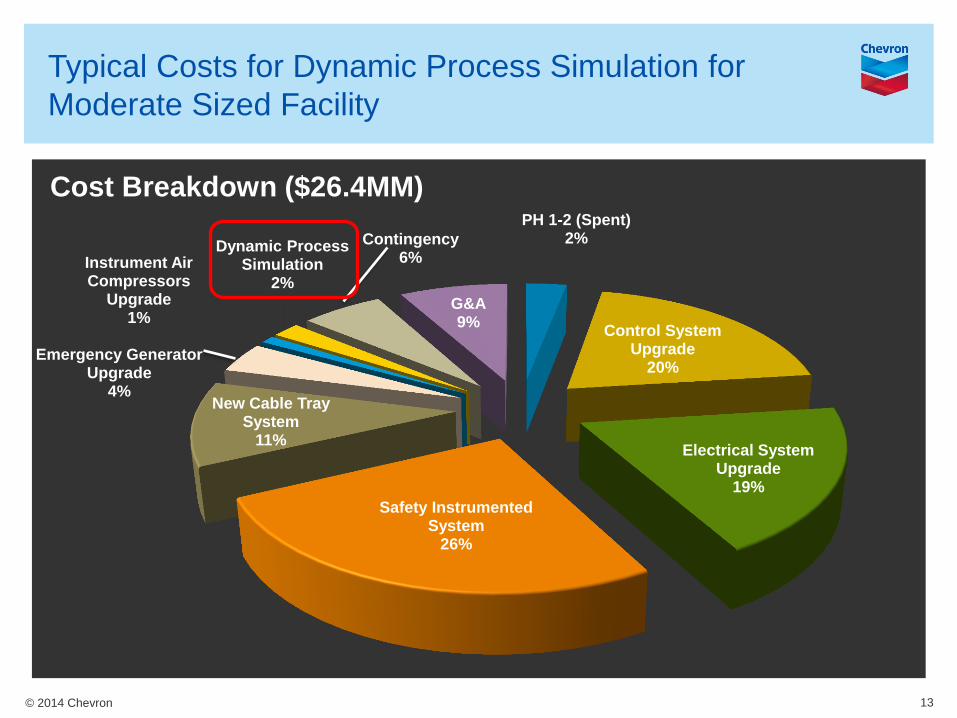
PH 1-2 (Spent) 2%
Control System Upgrade
20%
Electrical System Upgrade
19%
Safety Instrumented System
26%
New Cable Tray System
11%
Emergency Generator Upgrade
4%
Instrument Air Compressors
Upgrade 1%
Dynamic Process Simulation
2%
Contingency 6%
G&A 9%
Cost Breakdown ($26.4MM)
© 2014 Chevron
Results from Projects:
RUP Projects:
– The SCADA RUP Program is a
Business Unit wide initiative that
provides a standardized
platform for upgrading obsolete
control systems and degraded
supporting infrastructure.
– Implemented software-based
dynamic process simulator for
control logic checkout in
controlled test environment in
laboratory
– Use the same tool for operator
orientation
14
Results: Improved commissioning time
Operator orientation
No lost production for cutovers
Built simulations for SJVBU critical
facilities

© 2014 Chevron
Results from Projects:
T-940 Project:
– 30,000 Softwater storage tank for
Cymric is run in manual control
currently
– Project designed back pressure
control for low and high pressure
pump systems but operators didn’t
want to implement due to fears of
operability
– Dynamic simulation built to train
operators and tune control loops
15
Results: In progress
Estimate to train operators a small
portion of project budget
Caught unstable control loop
responses and fixed.

© 2014 Chevron
Results from Projects:
16
MWSS WPWP
– Project consolidates several plants
but concern about spill response
and field wide shutdown
– Simulation being developed to test
safety interlocks, operator response
times, and shutdown of high water
cut wells
– Being used primarily as process
design tool but results will be
incorporated into controls checkout
and PLC FAT
Results: In progress
Estimate is small fraction of overall
project cost

© 2014 Chevron
Value Added From Simulation
Est. 2-3 weeks improvement of startup times
– Less time needed for control valve tuning
– No problems with programming
– No extensive troubleshooting in field
• 20x faster to correct a program error on a simulator than to correct error in the field*
No lost production due to cutovers
No safety issues due to errors in programming
– Biggest surprise was amount of PLC programming errors
Well received by operators and engineers
– Able to orient operators to new control screens and controls prior to start-up
*Pritchard, K., “Applying Simulation to the Control Industry,” Control Engineering, May 1989, pp 70-72
17

© 2014 Chevron
Current State Versus Desired State:
Previous State:
• Simulation viewed at the tool of “last resort”
• Complicated contracting to get simulation done
• Viewed as unnecessary, easy budget item to cut
Current/Desired State:
• Projects based on calculations seek out simulations for process design
decisions
• Easily generated work with tight controls on local simulation contractors
• Such as pre-determined chemical properties, controls testing procedure
• Build catalog of built simulations for SJVBU for existing plants and common
equipment to minimize individual project costs
18

© 2014 Chevron
Local Resources:
Current/Desired State:
Local resources that work integrally with project team
– Supplier has contract established for engineering services
– Simulations from Invensys worked seamlessly with engineering firms,
PLC programmers, and panel fabrication with little Chevron involvement
– Resulted in good communication between all groups and meeting all
construction schedules
Define requirements for simulations
– PLC cutovers, projects with large amounts of operator control action, etc.
– Regulatory requirements for documentation
– High risk projects
19
© 2014 Chevron
Future work with Learning and Development:
20
Typically for MCPs, simulation is built with OTS as main driver and controls testing done along with OTS development
– SJVBU built simulation for control testing first
L&D is redeveloping operator training and is utilizing simulation
Across upstream, simulations are becoming more widespread but debate still continues on how best to implement them for upstream (custom vs. generic).

© 2014 Chevron
Future work with Learning and Development:
Unique simulation has been developed for central facilities for SJVBU
for RUP program.
– Natural to want to utilize existing work for future training simulators since
investment has been made
Simulations were developed for code checkout for facility
commissioning due to facilities being operational already
There is a large investment needed to convert controls simulation to
OTS simulation
– Some functionality needs to be improved on
21

© 2014 Chevron
Future Work with Existing Simulations
Link subsurface and surface facility simulations to make management decisions (Saudi Aramco)
– E.g. Test rapid variations in production strategy, allocate rates based on facility demands, and improve forecasts
Minimize amount of information input to generate simulations
– Automatically generate based on programming, graphics (P&IDs automatically generate simulation framework)
– Quickly generate control strategy, interlock documentation before and after commissioning
Predict future failures
– Predict complex events such as fuzzy logic, multiple failures, etc over long periods of time by utilizing computer simulation
Improve emulators to eliminate workarounds for simulation/programming
– Coordinated system time/timers, etc
22

© 2014 Chevron
Questions:
23





























