Embed Size (px)
Citation preview

© WZL/Fraunhofer IPT
Technologies for tool, die and mould making –Today and Tomorrow
Uddeholm Automotive Tooling Seminar 2008
Sunne, Sweden
February 7th, 2008
Dipl.-Ing. Kristian Arntz
Fraunhofer-Institute for Production Technology IPT
Aachen, Germany
Seite 2© WZL/Fraunhofer IPT
Contents
Summary and outlook
Tomorrow: Technological uniqueness
Excellence in tool and die making
Competence center aachener werkzeug- und formenbau
Today: Technology use in tool making

Seite 3© WZL/Fraunhofer IPT
Aachen’s Production Management Institutes
RWTH Aachenfounded 187030.000 students 5.000 students in engineering
Laboratory of Machine Tools andProduction Engineering (WZL)
founded 1906 600 employees (approx. 160 scientists)
Fraunhofer-Institute for ProductionTechnology (IPT)
founded 1980340 employees (approx. 60 scientists)
WZL Forum GmbHin-house training and seminars (e.g. Executive MBA)

Seite 4© WZL/Fraunhofer IPT
Our Topics
The competencies of the institutes in the tool, die and mold making field are concentrated in the joint business segment „aachener werkzeug- und formenbau (awf, Aachen tool and die making)”.
Prof. F. Klocke
Manufacturingtechnologies
Processtechnology
Prof. C. Brecher
Machine tools
Productionmachines
Prof. G. Schuh
Productionmanagement
Technologymanagement
Departments
Chairs
Metrology and quality
Metrology andquality management
Prof. R. Schmitt

Seite 5© WZL/Fraunhofer IPT
aachener werkzeug- und formenbau (awf) - Overview
Research for industry partners
Co-operative projects:Largest EU scientific project in tool, die and mold making: IP EuroTooling 21
Basic research
Research
Benchmarking More than 128 international projects
Strategic ExcellenceEffectiveness and efficient processes
Technological ExcellenceOptimal use of technologies
Industry
Excellence-in-ProductionPatron: BDI-President J. ThumannPartner: VDI, VDMA, VDA, Federal Ministryof Economic Affairs and Employment
Most challenging contest for producing enterprises
Up to 300 involved companies per annum
Toolmaker of the year
ColloquiumMost significant tool makers meeting in Germany: 8th International Conference „Tool and Die making for the Future“, 30.9. / 1.10., 2008 in Aachen
Tool Shop Academy: In-house training for both management and employees
Education

Seite 6© WZL/Fraunhofer IPT
Integrated Benchmarking...learn from the best!
Our Service for Tool Shops
Strategy development & implementationMarket & Competition analysesCost & Lead time reductionGlobal purchase & Tool supplySupply ManagementCalculationPremium wage
Selection of technology & optimizationProcess chain designAutomation & HandlingSimulation & CAD/CAMPPS & PDM selectionMetrology & Quality
Strategic Excellence Technological Excellence
Successful in tool making!

Seite 7© WZL/Fraunhofer IPT
Contents
Summary and outlook
Tomorrow: Technological uniqueness
Excellence in tool and die making
Competence center aachener werkzeug- und formenbau
European tool makers have to differentiate!
Strategic alternatives through technology
Measures for future success
Today: Technology use in tool making

Seite 8© WZL/Fraunhofer IPT
European Tool and Die Industry – Under Pressure from China
+ 44%
Germany China
- 91%
China
Work time* Personnel costs*
+ 61%
China
- 91%
China
Work time*
Source: WZL study „Tooling in China – Chance or Threat?“
Tool design
Tool production
1.714 h
2.471 h
1.915 h
3.083 h
*)Ø annual average
66.160 €
5.875 €
58.407 €
4.801 €
Germany
Germany Germany
*)Ø annual average
Personnel costs*

Seite 9© WZL/Fraunhofer IPT
Focusing in Strategy and Technology
Differentiation through technological uniquenessQ
uan
tity
of
po
ten
tial
co
mp
etit
ors
Price competitionAdded value through increased
customer’s benefitTechnologicaluniqueness
Technological uniqueness reduces competition in a globalised market environmentoffers new possibilities to the customersenhances the added value for the company
Extension of the business model by introducing additional services to the customer such as availability, short lead times etc.

Seite 10© WZL/Fraunhofer IPT
No design changes
Last changes
Tool concept design Tool detailed design
Tool manufacturing
Latest finalisationof tool
Product development
Technological process chain has a huge »indirect influence« on leadtime and costs
In this period, only the tool maker isresponsible for Time-to-Market!Only necessary work related to complexgeometries shall be performed hereAll other parts of the tool can bestandardised and manufactured before
Frames, Pre-machining, Hardening, Cooling channels, …
Need for high performance processes forhard machining with highest precision

Seite 11© WZL/Fraunhofer IPT
»EuroTooling 21«Selected case studies – relevant to create uniqueness!
CS1:Moulds for advanced injection moulded parts
CS2: Tools for precision and micro tooling
Product:Optical lens system produced by plastic injection moulding and precision glass pressing
CS3: Moulds for small batches of high variety IM products
Product:Toolboth machine cover
Product:New mould architecture for injection-mouldedinterior car door panels

Seite 12© WZL/Fraunhofer IPT
Contents
Summary and outlook
Tomorrow: Technological uniqueness
Today: Technology use in tool making
Competence center aachener werkzeug- und formenbau
Technological comparability of different branches
Technologies worldwide
IT and NC process chains
Excellence in tool and die making
Seite 13© WZL/Fraunhofer IPT
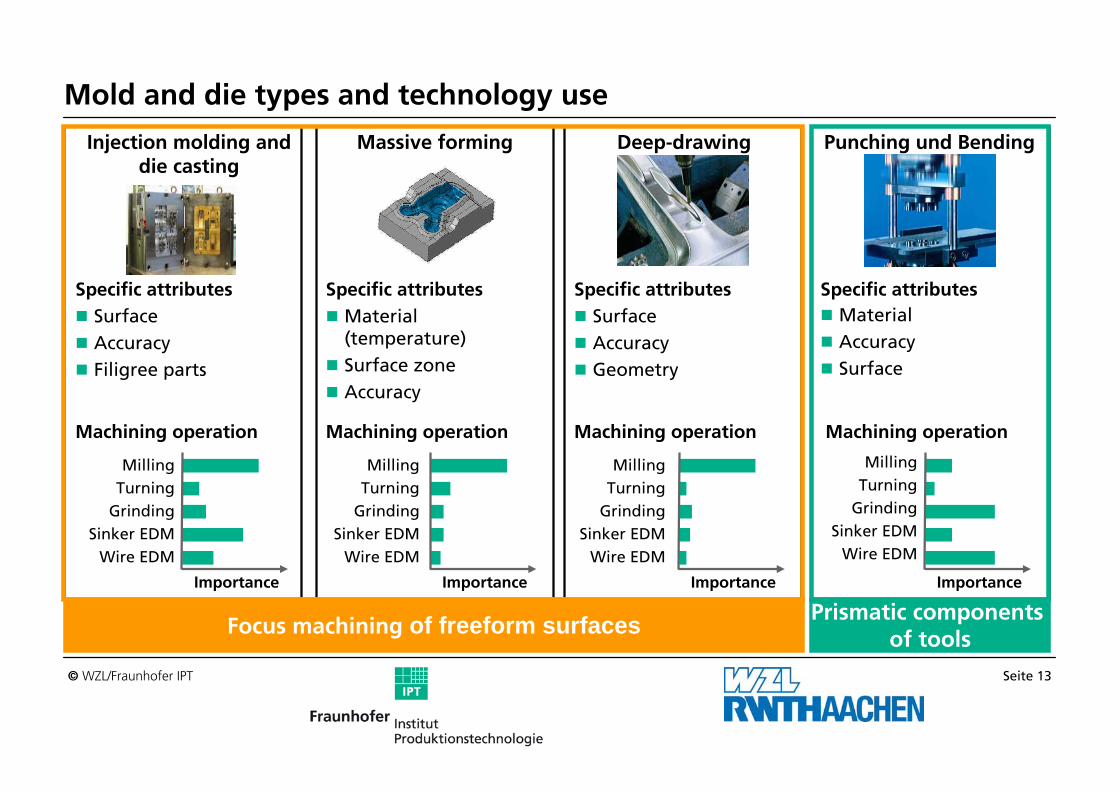
Mold and die types and technology use
Injection molding and die casting
Specific attributesSurfaceAccuracyFiligree parts
Massive forming
Specific attributesMaterial (temperature)Surface zoneAccuracy
Deep-drawing
Specific attributesSurfaceAccuracyGeometry
Punching und Bending
Specific attributesMaterialAccuracySurface
Focus machining of freeform surfaces Prismatic componentsof tools
Importance
MillingTurning
GrindingSinker EDM
Wire EDM
Machining operation
Importance Importance Importance
Machining operation Machining operation Machining operation
MillingTurning
GrindingSinker EDM
Wire EDM
MillingTurning
GrindingSinker EDM
Wire EDM
MillingTurning
GrindingSinker EDM
Wire EDM

Seite 14© WZL/Fraunhofer IPT
Copy millingEroding withcopper electrodes
Technological change of the mold and die making industry (mainly valid for free form surface machining)
Pro
du
ctiv
ity/
eco
no
mic
effi
cien
cy
Automated processcombination5-axis-simultaneous-milling
Presetting of workpiecesHandling systemHard machining
Eroding withgraphit electrodesHSC milling
CNC-machiningIncreasing share of milling
Grade of development

Seite 15© WZL/Fraunhofer IPT
Employment of Machinery in the Mold and Die IndustryA comparative study of selected countries
A total of 164 interviewsContacts to associations and universitiesAnalysis of literary sources
Brazil
USA
India
Japan
Taiwan
ChinaSouthkorea
Czech Republic
Italy
Germany
Seite 16© WZL/Fraunhofer IPT
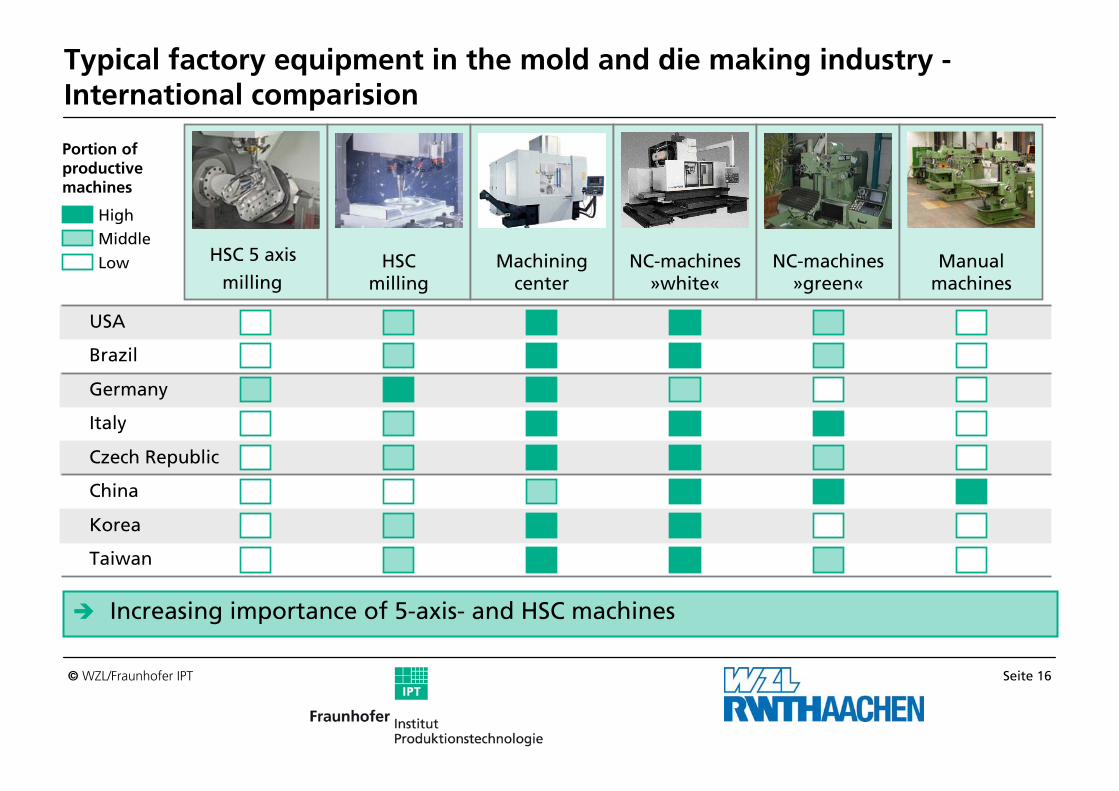
Typical factory equipment in the mold and die making industry -International comparision
High
Middle
Low
Portion ofproductivemachines
Germany
Italy
Czech Republic
USA
Brazil
China
Korea
Taiwan
HSC 5 axis
millingHSC
millingMachining
centerNC-machines
»white«NC-machines
»green«Manual
machines
Increasing importance of 5-axis- and HSC machines

Seite 17© WZL/Fraunhofer IPT
Importance of the CAx-process chain in mold and die making
NC-codesimulation
NC-codeoptimizing
Post processing
Simulation of the tool paths in CAM
CAM programming
Optimizing of theCAD models
Machining AssemblyNC-
programmingDesign of
CAD model
Substantial steps for mold and die making:
Poss
ible
step
sto
g
ener
ate
NC
-pro
gra
ms:
- closing of surface areas- burnishing of transitions
- milling strategies- tool selection l- tool path calculation- process parameters- tool collision- removal performance- theoretical processing
time
- translation of CAM-codes in NC-codes
- target: optimized machine behaviour
- collision control- machine behaviour- real processing time
- adjustment of program headers
- start up of cutting tools
Perception of CAx-chain
Mold and die makers predominantly deal with construction, machining and assembling of tools
Programming of NC programs often has small share of the whole process chain(Estimation: 5-10%)
Only few mold and die makers perceive the potentials of optimisation in NC-programming.
The relevance of individual process steps is not universal. An isolated observation is always necessary.
Implementation ofprograms on the
machine

Seite 18© WZL/Fraunhofer IPT
Contents
Summary and outlook
Excellence in tool and die making
Competence center aachener werkzeug- und formenbau
High precision five axis hard milling
Ceramic form inserts for sheet metal forming
Laser structuring of surfaces
Tomorrow: Technological uniqueness
Today: Technology use in tool making
Seite 19© WZL/Fraunhofer IPT
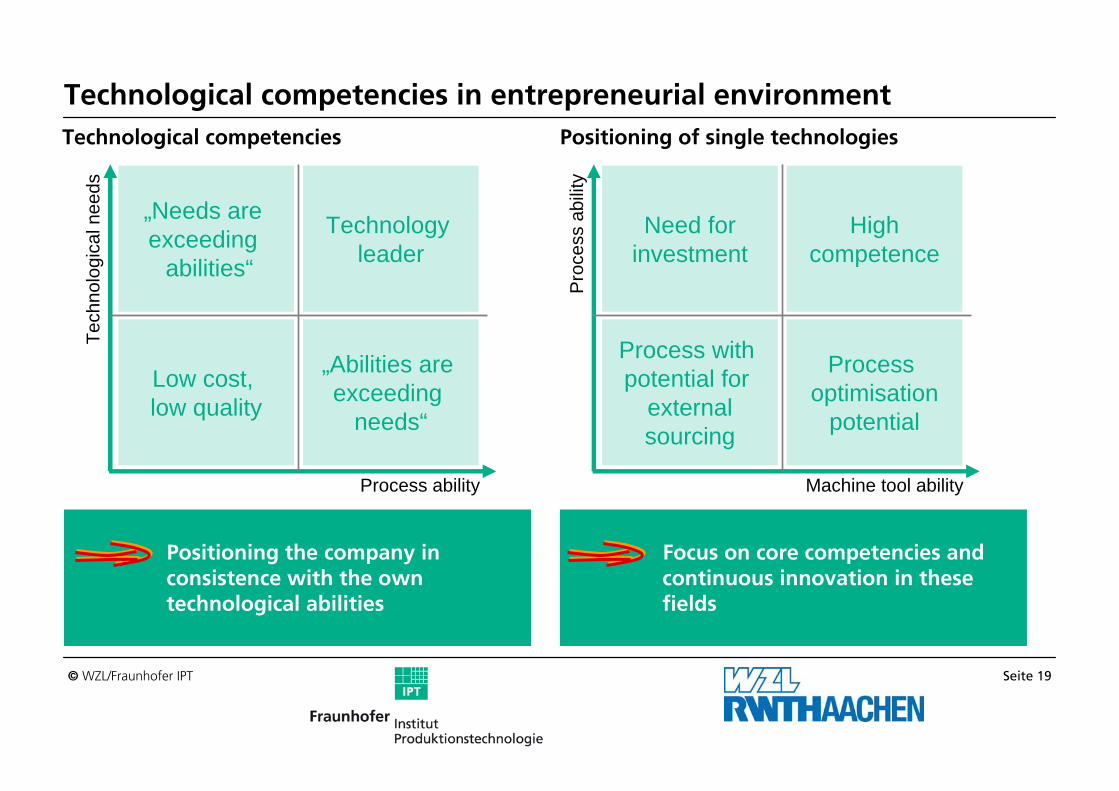
Technological competencies in entrepreneurial environmentTe
chno
logi
caln
eeds
Process ability
„Needs areexceeding
abilities“
Technology leader
Low cost, low quality
„Abilities areexceeding
needs“
Pro
cess
abili
ty
Machine tool ability
Need forinvestment
Highcompetence
Process withpotential for
externalsourcing
Processoptimisation
potential
Technological competencies Positioning of single technologies
Positioning the company in consistence with the owntechnological abilities
Focus on core competencies and continuous innovation in thesefields

Seite 20© WZL/Fraunhofer IPT
NC-Milling in tool making – former perspective
100 % of total machining effort
75
50
25
2000199019801970 1996
Copy Milling
Simultaneous 5-axis
100
% C
NC
-Pen
etra
tion
3- axis HSC(Finishing)
3-axis-milling(Roughing/Finishing)
2010

Seite 21© WZL/Fraunhofer IPT
NC-Milling in tool making – perspective ten years later
100 % of total machining effort
75
50
25
2000199019801970
Copy Milling
Simultaneous 5-axis
100
% C
NC
-Pen
etra
tion
3- axis HSC(Finishing)
3-axis-milling(Roughing/Finishing)
Sim. 5-axisHSC
20102006

Seite 22© WZL/Fraunhofer IPT
Simultaneous 5-axis machiningAdvantages for tool making?
Obstacles for the introduction of simultaneous 5-axis machining
HSC-machining provides capable approaches for most of the machining tasks
High effort of CAM- programming
Limited availability of capable CAM- modules
Complex NC-process chain impairs process stability
Lessons learned in aerospace industry
Keeping tools under constant engagement conditions creates reliability even under extreme conditions
Exceeding existing limits!
Simultaneous 5-axis machining is successfully applied by the aerospace industry
These developments should be transferred to the tool- and die making industry

Seite 23© WZL/Fraunhofer IPT
TargetsOptimization of the milling process for complex geometries in high hard tool steel up to 68 HRCFocus on complex five axis millingIntegration of the whole process chain for hard milling
ProcedureFurther development of a fully hydrostatic milling machineOptimization of the milling tool and coating technology as well as peripheral systemsDevelopment of novel milling tool concepts and milling strategies following technological requirements
ResultsDrastic reduction of programming and machining times and shortening of process chainsAmeliorated milling tool life time and part quality (Ra < 0,2 μm; Deviations < 5 μm)
Project informationFunded by the European Commission12/05 until 12/07
»HardPrecision«High precision five axis hard milling

Seite 24© WZL/Fraunhofer IPT
CAM and NC strategies
»HardPrecision«Holistic system optimization to reliably run process at its limit
Machine tool design
Economical evaluation
Process technologyDamped workpiece holder
Milling tools and coatings
AE process monitoringIn-machine measurement
Approach-Path
NURBS-Curve on Tool tip
NURBS-Curve –Tool orientation
Surface to be milled with u,v-Pathes

Seite 25© WZL/Fraunhofer IPT
Advanced process layout needs advanced tool path design!NC data analysis and optimization: NC-Profiler
current position
Software for NC- data analysis and optimization
B-Spline- module based on G01- programs
open XML- format for the definition of kinematics, process, and NC-parameters
Analysis functions , graph plot, 3D- plot
3D-plot: tool path, measuring of point distance, referencing with NC- sets
Post Processing and NC-data-conversion
NCProfiler Copyright © 1999-2006 Fraunhofer IPT

Seite 26© WZL/Fraunhofer IPT
»HardPrecision«Potential of optimized tool path in roughing – circular roughing
40
80120
160200
240 µm land wear VB
0 10 20 30 40 50 60Machined volume [cm³]
40
80120
160200
240 µm land wear VB
0 10 20 30 40 50 60Machined volume[cm³]
Material1.2379S 6-5-2S 6-5-3 PM200 μm
200 μm
Conventional
Circular
Seite 27© WZL/Fraunhofer IPT
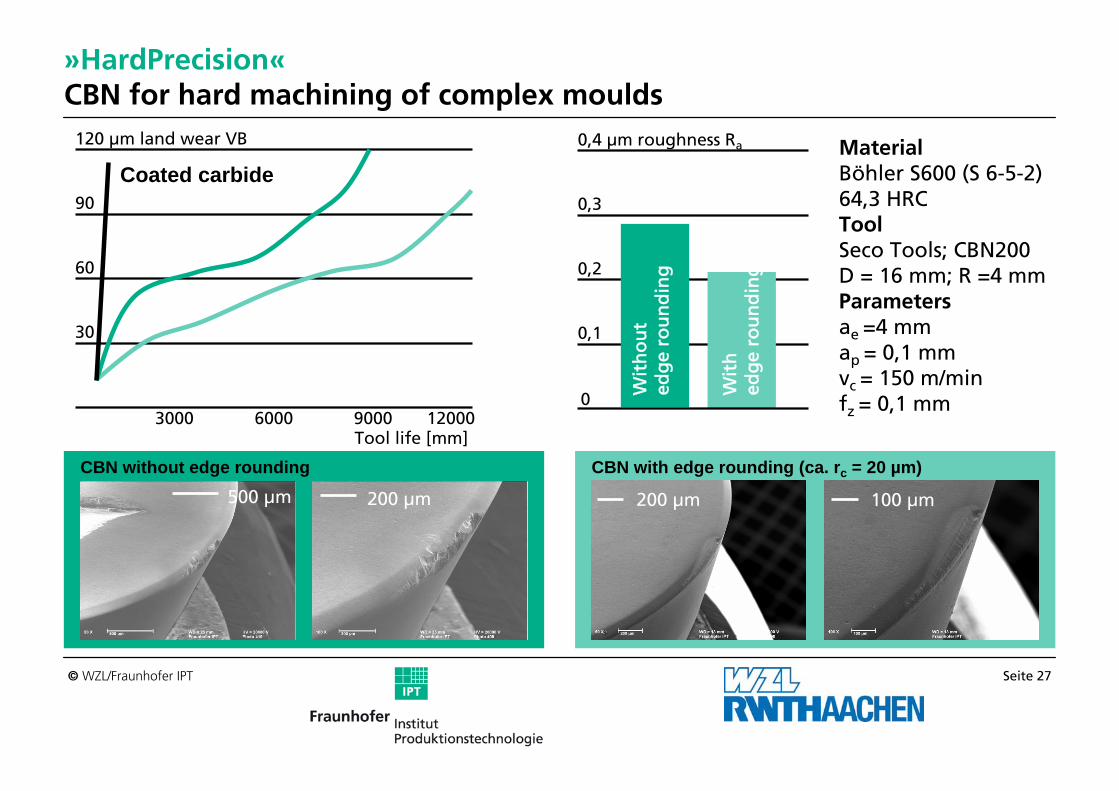
»HardPrecision«CBN for hard machining of complex moulds
CBN without edge rounding500 μm 200 μm
CBN with edge rounding (ca. rc = 20 µm)
200 μm 100 μm
3000 6000 9000 12000Tool life [mm]
120 μm land wear VB
90
60
30
MaterialBöhler S600 (S 6-5-2)64,3 HRCToolSeco Tools; CBN200D = 16 mm; R =4 mmParametersae =4 mmap = 0,1 mmvc = 150 m/minfz = 0,1 mm
0,4 μm roughness Ra
0,3
0,2
0,1
0
Coated carbide
Wit
ho
ut
edg
ero
un
din
g
Wit
hed
ge
rou
nd
ing

Seite 28© WZL/Fraunhofer IPT
»Keraform«Freeform ceramic inserts for deep drawing of hard to form materials
Quelle: IFUM
MotivationCoating of tools mostly not feasibleSignificant increase of tool life by the useof Silicon Nitride CeramicNo lubricants due to favourable tribological properties
ObjectiveQualification of freeform ceramic inserts for economicdeep drawing of advanced sheet metals
ApproachAdaped tool designOptimized joining concepts for ceramic insertsDeveloping of process chain for insert production basedon jig grinding, US-assisted grinding as well as laser-assisted millingEconimical evaluation

Seite 29© WZL/Fraunhofer IPT
Abweichung von der Sollkontur
0,018 mm0,012 mm0,006 mm0 mm
-0,006 mm-0,012 mm-0,018 mm-0,024 mm
Abweichung von der Sollkontur
0,009 mm0,006 mm0,003 mm0 mm
-0,003 mm-0,006 mm-0,009 mm-0,012 mm
CAD/CAMNC
5-axismachining
Machiningstrategy
Parameters
Highremoval
rates
High surfacefinish and form
accuracy
»Keraform«Process chain for 5-axis grinding of ceramic inserts
ns
aeap
vf
ϕ1
ϕ2

Seite 30© WZL/Fraunhofer IPT
BMW AG
»FlexOStruk«Flexible and Near Net Shape 3D Laser Beam Structuring
Low flexibilityHigh time and costs efforts
Initial situation in the automotive industry:
Increasing demand for surfaces with haptic or optical propertiesAt present fabrication of dies through chemical etching or leather lined models and galvanic casting
BMW
3D Structure Design Injection Mold or 3D-Part
Digital Structure Mapping
NC Data Generation
Manufacturing Process
Structured Product
Quality Control
Measured Reference Structure CAD-based Structure 3D Part (Free-Form Surface)
Deformation free mapping of the structures on the surface (part specifical adjustments possible)
Full generation of process para-meters by CAD/CAM-technology; laser modul control by NCProfiler
full automated 3D laser beam structuring
direct control of the tool quality in the machine

Seite 31© WZL/Fraunhofer IPT
BMW AG
»FlexOStruk«5+3-Axis Laser Structuring Machine and First Test Samples (molds)
Highlights of the machine3-axis laser system modular integrated into a 5-axis HSC milling machine: manufacturing in one clampingNC-data in ISO-NC-code, using normal CAM-softwaremain control unit is Heidenhain iTNC 530 motion control linked with special software modul (NCProfiler)high ablation rate and surface quality by short pulsed laserwide material range: steel, alu, ceramics, glass and plastic
Regular structure
Natural leather grain
Irregular structure
Synthetic loop structure»FlexOStruk«-Machine

Seite 32© WZL/Fraunhofer IPT
Synthetic 3D structures
»FlexOStruk«Application: Designed plastic surfaces of freeform interieur parts
Part optimisation
Free formsurface
Source: IED University Essen
First test parts successfully injected
Application
Reduced struc-ture height
Source: Fraunhofer IPT

Seite 33© WZL/Fraunhofer IPT
Contents
Summary and outlook
Tomorrow: Technological uniqueness
Excellence in tool and die making
Competence center aachener werkzeug- und formenbau
Differentiation through technological uniqueness
…it is still worth to start tooling business in Europe!
Today: Technology use in tool making

Seite 34© WZL/Fraunhofer IPT
Technology is one key success factor in future tooling business in high wage countries!
Tool making shifts from handcraft to industrial manufacturing
Manufacturing technologies are developing fast
Tool makers can differentiate through unique and focussed technology application
Technological uniqueness supports you in being a succesful toolmaker!
Tech
nolo
gica
lnee
ds
Process ability
„Needs areexceeding
abilities“
Technology leader
Low cost, low quality
„Abilities areexceeding
needs“
Focusing in Strategy and Technology
Qu
anti
ty o
f p
ote
nti
al c
om
pet
ito
rs
Price competitionAdded value through increased
customer’s benefitTechnologicaluniqueness
Extension of the business model by introducing additional services to the customer such as availability, short lead times etc.

Seite 35© WZL/Fraunhofer IPT
Spheres and aspheresConvex/concaveDiameter 0,5-80 mmNum. aperture <0,9Accuracy >l/6 (@l632 nm, 15 nm RMS)Radius accuracy >1-2 μmSurface finish >2 nm RMS
Cylinder lensesSingle lenses / arraysLength <100 mmOpt. aperture <0,85Accuracy >l (@l632 nm)Surface finish >10 nm RMS
10 mm
5 mm
10 mm10 mm
Aspherical micro mould Spherical macro mould
Aspherical cx/cv mould Aspherical cylinder lens array
2 mm
… it is still worth to start tooling business!

© WZL/Fraunhofer IPT
Thank you for your attention!
Dipl.-Ing. Kristian Arntz
Competence centeraachener werkzeug- und formenbau awf
Fraunhofer-Institute for Production Technology IPT
Tel: +49 (0)241 / 8904-121Fax: +49 (0)241 / 8904-6121 Mail to: [email protected]
Web: www.ipt.fraunhofer.dewww.werkzeugbau-aachen.de