Embed Size (px)
Citation preview

Techno-economical comparison of evaporation
and/or membrane filtration
Study for the concentration of sulphite bleaching plant effluent
Marta de Malhão Lemos Ferreira
Thesis to obtain the Master of Science Degree in
Chemical Engineering
Supervisors: Professor Maria Norberta Neves Correia de Pinho (IST)
Professor Frank Lipnizki (LTH)
Examination Committee
Chairperson: Professor Henrique Matos (IST)
Supervisor: Professor Frank Lipnizki (LTH)
Member of the Committee: Professor Vítor Geraldes
November 2018


This page was intentionally left blank.

i
Acknowledgments
I would like to express my enormous gratitude to Professora Maria Norberta de Pinho and to Professor
Frank Lipnizki for the opportunity of studying with one of the best Membrane research group. All the
knowledge given allowed me to grow immensely from a professional and personal viewpoint.
I am extremely grateful for the significant role that Gregor Rudolph and Johan Thuvander had through
my entire Thesis’ journey. Their guidance and support were crucial to the development of the report
and to the development of myself as a future Engineer. Additionally, my routine in Sweden wouldn’t
have been as cheerful without Catarina Oliveira, who have brightened my daily life the past six months.
Other great people made my stay in Lund incredible and unforgettable, so a big thanks to Mikael and
Ximo and Maria for your role in my life and for always having such a positive energy, to Miguel and
Lidia for all your support, to Anton and Johan for your kindness and Simon for your friendship.
To my friends in Portugal, the ones I met since ever and the ones I met in Técnico, I own you a great
thank you for having been always an example of strength and brilliance as colleagues and friends.
Particularly, Margarida, Marta, Rita and Mada, I am truly thankful for having you in my life.
My sincere gratitude for all the unconditional love and support given by my family, specially my mum,
my dad and my brother Afonso. Unquestionably, I must also express my gratitude to my grandma avó
Didi for always believing in me and to my grandpa avô Beto for being the role model of my life and for
being the reason why I chose to become an Engineer.
Lastly, I am forever grateful for having met the most incredible person ever. Miguel, you have fulfilled
my life in so many aspects and you have been the fuel that allowed to reach this point in the most
happy and flawless way possible. So, thank you for yesterday, for today and for tomorrow.

ii
This page was intentionally left blank.

iii
Abstract
Evaporation plants have already been largely implemented in the pulp and paper industry (PPI) as
concentration units. On the other hand, the implementation of membrane filtration systems in the PPI
has been one of the main reasons to the significant low footprint and relatively decrease of energy
consumption. Therefore, a feasibility study concerning the integration of a membrane filtration process
as part of a concentration unit with the purpose of treating a bleaching effluent is the main subject of this
Thesis.
A comparison analysis is performed, from which both processes are examined as stand-alone units
along with an investigation regarding the integration as a combined process of both technologies, i.e.,
membrane filtration system followed by an evaporation unit.
Succinctly, concerning a sulphite bleaching plant effluent, a membrane filtration system configuration of
a housing containing three spiral-wound elements in series distributed in parallel is the most
economically viable option while a five multiple-effect evaporator (MEE) system was found to be the
most feasible option regarding the evaporation unit. Based on those configurations, for a general case
study, the economic optimal conditions for the combined concentration process require a retentate
concentration of 5,6% (w/w), which in turn corresponds to a volume reduction of 60%, along with an
evaporation final product concentration of 20% (w/w) both measured in a total solid (TS) content unit.
The complete system leads to a global volume reduction of 88%. A particular industrial case study was
studied, regarding a pulp mill located in Caima, Portugal, that has already implemented a 5-MEE system
for the treatment of of sulphite bleaching plant effluent. For that case, the installation of a membrane
filtration unit prior to the evaporation would be only economically favorable when concentrating the
retentate until 3,1% (w/w) and a volume reduction of 10% and enabling a evaporation final product
concentration of 20% (w/w) and a global volume reduction of 87%.
Key-words: Sulphite bleach plant effluent, Concentration methods, Spiral wound nanofiltration,
Evaporation, CAPEX, OPEX, TAC.

iv
This page was intentionally left blank.

v
Resumo
A implementação de membranas como unidades de separação e concentração na indústria da pasta
de papel tem promovido significativamente tanto a redução de utilização de água fresca como a
diminuição do consumo de energia. Por outro lado, unidades de evaporação capazes de desempenhar
semelhantes funções, maioritariamente, caracterizam-se por apresentarem vantagens económicas
superiores. Assim sendo, esclarece-se a necessidade de realizar uma análise económica comparando
os dois processos de concentração, com o intuito de prever qual o sistema e respetivas condições
operatórias que conduzem ao processo de concentração mais viável a nível económico e sustentável.
Tendo por base o estudo de um efluente de um processo de branqueamento de pasta de papel
proveniente de uma fábrica em Caima, Portugal, analisa-se paralelamente a implementação de um
sistema de membranas e de uma instalação de uma unidade de evaporação em conjunto com um
estudo relativo à integração de ambos processos como uma só unidade de concentração.
Adicionalmente, executa-se uma análise de sensibilidade de forma a compreender quais os parâmetros
preponderantes nos resultados económicos finais, medidos através das seguintes métricas, CAPEX,
OPEX e TAC.
Relativamente ao sistema de filtração por membranas, conclui-se que se deveria optar por um módulo
em espiral, cuja implementação deveria ser feita num sistema em cascata, agrupando três módulos em
série distribuídos em paralelo. Quanto à unidade de evaporação, esta deve ser constituída por um
sistema de 5 evaporadores conectados entre si por um sistema de evaporação de multi-efeito. Como
tal, definida a melhor configuração para cada tecnologia, o processo integrado, no qual se implementa
um sistema de membranas seguido por um sistema de evaporação, apresenta-se como sendo o
sistema mais viável. Para um caso geral, as condições operatórias mais favoráveis exigem que o
sistema de membrana concentre a corrente de concentrado até 5,6% (w/w) em sólidos totais, o
equivalente a um volume de redução de 60%, seguido por uma evaporação na qual o efluente é
concentrado até 20% (w/w) em sólidos totais, permitindo um volume de redução total de 87%. Por fim,
analisou-se o caso concreto da fábrica situada em Caima, a qual tem já instalado um sistema de
evaporação, concluindo-se que idealmente o sistema de filtração, a ser implementado como parte
integrante da unidade de concentração, deveria concentrar até 3,1% (w/w) em sólidos totais, o
correspondente a um volume de redução de 10%, seguido por uma evaporação capaz de concentrar
até 20% (w/w), promovendo um volume de redução total de 87%.
Palavras-chave: Efluente de branqueamento, Processos de concentração, Nanofiltração em módulo
espiral, Evaporação, CAPEX, OPEX, TAC

vi
This page was intentionally left blank.

vii
Table of Content
Chapter 1. Introduction ......................................................................................................................... 1
1.1. Context and Motivation ............................................................................................................ 1
1.2. Objectives ................................................................................................................................ 2
1.3. Thesis Outline .......................................................................................................................... 2
Chapter 2. Literature Review ........................................................................................................... 3
Pulp and paper industry ........................................................................................................... 3
2.1.1 Pulp and paper market ........................................................................................................ 3
Concentration Methods ........................................................................................................... 8
2.2.1 Membrane Filtration ............................................................................................................. 8
2.2.2 Evaporation ........................................................................................................................ 19
The method of least squares .................................................... Erro! Marcador não definido.
Concentration Methods in the Pulp and Paper Industry ........................................................ 27
Chapter 3. Techno-economical results ........................................................................................ 29
Techno-economical analysis outline ..................................................................................... 29
Membrane filtration system configuration analysis................................................................ 31
Evaporation system configuration analysis ........................................................................... 32
Membrane filtration and/or evaporation analysis................................................................... 34
3.3.1 Membrane filtration or evaporation .................................................................................... 34
3.3.2 Combined process or evaporation..................................................................................... 37
3.3.3 Process system price summary ......................................................................................... 40
Techno-economical models ................................................................................................... 41
Sensitivity Analysis ................................................................................................................ 42
Pulp and paper industry case study: Caima, Indústria da Celulose ...................................... 44
Techno-economic results discussion .................................................................................... 46
Chapter 4. Conclusion and future work ....................................................................................... 49
Chapter 5. References ................................................................................................................... 51

viii
This page was intentionally left blank.

ix
List of Acronyms and Nomenclature
Acronyms
BPE Bleach plant effluent
BPR Boiling point rise
CAPEX Capital expenditure
CC Convergence criteria
CIP Cleaning in place
CFV Cross-flow velocity
E-stage Alkaline extraction stage
EVAP Evaporation
MF Membrane filtration
NF Nanofiltration
OPEX Operational expenditure
PEC Purchase of delivered-equipment cost
PPI Pulp and paper industry
RO Reverse osmosis
SC Steam consumption
SE Steam economy
SWM Spiral-wound membranes
TAC Total annual costs
TCF Total chlorine free
TMP Transmembrane pressure
TS Total solids
UF Ultrafiltration
VR Volume reduction
VRF Volume reduction factor

x
Nomenclature
𝑨𝒊 Heat transfer area of an evaporator
𝑨𝒎 Membrane area
𝑪 Cost
𝑪𝑨𝒏𝒏𝒖𝒂𝒍 𝒓 Annual membrane replacement cost
𝑪𝒄𝒂𝒑 Capital cost
𝑪𝒃 Concentration of the solute in the bulk solution
𝑪𝑰𝑪 Instruments and controls cost
𝑪𝒎 Concentration of the solute in the membrane surface
𝑪𝑴𝑰 Miscellaneous equipment cost
𝑪𝒎𝒆𝒎 Membrane equipment cost
𝑪𝒑 Concentration of the solute in the permeate
𝑪𝑷𝑽 Pipes and valves cost
𝑪𝒓 Membrane replacement cost
𝑪𝒓𝒆𝒇 Reference cost
𝑪𝑻𝑭 Tanks and frames cost
𝒇𝒊 Multiplying factors
𝒉𝒍𝒊 Effluent enthalpy
𝒉𝒗𝒊 Water enthalpy
𝒉𝒗𝒊𝒗 Saturated steam enthalpy
∆𝒉𝒗𝒂𝒑𝒊 Saturated steam heat of vaporization
𝒌 Capacity
𝒌𝒓𝒆𝒇 Reference capacity
𝒊 Interest rate
𝑱 Permeate flux
𝑳𝒎 Lifespan of the membrane
𝑳𝒑 Lifespan of the plant
𝑳𝑷 Membrane permeability coefficient
𝑴𝒊 Mass flow in each evaporator

xi
𝑴𝒓 Sets of replacement pf membrane
𝑵 Number of effects in an evaporation unit
ℕ Investment period
𝒏 Cost capacity factor
𝑷𝒊𝒏𝒍𝒆𝒕 Inlet pressure to the plant
𝒑𝒔 Life steam pressure
∆𝑷 Frictional pressure drop
𝑸𝒉𝒐𝒖𝒔𝒊𝒏𝒈 Feed flow
𝒒𝒊 Heat transfer in each evaporator
𝑹𝒎 Intrinsic membrane resistance
𝑹𝒐𝒃𝒔 Observed retention coefficient
𝑹𝒕𝒓𝒖𝒆 True retention coefficient
𝑻𝒊 Evaporator temperature
𝑻𝒍𝒊 Liquor temperature
𝑻𝒗𝒊 Vapor temperature
𝑻𝒔 Life steam temperature
𝑼𝒊 Heat transfer coefficient
𝑾𝒇𝒆𝒆𝒅 Feed pump power
𝑾𝒍𝒊 Liquid mass flow in each evaporator
𝑾𝒓𝒆𝒄𝒊𝒓 Recirculation pump power
𝑾𝒗𝒊 Vapor mass flow in each evaporator
𝜼 Pump efficiency
𝝁𝒑 Permeate viscosity

xii
List of Figures
Figure 2-1. Pulp production by Worldwide region and by European country in 2016. Adapted from (CEPI
(Confederation of European Paper Industries), 2017). ........................................................................... 3
Figure 2-2. Three-dimension arrangement of cellulose, hemicellulose and lignin in a cell wall. (Energy
& Ise, 2017) ............................................................................................................................................. 5
Figure 2-3. Schematic illustration of the bleaching process of the pulp mill from Caima - Indústria da
Celulose, S.A., high lightening the effluent from which the study is going to be conducted. .................. 7
Figure 2-4. Schematic diagrams of the principal types of membranes: a) symmetrical microporous
membrane; b) asymmetric microporous membrane; c) thin film composite membrane. Adapted from
(Baker, 2004). .......................................................................................................................................... 9
Figure 2-5. Membrane filtration processes according to the average pore size of the particles retained
by the membrane (Epa, 2005). ................................................................................................................ 9
Figure 2-6. Membrane systems according to the flow process: a) dead-end filtration; b) cross-flow
filtration. ................................................................................................................................................. 10
Figure 2-7. Plate and frame module design. Adapted from (W. Baker, 2012) ...................................... 11
Figure 2-8. Spiral wound module design. Adapted from (W. Baker, 2012). .......................................... 11
Figure 2-9. Tubular module design. Adapted from (W. Baker, 2012) ................................................... 12
Figure 2-10. Hollow fiber membrane module design. Adapted from (W. Baker, 2012) ........................ 12
Figure 2-11. Example of a cascade plant design with retentate recycle composed by three stages in
which the first two the housings are in parallel. Addapted from (Nilsson, Lipnizki, Trägårdh, & Östergren,
2008). ..................................................................................................................................................... 15
Figure 2-12. Evaporators models: a) rising film tubular, b) falling film tubular and c) mechanical vapor
recompression evaporator. Adapted from (SPX Corporation, 2008). ................................................... 20
Figure 2-13. Block diagram for the 𝑖th effect. Adapted from (Kumar, Kumar, & Singh, 2013).............. 22
Figure 2-14. Quadruple-effect evaporator system parallel flow case. Adapted from (Kaya & Ibrahim
Sarac, 2007). ......................................................................................................................................... 22
Figure 2-15. Iterative method performed to calculate the steam economy (SE) and the steam
consumption (SC). ................................................................................................................................. 24
Figure 2-16. Installed cost of evaporators according to heat transfer area. Adapted from (S. M. Peters
& Timmerhaus, 1991) ............................................................................................................................ 25
Figure 3-1. Recirculation pump cost according to each case study. ..................................................... 32
Figure 3-2. Evaporation concentration process OPEX for different MEE systems according to each case
study. ..................................................................................................................................................... 33
Figure 3-3. Evaporation concentration process CAPEX for different MEE systems according to each
case study. ............................................................................................................................................ 33
Figure 3-4. Evaporation concentration process TAC for different MEE systems according to each case
study. ..................................................................................................................................................... 34
Figure 3-5. MF and EVAP CAPEX according to each case study. ....................................................... 35
Figure 3-6. MF and EVAP OPEX according to each case study. ......................................................... 35

xiii
Figure 3-7. MF and EVAP TAC according to each case study. ............................................................ 36
Figure 3-8. Energy cost distribution percentage for MF and EVAP according to each case study. ..... 36
Figure 3-9. MF → EVAP and EVAP CAPEX according to each case study. ........................................ 38
Figure 3-10. MF → EVAP and EVAP OPEX according to each case study. ........................................ 38
Figure 3-11. MF → EVAP and EVAP TAC according to each case study. ........................................... 39
Figure 3-12. Energy cost distribution percentage for MF → EVAP and EVAP according to each case
study. ..................................................................................................................................................... 39
Figure 3-13. Process design parameters distribution of CAPEX (right) and OPEX (left) parameters for
solely MF, case study VI- α. .................................................................................................................. 42
Figure 3-14. Process design parameters distribution of CAPEX (right) and OPEX (left) parameters for
solely EVAP, case study VI- α. .............................................................................................................. 42
Figure 3-15. Process design influence regarding MF in TAC for MF →EVAP, case study VI- α.......... 43
Figure 3-16. Process design parameters influence regarding EVAP in TAC for MF → EVAP, case study
VI - α ...................................................................................................................................................... 43
Figure 3-17. MF → EVAP and EVAP TAC according to each case study for the PPI case study example.
............................................................................................................................................................... 44
Figure 3-19. Process design parameters influence regarding MF in TAC for MF → EVAP, case study I
– α for PPI case study example ............................................................................................................. 45

xiv
List of tables Table 2-1. Comparison between several membrane modules. Hollow fine fiber stands for capillary
membrane module. Ceramic membranes are grouped separately from polymeric membranes because
their preparation methods are significantly different. Adapted from (Wagner, 2001). .......................... 13
Table 2-2. Assumptions used based on literature data for the cost estimation .................................... 18
Table 2-3. Percentage of the capital cost parameters related to the PEC, adapted from (S. M. Peters &
Timmerhaus, 1991). .............................................................................................................................. 26
Table 3-1. Membrane filtration module characteristics ......................................................................... 29
Table 3-2. Experimental data used in the techno-economic analysis .................................................. 29
Table 3-3. Nomenclature related to each case study concerning only one concentration method,
membrane filtration or evaporation ........................................................................................................ 30
Table 3-4. Nomenclature related to each case study concerning both concentration methods,
membrane filtration followed by evaporation ......................................................................................... 31
Table 3-5. TAC per cubic meter of removed water ............................................................................... 40

xv
This page was intentionally left blank.

1
Chapter 1. Introduction
1.1. Context and Motivation
Nowadays the industry is focusing its attention on shifting towards more sustainable production methods
capable of producing new value-added products, one example of that approach is the pulp and paper
industry sector. Despite being considered as one of the largest consumer of water in a global scale
(Bajpai, 2017b), it is also designated as being an industry where large improvements have been
accomplished regarding the treatment of industrial effluent (Bai, Xiong, & Wang, 2017).
Nonetheless, achieving an even more sustainable and economic viable treatment of sulphite bleaching
plant effluent according to the production vision aforementioned is feasible. Furthermore, it can lead to
the valorization of by-products such as lignin and hemicelluloses. In fact, concentration methods as the
ones analyzed in this report are capable of separating those compounds from the effluent. This, in turn,
contributes to a possible transition to a bio-based economy (Obydenkova, Kouris, Hensen, Heeres, &
Boot, 2017).
Increasingly strict environment polices have massively triggered the capability of effluent treatment
technologies capable to meeting environmental regulations while being cost effective and process
reliable. One solution is the zero-liquid discharge (ZLD) concept. It is a process where technologies that
can concentrate a liquid discharge up to near saturation level. With regard to the above mentioned,
evaporation process and membrane filtration process are within the most competitive existing markets
(Schwantes, Chavan, Winter, Felsmann, & Pfafferott, 2018).
One additional advantage of treating an effluent consists in being an imperative component in a
sustainable water management (Ebrahimi et al., 2015) which has been a worldwide major concern.
(O’Connell, 2017) The extension of water management challenges relies mostly on the global demand
for water as function of population growth, especially in emerging economies along with the
intensification of the water cycle due to climate change (WWAP, 2018).
Therefore, the present study explores the most suitable method of concentrating a sulphite pulp
bleaching effluent from a techno-economical viewpoint, ensuring a solution to the constant struggle of
having a process that provides simultaneously a sustainable and economically viable option.

2
1.2. Objectives
The focus of the present project is to compare two concentration methods, evaporation and membrane
filtration, applied to concentrate a sulphite pulp mill bleaching effluent (BPE) from an alkaline extraction
stage. The primary comparison is sustained by results that follow theoretic established laws along with
published experimental data related to each separation method. The secondary comparison relies on
the real case in which an evaporation plant is already integrated in the treatment of an effluent from a
pulp mill in Portugal operated by a company named Caima – Indústria da Celulose, S.A.
The performance of evaporation and membrane filtration as stand-alone systems is analyzed, as well
as the performance of both processes integrated. Furthermore, the best method and operation
conditions for concentrating the BPE is evaluated. The influence of certain operational parameters is
evaluated from a techno-economical perspective and represents the main points of this Thesis.
1.3. Thesis Outline
The Thesis is organized in the following sections, Chapter 2 contains a literature review about pulp and
paper industry along with the theoretical background concerning membrane filtration and evaporation.
Chapter 3 presents the methodology of the techno-economic results according to each system under
study, followed by a results discussion. Finally, in Chapter 4 the conclusion is expressed regarding the
selection of the most advantageous system according to the results from the previous chapter as well
as suggestions for future research directions.

3
Chapter 2. Literature Review
Pulp and paper industry
2.1.1 Pulp and paper market
Pulp and paper industry is facing innumerous and often digitalization-driven challenges. However, the
opportunities that certain steady-growing sectors are providing nowadays reveal the importance of
continuously investing in this sector (Carminati, 2017). Although a clear decline of the graphic-paper
market (newsprint, printing and writing paper) is visible, the growth of the pulp and paper industry has
recently been strongly driven by a rising demand for packing. That fact is boosted by the increase of e-
commerce and retail activities, along with the growth of tissue papers and hygienic products segments.
Despite being a comparatively small market today, pulp for textile application is growing as well (Berg,
2017) (Schaefer, 2016). Nonetheless, weaknesses of this segment have to be pointed out, related to
feedstock prices, i.e., the pulp prices, and to the ability to support significant investment costs to ensure
future growth (Livinec, 2018).
While China is the world’s leading country when it comes to paper and paper production, the pulp and
paper market is dominated by companies from North America, northern Europe and Japan. Concretely
International Paper and Kimberly-Clark from the United States, Stora Enso and UPM-Kymmene from
Finland, and Oji Paper and Nippon Paper Group from Japan (Statista, 2017). A global picture of the
market location is illustrated through Figure 2-1.
Figure 2-1. Pulp production by Worldwide region and by European country in 2016. Adapted from (CEPI
(Confederation of European Paper Industries), 2017).

4
Growth prospects can vary significantly among segments and regions, a phenomenon that is highly
influenced by demand trends, which in turn, can be translated into industry profitability. Another critical
factor is the continuous pursuit of value creation, which is enabling the shift in final product demand
modifying the pulp and paper structure. (O’Connell, 2017).
Lignocellulosic biomass is considered to be the most abundant feedstock on earth. In fact, an important
source of fractionated lignocellulosic is the waste stream from wood pulp and paper industry (Alexandri
et al., 2016). Currently, the industry is witnessing an outbreak of research activities to develop new
biobased-products from lignocellulosic biomass. In fact, new processes are being designed and
developed to extract hemicelluloses and lignin which are afterwards used as feedstock for a large range
of applications. The challenges are as countless as the accomplishments from finding new ways to
enlarge the product range of wood-based products in a more sustainable global economy (Berg, 2017).
One major and significant example is the concept of a pulp mill integrated in a biorefinery to reduce the
dependence on fossil resources and at the same time improving the economic sustainability (Marques,
Evtuguin, Magina, Amado, & Prates, 2009).
The industry is extremely capital and energy intensive mainly due to the involved processes of producing
pulp along with the industrial techniques required for the waste water treatments. Pulp is in fact the most
important raw material of the majority of the final products associated to the pulp and paper market,
(Ebrahimi et al., 2015). As a starting point of the process, the forest resource wood contains the following
main components: cellulose, hemicellulose and lignin.
Cellulose
Cellulose is the most abundant renewable material in nature and is characterized as a natural high
molecular polymer composed of glucose monomers, with cellobiose as the basic coupling unit. It is the
component responsible for the cell wall structure whereas lignin is the element that increases the
hardness of the cell wall (Chen, 2014), (Bonnin, Ralet, Thibault, & Schols, 2009).
Hemicelluloses
Lignocellulosic biomass provides essential raw materials for innumerous sectors and one of its
constituent is hemicellulose, the second most abundant renewable biopolymer found in nature.
Hemicelluloses are heterogeneous polysaccharides composed by several linear and branched
heteropolymers. Those heterpolymeres are bound to the cellulose fibrils trough hydrogen bonding, and
by that providing flexibility to the lignocellulosic structure (Phitsuwan, Sakka, & Ratanakhanokchai,
2013).
Hemicelluloses can be converted into bioethanol and other value added products, such as xylitol and
lactic acid, both having important applications in pharmaceutical and food industries (Menon, Rao, &
Prakash, 2010). Hemicelluloses are also used as hydrogels and as barrier films together with paper
additives. Thus, in essence it is a component with a vast range of use, justifying the significant market
value as well as the development and improvement of technologies capable of extracting it (Jönsson,
Nordin, & Wallberg, 2008).

5
Lignin
The PPI has lignin has an established byproduct. Howsoever, even if pulp mills are currently the world’s
largest producers of it they have benefited little from value-added lignin products. Despite the enormous
advances in lignin valorization research, the heterogeneous nature of lignin increases the difficulty of
isolation and in standardization which in turn affects the reproducibility and consistency of a lignin-based
product (Cline & Smith, 2017).
From a chemical point of view, basic units of lignin are phenylpropanoid derivatives that are combined
into high molecular networks by ether or carbon bonds. In an alkaline medium, the cleavage of the main
ether bonds leads to fragmentation and partial dissolution of the macromolecule (Chen, 2014).
In fact, research has found several applications for lignin in which its heterogeneous structure does not
represent a restriction. Currently lignin products can be segment in the following categories: binding
agents, emulsion stabilizers and dispersant agents. (Jönsson et al., 2008) Furthermore, lignin is used
for the production of the synthetic flavoring agent vanillin, (Cline & Smith, 2017) and for the production
of carbon fibers (Bajpai, 2013).
Figure 2-2. Three-dimension arrangement of cellulose, hemicellulose and lignin in a cell wall. (Energy & Ise,
2017)
Pulping process
Pulping is the process step after handling and debarking the wood. It has the purpose of breaking down
the structure of the fiber feedstocks into its constituent fibers. Chemical pulping is the process that is of
interest in this project. According to that process, the fibers are released from the wood matrix with the
use of chemicals in the presence of heat and pressure until the reaction reaches a certain degree of
delignification. The degree of delignification is one of the most important parameter for defining pulp
quality. Usually, it is expressed as the kappa number, which is directly related to the amount of lignin
present (Johssen, 2017).

6
The sulphate, or Kraft process, is the most common chemical pulping process. The Kraft process is
based on an alkaline solution of sodium hydroxide and sodium sulfide. However, an alternative process
to the Kraft process is the sulphite process and it is studied within this Thesis. It employs pulping cooking
with sulfites or bisulfates combined with magnesium or sodium (Bajpai, 2017b). The sulphite process
differs from the Kraft process in several aspects howbeit the most relevant one is its easiness and high
flexibility in bleaching. It can also lead to a higher yield of brighter beached pulp in comparison to the
Kraft process (Oeveren, V, Congress, & Diego, 2004).
Pulp washing is an essential step in the removal and recovery of the high amounts of chemicals required
in the cooking process due to several reasons expressed as follows: the dissolved chemicals interfere
with the downstream processing of the pulp, the chemicals are costly to replace and, finally, they can
be extremely harmful to the environment.
The following process, pulp bleaching, is used to obtain pulp products in which high purity and brightness
is required. The process can be classified according to the use of bleaching agents. It usually starts with
oxygen delignification where residual lignin is removed. However, the final brightness is only achieved
through further bleaching steps that can vary between each pulp mill plant (U.S. Environmental
Protection Agency, 2001).
The Portuguese pulp company Caima – Indústria da Celulose, S.A. is one of the few pulp mills in Europe
that produces bleached sulphite pulp from hardwood of Eucalyptus globulus using a magnesium
bisulphite solution. The bleaching of the pulp is total chlorine free (TCF), and it is characterized
according to the sequence E-O-P, which starts with an alkaline extraction (E) followed by an oxygen
delignification (O) and ends with the addition of hydrogen peroxide (P). Usually each bleaching stage
consists of a reactor followed by a pulp wash, as it is illustrated in Figure 2-3.

7
Figure 2-3. Schematic illustration of the bleaching process of the pulp mill from Caima - Indústria da Celulose,
S.A., high lightening the effluent from which the study is going to be conducted.
Regarding the bleaching process, the effluent from the pulp bleaching cannot be recycled to the recovery
boilers of the pulp mill due to the addition of sodium hydroxide. Clogging of the equipment is a
consequence, which is one of the reasons why it is so important to improve the treatment of that effluent
(Nordin & Jönsson, 2008).
In fact, a large variety of external treatment technologies are being used to treat pulp mills effluents. The
preferred technology depends on many factors, such as the properties of the matter to be removed,
environmental constraints, along with techno-economical factors. Membrane filtration and evaporation
are two advanced concentration methods that are already implemented in some pulp mills (Bajpai,
2017a).

8
For example, Caima – Indústria da Celulose, S.A. has successfully been using a series of evaporators
to treat the E -stage effluent from the bleaching process. However, it is still possible to improve the
separation, either by upgrading the evaporation system already implemented, by replacing it for a
membrane filtration system or even by integrated both methods in one effluent treatment system.
Concentration Methods
2.2.1 Membrane Filtration
A membrane is defined as permselective barrier between two homogeneous phases. A molecule or
particle is transported across a membrane from one phase to another because a force acts on that
particle. The extent of this force is determined essentially by the gradient in potential across the
membrane and the potential difference can arise as a result of differences in either pressure,
concentration, temperature or electrical potential (Mulder, 1996).
Materials and structure of synthetic membranes
The membrane itself can be manufactured from more than one material, such as polymers, ceramics,
glass and metals. Each material properties affects differently and significantly the design and
performance of the membrane filtration operation. Polymeric membranes are less expensive in
comparison with the other membrane materials hence represent the vast majority of membrane currently
being used. In case an application requires the solvent to be resistant and thermally stable, then
ceramics membranes are a better choice when compared with polymeric membranes.
In addition to the membrane material, the trans-wall symmetry of the membrane influences the operation
performance. In a symmetric membrane, the density or pore structure is uniform, while in an asymmetric
membrane there is a change in the density of the membrane material throughout the cross-section area.
A breakthrough to industrial applications was the development of asymmetric membranes. Those are
essentially used in pressure driven membrane processes and, in comparison to symmetric membranes,
the advantages are high flux, high rejection coefficient and good mechanical stability. The membranes
are composed by a very dense top skin layer supported by a highly porous sublayer. The latter sub-
layer serves only as a support and it has little effect on the separation characteristics of the process.
That facts leads to a membrane capable of having high selectivity, as it is excepted for a dense
membrane, combined with a high permeation rate of a thin membrane (Strathmann et al, 2006).
Another type of membrane is the composite membrane that presents an extremely thin surface layer
supported on a much thicker porous structure. Both layers can be originated from different materials,
usually polymers, and thus optimized independently, improving greatly the separation required and the
permeation rate of the process, nowadays, from a commercial point of view, vastly needed (Bungay,
Lonsdale, & de Pinho, 1986) (Baker, 2004).

9
Figure 2-4. Schematic diagrams of the principal types of membranes: a) symmetrical microporous membrane; b)
asymmetric microporous membrane; c) thin film composite membrane. Adapted from (Baker, 2004).
Pressure driven membrane processes
Pressure difference as the driving force in the separation process represents the most common
membrane filtration technologies. The processes can be distinguished according to the pore size in the
membrane and consequently regarding to the ability of separate specific molecules. In fact, regarding
microfiltration (MF), followed by ultrafiltration (UF) and nanofiltration (NF) and, reverse osmosis (RO),
the molecular weight of the particles separated diminishes as the membrane pore sizes decreases
ranging from 100 to 1 × 10−4 microns (𝜇𝑚) (Epa, 2005). Figure 2-5 illustrates the average pore size of
the particles retained by the membrane concerning the several distinct membrane filtration processes.
0,0001 0,001 0,01 0,1 1 10 100Pore size (µm)
MF
UF
NF
RO
Membrane
filtration process
Figure 2-5. Membrane filtration processes according to the average pore size of the particles retained by the
membrane (Epa, 2005).
Membrane systems can operate either through dead-end filtration or cross-flow filtration. Several
membrane filtration processes use a dead-end technique, in which the feed stream is directed
perpendicular to the filter surface, as it is illustrated in Figure 2-6, a). Nonetheless, when it is required
handling high concentration of small particles and molecules, the most suitable technique is undoubtedly
the one that uses cross-flow membranes, whose process is represented in the Figure 2-6, b).
Cross-flow filtration is a filtration technique in which the constant turbulent feed flow passes along the
membrane surface. This prevents the accumulation of matter and leads to a better filtration performance.
In addition to that, it enables less frequent membrane cleanings when compared to dead-end flow
system. This type of system is composed by a flow named as permeate, which contains the substances
a) b) c)

10
smaller than the membrane pores, while the remaining substances from the feed flow are present in the
stream designated as concentrate or retentate or even residue (Strathmann et al., 2006).
Figure 2-6. Membrane systems according to the flow process: a) dead-end filtration; b) cross-flow filtration.
Membrane modules
In an industrial scale, large membrane areas are usually required thus it is important to establish how
to properly pack the smallest unit of a membrane. That unit is called a module. The module is the central
part of a membrane installation and it can be present assorted designs that will be discussed further on.
The selection of module configuration, as well as the arrangement of module in a system is based solely
on economic considerations with the correct engineering parameters being employed to achieve the
final product specification (Mulder, 1996). The simplest one, the plate and frame module, is composed
by a set of two membranes and spacers, forming the feed flow channel. The set is clamped and stacked
between two endplates and placed in an housing, as illustrated in Figure 2-7. The latter module is
suitable for batch operations and it is mainly used in small-scale applications, especially in the food and
pharmacy industry.

11
Figure 2-7. Plate and frame module design. Adapted from (W. Baker, 2012)
A more complex configuration is the spiral wound module. It can be described as a plate and frame
system wrapped around a central collection pipe. The spiral wound module has a greater packing
density, providing a relatively large membrane area per unit volume. However, the spiral wound module
is quite sensitive to fouling and the feed channels can easily be blocked due to that it is often requiring
a pretreatment procedure (Bulletin, 2017).
Figure 2-8. Spiral wound module design. Adapted from (W. Baker, 2012).

12
While the previous described modules required flat sheet membranes for their manufacturing, tubular
and hollow fiber modules demand other membrane configurations. The tubular membrane module
consists of membrane tubes placed inside a porous support or bundled together. Phenomena as
concentration polarization and membrane fouling, can be controlled by using this type of module. One
drawback of implementing tubular design is its low surface area which entails high capital costs
(Strathmann et al., 2006). Ultimately, the hollow fiber module has the highest packing density of all
modules types available in the market and with a very cost-effective production. In opposite to tubular
membrane modules, hollow fiber modules are not the most suitable ones when it comes to concentration
polarization and membrane fouling (Baker, 2004). A tubular module design is expressed in Figure 2-9
whereas a hollow fiber module design is illustrated in Figure 2-10.
Figure 2-9. Tubular module design. Adapted from (W. Baker, 2012)
Figure 2-10. Hollow fiber membrane module design. Adapted from (W. Baker, 2012)

13
Table 2-1 presents typical characteristics of the aforementioned membrane modules.
Table 2-1. Comparison between several membrane modules. Hollow fine fiber stands for capillary membrane
module. Ceramic membranes are grouped separately from polymeric membranes because their preparation
methods are significantly different. Adapted from (Wagner, 2001).
Spiral
wound
element
Tubular Plate and
frame
system
Hollow
wide fiber
system
Hollow
fine fiber Ceramic High
price
Low
price
Membrane
density high low average average
very
high low
Plant
investment low high low high very high medium very high
Tendency
to fouling average low average low
very
high medium
Clean
ability good good good low poor good
Variable
costs low high low average average low high
Flow
demand medium high medium medium high low very high
Membrane fouling
Fouling is one the biggest challenges associated with the operation of pressure driven membrane
processes. This phenomenon occurs due to the adhesion and deposition of particles and colloids onto
membrane surfaces and into membrane pores. That enables the plug of pores and it also leads to the
cake formation on the surface of the membrane. Fouling increases the pressure required to generate
the desired volume of product water and it requires expensive chemical cleaning for removal. Moreover,
irreversible fouling, which can not be removed with chemical cleaning, reduces the performance of the
membranes overtime and it can lead to a membrane replacement. Therefore, reversing, removing
and/or mitigating membrane fouling will increase economic efficiency for membrane applications
through a reduction in the required transmembrane pressure or an increased membrane lifespan
(Guerra & Pelligrino, 2012), (Johan Thuvander, 2018).

14
Process performance parameters
The membrane performance is characterized by a range of parameters, which in turn, are crucial to
design a membrane system. Firstly, the flux (𝐽) is defined as the flow of permeate per unit of area and it
is described by the resistance model shown in Equation (2.1).
𝐽 =𝑇𝑀𝑃. 𝐿𝑝
𝜇𝑝
(2.1)
Where 𝑇𝑀𝑃 is the pressure difference across the membrane named as the transmembrane pressure,
𝐿𝑝 is the membrane permeability coefficient. if the solution is pure water, then 𝐿𝑝 can be also called as
the hydraulic permeability. Finally, 𝜇𝑝 is the viscosity of the permeate. The intrinsic membrane
resistance, 𝑅𝑚, can be written as 1 𝐿𝑝⁄ (Cheryan, 1998).
The extent to which a solute is retained by a membrane is given by the retention coefficient expressed
by Equation (2.2), whereas the true retention coefficient is defined according to Equation (2.3). Note that
𝐶𝑝, 𝐶𝑏 and 𝐶𝑚 are the concentration of the solute in the permeate, in the bulk solution and at the
membrane surface, respectively (Mulder, 1996). If the flux increases, increasing also the concentration
at the membrane surface, the observed coefficient value decreases being always lower than the true
retention coefficient value (J. Thuvander, 2018).
𝑅𝑜𝑏𝑠 = 1 − 𝐶𝑝
𝐶𝑏
(2.2)
𝑅𝑡𝑟 = 1 − 𝐶𝑝
𝐶𝑚
(2.3)
Additionally, another the parameter that represents the concentration process is the volume reduction
(VR) which value is the ratio between the permeate volume, 𝑉𝑝, and the initial feed volume, 𝑉𝐹. The
volume reduction value increases with the increasing of the final product concentration required.
Consequently, the viscosity of the retentate will increase as the concentration at the surface of the
membrane, leading to a decrease in the flux until a point in which the process is no longer feasible
(Mulder, 1996). Another way of expressing the volume reduction VR parameter is through the volume
reduction factor VRF, as it is described in Equation (2.5).
𝑉𝑅 = 𝑉𝑝
𝑉𝐹
(2.4)
𝑉𝑅𝐹 =1
1 − 𝑉𝑅 (2.5)

15
Process design
The design of a membrane filtration system can differ immensely due to the amount of module
configurations possible to apply. The module is the central part of a membrane installation while a stage
is a certain number of modules connected together in series or in parallel. Moreover, both the selection
of a module configuration and the arrangement of the modules in a system are based solely on economic
considerations with the correct engineering parameters being employed to achieve the final product
specification.
Generally, the ideal configuration is in a parallel array which it will result in the lowest pressure drop
along with the highest flux value. However, the power consumption and the housing cost will be
considerably high (Cheryan, 1998). On the other hand, implementing more than one element in series
in an housing will result in a required lower power pump capacity hence a lower pump cost
comparatively. Despite that, it will also lead to a decrease of the TMP across the membrane housing,
decreasing the driven-pressure membrane performance. Thus one of the economic trade-offs is
definitely between the lower pump cost and the higher cost of more modules (Cheryan, 1998).
Usually to obtain the desired product specifications a cascade operation is needed, where the retentate
of each stage is the feed stream for next successive stage. The system design applied in this study is a
system with retentate recycle in which the retentate stream is fed back to the feed of the first stage. As
so, allowing an increase of the system recovery as well as the cross-flow within the pressure vessels.
In this type of system, a feed pump is required to assure a feed flow, combined with a recycle pump for
each stage, as presented in the Figure 2-11.
Figure 2-11. Example of a cascade plant design with retentate recycle composed by three stages in which the first
two the housings are in parallel. Addapted from (Nilsson, Lipnizki, Trägårdh, & Östergren, 2008).

16
Membrane system cost estimation
An economic evaluation of a membrane filtration process comprises the estimation of capital
expenditure (CAPEX) along with operating expenditure (OPEX). The first one can include direct and
indirect capital costs, whereas OPEX represents the sum of operating and maintenance costs. Lastly,
the total annual costs (TAC) express the sum of the CAPEX and OPEX.
Capital costs
The capital costs, 𝐶𝐶𝐴𝑃, are defined as fixed, onetime expenses that can include purchase of the
equipment, construction, engineering services, project development, membrane and pressure vessels,
automation and control, pipping, valves and fittings, cleaning in place (CIP) equipment and
miscellaneous costs. The latter parameter includes building, electrical supply and distribution. The total
capital cost is determined as the amortized capital expenditure (CAPEX) assuming a practical interest
rate, 𝑖, and considering an investment period, ℕ, of 10 years. The correlation that is being multiplied by
the capital cost is named as capital recovery factor, CRF and it presents for this case a value of 0,13.
𝐴𝑚𝑜𝑟𝑡𝑖𝑧𝑒𝑑 𝐶𝐴𝑃𝐸𝑋 = 𝐶𝐶𝐴𝑃 . [𝑖(1 + 𝑖)ℕ
(1 + 𝑖)ℕ − 1] (2.6)
Current purchasing data is difficult to obtain therefore assumptions based on literature data are
necessary. Hence the capacity method was used to estimate costs when specific data as the purchase
cost of the equipment, 𝐶𝑚𝑒𝑚, was lacking. Equation (2.7) expresses the capacity method law, in which
𝐶 and 𝐾 are the cost and capacity of a certain equipment, respectively, 𝐶𝑟𝑒𝑓 and 𝐾𝑟𝑒𝑓 are the reference
cost and capacity values from a valid reference data. Finally 𝑛 is the cost capacity factor related to the
economy of scale (Sethi, 1997). Consequently, it is required to correct the cost prices in order to
represent values of the year 2017. A solution to that is through the chemical engineering plant cost index
(CEPI) according to Equation (2.8) (M. S. Peters & Timmerhaus, 1991).
𝐶 = 𝐶𝑟𝑒𝑓 . (𝐾
𝐾𝑟𝑒𝑓
)
𝑛
(2.7)
𝐶 = 𝐶𝑟𝑒𝑓 . (𝑐𝑜𝑠𝑡 𝑖𝑛𝑑𝑒𝑥 𝑣𝑎𝑙𝑢𝑒 𝑎𝑡 𝑡ℎ𝑒 𝑝𝑟𝑒𝑠𝑒𝑛𝑡 𝑡𝑖𝑚𝑒
𝑐𝑜𝑠𝑡 𝑖𝑛𝑑𝑒𝑥 𝑣𝑎𝑙𝑢𝑒 𝑤ℎ𝑒𝑛 𝑒𝑠𝑡𝑖𝑚𝑎𝑡𝑒𝑑) (2.8)
The model developed by (Sethi, 1997) estimates the capital costs of a membrane system according to
each component category; pipes and valves, 𝐶𝑃𝑉, instruments and controls, 𝐶𝐼𝐶, tanks and frames, 𝐶𝑇𝐹,
and miscellaneous equipment, 𝐶𝑀𝐼 . The estimation requires a conversion that relates a certain constant
and coefficient to the membrane area value. In accordance with (Wagner et al., 2001) the membrane
area value required for a system is calculated by dividing the permeate volume by the flux. The following
equations are based on the previous mentioned model.
𝐶𝑃𝑉 = 5926,13 . (𝐴𝑚𝑒𝑚)0,42 (2.9)

17
𝐶𝐼𝐶 = 1445,5 . (𝐴𝑚𝑒𝑚)0,66 (2.10)
𝐶𝑇𝐹 = 3047,21 . (𝐴𝑚𝑒𝑚)0,53 (2.11)
𝐶𝑀𝐼 = 7865,02 . (𝐴𝑚𝑒𝑚)0,57 (2.12)
The feed pump is designed to being capable of delivering the plant feed flow to the recirculation pump
at the same pressure as the returning recirculation flow whereas the recirculation pump is sized to
deliver the plant feed and the recirculated volume at a pressure equal to the pressure drop across the
modules. Based on common practice a carbon steel centrifugal pump type was selected and the
purchasing and installation costs were estimated according to a study performed by (Symister, 2016).
The study aimed to evaluate distinct module costing technique outlined by Richard Turton et al. and by
Gavin Towler and Ray Sinnot (Symister, 2016) . The cost of each pump, feed pump, 𝐶𝑝,𝑓 and
recirculation pump, 𝐶𝑝,𝑟, is related to the power required, which is determined through the energy
required per m3 of permeate, as it is expressed by Equations (2.13) and (2.14), respectively,
𝑊𝑓𝑒𝑒𝑑 =𝑃𝑖𝑛𝑙𝑒𝑡
𝜂. 𝑉𝑅 (2.13)
𝑊𝑟𝑒𝑐𝑖𝑟𝑐 =∆𝑃𝑓 . 𝑄ℎ𝑜𝑢𝑠𝑖𝑛𝑔
𝜂. 𝐽. 𝐴𝑚𝑒𝑚
(2.14)
where 𝑃𝑖𝑛𝑙𝑒𝑡 is the inlet pressure to the plant, 𝜂 is the pump efficiency, ∆𝑃𝑓 and 𝐽 are the frictional
pressure drop and the flux in the housing and 𝑄ℎ𝑜𝑢𝑠𝑖𝑛𝑔 is the feed flow in the housing.
Finally, the total capital cost 𝐶𝐶𝐴𝑃 is the sum of the individual costs of all the capital equipment as it is
described by Equation (2.15).
𝐶𝐶𝐴𝑃 = 𝐶𝑚𝑒𝑚 + 𝐶𝑃𝑉 + 𝐶𝐼𝐶 + 𝐶𝑇𝐹 + 𝐶𝑀𝐼 + 𝐶𝑝,𝑓 + 𝐶𝑝,𝑟 (2.15)
Operating and Maintenance Costs
The annual operating and maintenance cost (OPEX) can cover the sum of the following parameters,
electrical energy, labor, maintenance, chemicals (cleaning and disposal) and membrane replacement.
The cost of the replacement of the membranes is calculated based on the number of sets of replacement
of membranes, 𝑀𝑟, multiplied by the membrane replacement cost, 𝐶𝑟. Furthermore, the annual cost of
membranes replacement, 𝐶𝐴𝑛𝑛𝑢𝑎𝑙 𝑟𝑒𝑝, is calculated from the total cost of membrane replacement
amortized aver the lifespan of the plant, 𝐿𝑃 (Guerra & Pelligrino, 2012). The latter parameters are
described in Equations (2.16) and (2.17).

18
Further, the annual energy cost is estimated as being equal to the unit energy cost times the annual
pump work from the membrane filtration system. Additionally, the annual cleaning cost is established
from literature data. Lastly, the sum of the annual labor and the maintenance costs 𝐶𝐿𝑎𝑏𝑜𝑟 and 𝐶𝑚𝑎𝑖𝑛,
are considered as being equal to 2% of the CAPEX (Arkell, Krawczyk, Thuvander, & Jönsson, 2013).
𝑀𝑟 =𝐿𝑃
𝐿𝑚
− 1 (2.16)
𝐶𝐴𝑛𝑛𝑢𝑎𝑙 𝑟𝑒𝑝 =. (𝑖(1 + 𝑖)𝐿𝑃
(1 + 𝑖)𝐿𝑃 − 1) . 𝑀𝑟 . 𝐶𝑚.𝐴𝑚
(2.17)
A summary of all the parameters values and ranges used in the membrane filtration cost model is listed
in Table 2-2.
Table 2-2. Overview about the parameters and assumed values for the cost calculation.
Parameter Value Reference
Annual operating hours (ℎ/𝑦) 8000 (Jönsson et al., 2008)
Plant lifespan (𝑦) 10 Typical practice
Membrane lifespan (𝑦) 1,5 (Suárez, Fernández, Iglesias, & Igesias,
2015)
Interest rate, 𝑖 (%) 5 Typical practice
Electricity price (€ 𝑀𝑊 ℎ⁄ ) 30 (Jönsson et al., 2008)
Pump efficiency (%) 70 (Suárez et al., 2015)
Membrane cost (𝑈𝑆 $ 𝑚2⁄ ) [490 - 2200] (Samhaber & Nguyen, 2014)
Cleaning cost (€ 𝑚2/𝑦⁄ ) 50 (Jönsson et al., 2008)

19
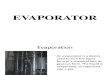
2.2.2 Evaporation
The design of an evaporator system is supported by the selection of the most suitable equipment and
its arrangement for the purpose of the process accomplishing efficiency and economic criteria.
Evaporation unit plants have been present in the industry for many years and evaporation equipment
has been improved and renovated massively by manufactures in order to address the challenging
product specifications. Thus, a large number of evaporators designs can be found in the market. In the
pulp and paper industry the most common evaporators types are the rising film tubular, the falling film
tubular and the mechanical vapor recompression (MVR). Usually, the arrangement is designed as a
multiple-effect evaporator system in which several evaporators are connected in series as a single unit.
Called as the first “modern” evaporated implemented in the industry, the rising film tubular unit was
developed commercially by using a vertical tube with steam condensing on its outside surface. Liquid
on the inside of the tube is boiling and generating vapor. This vapor forms a core in the center of the
tube. As the fluid moves up to the tube, more vapor is formed forcing the liquid to move to the tube wall
(Figure 2-12, a).) (SPX Corporation, 2008). In a falling film design, the liquid to be concentrated is
supplied to the top of the heating tubes and distributed in such a way as to flow down the inside of the
tube walls as a thin film. The liquid film starts to boil due to the external heating and is partially
evaporated as a result. The downward flow, caused initially by gravity, is enhanced by the parallel,
downward flow of the generated vapor. The residual film liquid and vapor is separated in the lower part
of the equipment. The main advantage of this equipment is the driving force non-limitation, allowing a
greater number of evaporators effects to be used within the same overall operating conditions
(Engineering, 2018), (SPX Corporation, 2008) (Figure 2-12, b) Lastly, mechanical vapor recompression
evaporators compress the vapor mechanically and then the vapor is used as a high pressure vapor in
the steam chest. (Figure 2-12, c). Those evaporators require significantly lower amounts of energy
because all the vapor generated is recycled.

20
Figure 2-12. Evaporators models: a) rising film tubular, b) falling film tubular and c) mechanical vapor
recompression evaporator. Adapted from (SPX Corporation, 2008).
a) b)
c)
STEAM
CONDENSATE
FEED
CONCENTRATE

21
Theoretical background
The evaporation process aims to separate a certain non-volatile component of a stream by boiling
volatile components, mainly water. That fact allows the concentration of the desired component. The
industry presents a large variety of evaporators models that differ from each other. The main difference
can be according to product specifications and due to economic constraints. Regardless the evaporator
model, the evaporation theory for a multiple-effect evaporator (MEE) system is valid for all the cases. In
such configuration, live steam is condensed in the first evaporator, generating vapor. The latter is sent
to condense in a second effect, where additional evaporation takes place. The process can be repeated
until reaching the last effect evaporator, where generated vapors are condensed in a condenser using
cooling water. The effects are numbered by convention in which the first effect is the one that has the
heating vapor at the highest pressure, thus to ensure the driving force, the relations expressed by
Equations (2.18) and (2.19) must be verified.
𝑝𝑁 < 𝑝𝑁−1 < ⋯ < 𝑝1 < 𝑝𝑆 (2.18)
𝑇𝑁 < 𝑇𝑁−1 < ⋯ < 𝑇1 < 𝑇𝑆 (2.19)
where 𝑁 is the number of the last effect and 𝑝𝑆 and 𝑇𝑆 are the pressure and temperature of the saturated
live steam, respectively. Furthermore, it is assumed that the heat transfer coefficients as well as the
heat transfer areas are the same for all effects. Therefore, the heat transfered in each effect, 𝑖, can be
described according to the following equation, in which the subscript 𝑖 = 0 corresponds to the saturated
live steam.
𝑞𝑖 = 𝑈𝑖 . 𝐴𝑖 . (𝑇𝑖−1 − 𝑇𝑖)
(2.20)
𝑞𝑖 = 𝑈𝑖 . 𝐴𝑖 . ∆𝑇𝑖 , 𝑖 = [1, 𝑁]
The evaporator temperature, 𝑇𝑖, is assumed to be equal to the liquor temperature, 𝑇𝑙𝑖, which is
calculated according to Equation (2.20), given by the fact that the vapor and liquid in 𝑖th effect are in
equilibrium and defined in terms of boiling point rise (𝐵𝑃𝑅) as it follows,
𝑇𝑙𝑖 = 𝑇𝑣𝑖 + 𝐵𝑃𝑅𝑖 (2.21)
Thereafter it is possible to determine the heat transfer area of each evaporator, 𝐴𝑖, required for the
evaporation process. Regarding the assumptions made, it must present an equal value for each effect.
Moreover, due to the relation given by Equation (2.20) the drop of temperature in each evaporator is
inversely proportional to the value of the respective heat transfer coefficient. The latter is a consequence
of considering the heat transfer and the heat transfer area equal for each evaporator. Thus, since the
temperature of the live steam, 𝑇𝑆, and the temperature of the last effect are known values, the driving
force ∆𝑇𝑖 is estimated according to Equation (2.22).
∆𝑇𝑖 = (𝑇𝑆 − 𝑇𝑁).1 𝑈𝑖⁄
∑ 𝑈𝑖𝑁𝑖=1
(2.22)

22
Since modeling and simulation are tools that will be used further on, mass and energy balances are
essential. Regarding the terms shown in Figure 2-13, a mass balance around the ith effect is given by
Equation (2.23).
Figure 2-13. Block diagram for the 𝑖th effect. Adapted from (Kumar, Kumar, & Singh, 2013).
𝑑
𝑑𝑡𝑀𝑖(𝑡) = 𝑊𝑙𝑖+1 − 𝑊𝑙𝑖 − 𝑊𝑣𝑖 (2.23)
Assuming a non-volatile component situation and a steady case scenario with a parallel flow system, as
it is illustrated in Figure 2-14 as an example, it is possible to simplify the problem solution through the
development of a simple yet efficient model. The model is based on the global mass balance along with
the component mass balance and is expressed by Equations (2.24) and (2.25)., respectively.
Additionally, a mass balance addressed to each effect is required, as it is given by Equation (2.26).
Finally, an energy balance is shown by Equation (2.27), used in accordance with the conventional
standard state.
Figure 2-14. Quadruple-effect evaporator system parallel flow case. Adapted from (Kaya & Ibrahim Sarac, 2007).

23
𝑊𝑙,𝑓𝑒𝑒𝑑 = 𝑊𝑙𝑁 + ∑ 𝑊𝑣𝑖
𝑁
𝑖=1 (2.24)
𝑥𝑖−1. 𝑊𝑙𝑖−1 = 𝑥𝑖𝑊𝑙𝑖 (2.25)
𝑊𝑙𝑖−1 = 𝑊𝑙𝑖 + 𝑊𝑣𝑖 (2.26)
𝑊𝑙𝑖−1. ℎ𝑙𝑖−1 + 𝑊𝑣𝑖−1. ∆ℎ𝑣𝑎𝑝𝑖−1 = 𝑊𝑙𝑖 . ℎ𝑙𝑖 + 𝑊𝑣𝑖 . ℎ𝑣𝑖 (2.27)
Process performance parameters
The efficiency of a MEE system is measured according to two major parameters, namely steam
economy (SE) and steam consumption (SC), also expressed as 𝑊𝑣𝑠. The steam economy is defined as
the ratio of vapor mass produced to the steam mass consumed. While the steam consumption value is
approximately the number of effects times lower than the steam consumption with only one effect.
However, the equipment cost can also be 𝑁 times higher when compared with a single evaporator cost,
which is a significant aspect that will be addressed in the Chapter 3.
Process model design
For an accurate estimation of SE and SC mathematical modeling couple with simulation is required. In
modeling of multi-effect evaporators, the pressure and temperature values of the live steam are set. In
addition to that, the necessary enthalpies and specific heat capacities are estimated from
thermodynamic equations from literature. While the heat transfer coefficients value is given by literature
data. Furthermore, the feed flow and initial concentration value must be known as well as the pressure
or temperature of the last effect and the desired final product concentration. The mass, component and
energy balances are provided for each evaporator by independent linear equations expressed in
Equations (2.24) – (2.27). The heat transfer area and the evaporator temperature are calculated through
Equations (2.20) and (2.22), respectively. All the parameters mentioned above represent the overhead
(OH) of the model applied, giving the input values required.
The iterative process is developed with the assumption that the heat transfer area must be equal for
each evaporator. Predominantly, the difference between the first iteration and the following ones relies
on the fact that firstly it is assumed that the mass flow of vapor generated in each evaporator is the
same, which it is not necessarily true. Thus, for the next iteration, new values of mass flow, temperatures
and heat transfer areas will be obtained applying once again Equations (2.24) - (2.27). Although for the
evaporator temperature and heat transfer area, Equations (2.28) and (2.29) are the ones implemented.
Lastly, a MATLAB function called fsolver is executed until fulfilling the convergence criteria of 10%
described in Equation (2.21) and enabling the determination of steam economy and steam consumption.

24
∆𝑇′𝑖 = ∆𝑇𝑖.𝐴𝑖
𝐴𝑚
(2.28)
𝐴𝑖 =𝑊𝑣. ∆ℎ𝑣𝑎𝑝
𝑖
𝑈𝑖. ∆𝑇𝑖
(2.29)
𝐴𝑚 =∑ (∆𝑇𝑖. 𝐴𝑖)
𝑁𝑖=1
∑ ∆𝑇𝑖𝑁𝑖=1
(2.30)
|𝐴𝑖 − 𝐴𝑚
𝐴𝑚
| ≤ 0,1 (2.31)
Figure 2-15. Iterative method performed to calculate the steam economy (SE) and the steam consumption (SC).
However, to model the complex process of evaporation temperature, dependent physico-thermal
properties of the effluent are crucial, therefore correlations from (Kumar et al., 2013) and (Khanam &
Mohanty, 2011) were taken into account and are expressed in the following equations.
Boiling point rise, ℃
𝐵𝑃𝑅 = (6,173. 𝑥𝑖 − 7,48. 𝑥𝑖1,5 + 32,747𝑥𝑖
2). [1 + 0,006. (𝑇𝑠 − 3,7316)] (2.32)
Effluent specific heat capacity, 𝑘𝐽. 𝑘𝑔−1. 𝐾−1
𝐶𝑝𝑙𝑖 = 4,187. (1 − 0,54. 𝑥𝑖) (2.33)
Effluent enthalpy, 𝑘𝐽. 𝑘𝑔−1
ℎ𝑙𝑖 = 𝐶𝑝𝑙𝑖 . 𝑇𝑙𝑖 (2.34)
Water enthalpy, 𝑘𝐽. 𝑘𝑔−1
ℎ𝑣𝑖 = 4,1832. 𝑇𝑙𝑖 + 0,127011 (2.35)
Saturated steam enthalpy, 𝑘𝐽. 𝑘𝑔−1
ℎ𝑣𝑖𝑣 = 1,75228. 𝑇𝑣𝑖 + 2503,35 (2.36)
Overhead (OH)MATLAB function
Fsolve
Xinput Model
Multi-effect evaporationSE and SC
X input
Convergence criteria
(CC)
CC 0,1

25
Saturated steam heat of vaporization, 𝑘𝐽. 𝑘𝑔−1
∆ℎ𝑣𝑎𝑝𝑖 = 2519,5 − 2,653. 𝑇𝑣𝑖 3.37
Evaporation system cost estimation
Analogously, an evaporation system economic analysis is performed according to the membrane
filtration cost estimation methodology. Hence the definition of CAPEX and OPEX as well as the prices
correction remains valid. Howsoever, the model to estimate the capital investment cost differs and it is
named as percentage of delivered-equipment cost method described by (S. M. Peters & Timmerhaus,
1991). According to the economic method, it is necessary to calculate the purchase of the equipment
cost, 𝑃𝐸𝐶. The parameter can be estimated through the relation between the installed cost of vertical
tube evaporators and the heat transfer area illustrated in Figure 2-16 based on prices of 1990. Then it
is necessary to use a CEPI value of 392,2 when taking into account the Equation (2.8).
Figure 2-16. Installed cost of evaporators according to heat transfer area. Adapted from (S. M. Peters &
Timmerhaus, 1991)

26
The other parameters included in the capital costs are estimated as percentages of the purchase of the
equipment cost value. Therefore, the capital cost, 𝐶𝐶𝐴𝑃, is calculated according to Equation (2.37), where
𝑓1,𝑓2,…, are multiplying factors. Those are related to instrumentation and control, piping, electrical
services, buildings and services, service facilities, land and yard improvements, and spare parts as
direct costs parameters, and as indirect costs parameters, engineering and supervision, construction
expenses, contractor´s fee and contingency. The percentages of each parameter are summarized in
Table 2-3. Additionally, the economic model considers another parameter, the working investment which
if 12% of capital costs. Therefore, for an evaporation plant, the CAPEX is the sum of capital costs and
the cost of working investment multiplied by the capital recovery factor.
𝐶𝐶𝐴𝑃 = 𝑃𝐸𝐶 + ∑(𝑓1. 𝑃𝐸𝐶 + 𝑓2. 𝑃𝐸𝐶 + ⋯ ) (2.37)
Table 2-3. Percentage of the capital cost parameters related to the PEC, adapted from (S. M. Peters &
Timmerhaus, 1991).
Capital cost parameters (% of 𝑷𝑬𝑪)
Dir
ect
Co
sts
Equipment 100
Instrumentation and control 10
Piping 10
Electrical services 5
Building and building services 15
Land and yard improvements 5
Service facilities 20
Spare parts 4
Ind
irect
Co
sts
Engineering and supervision 12
Construction expenses 10
Contractor’s fee 0,5
Contingency 8
The operating and maintenance costs for an evaporation system are deeply dependent on the steam
price and, consequently, on the steam consumption (SC). As stated by (Rajendran, Rajoli, Teichert, &
Taherzadeh, 2015), a typical practice is to consider 0,0085€/kg as a steam price value. The remaining
parameters, namely labor and maintenance can be estimated as being 1% and 2% of the total capital
investment costs, 𝐶𝐶𝐴𝑃, respectively (Pereira et al., 2018).

27
Concentration Methods in the Pulp and Paper Industry
The pulp and paper industry is focused on developing innovative methods aimed to increase the dry
solids concentration. Those methods are mainly to work as advanced wastewater treatment
technologies capable of meeting the environmental and economic constraints that the industry is facing.
In the present context evaporation systems along with membrane filtration systems are within the most
viable options.
Regarding the evaporation systems, they can consist in a certain number of evaporators disposal in a
large number of combinations. The evaporator type differs significantly according to the product and to
the purpose of the process.
The pulp mill Eldorado Cellulose e Papel, in Brazil has implemented a six-effect evaporators plant with
a tubular concentrator evaporator model capable of reaching a dry solids content TS (w/w %) of 80%.
Using the same evaporation process design, the pulp mill in Chile, Arouca Nueva Aldea, concentrates
the black liquor also until 80% in dry solids content. The swedish Mondi Packaging Dynäs mill applies a
configured six-effect tubular concentrator evaporation train capable of producing a 75% dry solids
content. In Portugal, Celbi built a complete seven-effect evaporation plant using the latter evaporator
model which has a capacity of concentrating until 74 (w/w %) dry solids content in the final product
(Gallagher, 2018).
A different evaporation system, a falling-film evaporation system, is successfully integrated in Stora
Enso Skoghall pulp mill, in Sweden, with nine effects. That configuration allows a given process stream
to reach a 80 (w/w %) dry solids product (Gallagher, 2018).
The reclamation of pulp mill effluents is being subject of great interest hence a wide range of distinct
processes have been implemented. Li & Watkinson show an example of a typical pulp mill wastewater
treatment in which an evaporation system made up of a mechanical vapor recompression evaporators
system is able to raise the total solids concentration from 2% to 20 (w/w %). The process is then followed
by a multiple effect evaporation system which increases the solids content further to roughly 35 (w/w
%). Another wastewater treatment example is situated in Austria, the Lenzing pulp mill installed in 1990
a multiple effect evaporation plant upstream the bleaching extraction stage filtrate capable of
concentrating the effluent from 2% up to 52 (w/w %) in dry solids content (Gleadow & Stratton, 2003).
Since 1981 an early use of ultrafiltration in a tubular configuration is implemented at Borregaard sulphite
pulp mill in Norway. The concentration plant has been applied to process spent sulphite liquor, with a
membrane area of 1120 m2 capable of having a dry solids content of 22 (w/w %) in the concentrate flow
(Judd & Jefferson, 2003).
Alfa Laval plate-and-frame modules are used for the production of lignosulphate at Biocel Paskov,
Czech Republic, from spent sulphite liquor. The operating pressure is 5 bar, the temperature is 60°C
and the volume reduction factor (VRF), the ratio between the volume of permeate withdrawn and the
initial feed volume, of the four-stage plant is 80 (Figoli, Cassano, & Basile, 2016).

28
Stora Enso’s Nymölla magnesium bisulphilte pulp mill, situated in the south of Sweden, it has installed
a tubular ultrafiltration plant used to concentrate an alkaline effluent from the bleaching process. The
technology is capable of reaching a high VRF, around 50 for the softwood line and 60 for hardwood.
(Nordin, 2008) The pulp mill needed to obtain a dry substance in the concentrate of about 18% to meet
the environmental discharge demands (Pabby K., Rizvi S.H., & Sastre, 2009).

29
Chapter 3. Techno-economical results
Techno-economical analysis outline
Within the scope of the Thesis, a comparison between membrane filtration and evaporation as
concentration processes is performed. A great number of case studies is evaluated and, several design
specifications and operational variables are defined upon an overall economic evaluation, based on
certain economic metrics (CAPEX, OPEX and TAC). Additionally, a sustainable metric is investigated.
the energy consumption and its cost.
Some variables such as the most viable membrane filtration module in the treatment of the bleaching
plant effluent along with certain operational conditions as transmembrane pressure (TMP) and cross-
flow velocity were studied and established by (São Pedro, 2016). Those parameters were considered
to be the most suitable thus no further investigation was required. However, instead of using the plate
and frame configuration, a corresponding spiral wound module was selected. The process design and
operational parameters are listed in Table 3-1 and Table 3-2.
Table 3-1. Membrane filtration module characteristics
Membrane filtration module NF270-400/34i
Membrane configuration Spiral wound element
Membrane material Polyamide thin-film composite
Active area (𝒎𝟐) 37
Maximum element pressure drop (𝒃𝒂𝒓) 1
pH Range, continuous operation 3 - 10
Maximum operating temperature (℃) 45
Table 3-2. Experimental data used in the techno-economic analysis
Feed volume (𝒎𝟑 𝒉⁄ ) 70
Feed concentration, TS (% 𝒘 𝒘⁄ ) 2,8
Transmembrane pressure (𝒃𝒂𝒓) 13
Operating and feed temperature (℃) 45

30
It is possible to proceed with both a comparison to analyze the most suitable process design parameters
for each process and a study balancing one and the other concentration method already having selected
the process configuration previously. Particularly, the major condition in order to perform a comparison
is comparing concentration system with the same feed conditions along with the same final product
specifications. In fact, the total solid (TS) content is the concentration parameter evaluated through the
comparison.
For the purpose of supporting a better understanding towards the analysis of the different case studies,
a nomenclature is provided. Firstly, it is performed an economical evaluation concerning the
configuration of a membrane filtration system, from which a parallel system (situation 1) and a parallel
and in series configuration (situation 2) is studied. Similarly, an examination regarding the economical
effect of the number of evaporators (3 – 7 evaporators) present in each system was also conducted.
The nomenclature listed in Table 3-3 is related to the standing-alone concentration processes,
membrane filtration and evaporation whereas the nomenclature concerning the combined process,
membrane filtration followed by evaporation is expressed in Table 3-4.
Table 3-3. Nomenclature related to each case study concerning only one concentration method, membrane
filtration or evaporation.
TS feed (%) = 2,83
TS final (%) Membrane Filtration (MF) Evaporation (EVAP)
3,1 I A
3,3 II B
3,7 III C
4,1 IV D
4,7 V E
5,6 VI F
6,8 VII G

31
Table 3-4. Nomenclature related to each case study concerning both concentration methods, membrane filtration
followed by evaporation (MF→EVAP).
Membrane Filtration and afterwards Evaporation
(MF→EVAP)
EVAP TS final (%)
MF TS final (%)
EVAP TS feed (%) 20 30 40
3,1 I – α I - β I - µ
3,3 II - α II – β II – µ
3,7 III – α III – β III – µ
4,1 IV – α IV – β IV – µ
4,7 V – α V – β V – µ
5,6 VI – α VI – β VI – µ
6,8 VII - α VII - β VII - µ
Membrane filtration system configuration analysis
Regarding the membrane filtration unit, two distinct scenarios are analysed. The parameters that differ
from each other are the number of loops, the number of housing per loop, 𝑎, and the number of
membrane elements per housing, 𝑏. Therefore, for the first membrane system (situation 1) it is assumed
that a membrane housing would carry only one spiral-wound element in a parallel configuration.
Whereas for the other membrane system (situation 2), a membrane housing contains three spiral-wound
elements distributed in series, while the housings are arranged in a parallel configuration. The
configuration chosen for each case study is described in Appendix A, Table A-2.
Effectively, as a consequence of the lower frictional pressure drop compared to situation 2, less energy
is required for situation 1. When the membranes are arranged only in parallel (situation 1), a larger
number of loops is needed thus a higher number of recirculation pumps is required. Consequently, the
capital investment for a parallel configuration exceeds the one for a parallel and in series arrangement
(situation 2).
Thereby, observing only the major parameter, the cost of the recirculation pump, a membrane system
configuration in which a housing contains three spiral-wound elements in series distributed in parallel is
the most economically viable option, as it is illustrated in Figure 3-1.

32
Figure 3-1. Recirculation pump cost according to each case study.
Evaporation system configuration analysis
A multiple-effect evaporator system (MEE) can be implemented and examined to study which
configuration results in the best CAPEX, OPEX and total annual costs (TAC) values as being a
concentration process placed in the treatment of a bleaching effluent. The number of effects, i.e.,
evaporators, is the parameter that will vary. Thereby, it enables different required live steam values
along with distinct purchasing equipment costs, which it will affect also the OPEX and the CAPEX
values. Therefore, a comparison between systems designs containing from three to seven evaporators
was performed. As expected, the CAPEX values for each system increase with the number of
evaporators while the OPEX values, in turn, do not follow the same relation. The lowest number of
evaporators system OPEX increases with the increasing of the desired final concentration, reaching a
point (C) from which the system is no longer an interesting option from an economic point of view.
Aiming for a high level of concentration for the final stream, 5-MEE, 6-MEE and 7-MEE systems
represent the lowest OPEX. Live steam values are the preponderant parameter in the determination of
the OPEX. However, for being estimated from an iterative process without being specifically restricted
by any convergence criteria, live steam values are almost identical between the first two latter mentioned
systems. Furthermore, concerning the 4-MEE system, an iterative error is associated since the live
steam value required is higher when compared with a 3-MEE system. The reason why is related to a
wrong first estimation when performing the evaporation simulation which can lead to an inaccurate
solution. The TAC is the following parameter under analysis, allowing to conclude that the 7-MEE is not
a suitable choice. Ultimately, the CAPEX parameter is based on the convergence criteria parameter.
Hence it is strongly considered to be accurate and it suggests that the most viable alternative is indeed
the 5-MEE system. The latter conclusions are based in the results illustrated in Figure 3-2 - Figure 3-4.
I
II
III
IV
V
VI
VII
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
2,8 3,3 3,8 4,3 4,8 5,3 5,8 6,3 6,8
Recircula
tio
n P
um
p C
ost (€
)
TS final (%)
MF Configuration in Parallel (1) MF Configuration in Parallel and in Series (2)

33
Figure 3-2. Evaporation concentration process OPEX for different MEE systems according to each case study.
Figure 3-3. Evaporation concentration process CAPEX for different MEE systems according to each case study.
A
B
C
D
E F G
0
100
200
300
400
500
600
700
800
900
1000
2,8 3,3 3,8 4,3 4,8 5,3 5,8 6,3 6,8
CA
PE
X (
k€
/y)
TS final (%)
3 Evaporators 4 Evaporators 5 Evaporators 6 Evaporators 7 Evaporators
A
B
C
D
E
F
G
0
200
400
600
800
1000
1200
1400
2,8 3,3 3,8 4,3 4,8 5,3 5,8 6,3 6,8
OP
EX
(k€/y
)
TS final (%)
3 Evaporators 4 Evaporators 5 Evaporators 6 Evaporators 7 Evaporators

34
Figure 3-4. Evaporation concentration process TAC for different MEE systems according to each case study.
Membrane filtration and/or evaporation analysis
3.3.1 Membrane filtration or evaporation
In light of the purpose of contrasting concentration technologies it is suggested a comparison analyzing
an evaporation process with 5 evaporators (5-MEE system) and a membrane filtration process with a
configuration as described for situation 2 (Appendix, Table A-2.). Considering the evidences from
Chapters 3.1 and 3.2 those processes are considered to be the most techno-economically suitable.
Fundamentally, to conduct a fair comparison between the two concentration technologies evaporation
and membrane filtration, the procedure requires an analysis of two comparable points. Hence the
starting point, for instance, the feed conditions, as well as the ending point, such as the final product
concentration, must be identical for each case study. Moreover, due to the limiting factor of data
availability it is only feasible to compare membrane filtration and evaporation as stand- alone processes
and for low values of final concentration.
Both CAPEX and OPEX results prove that the membrane filtration is the option economically favorable
for a low bleaching effluent concentration in comparison with an evaporation process. An analysis
focused on TAC results support the conclusion of which concentration technology and process
conditions represent the lowest total annual cost.
A
B
C
D
E
F
G
0
200
400
600
800
1000
1200
1400
1600
1800
2000
2,5 3,0 3,5 4,0 4,5 5,0 5,5 6,0 6,5 7,0
TA
C (
k€/y
)
TS final (%)
3 Evaporators 4 Evaporators 5 Evaporators 6 Evaporators 7 Evaporators

35
Moreover, environmental effluent treatment constraints are a driving force to look for a better process
integration, capable of not only achieving higher concentration values but also leading to more
sustainable concentration methods. According to Figure 3-8, it is clear the minimal energy requirement
for the membrane filtration process. Consequently, the energy cost influence is significantly lower when
compared to the evaporation process. Therefore, the numerous advantages as the smaller foot print
make membrane filtration technology a potential candidate for the treatment of pulp and paper
wastewater. As so, it is crucial to understand how a membrane filtration system can be a viable option
when integrated in the treatment of the bleaching effluent aiming a higher final product concentration.
Figure 3-5. MF and EVAP CAPEX according to each case study.
Figure 3-6. MF and EVAP OPEX according to each case study.
I
II
III
IV
V
VI
VII
A
B
C
D
E F G
0
100
200
300
400
500
600
700
2,8 3,3 3,8 4,3 4,8 5,3 5,8 6,3 6,8
CA
PE
X (
k€/y
)
TS final (%)
MF EVAP
I
II
III
IV
V
VI
VII
A
B
C
D
E
F
G
0
100
200
300
400
500
600
700
800
900
2,8 3,3 3,8 4,3 4,8 5,3 5,8 6,3 6,8
OP
EX
(k€
/y)
TS final (%)
MF EVAP

36
Figure 3-7. MF and EVAP TAC according to each case study.
Figure 3-8. Energy cost distribution percentage for MF and EVAP according to each case study.
I
II
III
IV
V
VI
VII
A
B
C
D
E
F
G
0
200
400
600
800
1000
1200
1400
1600
2,8 3,3 3,8 4,3 4,8 5,3 5,8 6,3 6,8
TA
C (
k€/y
)
TS final (%)
MF EVAP
6
3
2
2
2
2
2
87
76
79
89
87
89
87
I / A
II / B
III / C
IV / D
V / E
VI / F
VII/ G
Energy cost influence (%) in TAC
Case s
tudy (
MF
/ E
VA
P)
MF EVAP

37
3.3.2 Combined process or evaporation
A comparison between a combined process and a stand-alone evaporation process is performed in light
of finding the techno-economical optimal point of the integrated system. This combined process consists
of a nanofiltration system followed by an evaporation unit. The alternative case enables a reduction of
the required duty of the evaporators. It was analyzed at multiple levels of implementation, i.e., several
levels of preconcentration were performed by the membrane unit prior to the concentration by
evaporators. From the CAPEX interpretation, an interesting phenomenon occurs. When increasing the
desired final concentration, the membrane filtration system presents a higher capital investment, as it is
expected. Whereas the evaporation system tends to show a lower capital investment cost in virtue of
having a more concentrated feed stream from the nanofiltration process. This leads to a lower live steam
requirement since a less amount of evaporated water is needed to achieve a certain final concentration.
Ultimately, from the CAPEX viewpoint an optimal case study resulting from the combined process is
more suitable than the stand-alone evaporation process, as identified in III – 𝛼 as it illustrated in Figure
3-9. Nevertheless, an examination of the OPEX (Figure 3-10) reveals a different conclusion regarding
the optimal point. When setting as a main goal achieving final product concentrations of 30 or 40%
(w/w), only two case studies with the lowest membrane pre-concentration values represent an
economically feasible option when compared with stand-alone evaporation. The remaining case studies
are characterized for having a TAC substantially lower in contrast with the other concentration process.
On the other hand, aiming for a final product concentration of 20% (w/w), the combined process OPEX
is remarkably lower when compared with the evaporation unit operational cost. Therefore, analyzing
also the TAC is crucial, by observing Figure 3-11. The case study represented as being an optimal point,
i.e., showing the lowest TAC when evaluated from a comparison perspective, is the one named as VI –
𝛼. Furthermore, the energy cost influence for the case study (MF TSfinal content of 5,6 % (w/w)) implies
once again that the integrated process has environmental advantages over the standing-alone
evaporation process, leading to a more reduced energy consumption, thus supporting the latter choice.

38
Figure 3-9. MF → EVAP and EVAP CAPEX according to each case study.
Figure 3-10. MF → EVAP and EVAP OPEX according to each case study.
I - α
II - α
III – α
IV – α
V – α
VI – α
VII - α
I - β
II – β
III – β
IV – β
V – β
VI – β
VII - β
I - µ
II – µ
III – µ
IV – µ
V – µ
VI – µ
VII - µ
750
770
790
810
830
850
870
890
910
930
950
2,8 3,3 3,8 4,3 4,8 5,3 5,8 6,3 6,8
CA
PE
X (
k€/y
)
MF final TS (%)
MF+EVAP 20% MF+EVAP 30% MF+EVAP 40% EVAP 20% EVAP 30% EVAP 40%
I - αII - α
III – αIV – α
V – α VI – α
VII - α
I - β
II – βIII – β
IV – β
V – β
VI – βVII - β
I - µ
II – µIII – µ
IV – µ
V – µ VI – µ VII - µ
700
800
900
1000
1100
1200
1300
1400
1500
1600
2,8 3,3 3,8 4,3 4,8 5,3 5,8 6,3 6,8
OP
EX
(k€/y
)
MF final TS (%)
MF+EVAP 20% MF+EVAP 30% MF+EVAP 40% EVAP 20% EVAP 30% EVAP 40%

39
Figure 3-11. MF → EVAP and EVAP TAC according to each case study.
Figure 3-12. Energy cost distribution percentage for MF → EVAP and EVAP according to each case study.
I - α
II - α
III – αIV – α
V – α
VI – α
VII - α
I - β
II – βIII – β
IV – βV – β
VI – β
VII - β
I - µ
II – µ III – µ
IV – µ
V – µ
VI – µ
VII - µ
1500
1600
1700
1800
1900
2000
2100
2200
2300
2400
2500
2,8 3,3 3,8 4,3 4,8 5,3 5,8 6,3 6,8
TA
C (
k€/y
)
MF final TS (%)
MF+EVAP 20% MF+EVAP 30% MF+EVAP 40% EVAP 20% EVAP 30% EVAP 40%
I - αII - α
III – αIV – α
V – α
VI – α
VII - α
I - βII – β
III – βIV – β
V – β
VI – β
VII - β
I - µ II – µ
III – µ IV – µ
V – µ
VI – µ
VII - µ
1000
1500
2000
2500
3000
3500
4000
2,7 3,2 3,7 4,2 4,7 5,2 5,7 6,2 6,7 7,2
TA
C (
k€/y
)
MF final TS (%)
MF+EVAP 20% MF+EVAP 30% MF+EVAP 40% EVAP 20% EVAP 30% EVAP 40%
43
37
36
30
25
21
17
50
48
43
41
34
30
23
51
49
43
41
36
28
24
50
50
50
50
50
50
50
51
51
51
51
51
51
51
52
52
52
52
52
52
52
3,1
3,3
3,7
4,1
4,7
5,6
6,8
Energy cost influence (%)
MF
fin
al
TS
(%
)
MF+EVAP 20% MF+EVAP 30% MF+EVAP 40% EVAP 20% EVAP 30% EVAP 40%

40
3.3.3 Process system price summary
The calculation of the TAC per volume of water removed is feasible and essentially, it provides an unique
analysis enabling a comparison capable of showing which system has the lowest TAC concerning only
the water removed as a concentration performance metric. The concentration process prices are
showed in Table 3-5. However, since the scope of this Thesis is to find an optimal system addressing
both economic and environmental constraints, parameters such as the final TS content and the energy
consumption are the decisive variables.
Table 3-5. TAC per cubic meter of removed water
Process system TAC per volume of removed water (€/m3 H2O)
Process system TAC per volume of removed water (€/m3 H2O)
V (MF) 2,09 V – µ (MF→EVAP)
3,59
VI (MF) 2,12 I - α (MF→EVAP)
3,60
IV (MF) 2,15 VII - µ (MF→EVAP)
3,60
I (MF) 2,26 B (EVAP) 3,63
III (MF) 2,28 VII – β (MF→EVAP)
3,63
II (MF) 2,36 V – β (MF→EVAP)
3,67
VI (MF) 2,69 II – α (MF→EVAP)
3,68
VII (MF) 2,56 IV – µ (MF→EVAP)
3,70
F (EVAP) 2,56 IV – β (MF→EVAP)
3,74
G (EVAP) 2,71 VI – µ (MF→EVAP)
3,75
E (EVAP) 2,74 III – µ (MF→EVAP)
4,17
D (EVAP) 3,19 EVAP – 40% 4,18
VI – α (MF→EVAP) 3,27 II – µ (MF→EVAP)
4,21
C (EVAP) 3,33 III – β (MF→EVAP)
4,22
III – α (MF→EVAP)
3,33 EVAP – 30% 4,24
IV – α (MF→EVAP)
3,35 II – β (MF→EVAP)
4,26
V – α (MF→EVAP)
3,41 EVAP – 20% 4,36
VI – β (MF→EVAP)
3,46 I - µ (MF→EVAP)
4,57
VII – α (MF→EVAP)
2,09 I – β (MF→EVAP)
4,64
A (EVAP) 4,97

41
Techno-economical models
Through the least-squares method, mathematical models were estimated in order to translate the
CAPEX, OPEX and TAC related to the most important configurations analyzed. For the membrane
filtration system, the total solids content concerns the retentate concentration whereas for the
evaporation unit, the variable TS content (𝑤 𝑤⁄ %) describes the final stream concentration of the
process. Finally, regarding the combined process, TS content (𝑤 𝑤⁄ %) represents the retentate
concentration from the membrane filtration system and also the feed concentration for the following
evaporation process.
Membrane filtration system
𝐶𝐴𝑃𝐸𝑋 (𝑘€ 𝑦⁄ ) = 9,56 × 101. 𝑇𝑆 − 1,82 × 102 (3.1)
𝑂𝑃𝐸𝑋 (𝑘€ 𝑦⁄ ) = 2,17 × 102. 𝑇𝑆 − 8,48. 𝑇𝑆2 − 5,11 × 102
(3.2)
𝑇𝐴𝐶 (𝑘€ 𝑦⁄ ) = 4,53 × 102. 𝑇𝑆 − 2,28 × 101. 𝑇𝑆2 − 1,01 × 103
(3.3)
5-MEE Evaporation system
𝐶𝐴𝑃𝐸𝑋 (𝑘€ 𝑦⁄ ) = 6,17 × 103. 𝑇𝑆 − 5,03 × 101. 𝑇𝑆2 + 1,21 × 104 (3.4)
𝑂𝑃𝐸𝑋 (𝑘€ 𝑦⁄ ) = 1,66 × 102. 𝑇𝑆 − 2,31 × 102
(3.5)
𝑇𝐴𝐶 (𝑘€ 𝑦⁄ ) = 1,07 × 103. 𝑇𝑆 − 8,10 × 101. 𝑇𝑆2 + 2,13 × 104 (3.6)
Combined process MF→EVAP TSfinal 20%
𝐶𝐴𝑃𝐸𝑋 (𝑘€ 𝑦⁄ ) = 1,12 × 105. 𝑇𝑆 − 5,12 × 104. 𝑇𝑆2 + 1,15 × 104. 𝑇𝑆3 − 1,25 × 103. 𝑇𝑆4
+ 5,33 × 101. 𝑇𝑆5 − 9,60 × 104 (3.7)
𝑂𝑃𝐸𝑋 (𝑘€ 𝑦⁄ ) = −5,65 × 102. 𝑇𝑆 + 4,17 × 101. 𝑇𝑆2 + 2,24 × 103
(3.8)
𝑇𝐴𝐶 (𝑘€ 𝑦⁄ ) = {
7,19 × 103. 𝑇𝑆 − 1,10 × 103. 𝑇𝑆2 − 9,94 × 103, 𝑇𝑆 ∈ [3,055; 3,657[
2,07 × 103. 𝑇𝑆 − 2,24 × 102. 𝑇𝑆2 + 2,99 × 101, 𝑇𝑆 ∈ [3,657; 4,662[
−1,01 × 103. 𝑇𝑆 + 9,01 × 101. 𝑇𝑆2 + 4,41 × 103, 𝑇𝑆 ∈ [4,662; 6,825]
(3.9)

42
Sensitivity Analysis
The capital and operating costs are based on numerous parameters as it is described in Chapter 2.
Therefore, it is essential the comprehension towards the influence of each variable. That understanding
leads to a preliminary estimation on which variable it will have the major impact on TAC. Importantly, to
fully understand how much a parameter can influence the economic metric a sensitivity analysis is
executed. Such an analysis it is measures the percentage of influence on TAC along with the percentage
related to its cost representation on the TAC of the chosen system, VI – 𝛼.
From a solely membrane filtration evaluation, miscellaneous equipment and spare parts costs, the latter
mostly known as membrane replacement costs, present the highest cost impact. Whereas an
evaporation system economy is mainly dependent on the purchasing equipment cost along with the
expected energy price, expectedly. The numeric parameter cost distribution for each process is
illustrated in Figure 3-13 and Figure 3-14.
Figure 3-13. Process design parameters distribution of CAPEX (right) and OPEX (left) parameters for solely MF, case
study VI - α
Equipment11%
Instrumentation and Control
18%
Piping11%
Miscellaneous Equipment
47%
Others13%
Spare parts 54%
Cleaning 34%
Labor and Maintenance
2%
Energy 10%
Labor and Maintenance
14%
Energy 86%
Equipment44%
Instrumentation and control4%Piping
4%
Miscellaneous equipment
18%
Spare parts2%
Others28%
Figure 3-14. Process design parameters distribution of CAPEX (right) and OPEX (left) parameters for solely EVAP,
case study VI - α

43
It is straightforward by now which parameters should affect the most the combined process, membrane
filtration followed by evaporation. Nevertheless, it is essential to measure the amount of influence on
the economy of the installation. In fact, a sensitivity analysis was carried out, where the parameter
original values experienced a single variation of ±5%, ±10% and ±20% while determining the new value
of case study VI – 𝛼 TAC for each scenario. That allows the calculation of how much in percentage the
TAC varies when a given parameter also varies, without changing the remaining process variables.
Moreover, it is also exhibited the numeric parameter distribution, which necessarily corresponds with
the previous one, coupled with the percentage values that support the aim of the sensitivity analysis.
Eminently, the steam price required for the evaporation plant, when experiencing a 10% variation, it has
the ability of varying approximately 3% the TAC of the system. That can have a tremendous impact on
the economy of the pulp mill as a whole. Secondly, the spare parts of a membrane filtration system
followed by the evaporation equipment are the secondary parameters to be taken into account. As a
result, TAC varies 1,2% and approximately 1%, respectively, when changed only 10% from the initial
values. The influence percentages of each process variable are represented in Figure 3-15 and Figure
3-16 and also listed in Table A-33.
0,10
0,21
0,41
0,17
0,35
0,69
0,10
0,21
0,42
0,46
0,92
1,84
±5%
±10%
±20%
Process design parameter influence (%) in TAC
Variatio
n f
rom
base c
ase (
%)
Equipment (MF) Instrumentation and Control (MF)
Piping (MF) Miscellaneous Equipment (MF)
0,62
1,24
2,47
0,40
0,80
1,59
0,02
0,04
0,08
0,12
0,23
0,47
±5%
±10%
±20%
Process design parameter influence (%) in TAC
Variatio
n f
rom
base c
ase (
%)
Spare parts (MF) Cleaning (MF) Labor and Maintenance (MF) Electricity (MF)
0,48
0,96
1,92
0,05
0,10
0,19
0,05
0,10
0,19
0,19
0,38
0,77
0,02
0,04
0,08
±5%
±10%
±20%
Process design parameters influence (%) in TAC
Variatio
n f
rom
base c
ase (
%)
Equipment (EVAP) Instrumentation and Control (EVAP)
Piping (EVAP) Miscellaneous Equipment (EVAP)
Spare parts (EVAP)
0,25
0,51
1,02
1,52
3,04
6,09
±5%
±10%
±20%
Process design parameters influence (%) in TAC
Variatio
n f
rom
base c
ase (
%)
Labor and Maintenance EVAP) Steam Price (EVAP)
Figure 3-15. Process design parameters influence regarding MF in TAC for MF → EVAP, case study VI - α
Figure 3-13. Process design parameters influence regarding EVAP in TAC for MF → EVAP, case study VI - α

44
Pulp and paper industry case study: Caima, Indústria da
Celulose
The treatment of wastewater effluents using multi-effect evaporator systems as a concentration method
has been largely present in the pulp and paper industry. Accordingly, the introduction of a membrane
filtration unit should complement the already installed concentration plant instead of replacing it entirely.
That being the case, brings the necessity of performing a distinct economic evaluation and sensitivity
analysis, building up on the steps described in the previous Chapters.
When an evaporation plant is already installed, the number of evaporators is established, and the
associated CAPEX is no longer a determinant economic variable. According to available data regarding
a bleaching effluent from the pulp mill Caima, Indústria da Celulose a 5 multi-effect evaporator system
is implemented to concentrate the alkaline extraction stage effluent. The associated stream conditions
and specifications were also used to support the general case. Therefore, the definition of the most
suitable system from a techno-economic viewpoint for the present particular case is the analysis subject
of the observation of Figure 3.17. It is clear that the case study I – α represents the economically
preferential option, which implies a final total solid concentration of 3,1% (w/w) for the membrane
filtration as being the feed to the evaporation system, enabling a final process total solids content of
20% (w/w).
Figure 3-14. MF → EVAP and EVAP TAC according to each case study for the PPI case study example.
I - α II - α
III – α IV – α
V – α
VI – α
VII - α
I - βII – β
III – βIV – β
V – β
VI – β
VII - β
I - µ II – µIII – µ IV – µ
V – µ
VI – µ
VII - µ
0
500
1000
1500
2000
2500
3000
3500
4000
2,7 3,2 3,7 4,2 4,7 5,2 5,7 6,2 6,7 7,2
TA
C (
k€
/y)
MF final TS (%)
MF+EVAP 20% MF+EVAP 30% MF+EVAP 40% EVAP 20% EVAP 30% EVAP 40%

45
Once again, a sensitivity analysis is performed, and it is focused on the industrial case of the pulp mill
located in Caima. The stream price greatly influences the total annual costs of the concentration
technology, where a variation of 10% leads to an increase or decrease of TAC of approximately 4%.
Most impressively, a variation of 20% in steam price could vary by almost 7% the TAC. In fact, steam
price is a variable of great concern and its variation is described in the following Chapter. In addition,
the capital cost parameters related to the purchase of the membrane filtration system can also have an
equal impact on the TAC by varying it around 2%.
1,7
1,7
1,8
1,7
1,7
1,8
1,7
1,8
1,8
1,8
1,9
2,1
±5%
±10%
±20%
Process design parameter influence (%) in TAC
Variatio
n f
rom
base c
ase (
%)
Equipment (MF) Instrumentation and Control (MF)
Piping (MF) Miscellaneous Equipment (MF)
0,3
0,6
1,1
0,03
0,1
0,1
0,005
0,01
0,02
0,03
0,1
0,1
±5%
±10%
±20%
Process design parameter influence (%) in TAC
Variatio
n f
rom
base c
ase (
%)
Spare parts (MF) Cleaning (MF) Labor and Maintenance (MF) Electricity (MF)
Figure 3-18. Process design parameters influence regarding MF in TAC for MF → EVAP, case study I – α for PPI case study
example
0,5
1,0
2,0
1,8
3,6
7,1
±5%
±10%
±20%
Process design influence (%) in TAC
Variatio
n f
rom
base c
ase (
%)
Labor and Maintenance EVAP) Steam Price (EVAP)
Figure 3-19. Process design parameters influence regarding EVAP in TAC for MF → EVAP, case study I – α for
PPI case study example

46
Techno-economic results discussion
Research investigating the potential of the combined process, membrane filtration system followed by
an evaporation plant, with the purpose of concentrating a certain flow has been greatly conducted.
However, the novelty of this Thesis is the main focus on the techno-economic analysis based on results
from a previous study investigated by (São Pedro, 2016), concerning a bleach effluent from Caima,
Indústria da Celulose. Although those results were related to a plate and frame module, an analysis
using a spiral wound configuration is valid due to the similar flat-sheet structure of both modules. One
of the reasons why a spiral-wound module was chosen to support the present Thesis results is because
of its considerably lower cost in comparison to plate and frame costs (Samhaber & Nguyen, 2014). More
assumptions were made, particularly the one considering that the flow operational conditions remain the
same along the membrane filtration system which is not always correct. In addition to the latter, with the
fact that the pressure drop is negligible on the feed side.
A downside of using spiral-wound nanofiltration membrane is the necessity of installing a pre-treatment
technology to prevent membrane fouling, enabling also longer operation times without cleaning. Some
very efficient pre-treatment methods have been already installed in the pulp and paper industry, which
includes sand filter, back-washable screen filter and biologically treatment as an activated sludge plant
(Nystro, 2007). Another more conventional pre-treatment processes involve coagulation/flocculation,
sedimentation and media filtration. Furthermore, an innovative spiral-wound nanofiltration pre-treatment
study was carried by (Geraldes, Anil, de Pinho, & Duarte, 2008) in which the effectiveness of dissolved
air flotation (DAF) was investigated. The results indicated that, in the range of operating conditions
studied, another distinct treatment capable of removing residual suspended particles and colloidal
matter should be integrated. In general, according to (Gorenflo & Frimmel, 2002), nanofiltration plants
pre-treatment costs are estimated to be in the same range as costs for the NF process itself, however
specific cost data was not find in literature.
Therefore, a cost estimation was conducted regarding a sand filter system, in light of fully understanding
the economic impact of that technology. The capital cost calculated from an equation expressed in
(Rural & Cowi, 2006) is tantamount to the capital cost estimated from (Slezak & Sims, 1984), as being
29762€, considering the operational feed conditions. The latter amount does not insert within the range
of the NF plant costs, in fact it is significantly lower. In fact, it affects only in 6% and in 2% the CAPEX
of the case studies I and III, respectively. Therefore, the implementation of a pre-treatment as sand filter
would not compromise the economic advantages of installing the optimal chosen system.

47
Regarding the nanofiltration module used to obtain the results, a major concern must be underlined.
Although pH and temperature adjustments are generally not a problem when using a membrane filtration
system, since innumerous different membrane products with distinct operational specifications are
available in the market, the membrane module applied in this case can be a concern. The bleaching
effluent comes from an alkaline stage thus its pH is approximately 10 which is the maximum value
allowed for the membrane operate successfully. In addition to that, (São Pedro, 2016) concluded that
the optimal operating temperature is 50 ℃ whereas 45 ℃ is the temperature limit of the membrane in
this project considered, which can affect the membrane performance results when applying the
suggested membrane to the effluent treatment unit.
The economic model of (Sethi, 1997) has some advantages regarding to those divulged in literature for
the fact of being based on real published data and for considering an economy of scale. Although the
model addresses ultrafiltration installations, authors such as (Costa & de Pinho, 2006) used it to estimate
nanofiltration plant costs, thereby validating the model. The consequent techno-economic investigation
presented the impact of the membrane filtration parameters. That analysis revealed the challenge of
keeping membrane costs low, because of the frequent need for membrane replacement, expressed as
spare parts, that is associated with these applications. In addition, the miscellaneous equipment factor
cost is highly case dependent. However, when installing a membrane unit into an existing facility, the
cost of buildings, construction and electrical supply is plausibly lower in contrast with miscellaneous
equipment cost associated to a completely new plant. In fact, the industrial case study example was
analyzed considering the latter factor however for further investigations it is suggested to be reassessed.
Another critical factor is the influence of the energy consumption and, consequently, the effect that the
steam price has in the total annual cost of the evaporation system. Hence it is crucial analyzing briefly
how the steam is generated and its price dependency. A industrial plant can have multiples steam
sources and several fuels, as so determining the true cost of steam becomes far more complex (Kumana
& Associates, 2003). In most companies, the reported cost of steam is the average cost of generation
at a particular production rate and it is affected by innumerous parameters, the fuel cost, the operating
steam pressure and even the boiler efficiency (Swagelok Energy Advisors, 2011).
The steam cost can then vary immensely, although its effect differs according to each system. With
regard to a standing-alone evaporation plant, an additional sensitivity analysis revealed that a steam
price variation of 10% would lead to a TAC variation of 8%, more than twice as much as comparing to
the combined system (3%). Moreover, a fascinating research performed by (Wang, Tung, & Ward, 2017)
shows that, in case of a significant increase of the steam price, the membrane filtration unit followed by
a multi-effect evaporation process was found to have the lowest cost. Positively, this Thesis results are
in line with other studies, reinforcing one of the advantages of opting for choosing a membrane filtration
system followed by an evaporation installation over to an unique evaporation plant regardless the
influence of steam price.

48
Process design and operational parameters economic impact the influence expected to be found in the
total annual cost of each system. In fact, even though it might not be clear through Figure 3-9, the
evaporator capital cost slightly decreases as the retentate concentration increases. Whereas the
membrane filtration system capital cost substantially increases. Firstly, the evaporation unit cost
decreases because the equipment is designed according to the amount of water needed to be removed.
It means exactly the same as being sized according to the final concentration required. With higher
retentate concentration as feed to the evaporation system, a lower heat transfer area is required, which
is the design parameter that determines the equipment cost. On the other hand, higher retentate
concentration values increase membrane area requirements, leading to a higher membrane filtration
cost.
Undoubtedly, a membrane filtration as a concentrator unit upstream of evaporation enables the
reduction of the total energy process requirements, as it is illustrated in Figure 3-8 and Figure 3-12.
However, the large CAPEX of the initial membrane installation and operational and maintenance costs,
which includes membrane replacement, are both parameters capable of greatly reducing the process
economic advantages. So continuous efforts on improving membrane performance along with cost are
mandatory in the pursuing of having a membrane system as a cost-effective concentration process.
The sensitivity analysis that was performed showed quantitively the importance and impact of some
process parameters involved in the design and maintenance. Regarding membrane filtration unit the
system coupled with the membrane replacement cost represent the highest expense. While, concerning
the evaporation plant, steam price along with equipment purchase cost present the most significant
costs. Although numerous conclusions can be highlighted, another study focused on more process
design parameters would complement immensely the present results but was not feasible due to the
limited data available. Suárez et al., 2015 carried out a reverse osmosis sensitivity analysis addressing
different process parameters. The results from that study show the great influence of the plant capacity,
the permeate flux and the outlet temperature have on the CAPEX. Therefore, in case of a future analysis,
an evaluation integrating those parameters as well is suggested.

49
Chapter 4. Conclusion and future work
Compared to the literature, the results from the developed model showed good accuracy in predicting
the feasibility of a nanofiltration unit followed by an evaporation plant set up. For the innumerous case
studies analyzed both CAPEX and OPEX calculated values were in good agreement with those reported
in the field of pulp and paper industry. Regarding the performance and cost results, the use of membrane
concentrator upstream to the evaporation unit reduces the size and energy use of the subsequent
evaporator. That fact provides economic improvements for different case studies. The most suitable
case study is VI – α, where the retentate is concentrated until 5,6% (w/w) and the final product
concentration is 20% (w/w). For the particular case of the pulp mill in Caima, the only economic viable
scenario is the one in which the total solid content of the retentate is 3,1% (w/w) and the final product
concentration of the combined process is 20% (w/w).
Membrane filtration as a solo unit is indeed economically arduous to an industrial company to
considerer. However, when integrated with distinct technologies, as evaporation plants, it can bring
several advantages. It is a compact system, easy to install in industrial plants. It can also be used as a
process booster, capable of rapidly concentrate an effluent, increasing the process capacity while
significantly reducing the energy consumption requirement when compared to other concentration
methods.
One of the concerns of the wastewater management is definitely meeting the several environmental
constraints by applying innovative technologies capable of eliminating the organic matter of the effluents
in the most suitable way. Moreover, from an economic management viewpoint, there are several
benefits of membrane filtration processes in lignin and hemicellulose extraction, since it does not require
pH or temperature adjustment. Furthermore, it is possible to control both component fraction molecular
mass by membrane cut-off. In chemical pulp mills, lignin and hemicelluloses can be extracted and
afterwards used in several applications, as mentioned in Chapter 2. Hemicellulose fermentation or
hydrolysis leads to value-added products, such as ethanol and xylitol whose significance in food and
pharmaceutic industry is unquestionable. While lignin, in addition to several related value-added
products, can be used as an external fuel. However, the profitability of lignin and hemicelluloses
extraction depends to a great extent on the process design parameters, specially the steam/electricity
price and whether the quality of lignin and hemicelluloses fulfills the demands for the related end-
products.
Several issues remain to be further investigated, however, the results of this study offer a starting point
for further optimization of concentration processes in the pulp and paper industry. Prospectively, the
development of a data-model capable of analyzing simultaneously experimental and economic data
would be extremely interesting. The least squares method provided a first estimation of a model that
predicts the obtained techno-economical results for each concentration process. Howsoever, more data
should be included and tested to fully validate those model conclusions.

50
This page was intentionally left blank.

51
Chapter 5. References
Alexandri, M., Papapostolou, H., Komaitis, M., Stragier, L., Verstraete, W., Danezis, G. P., … Koutinas,
A. A. (2016). Evaluation of an integrated biorefinery based on fractionation of spent sulphite liquor
for the production of an antioxidant-rich extract, lignosulphonates and succinic acid. Bioresource
Technology, 214, 504–513. https://doi.org/10.1016/j.biortech.2016.03.162
Arkell, A., Krawczyk, H., Thuvander, J., & Jönsson, A. S. (2013). Evaluation of membrane performance
and cost estimates during recovery of sodium hydroxide in a hemicellulose extraction process by
nanofiltration. Separation and Purification Technology, 118, 387–393.
https://doi.org/10.1016/j.seppur.2013.07.015
Bai, F., Xiong, L., & Wang, Q. (2017). Accepted Manuscript, 11–19.
https://doi.org/10.1016/j.neubiorev.2017.04.006
Bajpai, P. (2013). Chapter 4 - Products from Hemicelluloses*. Biorefinery in the Pulp and Paper Industry.
https://doi.org/http://dx.doi.org/10.1016/B978-0-12-409508-3.00004-3
Bajpai, P. (2017a). External Treatment Technologies Used for Pulp and Paper Mill Effluents. Pulp and
Paper Industry, 71–92. https://doi.org/10.1016/B978-0-12-811099-7.00006-X
Bajpai, P. (2017b). Introduction. Pulp and Paper Industry, 1–8. https://doi.org/10.1016/B978-0-12-
811099-7.00001-0
Baker, R. W. (2004). Membrane Technology and Applications. Membrane Technology and Applications.
https://doi.org/10.1016/S0376-7388(00)83139-7
Berg, P. L. (2017). Pulp, paper, and packing in the next decade: Transformation change. Paper & Forest
Products McKinsey&Company. Retrieved from https://www.mckinsey.com/industries/paper-and-
forest-products/our-insights/pulp-paper-and-packaging-in-the-next-decade-transformational-
change
Bonnin, E., Ralet, M. C., Thibault, J. F., & Schols, H. A. (2009). Enzymes for the valorisation of fruit- and
vegetable-based co-products. Handbook of Waste Management and Co-Product Recovery in
Food Processing (Vol. 2). Woodhead Publishing Limited.
https://doi.org/10.1533/9781845697051.3.257
Bulletin, T. (2017). Spiral-Wound Elements, 19–20.
Bungay, E. P. ., Lonsdale, H. K., & de Pinho, M. N. (1986). Synthetic Membranes: Science, Engineering
and Applications. (N. A. S. C. M. and C. Science, Ed.). D. Reidel Publishing Company.
Carminati, R. (2017). Market&trends: the pulp and paper sector is not dead yet. Paper Industry World.
Retrieved from http://www.paperindustryworld.com/markettrends-pulp-paper-sector-not-dead-yet/
CEPI (Confederation of European Paper Industries). (2017). Key Statistics 2016.
Http://Www.Cepi.Org/Keystatistics2016, 1–31. Retrieved from https://www.e-
control.at/documents/20903/443907/Statbro_englisch_FINAL.pdf/0feaeaa0-d46f-4496-a498-

52
39a81e5e67a2
Chen, H. (2014). Biotechnology of lignocellulose: Theory and practice. Biotechnology of Lignocellulose:
Theory and Practice. https://doi.org/10.1007/978-94-007-6898-7
Cheryan, M. (1998). Ultrafiltration and Microfiltration Handbook. Pennsylvania: Western Hemisphere.
Cline, S. P., & Smith, P. M. (2017). Opportunities for lignin valorization: an exploratory process. Energy,
Sustainability and Society, 7(1). https://doi.org/10.1186/s13705-017-0129-9
Costa, A. R., & de Pinho, M. N. (2006). Performance and cost estimation of nanofiltration for surface
water treatment in drinking water production. Desalination, 196(1–3), 55–65.
https://doi.org/10.1016/j.desal.2005.08.030
Ebrahimi, M., Busse, N., Kerker, S., Schmitz, O., Hilpert, M., & Czermak, P. (2015). Treatment of the
bleaching effluent from sulfite pulp production by ceramic membrane filtration. Membranes, 6(1),
1–15. https://doi.org/10.3390/membranes6010007
Energy, S., & Ise, S. (2017). Base-catalyzed Reformation of Kraft Lignin for Base-catalyzed Reformation
of Kraft Lignin for Carbon Fiber Precursors In partial fulfillment of a Master ´ s of Science Chair of
Forest Biomaterials, (March). https://doi.org/10.13140/RG.2.2.23616.12807
Engineering, G. P. (2018). Falling Film Evaporator. Retrieved July 22, 2018, from
https://www.gea.com/pt/products/falling-film-evaporator.jsp
Epa, U. S. (2005). Note on the Membrane Filtration Guidance Manual. Environmental Protection.
Figoli, A., Cassano, A., & Basile, A. (2016). Mmebrane Technologies for Biorefining.
Gallagher, B. (2018). EVAPS - High-Performance Evaporation Systems. Retrieved July 12, 2018, from
https://businessdocbox.com/Green_Solutions/78099852-Evaps-high-performance-evaporation-
systems.html
Geraldes, V., Anil, A., de Pinho, M. N., & Duarte, E. (2008). Dissolved air flotation of surface water for
spiral-wound module nanofiltration pre-treatment. Desalination, 228(1–3), 191–199.
https://doi.org/10.1016/j.desal.2007.10.008
Gleadow, P., & Stratton, S. (2003). NATIONAL COUNCIL FOR AIR AND STREAM IMPROVEMENT
PULP MILL PROCESS CLOSURE : A REVIEW OF GLOBAL TECHNOLOGY DEVELOPMENTS
AND MILL EXPERIENCES IN THE 1990s.
Gorenflo, A., & Frimmel, F. H. (2002). Nanofiltration of a German groundwater of high hardness and
NOM content : performance and costs, 1, 253–265.
Guerra, K., & Pelligrino, J. (2012). Investigation of Low-Pressure Membrane Performance, Cleaning,
and Economics Using a Techno-Economic Modeling Approach, (174).
Johssen, B. (2017). The Pulp and Paper Industry. Physical Review Letters, 1(3), 501–509.
https://doi.org/10.1021/ie50507a025
Jönsson, A. S., Nordin, A. K., & Wallberg, O. (2008). Concentration and purification of lignin in hardwood

53
kraft pulping liquor by ultrafiltration and nanofiltration. Chemical Engineering Research and Design,
86(11), 1271–1280. https://doi.org/10.1016/j.cherd.2008.06.003
Judd, S., & Jefferson, B. (2003). Membranes for Industrial Wastewater Recovery and Re-use.
Kaya, D., & Ibrahim Sarac, H. (2007). Mathematical modeling of multiple-effect evaporators and energy
economy. Energy, 32(8), 1536–1542. https://doi.org/10.1016/j.energy.2006.09.002
Khanam, S., & Mohanty, B. (2011). Development of a new model for multiple effect evaporator system.
Computers and Chemical Engineering, 35(10), 1983–1993.
https://doi.org/10.1016/j.compchemeng.2010.11.001
Kumana & Associates. (2003). How To Calculate The True Cost of Steam. Wshington.
Kumar, D., Kumar, V., & Singh, V. P. (2013). Modeling and dynamic simulation of mixed feed multi-
effect evaporators in paper industry. Applied Mathematical Modelling, 37(1–2), 384–397.
https://doi.org/10.1016/j.apm.2012.02.039
Li, Y., & Watkinson, A. P. (2011). Deposit formation in evaporation of a pulp mill effluent. Heat Transfer
Engineering, 32(3–4), 258–263. https://doi.org/10.1080/01457632.2010.495614
Livinec, M. (2018). What to Watch? Unpack growth from global trade and e-commerce.
Marques, A. P., Evtuguin, D. V., Magina, S., Amado, F. M. L., & Prates, A. (2009). Chemical Composition
of Spent Liquors from Acidic Magnesium–Based Sulphite Pulping of Eucalyptus globulus. Journal
of Wood Chemistry and Technology, 29(4), 322–336.
https://doi.org/10.1080/02773810903207754
Menon, V., Rao, M., & Prakash, G. (2010). Value added products from hemicellulose - Biotechnological
perspective. Global Journal of Biochemistry (Vol. 1).
https://doi.org/10.1017/CBO9781107415324.004
Mulder, M. (1996). Basic Principles of Membrane Technology (first). Dordrecht, the Netherlands: Kluwer
Academic Publishers.
Nilsson, M., Lipnizki, F., Trägårdh, G., & Östergren, K. (2008). Performance, energy and cost evaluation
of a nanofiltration plant operated at elevated temperatures. Separation and Purification
Technology, 60(1), 36–45. https://doi.org/10.1016/j.seppur.2007.07.051
Nordin, A. K. (2008). Process Design for Ultrafiltration of Complex Process Streams. Lund University.
Nordin, A. K., & Jönsson, A. S. (2008). Optimisation of membrane area and energy requirement in
tubular membrane modules. Chemical Engineering and Processing: Process Intensification, 47(7),
1090–1097. https://doi.org/10.1016/j.cep.2007.09.010
Nystro, M. (2007). Membrane filtration for tertiary treatment of biologically treated effluents from the pulp
and paper industry. https://doi.org/10.2166/wst.2007.217
O’Connell, E. (2017). Towards Adaptation of Water Resource Systems to Climatic and Socio-Economic
Change. Water Resources Management, 31(10), 2965–2984. https://doi.org/10.1007/s11269-017-

54
1734-2
Obydenkova, S. V., Kouris, P. D., Hensen, E. J. M., Heeres, H. J., & Boot, M. D. (2017). Environmental
economics of lignin derived transport fuels. Bioresource Technology, 243, 589–599.
https://doi.org/10.1016/j.biortech.2017.06.157
Oeveren, P. V, V, H. I. N., Congress, W. B., & Diego, S. (2004). Best Available Techniques, (July), 1–
18. https://doi.org/10.1016/B978-0-12-811099-7.00003-4
Pabby K., A., Rizvi S.H., S., & Sastre, A. M. (2009). Handbook of Membrane Separations.
Pereira, G. C. Q., Braz, D. S., Hamaguchi, M., Ezeji, T. C., Maciel Filho, R., & Mariano, A. P. (2018).
Process design and economics of a flexible ethanol-butanol plant annexed to a eucalyptus kraft
pulp mill. Bioresource Technology, 250(September 2017), 345–354.
https://doi.org/10.1016/j.biortech.2017.11.022
Peters, M. S., & Timmerhaus, K. D. (1991). Plant Desing and Economics for Chemical Engineers.
Peters, S. M., & Timmerhaus, D. K. (1991). Plant Design and Economics for Chemicals Engineers
(Fourth Edi).
Phitsuwan, P., Sakka, K., & Ratanakhanokchai, K. (2013). Improvement of lignocellulosic biomass in
planta: A review of feedstocks, biomass recalcitrance, and strategic manipulation of ideal plants
designed for ethanol production and processability. Biomass and Bioenergy, 58, 390–405.
https://doi.org/10.1016/j.biombioe.2013.08.027
Rajendran, K., Rajoli, S., Teichert, O., & Taherzadeh, M. J. (2015). Impacts of retrofitting analysis on
first generation ethanol production: Process design and techno-economics. Bioprocess and
Biosystems Engineering, 38(2), 389–397. https://doi.org/10.1007/s00449-014-1278-2
Rural, T., & Cowi. (2006). Appendix 2 : Documentation of Expenditure Functions - Water Supply. Water
Supply, 1–9. Retrieved from https://www.oecd.org/env/outreach/36228967.pdf
Samhaber, W. M., & Nguyen, M. T. (2014). Applicability and costs of nanofiltration in combination with
photocatalysis for the treatment of dye house effluents. Beilstein Journal of Nanotechnology, 5,
476–484. https://doi.org/10.3762/bjnano.5.55
São Pedro, T. (2016). Ultrafiltration and Nanofiltration of E-stage bleaching plant effluent of a sulphite
pulp mill, (December).
Schaefer, K. (2016). Outlook for the World Pulp Market. Brazil.
Schwantes, R., Chavan, K., Winter, D., Felsmann, C., & Pfafferott, J. (2018). Techno-economic
comparison of membrane distillation and MVC in a zero liquid discharge application. Desalination,
428(October 2017), 50–68. https://doi.org/10.1016/j.desal.2017.11.026
Sethi, S. (1997). Transient permeate flux analysis, cost estimation, and Design Optimization in
Crossflow Membrane Filtration.
Slezak, L. A., & Sims, R. C. (1984). Application and Effectiveness of Slow Sand Filtration in the United

55
States. Journal / American Water Works Association, 76(12), 38–43.
SPX Corporation. (2008). Evaporator Handbook, 70.
Statista. (n.d.). Paper Industry.
Strathmann, H., Giorno, L., & Drioli, E. (2006). An Introduction to Membrane Science and Tecnhnolgy.
Rend, Italy: Institute on Membrane Technology.
Suárez, A., Fernández, P., Iglesias, J., & Igesias, E. (2015). Cost assessment of membrane processes:
A practical example in the dairy waswater reclamation by reverse osmosis. Journal of Membrane
Science, 493, 389–402.
Swagelok Energy Advisors. (2011). Knowing the Cost of Steam, (31), 4. Retrieved from
http://chicago.swagelok.com/Services/Energy-Services/~/media/Distributor Media/C-
G/Chicago/Services/ES - Knowing Cost of Steam_BP_31.ashx
Symister, O. J. (2016). An Analysis of Capital Cost Estimation Techniques for Chemical Processing.
Thuvander, J. (2018). Recorvery of Hemicelluloses Extracted from Spruce and Wheat Bran. Lund
University\\.
Thuvander, J. (2018). Recovery of Hemicelluloses Extracted from Spruce and Wheat bRAN. Lund
University.
U.S. Environmental Protection Agency. (2001). Pulp and Paper Combustion Sources National Emisson
Standards for Hazardous Air Pollutants. Chicago.
W. Baker, R. (2012). Membrane Technology and Applications (Second edi). California: John Wiley &
Sons, Ltd.
Wagner, J. (2001). Membrane Filtration Handbook: Practical Tips and Hints, 127.
https://doi.org/10.1007/s13398-014-0173-7.2
Wang, H. Y., Tung, K. L., & Ward, J. D. (2017). Design and economic analysis of membrane-assisted
crystallization processes. Journal of the Taiwan Institute of Chemical Engineers, 81, 159–169.
https://doi.org/10.1016/j.jtice.2017.09.023
WWAP. (2018). The United Nations Worls Water Development Report 2018: Nature-Based solutions
for water. Paris.

56
This page was intentionally left blank.

57
Appendix A
This appendix includes data related to techno-economical results. The analyzed nanofiltration system
concerning all the case studies can differ considerably based on some design parameters, such as
volume reduction, average flux and permeate flow. Those parameters lead to the required membrane
area as well as the safety membrane area, which in turn, enables the determination of the number of
membrane elements, as it is described in Table A-1. Additionally, a nomenclature is given and
expressed in Table A-2. in accordance with the configuration proposed for situation 1 and 2 and following
the example illustrated in Figure A-1.
Table A-1. Process and design parameters for each membrane filtration case study.
Case VR (%)
𝑱𝒂𝒗𝒆𝒓𝒂𝒈𝒆
(𝑳. 𝒉−𝟏. 𝒎−𝟐)
𝑸𝒑
(𝒎𝟑. 𝒉−𝟏)
𝑨𝒎
(𝒎𝟐)
𝟏, 𝟐. 𝑨𝒎
(𝒎𝟐)
Membrane elements
I 10 59 7 119 142 4
II 20 33 14 423 508 14
III 30 26 21 803 964 27
IV 40 25 28 1138 1365 37
V 50 22 35 1569 1883 51
VI 60 17 42 2482 2979 81
VII 68 13 48 3609 4331 118
Figure A-1. Example of a multistage plant design, with 3 loops where the first two are composed by two housings
(a), each one containing three membrane elements (b), (2×3), while the third one has only one housing with two
membrane elements, (1×2). Adapted from (Nilsson et al., 2008).

58
Table A-2. Membrane filtration system configuration according to the case study, expressing the number of loops
and the number of housings (a) and membrane elements (b) for each loop.
Situation 1 Situation 2
Case Loops (𝒂 × 𝒃) Loops (𝒂 × 𝒃)
I 1 (4 × 1) 1 (2 × 3)
II 2 (7 × 1) 1 (5 × 3)
III 3
1
(8 × 1)
(3 × 1)
1
1
(8 × 3)
(1 × 3)
IV 4
1
(8 × 1)
(5 × 1)
1
1
(8 × 3)
(5 × 3)
V 6
1
(8 × 1)
(3 × 1)
2
1
(8 × 3)
(1 × 3)
VI 11 (8 × 1) 3
1
(8 × 3)
(3 × 3)
VII 15 (8 × 1) 5 (8 × 3)

59
On the other contrary, data related to the multiple-effect evaporator system was obtained through a
simulation using a MATLAB code developed for the present Thesis and is expressed as it follows.

60

61
The economic evaluation concerning the case studies is listed in the following tables. As matter of
example regarding the evaporation costs, only evaporation unit systems aiming a final product
concentration of 20% are listed, since they represent the configuration of highest economic interest.
Table A-3. Economic variables used for cost evaluation.
Name Description Value
𝒊 Annual interest rate 0,05
𝑵 Investment period (y) 10
𝑪𝑹𝑭 Capital recovery factor 0,130
US $ to € Currency conversion factor 0,87
CEPCI
Chemical engineering plant
cost index
662 (2017)
576 (2014)
392 (1990)
Case study MF I
Table A-4. Capital costs for case study I.
Name Description Cost (€)
𝑪𝒎𝒆𝒎 Set of membranes 47953
𝑪𝑷𝑽 Pipes and valves 84036
𝑪𝑰𝑪 Instrumentation and controls 67392
𝑪𝑻𝑭 Tanks and frames 74560
𝑪𝑴𝑰 Miscellaneous equipment 234668
𝑪𝒑,𝒇 Feed pump 558
𝑪𝒑,𝒓 Recirculation pump 1673
𝑪𝑪𝑨𝑷 Total capital cost 509989
Annual CAPEX 66046

62
Table A-5. Operational parameters and costs for case study I.
Name Description Cost (€)
𝑪𝑨𝒏𝒏𝒖𝒂𝒍 𝒓𝒆𝒑 Membrane replacement cost 37261
𝑾𝒇𝒆𝒆𝒅 (𝒌𝑾. 𝒉) Feed pump power 36
𝑾𝒓𝒆𝒄𝒊𝒓 (𝒌𝑾. 𝒉) Recirculation pump power 17
𝑬 𝑪𝒑,𝒇 Energy cost of feed pump work 6066
𝑬 𝑪𝒑,𝒓 Energy cost of feed pump work 2806
𝑪𝒄𝒍𝒆𝒂𝒏𝒊𝒏𝒈 Membrane cleaning cost 7124
𝑪𝒍𝒂𝒃𝒐𝒓 Labor cost
1321
𝑪𝒎𝒂𝒊𝒏 Maintenance cost
Annual OPEX (€) 54577
Case study MF II
Table A-6. Capital costs for case study II.
Name Description Cost (€)
𝑪𝒎𝒆𝒎 Set of membranes 102818
𝑪𝑷𝑽 Pipes and valves 143332
𝑪𝑰𝑪 Instrumentation and controls 155950
𝑪𝑻𝑭 Tanks and frames 146256
𝑪𝑴𝑰 Miscellaneous equipment 484333
𝑪𝒑,𝒇 Feed pump 822
𝑪𝒑,𝒓 Recirculation pump 883
𝑪𝑪𝑨𝑷 Total capital cost 1034394
Annual CAPEX 133959

63
Table A-7. Operational parameters and costs for case study II.
Name Description Cost (€)
𝑪𝑨𝒏𝒏𝒖𝒂𝒍 𝒓𝒆𝒑 Membrane replacement cost 79892
𝑾𝒇𝒆𝒆𝒅 (𝒌𝑾. 𝒉) Feed pump power 36
𝑾𝒓𝒆𝒄𝒊𝒓 (𝒌𝑾. 𝒉) Recirculation pump power 42
𝑬 𝑪𝒑,𝒇 Energy cost of feed pump work 6066
𝑬 𝑪𝒑,𝒓 Energy cost of feed pump work 7006
𝑪𝒄𝒍𝒆𝒂𝒏𝒊𝒏𝒈 Membrane cleaning cost 25397
𝑪𝒍𝒂𝒃𝒐𝒓 Labor cost
2679
𝑪𝒎𝒂𝒊𝒏 Maintenance cost
Annual OPEX (€) 121040
Case study MF III
Table A-8. Capital costs for case study III.
Name Description Cost (€)
𝑪𝒎𝒆𝒎 Set of membranes 150986
𝑪𝑷𝑽 Pipes and valves 187565
𝑪𝑰𝑪 Instrumentation and controls 237981
𝑪𝑻𝑭 Tanks and frames 205360
𝑪𝑴𝑰 Miscellaneous equipment 697702
𝑪𝒑,𝒇 Feed pump 822
𝑪𝒑,𝒓 Recirculation pump 1673
𝑪𝑪𝑨𝑷 Total capital cost 1482089
Annual CAPEX 191937

64
Table A-9. Operational parameters and costs for case study III.
Name Description Cost (€)
𝑪𝑨𝒏𝒏𝒖𝒂𝒍 𝒓𝒆𝒑 Membrane replacement cost 144595
𝑾𝒇𝒆𝒆𝒅 (𝒌𝑾. 𝒉) Feed pump power 36
𝑾𝒓𝒆𝒄𝒊𝒓 (𝒌𝑾. 𝒉) Recirculation pump power 75
𝑬 𝑪𝒑,𝒇 Energy cost of feed pump work 6066
𝑬 𝑪𝒑,𝒓 Energy cost of feed pump work 12600
𝑪𝒄𝒍𝒆𝒂𝒏𝒊𝒏𝒈 Membrane cleaning cost 48184
𝑪𝒍𝒂𝒃𝒐𝒓 Labor cost
3839
𝑪𝒎𝒂𝒊𝒏 Maintenance cost
Annual OPEX (€) 241702
Case study MF IV
Table A-10. Capital costs for case study IV.
Name Description Cost (€)
𝑪𝒎𝒆𝒎 Set of membranes 186088
𝑪𝑷𝑽 Pipes and valves 217119
𝑪𝑰𝑪 Instrumentation and controls 299502
𝑪𝑻𝑭 Tanks and frames 247004
𝑪𝑴𝑰 Miscellaneous equipment 850963
𝑪𝒑,𝒇 Feed pump 822
𝑪𝒑,𝒓 Recirculation pump 2000
𝑪𝑪𝑨𝑷 Total capital cost 1803498
Annual CAPEX 233561

65
Table A-11. Operational parameters and costs for case study IV.
Name Description Cost (€)
𝑪𝑨𝒏𝒏𝒖𝒂𝒍 𝒓𝒆𝒑 Membrane replacement cost 144595
𝑾𝒇𝒆𝒆𝒅 (𝒌𝑾. 𝒉) Feed pump power 36
𝑾𝒓𝒆𝒄𝒊𝒓 (𝒌𝑾. 𝒉) Recirculation pump power 108
𝑬 𝑪𝒑,𝒇 Energy cost of feed pump work 6066
𝑬 𝑪𝒑,𝒓 Energy cost of feed pump work 18194
𝑪𝒄𝒍𝒆𝒂𝒏𝒊𝒏𝒈 Membrane cleaning cost 68265
𝑪𝒍𝒂𝒃𝒐𝒓 Labor cost
4671
𝑪𝒎𝒂𝒊𝒏 Maintenance cost
Annual OPEX (€) 241792
Case study MF V
Table A-12. Capital costs for case study V.
Name Description Cost (€)
𝑪𝒎𝒆𝒎 Set of membranes 225678
𝑪𝑷𝑽 Pipes and valves 248507
𝑪𝑰𝑪 Instrumentation and controls 370296
𝑪𝑻𝑭 Tanks and frames 292889
𝑪𝑴𝑰 Miscellaneous equipment 1022102
𝑪𝒑,𝒇 Feed pump 822
𝑪𝒑,𝒓 Recirculation pump 2629
𝑪𝑪𝑨𝑷 Total capital cost 2162923
Annual CAPEX 280108

66
Table A-13. Operational parameters and costs for case study V.
Name Description Cost (€)
𝑪𝑨𝒏𝒏𝒖𝒂𝒍 𝒓𝒆𝒑 Membrane replacement cost 175358
𝑾𝒇𝒆𝒆𝒅 (𝒌𝑾. 𝒉) Feed pump power 36
𝑾𝒓𝒆𝒄𝒊𝒓 (𝒌𝑾. 𝒉) Recirculation pump power 142
𝑬 𝑪𝒑,𝒇 Energy cost of feed pump work 6066
𝑬 𝑪𝒑,𝒓 Energy cost of feed pump work 23856
𝑪𝒄𝒍𝒆𝒂𝒏𝒊𝒏𝒈 Membrane cleaning cost 94150
𝑪𝒍𝒂𝒃𝒐𝒓 Labor cost
5602
𝑪𝒎𝒂𝒊𝒏 Maintenance cost
Annual OPEX (€) 305032
Case study MF VI
Table A-14. Capital costs for case study VI.
Name Description Cost (€)
𝑪𝒎𝒆𝒎 Set of membranes 297166
𝑪𝑷𝑽 Pipes and valves 301297
𝑪𝑰𝑪 Instrumentation and controls 501197
𝑪𝑻𝑭 Tanks and frames 373482
𝑪𝑴𝑰 Miscellaneous equipment 1327479
𝑪𝒑,𝒇 Feed pump 822
𝑪𝒑,𝒓 Recirculation pump 4035
𝑪𝑪𝑨𝑷 Total capital cost 2805478
Annual CAPEX 363322

67
Table A-15. Operational parameters and costs for case study VI.
Name Description Cost (€)
𝑪𝑨𝒏𝒏𝒖𝒂𝒍 𝒓𝒆𝒑 Membrane replacement cost 230906
𝑾𝒇𝒆𝒆𝒅 (𝒌𝑾. 𝒉) Feed pump power 36
𝑾𝒓𝒆𝒄𝒊𝒓 (𝒌𝑾. 𝒉) Recirculation pump power 225
𝑬 𝑪𝒑,𝒇 Energy cost of feed pump work 6066
𝑬 𝑪𝒑,𝒓 Energy cost of feed pump work 37800
𝑪𝒄𝒍𝒆𝒂𝒏𝒊𝒏𝒈 Membrane cleaning cost 148936
𝑪𝒍𝒂𝒃𝒐𝒓 Labor cost
7266
𝑪𝒎𝒂𝒊𝒏 Maintenance cost
Annual OPEX (€) 430975
Case study MF VII
Table A-16. Capital costs for case study VII.
Name Description Cost (€)
𝑪𝒎𝒆𝒎 Set of membranes 371969
𝑪𝑷𝑽 Pipes and valves 352574
𝑪𝑰𝑪 Instrumentation and controls 641605
𝑪𝑻𝑭 Tanks and frames 455409
𝑪𝑴𝑰 Miscellaneous equipment 1643086
𝑪𝒑,𝒇 Feed pump 822
𝑪𝒑,𝒓 Recirculation pump 5585
𝑪𝑪𝑨𝑷 Total capital cost 3471049
Annual CAPEX 449517

68
Table A-17. Operational parameters and costs for case study VII.
Name Description Cost (€)
𝑪𝑨𝒏𝒏𝒖𝒂𝒍 𝒓𝒆𝒑 Membrane replacement cost 289030
𝑾𝒇𝒆𝒆𝒅 (𝒌𝑾. 𝒉) Feed pump power 36
𝑾𝒓𝒆𝒄𝒊𝒓 (𝒌𝑾. 𝒉) Recirculation pump power 333
𝑬 𝑪𝒑,𝒇 Energy cost of feed pump work 6066
𝑬 𝑪𝒑,𝒓 Energy cost of feed pump work 55944
𝑪𝒄𝒍𝒆𝒂𝒏𝒊𝒏𝒈 Membrane cleaning cost 216528
𝑪𝒍𝒂𝒃𝒐𝒓 Labor cost
8990
𝑪𝒎𝒂𝒊𝒏 Maintenance cost
Annual OPEX (€) 576558

69
Case study MF→EVAP I - α
Table A-18. Capital costs for case study I – α.
Capital cost parameters (% of 𝑷𝑬𝑪) Cost (€)
Dir
ect
Co
sts
Equipment 100 2468880
Instrumentation and control 10 246888
Piping 10 246888
Electrical services 5 123444
Building and building services 15 370332
Service facilities 20 493776
Land and yard improvements 5 123444
Spare parts 4 98755
Ind
irect
Co
sts
Engineering and supervision 12 296266
Construction expenses 10 246888
Contractor’s fee 0,5 123444
Contingency 8 197510
Working investment 12% of 𝐶𝐶𝐴𝑃 604382
Annual CAPEX 730522
Table A-19. Operational parameters and costs for case study I - α.
Name Description Value (€)
𝑪𝒔𝒕𝒆𝒂𝒎 Steam average cost 956680
𝑪𝒍𝒂𝒃𝒐𝒓 Labor cost 56409
𝑪𝒎𝒂𝒊𝒏 Maintenance cost 112818
Annual OPEX (€) 1125907

70
Case study MF→EVAP II - α
Table A-20. Capital costs for case study II - α
Capital cost parameters (% of 𝑷𝑬𝑪) Cost (€)
Dir
ect
Co
sts
Equipment 100 2468880
Instrumentation and control 10 246888
Piping 10 246888
Electrical services 5 123444
Building and building services 15 370332
Service facilities 20 493776
Land and yard improvements 5 123444
Spare parts 4 98755
Ind
irect
Co
sts
Engineering and supervision 12 296266
Construction expenses 10 246888
Contractor’s fee 0,5 123444
Contingency 8 197510
Working investment 12% of 𝐶𝐶𝐴𝑃 604382
Annual CAPEX 730522
Table A-21. Operational parameters and costs for case study II - α.
Name Description Value (€)
𝑪𝒔𝒕𝒆𝒂𝒎 Steam average cost 830904
𝑪𝒍𝒂𝒃𝒐𝒓 Labor cost 56409
𝑪𝒎𝒂𝒊𝒏 Maintenance cost 112818
Annual OPEX (€) 1000131

71
Case study MF→EVAP III - α
Table A-22. Capital costs for case study III - α
Capital cost parameters (% of 𝑷𝑬𝑪) Cost (€)
Dir
ect
Co
sts
Equipment 100 1925727
Instrumentation and control 10 192573
Piping 10 192573
Electrical services 5 96286
Building and building services 15 288859
Service facilities 20 385145
Land and yard improvements 5 96286
Spare parts 4 77029
Ind
irect
Co
sts
Engineering and supervision 12 231087
Construction expenses 10 192573
Contractor’s fee 0,5 96286
Contingency 8 154058
Working investment 12% of 𝐶𝐶𝐴𝑃 471418
Annual CAPEX 569807
Table A-23. Operational parameters and costs for case study III - α.
Name Description Value (€)
𝑪𝒔𝒕𝒆𝒂𝒎 Steam average cost 714491
𝑪𝒍𝒂𝒃𝒐𝒓 Labor cost 43999
𝑪𝒎𝒂𝒊𝒏 Maintenance cost 87998
Annual OPEX (€) 846488

72
Case study MF→EVAP IV - α
Table A-24. Capital costs for case study IV - α
Capital cost parameters (% of 𝑷𝑬𝑪) Cost (€)
Dir
ect
Co
sts
Equipment 100 1925727
Instrumentation and control 10 192573
Piping 10 192573
Electrical services 5 96286
Building and building services 15 288859
Service facilities 20 385145
Land and yard improvements 5 96286
Spare parts 4 77029
Ind
irect
Co
sts
Engineering and supervision 12 231087
Construction expenses 10 192573
Contractor’s fee 0,5 96286
Contingency 8 154058
Working investment 12% of 𝐶𝐶𝐴𝑃 471418
Annual CAPEX 569807
Table A-25. Operational parameters and costs for case study IV - α.
Name Description Value (€)
𝑪𝒔𝒕𝒆𝒂𝒎 Steam average cost 358670
𝑪𝒍𝒂𝒃𝒐𝒓 Labor cost 43999
𝑪𝒎𝒂𝒊𝒏 Maintenance cost 87998
Annual OPEX (€) 490667

73
Case study MF→EVAP V - α
Table A-26. Capital costs for case study V - α
Capital cost parameters (% of 𝑷𝑬𝑪) Cost (€)
Dir
ect
Co
sts
Equipment 100 1925727
Instrumentation and control 10 192573
Piping 10 192573
Electrical services 5 96286
Building and building services 15 288859
Service facilities 20 385145
Land and yard improvements 5 96286
Spare parts 4 77029
Ind
irect
Co
sts
Engineering and supervision 12 231087
Construction expenses 10 192573
Contractor’s fee 0,5 96286
Contingency 8 154058
Working investment 12% of 𝐶𝐶𝐴𝑃 471418
Annual CAPEX 569807
Table A-26. Operational parameters and costs for case study V - α.
Name Description Value (€)
𝑪𝒔𝒕𝒆𝒂𝒎 Steam average cost 476915
𝑪𝒍𝒂𝒃𝒐𝒓 Labor cost 43999
𝑪𝒎𝒂𝒊𝒏 Maintenance cost 87998
Annual OPEX (€) 608912

74
Case study MF→EVAP VI - α
Table A-27. Capital costs for case study VI - α
Capital cost parameters (% of 𝑷𝑬𝑪) Cost (€)
Dir
ect
Co
sts
Equipment 100 1388745
Instrumentation and control 10 138875
Piping 10 138875
Electrical services 5 69437
Building and building services 15 208312
Service facilities 20 277749
Land and yard improvements 5 69437
Spare parts 4 55550
Ind
irect
Co
sts
Engineering and supervision 12 166649
Construction expenses 10 138875
Contractor’s fee 0,5 69437
Contingency 8 111100
Working investment 12% of 𝐶𝐶𝐴𝑃 339965
Annual CAPEX 410919
Table A-28. Operational parameters and costs for case study VI - α.
Name Description Value (€)
𝑪𝒔𝒕𝒆𝒂𝒎 Steam average cost 358670
𝑪𝒍𝒂𝒃𝒐𝒓 Labor cost 31730
𝑪𝒎𝒂𝒊𝒏 Maintenance cost 63460
Annual OPEX (€) 453860

75
Case study MF→EVAP VII - α
Table A-29. Capital costs for case study VII - α
Capital cost parameters (% of 𝑷𝑬𝑪) Cost (€)
Dir
ect
Co
sts
Equipment 100 1277645
Instrumentation and control 10 127765
Piping 10 127765
Electrical services 5 63882
Building and building services 15 191647
Service facilities 20 255529
Land and yard improvements 5 63882
Spare parts 4 51106
Ind
irect
Co
sts
Engineering and supervision 12 153317
Construction expenses 10 127765
Contractor’s fee 0,5 63882
Contingency 8 102212
Working investment 12% of 𝐶𝐶𝐴𝑃 312768
Annual CAPEX 378045
Table A-30. Operational parameters and costs for case study VII - α.
Name Description Value (€)
𝑪𝒔𝒕𝒆𝒂𝒎 Steam average cost 262269
𝑪𝒍𝒂𝒃𝒐𝒓 Labor cost 29192
𝑪𝒎𝒂𝒊𝒏 Maintenance cost 58383
Annual OPEX (€) 349844

76
Case study EVAP 20%
Table A-31. Capital costs for case study EVAP 20%.
Capital cost parameters (% of 𝑷𝑬𝑪) Cost (€)
Dir
ect
Co
sts
Equipment 100 73992338
Instrumentation and control 10 7399234
Piping 10 7399234
Electrical services 5 3699617
Building and building services 15 11098851
Service facilities 20 14798468
Land and yard improvements 5 3699617
Spare parts 4 2959694
Ind
irect
Co
sts
Engineering and supervision 12 8879081
Construction expenses 10 7399234
Contractor’s fee 0,5 3699617
Contingency 8 5919387
Working investment 12% of 𝐶𝐶𝐴𝑃 18113324
Annual CAPEX 21893745
Table A-32. Operational parameters and costs for case study EVAP 20%.
Name Description Value (€)
𝑪𝒔𝒕𝒆𝒂𝒎 Steam average cost 1067802
𝑪𝒍𝒂𝒃𝒐𝒓 Labor cost 1690577
𝑪𝒎𝒂𝒊𝒏 Maintenance cost 3381154
Annual OPEX (€) 6139532

77
The sensitivity analysis results are listed in Table A-33 for the general case study and in Table A-34, for
the industry case study.
Table A-33. Process design parameter influence (%) in TAC for the general case study, VI-α..
General Case Study - Influence percentage in TAC (%)
Parameter variation ±20% ±10% ±5%
Equipment (MF) ±0,41 ±0,21 ±0,10
Instrumentation and Control (MF) ±0,69 ±0,35 ±0,17
Piping (MF) ±0,42 ±0,21 ±0,10
Miscellaneous Equipment (MF) ±1,84 ±0,92 ±0,46
Equipment (EVAP) ±1,92 ±0,96 ±0,48
Instrumentation and Control (EVAP)
±0,19 ±0,10 ±0,05
Piping (EVAP) ±0,19 ±0,10 ±0,05
Miscellaneous Equipment (EVAP) ±0,77 ±0,38 ±0,19
Spare parts (EVAP) ±1,24 ±0,62 ±0,02
Spare parts (MF) ±2,47 ±1,24 ±0,62
Cleaning (MF) ±1,59 ±0,80 ±0,40
Labor and Maintenance (MF) ±0,08 ±0,04 ±0,02
Electricity (MF) ±0,47 ±0,23 ±0,12
Labor and Maintenance (EVAP) ±1,02 ±0,51 ±0,25
Steam Price (EVAP) ±6,09 ±3,04 ±1,52
Table A-34. Process design parameter influence (%) in TAC for the PPI case study, I-α.
Caima, Indústria da Celulose - Influence percentage in TAC (%)
Parameter variation ±20% ±10% ±5%
Equipment (MF) ±1,77 ±1,73 ±1,70
Instrumentation and Control (MF) ±1,81 ±1,75 ±1,71
Piping (MF) ±1,84 ±1,76 ±1,72
Miscellaneous Equipment (MF) ±2,13 ±1,91 ±1,79
Spare parts (MF) ±1,15 ±0,57 ±0,29
Cleaning (MF) ±0,11 ±0,05 ±0,03
Labor and Maintenance (MF) ±0,02 ±0,01 ±0,005
Electricity (MF) ±0,13 ±0,07 ±0,03
Labor and Maintenance (EVAP) ±1,97 ±0,99 ±0,49
Steam Price (EVAP) ±7,13 ±3,56 ±1,78
A nanofiltration pre-treatment technology can be a (slow) sand filter, which capital cost is calculated as
expressed in equation A.1, according to (Rural & Cowi, 2006).
𝐶𝑎𝑝𝑖𝑡𝑎𝑙 𝑐𝑜𝑠𝑡 (€) = 9900 . 𝑄𝑓𝑒𝑒𝑑−0,634 (𝑚3 𝑑𝑎𝑦⁄ ) A -1