Embed Size (px)
Citation preview
Technical Product Documentation
Serial number:Version: SM-2-12/02Valid until:Article number: 61511
SPINNER WERKZEUGMASCHINENFABRIK GmbHD-82054 Sauerlach, Rudolf-Diesel-Ring 24Tel: +49 8104 / 803-0, Fax: +49 8104 / 803-19,E-Mail: [email protected]; [email protected]
T o o l g r i n d e r S M 1 0 0

Technical product documentation
2 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Keep this Technical Product Documentation alwaysat the machine!
It must always be available!
Technical product documentation
3 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
I. Table of contents
1 BASIC INFORMATION............................................................................................... 1-1
1.1 Basic information...................................................................................................................................1-2
2 BASIC SAFETY INFORMATION ................................................................................ 2-1
2.1 Warnings and symbols...........................................................................................................................2-22.2 Appropriate use .....................................................................................................................................2-22.3 Application limits ..................................................................................................................................2-32.4 When the machine can be used..............................................................................................................2-32.5 Working safely – Organizational measures ...........................................................................................2-32.6 Personnel selection and qualifications ...................................................................................................2-42.7 General hazards on the machine ............................................................................................................2-4
2.7.1 Mechanical hazards .........................................................................................................................2-42.8 Special types of hazards.........................................................................................................................2-4
2.8.1 Electrical .........................................................................................................................................2-42.8.2 Oil, grease and other chemical substances ......................................................................................2-5
2.9 Other hazards.........................................................................................................................................2-5
3 DESCRIPTION, TRANSPORTATION, INSTALLATION INSTRUCTIONS.................. 3-1
3.1 EC Declaration of conformity................................................................................................................3-23.2 Application ............................................................................................................................................3-33.3 Technical data........................................................................................................................................3-3
3.3.1 Noise emission ................................................................................................................................3-33.4 Elements of delivery ..............................................................................................................................3-4
3.4.1 Basic equipment ..............................................................................................................................3-43.4.2 Special equipment ...........................................................................................................................3-4
3.5 Transportation of the packed machine ...................................................................................................3-53.6 Installation instruction ...........................................................................................................................3-6
4 OPERATING ELEMENTS........................................................................................... 4-1
4.1 Clamping lever.......................................................................................................................................4-24.2 Operating elements ................................................................................................................................4-24.3 Device to suck off the dust ....................................................................................................................4-3
5 ELECTRICAL CONNECTION..................................................................................... 5-1
5.1 Electrical connection .............................................................................................................................5-2
6 MAINTENANCE INSTRUCTION................................................................................. 6-1
6.1 Maintenance instruction.........................................................................................................................6-2
7 QUICK CHANGE UNIT FOR GRINDING WHEEL...................................................... 7-1
7.1 Quick change unit for grinding wheel....................................................................................................7-2
8 ASSEMBLY OF THE GRINDING WHEEL FLANGE .................................................. 8-1
8.1 Assembly of the grinding wheel flange..................................................................................................8-28.2 Assembly fittings ...................................................................................................................................8-28.3 Assembly ...............................................................................................................................................8-28.4 Grinding wheels.....................................................................................................................................8-3
9 DRESSING THE GRINDING WHEEL......................................................................... 9-1
9.1 Operating elements ................................................................................................................................9-29.2 Handling ................................................................................................................................................9-2
10 UNIVERSAL SWIVEL HOLDER............................................................................. 10-1
10.1 Universal swivel holder .....................................................................................................................10-2
11 DIVIDING APPARATUS ......................................................................................... 11-1
11.1 Dividing apparatus.............................................................................................................................11-2
Technical product documentation
4 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
12 CLAMPING PLATE FOR SQUARE TOOLS........................................................... 12-1
12.1 Clamping plate for square tools .........................................................................................................12-2
13 GRINDING THE RADIUS ....................................................................................... 13-1
13.1 Grinding the radius ............................................................................................................................13-2
14 GRINDING THE CUTTER....................................................................................... 14-1
14.1 Grinding the cutter.............................................................................................................................14-2
15 COOLANT UNIT ..................................................................................................... 15-1
15.1 Coolant unit .......................................................................................................................................15-215.1.1 Recommended coolant ................................................................................................................15-3
16 ACCESSORIES ...................................................................................................... 16-1
16.1 Accessories ........................................................................................................................................16-216.2 Other accessories (if not delivered with the machine) .......................................................................16-3
17 CIRCUIT DIAGRAM................................................................................................ 17-1
17.1 Circuit diagram..................................................................................................................................17-2
18 MICROSCOPE ....................................................................................................... 18-1
18.1 Mikroskope........................................................................................................................................18-218.1.1 Axial adjustment of the microscope ............................................................................................18-218.1.2 Radial adjustment of the microscope...........................................................................................18-3
Technical product documentation
5 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
II. Index
AAccessories .................................................................................................................................................................... 3-4; 16-3Adjusting the clearance angle ................................................................................................................................................10-5Adjustment scale....................................................................................................................................................................10-4Appropriate use........................................................................................................................................................................2-2
CCentering bracket ...................................................................................................................................................................13-2Circuit diagram ......................................................................................................................................................................17-2Clamping plate for square tools .............................................................................................................................................12-2Connection of the coolant pump ..............................................................................................................................................5-3Contacting aid........................................................................................................................................................................13-2Coolant unit ...........................................................................................................................................................................15-2Cross table .............................................................................................................................................................................10-3Cutter grinding.......................................................................................................................................................................14-2
DDividing apparatus.................................................................................................................................................................11-2Dressing the grinding wheel ....................................................................................................................................................9-2
EElectrical connection................................................................................................................................................................5-2
GGrinding the cutter .................................................................................................................................................................14-2Grinding the radius ................................................................................................................................................................13-2Grinding wheel flange (assembly)............................................................................................................................................8-2Grinding wheels .......................................................................................................................................................................8-3
MMain connection ......................................................................................................................................................................5-2Maintenance instructions .........................................................................................................................................................6-2
OOperating elements ..................................................................................................................................................................4-2
QQuick change unit ....................................................................................................................................................................7-2
RRadius grinding......................................................................................................................................................................13-2
UUniversal swivel holder .........................................................................................................................................................10-2
WWarnings and symbols .............................................................................................................................................................2-2
Technical product documentation
6 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
III. List of figures
Figure 3-1: Transportation of the grinding machine .............................................................................................3-5Figure 3-2: Installation instruction........................................................................................................................3-6Figure 4-1: Operating elements ............................................................................................................................4-2Figure 4-2: Device to suck off the dust.................................................................................................................4-4Figure 5-1: Main connection.................................................................................................................................5-2Figure 5-2: Sockets ...............................................................................................................................................5-2Figure 5-3: Coolant pump.....................................................................................................................................5-3Figure 6-1: Maintenance instructions for the grinding spindle .............................................................................6-2Figure 6-2: Lubricating the swivel holder.............................................................................................................6-2Figure 6-3: Lubricating the dividing apparatus.....................................................................................................6-3Figure 7-1: Quick change unit - lever “closed“.....................................................................................................7-2Figure 7-2: Quick change unit - lever “open“ .......................................................................................................7-2Figure 7-3: Quick change unit - changing the grinding wheel ..............................................................................7-3Figure 8-1: Assembly fittings................................................................................................................................8-2Figure 8-2: Assembly............................................................................................................................................8-3Figure 8-3: Grinding wheels .................................................................................................................................8-3Figure 9-1: Operating elements ............................................................................................................................9-2Figure 9-2: Handling.............................................................................................................................................9-3Figure 10-1: Clamping lever and adjusting elements..........................................................................................10-2Figure 10-2: Cross table......................................................................................................................................10-2Figure 10-3: Cross table......................................................................................................................................10-3Figure 10-4: Fine adjustment ..............................................................................................................................10-3Figure 10-5: Swivel movement...........................................................................................................................10-4Figure 10-6: Adjustment scale ............................................................................................................................10-4Figure 10-7: Handling.........................................................................................................................................10-5Figure 10-8: Adjusting the clearance angle ........................................................................................................10-5Figure 11-1: Dividing apparatus .........................................................................................................................11-2Figure 11-2: Shifting the dividing apparatus ......................................................................................................11-2Figure 11-3: Adjusting the dividing scale...........................................................................................................11-3Figure 11-4: Handling.........................................................................................................................................11-3Figure 11-5: Indexing .........................................................................................................................................11-4Figure 11-6: Grinding .........................................................................................................................................11-4Figure 12-1: Clamping plate ...............................................................................................................................12-2Figure 12-2: Clamping bracket of the camping plate..........................................................................................12-2Figure 12-3: Stopper...........................................................................................................................................12-3Figure 13-1: Centering bracket ...........................................................................................................................13-2Figure 13-2: Contacting the tool .........................................................................................................................13-2Figure 13-3: Contacting the tool .........................................................................................................................13-3Figure 13-4: Adjusting the radius .......................................................................................................................13-3Figure 13-5: Adjusting the radius .......................................................................................................................13-4Figure 13-6: Adjusting the clearance angle ........................................................................................................13-5Figure 13-7: Turning angle .................................................................................................................................13-5Figure 13-8: Grinding the radius.........................................................................................................................13-6Figure 13-9: Grinding the radius.........................................................................................................................13-6Figure 13-10: Grinding the radius.......................................................................................................................13-7Figure 13-11: Grinding the radius.......................................................................................................................13-7Figure 14-1: Halving the cutter...........................................................................................................................14-2Figure 14-2: Halving the cutter...........................................................................................................................14-2Figure 14-3: Grinding the cutter .........................................................................................................................14-3Figure 14-4: Setting the turning angle ................................................................................................................14-3Figure 14-5: Adjusting the turning angle ............................................................................................................14-4Figure 14-6: Setting the clearance angle.............................................................................................................14-4Figure 14-7: Grinding the cutter .........................................................................................................................14-5Figure 14-8: Grinding the cutter .........................................................................................................................14-5Figure 14-9: Handling.........................................................................................................................................14-6Figure 14-10: Grinding the cutter relief..............................................................................................................14-6Figure 14-11: Grinding the cutter relief..............................................................................................................14-7Figure 14-12: Milling cutter ...............................................................................................................................14-7Figure 15-1: Coolant unit....................................................................................................................................15-2Figure 15-2: Coolant hose ..................................................................................................................................15-3

Technical product documentation
7 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Figure 18-1: Microscope ....................................................................................................................................18-2Figure 18-2: Axial adjustment of the microscope...............................................................................................18-2Figure 18-3: Radial adjustment of the microscope .............................................................................................18-3
1-1 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Basic information
Technical Product Documentation
Machine type: Tool grinder SM100Serial number:Version: SM-1-03/02Valid until:Article number: 61511E
1 Basic information
1-2 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Basic information
1.1 Basic informationThis technical product documentation should make it easier for you to familiarize yourselfwith the machine and use the machine in accordance with its intended areas ofapplication.
The document contains important information on how to safely, correctly andeconomically use the machine. Paying close attention will help you to avoid hazardoussituations, reduce repair costs and down-times and increase the reliability and life span ofthe machine.
The technical product documentation includes instructions on how to prevent accidentsand help protect the environment in accordance with the existing national laws relating tothese subjects. The documentation must always be available at the location where themachine is used.
The documentation is to be read and used by everyone who works on the machine, forexample, persons who are assigned to carry out the following tasks:
− Operation, including setup, correcting errors in the work procedure, care and disposal ofoperational and additional materials
− Maintenance (maintenance, inspection, repair) and/or
− Transportation The recognized technical regulations relating to the safe operation and appropriate usageof the machine are to be observed in addition to the technical product documentation andthe applicable regulations relating to accident prevention in the country where themachine is used.
The personnel assigned to carry out tasks on the machine must have read andunderstood the technical product documentation, especially the chapter "Basic safetyinstructions", before he or she begins working on the machine. It is too late to startreading this material once you have started working. The basic safety instructions mustbe observed. The technical product documentation was created in accordance with the followingguidelines and norms:
− Machine guideline 89/392/EC of the commission dated June 14, 1989 tostandardize the legal guidelines of the member states for machines in draft93/68/EC
− VDI 4500 Sheet 1: Technical documentation – Information for user (1995)− DIN V 8418: User's information – References for the presentation (1988)− DIN EN 292 Part 1 and 2: Safety of machinery – Basic terminology, methodology
(1991)
The Spinner company reserves the right to make changes at any time to the productwithout prior notification. In addition, the information contained in this technical productdocumentation can be changed without prior notification.The SPINNER company assumes no responsibility for faults and consequential damagewhich arises due to the use or misinterpretation of the information in this documentation.

1-3 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Basic information
This technical product documentation contains copyright information protected bycopyrights. All rights reserved. It is not permitted to reprint, photocopy or store thistechnical product documentation or any excerpt on an electronic storage medium withoutthe expressed consent of the Spinner company.
Spinner Werkzeugmaschinenfabrik GmbH
2-1 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Basic safety information
Technical Product Documentation
Machine type: Tool grinder SM100Serial number:Version: SM-2-12/02Valid until:Article number: 61511E
2 Basic safety information
2-2 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Basic safety information
2.1 Warnings and symbolsThe following designations and symbols are used for especially important information inthis technical product documentation:
F2.2 Appropriate use
The machine is built in accordance with the current state of the technology andrecognized safety regulations. However, the machine can be a source of danger when itis not used by trained, or at least instructed, personnel, or when it is used incorrectly orfor something for which it is not intended. The following can occur in these cases:
• Danger of bodily injury or death of the user or others• Damage to the machine and other material goods belonging to the user• Inefficient operation of the machine
Only use the machine when it is in technically perfect condition and for its intendedpurpose, and be aware of the hazards and safety instructions stated in this technicalproduct documentation! In particular, correct (or have someone correct) any malfunctionsthat affect the safety of the machine immediately! The machine is only to be used for tool grinding that means to manufacture and sharpsmall cutting tools using the tools intended for this purpose. Both the use of this machinefor any other use and the overloading of the machine are considered inappropriate usage.The manufacturer is not liable for any damage resulting from inappropriate use. The useralone carries the responsibility in this case. Appropriate use also includes the observance of the operation, maintenance and repairguidelines as well as of the information in the technical product documentation. You may not make any changes or structural modifications to the machine or addequipment that may affect the safety of the machine without authorization from thesupplier. This also applies to the installation and setup of safety equipment.
NOTESpecial statements/information regarding the (economic) use ofthe machine
DANGERInformation, regulations and prohibitions to prevent bodily harm
CAUTIONSpecial information, regulations and prohibitions to preventdamage to equipment and materials
2-3 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Basic safety information
2.3 Application limits The application limits are determined by the maximum values of the machine, especiallythose for:
• Largest radius that can be ground• Largest adjustment of the swivel holder parallel to the grinding spindle• Largest adjustment at the side over the cross slide• Length of the clamping collet
These values are listed in the technical data. Familiarize yourself with this data beforeusing the machine to avoid severely damaging the machine.
2.4 When the machine can be used• You are only to operate the machine when all safety equipment and safety-
related equipment, e.g. removable safety equipment or exhaust equipment, areavailable and function properly!
2.5 Working safely – Organizational measures• Do not carry out any work steps that negatively affect the safety of the machine!• All information on hazards on the machine are to be observed!• All safety information and information on hazards on the machine are to be
maintained in a readable format together with all related documentation!• The personnel should not have long exposed hair or wear loose clothing or
jewelry (including rings), otherwise there is a danger of bodily harm (e.g. whenclothing gets caught or the operator is pulled into the machine)! The operatormust conform to the personal safety measures in the national regulations relatedto accident prevention (hair net, protective goggles, gloves, ear plugs or relatedgear, protective steel-tipped shoes, etc.)!
• Check at regular intervals to ensure that the personnel are aware of the safetymeasures and dangers in accordance with the technical product documentation!
• The responsibilities for the various tasks to be carried out in conjunction with theoperation of the machine must be clearly defined and maintained so that thereare no undefined areas of responsibility when it comes to safety! When makingchanges to the machine that affect its safety or changing the way you operatethe machine, switch off the machine immediately and inform the office/personresponsible!
• Original parts and accessories are specially designed for this machine. We wouldespecially like to call your attention to the fact that original parts and accessoriesnot supplied by us have also not been tested and released by us! The installationand/or the use of such products can therefore negatively affect the structuralproperties of the machine! The manufacturer is not liable for any damage thatresults from the use of parts and accessories that are not original parts andaccessories!
• Observe the fire prevention regulations when handling flammable materials!• Switch off the machine immediately and lock it when a malfunction occurs! Have
the malfunction corrected as soon as possible!• Before switching on or engaging the machine, make sure that no one will be
placed in a hazardous situation as a result of the machine startup!• Observe and maintain the prescribed setup, maintenance, and inspection tasks
and schedules, including those specifications regarding the exchanging ofparts/components, in the technical product documentation! These tasks may onlybe carried out by trained personnel!
2-4 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Basic safety information
• If the machine is switched off completely for maintenance and repair work, then itmust be protected against an unexpected startup!
• Ensure that the operational and auxiliary materials, as well as old, exchangedparts, are disposed of in a safe and environmentally sound manner!
• The operator must also make sure that no unauthorized persons work on themachine!
• The operator is required to inspect the machine at least once per shift forexternal damage and defects, and to inform the appropriate persons when achange is discovered that affects the safety (and operation) of the machine!
• If the safety equipment needs to be removed when adding new equipment to themachine or when carrying out maintenance or repair work, then the safetyequipment must be remounted and inspected immediately after the maintenanceand repair work is completed!
2.6 Personnel selection and qualifications• Allow only trained or instructed personnel to work on the machine! Clearly define
which persons are responsible for the operation, equipping, maintenance andrepair of the machine!
• Make sure that the only persons that work on the machine are those assigned towork on the machine!
• Personnel in training, receiving instructions or who are still in a general trainingprogram are only to be allowed on the machine when under constant supervisionby experienced personnel!
• Work done on the electrical equipment of the machine may only be carried outby an electrician or by trained personnel under the guidance and supervision ofan electrician in accordance with the regulations relating to electrical systems!Work done on the hydraulic equipment of the machine may only be carried outby personnel with special knowledge and experience in hydraulics! Theappropriate tools and equipment must be available!
2.7 General hazards on the machine
2.7.1 Mechanical hazards
• Danger of bodily injury in the form of bruises, cuts, bumps, stab wounds,abrasions or any other injuries resulting from getting pulled into the machine,etc.! These dangers are presented mainly by the moving machine parts, sharp-edged workpieces/ sharp chips and filings, sharp tools, etc.! Do not reach intomoving machine parts!
2.8 Special types of hazards
2.8.1 Electrical
• Use only original circuit breakers with the prescribed current and voltage ratings.Switch off the machine immediately when a malfunction in the electrical supply ofthe machine is discovered!
• Work done on the electrical equipment or operating materials of the machinemay only be carried out by an electrician or by trained personnel under theguidance and supervision of an electrician in accordance with the regulationsrelating to electrical systems.
• Machine and equipment parts on which inspection, maintenance and repair workmust be done may not carry current or be under voltage when conducting suchwork! Switch off the corresponding equipment!
2-5 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Basic safety information
• The electrical equipment of a machine is to be inspected regularly. Defects suchas loose connections must be repaired immediately!
2.8.2 Oil, grease and other chemical substances
• You must observe the applicable safety regulations for the product whenhandling oil, grease and other chemical substances!
2.9 Other hazardsThere is still a small potential for danger that cannot be eliminated even if you have takenall safety precautions. These dangers may only arise under certain circumstances orcannot be recognised as hazardous. We would especially like to point out that you shouldpay attention every time you use the machine. Inattention can lead to bodily injury anddamaged equipment.
3-1 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Description, Transportation, Installation instructions
Technical Product Documentation
Machine type: Tool grinder SM100Serial number:Version: SM-2-12/02Valid until:Article number: 61511E
3 Description, Transportation, Installationinstructions
3-2 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Description, Transportation, Installation instructions
3.1 EC Declaration of conformity
EC Declaration of conformityas defined by the EC machine direction 98/37/EC
EC direction Electromagnetic compatibility 89/336/EECEC direction Low voltage 73/23/EEC
The machine
Description Tool grinderType SM100Serial number
has been developed, designed and built according to the above mentioned EC directions in the ownrisk of:Company SPINNER Werkzeugmaschinenfabrik GmbH
Rudolf-Diesel-Ring 24D-82054 Sauerlach (bei München)Tel.: +49 8104/803-0; Fax: +49 8104/803-19E-Mail: [email protected]; [email protected]
If the machine has been modified or changed by the enduser, this certificate is not valid any more.
The following harmonised standards have been used:
EN 294 EN 13218EN 292 T1 EN 61000-6-2EN 563 EN 61000-6-4EN 954-1 EN 60204 T1
Sauerlach, December 2002 .......................................................................Nicolaus Spinner, Dipl. Ing (FH) (Authorized signatory)
3-3 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Description, Transportation, Installation instructions
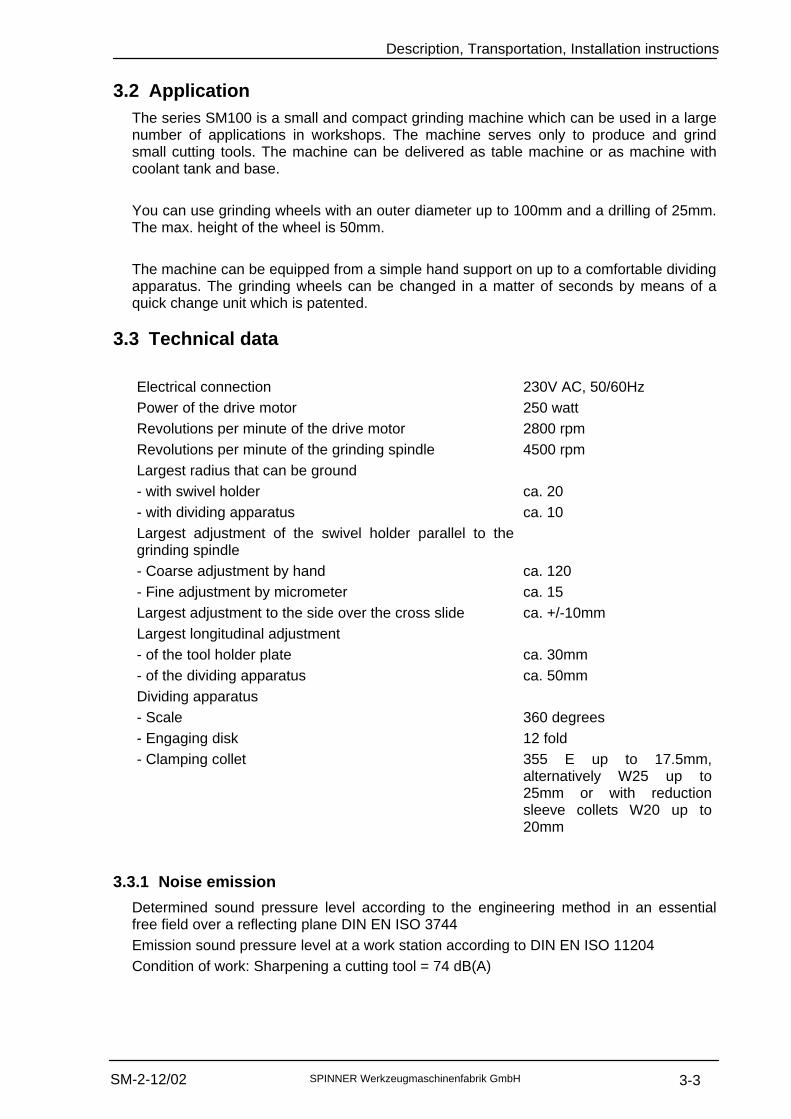
3.2 ApplicationThe series SM100 is a small and compact grinding machine which can be used in a largenumber of applications in workshops. The machine serves only to produce and grindsmall cutting tools. The machine can be delivered as table machine or as machine withcoolant tank and base.
You can use grinding wheels with an outer diameter up to 100mm and a drilling of 25mm.The max. height of the wheel is 50mm.
The machine can be equipped from a simple hand support on up to a comfortable dividingapparatus. The grinding wheels can be changed in a matter of seconds by means of aquick change unit which is patented.
3.3 Technical data
Electrical connection 230V AC, 50/60HzPower of the drive motor 250 wattRevolutions per minute of the drive motor 2800 rpmRevolutions per minute of the grinding spindle 4500 rpmLargest radius that can be ground- with swivel holder ca. 20- with dividing apparatus ca. 10Largest adjustment of the swivel holder parallel to thegrinding spindle- Coarse adjustment by hand ca. 120- Fine adjustment by micrometer ca. 15Largest adjustment to the side over the cross slide ca. +/-10mmLargest longitudinal adjustment- of the tool holder plate ca. 30mm- of the dividing apparatus ca. 50mmDividing apparatus- Scale 360 degrees- Engaging disk 12 fold- Clamping collet 355 E up to 17.5mm,
alternatively W25 up to25mm or with reductionsleeve collets W20 up to20mm
3.3.1 Noise emission
Determined sound pressure level according to the engineering method in an essentialfree field over a reflecting plane DIN EN ISO 3744Emission sound pressure level at a work station according to DIN EN ISO 11204Condition of work: Sharpening a cutting tool = 74 dB(A)
3-4 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Description, Transportation, Installation instructions
3.4 Elements of delivery
3.4.1 Basic equipment
Table machine with base plate (basic machine SM100)1 Technical manual1 Socket screw wrench, 5mm, 6edges1 Grease gun, 1 cable1 socket wrench/box spanner for grinding wheel flangeBasic body with motor and complete electrical equipment 230V, 50/60 HzQuick change device for grinding wheelGrinding wheel cover with wheel dresser without diamondT-groove ledge to fix accessories
3.4.2 Special equipment
1) Grinding wheel flange2) Grinding wheels in form T/I/II/III3) Dressing diamond4) Support for the hands (all-round adjustable)5) Swivel holder with cross slide6) Support for square tools with clamp7) Dividing apparatus for collets 355E up to 17,5mm8) Dividing apparatus for collets W25 up to 25mm or with reducing for collets
W20 up to 20mm9) Single collets or sets10) Collets with special design11) Inserts W25 with MK1/2/312) Special clamping device
The table machine can be extended with:1) Base SM1002) Tank with coolant supply
ONLY USE ORIGINAL REPLACEMENT PARTS ANDACCESSORIES FROM SPINNER!
3-5 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Description, Transportation, Installation instructions
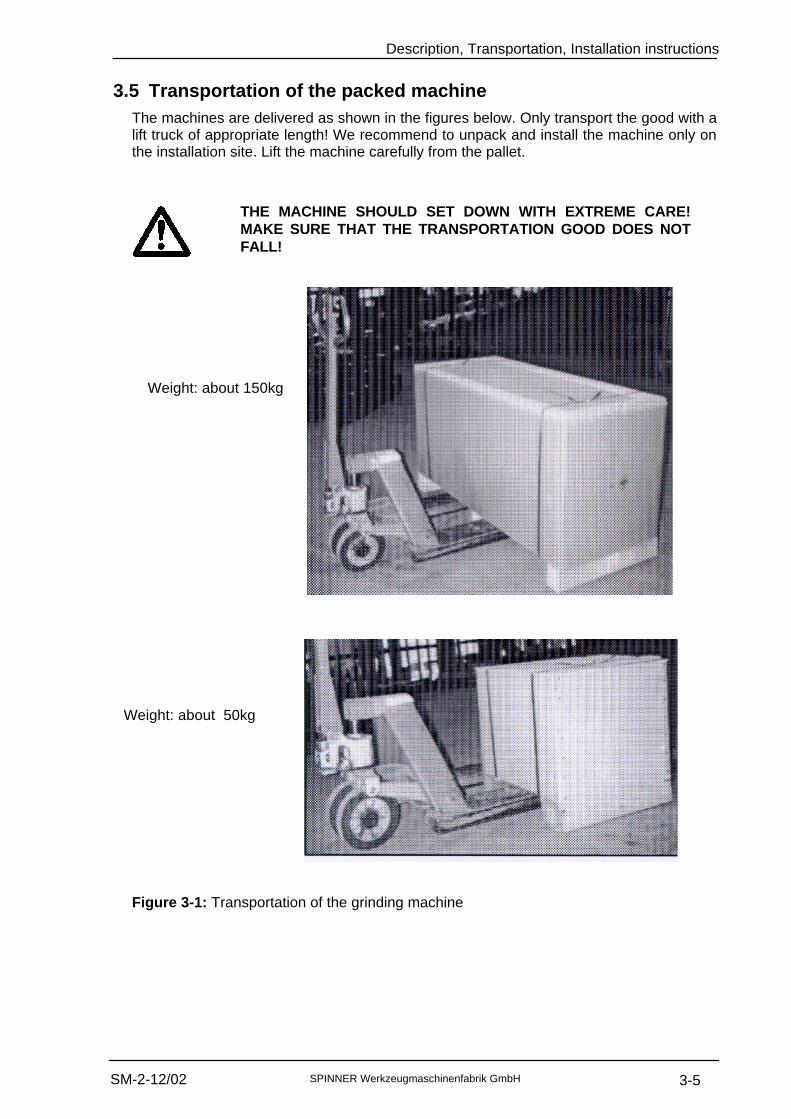
3.5 Transportation of the packed machineThe machines are delivered as shown in the figures below. Only transport the good with alift truck of appropriate length! We recommend to unpack and install the machine only onthe installation site. Lift the machine carefully from the pallet.
Figure 3-1: Transportation of the grinding machine
THE MACHINE SHOULD SET DOWN WITH EXTREME CARE!MAKE SURE THAT THE TRANSPORTATION GOOD DOES NOTFALL!
Weight: about 150kg
Weight: about 50kg
3-6 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Description, Transportation, Installation instructions
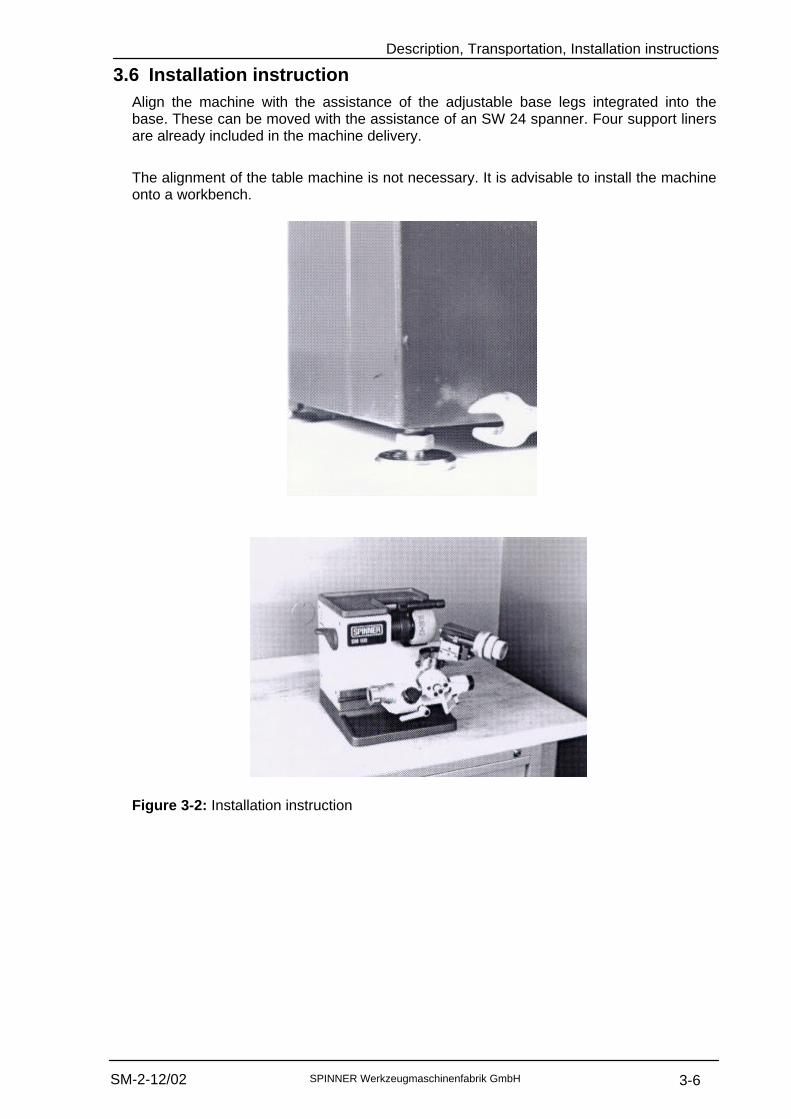
3.6 Installation instructionAlign the machine with the assistance of the adjustable base legs integrated into thebase. These can be moved with the assistance of an SW 24 spanner. Four support linersare already included in the machine delivery.
The alignment of the table machine is not necessary. It is advisable to install the machineonto a workbench.
Figure 3-2: Installation instruction
4-1 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Operating elements
Technical Product Documentation
Machine type: Tool grinder SM100Serial number:Version: SM-2-12/02Valid until:Article number: 61511E
4 Operating elements
4-2 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Operating elements
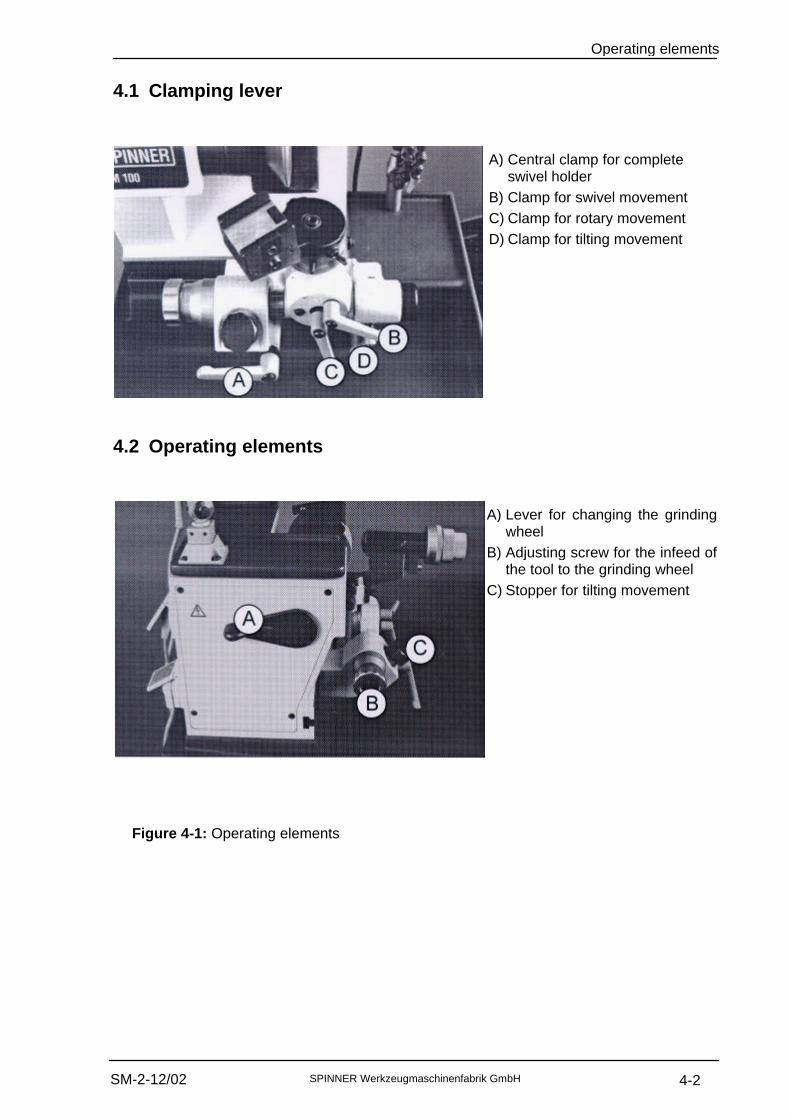
4.1 Clamping lever
4.2 Operating elements
Figure 4-1: Operating elements
A) Central clamp for completeswivel holder
B) Clamp for swivel movementC) Clamp for rotary movementD) Clamp for tilting movement
A) Lever for changing the grindingwheel
B) Adjusting screw for the infeed ofthe tool to the grinding wheel
C) Stopper for tilting movement
4-3 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Operating elements
4.3 Device to suck off the dustWhen grinding cutting metal tools it is absolutely necessary to intsall a device to suck offthe dust.
The capacity of the suck off device must match with the quantity of dust which comes up.Only use appropriate suck off devices.
An appropriate device to suck off the dusk with the corresponding suck off pipe can beordered at:LUTZ Absaug-Technik GmbHSchleifweg 7D-74257 UntereisesheimTel. 07132/6966; Fax 07132/6688by means of the following technical data:
BoTech Iindustrial suction system for continuous operation Type 140S - CE, Article 10401Crude gas passage: 240 m³/hSubpressure: 1.500 mm WS (15.000Pa)Number of cartridges: 2x Ø200 mmTotal filter surface: 0.8 m²Material: High-performance-Polyester
Fibre fleeceDegree of deposit in case of particles of3,2 µm = >99,9%
Filter category: BIA „C“ (suitable for noxious dust)Passage in %: smaller than 0,1%Dust collector: in dust collector mounted underneath,
removableCapacity about 15 litres
With:1 phase motor 1,1 kW, 230 V, 50 HzSpiral suction pipe PVC, DN 50 mm - 2 mPipe socket to be screw on, DN 50mmMagnet rack with pipe nozzle, DN 50 mm
The installation of the suck off pipe can be as shown in the figure below.
You can also use industrial suction systems from other manufacturers which must meetthe above mentioned conditions.
Check regularly the function and dirt of the filters and rallying container of the suck offdevice. Check also if there are leaks.
Clean and check the filters regularly according to the information of the manufacturer.

4-4 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Operating elements
Figure 4-2: Device to suck off the dust
5-1 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Electrical connection
Technical Product Documentation
Machine type: Tool grinder SM100Serial number:Version: SM-1-03/02Valid until:Article number: 61511E
5 Electrical connection
5-2 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Electrical connection
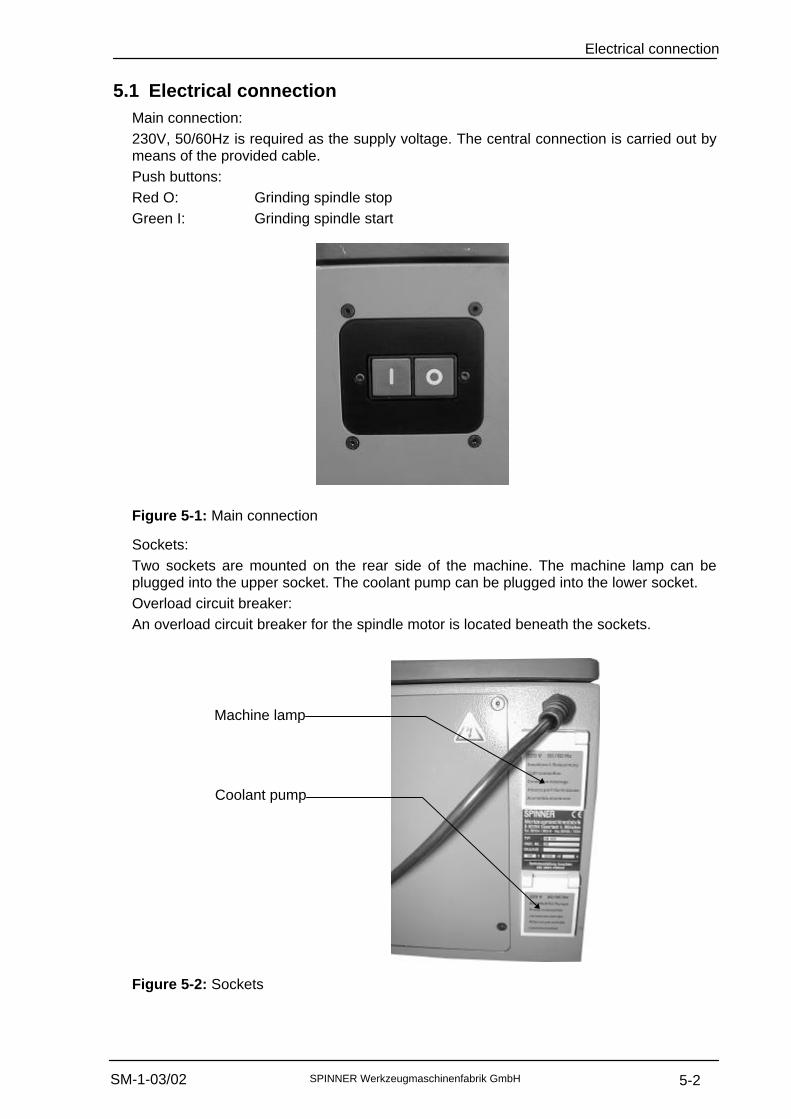
5.1 Electrical connectionMain connection:230V, 50/60Hz is required as the supply voltage. The central connection is carried out bymeans of the provided cable.Push buttons:Red O: Grinding spindle stopGreen I: Grinding spindle start
Figure 5-1: Main connection
Sockets:Two sockets are mounted on the rear side of the machine. The machine lamp can beplugged into the upper socket. The coolant pump can be plugged into the lower socket.Overload circuit breaker:An overload circuit breaker for the spindle motor is located beneath the sockets.
Figure 5-2: Sockets
Machine lamp
Coolant pump

5-3 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Electrical connection
Coolant pump:The plug of the coolant pump has an integrated switch. When the coolant pomp isswitched on it will only start when the grinding wheel starts. If the grinding wheel isswitched off, the coolant pomp is also stopped.
Figure 5-3: Coolant pump
6-1 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Maintenance instruction
Technical Product Documentation
Machine type: Tool grinder SM100Serial number:Version: SM-2-12/02Valid until:Article number: 615011E
6 Maintenance instruction
6-2 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Maintenance instruction
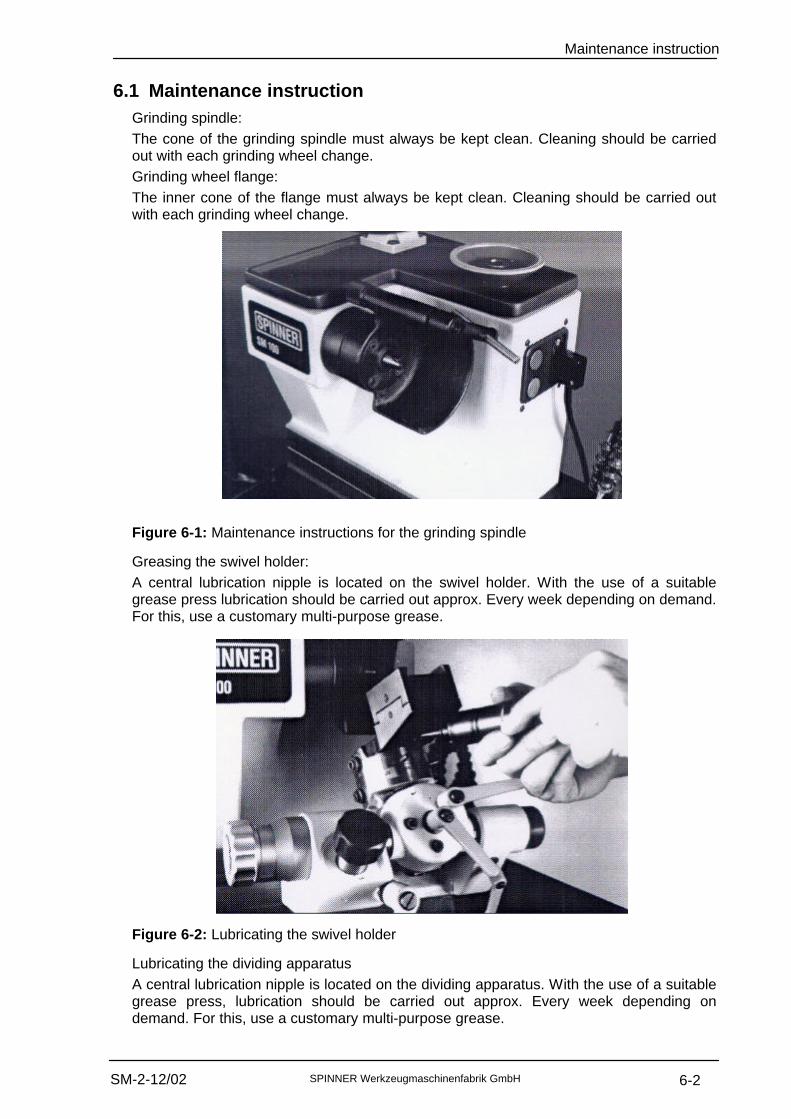
6.1 Maintenance instructionGrinding spindle:The cone of the grinding spindle must always be kept clean. Cleaning should be carriedout with each grinding wheel change.Grinding wheel flange:The inner cone of the flange must always be kept clean. Cleaning should be carried outwith each grinding wheel change.
Figure 6-1: Maintenance instructions for the grinding spindle
Greasing the swivel holder:A central lubrication nipple is located on the swivel holder. With the use of a suitablegrease press lubrication should be carried out approx. Every week depending on demand.For this, use a customary multi-purpose grease.
Figure 6-2: Lubricating the swivel holder
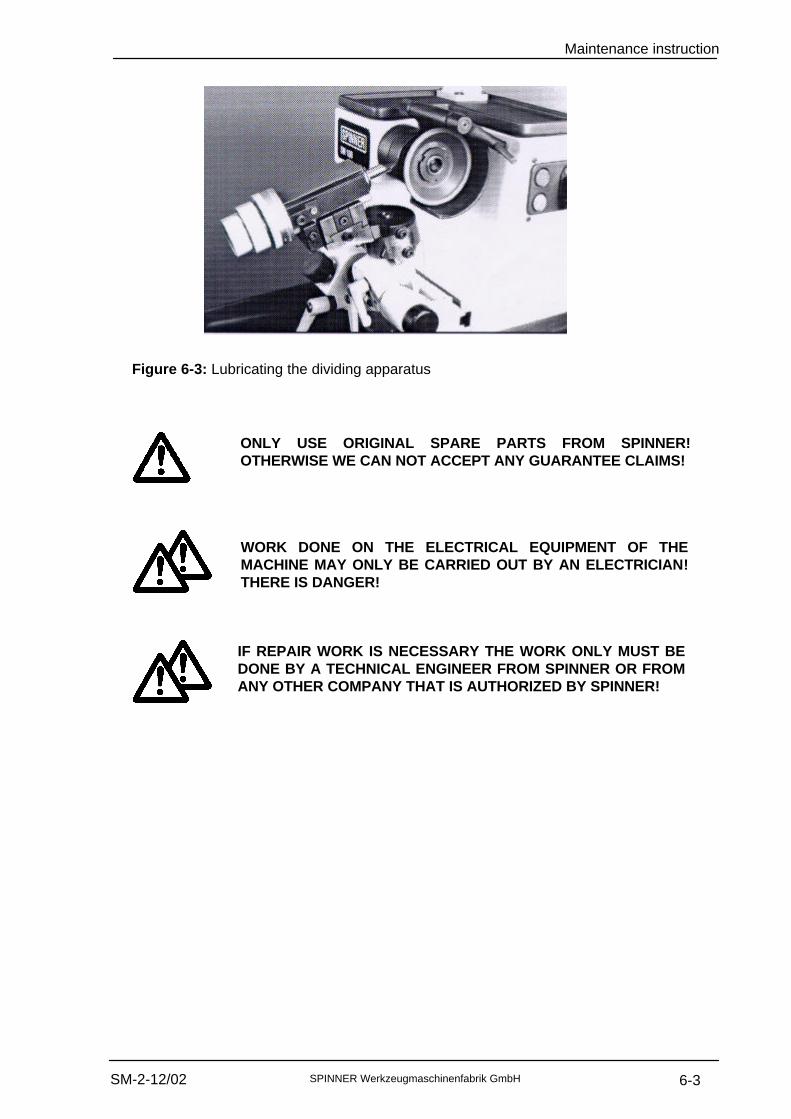
Lubricating the dividing apparatusA central lubrication nipple is located on the dividing apparatus. With the use of a suitablegrease press, lubrication should be carried out approx. Every week depending ondemand. For this, use a customary multi-purpose grease.
6-3 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Maintenance instruction
Figure 6-3: Lubricating the dividing apparatus
WORK DONE ON THE ELECTRICAL EQUIPMENT OF THEMACHINE MAY ONLY BE CARRIED OUT BY AN ELECTRICIAN!THERE IS DANGER!
IF REPAIR WORK IS NECESSARY THE WORK ONLY MUST BEDONE BY A TECHNICAL ENGINEER FROM SPINNER OR FROMANY OTHER COMPANY THAT IS AUTHORIZED BY SPINNER!
ONLY USE ORIGINAL SPARE PARTS FROM SPINNER!OTHERWISE WE CAN NOT ACCEPT ANY GUARANTEE CLAIMS!
7-1 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Quick change unit for grinding wheel
Technical Product Documentation
Machine type: Tool grinder SM100Serial number:Version: SM-1-03/02Valid until:Article number: 61511E
7 Quick change unit for grinding wheel
7-2 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Quick change unit for grinding wheel
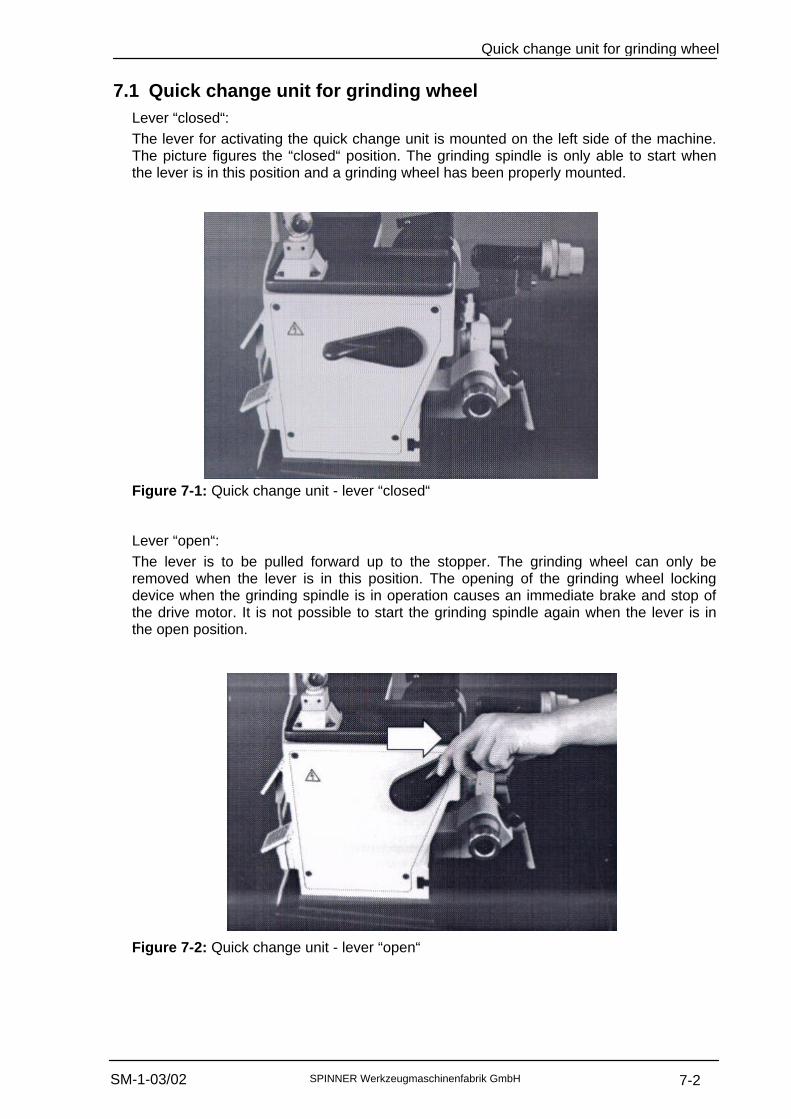
7.1 Quick change unit for grinding wheelLever “closed“:The lever for activating the quick change unit is mounted on the left side of the machine.The picture figures the “closed“ position. The grinding spindle is only able to start whenthe lever is in this position and a grinding wheel has been properly mounted.
Figure 7-1: Quick change unit - lever “closed“
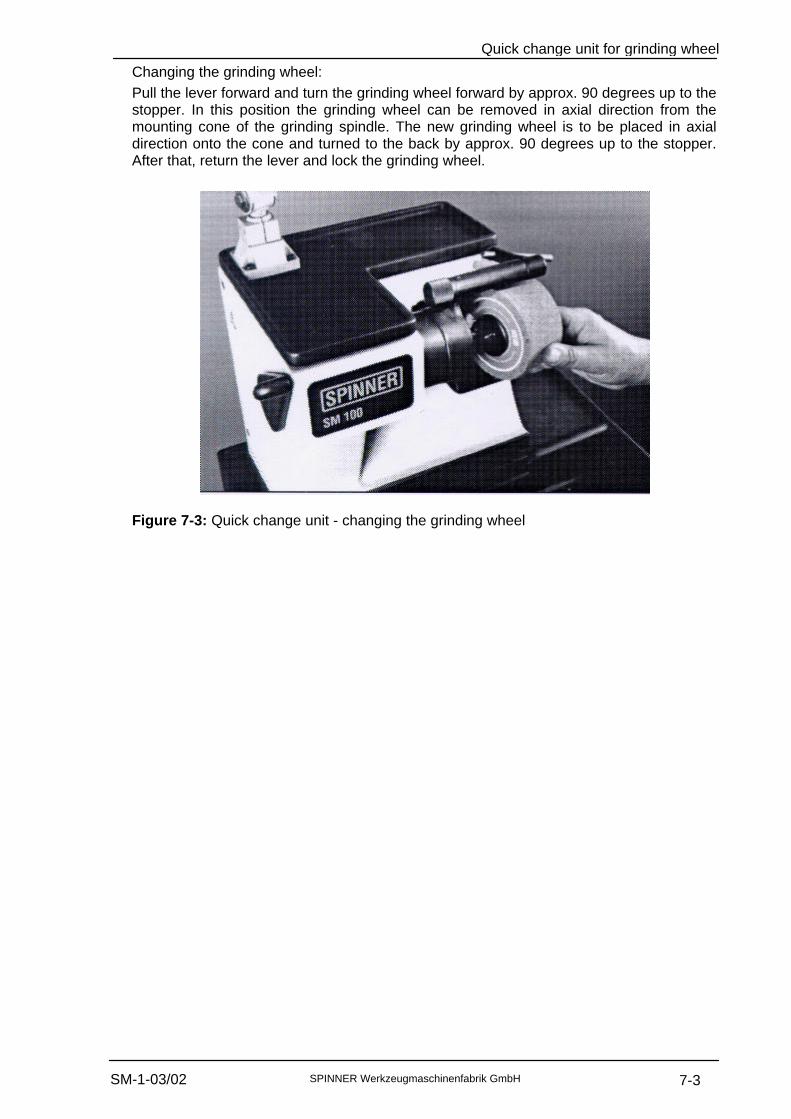
Lever “open“:The lever is to be pulled forward up to the stopper. The grinding wheel can only beremoved when the lever is in this position. The opening of the grinding wheel lockingdevice when the grinding spindle is in operation causes an immediate brake and stop ofthe drive motor. It is not possible to start the grinding spindle again when the lever is inthe open position.
Figure 7-2: Quick change unit - lever “open“
7-3 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Quick change unit for grinding wheel
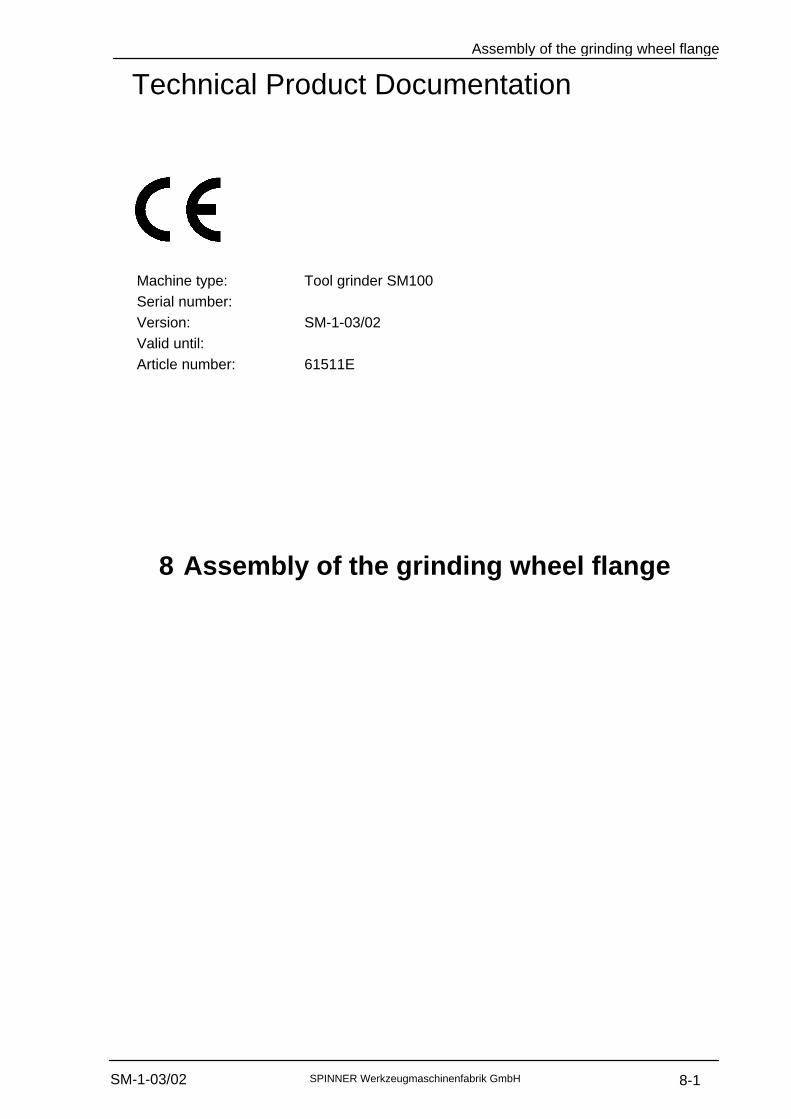
Changing the grinding wheel:Pull the lever forward and turn the grinding wheel forward by approx. 90 degrees up to thestopper. In this position the grinding wheel can be removed in axial direction from themounting cone of the grinding spindle. The new grinding wheel is to be placed in axialdirection onto the cone and turned to the back by approx. 90 degrees up to the stopper.After that, return the lever and lock the grinding wheel.
Figure 7-3: Quick change unit - changing the grinding wheel
8-1 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Assembly of the grinding wheel flange
Technical Product Documentation
Machine type: Tool grinder SM100Serial number:Version: SM-1-03/02Valid until:Article number: 61511E
8 Assembly of the grinding wheel flange
8-2 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Assembly of the grinding wheel flange
8.1 Assembly of the grinding wheel flange
8.2 Assembly fittings
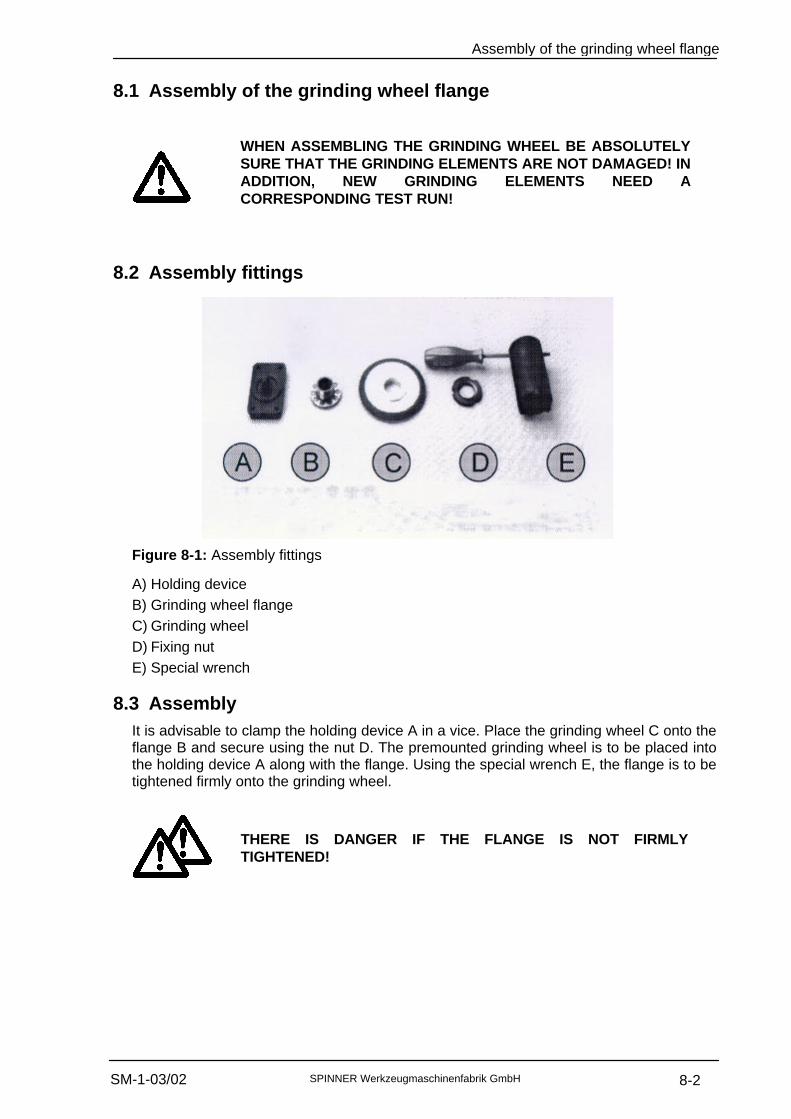
Figure 8-1: Assembly fittings
A) Holding deviceB) Grinding wheel flangeC) Grinding wheelD) Fixing nutE) Special wrench
8.3 AssemblyIt is advisable to clamp the holding device A in a vice. Place the grinding wheel C onto theflange B and secure using the nut D. The premounted grinding wheel is to be placed intothe holding device A along with the flange. Using the special wrench E, the flange is to betightened firmly onto the grinding wheel.
THERE IS DANGER IF THE FLANGE IS NOT FIRMLYTIGHTENED!
WHEN ASSEMBLING THE GRINDING WHEEL BE ABSOLUTELYSURE THAT THE GRINDING ELEMENTS ARE NOT DAMAGED! INADDITION, NEW GRINDING ELEMENTS NEED ACORRESPONDING TEST RUN!
8-3 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Assembly of the grinding wheel flange
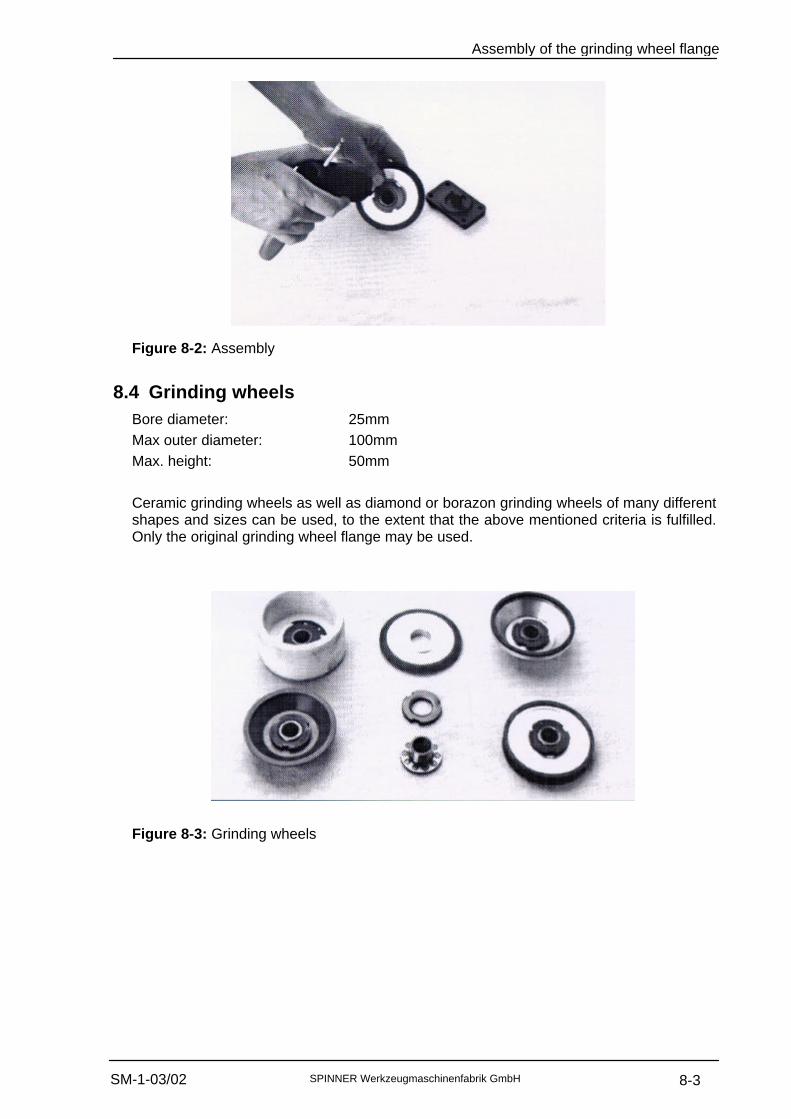
Figure 8-2: Assembly
8.4 Grinding wheelsBore diameter: 25mmMax outer diameter: 100mmMax. height: 50mm
Ceramic grinding wheels as well as diamond or borazon grinding wheels of many differentshapes and sizes can be used, to the extent that the above mentioned criteria is fulfilled.Only the original grinding wheel flange may be used.
Figure 8-3: Grinding wheels
9-1 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Dressing the grinding wheel
Technical Product Documentation
Machine type: Tool grinder SM100Serial number:Version: SM-1-03/02Valid until:Article number: 61511E
9 Dressing the grinding wheel
9-2 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Dressing the grinding wheel
9.1 Operating elements
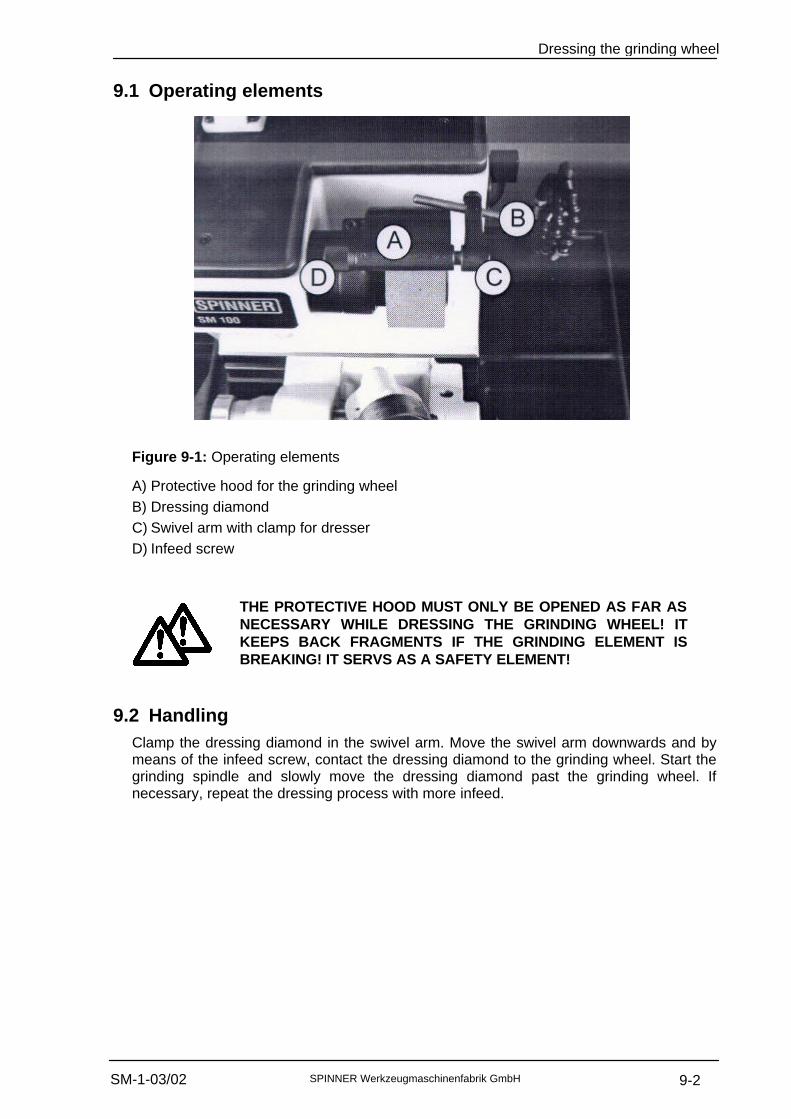
Figure 9-1: Operating elements
A) Protective hood for the grinding wheelB) Dressing diamondC) Swivel arm with clamp for dresserD) Infeed screw
9.2 HandlingClamp the dressing diamond in the swivel arm. Move the swivel arm downwards and bymeans of the infeed screw, contact the dressing diamond to the grinding wheel. Start thegrinding spindle and slowly move the dressing diamond past the grinding wheel. Ifnecessary, repeat the dressing process with more infeed.
THE PROTECTIVE HOOD MUST ONLY BE OPENED AS FAR ASNECESSARY WHILE DRESSING THE GRINDING WHEEL! ITKEEPS BACK FRAGMENTS IF THE GRINDING ELEMENT ISBREAKING! IT SERVS AS A SAFETY ELEMENT!

9-3 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Dressing the grinding wheel
Figure 9-2: Handling
10-1 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Universal swivel holder
Technical Product Documentation
Machine type: Tool grinder SM100Serial number:Version: SM-1-03/02Valid until:Article number: 61511E
10 Universal swivel holder
10-2 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Universal swivel holder
10.1 Universal swivel holder
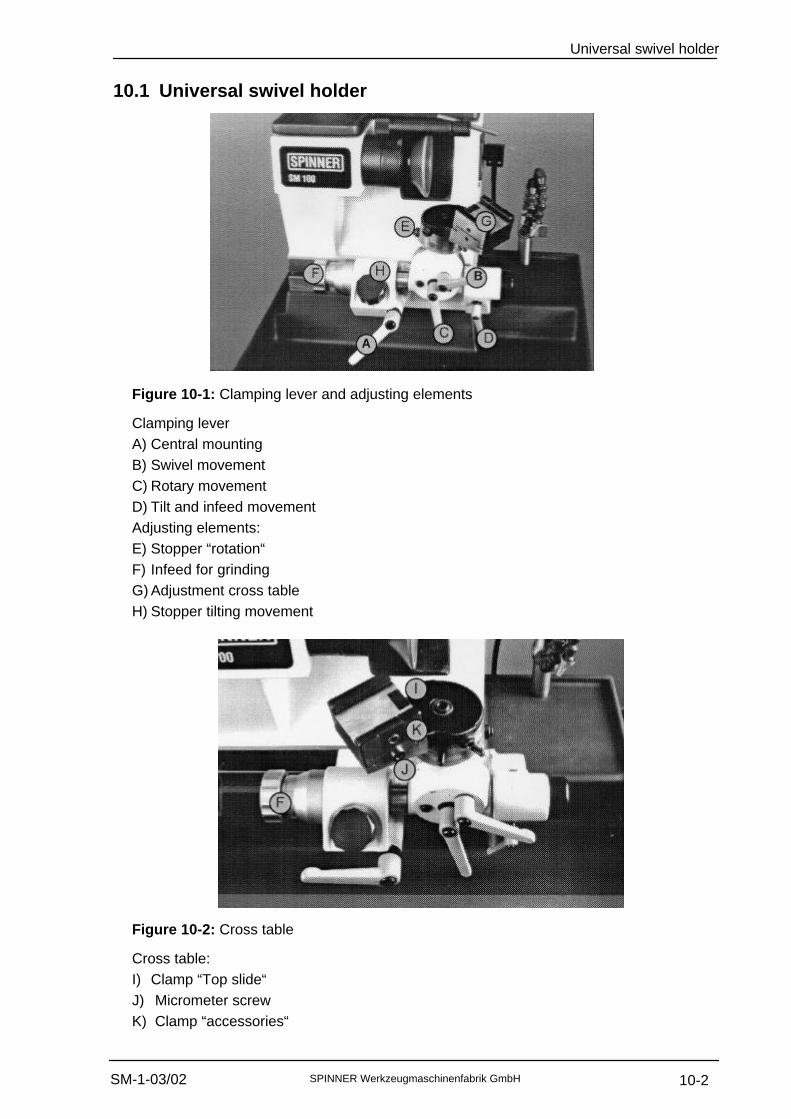
Figure 10-1: Clamping lever and adjusting elements
Clamping leverA) Central mountingB) Swivel movementC) Rotary movementD) Tilt and infeed movementAdjusting elements:E) Stopper “rotation“F) Infeed for grindingG) Adjustment cross tableH) Stopper tilting movement
Figure 10-2: Cross table
Cross table:I) Clamp “Top slide“J) Micrometer screwK) Clamp “accessories“
10-3 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Universal swivel holder
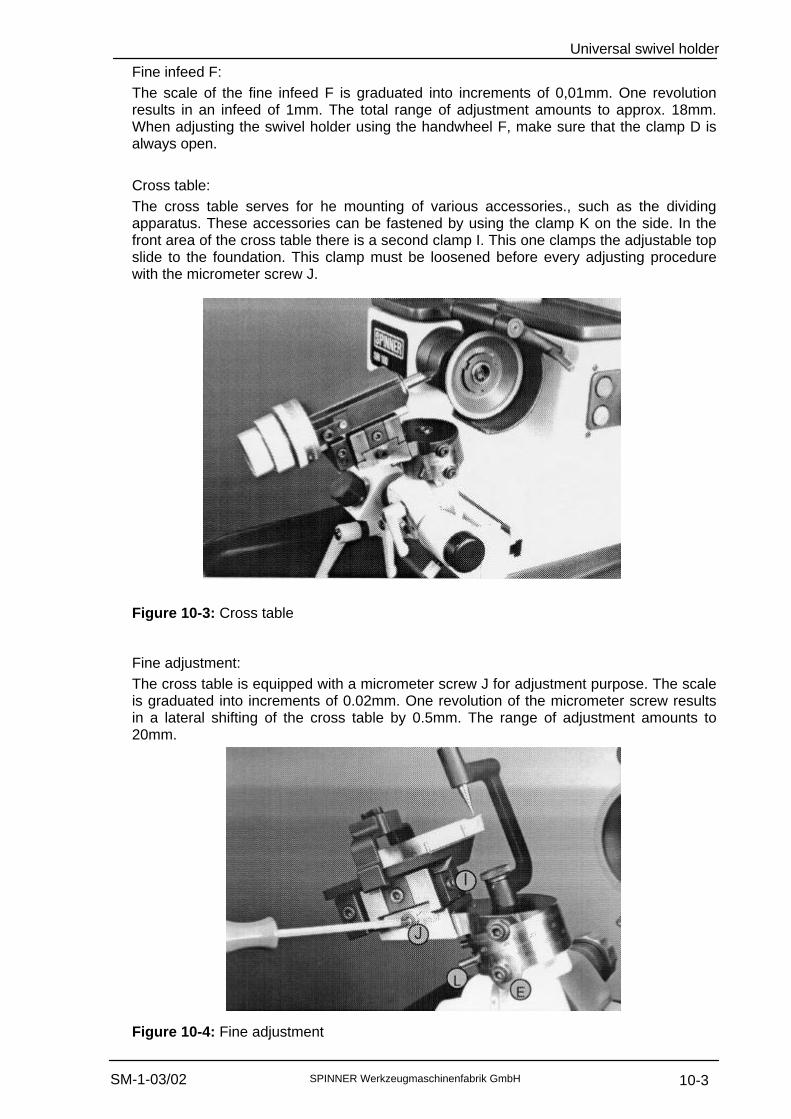
Fine infeed F:The scale of the fine infeed F is graduated into increments of 0,01mm. One revolutionresults in an infeed of 1mm. The total range of adjustment amounts to approx. 18mm.When adjusting the swivel holder using the handwheel F, make sure that the clamp D isalways open.
Cross table:The cross table serves for he mounting of various accessories., such as the dividingapparatus. These accessories can be fastened by using the clamp K on the side. In thefront area of the cross table there is a second clamp I. This one clamps the adjustable topslide to the foundation. This clamp must be loosened before every adjusting procedurewith the micrometer screw J.
Figure 10-3: Cross table
Fine adjustment:The cross table is equipped with a micrometer screw J for adjustment purpose. The scaleis graduated into increments of 0.02mm. One revolution of the micrometer screw resultsin a lateral shifting of the cross table by 0.5mm. The range of adjustment amounts to20mm.
Figure 10-4: Fine adjustment
10-4 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Universal swivel holder
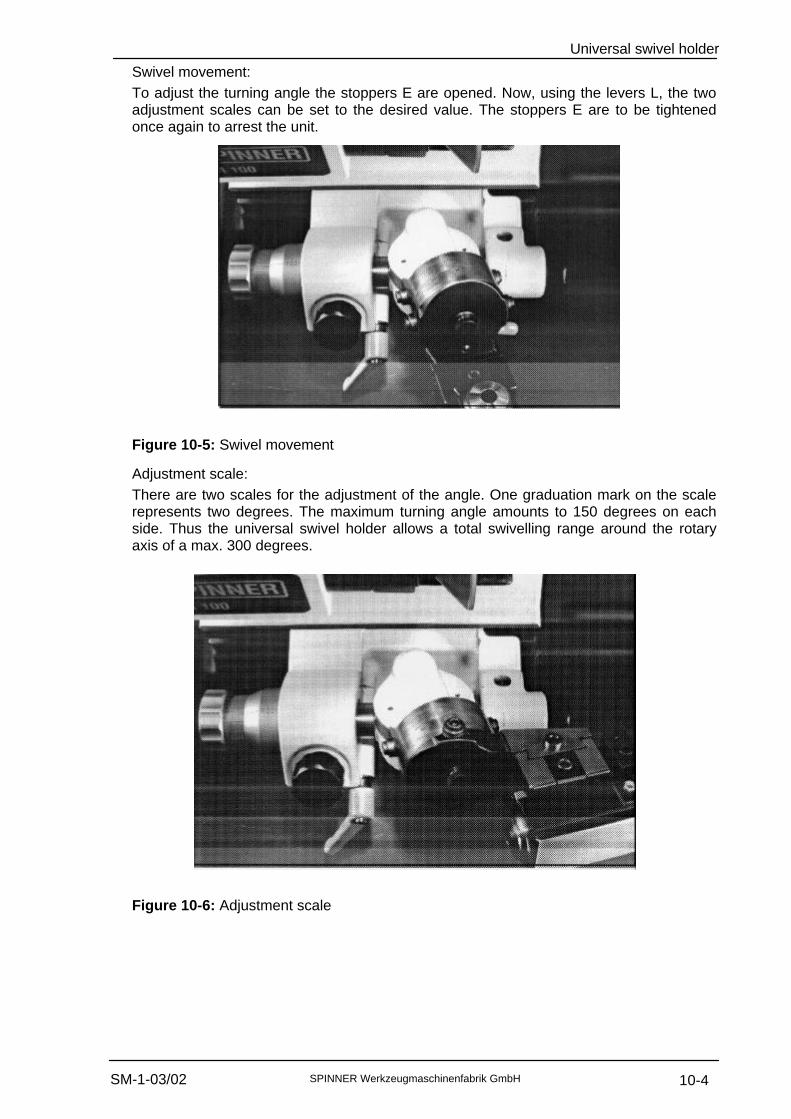
Swivel movement:To adjust the turning angle the stoppers E are opened. Now, using the levers L, the twoadjustment scales can be set to the desired value. The stoppers E are to be tightenedonce again to arrest the unit.
Figure 10-5: Swivel movement
Adjustment scale:There are two scales for the adjustment of the angle. One graduation mark on the scalerepresents two degrees. The maximum turning angle amounts to 150 degrees on eachside. Thus the universal swivel holder allows a total swivelling range around the rotaryaxis of a max. 300 degrees.
Figure 10-6: Adjustment scale
10-5 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Universal swivel holder
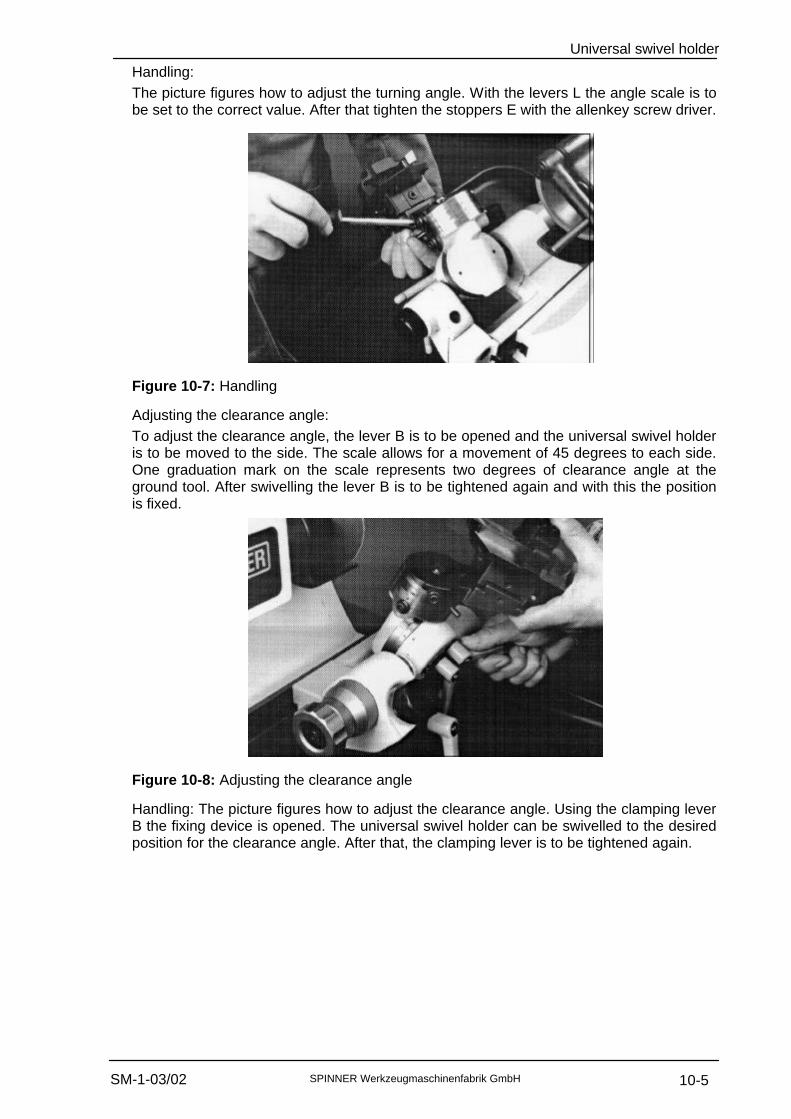
Handling:The picture figures how to adjust the turning angle. With the levers L the angle scale is tobe set to the correct value. After that tighten the stoppers E with the allenkey screw driver.
Figure 10-7: Handling
Adjusting the clearance angle:To adjust the clearance angle, the lever B is to be opened and the universal swivel holderis to be moved to the side. The scale allows for a movement of 45 degrees to each side.One graduation mark on the scale represents two degrees of clearance angle at theground tool. After swivelling the lever B is to be tightened again and with this the positionis fixed.
Figure 10-8: Adjusting the clearance angle
Handling: The picture figures how to adjust the clearance angle. Using the clamping leverB the fixing device is opened. The universal swivel holder can be swivelled to the desiredposition for the clearance angle. After that, the clamping lever is to be tightened again.
11-1 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Dividing apparatus
Technical Product Documentation
Machine type: Tool grinder SM100Serial number:Version: SM-1-03/02Valid until:Article number: 61511E
11 Dividing apparatus
11-2 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Dividing apparatus
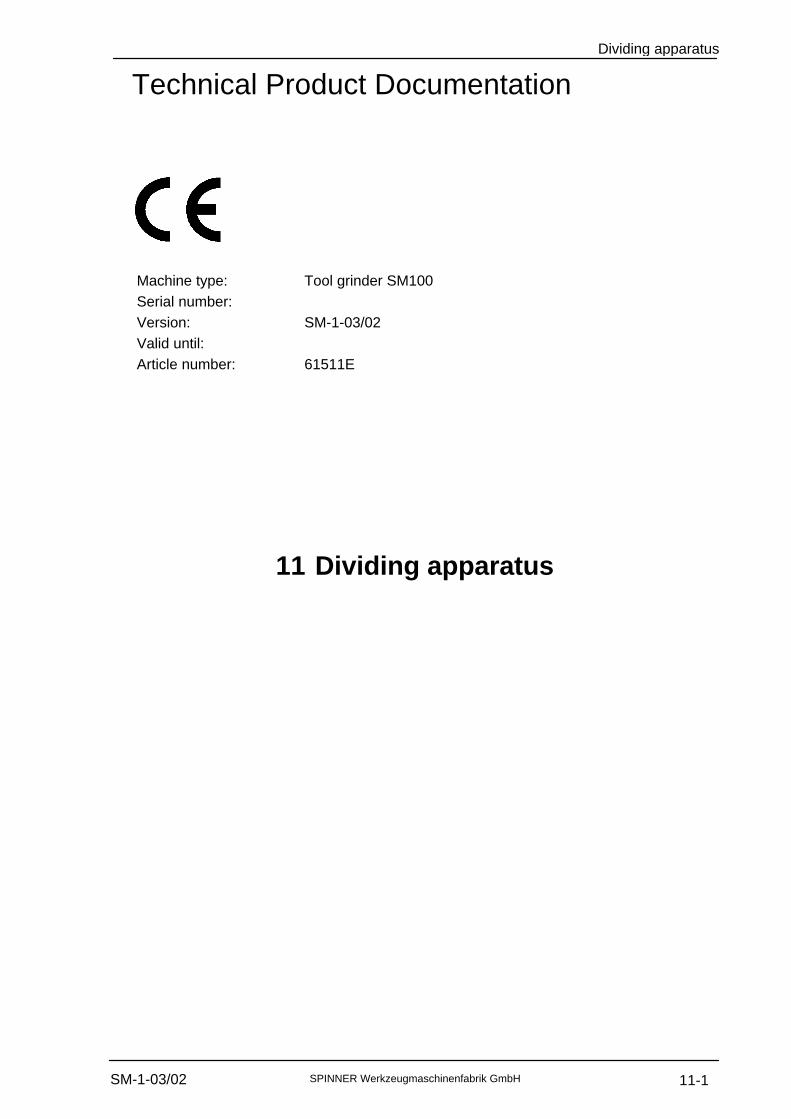
11.1 Dividing apparatusTwo different dividing apparatus are available:Type 1 for collet chuck W25/W20Type 2 for collet chuck 355E
With the assistance of a reducing sleeve and a special connecting rod, the collet chuckW20 can also be used in the dividing apparatus type 1.
Figure 11-1: Dividing apparatus
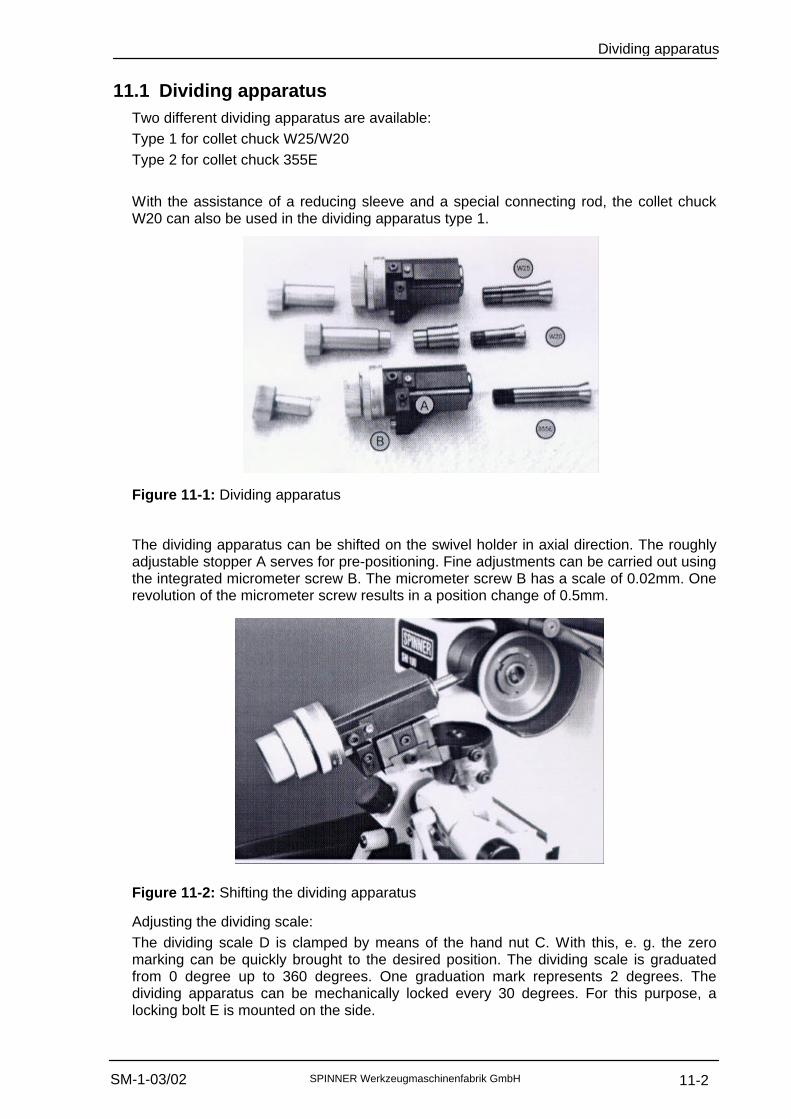
The dividing apparatus can be shifted on the swivel holder in axial direction. The roughlyadjustable stopper A serves for pre-positioning. Fine adjustments can be carried out usingthe integrated micrometer screw B. The micrometer screw B has a scale of 0.02mm. Onerevolution of the micrometer screw results in a position change of 0.5mm.
Figure 11-2: Shifting the dividing apparatus
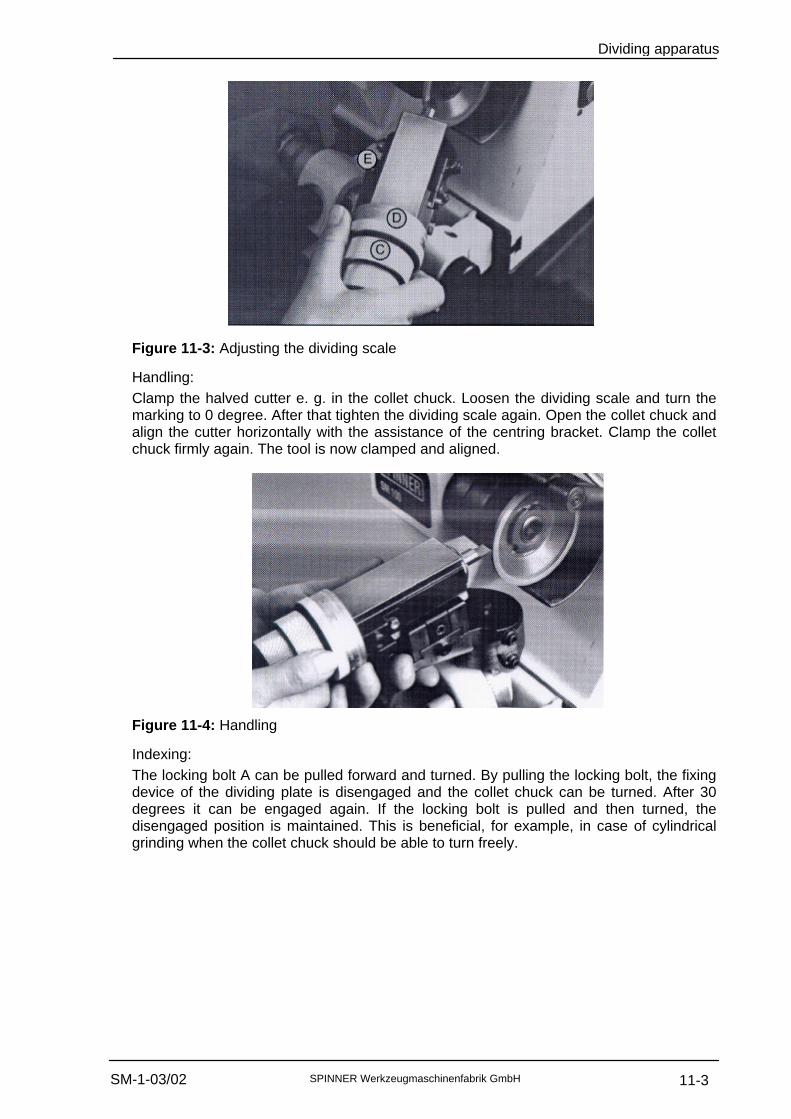
Adjusting the dividing scale:The dividing scale D is clamped by means of the hand nut C. With this, e. g. the zeromarking can be quickly brought to the desired position. The dividing scale is graduatedfrom 0 degree up to 360 degrees. One graduation mark represents 2 degrees. Thedividing apparatus can be mechanically locked every 30 degrees. For this purpose, alocking bolt E is mounted on the side.
11-3 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Dividing apparatus
Figure 11-3: Adjusting the dividing scale
Handling:Clamp the halved cutter e. g. in the collet chuck. Loosen the dividing scale and turn themarking to 0 degree. After that tighten the dividing scale again. Open the collet chuck andalign the cutter horizontally with the assistance of the centring bracket. Clamp the colletchuck firmly again. The tool is now clamped and aligned.
Figure 11-4: Handling
Indexing:The locking bolt A can be pulled forward and turned. By pulling the locking bolt, the fixingdevice of the dividing plate is disengaged and the collet chuck can be turned. After 30degrees it can be engaged again. If the locking bolt is pulled and then turned, thedisengaged position is maintained. This is beneficial, for example, in case of cylindricalgrinding when the collet chuck should be able to turn freely.
11-4 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Dividing apparatus
Figure 11-5: Indexing
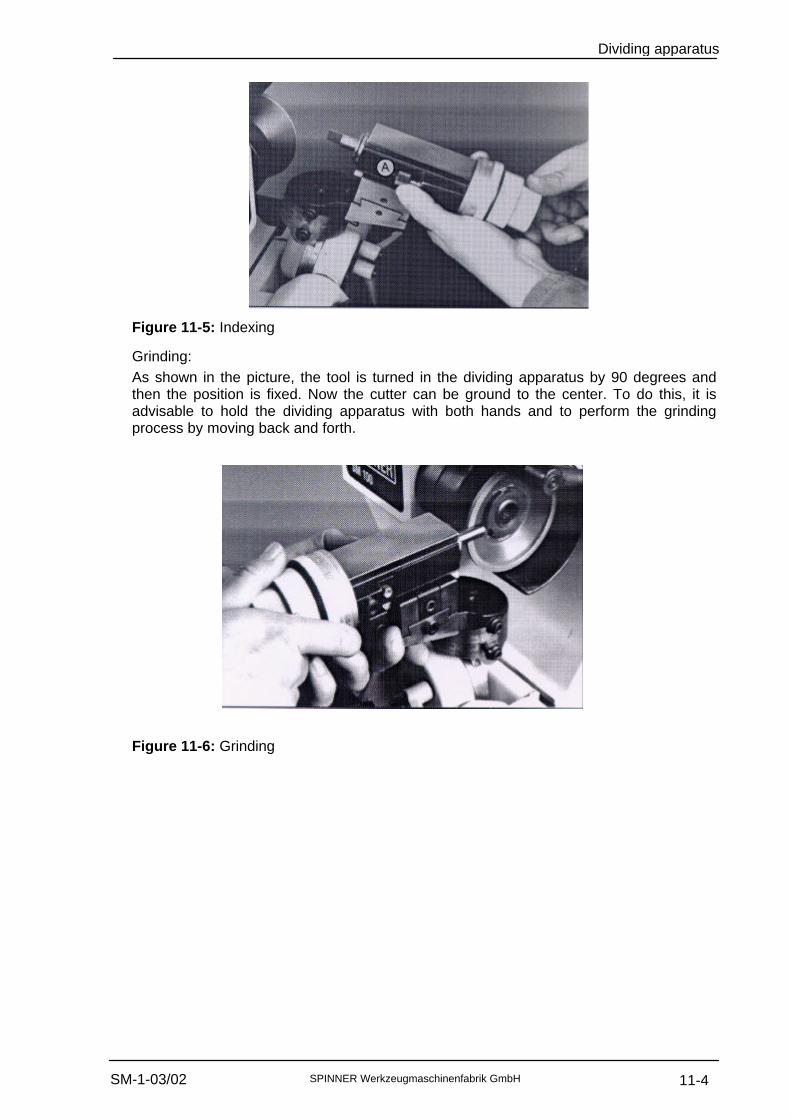
Grinding:As shown in the picture, the tool is turned in the dividing apparatus by 90 degrees andthen the position is fixed. Now the cutter can be ground to the center. To do this, it isadvisable to hold the dividing apparatus with both hands and to perform the grindingprocess by moving back and forth.
Figure 11-6: Grinding
12-1 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Clamping plate for square tools
Technical Product Documentation
Machine type: Tool grinder SM100Serial number:Version: SM-1-03/02Valid until:Article number: 61511E
12 Clamping plate for square tools
12-2 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Clamping plate for square tools
12.1 Clamping plate for square tools
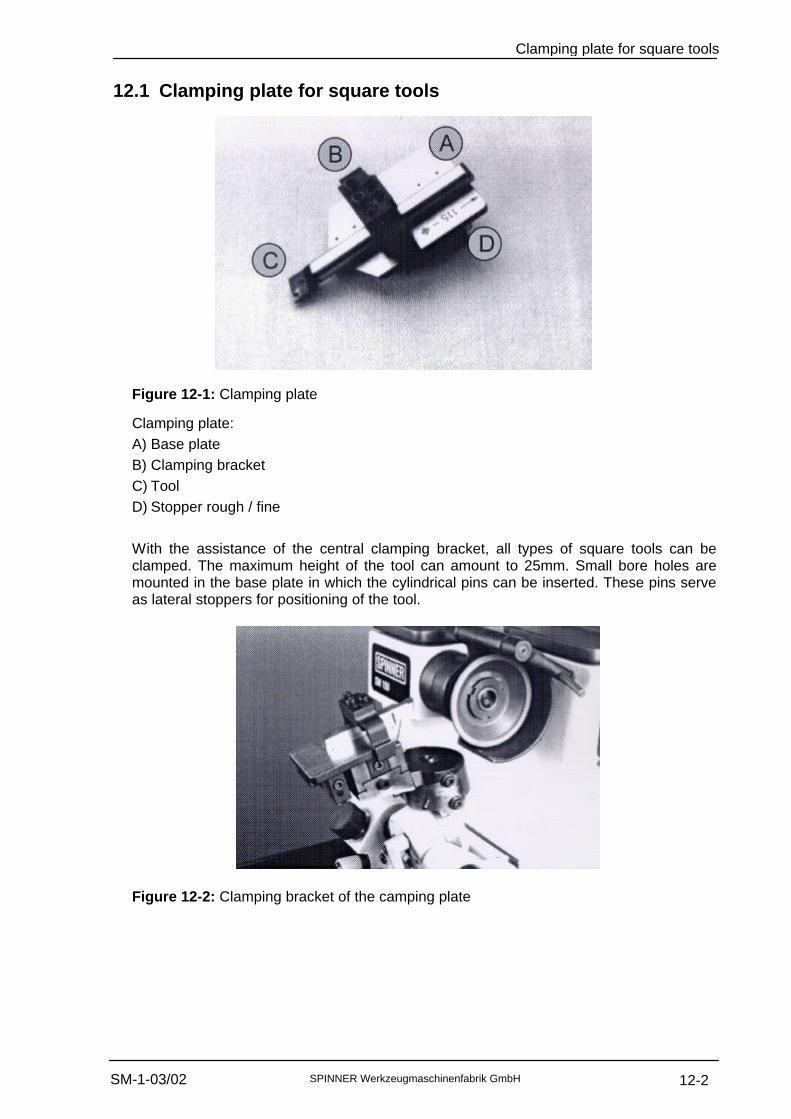
Figure 12-1: Clamping plate
Clamping plate:A) Base plateB) Clamping bracketC) ToolD) Stopper rough / fine
With the assistance of the central clamping bracket, all types of square tools can beclamped. The maximum height of the tool can amount to 25mm. Small bore holes aremounted in the base plate in which the cylindrical pins can be inserted. These pins serveas lateral stoppers for positioning of the tool.
Figure 12-2: Clamping bracket of the camping plate
12-3 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Clamping plate for square tools
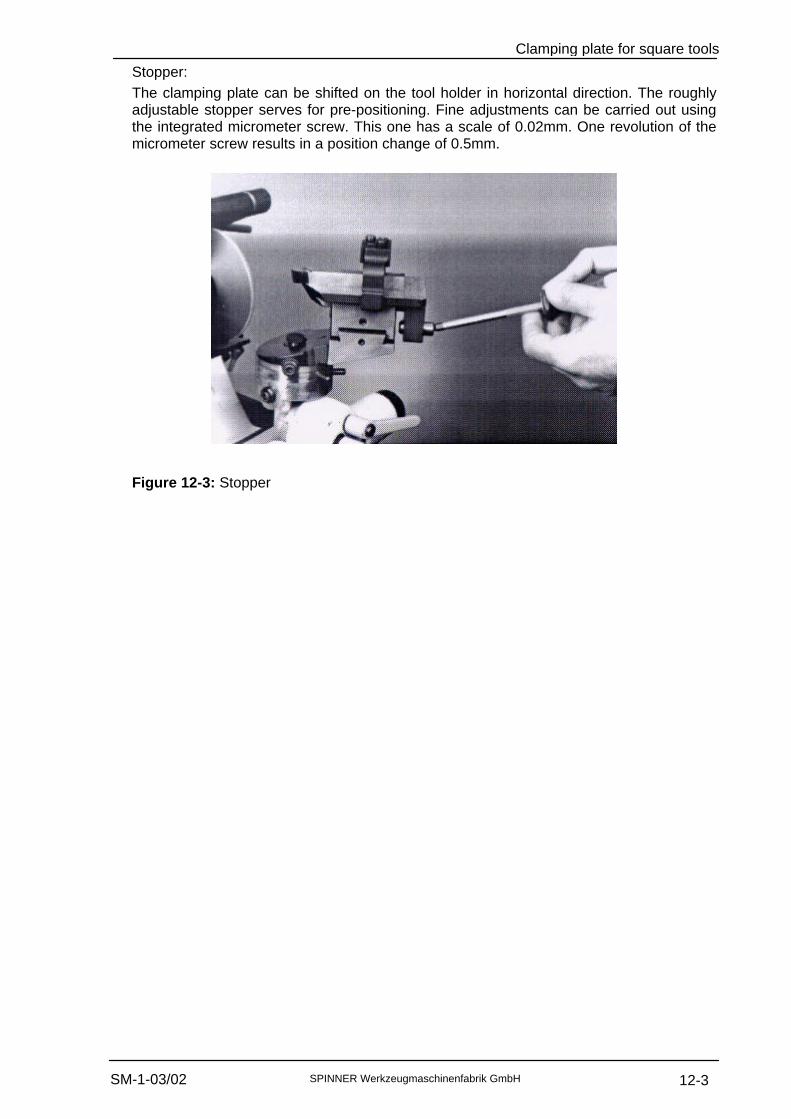
Stopper:The clamping plate can be shifted on the tool holder in horizontal direction. The roughlyadjustable stopper serves for pre-positioning. Fine adjustments can be carried out usingthe integrated micrometer screw. This one has a scale of 0.02mm. One revolution of themicrometer screw results in a position change of 0.5mm.
Figure 12-3: Stopper
13-1 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Grinding the radius
Technical Product Documentation
Machine type: Tool grinder SM100Serial number:Version: SM-1-03/02Valid until:Article number: 61511E
13 Grinding the radius
13-2 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Grinding the radius
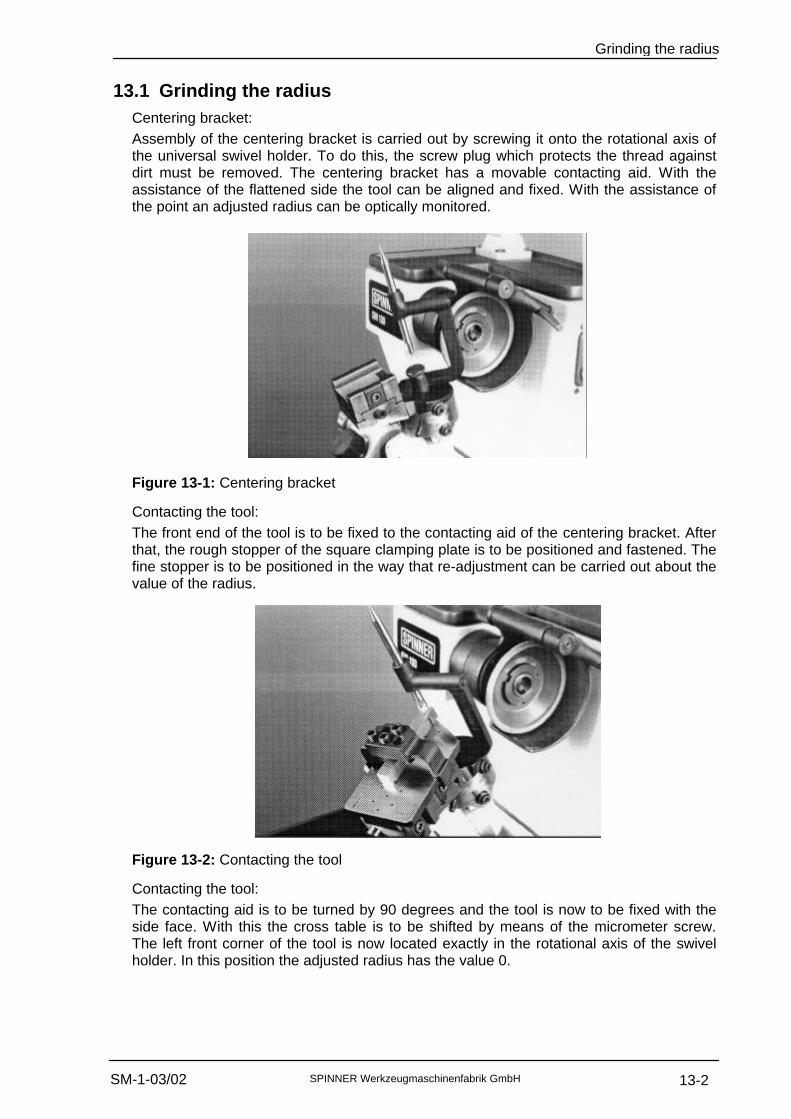
13.1 Grinding the radiusCentering bracket:Assembly of the centering bracket is carried out by screwing it onto the rotational axis ofthe universal swivel holder. To do this, the screw plug which protects the thread againstdirt must be removed. The centering bracket has a movable contacting aid. With theassistance of the flattened side the tool can be aligned and fixed. With the assistance ofthe point an adjusted radius can be optically monitored.
Figure 13-1: Centering bracket
Contacting the tool:The front end of the tool is to be fixed to the contacting aid of the centering bracket. Afterthat, the rough stopper of the square clamping plate is to be positioned and fastened. Thefine stopper is to be positioned in the way that re-adjustment can be carried out about thevalue of the radius.
Figure 13-2: Contacting the tool
Contacting the tool:The contacting aid is to be turned by 90 degrees and the tool is now to be fixed with theside face. With this the cross table is to be shifted by means of the micrometer screw.The left front corner of the tool is now located exactly in the rotational axis of the swivelholder. In this position the adjusted radius has the value 0.
13-3 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Grinding the radius
Figure 13-3: Contacting the tool
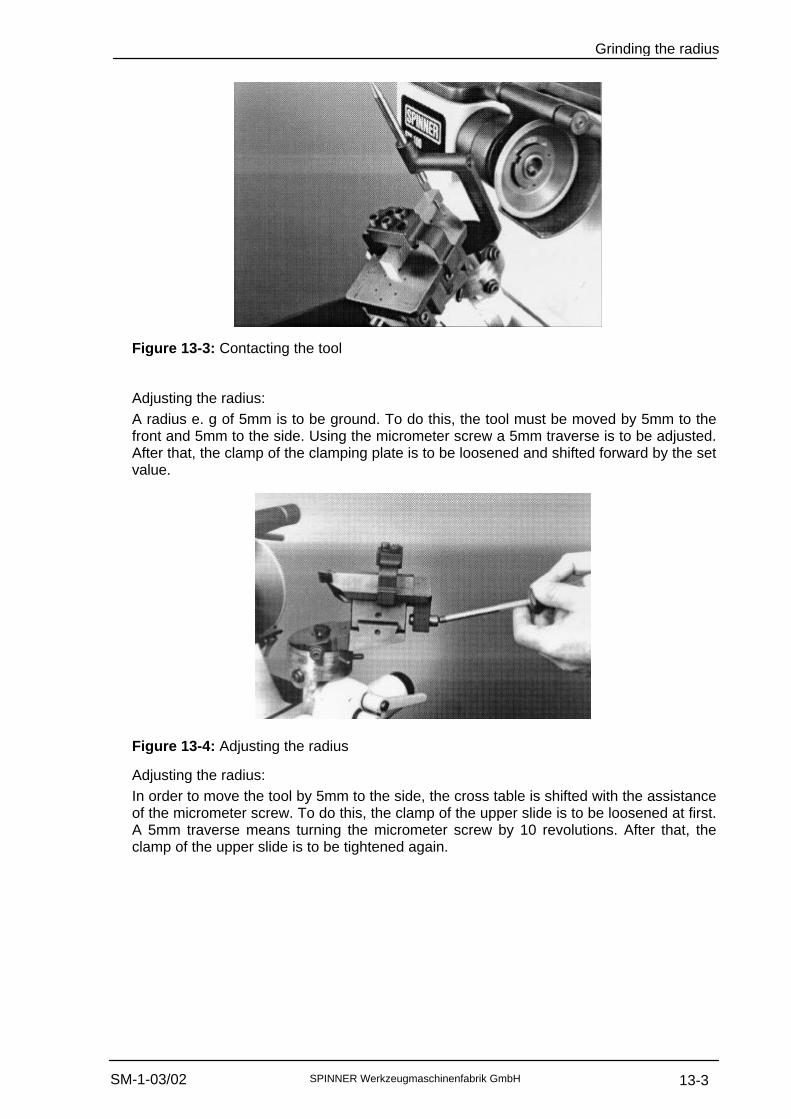
Adjusting the radius:A radius e. g of 5mm is to be ground. To do this, the tool must be moved by 5mm to thefront and 5mm to the side. Using the micrometer screw a 5mm traverse is to be adjusted.After that, the clamp of the clamping plate is to be loosened and shifted forward by the setvalue.
Figure 13-4: Adjusting the radius
Adjusting the radius:In order to move the tool by 5mm to the side, the cross table is shifted with the assistanceof the micrometer screw. To do this, the clamp of the upper slide is to be loosened at first.A 5mm traverse means turning the micrometer screw by 10 revolutions. After that, theclamp of the upper slide is to be tightened again.
13-4 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Grinding the radius
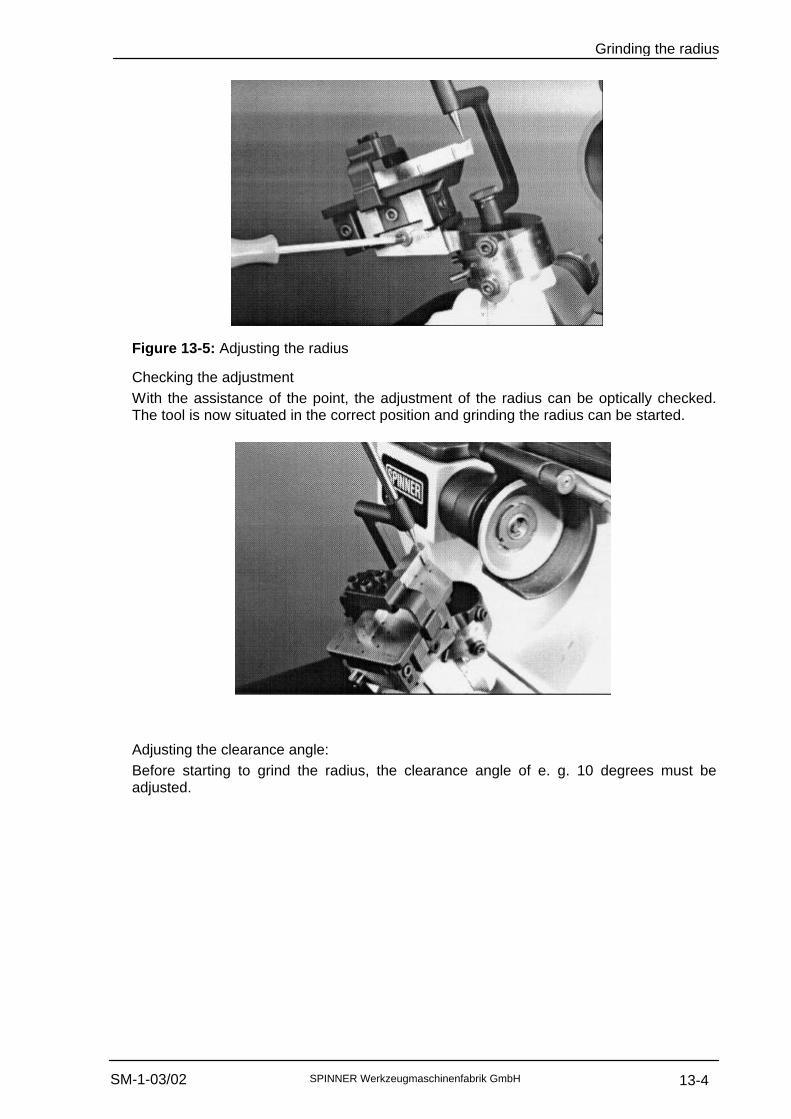
Figure 13-5: Adjusting the radius
Checking the adjustmentWith the assistance of the point, the adjustment of the radius can be optically checked.The tool is now situated in the correct position and grinding the radius can be started.
Adjusting the clearance angle:Before starting to grind the radius, the clearance angle of e. g. 10 degrees must beadjusted.
13-5 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Grinding the radius
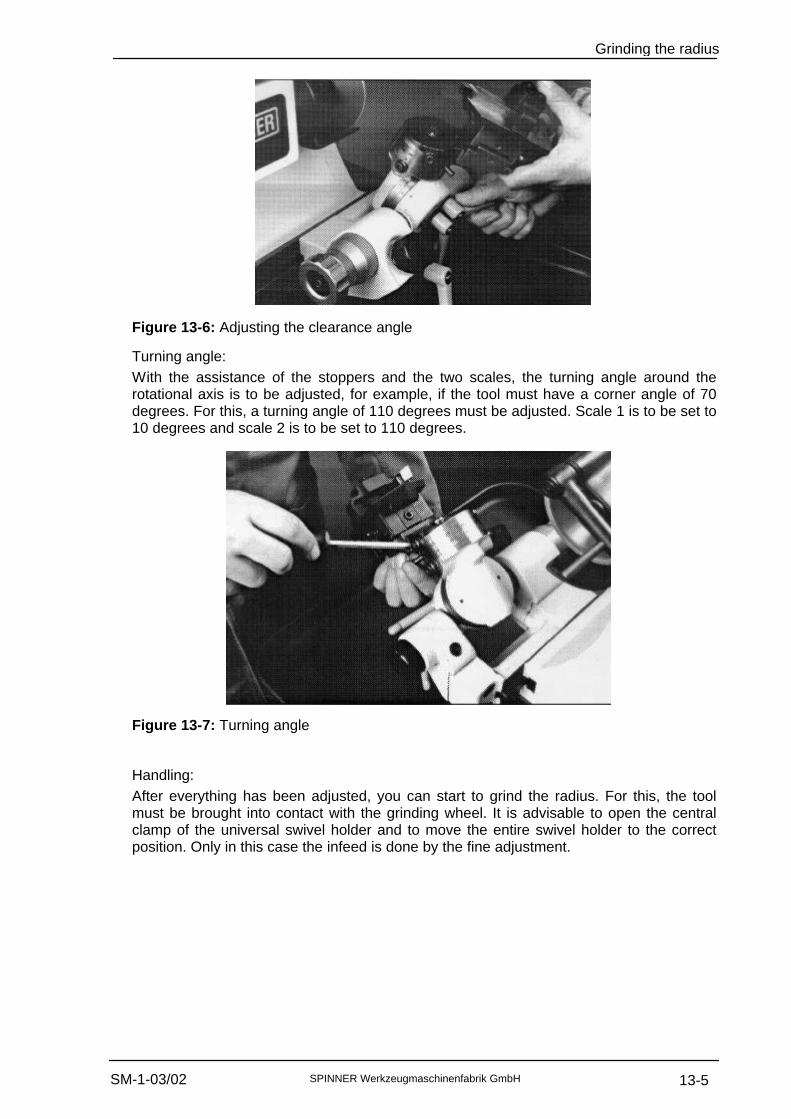
Figure 13-6: Adjusting the clearance angle
Turning angle:With the assistance of the stoppers and the two scales, the turning angle around therotational axis is to be adjusted, for example, if the tool must have a corner angle of 70degrees. For this, a turning angle of 110 degrees must be adjusted. Scale 1 is to be set to10 degrees and scale 2 is to be set to 110 degrees.
Figure 13-7: Turning angle
Handling:After everything has been adjusted, you can start to grind the radius. For this, the toolmust be brought into contact with the grinding wheel. It is advisable to open the centralclamp of the universal swivel holder and to move the entire swivel holder to the correctposition. Only in this case the infeed is done by the fine adjustment.
13-6 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Grinding the radius
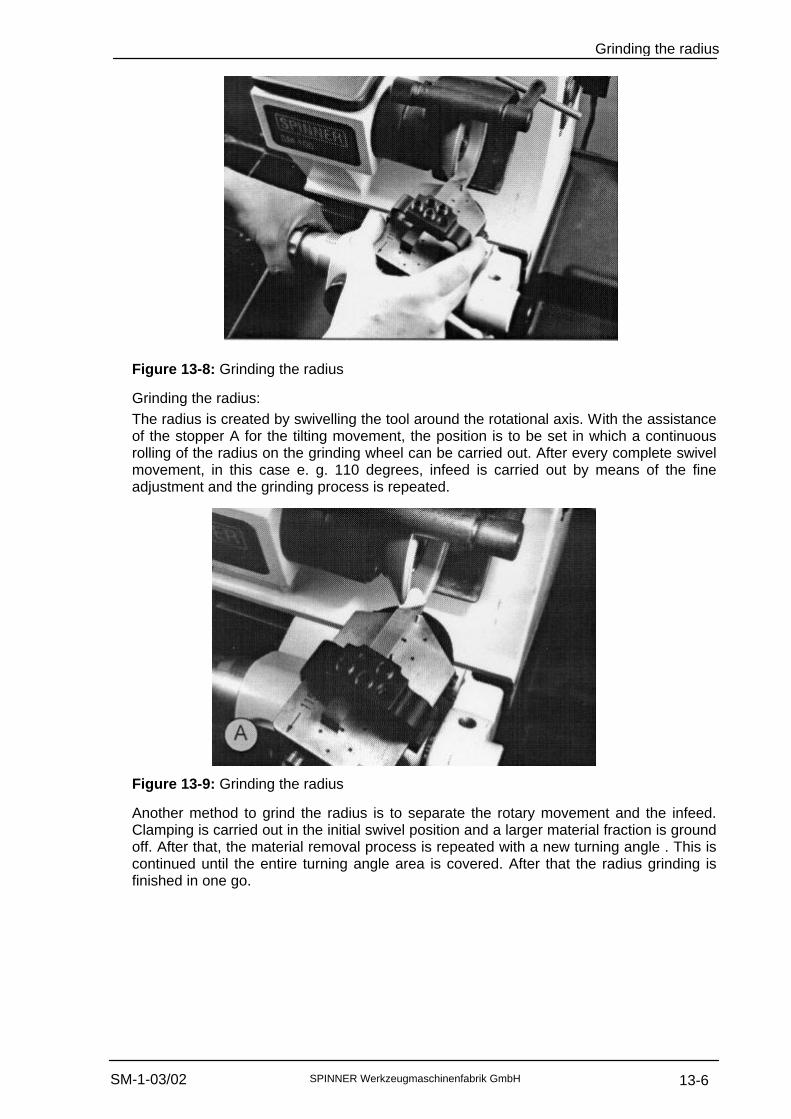
Figure 13-8: Grinding the radius
Grinding the radius:The radius is created by swivelling the tool around the rotational axis. With the assistanceof the stopper A for the tilting movement, the position is to be set in which a continuousrolling of the radius on the grinding wheel can be carried out. After every complete swivelmovement, in this case e. g. 110 degrees, infeed is carried out by means of the fineadjustment and the grinding process is repeated.
Figure 13-9: Grinding the radius
Another method to grind the radius is to separate the rotary movement and the infeed.Clamping is carried out in the initial swivel position and a larger material fraction is groundoff. After that, the material removal process is repeated with a new turning angle . This iscontinued until the entire turning angle area is covered. After that the radius grinding isfinished in one go.

13-7 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Grinding the radius
Figure 13-10: Grinding the radius
To check the gound radius the entire clamping plate can be removed from the swivelholder. The dimension of the radius is measured under a profile projector. Using themicrometer screws on the cross table and/or on the clamping plate, the correction valuecan be set and the grinding of the radius can be finished. Different grinding wheels can beused for pre-grinding or finishing the grinding.
Figure 13-11: Grinding the radius
14-1 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Grinding the cutter
Technical Product Documentation
Machine type: Tool grinder SM100Serial number:Version: SM-1-03/02Valid until:Article number: 61511E
14 Grinding the cutter
14-2 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Grinding the cutter
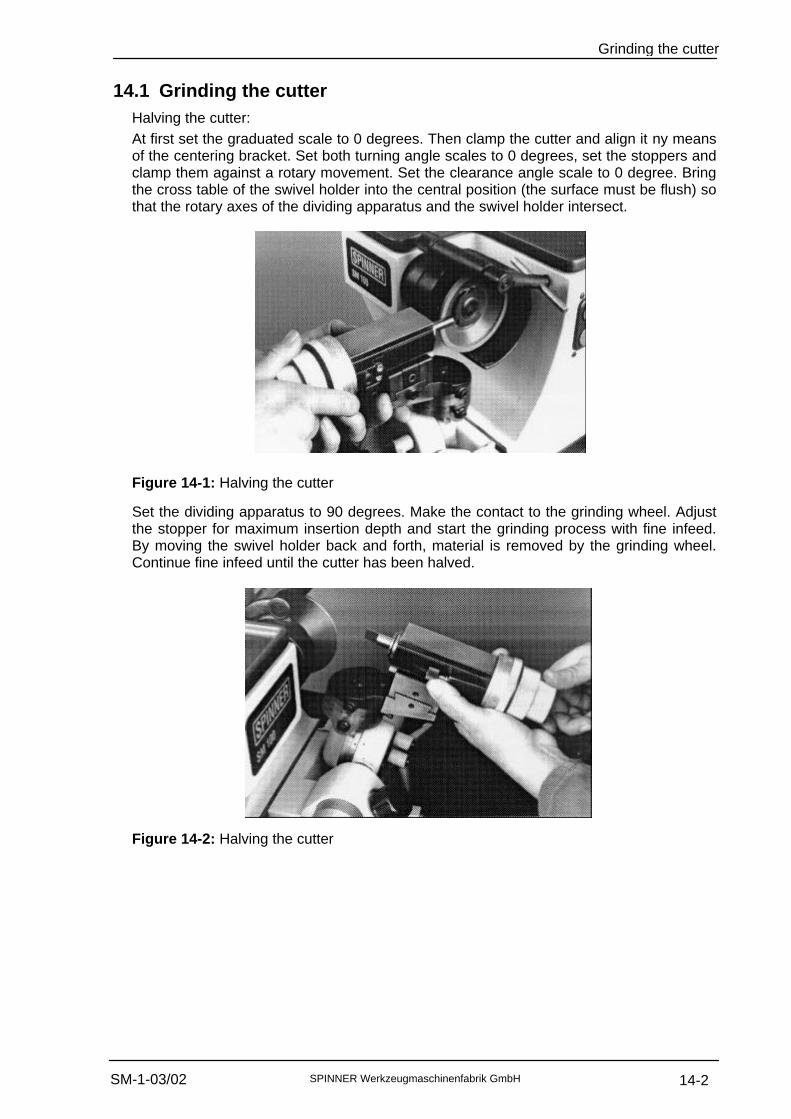
14.1 Grinding the cutterHalving the cutter:At first set the graduated scale to 0 degrees. Then clamp the cutter and align it ny meansof the centering bracket. Set both turning angle scales to 0 degrees, set the stoppers andclamp them against a rotary movement. Set the clearance angle scale to 0 degree. Bringthe cross table of the swivel holder into the central position (the surface must be flush) sothat the rotary axes of the dividing apparatus and the swivel holder intersect.
Figure 14-1: Halving the cutter
Set the dividing apparatus to 90 degrees. Make the contact to the grinding wheel. Adjustthe stopper for maximum insertion depth and start the grinding process with fine infeed.By moving the swivel holder back and forth, material is removed by the grinding wheel.Continue fine infeed until the cutter has been halved.
Figure 14-2: Halving the cutter

14-3 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Grinding the cutter
Grinding the cutter:After the cutter has been halved, the dividing apparatus has to be reset to the 0 degreeposition. Now the actual cutter grinding can be started.
Figure 14-3: Grinding the cutter
Setting the turning angle:You want to have a cutter with e. g. a structural tip shape with an angle of 60 degrees.For this the scale 1 must be set to 30 degrees and the 2 stoppers must be clamped.
Figure 14-4: Setting the turning angle
Setting the turning angle:You want to have, for example, a cutter with a face cutting edge or a conical structureshape, then the turning angle must also be set in the other direction. This stopper can e,g, be set to 93 degrees. This corresponds to a clearance angle of 3 degrees at the facecutting edge.

14-4 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Grinding the cutter
Figure 14-5: Adjusting the turning angle
Setting the clearance angle:Before grinding can be started, the cutting angle of the cutter must be set. The cuttingangle depends on the material e. g. between 15 and 25 degrees.
Figure 14-6: Setting the clearance angle
Grinding the cutter:Clamp the turning angle at 30 degrees. Adjust the stopper for the insertion depth. Afterthat, make contact to the grinding wheel and start the grinding process. Remove materialby means of fine infeed during which time the swivel holder is to be moved back andforth.
14-5 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Grinding the cutter
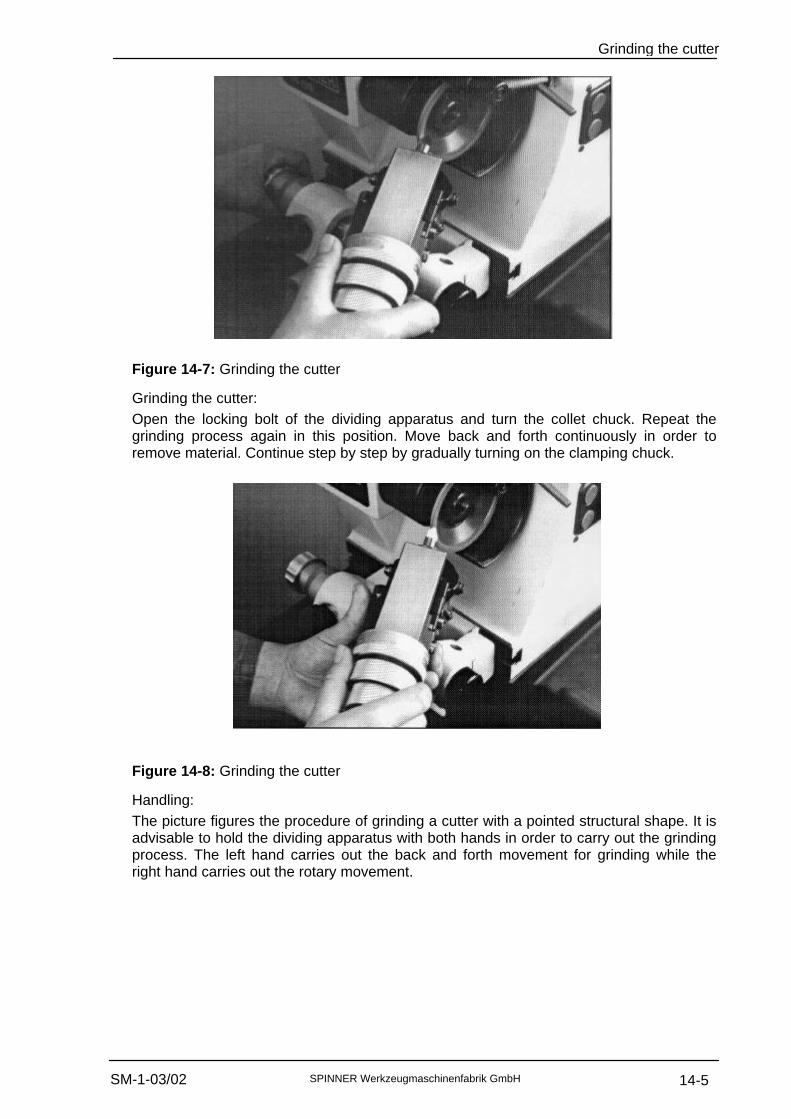
Figure 14-7: Grinding the cutter
Grinding the cutter:Open the locking bolt of the dividing apparatus and turn the collet chuck. Repeat thegrinding process again in this position. Move back and forth continuously in order toremove material. Continue step by step by gradually turning on the clamping chuck.
Figure 14-8: Grinding the cutter
Handling:The picture figures the procedure of grinding a cutter with a pointed structural shape. It isadvisable to hold the dividing apparatus with both hands in order to carry out the grindingprocess. The left hand carries out the back and forth movement for grinding while theright hand carries out the rotary movement.
14-6 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Grinding the cutter
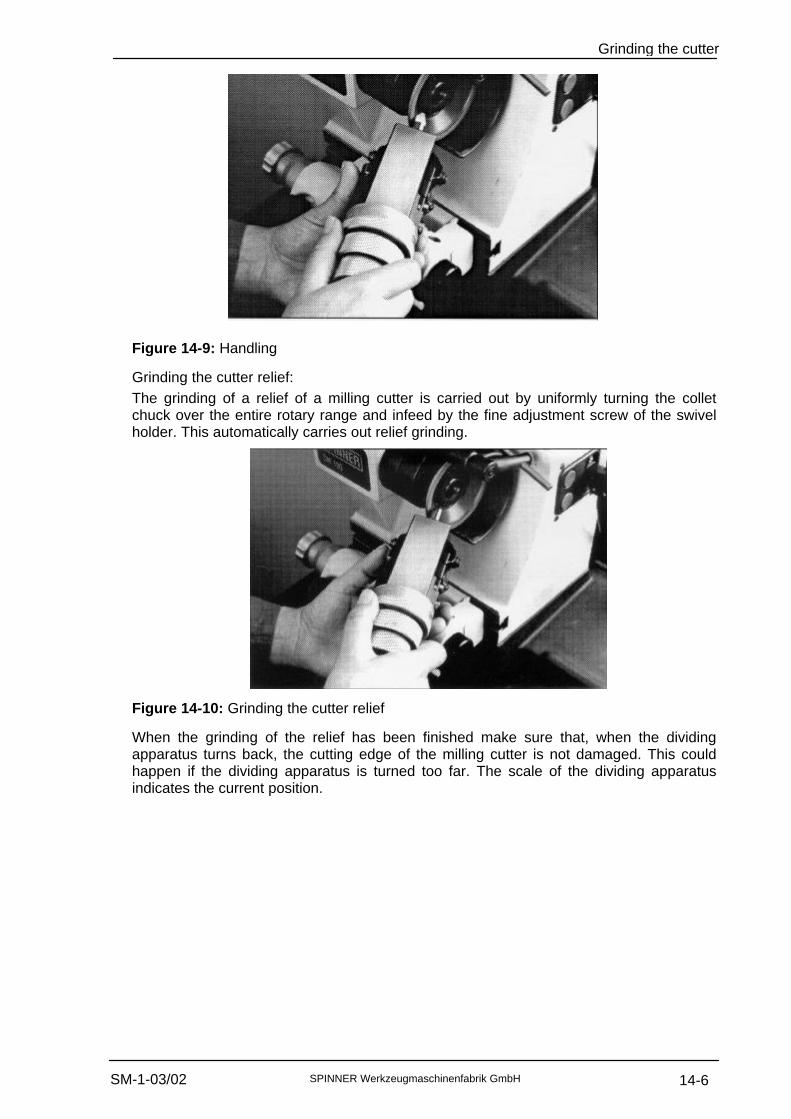
Figure 14-9: Handling
Grinding the cutter relief:The grinding of a relief of a milling cutter is carried out by uniformly turning the colletchuck over the entire rotary range and infeed by the fine adjustment screw of the swivelholder. This automatically carries out relief grinding.
Figure 14-10: Grinding the cutter relief
When the grinding of the relief has been finished make sure that, when the dividingapparatus turns back, the cutting edge of the milling cutter is not damaged. This couldhappen if the dividing apparatus is turned too far. The scale of the dividing apparatusindicates the current position.
14-7 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Grinding the cutter
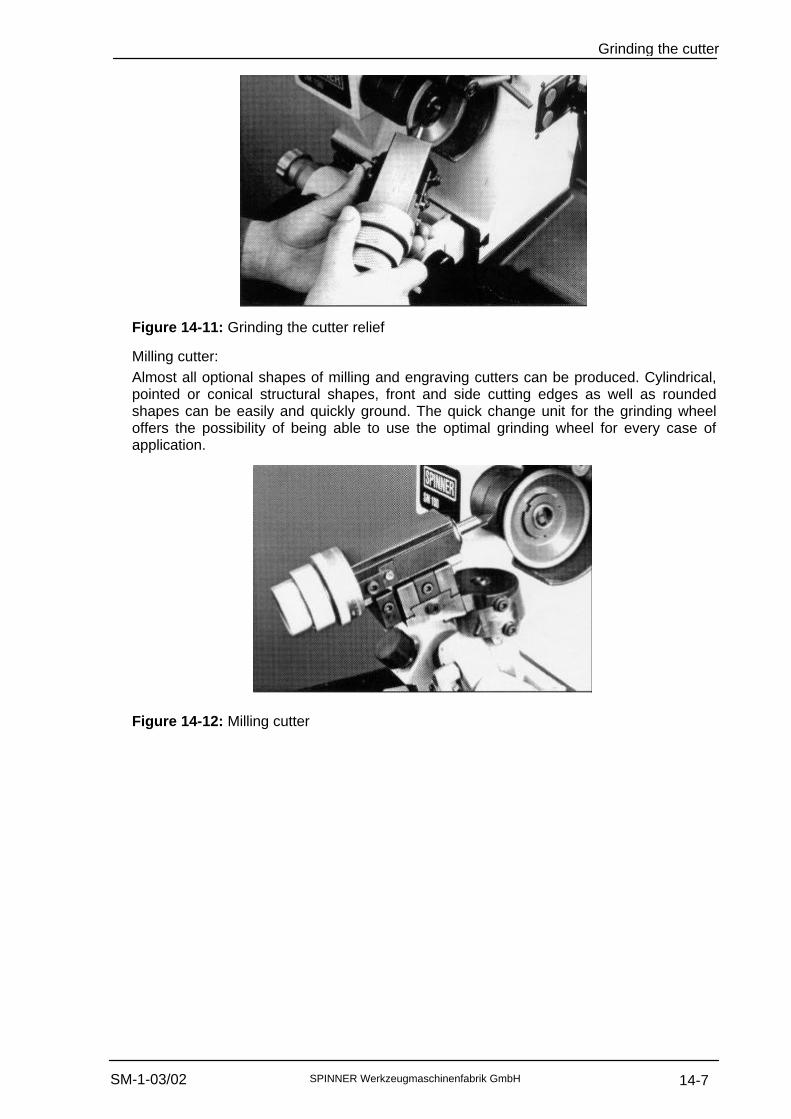
Figure 14-11: Grinding the cutter relief
Milling cutter:Almost all optional shapes of milling and engraving cutters can be produced. Cylindrical,pointed or conical structural shapes, front and side cutting edges as well as roundedshapes can be easily and quickly ground. The quick change unit for the grinding wheeloffers the possibility of being able to use the optimal grinding wheel for every case ofapplication.
Figure 14-12: Milling cutter
15-1 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Coolant unit
Technical Product Documentation
Machine type: Tool grinder SM100Serial number:Version: SM-2-12/02Valid until:Article number: 61511E
15 Coolant unit
15-2 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Coolant unit
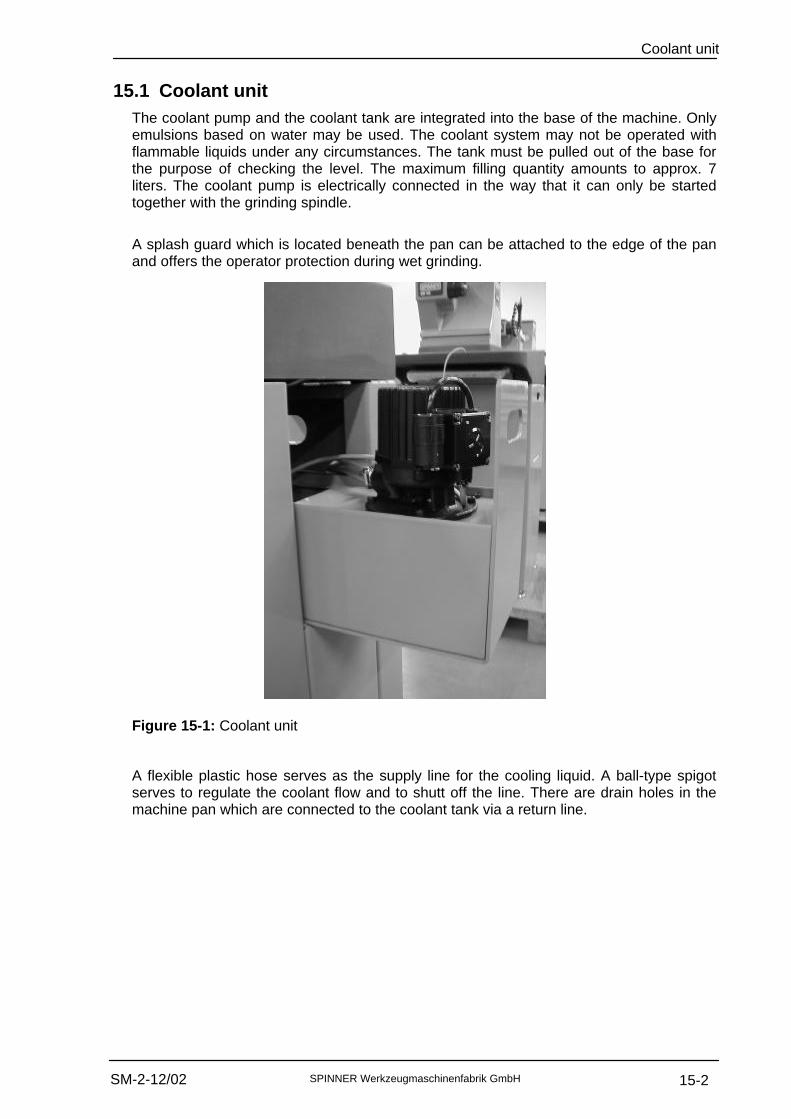
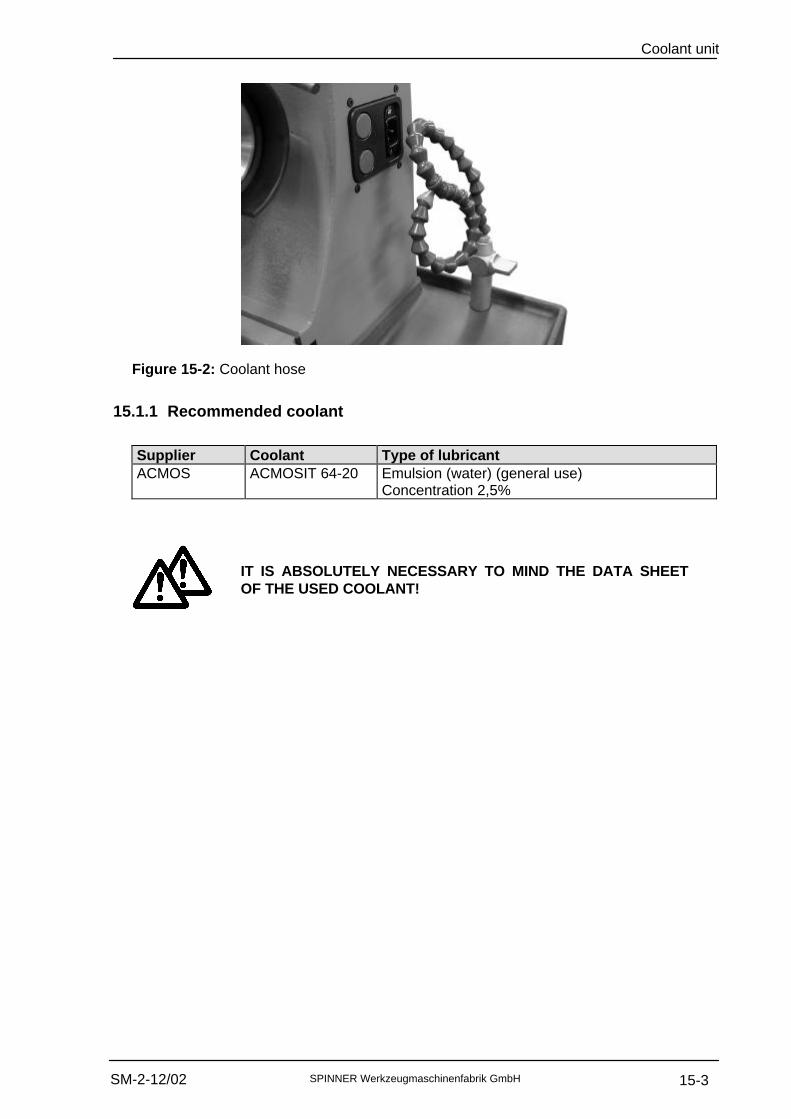
15.1 Coolant unitThe coolant pump and the coolant tank are integrated into the base of the machine. Onlyemulsions based on water may be used. The coolant system may not be operated withflammable liquids under any circumstances. The tank must be pulled out of the base forthe purpose of checking the level. The maximum filling quantity amounts to approx. 7liters. The coolant pump is electrically connected in the way that it can only be startedtogether with the grinding spindle.
A splash guard which is located beneath the pan can be attached to the edge of the panand offers the operator protection during wet grinding.
Figure 15-1: Coolant unit
A flexible plastic hose serves as the supply line for the cooling liquid. A ball-type spigotserves to regulate the coolant flow and to shutt off the line. There are drain holes in themachine pan which are connected to the coolant tank via a return line.
15-3 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Coolant unit
Figure 15-2: Coolant hose
15.1.1 Recommended coolant
Supplier Coolant Type of lubricantACMOS ACMOSIT 64-20 Emulsion (water) (general use)
Concentration 2,5%
IT IS ABSOLUTELY NECESSARY TO MIND THE DATA SHEETOF THE USED COOLANT!
16-1 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Accessories
Technical Product Documentation
Machine type: Tool grinder SM100Serial number:Version: SM-2-12/02Valid until:Article number: 61511E
16 Accessories
16-2 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Accessories
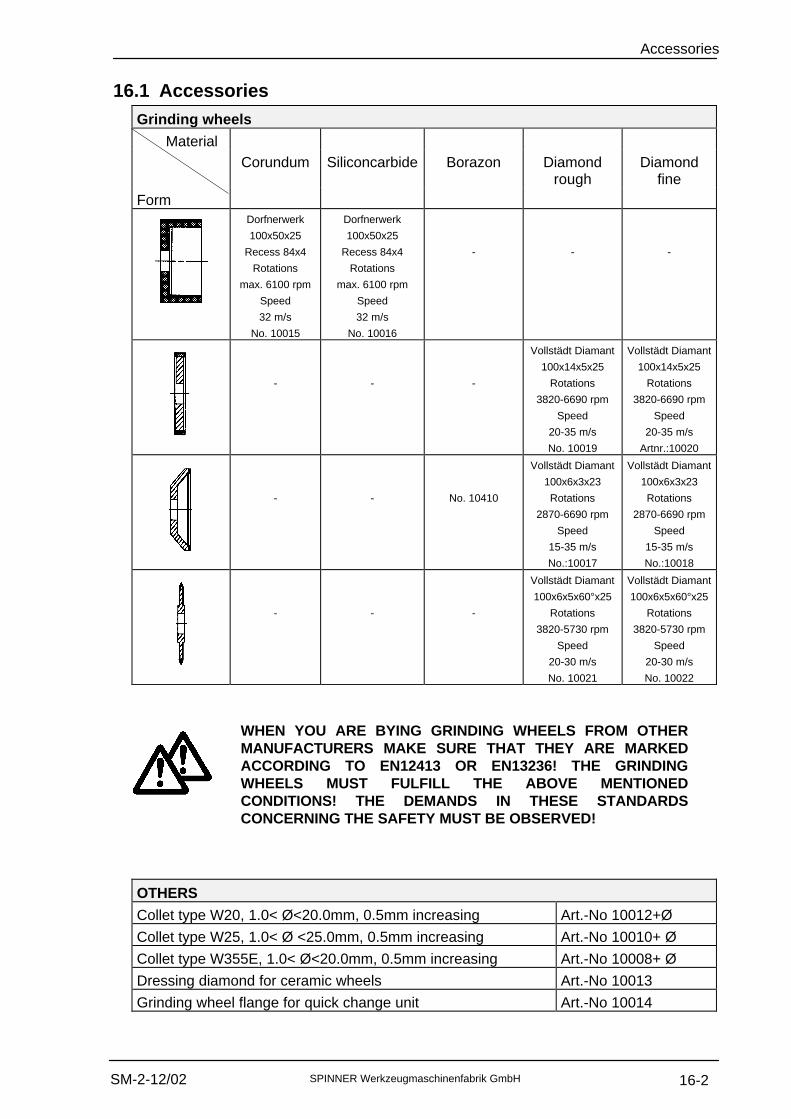
16.1 AccessoriesGrinding wheels Material
Corundum Siliconcarbide Borazon Diamondrough
Diamondfine
FormDorfnerwerk
100x50x25
Recess 84x4
Rotations
max. 6100 rpm
Speed
32 m/s
No. 10015
Dorfnerwerk
100x50x25
Recess 84x4
Rotations
max. 6100 rpm
Speed
32 m/s
No. 10016
- - -
- - -
Vollstädt Diamant
100x14x5x25
Rotations
3820-6690 rpm
Speed
20-35 m/s
No. 10019
Vollstädt Diamant
100x14x5x25
Rotations
3820-6690 rpm
Speed
20-35 m/s
Artnr.:10020
- - No. 10410
Vollstädt Diamant
100x6x3x23
Rotations
2870-6690 rpm
Speed
15-35 m/s
No.:10017
Vollstädt Diamant
100x6x3x23
Rotations
2870-6690 rpm
Speed
15-35 m/s
No.:10018
- - -
Vollstädt Diamant
100x6x5x60°x25
Rotations
3820-5730 rpm
Speed
20-30 m/s
No. 10021
Vollstädt Diamant
100x6x5x60°x25
Rotations
3820-5730 rpm
Speed
20-30 m/s
No. 10022
OTHERSCollet type W20, 1.0< Ø<20.0mm, 0.5mm increasing Art.-No 10012+ØCollet type W25, 1.0< Ø <25.0mm, 0.5mm increasing Art.-No 10010+ ØCollet type W355E, 1.0< Ø<20.0mm, 0.5mm increasing Art.-No 10008+ ØDressing diamond for ceramic wheels Art.-No 10013Grinding wheel flange for quick change unit Art.-No 10014
WHEN YOU ARE BYING GRINDING WHEELS FROM OTHERMANUFACTURERS MAKE SURE THAT THEY ARE MARKEDACCORDING TO EN12413 OR EN13236! THE GRINDINGWHEELS MUST FULFILL THE ABOVE MENTIONEDCONDITIONS! THE DEMANDS IN THESE STANDARDSCONCERNING THE SAFETY MUST BE OBSERVED!
16-3 SPINNER Werkzeugmaschinenfabrik GmbH SM-2-12/02
Accessories
16.2 Other accessories (if not delivered with the machine)1) Grinding wheel flange2) Grinding wheels in form T/I/II/III3) Dressing diamond4) Support for the hands (all-round adjustable)5) Swivel holder with cross slide6) Support for square tools with clamp7) Dividing apparatus for collets 355E up to 17,5mm8) Dividing apparatus for collets W25 up to 25mm or with reducing for collets
W20 up to 20mm9) Single collets or sets10) Collets with special design11) Inserts W25 with MK1/2/312) Special clamping device
The table machine can be extended with:1) Base SM1002) Tank with coolant supply
ONLY USE ORIGINAL REPLACEMENT PARTS ANDACCESSORIES FROM SPINNER!
17-1 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Circuit diagram
Technical Product Documentation
Machine type: Tool grinder SM100Serial number:Version: SM-1-03/02Valid until:Article number: 61511E
17 Circuit diagram
17-2 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
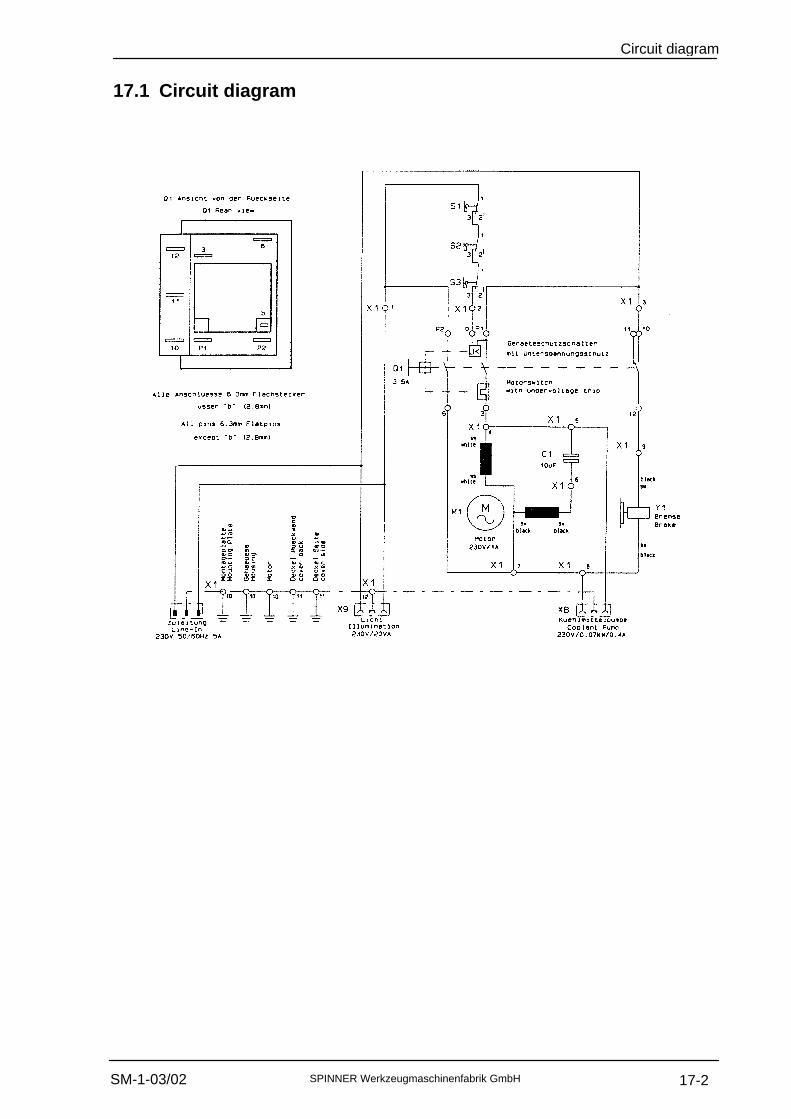
Circuit diagram
17.1 Circuit diagram
18-1 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Microscope
Technical Product Documentation
Machine type: Tool grinder SM100Serial number:Version: SM-1-03/02Valid until:Article number: 61511E
18 Microscope
18-2 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Microscope
18.1 Mikroskope
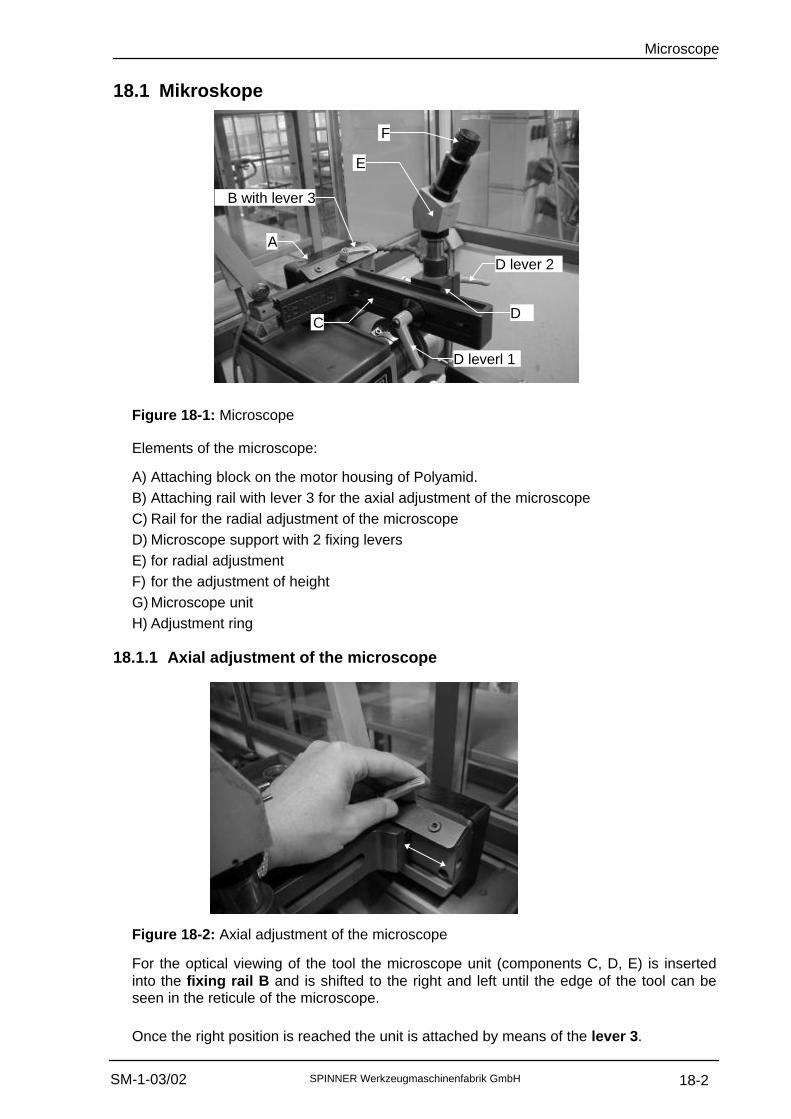
Figure 18-1: Microscope
Elements of the microscope:
A) Attaching block on the motor housing of Polyamid.B) Attaching rail with lever 3 for the axial adjustment of the microscopeC) Rail for the radial adjustment of the microscopeD) Microscope support with 2 fixing leversE) for radial adjustmentF) for the adjustment of heightG) Microscope unitH) Adjustment ring
18.1.1 Axial adjustment of the microscope
Figure 18-2: Axial adjustment of the microscope
For the optical viewing of the tool the microscope unit (components C, D, E) is insertedinto the fixing rail B and is shifted to the right and left until the edge of the tool can beseen in the reticule of the microscope.
Once the right position is reached the unit is attached by means of the lever 3.
A
B with lever 3
C
D lever 2
D leverl 1
D
E
F
18-3 SPINNER Werkzeugmaschinenfabrik GmbH SM-1-03/02
Microscope
18.1.2 Radial adjustment of the microscope
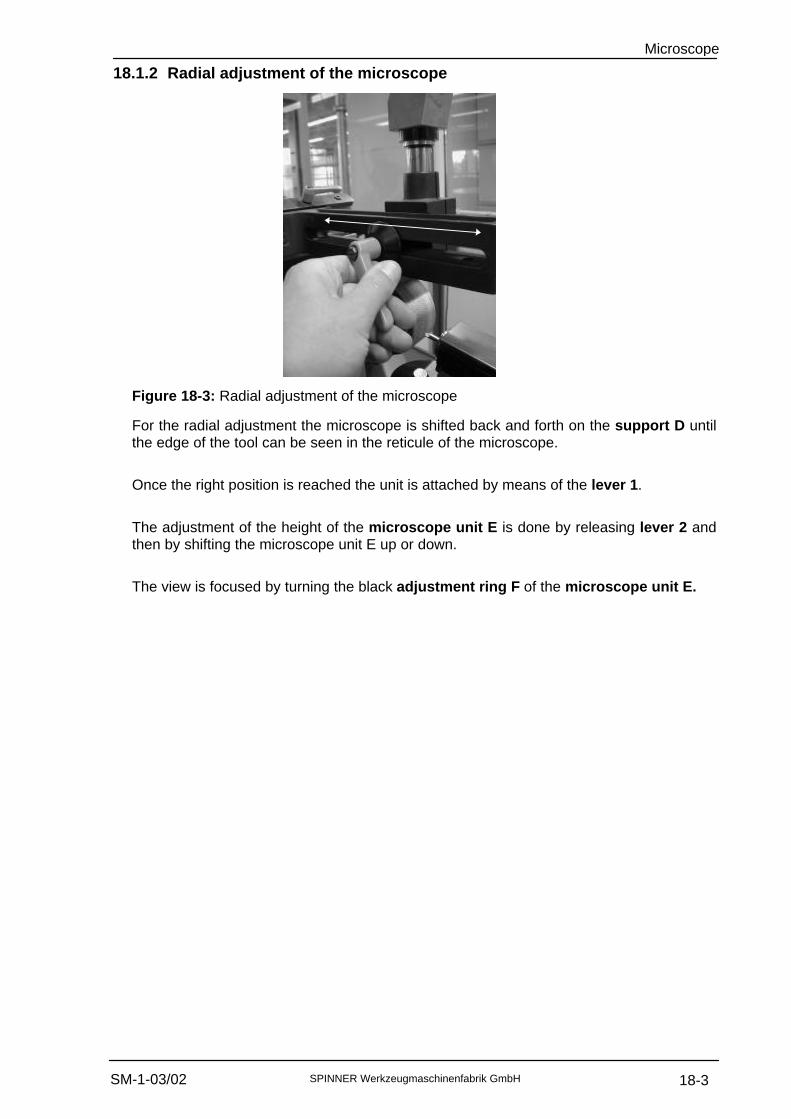
Figure 18-3: Radial adjustment of the microscope
For the radial adjustment the microscope is shifted back and forth on the support D untilthe edge of the tool can be seen in the reticule of the microscope.
Once the right position is reached the unit is attached by means of the lever 1.
The adjustment of the height of the microscope unit E is done by releasing lever 2 andthen by shifting the microscope unit E up or down.
The view is focused by turning the black adjustment ring F of the microscope unit E.
![IS 9609-1 (2006): Technical product documentation ... · IS 9609 (Part 1] :2006 ISO 3098-2:2000 Indian Standard TECHNICAL PRODUCT DOCUMENTATION — LETTERING PART 1 LATIN ALPHABET,](https://img.pdfslide.us/doc/110x75/5e5cf23ff648b76e1b640272/is-9609-1-2006-technical-product-documentation-is-9609-part-1-2006-iso.jpg)