Embed Size (px)
Citation preview

Indian Journal of Fibre & Textile Research Vol. 21, March 1996, pp. 69-78
Surface modification of fibre and polymeric materials by discharge treatment and its application to textile processing
Tomiji Wakida
Gifu Women's University, Taromaru, Gifu, 501-25 Japan
and
Seiji Tokino
Kyoto Institute of Technology, Matsugasaki, Kyoto, 606 Japan
The effect of discharge treatments such as low-temperanire plasma treatment, atmospheric lowtemperature plasma treatment and sputter-etching on the surface characteristics of different textile fibres and polymeric materials has been investigated. The plasma treatment causes mainly chemical modification and increases wetting and adhesion, whereas sputter-etching produces a number of protrusions on the surface and leads to increase in adhesion and decrease in light reflection, thereby increasing the depth of shade considerably.
Keywords: Low-temperature plasma treatment, Polymeric materials, Sputter-etching, Surface modification
1 Introduction It is well known that the surface characteristics
such as wetting,water and oil repellency, soil release, adhesion, light reflection, colour, handling, friction coefficient, and antistatic property play an important role in textile processing. Surface modification is effective for improvement in functionality without changing the bulk characteristics of fibres. Especially, the surface modification by discharge treatments, such as low-temperature plasma, sputtering and corona discharge, is of great interest because these treatments could be carried out without using large amount of water and surfactant and are effective for energy saving because of dry system. Many studies have been carried out on the surface modification of polymeric materials by discharge treatments in relation to an improvement in functional properties of the textile fibres.
In the present paper, surface modification of fibres and films by low-temperature plasma and sputter-etching treatments has been investigated. on the basis of surface tension, ESCA (electron spectroscopy for chemical analysis) and colour measurement.
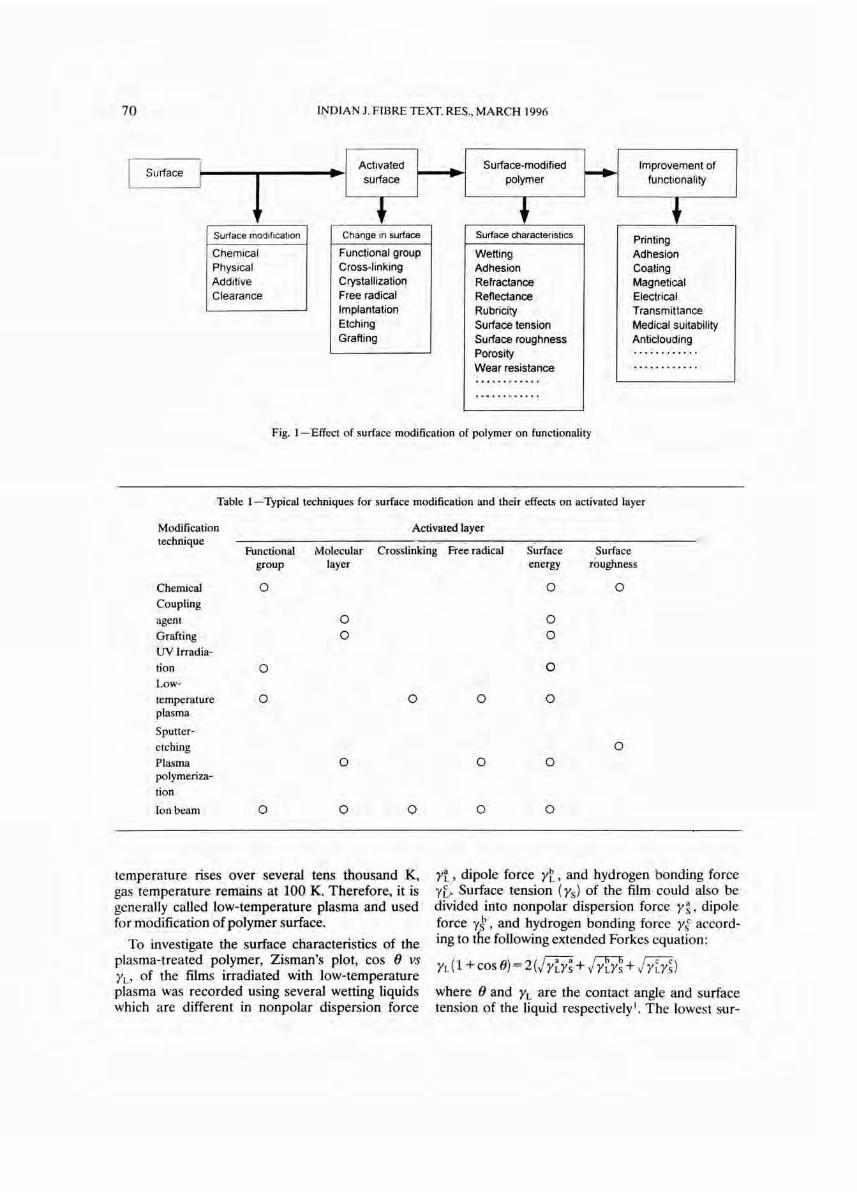
2 Effect of Surface Modification on Functional Properties of Fibre and Polymeric Materials The effects of surface modification on the func
tional properties of fibre and polymeric materials
are shown in Fig. 1. There are many techniques to control surface characteristics of fibres with regard to textile processing. Formerly, liquid systems were mainly applied but at present dry systems such as plasma, sputtering, and ion beam are of much interest. Therefore, it is necessary to select the best technique complying with the purpose. Typical techniques for surface modification and their effects on surface are shown in Table 1.
Low-temperature plasma treatment causes mainly chemical implantation, etching, polymerization, free radical formation, crystallization and crosslinking, and improves the hydrophilic/hydrophobic and adhesive properties, whereas sputteretching brings about cbiefly physical changes such as surface roughness and leads to increase in adhesion and decrease in light reflection.
2.1 Low-temperature Plasma Treatment Low-temperature plasma is an useful technique
to improve the surface characteristics of the fibre and polymeric materials by utilizing the ingredients such as electron, ion, radical, and excited molecule produced by electrical discharge. The current frequency generally used is 13.56 MHz. Glow discharge is available as a plasma source for processing under a pressure of 1 Torr (133 Pa). AS the glow discharge is not reached a thermal eqUilibrium between gases and electrons, it is called non-equilibrium plasma. Although, electron
70 INDIAN 1. FIBRE TEXT. RES., MARCH 1996
Surface I • Activated Surface-modified .... Improvement of
1 surface polymer functionality
+ + + Surface modification Change in surface Surface characteristics Printing Chemical Functional group Wetting Adhesion Physical Cross-linking Adhesion Coating Additive Crystallization Refractance Magnetical Clearance Free radical Reflectance Electrical
Implantation Rubricity Transmittance Etching Surface tension Medical suitability Grafting Surface roughness Anticlouding
Porosity ... ... ... ... Wear resistance ...... . .. . . . ...... .. ..... ....... 0 •••••
Fig. I-Effect of surface modification of polymer on functionality
Table I-Typical techniques for surface modification and their effects on activated layer
Modification Activated layer technique
Functional Molecular Crosslinking Free radical Surface Surface group layer
Chemical 0 Coupling
agent 0 Grafting 0 UV Irradia-
tion 0 Low-
temperature 0 0 plasma
Sputter-
etching
Plasma 0 polymeriza-
tion
Ion beam 0 0 0
temperature rises over several tens thousand K, gas temperature remains at 100 K. Therefore, it is generally called low-temperature plasma and used for modification of polymer .surface.
To investigate the surface characteristics of the plasma-treated polymer, Zisman's plot, cos () VS
YL' of the films irradiated with low-temperature plasma was recorded using several wetting liquids which are different in nonpolar dispersion force
energy roughness
0 0
0 0
0
0 0
0 0 0
0 0
yt, dipole force rE , and hydrogen bonding force yE,: Surface tension (Ys) of the film could also be divided into nonpolar dispersion force Ys, dipole force y~ l , and hydrogen bonding force Ys according to the following extended Forkes equation:
yd 1 + cos 6) = 2 (J y~y; + J YtY~ + JY~y~j
where () and YL are the contact angle and surface tension of the liquid respectivelyl . The lowest sur-
WAKIDA & TOKINO: SURFACE MODIFICATION OF FIBRE 71
face tension Yc(Zisman), . the highest surface tension Yc(max ), and each component of surface tension of the PET films treated with various plasmas are given in Table 2 [ref. 2]. It is obvious that thc surface tension of the PET film depends on the gas type employed in plasma treatment. Wettability and adhesion of polymer are related to the chemical composition in polymer surface. Thus the surface of plasma-treated PET film is characterized by ESCA. This technique was used for the characterization of relative chemical components C I "
Ols> N i s ' Fh , and S2p in surface of the films~ (Table 3). The O 2, N 2, He and Ar plasma treatments led to increase in 0 h intensity and decrease in C I , intensity, while CF4 and CHF) plasma treatments increased F I , intensity and decreased C Is intensity.
2.1.1 Application of Low-temperature Plasma Treatment to Textile Processing
Various applications of low-temperature plasma treatment to textile processing have already been reported, e.g. shrink-resistant finish of wool fabric3-8 and improvement in dyeing properties of wooI9
•1O
• O 2 and CF4 plasma-treated wool increased significantly the rate of dyeing with levelling type acid dye, whereas milling type acid dye increased not only the rate of dyeing but also saturation dye exhaustion 10 (Table 4).
Low-temperature plasma scouring of gray cotton fabric has also been studied II. For dewaxing of gray cotton fabric, O 2 low-temperature plasma scouring was used instead of conventional wet
Table 2-Surface tension of poly(ethylene terephthalate ) films treated with low-temperature plasma
Plasma Surface tension, mN/ m treatment
Zisman plot Extended Fowkes equation
YC(Zi,man) YC(max ) Y~ y~ Y§ Ys
Untreated 43 46 37.6 · 1.2 4.2 43.0
O 2 56 56 16.6 0.1 40.1 57.4
N2 ~7 ' 57 17.6 1.0 38.4 57.0
H2 39 50 33.6 0.6 14.4 48 .7
He 56 56 16.8 1.1 37.2 55.1
Ar 56 56 17.6 1.2 37.2 56.0 CF4 20 20 19.7 1.8 3.2 24.7 CHF3 19 20 22.6 2.1 0.8 25.5
CCIFJ 36 . 44 41.8 4.0 2.4 48.2
(CHJ )4Si 34 35 42.5 0.4 1.1 44.0
02- CF4 20 20 21.2 1.3 4.0 26.5 CF4 -02 58 58 17.0 1.4 37.5 55.9
scouring processes (Table 5). Residual wax and size contents after both the scouring processes were compared under the same condition (Table 6). The quantities of both wax and size on the fabrics were a lmost same after the treatment.
Table 3-ESCA relative intensity of surface atoms of poly(ethylene terephthalate ) films treated with low-tempera-
ture plasma
Plasma Chemical composition of surface, % treatment
C I , 0 1, N I , FI , Si 2p CI2P
Untreated 73 .1 26 .9 0 0 0 0
0 ) 64 .3 34.3 1.4 0 0 0 N) 67.9 29.7 . 2.4 0 0 0
H2 77.7 22.3 0 0 0 0 He 69.3 29.7 1.0 0 0 0 Ar 68.4 31.6 0 0 0 0
CF4 41.8 6.5 0 51.6 . 0 0
CHFJ 45.4 1.2 0 53.3 0 0
CCIFJ 53.4 13.5 0 8.4 0 24.6
(CH 3)4Si 68 .6 10.2 0 0 21.2 0
0 2- CF4 39.6 6.6 0 53.8 0 0
Table 4-Saturation dye uptake of wool treated with low-temperature plasma
Dye Saturation dye uptake x 105 ,
mol /g fibre
Untreated Gases in plasma treatment
O 2 CF4
C.I. Acid Orange 7 26.95 27.02 29.87
c.1. Acid Blue 40 20.20 20.79 20.83
c.1. Acid Blue 83 3.61 7.62 7.27
c.1. Acid Blue 113 11.67 13.50 13.45
Table 5-Dyeing process with 0 ) plasma scouring
Conventional scouring
Singing - Desizing - Scouring - WashingBleaching - Drying - Mercerizing - Dyeing - Finishing
Low-temperature Plasma treatment - Singing - Washing -plasma scouring Bleaching - Drying - Mercerizing - Dyeing
- Finishing
Table 6-Comparison of scouring effect between conventional and plasma processes
Residual wax
Residual size
Control Conventional (Gray fabric) process
0.73
13.30
0.23
0.66
Residual wax and size were measured by JIS L-1096.
Plasma process
0.15
0.47
72 INDIAN 1. FIBRE TEXT. RES., MAREH 1996
2.2 Atmospheric Low-temperature Plasma Treatment
Low-temperature plasma is an useful technique for the modification of fibre or polymeric materials in a dry system, i.e. without water. There have been some problems 'with productivity and equipment costs because of the treatment at low pressure (below 1 Torr ). Therefore, practical application to textile finishing has been limited as the vacuum evacuation system and maintenance of vacuum pipeline are necessary.
Recently, Okazaki et a/. 12- 15 found that low-temperature plasma can be generated under atmospheric pressure in the presence of helium. T hey pointed out that to stabilize the glow discharge, the use of helium as a dilution gas, insertion of dielectric layer between electric plates, and the use of high frequency electric source are necessary.
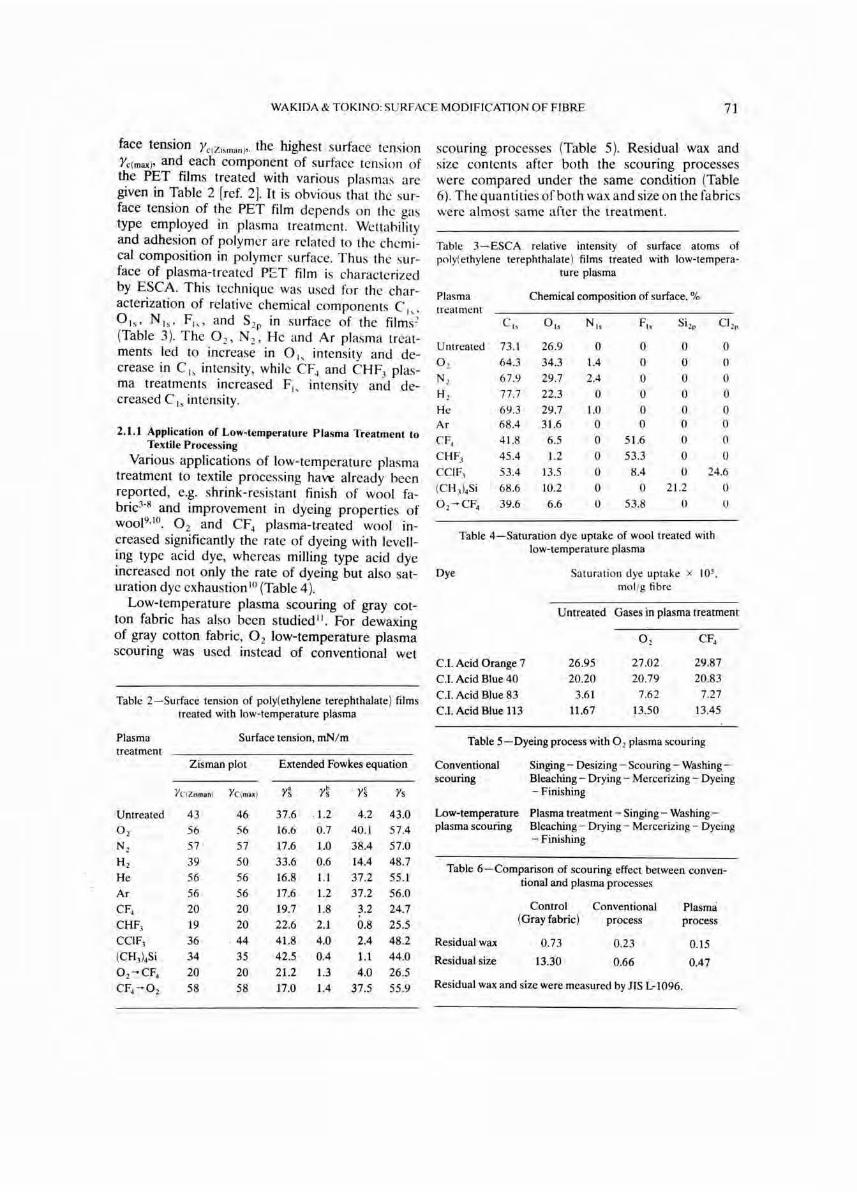
Discharge conditions of atmospheric low-temperature plasma are similar to that of corona discharge. The apparatus for the treatment is shown in Fig. 2.
Although helium could be used to generate the atmospheric low-temperature plasma, it is expensive to use industrially. We found that helium/ argon and acetone/ argon mixture are effective in generating atmospheric low-temperature plasma. For the helium/argon plasma, each gas was intro-
Fig. 2-Apparatus for atmospheric low-temperature plasma treatment: (1) power supply, (2) glass jar, (3) brass electrode, (4) cock, (5) dielectric layer (polyimide), (6) specimen for
treatment, (7,S;9) gas Wet, (10) acetone, and (11) gas outlet
duced from inlets (7 and 8) controlling the gas flow. For the acetone/ argon treatment, argon flowed from a gas inlet (9) through acetone vapour (10) without bubbling in acetone solution. Acetone contained in argon was estimated to be about 5 ppm. The current frequency was 3 kHz, whereas for low-temperature plasma by glow discharge it was 13.56 MHz. Discharge power was kept at 80 W, discharge voltage at 4000-4200 V and discharge current at 30-35 rnA.
2.2.1 Application of Atmospheric Low-temperature Plasma Treatment to Textile Processing
The wettability values of wool and PET fabrics treated with atmospheric low-temperature plasmas (Table 7) show that the wcttability of both the fabrics increased remarkably with the increase
Table 7 - Effects of atmospheric low-temperature plasma treatment on wat:er penetration of polyester and wool fabrics
Treatment Time of water penetration
s
Polyester
Untreated >3600
Acetone/ Ar plasma
lOs 1167
30 s 285
60s 173
180 s 24
He/ Ar plasma
10 s 240
30 s 94
60 s 60
180 s 20
Wool
Untreated > 3600
Acetone/ Ar plasma
lOs >2400
30 s 2000
60 s 900
180 s 60
He/ Arplasma
lOs > 1800
30 s 150
60s 10
180 s <I
I
I I
WAKIDA & TOKINO: SURFACE MODIFICATION OF FIBRE 73
in treatment time I". The critical surface tensions of the PET films treated with the two plasmas under atmospheric pressure (Table 8 ) show that the critical surface tension of 43 dyn/ cm for untreated PET film increased to about 52 dynkm, independent of the plasma gas and treatment time 1t\ .
To investigate the surface chemical composition of the treated wool and PET fabrics, ESCA was done l
". Relative intensities of C b , 0 1" NJ, and S 2p are shown in Table 9. The 0 J, intensity increased considerably, independent of fibre type and treatment time. The increased surface tension is apparently due to oxygen incorporation.
Five textile fabrics (polypropylene, polyeste r, nylon 0, wool, and m-aramid ) were treated with atmospheric low-temperature helium/ argon and acetone/ argon plasmas. Adhesion of the plasmatreated fabrics with adhesive tape by 1800 peeling test ge nerally increased I ? (Table 10). Adhesion st rength increased significantly by atmospheric plasma pretreatment.
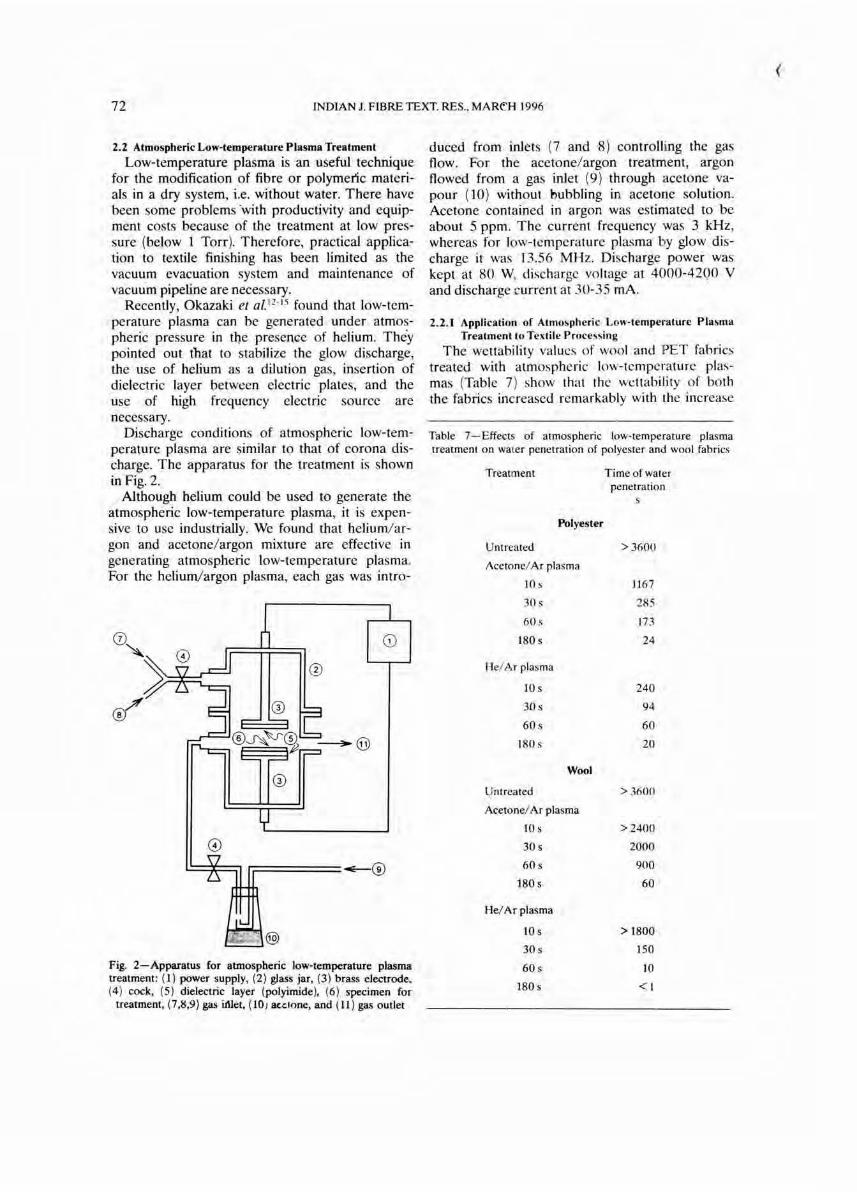
2.3 Sputter-etching
Sputtering is a technique involving the coating of a substrate by thin metallic and ceramic layers. Argon ions produced by the application of high vo ltage direct current under a pressure of 0.1 Torr ill the presence of argon attack the surface o f cathode. Metals placed on cathode are sputte red with argon ions and deposited onto the corresponding anode. Sputter-etching is also a method whereby the surface of polymeric materials on a cathode can be etched with argon ions, which leads to physical and chemical changes in the polymer surface itself. Sputter-etching was done under a pressure of 0.1 Torr in the presence
Table /l-Critical surface tension of PET films treated with atmospheric low-temperature plasmas
Treatment
Untreated Acetone! Ar plasma
10 s
30 s
00 s
180 s He! Ar plasma
10 s
:10 ~
00 ~
I XI),
Critical surface tension dyn/cm
43
52
52
51
51
50
5 1
52
52
---------------------------------------
of argon. The equipment for sputter-etching IS
shown in Fig. 3.
I Anode I
~( ~ 0~~ Ar (0 POIYm~ material e· T
Fig. 3-Apparatus for sputter-etching
Table 9-Relative intensities of C I" 0 1" N I, and S2p in ESCA spectra of polyester and wool fabrics treated with atmos
pheric low-temperature plasmas
Treatment
Untreated Acetone! Ar plasma
30 s
180 s
He/ Ar plasma
30 s
180 s
Untreated Acetone/ Ar plasma
30 s
180 s
He/ Ar plasma
30 s
180 s
Relative intensity, %
C I , 0 1, N I , S2p
Polyester
74.5 25.5
68.6 31.4
68 .0 32.0
67.9 32.1
67.7 32.3
Wool
69.9 14.3 • 9.1 6.7
62.1 33.1 2.4 2.4
59.8 33.8 4.4 2.0
56.3 26.8 12.3 4.6
53.2 30.4 11 .5 4.9
Table 10-Adhesive property of fabrics treated with atmos-pheric low-temperature plasmas
Fabric Peeling strength, glcm
Untreated He! Ar Acetone/ Ar
60 s i80 s 60 s 130 s
Polypropylene 174 289 295 295 295
Polyester 453 468 500 568 542
Nylon 6 289 379 358 363 384 m-A ramid 358 411 432 353 411
Wool R4 237 232 237 284
74 INDIAN J. FIBRE TEXT. RES., MARCH 1996
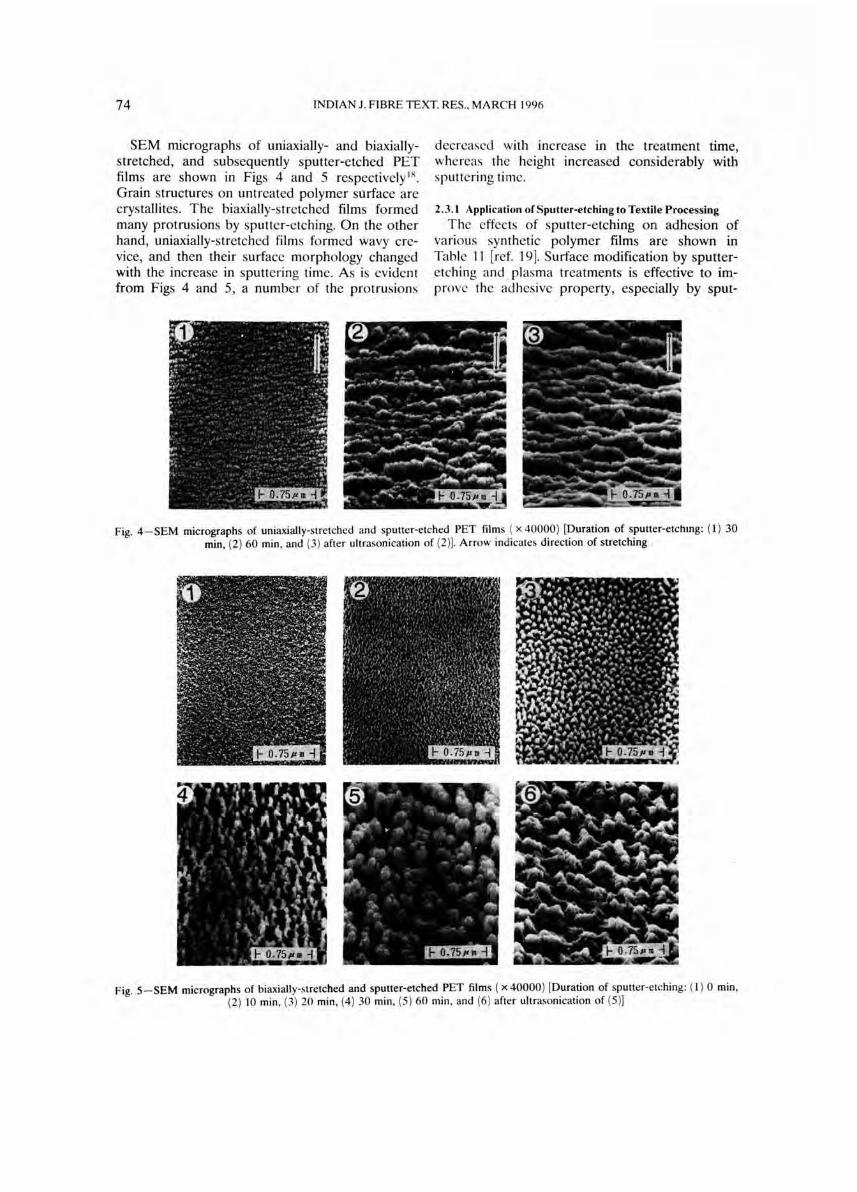
SEM micrographs of uniaxially- and biaxiallystretched, and subsequently sputter-etched PET films are shown in Figs 4 and 5 respectively' H. Grain structures on untreated polymer surface are crystallites. The biaxially-stretched films formed many protrusions by sputter-etching. On the other hand, uniaxially-stretched films formed wavy crevice, and then their surface morphology changed with the increase in sputtering time. As is evident from Figs 4 and 5, a number of the protrusions
decrcased with increase in the treatment time, whereas the height increased considerably with sputtering time.
2.3. 1 Application of Sputter-etching to Textile Processing
The effects of sputter-etching on adhesion of various synthetic polymer films are shown in Table 11 [ref. 19]. Surface mCldification by sputteretching and . plasma treatments is effective to improvc the ad hesive property, especially by sput-
Fig. 4-SEM micrographs of uniaxially-stretched and sputter-etched PET films ( x 40000) [Duration of sputter-etchIng: (1 ) 30 min, (2) 60 min, and (3) after ultrasonication of (2)J. Arrow indicates direction of stretching
Fig. 5-SEM micrographs of biaxially-stretched and sputter-etched PET films (x 40000) [Duration of sputter-etching: ( I ) 0 min, (2) 10 min , (3) 20 min, (4) 30 min, (5) 60 min , and (6) after ultrasonication of (5)J
WAKIDA & TOKINO: SURFACE MODIFICATION OF FmRE 75
Table 11-Changes in peeling strength of various polymeric films treated with sputter-etching and low-temperature argon plasma
Sample Peeling strength, g/cm
Untreated Sputter-etching Argon plasma
0.5 min I min 5 min 10 min 0.5 min 1 min 5 min 10 min
PET 447 526 530 584 700 516 500 526 605 Nylon 6 421 600 1037 1337 1368 526 547 632 674 p-Aramid 653 863 932 921 958 532 526 495 758 Polyamide 668 763 926 937 1416 563 563 547 511 'Polycarbonate 511 605 621 826 826 626 621 579 611
PPS 558 579 605 684 789 489 432 479 574
Adhesive test was carried out with polyester tape coated with acrylic pressure sensitive adhesive.
Fig. 6-Technora (po1y-p-phenylene!3,4'-oxydiphenylene-terephthalamide)
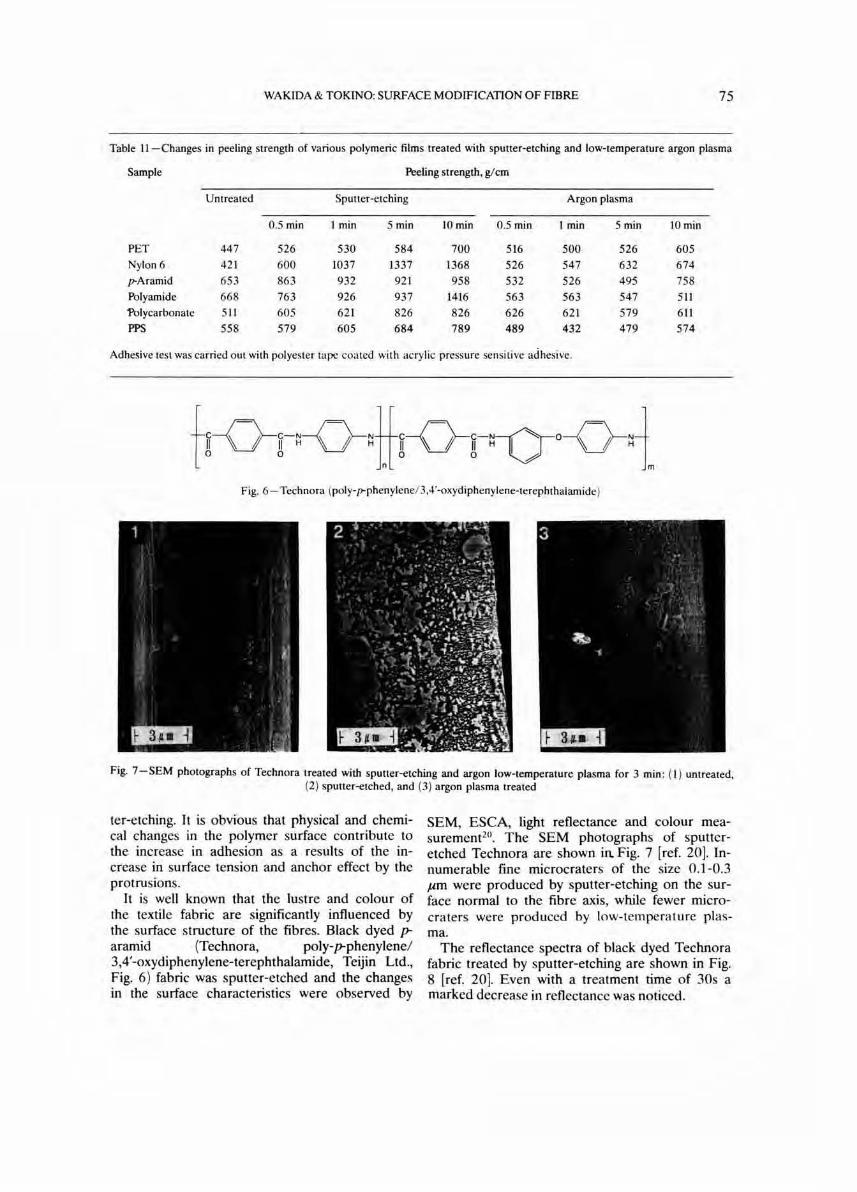
Fig. 7 -SEM photographs of Technora treated with sputter-etching and argon low-temperature plasma for 3 min: (J ) untreated, (2) sputter-etched, and (3) argon plasma treated
ter-etching. It is obvious that physical and chemical changes in the polymer surface contribute to the increase in adhesion as a results of the increase in surface tension and anchor effect by the protrusions.
It is well known that the lustre and colour of the textile fabric are significantly influenced by the surface structure of the fibres. Black dyed Jr aramid (Technora, polY-Jrphenylene/ 3,4' -oxydiphenylene-terephthalarnide, Teijin Ltd., Fig. 6) fabric was sputter-etched and the changes in the surface characteristics were observed by
SEM, ESCA, light reflectance and colour measurement20. The SEM photographs of sputteretched Technora are shown in Fig. 7 [ref. 20]. Innumerable fine microcraters of the size 0.1-0.3 .urn were produced by sputter-etching on the surface normal to the fibre axis, while fewer microcraters were produced by low-temperature plasma.
The reflectance spectra of black dyed Technora fabric treated by sputter-etching are shown in Fig. 8 [ref. 20]. Even with a treatment time of 30s a marked decrease in reflectance was noticed.
76 INDIAN J. FIBRE TEXT. RES., MARCH 1996
-!! • ... QJ (.)
20
C 010 .... (.)
QJ
Technora --- Untreated
- - - - Treated for 5 min
...... QJ
a:: //--------~----_/
----" O~----------~-----------L------__ ~
400 500 600
Wavelength, nm
Fig. 8-Reflectance spectra of black dyed Technora treated by sputter-etching
Table 12-Ch3JIge in colour depth of black-dyed Technora treated with sputter-etching and low-temperature argon plasma
Treatment Sputter-etching Argon plasma time
s L* !J.E* L* !J.E*
0 33.2 33.2 30 29.8 4.6 32.7 0.5 60 27.7 6.5 32.4 0.8
180 25.7 9.0 30.5 3.4 300 24.7 9.9 29.7 4.2
Table 13-Relative intensities in narrow-scanning ESCA spectra of Technora treated with sputter-etching and argon
low-temperature plasma
Chemical Chemical composition -of surface, % component
Untreated Sputter- Argon etching plasma
0 1, 33.8 34.3 40.7
Nis 3.8 2.8 4.1
C I , 62.5 62.9 55.2
Table 12 shows the metric lightness L* and colour difference I1E* of Technora treated by sputter-etching after dyeing20. The L* values of Technora decreased with increasing time of sputteretching. The relative amounts of the chemical composition of CIs> 01. and N ls at the surface of sputter-etched Technora are shown in Table 13 [ref. 20]. Little change in surface composition was observed with Technora after sputter-etching, despite the large increase in colour depth, whereas argon low-temperature plasma treatment substantially increased the ° Is intensity, but with only a <;mall increase in colour depth.
Technora
20
10
o 2
o Sputter etching • Argon plasma
4
Treatment time, m in
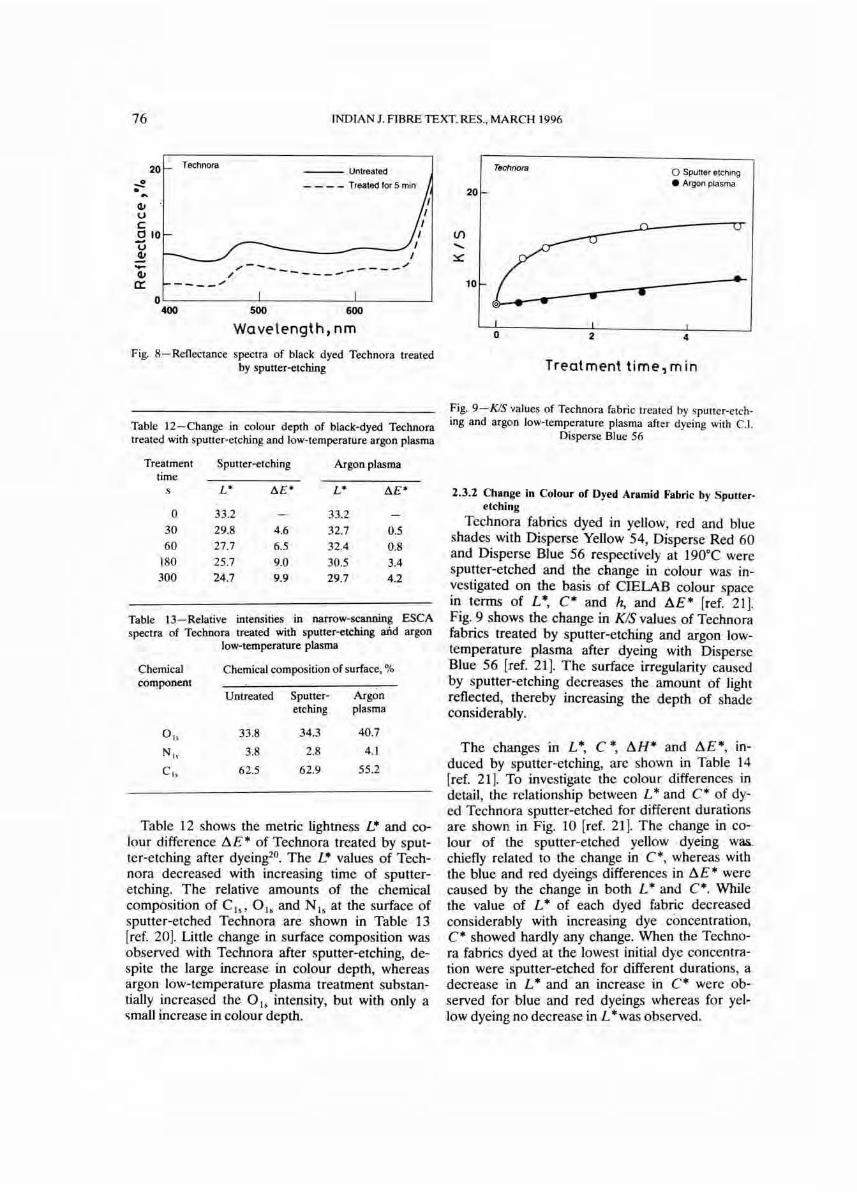
Fig. 9- KlS values of Technora fabric treated by sputter-etching and argon low-temperature plasma aft,er dyeing with c.1.
Disperse Blue 56
2.3.2 Change in Colour of Dyed Aramid Fabric by Sputteretching
Technora fabrics dyed in yelJow, red and blue shades with Disperse Yellow 54, Disperse Red 60 and Disperse Blue 56 respectively at 190°C were sputter-etched and the change in colour was investigated on the basis of CIELAB colour space in terms of L*, C*and h, and IJ.E* [ref. 21]. Fig. 9 shows the change in KlS values of Technora fabrics treated by sputter-etching and argon lowtemperature plasma after dyeing with Disperse Blue 56 [ref. 21]. The surface irregularity caused by sputter-etching decreases the amount of light reflected, thereby increasing the depth of shade considerably.
The changes in L *, C *, I1H* and I1E*, . induced by sputter-etching, are shown in Table 14 [ref. 21]. To investigate the colour differences in detail, the relationship between L * and C* of dyed Technora sputter-etched for different durations are shown in Fig. 10 [ref. 21]. The change in colour of the sputter-etched yellow dyeing was. chiefly related to the change in C*, whereas with the blue and red dyeings differences in I1E* were caused by the change in both L * and C*. While the value of L * of each dyed fabric decreased considerably with increasing dye concentration, C* showed hardly any change. When the Technorafabrics dyed at the lowest initial dye concentration were sputter-etched for different durations, a decrease in L * and an increase in C* were observed for blue and red dyeings whereas for yellow dyeing no decrease in L * was observed.

WAKIDA & TOKINO: SURFACE MODIFICATION OF FIBRE 77
Table 14-Change in colour of aramid fabric treated by sputter-etching and argon low-temperature plasma after dyeing with three disperse dyes
Treatment C.I. Disperse Yellow 54 c.1. Disperse Blue 56 c.1. Disperse Red 60 time, s
L* C* l1H* l1E* L* C* l1H* l1E* L* C* l1H* l1E*
Sputter-etching
0 68.9 57.4 37.2 21.7 45 .6 43 .1
30 68.2 65 .3 0.6 7.9 32.8 23.8 0.9 5.0 42.9 47.8 1.9 6.0
60 67.7 67.2 0.0 9.9 32.1 23.9 1.1 5.6 42 .7 48.0 2.0 6.2
180 67.7 69.8 0.0 12.4 30.8 24.7 1.4 7.2 41.7 49.7 2.5 8.3
300 67.8 70.3 0.6 13.0 30.9 25.2 1.1 7.4 41.6 50.3 2.5 8.8
Argon plasma
0 68.9 57.4 37.2 2 1.7 45 .9 43.1
30 69.1 57.9 0.0 0.5 37.2 21.9 0.1 0.2 46 .3 43.2 0.1 0.4
60 68.8 59.6 0.2 2.3 36.9 21.8 0.1 0.4 46.2 43 .5 0.0 0.5
180 68.6 63 .2 0.5 5.8 35 .5 22. 1 0.3 1.8 44.6 45 .5 1.1 2.9
300 68.0 65.6 0.0 8.2 33.9 22.8 0.9 3.6 43.5 47.2 1.8 5.2
70 CI Disperse Yellow 54 CI Disperse Red 60 38 CI Disperse Blue 56
68 • 46
36
66 Dyeconcn Sputter
44 (o.w.f.) etching
:... t3 4% time
0 8% & 10 s 34
64 012% • 309 42 6.16% • 60s 020% .120s 32
62 \124% .180s 40
55 60 65 70 40 45 50 15 20 25 C·
Fig. 10-Relationship between L * and C * of dyed Technora treated by sputter-etching for different durations
3 Conclusion In order to improve functionality, surface modi
fication is an important technique for materials. The plasma treatment mainly causes chemical modification and increases wetting and adhesion, whereas sputter-etching produces a number of protrusions on the surface and leads to increase in adhesion and decrease in light reflection, thereby increasing the depth of shade considerably.
References 1 Kitazaki Y & Hata T, Nippon Settyaku-kyokaishi, 8
(1972) 131. 2 Wakida T, Kawamura H, Song J, Goto T & Takagishi T,
Sen'i Gakkaishi, 43 (1987) 384.
3 Pavlath A E & Slater R F, Appl Polym Symp, ·18 (1971 ) 1317.
4 Millard M M, Lee K S & Pavlath A E, Text Res ], 42 (1972) 307.
5 Lee KS & PavlathAE, Text Res ], 45 (1975 )625. 6 Pavlath A E & Lee K S, Text Res], 4j(1975 ) 742. 7 Giegorski K S & Pavlath A E, Text Res], 50 (1980) 42 . 8 Ryu J, Wakida T, Kawamura H, Goto T & Takagishi T,
Sen'i Gakkaishi, 43 (1987 ) 257. 9 Lee M & Wakida T, Sen'i Gakkaishi, 48 (1992) 699.
10 Ryu J, Kawamura H, Wakida T & Lee M, Sen'i Gakkaishi, 48 (1992 ) 213.
II Goto T, Wakida T, Nakanishi T & Ohta Y, Sen'i Gakkaishi, 48 (1992) 133.
12 Okazaki S & Kogoma M, Kogyo Kanetsu, 27 (1992 ) 5. 13 Yokoyama T, Kogoma M, Moriwaki T & Okazaki S, ]
Phys D: Appl Phys, 23 (1990) 11 25.

78 INDIAN 1. FIBRE TEXT. RES., MARCH 1996
14 Kanazawa S, Kogoma M, Moriwaki T & Okazaki S, J Phys D: App/ Phys, 21 (1988 ) 838.
15 Yokoyama T, Kogoma M, Kanazawa S, Moriwaki T & Okazaki S, J Phys D: App/ Phys, 23 (1990) 374.
16 Wakida T, Tokino S, Niu S, Kawamura H, Sato Y, Lee M, Uchiyama H & Inagaki H, Text Res J, 63 ( 1993 ) 433.
17 Wakida T, TolOno S, Niu S, Lee M, Uchiyama H & Kaneko M, Text Res J, 63 (1993 ) 438.
18 Koo K, Wakida T, Kawamura H & Ueda M, Sen' i Gakkaishi, 48 (1992) 372.
19 Koo K, Wakida T, Sato Y, Paku P & Kimura T, Sen'i Gakkaishi,49(1993 ) 137.
20 Kobayashi S, Wakida T, Niu S, Hazama S, Ito T & Sasaki Y, J Soc Dyers Colour, III (1995 ) 72.
21 Kobayashi S, Wakida T, Niu S, Hazama S, Doi C & Sasaki Y, J Soc Dyers Colour, III (1995 ) Ill.










![Designing polymeric microparticles for biomedical and ... · of natural polymers [29]. In addition, natural polymers also offer ease of processing [30] and of chemical modification](https://img.pdfslide.us/doc/110x75/5f0950737e708231d4263d25/designing-polymeric-microparticles-for-biomedical-and-of-natural-polymers-29.jpg)













![Surface modification of polymeric materials by cold ...real.mtak.hu/22496/1/Applied_Surface_Science_2014... · [12,13] showing that if jet operation ... for 1 min in distilled water,](https://img.pdfslide.us/doc/110x75/5b332e9a7f8b9aed688cbbaa/surface-modification-of-polymeric-materials-by-cold-realmtakhu224961appliedsurfacescience2014.jpg)




