Embed Size (px)
Citation preview

SUBSEA CONTROL40
THE NEED TO operateindustrial plants in a smoothand sound manner to ensurecompliance with technicalspecifications and safeguardproduct quality is heightened intoday’s increasingly competitiveglobalised economy. Competitiveadvantage can be gained byreducing raw material andenergy consumption and energyconsumption costs, maximizingplant throughput and by meetingrigorous environmentalregulations.
The need for superior econo-mic control of plant operation
is presently supported by thegeneral availability of modernhardware and software resou-rces in industrial processes.More specifically the widespreadadoption of Distributed ControlSystems (DCSs) allows for dataacquisition and control strategyimplementation according toplant design specifications.
One of the importantchallenges facing control system engineers is how todesign and implementintelligent systems that mayassist supervision and decisionmaking such as abnormal
situation management (ASM),start up and shut down,controller performanceassessment and so on.
In engineering, supervisionbecomes more and moreimportant in order to improvereliability and safety. Theclassical method is based onmonitoring important measura-ble variables followed by alarmtriggering if certain tolerancesare exceeded. This limit valuebased monitoring is simple andreliable but it does not solve the task of early fault detectionand diagnosis.
The experience of the last 20 years has shown that earlierfault detection can be reached by gathering information, espec-ially by using the relationshipsbetween several measurablequantities in terms of mathem-atical process models (by usinganalytical redundancy).
Heuristic information such as human operator observationsor process expert experience is also very relevant for diagn-osis. A complete fault diagnosistherefore requires the systema-tic treatment of both analyticaland heuristic symptoms.
How artificial intelligence can be used to minimise well shut-down through integrated faultdetection and analysis. By E Altamiranda and E Colina.
intelligent subsea control
41
ARTIFICIAL INTELLIGENCEThe use of artificial intelligenceapproaches such as neuralnetworks, genetic algorithmsand fuzzy logic has been incre-asing in the last few years. Theseapproaches have potential fordeveloping reasoning strategiesfor applications such as faultdetection, diagnosis, super-vision and decision-makingamong others. These techniqueshave been successfully applied inother oil industry related busin-esses such as refinery andpetrochemical where the proce-sses and control systemsinvolved have a very highcomplexity.
Presently there are no toolsfor early fault detection anddiagnosis in the subsea controlsystems area. Troubleshootingand fault finding are normally
performed with procedureswhen the fault is already affec-ting the system performanceand, in most cases finding theroot cause of the fault is notstraight forward. This factaffects subsea operations anddoes not provide any support for maintenance plans.Intelligent supervision, faultdetection and diagnosistechniques successfully appliedto other oil industry relatedprocesses are perfectlyapplicable to subsea technology.
SUBSEA PRODUCTIONCONTROLOver the last decade, there hasbeen a huge increase in theapplication of subsea productionsystems for the production ofoil and gas from subsea wells.The subsea system comprises a wellhead, valve tree (x-mastree) equipment, pipelines,structures and piping systemsamong others. In many cases anumber of wellheads have to be controlled from a singlelocation. The control systemprovides operation of valves and chokes on subsea comple-tions, templates, manifolds andpipelines. The design of acontrol system must also providea means for safe shutdown onfailure of equipments or loss ofelectrical/hydraulic controlfrom the topside (a platform orfloating facility) and other safetyfeatures that automaticallyprevent dangerous events.
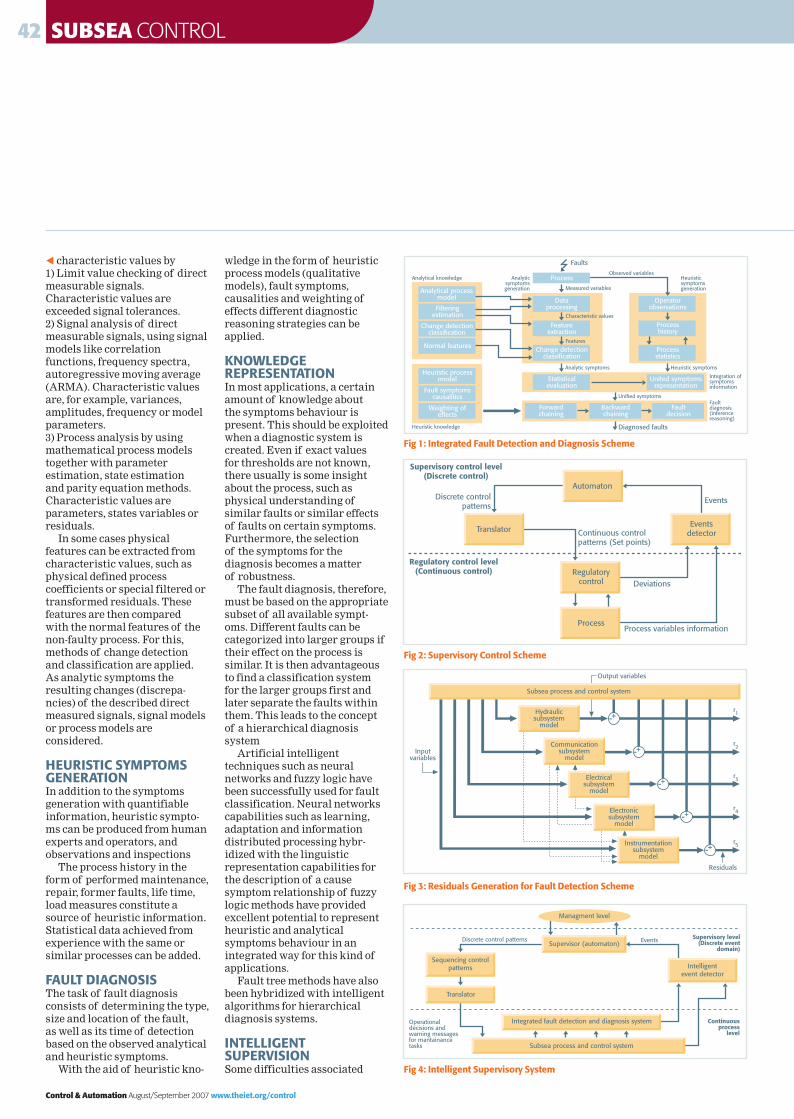
FAULT DETECTION ANDDIAGNOSISAn overall scheme of aknowledge based integratedfault detection and diagnosissystem is presented in theaccompanying diagram. Themain tasks can be subdivided infault detection by analytic andheuristic symptoms generationand fault diagnosis
ANALYTIC SYMPTOMSGENERATIONThe analytical knowledge on the process is used to producequantifiable, analyticalinformation based on measuredprocess variables and dataprocessing. This information is used to generate first �
TopsideTopside control systemequipment comprises a hydraulicpower unit (HPU), an electricalpower unit (EPU) and a wellcontrol panel or master controlstation (MCS). The HPU provideshigh and low-pressure hydraulicsupplies and is usually poweredby electric motors, althoughredundancy is sometimesprovided by air drives. The HPUincludes tanks, pumps, acontamination control system andhydraulic control valves. Aprogrammable logic controllerPLC or PC – based EPU may beintegrated with the platformcontrol system or it may be a self-contained unit.
UmbilicalsAn umbilical is a conduit betweenthe topside host facility and thesubsea control system and is usedfor chemical and/or hydraulicfluids, electric power and electriccontrol signals. The hydraulicpower control lines are individualhoses or tubes manufacturedfrom steel or thermoplasticmaterials and encased by theumbilical outer sheath. Theelectrical control cables supplyingpower and control can be eitherbundled with hydraulic lines orlaid separately.
SubseaThe production control systemprovides control of all functions of
CONTROL EQUIPMENT While there might betopside, there are currentlyno tools for earlyfault detection anddiagnosis in the subseacontrol arena
Control & Automation August/September 2007 www.theiet.org/control www.theiet.org/control August/September 2007 Control & Automation
the subsea production system.Conventionally, subsea functionsinclude operation and control of:down hole, safety valves, subseachokes, production valvesmounted on the x-mas tree andutility functions such as monito-ring of fluid characteristics,pressure leakage, valve positions,etc.
Control System ConfigurationsDistances between top sideproduction facilities and subseainstallations have generallyincreased. Due to both multiplewell developments and waterdepth, early methods using directhydraulic control of subsea valveshave become less feasiblebecause of the operationallimitations and the size and cost ofmulti-core umbilicals required toprovide hydraulic and powertransmission. This has led to thedevelopment of more advancedand complex control methodsusing piloted hydraulic systems,sequential piloted systems andelectro-hydraulic systems (hard-wired and multiplexed). Thecomplexity and performancecharacteristics of subsea controlsystems depend on the controlconfiguration used. The selectionis associated predominantly withtechnical factors like distancebetween control points (offsetdistance between the platformand the trees), water depth,required response speed duringexecution of subsea functions andtype of subsea installations (singleor multiple wellheads). Thesignificant costs associated withthe design, manufacture andinstallation of subsea controlsystems have provided incentivesto improve the existing systemsand to invest in research for newsystems. Some other trends still indevelopment are the subseapowered autonomous remotecontrol systems (SPARCS) and theintegrated control buoy. Thesereduce the overall cost of controlsystems by removing the need forumbilical and topside equipmentrequired for conventional systems.
‘Over the last decade,there has been a huge
increase in the applicationof subsea production
systems for theproduction of oil and gas
from subsea wells’
BP

SUBSEA CONTROL40
THE NEED TO operateindustrial plants in a smoothand sound manner to ensurecompliance with technicalspecifications and safeguardproduct quality is heightened intoday’s increasingly competitiveglobalised economy. Competitiveadvantage can be gained byreducing raw material andenergy consumption and energyconsumption costs, maximizingplant throughput and by meetingrigorous environmentalregulations.
The need for superior econo-mic control of plant operation
is presently supported by thegeneral availability of modernhardware and software resou-rces in industrial processes.More specifically the widespreadadoption of Distributed ControlSystems (DCSs) allows for dataacquisition and control strategyimplementation according toplant design specifications.
One of the importantchallenges facing control system engineers is how todesign and implementintelligent systems that mayassist supervision and decisionmaking such as abnormal
situation management (ASM),start up and shut down,controller performanceassessment and so on.
In engineering, supervisionbecomes more and moreimportant in order to improvereliability and safety. Theclassical method is based onmonitoring important measura-ble variables followed by alarmtriggering if certain tolerancesare exceeded. This limit valuebased monitoring is simple andreliable but it does not solve the task of early fault detectionand diagnosis.
The experience of the last 20 years has shown that earlierfault detection can be reached by gathering information, espec-ially by using the relationshipsbetween several measurablequantities in terms of mathem-atical process models (by usinganalytical redundancy).
Heuristic information such as human operator observationsor process expert experience is also very relevant for diagn-osis. A complete fault diagnosistherefore requires the systema-tic treatment of both analyticaland heuristic symptoms.
How artificial intelligence can be used to minimise well shut-down through integrated faultdetection and analysis. By E Altamiranda and E Colina.
intelligent subsea control
41
ARTIFICIAL INTELLIGENCEThe use of artificial intelligenceapproaches such as neuralnetworks, genetic algorithmsand fuzzy logic has been incre-asing in the last few years. Theseapproaches have potential fordeveloping reasoning strategiesfor applications such as faultdetection, diagnosis, super-vision and decision-makingamong others. These techniqueshave been successfully applied inother oil industry related busin-esses such as refinery andpetrochemical where the proce-sses and control systemsinvolved have a very highcomplexity.
Presently there are no toolsfor early fault detection anddiagnosis in the subsea controlsystems area. Troubleshootingand fault finding are normally
performed with procedureswhen the fault is already affec-ting the system performanceand, in most cases finding theroot cause of the fault is notstraight forward. This factaffects subsea operations anddoes not provide any support for maintenance plans.Intelligent supervision, faultdetection and diagnosistechniques successfully appliedto other oil industry relatedprocesses are perfectlyapplicable to subsea technology.
SUBSEA PRODUCTIONCONTROLOver the last decade, there hasbeen a huge increase in theapplication of subsea productionsystems for the production ofoil and gas from subsea wells.The subsea system comprises a wellhead, valve tree (x-mastree) equipment, pipelines,structures and piping systemsamong others. In many cases anumber of wellheads have to be controlled from a singlelocation. The control systemprovides operation of valves and chokes on subsea comple-tions, templates, manifolds andpipelines. The design of acontrol system must also providea means for safe shutdown onfailure of equipments or loss ofelectrical/hydraulic controlfrom the topside (a platform orfloating facility) and other safetyfeatures that automaticallyprevent dangerous events.
FAULT DETECTION ANDDIAGNOSISAn overall scheme of aknowledge based integratedfault detection and diagnosissystem is presented in theaccompanying diagram. Themain tasks can be subdivided infault detection by analytic andheuristic symptoms generationand fault diagnosis
ANALYTIC SYMPTOMSGENERATIONThe analytical knowledge on the process is used to producequantifiable, analyticalinformation based on measuredprocess variables and dataprocessing. This information is used to generate first �
TopsideTopside control systemequipment comprises a hydraulicpower unit (HPU), an electricalpower unit (EPU) and a wellcontrol panel or master controlstation (MCS). The HPU provideshigh and low-pressure hydraulicsupplies and is usually poweredby electric motors, althoughredundancy is sometimesprovided by air drives. The HPUincludes tanks, pumps, acontamination control system andhydraulic control valves. Aprogrammable logic controllerPLC or PC – based EPU may beintegrated with the platformcontrol system or it may be a self-contained unit.
UmbilicalsAn umbilical is a conduit betweenthe topside host facility and thesubsea control system and is usedfor chemical and/or hydraulicfluids, electric power and electriccontrol signals. The hydraulicpower control lines are individualhoses or tubes manufacturedfrom steel or thermoplasticmaterials and encased by theumbilical outer sheath. Theelectrical control cables supplyingpower and control can be eitherbundled with hydraulic lines orlaid separately.
SubseaThe production control systemprovides control of all functions of
CONTROL EQUIPMENT While there might betopside, there are currentlyno tools for earlyfault detection anddiagnosis in the subseacontrol arena
Control & Automation August/September 2007 www.theiet.org/control www.theiet.org/control August/September 2007 Control & Automation
the subsea production system.Conventionally, subsea functionsinclude operation and control of:down hole, safety valves, subseachokes, production valvesmounted on the x-mas tree andutility functions such as monito-ring of fluid characteristics,pressure leakage, valve positions,etc.
Control System ConfigurationsDistances between top sideproduction facilities and subseainstallations have generallyincreased. Due to both multiplewell developments and waterdepth, early methods using directhydraulic control of subsea valveshave become less feasiblebecause of the operationallimitations and the size and cost ofmulti-core umbilicals required toprovide hydraulic and powertransmission. This has led to thedevelopment of more advancedand complex control methodsusing piloted hydraulic systems,sequential piloted systems andelectro-hydraulic systems (hard-wired and multiplexed). Thecomplexity and performancecharacteristics of subsea controlsystems depend on the controlconfiguration used. The selectionis associated predominantly withtechnical factors like distancebetween control points (offsetdistance between the platformand the trees), water depth,required response speed duringexecution of subsea functions andtype of subsea installations (singleor multiple wellheads). Thesignificant costs associated withthe design, manufacture andinstallation of subsea controlsystems have provided incentivesto improve the existing systemsand to invest in research for newsystems. Some other trends still indevelopment are the subseapowered autonomous remotecontrol systems (SPARCS) and theintegrated control buoy. Thesereduce the overall cost of controlsystems by removing the need forumbilical and topside equipmentrequired for conventional systems.
‘Over the last decade,there has been a huge
increase in the applicationof subsea production
systems for theproduction of oil and gas
from subsea wells’
BP
Heuristic processmodel
Fault symptomscausalitics
Weighting ofeffects
Heuristic knowledge
Dataprocessing
Featureextraction
Change detectionclassification
Characteristic values
Features
Measured variablesAnalytical processmodel
Filteringestimation
Change detectionclassification
Analytical knowledge
Forwardchaining
Backwardchaining
Faultdecision
Statisticalevaluation
United symptomsrepresentation
ProcessObserved variables
Heuristic symptomsAnalytic symptoms
Unified symptoms
Analyticsymptomsgeneration
Heuristicsymptomsgeneration
Diagnosed faults
Integration ofsymptomsinformation
Faultdiagnosis(inferencereasoning)
Operatorobservations
Processhistory
Processstatistics
Normal features
Faults
SUBSEA CONTROL42
� characteristic values by 1) Limit value checking of directmeasurable signals.Characteristic values areexceeded signal tolerances.2) Signal analysis of directmeasurable signals, using signalmodels like correlationfunctions, frequency spectra,autoregressive moving average(ARMA). Characteristic valuesare, for example, variances,amplitudes, frequency or modelparameters.3) Process analysis by usingmathematical process modelstogether with parameterestimation, state estimation and parity equation methods.Characteristic values areparameters, states variables orresiduals.
In some cases physicalfeatures can be extracted fromcharacteristic values, such asphysical defined processcoefficients or special filtered ortransformed residuals. Thesefeatures are then compared with the normal features of thenon-faulty process. For this,methods of change detection and classification are applied.As analytic symptoms theresulting changes (discrepa-ncies) of the described directmeasured signals, signal modelsor process models areconsidered.
HEURISTIC SYMPTOMSGENERATIONIn addition to the symptomsgeneration with quantifiableinformation, heuristic sympto-ms can be produced from humanexperts and operators, andobservations and inspections
The process history in theform of performed maintenance,repair, former faults, life time,load measures constitute asource of heuristic information.Statistical data achieved fromexperience with the same orsimilar processes can be added.
FAULT DIAGNOSISThe task of fault diagnosisconsists of determining the type,size and location of the fault,as well as its time of detectionbased on the observed analyticaland heuristic symptoms.
With the aid of heuristic kno-
43
with the supervision of complexdynamic processes are usuallyrelated to multiple operationaldomains due to the presence ofnonlinear phenomena andunpredictable or partiallyknown disturbances, whichaffect the process performance.In order to alleviate suchdifficulties, it is important toincorporate strategies fordifferent operational domains.Including adaptive capacities todeal with uncertain situations inorder to allow the coordinationof distributed controllers anddecision making support for asatisfactory task assignment. Alarge number of industrialprocesses operate on acontinuous time base, and theyare usually described in terms ofdifferential equations.
Other types of processes,of discrete time nature, may berepresented using transitionsystems, for example the seque-ntial operation in the automo-tive manufacturing, chemicalprocesses where batch operationis involved and changes inoperational regions related to acontinuous process are usuallydescribed as discrete systems.In transition systems basedmodels; the process underscrutiny is described in terms of discrete events.
The dynamic systems whosebehaviour depends on theinteraction between continuoustime processes and discretecontrollers are called hybridsystems. In the process controlarea, the continuous timeprocess of a hybrid systemcorresponds to the physicalprocess itself, which must becontrolled.
A discrete event system, onthe other hand, represents asupervisor (automaton), whichreacts in the presence of genera-ted events from the continuoustime process in order to fulfilsystem specifications or supportdecision making tasks.
It is considered thesupervisory control schemephilosophy presented in whichfacilitates the decision makingtask related to control actions for improving the operation ofcomplex dynamics processesthat may be composed ofinterconnected subsystems,characterised by differentoperational conditions andusually subjected to externaldisturbances.
The scheme is structured intwo layers, named regulatorycontrol level and supervisorycontrol level. The regulatorycontrol level is related to theprocess dynamics and is incharge of generating direct con-trol action to be applied to theprocess. This level is governedby a supervisor (automaton) inthe supervisory level, whichassigns discrete control patte-rns, based on generated processevents.
The events related to thecontinuous level may indicatechanges in the process behavi-our or changes in the currentoperational region that couldimpede the achievement ofrequired process specifications.The supervisory level contains a process representation basedon operational regions andtransitions among them.
The event detector charact-erises the process behaviour and evaluates the performance �
Control & Automation August/September 2007 www.theiet.org/control www.theiet.org/control August/September 2007 Control & Automation
wledge in the form of heuristicprocess models (qualitativemodels), fault symptoms,causalities and weighting ofeffects different diagnosticreasoning strategies can beapplied.
KNOWLEDGEREPRESENTATIONIn most applications, a certainamount of knowledge about the symptoms behaviour ispresent. This should be exploitedwhen a diagnostic system iscreated. Even if exact values for thresholds are not known,there usually is some insightabout the process, such asphysical understanding ofsimilar faults or similar effectsof faults on certain symptoms.Furthermore, the selection of the symptoms for thediagnosis becomes a matter of robustness.
The fault diagnosis, therefore,must be based on the appropriatesubset of all available sympt-oms. Different faults can becategorized into larger groups iftheir effect on the process issimilar. It is then advantageousto find a classification system for the larger groups first andlater separate the faults withinthem. This leads to the conceptof a hierarchical diagnosissystem
Artificial intelligenttechniques such as neuralnetworks and fuzzy logic havebeen successfully used for faultclassification. Neural networkscapabilities such as learning,adaptation and informationdistributed processing hybr-idized with the linguisticrepresentation capabilities forthe description of a causesymptom relationship of fuzzylogic methods have providedexcellent potential to representheuristic and analyticalsymptoms behaviour in anintegrated way for this kind ofapplications.
Fault tree methods have alsobeen hybridized with intelligentalgorithms for hierarchicaldiagnosis systems.
INTELLIGENTSUPERVISIONSome difficulties associated
Fig 1: Integrated Fault Detection and Diagnosis Scheme
Automaton
TranslatorEvents
detector
Regulatorycontrol
Process
Deviations
Process variables information
Discrete controlpatterns
Events
Continuous controlpatterns (Set points)
Regulatory control level(Continuous control)
Supervisory control level(Discrete control)
Fig 2: Supervisory Control Scheme
Instrumentationsubsystem
model
Subsea process and control system
Hydraulicsubsystem
model
Communicationsubsystem
model
Electricalsubsystem
model
Electronicsubsystem
model
+-
+-
+-
+-
+-
Output variables
Inputvariables
Residuals
r1
r2
r3
r4
r5
Fig 3: Residuals Generation for Fault Detection Scheme
Sequencing controlpatterns
Translator
Intelligentevent detector
Supervisor (automaton)
Integrated fault detection and diagnosis system
Subsea process and control system
Managment level
Discrete control patterns Events
Continuousprocess
level
Supervisory level(Discrete event
domain)
Operationaldecisions andwarning messagesfor mantainancetasks
Fig 4: Intelligent Supervisory System
‘Artificial intelligenttechniques such
as neural networksand fuzzy logic
have beensuccessfully used for
fault classification’

Heuristic processmodel
Fault symptomscausalitics
Weighting ofeffects
Heuristic knowledge
Dataprocessing
Featureextraction
Change detectionclassification
Characteristic values
Features
Measured variablesAnalytical processmodel
Filteringestimation
Change detectionclassification
Analytical knowledge
Forwardchaining
Backwardchaining
Faultdecision
Statisticalevaluation
United symptomsrepresentation
ProcessObserved variables
Heuristic symptomsAnalytic symptoms
Unified symptoms
Analyticsymptomsgeneration
Heuristicsymptomsgeneration
Diagnosed faults
Integration ofsymptomsinformation
Faultdiagnosis(inferencereasoning)
Operatorobservations
Processhistory
Processstatistics
Normal features
Faults
SUBSEA CONTROL42
� characteristic values by 1) Limit value checking of directmeasurable signals.Characteristic values areexceeded signal tolerances.2) Signal analysis of directmeasurable signals, using signalmodels like correlationfunctions, frequency spectra,autoregressive moving average(ARMA). Characteristic valuesare, for example, variances,amplitudes, frequency or modelparameters.3) Process analysis by usingmathematical process modelstogether with parameterestimation, state estimation and parity equation methods.Characteristic values areparameters, states variables orresiduals.
In some cases physicalfeatures can be extracted fromcharacteristic values, such asphysical defined processcoefficients or special filtered ortransformed residuals. Thesefeatures are then compared with the normal features of thenon-faulty process. For this,methods of change detection and classification are applied.As analytic symptoms theresulting changes (discrepa-ncies) of the described directmeasured signals, signal modelsor process models areconsidered.
HEURISTIC SYMPTOMSGENERATIONIn addition to the symptomsgeneration with quantifiableinformation, heuristic sympto-ms can be produced from humanexperts and operators, andobservations and inspections
The process history in theform of performed maintenance,repair, former faults, life time,load measures constitute asource of heuristic information.Statistical data achieved fromexperience with the same orsimilar processes can be added.
FAULT DIAGNOSISThe task of fault diagnosisconsists of determining the type,size and location of the fault,as well as its time of detectionbased on the observed analyticaland heuristic symptoms.
With the aid of heuristic kno-
43
with the supervision of complexdynamic processes are usuallyrelated to multiple operationaldomains due to the presence ofnonlinear phenomena andunpredictable or partiallyknown disturbances, whichaffect the process performance.In order to alleviate suchdifficulties, it is important toincorporate strategies fordifferent operational domains.Including adaptive capacities todeal with uncertain situations inorder to allow the coordinationof distributed controllers anddecision making support for asatisfactory task assignment. Alarge number of industrialprocesses operate on acontinuous time base, and theyare usually described in terms ofdifferential equations.
Other types of processes,of discrete time nature, may berepresented using transitionsystems, for example the seque-ntial operation in the automo-tive manufacturing, chemicalprocesses where batch operationis involved and changes inoperational regions related to acontinuous process are usuallydescribed as discrete systems.In transition systems basedmodels; the process underscrutiny is described in terms of discrete events.
The dynamic systems whosebehaviour depends on theinteraction between continuoustime processes and discretecontrollers are called hybridsystems. In the process controlarea, the continuous timeprocess of a hybrid systemcorresponds to the physicalprocess itself, which must becontrolled.
A discrete event system, onthe other hand, represents asupervisor (automaton), whichreacts in the presence of genera-ted events from the continuoustime process in order to fulfilsystem specifications or supportdecision making tasks.
It is considered thesupervisory control schemephilosophy presented in whichfacilitates the decision makingtask related to control actions for improving the operation ofcomplex dynamics processesthat may be composed ofinterconnected subsystems,characterised by differentoperational conditions andusually subjected to externaldisturbances.
The scheme is structured intwo layers, named regulatorycontrol level and supervisorycontrol level. The regulatorycontrol level is related to theprocess dynamics and is incharge of generating direct con-trol action to be applied to theprocess. This level is governedby a supervisor (automaton) inthe supervisory level, whichassigns discrete control patte-rns, based on generated processevents.
The events related to thecontinuous level may indicatechanges in the process behavi-our or changes in the currentoperational region that couldimpede the achievement ofrequired process specifications.The supervisory level contains a process representation basedon operational regions andtransitions among them.
The event detector charact-erises the process behaviour and evaluates the performance �
Control & Automation August/September 2007 www.theiet.org/control www.theiet.org/control August/September 2007 Control & Automation
wledge in the form of heuristicprocess models (qualitativemodels), fault symptoms,causalities and weighting ofeffects different diagnosticreasoning strategies can beapplied.
KNOWLEDGEREPRESENTATIONIn most applications, a certainamount of knowledge about the symptoms behaviour ispresent. This should be exploitedwhen a diagnostic system iscreated. Even if exact values for thresholds are not known,there usually is some insightabout the process, such asphysical understanding ofsimilar faults or similar effectsof faults on certain symptoms.Furthermore, the selection of the symptoms for thediagnosis becomes a matter of robustness.
The fault diagnosis, therefore,must be based on the appropriatesubset of all available sympt-oms. Different faults can becategorized into larger groups iftheir effect on the process issimilar. It is then advantageousto find a classification system for the larger groups first andlater separate the faults withinthem. This leads to the conceptof a hierarchical diagnosissystem
Artificial intelligenttechniques such as neuralnetworks and fuzzy logic havebeen successfully used for faultclassification. Neural networkscapabilities such as learning,adaptation and informationdistributed processing hybr-idized with the linguisticrepresentation capabilities forthe description of a causesymptom relationship of fuzzylogic methods have providedexcellent potential to representheuristic and analyticalsymptoms behaviour in anintegrated way for this kind ofapplications.
Fault tree methods have alsobeen hybridized with intelligentalgorithms for hierarchicaldiagnosis systems.
INTELLIGENTSUPERVISIONSome difficulties associated
Fig 1: Integrated Fault Detection and Diagnosis Scheme
Automaton
TranslatorEvents
detector
Regulatorycontrol
Process
Deviations
Process variables information
Discrete controlpatterns
Events
Continuous controlpatterns (Set points)
Regulatory control level(Continuous control)
Supervisory control level(Discrete control)
Fig 2: Supervisory Control Scheme
Instrumentationsubsystem
model
Subsea process and control system
Hydraulicsubsystem
model
Communicationsubsystem
model
Electricalsubsystem
model
Electronicsubsystem
model
+-
+-
+-
+-
+-
Output variables
Inputvariables
Residuals
r1
r2
r3
r4
r5
Fig 3: Residuals Generation for Fault Detection Scheme
Sequencing controlpatterns
Translator
Intelligentevent detector
Supervisor (automaton)
Integrated fault detection and diagnosis system
Subsea process and control system
Managment level
Discrete control patterns Events
Continuousprocess
level
Supervisory level(Discrete event
domain)
Operationaldecisions andwarning messagesfor mantainancetasks
Fig 4: Intelligent Supervisory System
‘Artificial intelligenttechniques such
as neural networksand fuzzy logic
have beensuccessfully used for
fault classification’

44 SUBSEA CONTROL
� of the regulatory controlsystem monitoring thedeviations between processvariables and assigned set pointsfor basic controllers. Thisinformation is translated to theautomaton in terms of discreteevents in order to yield discretecontrol patterns, which will becodified by a translator to theregulatory control system interms of appropriate set pointsfor basic controllers, alarms andmessages to operators.
SUPERVISION, DETECTIONAND DIAGNOSISConventional subsea productioncontrol systems, with multipl-exed electro-hydraulic confi-guration can be subdivided intothe main following subsystems:� Electrical subsystems.
Comprising the power supplyand electrical distributionsystem; the hydraulicsubsystem including thehydraulic supply, hydraulicdistribution and the subseahydraulic sub process insidethe subsea control modules;the electronic subsystemcomprising the electronicwithin the subsea controlmodules and surface controlequipment, the communi-cation subsystem whichcomprises all the variablesthat determine the commun-ication quality which aremainly connected with theelectrical subsystem whencommunication on power isused and the instrumentationsystem including the externaland internal sensors andactuators on the x-mas treesand the control modulesrespectively.These subsystems are highlyinterconnected and a faultgenerated in one of them canbe propagated to other subsy-stems affecting the wholecontrol system performance,subsea operation and produ-ction. Hence the importance of developing integrated faultdetection, diagnosis methodsand appropriate supervisiontools to be able to perform in a more efficient manner,troubleshooting and faultidentification to supportsubsea operation decision
making and maintenancetasks.
� Diagnostic models.Corresponding to the nominalconditions for each subsystemhave to be achieved to genera-te the analytical symptoms.Cross interactions amongsubsystems must be includedto obtain a reliable multivar-iable model. Fig 3 represents aresiduals generation schemefor fault detection incorpor-ating the different subsystemsand the main interactionbetween them.
FAULT DIAGNOSISThe heuristic symptomsgeneration considers processobservation from experts andoperators, process history andprocess data. Then analyticaland heuristic symptoms areintegrated according to thescheme presented in Fig 1.
A fault diagnosis task willconsider the heuristic knowle-dge and the unified symptomsaccording to the diagrampresented in Fig 1. Intelligenttechniques have to be incorp-orated for classification andfault identification as wasmentioned earlier.
INTELLIGENTSUPERVISIONThe proposed supervisionscheme is based on the philos-ophy presented however, for thisapplication, that the discretecontrol patterns will provideinformation to support approp-riate decision making for subseaoperations and warning messa-ges to support troubleshootingand maintenance tasks. Fig 4illustrates the integratedsupervision scheme.
The continuous process levelrepresents all the productioncontrol system which interactswith the fault detection anddiagnostic system to generatethe faults identification whenthey are produced. Thisinformation is processed by anintelligent event detector, whichallows mapping the identifiedfaults in discrete events. Thediscrete events are used in thesupervisory system in order togenerate the appropriate discr-ete control patterns for suppor-ting troubleshooting, decisionmaking and maintenance tasks.
These patterns have to besequenced since it is a multiva-riable process with severalsubsystems. The translator
block will translate the discretecontrol patterns in specificdecisions and messages forsubsea operation and mainten-ance tasks. The supervisorysystem must interact withmanagement levels to be able toupdate the operational regionsin accordance with managementpriorities.
CONCLUSIONThe above approach providesdecision making support forsubsea operations andmaintenance tasks (preventivemaintenance) and also providesmore efficient mechanisms for troubleshooting when faultsand events are generated. It suggests the incorporation ofeach subsystem (hydraulic,electrical, electronic, communic-ation and instrumentation) withthe corresponding interactionsfor the diagnostic models in thefault detection and diagnosticscheme.
Information from managem-ent levels is also highly valuableto ensure the supervisor cangenerate the appropriatediscrete patterns according tooperational and managementpriorities. �
Control & Automation August/September 2007 www.theiet.org/control
‘The subsystems are highlyinterconnected and a fault
generated in one of them can bepropagated to other subsystems
affecting the whole controlsystem performance, subsea
operation and production’