Embed Size (px)
Citation preview

Chemical Engineering Science 60 (2005) 863–868
www.elsevier.com/locate/ces
Study on the reaction rate of sulfite oxidationwith cobalt ion catalyst
Bo Zhao∗,Yan Li, Huiling Tong,Yuqun Zhuo, Long Zhang, Jian Shi, Changhe ChenKey Laboratory of Thermal Science and Power Engineering, Department of Thermal Engineering, Tsinghua University, Beijing 100084, China
Received 2 March 2004; received in revised form 8 September 2004; accepted 28 September 2004
Abstract
Wet limestone scrubbing is the most common flue gas desulfurization process for control of sulfur dioxide emissions from the combustionof fossil fuels, and forced oxidation is a key past of the reaction. In the present work the oxidation rate was experimentally studiedby contacting pure oxygen with a sodium sulfite solution. The sulfite oxidation reaction rate was then measured photographically forvarious sodium sulfite and Co2+ concentrations. The sulfite oxidation reaction rate was affected by the mass transfer characteristics ofthe gas–liquid absorbers with the cobalt ion catalyst as well as the reaction kinetics. The sulfite oxidation reaction rate controlled by thereaction kinetics was first order with respect to the sulfite. When the sulfite oxidation reaction rate was controlled by the gas–liquid rateof mass transfer characteristics, the reaction was zeroth order with respect to the sulfite.� 2004 Elsevier Ltd. All rights reserved.
Keywords:Reaction rate; Sulfite oxidation; Critical sulfite concentration; Cobalt ion catalyst
1. Introduction
Flue gas desulfurization is required to minimize the en-vironmental emission from coal combustion. Wet limestonescrubbing is the most common flue gas desulfurization(FGD) process for the control of sulfur dioxide emissionsfrom coal combustion. This process requires a holding tankwhere CaSO3 and CaSO4 are crystallized, and the make-upCaSO3 is dissolved in the tank. Forced oxidation of the sul-fite in the holding tank solves the main problem of disposalof the solid by-product, which is a sludge composed of cal-cium sulfite and sulfate. Forced oxidation in the scrubberloop improves the sludge dewatering, leading to formationof gypsum CaSO4. Forced oxidation is caused by injectingair into the liquid phase which causes the following reaction:
HSO−3 + 1
2O2 → H+ + SO2−4 (1)
SO2−3 + 1
2O2 → SO2−4 . (2)
∗ Corresponding author. Tel.: 01062788516; fax: +861062770209.E-mail address:[email protected](Bo Zhao).
0009-2509/$ - see front matter� 2004 Elsevier Ltd. All rights reserved.doi:10.1016/j.ces.2004.09.064
The kinetics of such reactions, particularly of the absorp-tion of oxygen by basic solutions of sodium sulfite in thepresence of catalysts, has received much attention duringthe last 40 years. Studies of sulfite oxidation reaction ki-netics have shown the extreme sensitivity of its kinetics toexperimental conditions, which often prevent reproducibleresults (Linek and Vacek, 1981). Experiments have shownthat the liquid-phase composition sulfite concentration, dis-solved oxygen, pH, temperature even traces of catalysts(Co2+, Cu2+, Mn2+) and inhibitors (alcohols, phenols, hy-droquinone) strongly affect the reaction rate.Studies of heterogeneous sulfite oxidation with com-
plex interactions between the mass transfer and chemicalkinetics have come to different conclusions, as shown inTable 1. Studies of heterogeneous sulfite oxidation are com-monly used in determining mass transfer characteristics ingas–liquid contactors such as stirred tank absorbers, wettedwall absorbers, sieve plates and loop reactors.In the present paper, the sulfite oxidation reaction rate is
measured with a photographic method. Experiments studiedthe kinetics of the oxidation reaction for various tempera-tures and Co2+ concentrations investigated the fundamentalmechanism controlling forced oxidation. A single oxygenbubble in the sulfite solution was observed with a CCD

864 Bo Zhao et al. / Chemical Engineering Science 60 (2005) 863 – 868
Table 1Preview results for the sulfite oxidation kinetics in FGD conditions
Ref. Equipment T (Deg) pH Concentration of (mol/L) Order in
SO2−3 Co2+ SO2−3 Co2+
Astrita et al. (1964) Stirred tank 20 — 0.0037–0.48 10−4–10−3 0 (c = 0.25) —<0 (c >0.25)
Laurent et al. (1974) 20 8.5 0.4–0.8 10−4–2× 10−3 0 1Linek and Mayerhoferová (1971) 15–35 7.7–9.2 0.25–0.8 0–10−3 0 1 (c >0.25)Sathyamurtha et al. (1979a) 30 7.5–8.5 0.5–0.8 10−5–5× 10−4 0 (c >0.006) 1
Reith and Beek (1973) Wetted wall 15–60 7.5–8.5 0.8 10−5–5× 10−3 0 1 (c <0.003)Wesselingh and van’t Hoog (1970) 20–38 8.5 0.4–0.8 10−4–2× 10−3 0 1Trushanov et al. (1975) 30 7.5–8.5 0.04–0.4 10−5–10−3 0 (c >0.2) 1
1 (c <0.2)Onken and Schalk (1978) 25 7.6–9.2 0.2–0.8 2.5× 10−4 0 —
Note: “—” indicates that the dependence was not studied.
12 5
67
3
9
11
12
10
N2
4
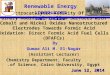
Fig. 1. Shows the test rig for the oxygen bubble generation system and thebubble image recording system. Experimental apparatus: (1) light source;(2) lens, pin holes, and filters; (3) oxygen bubble; (4) convex lenses andfrosted glass; (5) CCD, video camera; (6) syringe and syringe pump; (7)valve; (8) plastic tube; (9) heater; (10) thermometer; (11) A/D card andPC; (12) screen of the camera.
camera to measure the sulfite oxidation reaction rate. Thereaction rate date was obtained using image processing soft-ware to measure the bubble pictures (Fig. 1).
2. Experimental apparatus and procedure
A rectangular vessel made of transparent glass was usedto hold the sulfite solution. The vessel was sealed to pre-vent contact between the air and the solution. Nitrogen wasadded to further protect the sulfite solution from oxidiza-tion by oxygen in the air. The vessel volume was about 20L(200mm× 200mm× 500mm). A pure oxygen bubble wasgenerated at an orifice in the bottom plate. A gas handlingsystem provided precise control of the oxygen flow. At thebeginning of the experiment, a pure oxygen bubble was gen-erated in the sodium sulfite solution. Experiments showedthat bubbles with diameters less than 4mm stayed attached
Fig. 2. Bubble images captured at 0 and 1080 s at 37◦.
Fig. 3. Edge determined from the bubble images shown inFig. 2.
to the orifice due to the surface tension. The oxygen wasthen gradually absorbed by the sulfite reaction, which re-duced the bubble volume. The CCD camera (DCR-TRV20E,Sony) recorded the magnified bubble image projected ona frosted glass plate with the images sent to the computerfor later analysis. Sample bubble images captured by CCDcamera and the boundary identification images at differenttimes are shown inFigs. 2and3 during one reaction pro-cess. The image-processing software recognized the heightand the bottom of the bubble and tried to fit the edge curveto the Young–Laplace equation. Thus, the bubble volume,the interfacial area, and the radius of curvature at the topof the bubble were derived from the image-processing re-sults. As the pure oxygen was filled in the bubble, the sul-fite oxidation reaction rate was then determined from these

Bo Zhao et al. / Chemical Engineering Science 60 (2005) 863 – 868 865
parameters (Weisnicht et al., 1980; Pasiuk-Bronikowska andBronikowski, 1981).
3. Results and discussion
In an aqueous sulfite solution, forced oxidation is carriedout by injecting oxygen into the liquid phase, so that thefollowing reactions take place:
SO2−3 + 1
2O2 → SO2−4 . (3)
The kinetics equation relating the sulfite oxidation rateand the reactant concentrations is
v = kcn1
SO2−3cn2O2
cn3M (mol/m2S), (4)
wherev is the sulfite oxidation reaction rate,k the sulfiteoxidation rate constant,cSO2−3
the sulfite ion concentration,cO2 the oxygen concentration in the gas,cM the catalystconcentration,n1 the order of the sulfite ion reactant,n2 theorder of the oxygen reactant andn3 the order of the catalystreactant.
3.1. Effect of reaction temperature
If the sulfite ion and oxygen concentrations are held con-stant, the temperature dependence of the kinetic reactionconstants is well described by the expression
v = k′ exp(
− E
RT
)(mol/m2S), (5)
wherev is the sulfite oxidation reaction rate,k′ the kineticsconstant of the reaction,R the ideal gas constant,T the tem-perature andE the activation energy. Eq. (5) can be rewrittenas
ln(v) = ln(k′) +(
−E
R
)×
(1
T
), (6)
which is a linear equation relating 1/T and ln(v). The slope(−E/R) and the intercept (ln(k′)) can be calculated from acurve of the data. The data for the sulfite oxidation reactionrate are shown inFigs. 4and5.The standard deviators of the experiment data is given by
� =√∑n
i=1 (vi − v(Ti))2
n − 2, (7)
e = �/v40◦C × 100%, (8)
wherev (Ti) is the reaction rate calculated from the curvefit, vi the reaction rate from experiments andn the numberof experiments. The curves inFig. 5 were used to calcu-late the activation energyE, and the sulfite oxidation rateconstantk′.The activation energyE decreased from 25.77 to
21.42 kJ/mol as the Co2+ concentration increased. Smaller
304 306 308 310 312 314 316 318 320 322 324 3261.4x10-4
1.6x10-4
1.8x10-4
2.0x10-4
2.2x10-4
2.4x10-4
2.6x10-4
2.8x10-4
3.0x10-4
3.2x10-4
v(m
ol/m
2 .s)
t (K)
Fig. 4. Sulfite oxidation reaction rate of increase with temperature. Sulfiteconcentration 0.085mol/L; Co2+ concentration: (�) 1.17E−05mol/L;(�) 3.97E−05mol/L; (•) 1.07E−04mol/L; (�) 1.78E−04mol/L.
3.0x10-3 3.1x10-3 3.1x10-3 3.2x10-3 3.2x10-3 3.2x10-3 3.3x10-3-8.8
-8.7
-8.6
-8.5
-8.4
-8.3
-8.2
-8.1
-8.0
-7.9
-7.8
1/T
ln(v
)
Fig. 5. Logarithm of reaction rate decrease with the reciprocal oftemperature. Sulfite concentration 0.085mol/L; Co2+ concentration.(�) 1.17E−05mol/L; (�) 3.97E−05mol/L; (•) 1.07E−04mol/L; (�)1.78E−04mol/L.
values ofE indicate heat, the reaction is easier. The sulfiteoxidation reaction rate increased with temperature and Co2+concentration. In flue gas desulfurization, the temperatureis limited by the system because the solubility of SO2 in thesolution decreases as the temperature increases; therefore,the system has an optimum temperature.Shen Dixin et al.(1993) showed that the solubility of SO2 in the solutionvaries little for reaction temperatures from 15–60◦C butdecreases rapidly for temperatures over 60◦C. Therefore,the reaction temperature should not exceed 60◦C (Table2).
3.2. Effect of sulfite concentration
The effect of sulfite concentration with the catalyst on thereaction was evaluated with experiments holding the Co2+

866 Bo Zhao et al. / Chemical Engineering Science 60 (2005) 863 – 868
Table 2Activation energy, reaction rate constant and standard deviators for dif-ferent Co2+ concentrations
CO2+ E K ′ � e
concentration (mol/L) (kJ/mol) (mol/m2 s) (%)
1.17E−05 25.77 3.8 1.19× 10−5 6.23.97E−05 22.41 1.19 6.14× 10−6 2.81.07E−04 22.21 1.13 7.88× 10−6 3.51.78E−04 21.42 0.79 1.62× 10−5 6.4
0.0 0.1 0.2 0.3 0.4 0.50.0
2.0x10-4
4.0x10-4
6.0x10-4
8.0x10-4
1.0x10-3
1.2x10-3
1.4x10-3
v(m
ol/m
2 .s)
cso3 (mol/L)2-
Fig. 6. Sulfite oxidation reaction rate increase with the sulfite ion concen-tration with a fixed Co2+ concentration (2.62× 10−5mol/L) at 320K.
concentration constant for various sulfite ion concentrations.The experiments used the samemethod to calculate the reac-tion rate at different temperatures.Linek and Vacek (1981)found that Co2+ will catalyze the reaction at concentrationof 10−7–10−4mol/L, so the Co2+ concentration used in theexperiments was 2.62×10−5mol/L, which was between thelimits.Fig. 6 shows the results for the sulfite oxidation reaction
rate when the Co2+ concentration was 2.62× 10−5mol/Land the sulfite ion concentration was changed from 0.041 to0.452mol/L.A least-squares analysis of the data for the sulfite concen-
tration less than 0.32mol/L showed that the reaction orderwith respect to the sulfite ion was one, with a critical sulfiteion concentration of the sulfite ionccrit
SO2−3between 0.32 as the
limiting value above which absorption is no longer depen-dent on the sulfite ion concentration. This result agrees withthe previous results forccrit
SO2−3given inTable 3(Sathyamurtha
et al., 1979b).In Table 3, the lowest value, 0.04mol/L, was measured at
extremely low oxygen absorption rates. The highest valueof ccrit
SO2−3was 0.5mol/L with most other values in the range
from 0.2 to 0.3mol/L. So the recent value ofccritSO2−3
equal
to 0.32mol/L is reasonable. The critical sulfite ion concen-tration can be understood from mass-transfer characteristics
Table 3Critical sulfite concentration values given in the literature
PH CSO3 + CSO4 (mol/L) T (Deg) ccritSO2−3
(mol/L)
8 0.8 30 0.58.5 0.5 20 0.257.9 0.25 20 0.28.5 0.3 30 0.048.35 0.8 25 0.38.5 0.5 20 0.38.5 0.5 20 0.25
Fig. 7. Sulfite oxidation reaction rates for various Co2+ concentrations(T = 315K, c
SO2−3= 0.085mol/L).
of the gas–liquid system and the chemical kinetics since theoxidation of the sulfite ions by oxygen reduces the sulfiteconcentration near the interface relative to the sulfite con-centration in the bulk liquid phase. This will produce a localreduction of the pH near the interface, resulting in a decreaseof the chemical reaction rate in the liquid film around thebubble. The sulfite oxidation reaction rate determined by thereaction kinetics is a first order with respect to sulfite. Thereaction rate was increased with an increase in Co2+ con-centration until the sulfite oxidation reaction rate is limitedby the system mass transfer characteristics. Therefore, reac-tion rate increases toccrit
SO2−3, and then will not continue to
increase with the sulfite concentration because the oxygenconcentration is limited. InFig. 6ccrit
SO2−3is about 0.32mol/L.
Therefore, whencSO2−3< ccrit
SO2−3, the reaction is a first order
for the sulfite ion, but whencSO2−3> ccrit
SO2−3, the reaction or-
der relative to the sulfite ion is zero.
3.3. Effect ofCo2+ concentration
The effect of the Co2+ concentration was investigatedusing Co2+ concentrations from 0 to 3.0×10−4mol/L. Thesulfite oxidation reaction rate is shown inFig. 7 for variousCo2+ concentrations and a constant temperature of 315Kand the sulfite ion concentration of 0.085mol/L.

Bo Zhao et al. / Chemical Engineering Science 60 (2005) 863 – 868 867
The reaction rate inFig. 7increased with increasing Co2+concentration, but the rate of increase was not constant.Linek and Vacek (1981)found a typical profile, which isthe total absorption rate of oxygen as a function of cobaltcatalyst concentration, and the profile is likelyFig. 7. Thevariation may be divided into four phases, a, b, c and d asshown inFig. 7.In phase a, the reaction rate increased with Co2+ concen-
tration, with the sulfite oxidation reaction rate determined bythe reaction kinetics, as a first-order reaction with respect tothe Co2+. In phase b, the sulfite oxidation reaction rate wasdetermined bymass-transfer characteristics of the gas–liquidsystem, so the reaction was zeroth. Phases a and b are bothin the slow-reaction regime. In the regions of higher catalystconcentration denoted by c and d (fast-reaction regime), itis different from the regions a and b. In phase c, the reactionwas very rapid with the reaction rate determined by the reac-tion kinetics, as a first-order reaction, and the effects of thereaction and of the hydrodynamic conditions in the liquidphase on the mass-transfer coefficient are comparable. In thephase d, the reaction rate remains constant as a zeroth orderreaction respect to Co2+. In addition, some blue specks wereproduced during phase d, which wereNa2(Co(SO4)2)·6H2O.Therefore, the data showed that during the different phaseswith different Co2+ concentrations, the mass transfer in theliquid phase a affected the reaction rate. As a result, the re-action rate can be significantly increased by just increasingthe Co2+ concentration, since the data showed that increas-ing the Co2+ concentration from 10−5 to 10−4mol/L onlyincreased the sulfite oxidation reaction rate by 30%.
4. Conclusion
1. A new method was developed to measure the sulfiteoxidation rate which consumes very little reagent, thus itcan performed repeatedly while the reagent concentrationremains unchanged. The stable and repeatable experimentalresults showed that the photographic method is practical andprecise.2. The experimental results showed that the relation be-
tween the sulfite oxidation reaction rate and reaction temper-ature can be described byv=k′eE/RT . The sulfite oxidationreaction rate increased with increasing temperature.3. The experiment results showed a critical sulfite concen-
tration of about 0.32mol/L, below which the reaction wasfirst order with respect to the sulfite, and above which theorder was zero.4. The sulfite oxidation reaction rate increased with Co2+
concentration.Fig. 7 showed the change trend. In phase cof the rate fasts with Co2+, the reaction was very rapid withthe reaction rate determined by reaction kinetics, as a first-order reaction. In phase d, some blue specks were producedwhich were Na2(Co(SO4)2)·6H2O.Though the study on the reaction between oxygen and
sulfite was carried out systematically in this work and some
useful results have been obtained, there are also some otheraspects which are not clear, a further study is needed.
Notation
c concentration, mol/LcM catalyst concentration, mol/LcO2 oxygen concentration in the gas, mol/LcSO2−3
sulfite ion concentration, mol/L
ccritSO2−3
limiting value of sulfite concentration, mol/L
E activation energyk sulfite oxidation rate constantk′ constant in Eq. (5)n1 order of the sulfite ion reactantn2 order of the oxygen reactantn3 order of the catalyst reactantR gas constantt time, sT temperature, Kv sulfite oxidation reaction rate= −dcO2/dt
Greek letter
� standard deviators
Special abbreviations
∼ sign for proportionality– from to
Acknowledgements
This work was supported by the Special Funds for Ma-jor State Basic Research Projects and by open fund of theLaboratory Administration of Tsinghua University. We alsothank Dr. David Christopher for editing the English.
References
Astrita, G., Marruci, G., Coleti, L., 1964. Chimie Industries Italia 46,1021.
Laurent, A., Charpentier, J.C., Taweel, A.M., 1974. Canadian Journal ofChemistry Physics 71, 613.
Linek, V., Mayerhoferová, J., 1971. Chemical Engineering Science 26,787.
Linek, V., Vacek, V., 1981. Chemical engineering use of catalyzed sulfiteoxidation kinetics for the determination of mass transfer characteristicsof gas–liquid contactors. Chemical Engineering Science 36, 1747–1768.
Onken, U., Schalk, W., 1978. German Chemical Engineering 1, 191.Pasiuk-Bronikowska, W., Bronikowski, T., 1981. The rate equation for
SO2 autooxidation in aqueous MnSO4 solutions containing H2SO4.Chemical Engineering Science 36, 215–219.
Reith, T., Beek, W.J., 1973. Chemical Engineering Science 28, 1331.Sathyamurtha, N., Degaleesan, T.E., Chandrasekharn, K., Laddha, G.S.,
1979a. Canadian Journal of Chemical Engineering J. 57, 145.

868 Bo Zhao et al. / Chemical Engineering Science 60 (2005) 863 – 868
Sathyamurtha, N., Degaleesan, T.E., Chandrasekharn, K., Laddha, G.S.,1979b. Canadian Journal of Chemical Engineering J. 57, 145.
Shen Dixin, He Zhanyuan, Wang Yurong, 1993. Study on liquid oxidationcatalyzed absorbing SO2 in flue gas. Environment Chemical 12 (2),99–103.
Trushanov, V.N., Tsirlin, A.M., Nikitenko, A.M., Khodov, G.Ya., 1975.Journal of the Applied Chemistry of the USSR 48, 297.
Weisnicht, W.L., Overman, L., Wang, C.C., Wang, H.L., Erwin, J., Hudson,J.L., 1980. Calcium sulfite oxidation in a slurry reactor. ChemicalEngineering Science 35, 463–468.
Wesselingh, J.A., van’t Hoog, A.C., 1970. Transactions of the Institutionof Chemical Engineers 48, T69.