Embed Size (px)
Citation preview

i
DECLARATION
I declare that this project is my own work. It is being submitted for the degree of Bachelor
of Science in Mining Engineering in the University of Mines and Technology (UMaT),
Tarkwa. It has not been submitted for any degree or examination in any other university.
..........................................................
(Signature of candidate)
Submitted this........... Day of............. 2014

ii
ABSTRACT
The criteria for selecting a suitable mining system include the analyses of its development
and stoping efficiencies. For enhanced productivity, both development and stoping
operations must always be co-ordinated. Anglogold Ashanti (AGA) Obuasi Mine has in
recent years experienced a decline in its production tonnages and development advance. The
intention of the project work is to assess the development and stoping efficiencies of the
Block 8 Lower of the Brown Sub Vertical Shaft (BSVS) Mine of AGA. The work addresses
the various activities in development and stoping operations and identifies the factors that
influence the rate of secondary development advance by analysing the field data obtained
on development advance and production tonnages from the mine in the year 2013. The
assessment highlighted that; for every 10 m advance, a tonne of ore was obtained while the
productivity ranged from 24 to 39 t/employee-shift from the block which employs sublevel
stoping. It is recommended that the mine employs the use of jumbos over jackhammers for
increased rate of development advance and to mine more than one stope per month against
the conventional one stope per month in the block if the annual production tonnages is to be
increase

iii
DEDICATION
With love and sincere gratitude, this work is dedicated to
My most respected Dad
Mr. Samuel Kusi Appiah
My sweet Mothers
Mad. Georgina Konadu
Mad. Sarah Konadu
And all my loving Siblings

iv
ACKNOWLEDGMENT
I am greatly indebted to Mr. and Mrs. Arhin who lodged and taught me their experiences in
the mining industry during my practical training period and the working of this project report
in Obuasi. Their advice gave me insight in the profession I am about pursuing and about
life.
My sincere thanks go to all the staff of AGA, Obuasi especially Mr. Henry Gyasi, the
Training School Superintendent, Mr. Frank Amoah, the BSVS Manager whose block I
conducted my research, Mr. Fosu-Tenkorang, the GCS Manager, Mr. Nii and Aboagye
Rolance for their mentorship and encouragement during my practical training period and in
the conduct of my project work
My heartfelt appreciation also goes to the entire staff of the Mining Engineering Dept. of
UMAT especially Mr. Emmanuel M. Buaba, my most respected supervisor and Prof.
Sulemana Alhassan, my academic tutor for their love and directions in writing this report.
Finally, my utmost gratitude goes to The Almighty God through whose Grace and Mercy I
have reached this level of life. Thank You Father for Your undeserving love. How can I
forget you; Oh Most Holy Mother of God! Thank you for your perpetual help throughout
my education. To you I owe and consecrate my educational life.
Luke 1:27

v
TABLE OF CONTENTS
Contents Page
DECLARATION .................................................................................................................. i
ABSTRACT .........................................................................................................................ii
DEDICATION ................................................................................................................... iii
ACKNOWLEDGMENT .................................................................................................... iv
TABLE OF CONTENTS .................................................................................................... v
LIST OF FIGURES ...........................................................................................................vii
LIST OF TABLES ........................................................................................................... viii
CHAPTER 1 INTRODUCTION .................................................................................... 1
1.1 Statement of Problem ............................................................................................. 1
1.2 Project Objectives ................................................................................................... 1
1.3 Methods Used ......................................................................................................... 2
1.4 Organization of Work ............................................................................................. 2
CHAPTER 2 RELEVANT INFORMATION ABOUT THE STUDY AREA ............ 3
2.1 History of the Mine ................................................................................................. 3
2.2 Location and Accessibility ..................................................................................... 4
2.3 Geology of the Concession ..................................................................................... 5
2.3.1 Types of Deposit ............................................................................................. 5
2.4 Climate and Vegetation .......................................................................................... 6
2.5 Mine Operation ....................................................................................................... 6
2.5.1 Mining ............................................................................................................. 7
2.5.2 Material Handling ............................................................................................ 7
2.5.3 Ventilation ....................................................................................................... 8
2.5.4 Ore Processing ................................................................................................. 8
CHAPTER 3 LITERATURE REVIEW ........................................................................ 9
3.1 Principles of Selecting a Mining System ................................................................ 9
3.2 Mining Methods...................................................................................................... 9
3.2.1 Longitudinal Open Stoping ........................................................................... 10
3.2.2 Longitudinal Retreat Stoping ........................................................................ 10

vi
3.2.3 Transverse Open Stoping .............................................................................. 11
3.2.4 Sublevel Caving ............................................................................................ 12
3.3 Development Efficiency ....................................................................................... 13
3.4.1 Lateral Development Practices ...................................................................... 14
3.4.2 Vertical Development Practices .................................................................... 16
3.5 Factors Influencing the Rate of Advance of Secondary Development ................. 19
3.5.1 Rock Structure ............................................................................................... 19
3.5.2 Rock Density ................................................................................................. 19
3.5.3 Blast Geometry .............................................................................................. 20
3.5.4 Charge Loading ............................................................................................. 21
3.6 Stoping Efficiency ................................................................................................ 23
3.7 Stope Operations ................................................................................................... 24
3.7.1 Support Drilling ............................................................................................. 24
3.7.2 Installation and Grouting ............................................................................... 27
3.7.3 Production Drilling ........................................................................................ 28
3.7.4 Stoping ........................................................................................................... 30
3.8 Shift System .......................................................................................................... 31
CHAPTER 4 FIELDWORK AND RESULTS ............................................................ 32
4.1 Introduction ........................................................................................................... 32
4.2 Description and results of data collected .............................................................. 32
4.2.1 Development Advancement .......................................................................... 32
4.2.2 Stope Tonnages ............................................................................................. 32
CHAPTER 5 CONCLUSIONS AND RECOMMENDATIONS ................................ 37
5.1 Conclusions........................................................................................................... 37
5.2 Recommendations ................................................................................................. 37
REFERENCES .................................................................................................................. 38
APPENDICES ................................................................................................................... 41

vii
LIST OF FIGURES
Fig. Title Page
2.1 Map of Ghana Showing Obuasi 4
3.1 Longitudinal Retreat Mining Method 11
3.2 Transverse Open Stoping 12
3.3 Sublevel Caving 14
3.4 A Tunnel Face Showing Various Drill Holes 16
3.5 Face Mark of A Raise 17
3.6 Penetration Rate versus Rock Strength 21
3.7 Types of Supports 28
3.8 Cablebolt Installation and Grouting 29
3.9 Spacing Construction for Ring Blast Design 31
4.1 Development Advance for 2013 34
4.2 Production Tonnages for 2013 34
4.3 Development Efficiency Trend for 2013 35
4.4 Stoping Efficiency Trend against Standardised Values 36
4.5 Relationship between Development Efficiency and Stoping Efficiency 37

viii
LIST OF TABLES
Table Title Page
3.1 Productivity Ranges for Some Mining Methods 24

1
CHAPTER 1
INTRODUCTION
1.1 Statement of Problem
Mine development involves the excavation of series of vertical and horizontal openings
with the view of gaining access to the orebody for eventual stope production and for future
continuity of operations (Buaba, 2011). Routine elements, all produced by the drill-blast-
excavation technique includes secondary development openings such as crosscuts, drifts,
slots, raises and ramps which are not in ore but necessary for stoping.
At the production stage, mining of the ore must be co-ordinated with underground
development to get access to particular blocks of ore. Development must always precede
mining operations in order to increase the efficiency of stopes and to sustain a constant
level of production.
AGA Obuasi Mine has experienced decline in its production tonnages between January
2011 and August 2013, primarily due to the decline in the rate of advance of secondary
development openings which cause a threat to the sustainability of the mine.
This project therefore assesses the efficiencies of the secondary development and stoping
operations on production forecasts.
1.2 Project Objectives
The objectives of this project are to:
Study the various development and stoping operations at BSVS Mine;
Identify the factors influencing the rate of advance of secondary development;
Assess the efficiencies of the development and stoping operations of the block.

2
1.3 Methods Used
Literature review on the subject area;
Field work and data collection;
Analysis of data acquired;
Conclusions and recommendations.
1.4 Organization of Work
This project is organized into five chapters. Chapter One deals with problem definition,
objectives of the research, method used, expected outcomes, facilities used and organization
of work. Chapter Two focuses on the relevant information about the mine. Chapter Three
entails the literature review of both the efficiencies of development and stoping operations.
Chapter Four deals with fieldwork, and its results analysis. Chapter Five outlines the
conclusions and recommendation gathered from the analysis of the results.

3
CHAPTER 2
RELEVANT INFORMATION ABOUT THE STUDY AREA
2.1 History of the Mine
AngloGold is a gold mining company which was primarily based in South Africa and
majority owned by the Anglo American group. Today, AngloGold is a global gold mining
company with mines on four continents with 21 operations and AngloGold Ashanti as one
of its operations. AngloGold Ashanti has two operations in Ghana: the Obuasi mine
(underground operations) and the Iduapriem mine (open-pit operations).
Gold has long been panned and mined from the quartz reefs of Ashanti by the indigenes by
alluvial methods in the late 1800’s prior to the documentation of the history of Ashanti
Goldfields Corporation (AGC) Limited now AngloGold Ashanti (AGA) Limited. In 1895
samples were taken to London for assaying and it was discovered that a tonne produced
about 10.5 ounces. AGA, Obuasi now requires 6,000 tonnes as daily tonnage to produce 34
ounces per month. A land mass of 260 square kilometres among the ranges of Moinsi and
Kusa hills, between the rivers Oda and Offin was acquired from the then Ashanti King,
Prempeh I in 1907 for mining of the gold ore in the Obuasi district. A team led by E. A.
Cade then formed a company called Cote D’or Mining Company which mined the
concession.
In January 1969, Lonrho Limited took over for more efficient underground operations for
an operational lease period of 50 years. On 1st October 1972, the government of Ghana
acquired 55% shares of the mine and Lonrho had 45% shares to form the Ashanti Goldfields
Corporation. In April 1994 government of Ghana floated 23% of her shares and it was then
named Ashanti Goldfields Company (AGC) with another drop in government shares from
32% to 17% in the year 2000.
On 26th April, 2004, the Ashanti Goldfields Company Limited gave way to a global mining
company, AngloGold Ashanti Limited after a successful completion of a merger between

4
Ashanti Goldfields Company and AngloGold of South Africa. The merger made AngloGold
Ashanti (AGA) the world’s second largest gold producer of gold.
2.2 Location and Accessibility
The Obuasi mine is located in Obuasi in the Ashanti region south of Ghana. Obuasi is the
capital of the Adansi West Municipality and is located about 64 km south-east of the
regional capital, Kumasi. It is about 335 km north-west of Accra, the capital city of Ghana
and can be accessed by rail, road and air. By rail, it is 72 km south of Kumasi, 192 km north
of Takoradi harbour through which the mine’s supplies are shipped and 330 km north-west
of Accra. Fig. 2.1 is a map of Ghana showing the location of Obuasi Mine.
Fig. 2.1 Map of Ghana showing Obuasi (Source: Anon, 2014a)
OBUASI

5
2.3 Geology of the Concession
AngloGold Ashanti, Obuasi Mine is located in the Ashanti belt which stretches from Axim
to beyond Konongo in the Ashanti region. It is part of a prominent belt of Precambrian
volcano-sedimentary and igneous formations which extend for a distance of approximately
300 km in length and 40 km in width, in a north-east, south-west trend. The belt consists of
the Lower Birimian (north-eastern), the Tarkwaian, and the Upper Birimian formations,
which occupy the south-eastern portions of the mine. The Obuasi mineralisation is shear
zone related and where these zones occur in the Birimian, they are usually indicated by veins
and reefs of quartz in friable black “graphitic” schists and by shining black gouge and fault
breccia (Kesse, 1985).
The geology of the area indicates that the auriferous deposits are located in the extensive
shear zone characteristically associated with carbonaceous schist Three major mineralised
trends are currently identifiable within the concession as follows:
The Main trend
The Gyabunsu Trend to the East
The Binsere Trend to the West
The lithology of the concession comprises of phyllites, schists, carbonaceous schist,
graphitic schist, greywacke “dyke” (meta-volcanics), and dolerite dyke. The phyllites
generally host the mineralisation.
2.3.1 Types of Deposit
Deposit type is vein type associated with shear zones. Three main deposit types can be
identified in the Obuasi concession. These include:
Quartz veins consisting mainly of quartz together with small amounts of other metals
such as zinc, copper etc. and fine grained gold particles.
Sulphide ore which is characterised by the inclusion of gold in the crystal structure
of a sulphide material such as mineralised phyllite, greywacke and mineralised
schist.

6
Oxide ore which arise as a result decomposition caused by several factors of sulphide
ores at varying depths.
2.4 Climate and Vegetation
Obuasi is located in the tropical rain forest zone of Ghana. It has a long rainy season which
spans from March to December with the peak rainfall record in June/July, an average rainfall
value of 77.3 mm and a dry season, characterised by intermittent rains from September to
November. The average yearly rainfall is about 119.2 mm. The region is associated with
moderate average temperature ranging between 34.5 ºC (maximum) and 25 ºC (minimum).
The area lies in tropical rainforest zone and is characterized by plush green vegetation cover
which has undergone some extent of depletion due to the mining activities and urbanisation.
Continual efforts are being made to restore the vegetation to its natural state.
2.5 Mine Operation
Underground mining operations in Obuasi are divided into two sections - North and South
mines. There are several active shafts in each area, those being:
North Mine:
Adansi Shaft
Kwasi Mensah Shaft (KMS)
South Mine
George Campbell Shaft (GCS)
Kwasi Renner Shaft (KRS)
Brown Sub Vertical Shaft (BSVS)
Sansu Shaft and Ramp
Currently the range of mining methods employed across the mine include the longitudinal
open stoping, longitudinal retreat stoping, transverse open stoping and sublevel caving.
The mine operation involves both auxiliary and production operations which complement
each other to yield the total mine output. Operations which indirectly contribute to the whole

7
output of the mine are termed auxiliary operations. These range from a wide variety of
operations including those such as safety at the mine, ventilation operations etc. Operations
which contribute directly to the mining of the ore material for subsequent processing are
defined as production operations and include stoping practices, drilling, materials handling
and processing etc.
2.5.1 Mining
To open up the orebody for mining, drifting is carried out and these drive faces are called
development ends and the process of advancing these ends is termed development. The
standard dimension of a development end is 4 m × 4 m. The activity of development is
carried out based on prepared layouts which define the faces and the order in which they are
to be developed. Arrangement of blast holes in a blast round influences the volume material
obtained from a blast. Requisite drilling patterns are always adapted based on the desired
fragmentation, throw and ground vibration control. Drilling pattern depends on size of the
bench, blasthole diameter and hardness (Agbeno, 2012). Production drilling is carried out
with the Atlas Copco Simba and Tamrock Solo longhole drills which are automatic tyre
mounted pneumatic drilling machines.
Voids are created as a result of stoping and as such, backfilling with hydrafill (cement mixed
with water and mill tailings) is used to fill the voids. This is done under high pressure to fill
all open voids in the mined out stopes.
2.5.2 Material Handling
Transport of material at Obuasi mine is by horizontal transport (hauling) and vertical
transport (hoisting). Horizontal transport is done both conventionally (rail system) and
trackless (dump trucks, LHD’s). Horizontal transport is the process of hauling the ore or
waste to chutes. Chutes are loading points that allow for gravity to move material through
an ore or waste pass from a higher level to a lower level.
The rail haulage system is employed to effectively carry this out. There are the advantages
of high production rates, low maintenance and operating costs and its versatility in carrying
both men and materials. The rail haulage system is classified according to the power source

8
as electric or diesel powered. The electrically powered locomotive used in the mine is the
trolley locomotive powered by d.c. voltage. The d.c. operating voltage for the trolley is
between 200 V and 250 V. The trolley has two heads with one head facing the north and the
other to the south and two drivers in each head. The trolley has eight trucks with a capacity
of 20 tonnes each. The diesel locomotives on the other hand use internal combustion engines
powered by diesel and require a systematic maintenance programme to maintain a good
level of efficiency and safety.
Mucking is carried out by the diesel powered load-haul-and-dump (LHDs) equipment such
as the scooptram and scoop trucks. The LHDs are used for both development and production
operation and can be operated by remote control when they are in stopes where rock falls
are high. Muck from a good blast is made of evenly sized material. Boulders are re-blasted
(secondary blasting) at the face for easy passage through the grizzly at the ore pass and
handling by equipment. The dump truck is a four wheel drive vehicle which is used for
dumping materials. They are diesel powered with a crane below the truck which lifts the
truck to dump the material. The whole transportation operation is effectively coordinated to
derive higher output from the methods and machinery employed.
2.5.3 Ventilation
Ventilation at the underground is controlled by the introduction of chilled air from the
refrigeration plant to various sections. Two shafts, the upcast and the downcast shafts-
interconnected for ventilation purposes are sunk at GCS Mine. The upcast shaft handles
return air while the downcast shaft takes care of the fresh air entering the mine.
2.5.4 Ore Processing
AGA has different treatment plants which treat the various ore types in the mine. The ore
processing facilities include: the Sulphide Treatment Plant (STP) which treats the ore from
underground, the Tailings Treatment Plant (TTP) which treat old tailings, the Oxide
Treatment Plant (OTP) which treats remnant open pit ore and low grade stockpiles and the
Heap Leach Facility (HLF).

9
CHAPTER 3
LITERATURE REVIEW
3.1 Principles of Selecting a Mining System
Most deposits have geological and geotechnical characteristics that are suitable for the
application of more than one mining method. For this reason, it is often necessary to
compare alternative applicable mining systems and select the one, which is most efficient
and economic. The following criteria can be used as the basis of comparison:
Development or preparatory efficiency (m3/1000 t).
Stoping efficiency (t/man-shift).
Mining cost or stoping cost ($/t).
Mining profit or stoping profit ($/t).
The criteria for selecting a particular mining system is that; it has the maximum development
efficiency and stoping efficiency, minimum stoping cost and maximum profit. It may be
difficult to select a mining system that will satisfy all the criteria. An acceptable approach
is to rank the alternative mining systems by the criteria and select the best (Suglo, 2013).
3.2 Mining Methods
A stoping method is considered open if caving or subsidence of the empty space left by
mining is prevented at least for the time the area is in active use, by support from unmined
ore or waste rock. To some extent, some secondary support is used, mostly roofbolting or
shortcrete (Suglo, 2013).
Two main mining methods are currently employed on the Obuasi Mine; the sublevel caving
and the sublevel stoping. The sublevel stoping comprises of the:
Longitudinal Open Stoping (LOS)
Longitudinal Retreat Stoping (LRS)

10
Transverse Open Stoping (TOS)
The stoping method employed is dictated by the thickness of the orebody and the anticipated
grade of the orebody.
3.2.1 Longitudinal Open Stoping
Longitudinal open stoping method is used when the width of the orebody is smaller than
that of transverse stoping method; that is when the width of orebody ≤ 10 m. The stoping
sequence involves the excavation of subdrive and crosscuts development placed at 30 m
centres for ore definition. Reef drives and stubs development are made at the bottom and
top levels. The stubs are placed at 15m centres across the reef to define the width and grade
of the orebody at different positions. Mining heights are a function of the type of rig to be
used (Obuasi Mine Planning Standards, 2012).
Slot raise development at the extremities of the slope are made to serve as free face for ore
production. Cable support drilling and installation are made to protect the regional integrity
of the host rock and the orebody.
Production holes are then drilled with longhole drilling machines. Fan holes are drilled to
conform to the ellipsis of motion of the broken ore during drawing. The side holes are
steeper than 700 and thus is collared at the corners of the drive to obtain maximum throat
width. Toes of holes are normally spaced 1.5 m to 1.8 m apart. There are 8 holes within a
fan. The burden within the fan gives good fragmentation and varies between 1.2 m to 2.7 m
depending on the ground hardness or competency (Hustrulid and Bullock, 2001). Drilling
and blasting are done differently during stope production.
3.2.2 Longitudinal Retreat Stoping
Longitudinal retreat stoping has every characteristic as the longitudinal stoping except that
there is a footwall drive after every four (4) levels and depending on the width of the
orebody; the orebody is staggered during production which is usually 300 m apart. A single
assess is made through the reef and slot raise at the extreme end to provide free face for
production.

11
Fig.3.1 Longitudinal Retreat Mining Method (Source: AGA Mine Technical Services
Dept.)
3.2.3 Transverse Open Stoping
This method is practiced in wide orebody with widths greater than fifteen meters. A haulage
drift is developed through waste and from it, at regular intervals of fifteen meters (15 m),
transverse drifts (crosscuts) are driven across the deposit to end at the hanging wall contact.
Usually these production drifts are planned and designed to orient at a certain angle to the
strike of the orebody to facilitate turnouts from the haulage drifts into the production drifts.
The ore deposit is divided into blocks namely primary and secondary stopes for safe
extraction of the ore. The primary stopes are mined first leaving the secondary for latter
extraction. Development drillings of horizontal hole intercept the orebody, and get through
the orebody to the end at hanging wall contact, leaving an orebody clearance of two meters.
A reef drive used for cable bolting support and production rings drilling, is also developed
parallel to the orebody. Slot raise with a diameter of 1.8 m is then developed from the upper
level to the lower level oriented to the strike of the orebody. A slot extension is then
excavated to widen the raise and serve as a free hole for the drilled rings to break into.
Stope blasting is done in a retreating order toward the crosscut. Heavy equipment involved
are scooptram, trolley, diesel locomotive, and dump truck.

12
Fig. 3.2 Transverse Open Stoping (Source: AGA Mine Technical Services Dept.)
3.2.4 Sublevel Caving
Sublevel caving is usually carried out when mining of the orebody through an open pit
method is no longer economically feasible (Anon, 2014b). Mining now proceeds
underground beneath the open pit. The rock material in the deposit should be moderately
competent or fractured with some joint strength. Ore extraction creates a caved-in area on
the surface above the orebody.
In sublevel caving, the ore is divided into sublevels with comparatively close vertical
spacing, normally 8 m to 15 m, and developed with a regular network of drifts covering the
complete ore section. Production drifts (sublevels and crosscuts) are turned off from the
haulage drifts and driven across the orebody on about 10.3 m horizontal centres to form a
geometric pattern. Slot raises are driven from the ends of production drifts up to the next
sublevel drift above and expanded to the shape of the fan drilling. Jumbos are used for
longhole drilling at different sublevels.
Usually, production drilling and blasting are done separately in different sublevels. Blasting
commences at the hanging wall on the far end of the orebody and retreats towards the
footwall. Broken ore falls into drifts where it is loaded by LHDs to orepasses. Charging is
usually done by Ammonium Nitrate Fuel Oil (ANFO) because it is cheap.
Draw control is of importance in sublevel caving. As loading of broken ore proceeds, the
proportion of waste rock mixed with ore increases. Loading stops when a preset cut-off-
Ore Body

13
grade is reached and the next fan blasted. Dilution and ore losses range between 10 % to 38
% and 10 % to 20 % respectively (Gertsch and Bullock, 2003).
Fig. 3.3 Sublevel Caving (Source: Obuasi Mine Planning Standards, 2012)
3.3 Development Efficiency
Development efficiency (𝐸𝑑) is defined as the amount of secondary development openings
(measured in cubic meters) needed to mine 1000 tonnes of ore (Suglo, 2012).
Ed =Amount of secondary development (m3)
1000 tonnes of ore mined (3.1)
3.4 Secondary Development Practices
Development is the process whereby a series of vertical and lateral excavations is
undertaken in the ground with the view of gaining access to the ore body for eventual
excavation (Buaba, 2012). Development may be primary or secondary openings. Secondary
development may include all the development openings that are not in ore but necessary for
stoping; they exclude permanent openings that may be considered as primary openings such
as shafts, adits, ramps, main levels and ore passes.
Secondary development openings can be driven within the deposit, as is the practice in flat-
lying coal seam or outside the deposit, as practised in metal mines (Hartman et al, 1996).

14
They include lateral openings such as:
Sub drives
Crosscuts
Reef drives
The vertical developments are mainly raises such as:
Slot raises
Ventilations raises
Bored raises
Alimak raises
3.4.1 Lateral Development Practices
Drilling is the process of making hole in the ground formation in order to fragment the rock
by charging and blasting. Drilling equipment selection depends on:
Cross-section area or size of the drive or crosscut.
Length of the drive or crosscut.
Cost of labour
Value of time to be saved by early completion.
Apart from determining the required number of holes that may be drilled at the face, it is
important that for maximum effect the holes should be properly located and directioned, and
at the same time drilled to the correct depth so that the required advance can be achieved
after each blast. It should be noted that the deeper the round drilled, the greater the advance
that can be achieved.
The main difference between drift blasting and bench blasting is that drift blasting is done
towards one free face whereas bench blasting is done towards two or more free faces. The
rock is therefore more constricted in the case of drift blasting and thus requires a second
free face to be created by the cut holes in the tunnel face. The cut can either be a V-cut or

15
wedge cut, a fan cut, a drag cut, a parallel hole cut or some other system of opening up the
face. When the cut has been created, the other holes can then break into the cut, which can
be compared to bench blasting, but will require a higher specific charge. (Buaba, 2012.)
Fig. 3.4 A Tunnel Face showing various Drill Holes (Source: Karanam and Misra,
1998)
Jumbos are normally used for mechanised drifting but AGA mostly employs jackhammer
rock drill machine; which is a pneumatic operated machine used to drill holes either
horizontally or vertically.
Types of jackhammer machine include:
Jackleg: drilling horizontal and inclined holes
Stoper: vertical and nearly vertical holes
Advantages of jackhammer
It is very economical (cost and maintenance).
Can be used in small drives and crosscuts.

16
Disadvantages of jackhammer
Generates enormous amount of noise.
Generates severe vibrations that propagate back into the operator’s body.
Very heavy to carry around.
Precise depth and angle cannot be achieved.
3.4.2 Vertical Development Practices
Raises make up the vertical development openings. The methods of raising include:
Manual methods and
Mechanical methods
The manual method involves carrying out the drilling operations manually using stoppers
and finally reamed out by drilling and blasting (stripping). Support and access to the face is
provided by timber stulls while compressed air and water are extended through pipes and
hoses to the face as it advances. Expanding the raise to the desired dimension may be under
taken by the “shrinkage” method, where about 70% of the blasted muck is left in place to
permit drilling and blasting to the level above. Raising cross-section is about 4 m2 with
advances of approximately 2.2 m/round.
Fig. 3.5 Face Mark of a Raise

17
The mechanical method of raising includes:
The Jora Lift
The Alimak Raise Climber
Longhole drilling
Boring methods.
Alimak Raise Climber
This is the most widely used method in the world today because of the following
advantages:
Flexibility
Safety
Economy
Speed and
Usability several times over.
Its main advantage is its high cost for the guide rails and pipes.
It consists of a raise climber with a working platform or stage that covers practically the
entire section of the raise. The platform is also equipped with a protective roof under which
the blaster stands during scaling and drilling operations.
Under the platform there is a cage for the transport of men, materials and equipment.
The climber is driven by a rack and pinion system along a special guide rail. The
rail system incorporates a tube system for the air and water supply to the drilling
equipment. The system also provides air ventilating the raise after blasting.
The lower limit of inclination depends on the angle of repose of the material. Only one point
of attack is required, i.e. the lower level; the upper level may be prepared for holing through.

18
The Alimak work cycle consists of the following unit operations:
Drilling;
Charging;
Blasting;
Ventilation, and
Scaling
Raise Boring (Rotary Drilling)
Raise boring machines mechanically excavate the rock as a substitute for the conventional
drill and blast methods. The method involves drilling a pilot hole, 229 mm – 254 mm in
diameter from one location to another opening, removing the pilot bit and installing a larger
reamer bit, or cutter head for larger diameter back-reaming to the location of the machine.
Processes may be in two different phase:
Drilling the pilot hole downwards from the upper location and then reaming
upwards towards the drilling machine, or
Drilling the pilot hole upward from a lower location and then ream downward
towards the drilling machine location.
The main features of the boring method are that the raise should have access at the top and
bottom of the drilling machine. The raise size is usually about 4 m2 (Buaba, 2012).
Advantages of Raise boring are:
Safety: - No men are exposed to possible rock falls.
Can be performed in heavily fractured ground.
Eliminate use of explosives and exposure to unexpected inrushes of gas and water.
Less development meterage.
Speed – Faster (only about ¼ or ½ times for conventional)
Physical characteristics – smooth, circular and undisturbed walls for stability.

19
3.5 Factors Influencing the Rate of Advance of Secondary Development
The factors that influence the result of blast rounds at the face are rock structure, rock
density, blast geometry and charge loading.
3.5.1 Rock Structure
The nature and extent of gross discontinuities such as bedding planes, faults, voids and
generally zones of weakness encountered in rock formation are described by rock structure.
In most underground mining, these discontinuities present a great deal of problems for
drilling and blasting operations and hence have significant effect on the resulting rate of
advance. It has been established that geological discontinuities in rock masses have the
following effects on blast result (Anon, 2014c):
The premature venting action of the compressed gases overshadows the influence of
the physic-mechanical properties on blasting.
There is an imbalance in the distribution of charges within the rock mass.
Rustan (1990) reports that, in planning a blast, the free face should be made parallel to a
marked vertical joint plane to take advantage of it. Larsen and Puguse (1974) also carried
out a test, which indicated poor breakage when rows of blastholes are oblique to the joint
direction and good breakage when they are parallel to the direction.
3.5.2 Rock Density
Rock density, defined as mass of rock per unit volume is widely used as a measure of the
difficulty to be expected in rock fragmentation. Denser rocks unlike less dense rocks require
explosives with higher pressure and higher powder factors leading to easier breakage, better
fragmentation and pull out.

20
Fig. 3.6 Penetration Rate versus Rock Strength (Source: Per-Anders et al, 1994)
3.5.3 Blast Geometry
This is the manner in which blastholes are arranged on a face for blasting operations to be
carried out. The blast geometry includes burden and spacing distances, hole depth, hole
diameter and hole inclination.
Burden
Burden is the shortest perpendicular distance between the centre line or centre of a charge
and the free face. It is generally considered as the most important and critical parameter in
the design of underground blasting rounds. When “smooth wall” blasting techniques are
employed underground, the accepted standard burden between breast holes and trim
(perimeter) holes is 1.25 times the spacing between trim holes (Anon, 2014c).
Spacing
Spacing (S) is the distance between blastholes in a row. When “smooth wall” blasting
techniques are employed underground, the accepted standard spacing between the trim
(perimeter) holes is 15-16 times the hole diameter and the charge in perimeter holed is 1/3

21
that of the regular blastholes (Anon, 2014c). The ratio of spacing to burden determines the
effectiveness of distribution of explosives in the rock mass, hence the result of blast.
Hole Depth
The hole depth can to some extent affect the choice of drilling equipment. In confined
spaces, only short drill steels can be used. In both horizontal and vertical blasthole drilling,
the depth of hole must be greater than the required advance. In the case of greater hole depth
(50-70 meters and upwards), down-the-hole (DTH) drilling is generally used instead of top
hammer drilling, since the DTH method gives more efficient energy transmission and
cutting at such depths. One of the most common causes of short advance is too small an
empty hole in relation to the hole depth. The advance per blast is therefore a function of the
hole depth.
3.5.4 Charge Loading
This is the process of putting explosives in the blasthole. In charging the cut, the holes
closest to the uncharged reamed holes must be charged carefully. Too low a charge
concentration in the hole may not break the rock, but will hit the rock against the opposite
wall of the large hole (free or cut) with such high velocity that the broken rock will be re-
compacted there and blown out through the free face. Full advanced is then not obtained.
Loading to zero does not improve fragmentation, heave of muckpile or enhance face
advance. A rule of thumb is to leave a collar 20 times the diameter of hole to be drilled
(Fosu, 2004).
Stemming
Stemming is the process of inserting inert material of dense consistency such drill cuttings;
sand; clay; or water in plastic bags, in the collar of the drill hole after charging. The function
of the stemming in blasting are:
To seal the hole temporarily in order to prevent venting of gases.
To increase blasting efficiency.
To reduced air shock waves or dampens any open flames.

22
To separate explosive charge in a borehole (decks).
Principally, the size of the stemming material should be as large as possible but less than
1/3 of the diameter of the hole to avoid pieces getting stuck in the hole when filling the
blasthole (Olofsson, 1990). The length of the stemming should be the same size as the
burden distance (Rustan, 1990).
Priming the Charge
Priming is of significant importance to blasting. A primer is generally an explosive that
accepts initiation from detonator or detonator cord, with the resulting detonation being
transmitted to an equal or less sensitive explosive. Its function therefore is to initiate a full
explosive reaction in the main explosive charge in the blasthole by providing the initial
detonating shock wave. The primer should therefore have a high velocity of detonation
(VOD) higher than that of the column charge being initiated.
The primer is usually located at the bottom of the blasthole because this region enhances
effective shattering and displacement of the rock to produce the desired breakage. Priming
may also be located at the collar region of the blasthole. In either case there are
disadvantages. Bottom priming scatters the broken rock over the floor of the working place
whilst collar priming has the disadvantage of promoting high muckpile directly against the
vertical face of the drive in underground mining operations. (Anon 2014d).
Blasting then is undertaken to obtain the designed advance. In drift blasting, the firing
pattern should allow for long enough time delay between the holes.
The Number of Holes per Round
The number of holes drilled in a round should be calculated in such a way that, it will meet
the designed advance on blasting. The number of holes is influenced by the location of the
cut on the drift face.

23
The number of drill hole required in a lateral heading is given by N= Area/5+16 for imperial
units. For example a 10ft (3m) ×15ft (3.5m) foot heading requires 46 holes. (Use N=2.2×
Area +16 for metric units). A few more holes are required if perimeter drilling is to be
employed. (Anon, 2014d)
Presence of Water in Blastholes
The presence of only small amount of water in holes where the explosive of choice is ANFO
can significantly reduce the performance of the ANFO. When an extremely wet conditions
are encountered and the use of pneumatically loaded ANFO is precluded, it is common for
underground operators to use cartridge emulsions, often involving the use of 800 mm long
× 32 mm diameter cartridge (Holmberg, 1984).
3.6 Stoping Efficiency
Stoping efficiency (𝐸𝑆), is the productivity of the mining system. It is defined as tonnes of
ore mined per employee-shift or as tonnes of ore mined per employee per shift. The
efficiency of any stoping operation is dependent on the number of employees and the
number and type of the shift system employed within the stope as much as on the tonnes of
ore obtained from the stope (Suglo, 2013). By definition, 𝐸𝑆 can be calculated as:
ES =Tonnes of ore mined
No. of employees × Shifts required (3.2)
Table 3.1 Productivity Ranges of some Mining Methods.
Mining System Method Productivity (Tons/employee-shift)
Room and Pillar 30 – 70
Sublevel Caving 20 – 50
Block Caving 15 – 50
Sublevel Stoping 15 – 50
Cut and Fill 10 – 40
Shrinkage Stoping 5 – 15
Square Set 1 – 5
(Source: Hartman et al, 1996)

24
3.7 Stope Operations
A stope is an underground excavation made by removing ore from the surrounding rock
(Hustruild and Bullock, 2001). Stoping is the method by which ore is extracted from any
stope. Though every mining method requires its own stoping procedures, the general
sequential stoping operations involve:
Support Drilling
Installation and Grouting
Production Drilling
Stoping and
Backfilling
The first three activities make up the stope preparation stage of the operations.
3.7.1 Support Drilling
Support is the application of reactive force to the surface of an excavation. Support for
underground openings is a necessary requirement for ensuring that the safety of personnel
and equipment can be maintained and for preserving the original opening shape in
conditions as close as possible to the design shape, to suit the engineering purposes of the
design.
Factors which influence the type of support to be used include:
State of stress of the ground
Purpose of excavation.
Proximity of other adjacent openings.
Size and shape of openings.
Strength of rock.
Ease of installation and skill required.
Cost and availability
Time factor before support becomes effective
Safety

25
Support can be classified as passive or active support.
Passive Support Techniques
Such techniques do not supply active thrust against excavation faces at the moment of
installation. Resistance which is given by passive supports is mobilised only after the rock
against which it is placed has been able to move sufficiently to compress or tension the
support, thus creating support resistance against the rock movement. The degree of passive
support is dependent upon the stiffness (strength) of the support and the degree of contact
between the support and the rock.
Timber Set
These are short logs of timber, which are arranged as props or pack mats to support roofs or
caves. This is a good example of passive support. They are cheap and easy to install and can
fit any configuration.
Active Support Techniques
Active support techniques are those which, immediately upon installation against a rock
face, exert restraint or loading forces against the rock. The amount of support is a function
of the support type and generally not of the degree of ground movement which occurs. The
most common form of active supports constitute rock bolt systems.
Rock Bolt
A single tensioned rockbolt usually consists of an anchorage, a steel shank, a face plate, a
tightening nut and sometimes a deformable plate. For short term applications, the bolt may
be left ungrouted, but for permanent or long term applications and use in corrosive
environments, rockbolts are usually fully grouted with cement or resin grout for improving
both pull-out strength and corrosion resistance.
They serve as primary support. Installed in a borehole they derive their reinforcement from
tension built up between the metal faceplate on the rock surface and an anchored metal shell

26
at the end of the rod. They are appropriate for moderately hard rocks. They are used as long
term supports in a number of rock conditions. The grouted rockbolts are effective in weak
grounds.
Wire Mesh
It provides an intermediate support to the rock surface. Rockbolt, split sets and welded mesh
are put in place in the roof and upper sidewalls of lateral development to prevent injury to
personnel and damage to equipment from small rock falls. The mesh is spread on the rock
surface and supported with split set and grouted rockbolt. It is used when there is the
potential for small block of rock to fall out in between the grid of normal reinforcement. It
is convenient for relatively weak zones.
The installation of wire mesh use materials like spanner for tightening nuts, moveable
platforms like normet, diamond chain link mesh of 30 m × 2.1 m, weld mesh with 65 mm
× 60 mm aperture, split set and rockbolt with face plate.
Split Set
They are used in the support of short term excavations like stopes. They derive their
stabilising action from the friction between the steel bars and the internal surface area of the
boreholes into which the sets are installed. They can be of use to a number of ground
conditions except weak grounds. Their easy susceptibility to corrosion make them
unsuitable for permanent supports (Brady and Brown, 2004).

27
Fig. 3.7 Types of Supports (Source: Hoek et al, 1995)
3.7.2 Installation and Grouting
Cablebolt Installation
A conventional cablebolt is a flexible tendon consisting of a number of steel wires, wound
into strands, which is grouted into a borehole to provide reinforcement and support for the
walls, roof and floor of stopes. In any stope operation, safety is of paramount importance,
hence cablebolts are used in stopes to:
Provide a safe working environment.
Increase rockmass stability.
Control dilution of waste rock from the stope boundaries.
Breather Tube Installation Method
In this method, the breather tube extends to the toe of the hole, while only a short length of
grout tube is used at the collar of the hole. A cablebolt hanger and borehole collar plug are
required.
Grout of 40 % water : 60 % cement ratio is optimum for this method. The grout is pumped
through the short grout tube into the borehole. The grout flows upwards against gravity in

28
the hole. Air and grout are expelled from the hole through the breather tube. Return of good
quality grout through the breather tube is essential to indicate that the borehole is full of
grout. A piston pipe or progressing cavity pump is used.
Problems encountered with this method include:
Leaking of blown out collar plugs caused by poorly plugged collars or undersized
breather tubes,
Grout much wetter than design consistency.
No grout flow from the breather tube due to loss of grout into a badly fractured
rockmass (Hutchinson and Diederichs, 1996).
Fig.3.8 Cablebolt Installation and Grouting (Source: Hoek et al, 1988)
3.7.3 Production Drilling
This involves the excavation of a slot raise and production rings within the ore by use of
longhole drilling machines. Factors to be considered in the design of production drilling
patterns, equipment and drilling location include (2014e):

29
Drillability of the ore; considering hardness, abrasiveness, fractures, vugs, and
specific gravity.
Expected fragmentation characteristics.
Type and accuracy required of the drilling machinery.
Orientation and spacing of the drill holes
Hole size and Hole Length
Slot Raising
Slot raise is a vertical or inclined ore section excavated to open up for further stoping. The
slot serves as a face free for the other holes to break into. Slot extension longholes are drilled
transversely to the slot raise. A slot or other space for rock expansion is necessary in
conventional stoping where vertical rings or rows of holes are blasted. The slot can be started
by conventional raising methods, raise boring, drop raising (pre-drilling and blasting a raise
from the top, using small diameter less than 200 mm for relief) or crater blasting (similar to
drop raising, but without relief holes). The slot usually extends from the extraction level to
the back of the stope. It is normally expanded to full stope width by longhole slashing and
should be 4 m to 5 m wide.
Production Holes
The drilling pattern for production holes can be ring or parallel holes. The pattern is matched
to the contours of the orebody. It can consist of holes drilled in part of, or a complete circle.
Parallel or fan-shaped patterns may be more feasible in narrow orebodies. On the basis of
safety, cost and flexibility, practice at present appears to favour ring drilling over benching
(Suglo, 2013).
Ring design can be up-holes or down holes. Proper ring drilling is essential to the success
of conventional stope production because of its effects on production blasting and loading
efficiency. Undercutting is carried out more than a few rings in advance of production
blasting, mainly to ensure undercut stability. Mobile fan drill jumbos are employed, capable
of drilling up-hole fans or rings to 25 m depths, at the proper inclination off the vertical
plane for safety and optimum blasting efficiency (Gertsch and Bullock, 1998).

30
Fig. 3.9 Spacing Construction for Ring Blast Design (Source: Anon, 2014b)
3.7.4 Stoping
Stoping starts with the blasting of the slot extension holes. At most about 2 or 3 rings are
loaded and blasted at least per shift since stope blasting involves the movement of tons of
material. Open stopes are developed into primary and secondary stopes. Primary stopes are
first mined before secondary stopes. Delay is also employed in blasting stopes. Holes that
are not yet charged are plugged with wooden plugs.
A remote controlled LHD is used to load material from the stope underneath the upper level
until all material has been mined out. Mined out primary stopes are backfilled with hydrafil
to the upper level to serve as support for secondary stopes to be mined.
Before filling, bulkheads are constructed on the lower level and the hydrafil pipes fill from
the upper level. The bulkheads fill the entire perimeter of the crosscut. Pipes are inserted in
the walls to drain off water into a sump. The bulkheads are made of cement blocks. The
filled stope serves as ground to mine the level above.

31
3.8 Shift System
Shift work is common in many sectors. Suitably arranged shift work is very essential for the
efficiency of a stope. According to the International Labour Organization, working in shifts
is "a method of organisation of working time in which workers succeed one another at the
workplace so that the establishment can operate longer than the hours of work of individual
workers" at different daily and night hours. The shift system can be generally classified into
a fixed shift system and a rotating one (Axelsson et al, 1998).
The rotating shift system includes:
Day and nights
Two crews alternate day and night shifts, weekly or fortnightly. Responding to changes in
demand is possible by increasing hours through overtime. Also, maintenance and
rectification work can take place between shifts.
Disadvantage
Employees spend half their working time on nights and the constant shift change
between days and nights can lead to stress and health problems.
Three shift discontinuous system
Under this system, three shift crews provide 24 hour cover for five days, normally Monday
to Friday, with the last shift finishing on Saturday morning. The most common starting times
are 6am to 2pm (morning shift), 2pm to 10pm (afternoon shift) and 10pm to 6am (night
shift). The simplest example of this shift has a three-week cycle. Where interruption of
processes is expensive, there is only one close-down and restart per week. Weekend periods
can be used for maintenance and cleaning but stopping and starting over the weekend may
cause a substantial time loss in comparison with continuous systems (Mitchell et al, 2000).

32
CHAPTER 4
FIELDWORK AND RESULTS
4.1 Introduction
This section discusses the data collected as a result of actual field activities from the mine
for appropriate analyses to be evaluated.
4.2 Description and results of data collected
The following are the descriptions of the data collection as well as the results of the data
collected on the mine.
4.2.1 Development Advancement
Records of the daily development advancement -both lateral and vertical- of the month were
obtained from the Survey Department of BSVS Mine. The measurements were taken by
means of survey profiling with a total station which takes two angle readings from back-
sight and fore-sight and recorded by turning the machine face left and face right respectively
with survey pegs and prism targets as reference points. Coordinate points within the side
walls, the roof, and the floor to the development end were picked, recorded and computed
by the total station for distance advancement.
4.2.2 Stope Tonnages
The monthly tonnages data was also obtained from the survey department. The amount of
tonnages mined out from a particular stope was calculated by use of a machine called the
Cavity Monitoring System (CMS). The CMS consists of electric cord, head, remote and
theodolite; all mounted on a boom. The boom was carefully pushed into the stope and the
laser from the head surveyed and picked various coordinates from the cavity to calculate the
volume and subsequent tonnage mined out. The tonnage factor for Obuasi rocks is 1.049
t/m3.

33
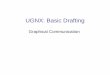
Fig. 4.1 Development Advance for 2013
Fig. 4.2 Production Tonnages for 2013
0
50
100
150
200
250
300
Advan
cem
ent
(m)
FORECAST ACHIEVED AVERAGE ACHIEVED AVERAGE FORECAST
0
5,000
10,000
15,000
20,000
25,000
Pro
du
ctio
n T
on
nag
es (
t)
FORECAST ACHIEVED
AVERAGE FORECAST AVERAGE ACHIEVED

34
Figs. 4.1, 4.2, 4.3, 4.4 and 4.5 are the graphical representations of the Tables A1, A2, and
B2 in appendices A and B respectively.
From Fig. 4.1, the mean achieved development advance for 2013 surpassed the mean
forecast by 23.56 %. The biggest variance is seen in September where achieved surpassed
forecast by 74.8 % with March obtaining the least achieved with a variance of -13.2 %.
Only 89 % of the average forecast tonnages could be achieved as seen from Fig. 4.2. The
least achieved is found in July in which 67 % of the forecast tonnages could be achieved
while January had the biggest achieved tonnage of 10.2 % increment over forecast. This
implies that stoping operations in July were relatively not efficient.
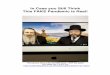
Fig. 4.3 Development Efficiency Trend for 2013
It is seen from Fig. 4.3 that the development efficiency (Ed) gradually increased from
January to December. The Ed for the first five months were lower than the mean Ed of 224.23
m3/t for the year. This implies that less amount of development operations were undertaken
to mine a required tonnage in the first five months which is a desired characteristic of Ed
50
100
150
200
250
300
350
Dev
elopm
ent
Eff
icie
ncy
(m
3/t
)
Development Efficiency Average Development Efficiency

35
whereas more secondary development works were done in the second half of the year to
mine a required tonnage of ore which is relatively uncharacteristic of a good Ed.
Fig. 4.4 Stoping Efficiency Trend against Standardised Values
Also, it can be realized from Fig. 4.4 that the stoping efficiency (ES) fluctuates around the
mean ES of 32.74 t/employee-shift for the year as the months progressed. All the ES values
for 2013 are well within Hartman’s maximum and minimum productivity ranges for
sublevel stoping; the method practised in the block. The highest ES was recorded in April
with July obtaining the lowest.
It is claimed that ES is efficient when it is maximum, hence from the analysis, it can be seen
that the stoping operations in April were most efficient with July being the least desirable.
10
20
30
40
50
60
Es(
t/em
plo
yee
-shif
t)
Stoping Efficiency Average Stoping Efficiency
Maximum Stoping Efficiency Minimum Stoping Efficiency

36
Fig. 4.5 Relationship between Development Efficiency and Stoping Efficiency
The relationship between Ed and ES is inversely proportional. This can be deduced from Fig.
4.5 because as Ed decreases, ES increases. Hence the criteria for selecting a suitable mining
system should be one with a minimum Ed and a maximum ES among others.
y = -10.387x + 564.35
R² = 0.6824
0
50
100
150
200
250
300
350
24 26 28 30 32 34 36 38 40
Dev
elopm
ent
Eff
icie
ncy
(m
3/t
)
Stoping Efficiency (t/employee-shift)

37
CHAPTER 5
CONCLUSIONS AND RECOMMENDATIONS
5.1 Conclusions
The factors influencing the rate of advance of secondary development include:
rock structure, rock density, blast geometry and charge loading.
The average production tonnes for 2013 was 15,926 t/month which is 89 % of the
forecast production tonnages.
The average development efficiency was 224.23; implying for every ten metre
advance, a tonne of ore is obtained.
The ES ranged between 24.56 t/employee-shift to 38.99 t/employee-shift which is
within the theoretical productivity range of 15 t/employee-shift to 50 t/employee-
shift for sublevel stoping and sublevel caving as noted in Table 3.1 (Hartman et al,
1996).
Ed is inversely proportional to ES because advancing a relatively shorter distance to
mine a required tonne of ore is more efficient than advancing a longer distance to
mine the same required tonne of ore.
5.2 Recommendations
There must be close supervision at the working faces to ensure that the machine
operators drill to the designed depths of holes and installation and grouting too are
properly done.
Mechanised operations such as the use of jumbos should be employed as the use of
jackhammers relatively reduce the rate of advance of secondary development works.
Standard development and stoping efficiency values should be generated through
extensive fieldwork against which field values can be assessed.
Development and stope preparations in the various stopes to be mined should be
done in advance to allow for concurrent stoping in these stopes within the block and
not just the mining of averagely one stope per month. This will help increase the
tonnages obtained per month.

38
REFERENCES
Affam, M. (2012), ‘‘Rock Mechanics’’, Unpublished BSc. Lecture Notes, University of
Mines and Technology, Tarkwa, pp. 116 - 127.
Agbeno, S.K. (2012), “Ground Fragmentation”, Unpublished BSc. Lecture Notes,
University of Mines and Technology, Tarkwa, pp. 19 - 21.
Anon. (2014a), www.google.com/map/ghana/obuasi. Accessed: February 24, 2014.
Anon. (2014b), “Sublevel Caving Technique”, www.miningandblasting.wordpress.com.,
Accessed: February 11, 2014.
Anon. (2014c), “Blast Fragmentation Appraisal – Means to Improve Cost-Effectiveness in
Mines”, www.miningandblasting.wordpress.com. Accessed February 24, 2014.
Anon. (2014d), “Blast Design for Drifting and Tunnelling with Wedge and Burn Cut”,
www.mining-technology.com. Accessed: February 24, 2014.
Anon. (2014e), “A Study of the Stoping Efficiency and Ore Transportation of the Arizona
Company at Morenci, Arizona”, www.hdl.handle.net/10355/36799. Accessed: February 24,
2014.
Axelsson, J., Kecklund, G., Akerstedt, T., Lowden, A. (1998), “Effects of Alternating 8-
and 12- Hour Shifts on Sleep, Sleepiness, Physical Effort and Performance”, Scandinavian
Journal of Work Environment Health, 24 Supp., 62 pp.
Brady, B.H.G. and Brown, E.T. (1993), Rock Mechanics for Underground Mining, 2nd
Edition, Chapman and Hall. ISBN 0412475502.
Buaba, E.M. (2012), ‘‘Underground Mine Development’’, Unpublished BSc. Lecture Notes,
University of Mines and Technology, Tarkwa, 66 pp.

39
Fosu, J. (2004), “Analysis of Face Management at an Underground Development End- A
Case Study”, Unpublished BSc. Project Report, University of Mines and Technology,
Tarkwa, pp. 13 - 15.
Gertsch, E.R, Bullock, R.L., (1998), Techniques in Underground Mining, SME Inc.
Connecticut, 823 pp.
Hartman, H.L. and Mutmansky, J.M. (2002), Introductory Mining Engineering, John Wiley
and Sons Inc., New Jersey, 2nd Edition, pp. 276 - 419.
Hoek, E. and Bown, E.T. (1998), “Rock Engineering for Underground Excavations”, Pro.
15th Canadian Rock Mech. Symposium, Toronto: Department of Civil Engineering,
University of Toronto, pp. 31 - 35.
Hutchinson, D.J. and Diederichs, M.S. (1996), Cablebolting in Underground Mines, Bi
Tech Publishers Ltd, British Columbia, 1st Edition, pp. 140 - 159.
Hustrulid, W.A., Bullock, R.L. (2001), Underground Mining Methods: Engineering
Fundamentals and International Case Studies, SME Inc., Connecticut, 718 pp.
Karanam, U.M.R., Misra, B. (1998), Principles of Rock Drilling, Rotterdam, Balkema, pp.
182 – 183.
Kesse, G.O. (1985), The Mineral and Rock Resources of Ghana, A.A. Balkema Publishers,
Rotterdam, 610 pp.
Mitchel, D., Rebecca, J., Ann, M. (2000), “Evaluation of an 8 Hour vs. a 12 Hour Shift
Roster on Employees at a Power Station”, Applied Ergonomics, pp. 83 - 85.
Obuasi Mine Planning Standards’ (2012), Published Report, AGA, Obuasi, Ghana, 48 pp.
Oloffson, S.O. (1990), Applied Explosives Technology for Construction and Mining, 2nd
Edition, Applex, Sweden, pp. 130 - 170

40
Per-Anders, P., Holmberg, R., Lee, J. (1994), Rock Blasting and Explosives Engineering,
CRC Press, Inc. U.S.A., pp. 74 – 104.
Rustan, A. (1990), Rock Blasting Terms and Symbols, pp. 10 – 20.
Suglo, R.S. (2013), “Mine Planning and Design”, Unpublished BSc. Lecture Notes,
University of Mines and Technology, Tarkwa, Lect. 2 pp. 4 - 6.
Suglo, R.S. (2013), “Underground Mining Systems”, Unpublished BSc. Lecture Notes,
University of Mines and Technology, Tarkwa, Lect. 6 pp. 1 - 6.

41
APPENDICES
APPENDIX A
Table A1 Development Advance Summary for 2013
MONTH FORECAST (m) ACHIEVED (m) VARIANCE (%)
January 177 174.60 -1.36
February 221 215.40 -2.53
March 252 218.80 -13.17
April 216 243.70 12.82
May 223 221.70 -0.58
June 225 254.10 12.93
July 184 234.60 27.50
August 176 244.30 38.81
September 147 257.00 74.83
October 165 272.10 64.91
November 178 280.50 57.58
December 236 262.00 11.02
AVERAGE 200 239.90 23.56

42
Table A2 Production Summary for 2013
MONTH FORECAST (t) ACHIEVED (t) VARIANCE (%)
January 17,070 18,812 10.21
February 18,233 15,737 -13.69
March 17,826 14,974 -16.00
April 18,706 18,715 0.05
May 18,526 16,315 -11.94
June 18,059 15,333 -15.09
July 18,228 12,182 -33.17
August 18,471 16,451 -10.94
September 18,361 15,251 -16.94
October 18,698 16,097 -13.91
November 12,876 13,472 4.63
December 20,053 17,778 -11.34
AVERAGE 17,926 15,926 -10.68

43
APPENDIX B
DETERMINATION OF DEVELOPMENT EFFICIENCY AND STOPING EFFICIENCY
Table B1 Standard parameters employed at the BSVS Mine
Parameter Value
Excavation Dimension (m × m)
Lateral Development 4 × 4
Vertical Development 2.4 × 2.4
Number of Shifts 2
Average Number of Employees per Stope 8
Using the month of January as an example for calculating both the Ed and ES given the
standard design parameters in table 4.1 in appendix 1;
Ed =Amount of secondary development (m3)
1000 tonnes of ore mined (A1)
Total Lateral Development = 142 m
Total Vertical Development = 33 m
Total Tonnage for January = 18,812 t
𝐸𝑑 =(141.6 ×4 ×4) +(33×2.4 ×2.4)
(18,812
1000)
Ed = 130.54 m3/t
For the stoping efficiency for January;
ES =Tonnes of ore mined
No. of employees × Shifts required (A2)
ES = 18,812
8 × 2 × 31

44
ES = 37.93 t/employee-shift
Hence Ed and ES for January are 130.54 m3/t and 37.93 t/employee-shift as found in table
4.4
Table B2 Development Efficiency and Stoping Efficiency
MONTH
DEVELOPMENT ADVANCE
(m)
ACHIEVED
TONNAGES
(t)
DEVELOPMEN
T EFFICIENCY
(m3/t)
STOPING
EFFICIENCY
(t/employee-
shift)
LATERAL VERTICAL
January 141.6 33 18,812 130.54 37.93
February 175.4 40 15,737 192.98 35.13
March 178.8 40 14,974 206.44 30.19
April 203.7 40 18,715 186.47 38.99
May 181.7 40 16,315 192.31 32.89
June 214.1 40 15,333 238.44 31.94
July 214.6 20 12,182 291.32 24.56
August 225.3 19 16,451 225.78 33.17
September 223.0 34 15,251 246.80 31.77
October 239.1 33 16,097 249.47 32.45
November 265.5 15 13,472 321.73 28.07
December 213.0 49 17,778 207.57 35.84