Embed Size (px)
Citation preview

Steel Coating Systems
By: Ivan Silbernagel, P.E.
Structure Coatings Engineer
ODOT Construction Section

Coating Options
1. Hot-Dip Galvanizing (spec 2530)
2. Liquid Coatings (spec 594)
3. Powder Coatings (spec 593)
4. Duplex Systems (spec 593 & 594)
5. Thermal Spray Coatings (AWS)

1. Hot-Dipped Galvanizing Valmont Coatings Pacific States Galvanizing

HDG Surface Prep Steps
1. Degreasing - Removes dirt, oils, organic residue
2. Sulfuric Acid Pickling - Removes mill scale and oxides
3. Fluxing - Mild cleaning, provides protective layer

Sulfuric Acid Pickling

Galvanizing Process
Immersed in a bath of molten zinc (≈ 830 0F)
> 98% pure zinc, minor elements added for coating properties (Al, Bi, Ni)
Removed after reaching bath temperature (approx 5 to 7 minutes)
Zinc reacts with iron in the steel to form galvanized coating
Creates 4 layers (3 zinc alloys w/ zinc topcoat)

Galvanizing (Hot-Dipped)44' x 5'3" x 8'9" deep


Material Handling (racks or hooks)

Vent and Drainage


Oversize dipping

Material thickness
Different thickness– Reach bath temperature at different times– Cools at different rate– Maintaining original shape

Estimated Service Life of HDG

ASTM Standards for Galvanizing
Galvanized ProductsASTM A 123 – general
ASTM A 153 – small parts (fasteners)
ASTM A 767 – rebar
Supporting SpecificationsASTM A 143 – embrittlement
ASTM A 384 – distortion
ASTM A 385 – high-quality coatings
ASTM A 780 – repair
ASTM D 6386 – surface prep for painting over

Hot-Dip Galvanizing
AdvantagesAdvantages
Best protectionBest protection
Metallurgical bondMetallurgical bond
Quality controlQuality control
DurableDurable
Interior (pipe/tubes)Interior (pipe/tubes)
DisadvantagesDisadvantages
Venting/drainageVenting/drainage
Size limitsSize limits
CrevicesCrevices
DeformationDeformation
Reduced slip coef.Reduced slip coef.
Field weldsField welds

2. Liquid Coatings
Standard Specification 594 covers– shop and field applications
1. "new steel"
2. "existing steel" (maintenance)
3. "rehabilitating coated steel"
4. "non-steel metallic" (galvanized, aluminum)

New Steel
Spec 594– Near white blast– Shop application– 3 coat system from QPL
"Shop Coating" - primer is inorganic
or "Shop & Maintenance Coating" - organic primer
– No separate measurement or pay
Designer must specify what to paint– General note and/or modify 594.00 Scope

Existing Steel
Spec 594– Near white blast– Mostly field applications– 3 coat system from QPL
"Shop & Maintenance Coating"
Designer must address– What to and not to paint (inaccessible areas?)– Do you want a warranty?

Rehabilitating Steel (Removal or installation of components)
Spec 594– Commercial Grade Power Tool Cleaning– Field applications– 3 coat system from QPL
"Rehab Coating" - surface tolerant zinc primer
Designer must specify– What to and not to paint

Non-Steel Metallic
1. Hot-dipped galvanizing– surface prep per ASTM D6386
2. Aluminum– light brush blast or hand sand
Shop or field application
2 coat system from QPL"Non-Ferrous Coating" - no zinc primer

Liquid Coatings
Specification 594 does not cover: – 1 and 2 coat systems– overcoat systems– special uses (i.e. submerged, cables, anti-skid,
etc.)– special colors (Federal Color Standard 595B)– non-visible contaminates (salts)


Liquid Coatings
AdvantagesAdvantages
Any size/shapeAny size/shape
Shop or fieldShop or field
Repairs matchRepairs match
Lower initial costLower initial cost
DisadvantagesDisadvantages
VOC'sVOC's
Quality controlQuality control– contaminationcontamination– film thicknessfilm thickness– curecure
Shorter lifeShorter life

3. Powder Coatings3. Powder Coatings
Specification 593 covers applications on new and existing structures
used for small to medium sized parts (railing, sign structures, light poles, etc.)
PTI size limited to 52' x 14' x 12' high

Powder CoatingsPowder Coatings
spec 593 requires a 2 coat system
– Primerzinc rich epoxy primer for steel
epoxy primer for non-steel metallic
– Topcoatpolyester meeting AAMA Spec 2605

Surface Prep Steps
Steel surfaces– "Near White" abrasive blast– Phosphate treat immediately and dry with heat
Galvanized surfaces– ASTM D6386
Other non-steel metallic surfaces– Light abrasive blast or hand sand

Blasted sign structure

Phosphate treatment

Powder Coating Application
Preheat surface
Apply primer (within 4 hrs of cleaning)
Heat to partially cure primer
Apply topcoat
Heat to finish cure

Application of Zinc Rich Primer

Powder Coatings
AdvantagesAdvantages
No VOC'sNo VOC's
Quality ControlQuality Control
AdhesionAdhesion
No dry sprayNo dry spray
Transport Transport DamageDamage
DisadvantagesDisadvantages
Size limitsSize limits
Doesn't fill crevicesDoesn't fill crevices
CastingsCastings
Field repairsField repairs


4. Duplex Systems
Additional Coating over HDG
Addressed in spec 593 and 594
1. ASTM D 6386 - Standard Practice for Preparation of Zinc (Hot-Dip) Galvanized Coated Iron & Steel Product & Hardware Surfaces for Painting
2. Galvanizer & Painter must communicate

Duplex System vs HDG
AdvantagesAdvantages
Service lifeService life
Color choiceColor choice
Smooth finishSmooth finish
DisadvantagesDisadvantages
Higher initial costHigher initial cost
Quality control?Quality control?


5. Thermal Spray Coating
No ODOT Standard Spec
Can be done in shop or field
Surface cleanliness critical
Seal with a topcoat for better performance
AWS C2.18 - Protecting Steel with Thermal Sprayed Coatings
AWS C2.25 - Thermal Spray Feedstock

System Costs ($/SF)*System Costs ($/SF)*
HDGHDG LiquidLiquid
(new)(new)
LiquidLiquid
(maint.)(maint.)
PowderPowder DuplexDuplex
7-15**7-15** 5-105-10 20-35***20-35*** 5-105-10 +3-5+3-5
** ApproximateApproximate cost, includes prep and application. cost, includes prep and application. Size, shape, and quantity affect costs.Size, shape, and quantity affect costs.
**** May require more SF than other systems. Use May require more SF than other systems. Use 0.45 to 0.60 $/lb. for estimating cost0.45 to 0.60 $/lb. for estimating cost
***Includes full removal and recoating. 60 to 80% ***Includes full removal and recoating. 60 to 80% of cost is for containment and surface prep. of cost is for containment and surface prep.

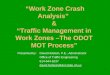
System Service Life (yrs)*System Service Life (yrs)*
CoatingCoating
EnvironEnviron
HDGHDG LiquidLiquid
(new)(new)
LiquidLiquid
(maint)(maint)
PowderPowder DuplexDuplex
MarineMarine 25-4025-40 15-2515-25 10-2010-20 15-2515-25 40-6040-60
W. Ore.W. Ore.(wet)(wet)
30-5030-50 25-3525-35 20-3020-30 25-3525-35 50-7050-70
E. Ore.E. Ore.(dry)(dry)
75+75+ 35+35+ 30+30+ 35+35+ 50-10050-100
**ApproximateApproximate time until corrosion at defects affect time until corrosion at defects affect structural integrity. Aesthetics may reduce life.structural integrity. Aesthetics may reduce life.