Embed Size (px)
Citation preview

USE OF QUALITY TOOLS & STATISTICS IN INVESTIGATIONPrepared by: Neeraj Shrivastava, Quality Assurance

Today we’ll discuss : What is an Investigation The purpose Investigative Tools
Classification Start up Data Gathering Data Stratification Data Trending Experimentation
Q & A
Quality Assurance SLIDE NO.: 2 OF 51

What is an Investigation?1. The act or process of investigating.2. A careful search or examination in order to
discover facts.3. A detailed inquiry or systematic
examination.
SLIDE NO.: 3 OF 51 Quality Assurance

Why Investigate:……………The Purpose1. To find out the Root Cause –
o Market complainto Out of Specification resulto Deviationo Out of Trend drifto Machine breakdown
2. To enhance understanding –o Producto Processo System
SLIDE NO.: 4 OF 51
The reactive approach
The proactive approach
Quality Assurance

Why Investigate:……………The Purpose
SLIDE NO.: 5 OF 51
Investigation
CAPA
Process Improvem
ent
Problem identification
Investigation
Finding Root Cause
Recommendation(s)
Corrective & Preventive measures
Improvement
Quality Assurance

Why Investigate:……………The Purpose
SLIDE NO.: 6 OF 51
Root Cause
Causes
Probable Causes
Quality Assurance

Investigative Tools:
SLIDE NO.: 7 OF 51
Tools
Experience /
InstitutionData based
Quality tools
Statistical tools
Quality Assurance

Experience or Institution based approach Traditionally used, as it requires. No factual analysis or observations. Biased.
Symptom Remedy
Investigative Tools:
SLIDE NO.: 8 OF 51 Quality Assurance

Data based approach Scientific. Methodical. Unbiased.
Symptom Root cause Remedy
Investigative Tools:
SLIDE NO.: 9 OF 51 Quality Assurance

Investigative Tools:
SLIDE NO.: 10 OF 51
USE CORRECT TOOL FOR CORRECT WORK
Quality Assurance

Investigative Tools:………….Start up
SLIDE NO.: 11 OF 51
Flowcharts are tools that make a process visible.
Flowcharts
Quality Assurance

FLOWCHARTS Illustrate a process at a glance. Keep it as simple as possible. Rectangles represent processing steps. Arrows represent the flow of control. Circles represent start or end of process. Diamonds represent evaluations or decisions.
SLIDE NO.: 12 OF 51
Investigative Tools:………….Start up
Quality Assurance

FLOWCHART OF MANUFACTURING OF A PARENTERAL PRODUCT (LYOPHILIZED)
SLIDE NO.: 13 OF 51
Investigative Tools:………….Start up
Batch Initiatio
nDispensing
Bulk solution
preparation
Pre-filtration
Sterile filtrationFillingHalf
stopperingLyophilizati
on
Full stoppering Sealing Inspection Packaging
Ready for
shipment
Q.C. analy
sis
Q.C. analy
sisPass
Fail
Pass
Fail
Quality Assurance

Investigative Tools:………….Data gathering
SLIDE NO.: 14 OF 51
Brainstorming is a simple but effective technique for generating many ideas of a group of people within a short span of time for finding probable causes of a problem or its solutions.
Quality Assurance

BRAINSTORMING Objective is to generate more & more ideas. Involve associated people. Focus on quantities not qualities. Record wild ideas too, avoid evaluation. Motivate to participate. Be aware of Halo effect.
SLIDE NO.: 15 OF 51
Investigative Tools:………….Data gathering
Quality Assurance

BRAINSTORMING (Mind Mapping Technique)
SLIDE NO.: 16 OF 51
Broken tablets in packed bottles
Broken during compression
Broken during coating
Broken during filling
Broken during Shipment
Broken during Warehousing
High HardnessLow
Hardness
High falling
Broken during handling
Improper inspectionHigh hopper
vibration
Excessive rolling
Over dried
Low LOD
Fall of bottles
Broken during repackingExcessive
rattlingLow RH exposure
Incorrect complaint
High speed line
Investigative Tools:………….Data gathering
Quality Assurance

SLIDE NO.: 17 OF 51
Investigative Tools:…………Data stratification
The Cause & Effect Diagram
Quality Assurance

THE CAUSE AND EFFECT DIAGRAM (ISHIKAWA) Simple but useful tool for systematic grouping of
causes of a problem (Effect). The head of the Fish represents the problem or
failure statement. The primary bones are the major FACTORS. The secondary bones are the PROBABLE CAUSES. The typical categorization used in manufacturing
are: 6 Ms. Categorization can done in any form considering
the problem.SLIDE NO.: 18
OF 51
Investigative Tools:…………Data stratification
Quality Assurance

THE C & E DIAGRAM FOR BROKEN TABLETS IN BOTTLES
SLIDE NO.: 19 OF 51
Investigative Tools:…………Data stratification
Quality Assurance

SLIDE NO.: 20 OF 51
Investigative Tools:…………Data Trending
Boxplot
Boxplots summarize information about the shape, spread, and center of your data set. They can also help you spot outliers.
Quality Assurance

SLIDE NO.: 21 OF 51
Investigative Tools:…………Data TrendingBOXPLOT (BOX-AND-WHISKER PLOT) The bottom / left edge of the box represents
FIRST QUARTILE (Q1). The top / right edge represents THIRD
QUARTILE (Q3). The horizontal / vertical line drawn through the
box represents the MEDIAN (Q2) of the data set. The lines extending from the box are called
WHISKERS, extended to lowest and highest values in data set (excluding outliers).
OUTLIERS, are represented by asterisks (*).
Quality Assurance

SLIDE NO.: 21 OF 51
Investigative Tools:…………Data TrendingPLOTTING BOX-AND-WHISKER ON FOLLOWING DATA SET:
10.2, 14.1, 14.4, 14.4, 14.4, 14.5, 14.5, 14.6, 14.7, 14.7, 14.7, 14.9, 15.1, 15.9, 16.4
1. Data set contains 15 data. 2. Median (Q2) = (15+1)/2 = 8th data in set is 14.6.3. 1st Quartile (Q1) = 4th data in set is 14.4.4. 3rd Quartile (Q3) = 12th data in set is 14.9.5. Interquartile Range (IQR) = 14.9 – 14.4 = 0.5.6. Acceptable Range is Q1- (1.5 × IQR) to Q3 + (1.5 × IQR) = 13.65
to 15.65.7. Outlier values are 10.2, 15.9 and 16.4.8. Lower Whisker = Lowest value (14.1) and Upper Whisker =
Highest value (15.1) excluding outliers.
Quality Assurance

SLIDE NO.: 22 OF 51
Investigative Tools:…………Data TrendingPLOTTING BOX-AND-WHISKER ON FOLLOWING DATA SET:
10.0
11.0
12.0
13.0
14.0
15.0
16.0
17.0
10.2
15.9
16.4
14.6
14.4
14.9
14.1
15.1
Median (Q2) = 14.6 1st Quartile (Q1) = 14.4 3rd Quartile = 14.9
Lower Whisker = 14.1 Upper Whisker = 15.1 Outliers = 10.2, 15.9 and 16.4
Quality Assurance

SLIDE NO.: 23 OF 51
Investigative Tools:…………Data TrendingBUT NOT ALWAYS SIMILAR....
BOX
WHISKERQuality Assurance

SLIDE NO.: 24 OF 51
Investigative Tools:…………Data Trending
A Pareto chart ranks your data from the largest to the smallest contributor, which can help you to prioritize the problems.
Quality Assurance
Pareto Analysis

SLIDE NO.: 25 OF 51
Investigative Tools:…………Data TrendingPARETO ANALYSIS : Tabulate complaints and their frequencies in percentage. Arrange the rows in descending order of percentage. Add a cumulative percentage column to the table. Plot a bar graph with complaints on “X” axis and percent
frequency on “Y” axis (descending order). Plot the cumulative percentage on “Y” axis (on same graph). Join the above cumulative points to form a curve. Draw line at 80% on “Y” axis parallel to “X” axis. Then drop
the line at the point of intersection with the curve on X” axis.
This point on the “X” axis separates the “Vital” contributors (on the left) and “Trivial” contributors (on the right).
Quality Assurance

SLIDE NO.: 26 OF 51
Investigative Tools:…………Data TrendingPARETO ANALYSIS OF MARKET COMPLAINT:
Quality Assurance
ComplaintsNo. of
Complaint in absolute
term
No. of Complaint in
% termOrder No.
Absence of product in primary pack 5 7.2 6
Deformed pack 12 17.4 3Missing units 17 24.6 1Loss of integrity 8 11.6 4Inefficacy 3 4.3 7Extraneous Matters 14 20.3 2Mixup 2 2.9 8Short Supply 7 10.1 5Counterfeit 1 1.4 9

SLIDE NO.: 27 OF 51
Investigative Tools:…………Data TrendingPARETO ANALYSIS OF MARKET COMPLAINT:
Quality Assurance
ComplaintsNo. of
Complaint in absolute
term
No. of Complaint in
% termCumulative
%
Missing units 17 24.6 24.6Extraneous Matters 14 20.3 44.9Deformed pack 12 17.4 62.3Loss of integrity 8 11.6 73.9Short Supply 7 10.1 84.0Absence of product in primary pack 5 7.2 91.3
Inefficacy 3 4.3 95.6Mixup 2 2.9 98.5Counterfeit 1 1.4 100.0

SLIDE NO.: 28 OF 51
Investigative Tools:…………Data TrendingPLOTTING OF PARETO CHART:
Quality Assurance
Missing units
Ex-traneous Matters
Deformed pack
Loss of integrity
Short Supply
Absence of product in primary
pack
Inefficacy Mixup Coun-terfeit
0
10
20
30
40
50
60
70
0
10
20
30
40
50
60
70
80
90
100
Category of Complaint
No.
of C
ompl
aint
in %
Cum
ulat
ive
%
Vital Contributors
Trivial Contributors

SLIDE NO.: 29 OF 51
Investigative Tools:…………Experimentation
This tool provide a fundamental strategy for making decisions based on some assumptions or guesses about the populations involved.Quality Assurance

Investigative Tools:…………Experimentation
SLIDE NO.: 30 OF 51
HYPOTHESIS TESTING:Hardness Testers: “Hard Tab – XP” vs “Soft Tab – Vista”Testing Parameter: Tablet HardnessTest Objective: Whether there is any significant difference between two set of measurements?Basis Data: Mean of Hardness results from Tester A = μ0
Mean of Hardness results from Tester B = μHypothetical Statements: 1. There is no significant hardness difference between
results from Tester A and Tester B.2. There is a significant difference between two results.
Quality Assurance

Investigative Tools:…………Experimentation
SLIDE NO.: 31 OF 51
HYPOTHESIS TESTING:NULL HYPOTHESIS ALTERNATE HYPOTHESISH0 : μ = μ0 H1 : μ ≠ μ0
THE OBJECTIVEIs there are enough evidence that the Null Hypothsis can be rejected?If not, then Null Hypothesis is true.
Quality Assurance

SLIDE NO.: 32 OF 51
Investigative Tools:………… Experimentation
Quality Assurance
I AM INNOCENT
HE IS GUILTY MYLORD !!
THEN PROVE HE
IS NOT INNOCENT
TRIAL COURT

Investigative Tools:…………Experimentation
SLIDE NO.: 33 OF 51
HYPOTHESIS TESTING:Suppose few samples from a batch of “Fortune Tablets 500 mg” were tested on automated hardness tester “Hard Tab – XP” shows mean hardness of 30 Kp (μ0).20 (n) tablets from same batch were again tested on another hardness tester “Soft Tab – Vista”. The results are:Observed Mean ( ) = 28 Standard Deviation(s) =
11.5The expression is
T = - 0.78
Degrees of freedom is v = n -1 v = 20 – 1 = 19
Quality Assurance

Investigative Tools:…………Experimentation
SLIDE NO.: 34 OF 51
HYPOTHESIS TESTING:Type I error (called α):The probability of rejecting Null Hypothesis when μ = μ0, i.e. there is no significant difference between two hardness results.Consider α is 0.05 (basis of area outside 95% confidence interval of standard normal distribution curve)Here the rejection area (critical value) is = 0.975 quantile of Student’s t-distribution with degrees of freedom 19.
Decision Rule:To reject H0 if the value of T (from t distribution) is greater than or equal to 2.09 or less than equal to – 2.09.
Quality Assurance

Investigative Tools:…………Experimentation
SLIDE NO.: 35 OF 51
HYPOTHESIS TESTING:Decision:The derived value of T is - 0.78 which is in between – 2.09 and 2.09. Hence, we can not reject the Null Hypothesis.Inference:There is no significant difference in hardness results obtained from Hard Tab – XP and Soft Tab – Vista.
Quality Assurance

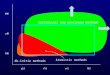
Investigative Tools:…………Experimentation
SLIDE NO.: 36 OF 51 Quality Assurance
Acceptance ZoneCritical Zone
Critical Zone
STANDARD NORMAL CURVE:
0.95
H0 : μ = μ0 H1 : μ ≠ μ0H1 : μ ≠ μ0

Investigative Tools:…………Experimentation
SLIDE NO.: 37 OF 51 Quality Assurance
Student’s Distribution Table:

SLIDE NO.: 38 OF 51 Quality Assurance
Design of
Experiments
Investigative Tools:…………Experimentation

SLIDE NO.: 39 OF 51 Quality Assurance
Design of Experiments (DoE) enables us to determine simultaneously the individual and interactive effects of many factors that could affect the output results.
It helps to pin point the sensitive areas in experiments that cause problematic results and in turns leads to robust process.
Investigative Tools:…………Experimentation

Investigative Tools:…………Experimentation
SLIDE NO.: 40 OF 51
DESIGN OF EXPERIMENTS:One fine morning Quality Control rings your phone and informed that they recorded an OOS result on one batch of compressed tablets due to failing in dissolution result [79% against NLT 85%].
………….and your first reaction
Quality Assurance

Investigative Tools:…………Experimentation
SLIDE NO.: 41 OF 51
DESIGN OF EXPERIMENTS:The 3 factors are initially selected to see the effect on dissolution.(A) Weight of tablet, (B) Thickness and (C) M/C RPMEach has their lowest and highest levels (range).
Quality Assurance
Factors Lowest Level Code Highest Level Cod
e
Weight (W) 120 mg -1 160 mg 1
Thickness (T) 3.50 mm -1 3.70 mm 1
Machine RPM (R) 40 -1 65 1

Investigative Tools:…………Experimentation
SLIDE NO.: 42 OF 51
DESIGN OF EXPERIMENTS:Based on the case, we can construct Full Factorial design.The number of experiments would be 23 = 8.
Quality Assurance
Weight (W)
Thickness (T) RPM (R) Dissolution Result
(in %)-1 -1 -1 75.51 -1 -1 80.2-1 1 -1 84.91 1 -1 86.3-1 -1 1 79.11 -1 1 82.4-1 1 1 88.41 1 1 91.5

Investigative Tools:…………Experimentation
SLIDE NO.: 43 OF 51
DESIGN OF EXPERIMENTS:Calculation of Main EffectsExtract the effect of Machine RPM (R) on the Dissolution result.Average of dissolution results at lowest level (-1) of R = 81.725%.Average of dissolution results at higest level (1) of R = 85.350%.The Effect is (85.350 – 81.725) = 3.625Coefficient (Slope) is S2/Effect = 1.8125Like wise we can calculate the other main effects and their coefficients.Wight (W): Effect = 3.125 Coefficient = 1.5625Thickness (T):Effect = 8.475 Coefficient = 4.2375
Quality Assurance

Investigative Tools:…………Experimentation
SLIDE NO.: 44 OF 51
DESIGN OF EXPERIMENTS:Calculation of Interactions
Quality Assurance
W T R WT WR TR WTR Disso.
-1 -1 -1 1 1 1 -1 75.51 -1 -1 -1 -1 1 1 80.2-1 1 -1 -1 1 -1 1 84.91 1 -1 1 -1 -1 -1 86.3-1 -1 1 1 -1 -1 1 79.11 -1 1 -1 1 -1 -1 82.4-1 1 1 -1 -1 1 -1 88.41 1 1 1 1 1 1 91.5

Investigative Tools:…………Experimentation
SLIDE NO.: 45 OF 51
DESIGN OF EXPERIMENTS:All Main Effects, Interactions and their Coefficients
Quality Assurance
Term CoefficientConstant (Nominal) 83.5375Weight 1.5625Thickness 4.2375RPM 1.8125Weight × Thickness -0.4375Weight × RPM 0.0375Thickness × RPM 0.3625Weight × Thickness × RPM 0.3875

Investigative Tools:…………Experimentation
SLIDE NO.: 46 OF 51 Quality Assurance
DESIGN OF EXPERIMENTS:

Investigative Tools:…………Experimentation
SLIDE NO.: 47 OF 51 Quality Assurance
DESIGN OF EXPERIMENTS:

Investigative Tools:…………Experimentation
SLIDE NO.: 48 OF 51
DESIGN OF EXPERIMENTS:Interpretations:1. The dissolution of said product largely varies with main
effects of factors.2. The top most contribution is from Thickness followed by
Machine Speed.3. The interactions are having negligible effect on
dissolution.4. Effect of Machine Speed is slightly greater on higher
Thickness than on lower Thickness.5. Effect of Thickness is slightly greater on lower tablet
Weight than on higher Weight.6. Practically no interaction between M/C RPM and
Weight.
Quality Assurance

Any Question ?
SLIDE NO.: 49 OF 51 Quality Assurance

Remember !
SLIDE NO.: 50 OF 51 Quality Assurance

This is not an end………
SLIDE NO.: 51 OF 51 Quality Assurance