Embed Size (px)
Citation preview

Reactive separations for process intensification: an industrialperspective
Andrzej Stankiewicz *
DSM Research, P.O. Box 18, 6160 MD Geleen, The Netherlands
Received 11 February 2001; received in revised form 6 July 2001; accepted 13 November 2001
Abstract
The paper presents an industrial view on the current developments in the field of reactive separations, particularly reactive
distillation, reactive adsorption and membrane reactors, and their place in the intensification of chemical manufacturing and
processing. Several cases of successfully commercialized reactive separation technologies are presented. Barriers hindering a wider
introduction of reactive separations in the industry are discussed, together with the most likely scenarios of further developments in
the field.
# 2003 Elsevier Science B.V. All rights reserved.
Keywords: Multifunctional reactors; Separative reactors; Membrane reactors; Reactive distillation
1. Introduction: process intensification
Process Intensification presents one of the most
important trends in today’s chemical engineering and
process technology. It consists in the development of
innovative apparatuses and techniques that offer drastic
improvements in chemical manufacturing and proces-
sing, substantially decreasing equipment volume, energy
consumption, or waste formation, and ultimately lead-
ing to cheaper, safer, sustainable technologies [1]. One of
the basic components of Process Intensification (Fig. 1)
are so-called multifunctional reactors, which can be
described as reactors combining at least one more
function (usually a unit operation) that conventionally
would be performed in a separate piece of equipment.
Integration of reaction and separation presents the most
significant class of multifunctional reactors.
In the simplest case, integration of reaction and
separation takes place purely on the equipment level,
without introducing any new functional interrelations
between the operations involved*/the reaction does not
influence the separation, nor has the separation process
any effect upon the reaction. The aimed result of such
combination can be: smaller inventory, compacter plant
layout and/or better energy management. The Urea
2000plusTM technology, developed by Stamicarbon B.V.
[2] presents a typical example of such a ‘non-interrelat-
ing’ integration. In this process, the carbamate con-
denser, the urea reactor and the inerts scrubber, have
been successfully combined in an essentially single
vessel, the so-called ‘pool reactor’. The integration
resulted in a considerably smaller and cheaper plant
(the height of the plant with respect to the conventional
technology decreased almost 2.5 times*/see Fig. 2), with
much less high-pressure equipment/piping needed and
less energy consumption. Yet, the interrelations between
the reaction and other operations remained basically the
same as in the conventional technology.
In most cases, however, the reaction and separation
are integrated in order to benefit from the interaction
effect between those two, for instance a shift of the
reaction product composition beyond the equilibrium
by an in-situ separation/removal, or an enhancement of
the separation efficiency by a chemical reaction. One
speaks in those cases about reactive separations or
separative reactors .In this paper some industrially relevant reactive
separations are discussed. Special attention is given to
the application aspects, including today’s barriers that
hamper a broader introduction of the reactive separa-* Tel.: �/31-46-4760820; fax: �/31-46-4760809
E-mail address: [email protected] (A. Stankiewicz).
Chemical Engineering and Processing 42 (2003) 137�/144
www.elsevier.com/locate/cep
0255-2701/03/$ - see front matter # 2003 Elsevier Science B.V. All rights reserved.
PII: S 0 2 5 5 - 2 7 0 1 ( 0 2 ) 0 0 0 8 4 - 3

tions into the industrial practice and the ways to
overcome those barriers.
2. Reactive distillation
Reactive (catalytic) distillation is one of the better-known examples of a combined reaction and separation,
and is used commercially [3]. In this case, the multi-
functional reactor is a distillation column filled with
catalytically active packing. In the column, chemicals
are converted on the catalyst while reaction products are
continuously separated by fractionation (thus overcom-
ing equilibrium limitations). The catalyst used for
heterogeneous reactive distillation is usually incorpo-
rated into a fiber-glass and wire-mesh supporting
structure, which also provides liquid redistribution and
disengagement of vapor. Structured catalysts, such as
Sulzer’s KATAPAK-S, are also employed [4]. Also, a
reverse process to the one described above, that is,
combination of reaction and condensation, has been
studied [5,6]. The group of industrial technologies, in
which reactive distillation has already been implemented
or is offered for commercialization, has expanded in the
last 20 years.
One of the above-mentioned technologies, the methyl
acetate process by Eastman Chemical, is now widely
regarded as a textbook example of process intensifica-
tion [7]. Here, a task analysis-based process synthesis
resulted in the replacement of traditional reactors and
separation units by a highly integrated reactive distilla-
tion column. In consequence, the number of major
pieces of equipment has been reduced from 28 to 3, as it
is shown in Fig. 3. Other known applications of reactive
distillation include traditional ether technologies
(MTBE, ETBE, TAME), hydration of ethylene oxide
to mono-ethylene glycol, as well as a number of selective
hydrogenations of dienes and aromatics [8]. Processes,
in which reactive distillation may become a potentially
interesting option, include [9]:
Fig. 1. Process Intensification and its components
Fig. 2. Reduction of plant size via integration of reactor, condenser
and scrubber in Stamicarbon’s Urea 2000plusTM technology.
A. Stankiewicz / Chemical Engineering and Processing 42 (2003) 137�/144138

. decomposition of ethers to high purity olefins;
. dimerization;
. alkylation of aromatics and aliphatics, e.g. ethylben-
zene from ethylene and benzene, cumene from
propylene and benzene, alkylation of isobutane with
normal butenes for gasoline blending;
. esterifications, e.g. ethyl acetate from ethanol and
acetic acid;
. hydroisomerizations;
. hydrolyses;
. dehydrations of ethers to alcohols;
. oxidative dehydrogenations;
. carbonylations, e.g. n-butanol from propylene and
syngas;
. C1 chemistry reactions, e.g. methylal from formalde-
hyde and methanol.
Currently, numerous studies are carried out in the
field of reactive distillation modeling, as reviewed
recently by Taylor and Krishna [10]. Also, research on
new internals for catalytic distillation columns attracts a
lot of attention. Some novel packings developed for the
conventional (non-reactive) distillation could probably
be made catalytically active and be used in the reactive
distillation units. One of such promising packings is the
Super X-pack by Nagaoka International Corp., shown
in Fig. 4. The packing, consisting of bundles of fine
Fig. 3. Plant integration in methyl acetate separative reactor process by Eastman Chemical (after Siirola [7]).
Fig. 4. Super X-pack*/novel packing for distillation columns by
Nagaoka International Corp.
A. Stankiewicz / Chemical Engineering and Processing 42 (2003) 137�/144 139

wires, is said to be able to reduce the distillation column
even to one fifth of the size of the columns working with
conventional packings, at a much lower pressure drop
[11]. Further research activities will also focus ondevelopment of new types of catalysts, which could
broaden the feasible operation windows of the reactive
distillation, i.e. the overlap regions between the feasible
reaction conditions and the feasible distillation condi-
tions. The narrow feasible operation windows are one of
the main factors limiting successful industrial applica-
tions of reactive distillation.
3. Reactive adsorption
Numerous research groups investigate integration of
reaction and adsorption, for instance, in chromato-
graphic reactors [12�/16] and in periodic separating
reactors, which are a combination of a pressure swing
adsorber with a periodic flow-forced packed-bed reactor[17]. The simulated moving-bed reactor integrates con-
tinuous countercurrent chromatographic separation
with chemical reaction. Such combination allows achiev-
ing higher conversions and better yield by separating
educts and products of an equilibrium reaction form
each other. The movement of the bed with regard to the
reactants inlets/outlets is usually realized in a rotating
system. One of the more interesting developments here isthe Rotating Cylindrical Annulus Chromatographic
Reactor, shown in Fig. 5. In this design the inlets of
the mobile phase are uniformly distributed along the
annular bed entrance, while the feed stream is stationary
and confined to one sector. As a result of the rotation of
reactor, the selectively adsorbed species take different
helical paths through the bed and can be continuously
collected at fixed locations. Alternatively, it is possibleto hold the reactor stationary and rotate continuously
the feed. Among the processes investigated in the
RCACR are: hydrolysis of aqueous methyl formate
and dehydrogenation of cyclohexane to benzene [18].
Another very interesting type of an adsorptive reactor
is the so-called Gas�/Solid�/Solid Trickle Flow Reactor,
in which fine adsorbent trickles through the fixed bed of
catalyst, removing selectively in-situ one or more of the
products from the reaction zone. In case of the methanol
synthesis this led to conversions significantly exceeding
the equilibrium conversions under given conditions [19].
The economics of the methanol process based on the
Gas�/Solid�/Solid Trickle Flow Reactor was evaluated
and compared with the conventional low pressure Lurgi
process [20]. For the production scale of 1000 ton per
day, the new technology offered considerable reductions
of cooling water consumption (50%), recirculation
energy (70%), raw materials (12%) and catalyst amount
(70%). Further improvement of the GSSTFR concept
could be seen in applying a moving bed of adsorbent
through straight, parallel channels of a monolithic
catalyst, as it is shown in Fig. 6 [21].
In contrast to non-reactive adsorption techniques, the
industrial-scale applications of adsorptive reactors are
still to be seen. Challenges involve materials develop-
ment of catalysts/adsorbents and matching of process
conditions (same temperature) for both reaction and
adsorption, so that high yields/selectivities can be
achieved.
Fig. 5. Scheme of Rotating Cylindrical Annulus Chromatographic
Reactor.
Fig. 6. Possible application of monolithic catalyst in moving-bed
reactive adsorption system (after Kapteijn et al. [21]).
A. Stankiewicz / Chemical Engineering and Processing 42 (2003) 137�/144140

4. Membrane reactors
Today, a huge research effort is devoted to membrane
reactors. The membrane can play various functions in
the reactor system, as described in an excellent review
paper by Sirkar et al. [22] (Fig. 7). The scientific
literature on catalytic membrane reactors is exception-
ally rich and includes many interesting ideas, such as
heat- and mass-integrated combination of hydrogena-
tion and dehydrogenation processes in a single mem-
brane unit. Yet, practically no large-scale industrial
applications of catalytic membrane reactors have been
reported so far. The primary reason for this is the
relatively high price of membrane units, although other
factors, such as low permeability, sealing problems as
well as mechanical and thermal fragileness of the
membranes also play an important role. Further devel-
opments in the field of material engineering may surely
change this picture. Possible application areas of cata-
lytic membrane reactors in the base-chemicals sector,
include:
. dehydrogenations, e.g. ethane to ethene, ethylbenzene
to styrene, methanol to formaldehyde;
. methane steam reforming;
. water�/gas shift reaction;
. selective oxidations, e.g. propane to acroleine, butane
to maleic anhydride, ethylene to ethylene oxide;
. oxidative dehydrogenations of hydrocarbons;
. oxidative coupling of methane;
. methane oxidation to syngas.
On the other hand, membranes are more and morefrequently employed in the life-sciences sector, in
manufacturing of pharmaceuticals, very often in combi-
nation with a bioreactor, in which enzymatic reaction
takes place. In DSM such a combination has been
studied for the production of S-ibuprofen, via the
hydrolysis of the (R,S)-ibuprofen methylester coupled
to a racemisation of the unwanted enantiomer [23]. The
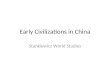
esterase used for the above conversion is stronglydeactivated by the product. To solve this problem, an
ultrafiltration membrane unit has been coupled to the
reactor, in order to remove in-situ the product formed.
The application of the ultrafiltration has led to a
twofold increase of the conversion/productivity, as can
be seen in Fig. 8.
5. Other reactive separations
Reactive extraction processes involve simultaneous
reaction and liquid�/liquid phase separation. The im-
Fig. 7. Membrane functions in chemical reactor (after Sirkar et al. [22]).
A. Stankiewicz / Chemical Engineering and Processing 42 (2003) 137�/144 141

miscibility may occur naturally within the reactive
system or may be introduced deliberately by addition
of solvent(s). Reactive extraction can be effectively
utilized to obtain significant improvements in yields of
desired products and selectivities to desired products in
multi-reaction systems, thereby reducing recycle flows
and waste formation. The combination of reaction withliquid�/liquid extraction can also be used for separation
of waste by-products that are hard to separate using
conventional techniques [24,25].
Reactive crystallization , or precipitation , has been
investigated by numerous research groups. Processes
of industrial relevance include liquid-phase oxidation of
para -xylene to terephthalic acid, the acidic hydrolysis of
sodium salicylate to salicylic acid, and the absorption ofammonia in aqueous sulfuric acid to form ammonium
sulfate [26]. A very special type of reactive crystallization
is the diastereomeric crystallization, widely applied in
the pharmaceutical industry for the resolution of the
enantiomers. Here, the racemate is reacted with a
specific optically active material (resolving agent), to
produce two diastereomeric derivatives (usually salts),
that are easily separated by crystallization:
(DL)-Aracemate
� (L)-Bresolving agent
0 (D)-A�(L)-Bn-salt
�(L)-A�(L)-Bp-salt
Diastereomeric crystallization is commonly used in
the production of a number of pharmaceuticals, such as
ampicillin, ethambutol, chloramphenicol, diltiazem, fos-
fomycin, and naproxen [27].
Recently, reactive precipitation in high-gravity (Hi-
gee) field has successfully been used for the production
of nano-size cubic particles of CaCO3. Ultra-fineparticles with the mean size of 15�/40 nm and a very
narrow size distribution, were produced by carbonation
of lime suspension in a Rotating Packed-Bed Reactor
[28]. The reaction times in RPBR were 4- to 10-fold
shorter than the corresponding reaction times in a
conventional stirred-tank unit.
Reactive absorption is probably the most widely
applied type of a reactive separation process. It is used
for production purposes in a number of classical bulk-
chemical technologies, such as nitric or sulfuric acid. Itis also often employed in gas purification processes, e.g.
to remove carbon dioxide or hydrogen sulfide. Other
interesting areas of application include olefin/paraffin
separations, where reactive absorption with reversible
chemical complexation appears to be a promising
alternative to the cryogenic distillation [29].
6. Selection of appropriate reactive separation technology
Obviously, in most cases the nature of the reaction
itself (phases present, type of catalyst, temperature,
pressure) becomes the primary selection criterion of
the separation technologies that could potentially be
integrated in a reactive separation unit. The selected
combination must have a sufficiently large feasible
operation window and must not be too restrictive in
terms of process flexibility and control. A very gooddiscussion of how integration of reaction and separation
reduces degrees of freedom in chemical processing has
recently been given by Tlatlik and Schembecker [30].
Cost calculations are definitely the most important
but not the only criterion for making a final choice from
several technically feasible technologies. In the industrial
practice, the maturity of the given technology and past
experiences with it within the company often play nearlyas important role in the decision making as economical
considerations. This is also due to the fact that there is
generally lack of information on process economics of
Fig. 8. Ibuprofen methylester conversion as a function of time, with and without integrated ultrafiltration unit [23].
A. Stankiewicz / Chemical Engineering and Processing 42 (2003) 137�/144142

the emerging reactive separations and the existing
costing methods are not regarded as sufficiently reliable.
7. Industrial reality: today’s practice and future prospects
Despite many ongoing research activities in the field,
there still exist numerous technical and non-technicalbarriers that hinder a wider introduction of reactive
separations into industrial practice. Many of these
barriers have been identified during two workshops
held in 1998 by the Center for Waste Reduction
Technologies of AIChE [31]. They include:
A) Technical gaps, such as lack of simulation and scale-
up capability, lack of validated thermodynamic and
kinetic data, lack of materials (e.g. integrated
catalysts/sorbents, membrane materials) and lack
of high-level process synthesis methodology.B) Technology transfer barriers, such as lack of multi-
disciplinary team approaches to process integration,
lack of commonality of problems (technology is
application-specific) and lack of demonstrations/
prototypes on a reasonable scale (reactive separa-
tions are still regarded more as a science rather than
a technology).
C) General barriers, such as higher standards, to whichnew technologies must be held, compared to con-
ventional technologies, lack of information on
process economics (early economic and process
evaluation) and fear of risk in using new technolo-
gies.
Two other important factors also play role here,
namely the reduction of the degree of freedom resulting
from the integration of reaction and separation in one
piece of equipment, and the relatively small feasibleoperation windows [30].
Most of these barriers can definitely be overcome and
universities have here a fundamental role to play, not
only by developing new catalysts, new materials, new
methodology and tools for high-level process synthesis,
but also by teaching future chemical engineers an
integrated, task-oriented approach to plant design.
Commercialization of reactive separation technologieswill be further speeded-up by development of the
appropriate design tools, starting from reliable thermo-
dynamic and kinetic models, CFD models for multi-
phase systems and complex geometries, up to the
extended flowsheeting and costing software.
Coming years should bring a significant increase in
the number of industrially applied reactive separation
technologies. In particular fast progress can be expectedin the application of reactive distillation, reactive
adsorption and membrane reactors (including bioreac-
tors). Reactive absorption and adsorption processes
may further be intensified by the use of rotating
equipment, in which high-gravity fields enhance the
mass transfer rates and which until now has almost
exclusively been used for non-reactive separations. Onetype of rotating equipment has already been successfully
applied on a large scale in deaeration of water in oil
fields, via stripping it with natural gas in a rotating bed
[32], another one is offered commercially for counter-
current liquid�/solid adsorption/ion-exchange [33�/35].
First commercialization of the reactive stripping in
rotating equipment has also taken place [36]. Combina-
tion of Higee technology with reactive separations maylead to significant compacting of the process equipment
resulting in substantially smaller, cleaner, and more
energy-efficient chemical plants.
References
[1] A. Stankiewicz, J.A. Moulijn, Process intensification: transform-
ing chemical engineering, Chem. Eng. Prog. 96 (2000) 22�/34.
[2] A low cost design for urea, Nitrogen, No. 222 (July�/Augusts)
(1996) pp. 29�/31.
[3] J.L. DeGarmo, V.N. Parulekar, V. Pinjala, Consider reactive
distillation, Chem. Eng. Prog. 88 (1992) 43�/50.
[4] L.U. Kreul, A. Gorak, P.I. Barton, Katalytische Destillation in
Modernen Strukturiert-Katalytischen Packungen, Jahrestagun-
gen 1998, II, Dechema, Frankfurt (1998), p. 913.
[5] V.L. Halloin, H. Ben Armor, S.J. Wajc, Reactor-Condenser,
Proceedings, Fifth World Congress of Chemical Engineering, San
Diego, vol. III (1996), pp. 232�/237.
[6] H. Ben Armor, V.L. Halloin, Methanol synthesis in a multi-
functional reactor, Chem. Eng. Sci. 54 (1999) 1419�/1423.
[7] J.J. Siirola, An industrial perspective on process synthesis,
AIChE. Symp. Ser. 91 (304) (1995) 222�/233.
[8] G.R. Gildert, K. Rock, T. McGuirk, Advances in Process
Technology Through Catalytic Distillation, Proceeding of the
International Symposium on Large Chemical Plants 10, Antwer-
pen (1998), pp. 103�/113.
[9] W.P. Stadig, Catalytic Distillation: Combining chemical reaction
with product separation, Chem. Proc. 50 (1987) 27�/32.
[10] R. Taylor, R. Krishna, Modelling reactive distillation, Chem.
Eng. Sci. 55 (2000) 5183�/5529.
[11] G. Parkinson, Drip drop in column internals, Chem. Eng. 107
(2000) 27�/31.
[12] M. Mazotti, A. Kruglov, B. Neri, D. Gelosa, M. Morbidelli, A
continuous chromatographic reactor: SMBR, Chem. Eng. Sci. 51
(1996) 1827�/1836.
[13] M. Meurer, U. Altenhoner, J. Strube, H. Schmidt-Traub,
Dynamic simulation of simulated moving bed chromatographic
reactors, J. Chromatogr. 769 (1997) 71�/79.
[14] M. Juza, M. Mazzotti, M. Morbidelli, Simulated moving bed
technology*/analytical separations on a large scale, GIT Special
Chromatografie 18 (1998) 70�/76.
[15] M.C. Bjorklund, R.W. Carr, The simulated countercurrent
moving bed chromatographic reactor: a catalytic and separative
reactor, Catalysis Today 25 (1995) 159�/168.
[16] G. Dunnebier, J. Fricke, K.-U. Klatt, Optimal design and
operation of simulated moving bed chromatographic reactors,
Ind. Eng. Chem. Res. 39 (2000) 2290�/2304.
[17] G.G. Vaporciyan, R.H. Kadlec, Periodic Separating Reactors:
Experiments and Theory, AIChE J. 35 (1989) 831�/844.
A. Stankiewicz / Chemical Engineering and Processing 42 (2003) 137�/144 143

[18] R.W. Carr, Continuous reaction chromatography, in: G. Ganet-
sos, P.E. Barker (Eds.), Preparative and Production Scale
Chromatography, Marcel dekker, Inc, New York, 1993, pp.
421�/447.
[19] M. Kuczynski, The Synthesis of Methanol in a Gas-Solid-Solid
Trickle Flow Reactor, Ph.D. Dissertation, University of Twente,
Enschede, 1986.
[20] K.R. Westerterp, T.N. Bodewes, M.S. Vrijland, M. Kuczynski,
Two new methanol converters, Hydrocarbon Processing 67 (1988)
69�/73.
[21] F. Kapteijn, J.J. Heiszwolf, T.A. Nijhuis, J.A. Moulijn, Mono-
liths in multiphase catalytic processes�/aspects and prospects,
Cattech 3 (5) (1999) 24�/41.
[22] K.K. Sirkar, P.V. Shanbhag, A.S. Kovvali, Membrane in a
reactor: a functional perspective, Ind. Eng. Chem. Res. 38
(1999) 3715�/3737.
[23] V. Cauwenberg, P. Vergossen, A. Stankiewicz, H. Kierkels,
Integration of reaction and separation in manufacturing of
pharmaceuticals: membrane-mediate production of S-Ibuprofen,
Chem. Eng. Sci. 54 (1999) 1473�/1477.
[24] M. Minotti, M.F. Doherty, M.F. Malone, Design for simulta-
neous reaction and liquid-liquid extraction, Ind. Eng. Chem. Res.
37 (1998) 4746�/4755.
[25] K.D. Samant, K.M. Ng, Systematic development of extractive
reaction process, Chem. Eng. Technol. 22 (1999) 877�/880.
[26] V.V. Kelkar, K.M. Ng, Design of reactive crystallization systems
incorporating kinetics and mass-transfer effects, AIChE J. 45
(1999) 69�/81.
[27] C.R. Bayley, N.A. Vaidya, Resolution of racemates by diastero-
meric salt formation, in: A.N. Collins, G.N. Sheldrake, J. Crosby
(Eds.), Chirality in Industry, Wiley, Newy York, 1992, pp. 69�/77.
[28] J. Chen, Y. Wang, C. Zheng, Synthesis of nano-particles of
CaCO3 in a novel reactor, Second International Conference
Process Intensification in Practice in: Semel, J. (Ed.), BHR Group
Conf. Series, Publ, No. 28, Mechanical Engineering Publications
Limited, London, 1997, pp. 157�/164.
[29] D.J. Safarik, R.B. Eldridge, Olefin/paraffin separations by
reactive absorption: a review, Ind. Eng. Chem. Res. 37 (1998)
2571�/2581.
[30] S. Tlatlik, G. Schembecker, Process synthesis of reactive separa-
tions, Proc. ARS-1, Advances in Reactive Separations,- 1,
Dortmund, Germany, October 12, 2000, pp. 1�/10.
[31] S. Adler, E. Beaver, P. Bryan, J.E.L. Rogers, S. Robinson, C.
Russomanno, Vision 2020: 1998 Separations Roadmap, Center
for Waste Reduction Technologies, AIChE, New York, 1998, p.
77.
[32] C. Zheng, K. Guo, Y. Song, X. Zhou, D. Al, Z. Xin, N.C.
Gardner, Industrial Practice of HIGRAVITEC in Water Deaera-
tion, Proceedings, Second International Conf. Proc. Intensif. in
Pract., BHR Group Conference Series Publication 28, BHR
Group, London, 1997, pp. 273�/287.
[33] M.A.T. Bisschops, L.A.M. Van der Wielen, K.Ch.A.M. Luyben,
Centrifugal Adsorption Technology for the Removal of Volatile
Organic Compounds from Water, in: Proc. 2nd Int. Conf. Process
Intensification in Practice, J. Semel (Ed.), BHR Grroup Conf.
Series, No. 28, London: Mechanical Engineering Publications
Limited, 1997, pp. 299�/307.
[34] Centrifugal Adsorption Technology for the Removal of Volatile
Organic Compounds from Water, Proceedings, Second Interna-
tional Conf. Proc. Intensif. in Pract., BHR Group Conference
Series Publication 28, BHR Group, London, 1997, pp. 299�/307.
[35] M.A.T. Bisschops, S.H. Van Hateren, K.Ch.A.M. Luyben,
L.A.M. Van der Wielen, Mass transfer performance of centrifugal
adsorption technology, Ind. Eng. Chem. Res. 39 (2000) 4376�/
4382.
[36] D. Trent, D. Tirtiwidjojo, Commercial operation of a rotating
packed bed (RPB) and other applications of RPB technology, in:
Better Processes for Better Products, Proceedings of the 4th
International Conference on Process Intensification for the
Chemical Industry, Brugge, September 10�/12, 2001, M. Gough
(Ed.), BHR Group Ltd., Cranfield, 2001, pp. 11�/19.
A. Stankiewicz / Chemical Engineering and Processing 42 (2003) 137�/144144