Embed Size (px)
Citation preview
©AB
B, In
c. A
TLV
2003
©AB
B, In
c. A
TLV
2003
Slid
e 1
Cover Page
SSAC Operation – Lean Journey
TWI Summit – May 2008
©AB
B, In
c. A
TLV
2003
AGENDA
ABB – SSAC PRODUCTSAPPLICATIONSBUILDING CONSOLIDATIONLEAN BEGINNINGSJOB RELATIONSJOB INSTRUCTIONJOB METHODSRESULTSCONCLUSIONS

©AB
B, In
c. A
TLV
2003
AGENDA
ABB – SSAC PRODUCTSAPPLICATIONSBUILDING CONSOLIDATIONLEAN BEGINNINGSJOB RELATIONSJOB INSTRUCTIONJOB METHODSRESULTSCONCLUSIONS
©AB
B, In
c. A
TLV
2003
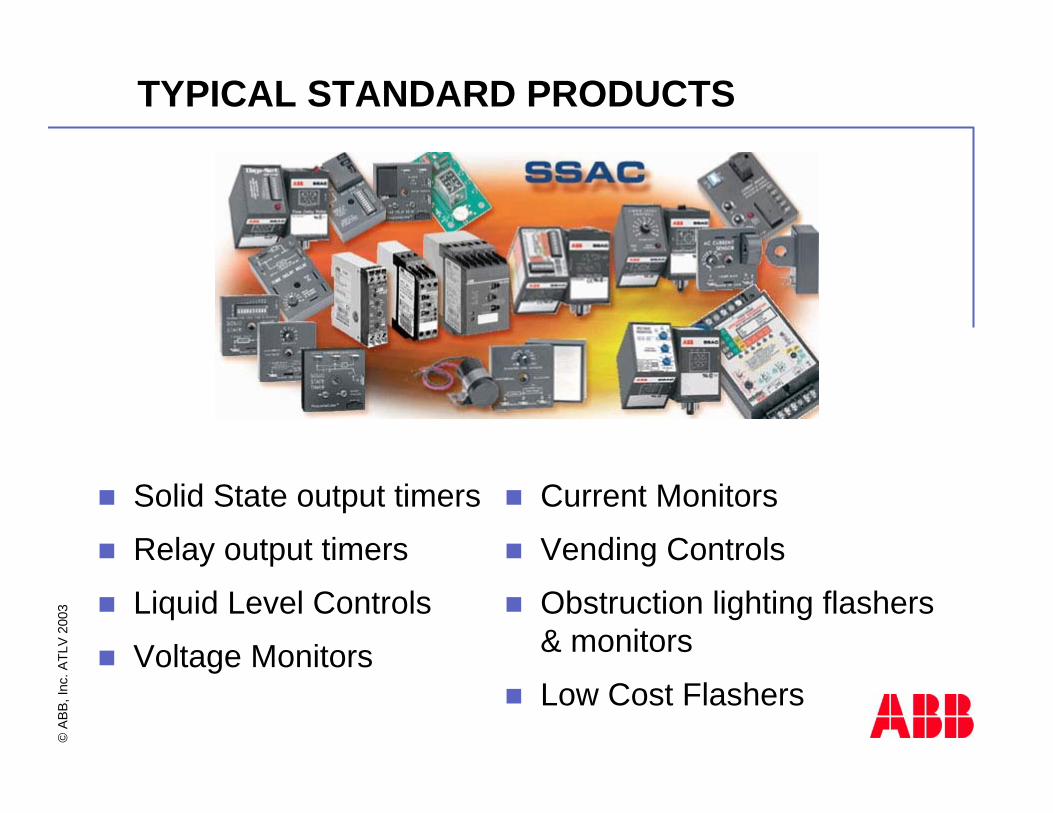
TYPICAL STANDARD PRODUCTS
Solid State output timers
Relay output timers
Liquid Level Controls
Voltage Monitors
Current Monitors
Vending Controls
Obstruction lighting flashers & monitors
Low Cost Flashers

©AB
B, In
c. A
TLV
2003
CUSTOM PRODUCT PROGRAM

©AB
B, In
c. A
TLV
2003
CUSTOM PRODUCT PROGRAM

©AB
B, In
c. A
TLV
2003
AGENDA
ABB – SSAC PRODUCTSAPPLICATIONSBUILDING CONSOLIDATIONLEAN BEGINNINGSJOB RELATIONSJOB INSTRUCTIONJOB METHODSRESULTSCONCLUSIONS

©AB
B, In
c. A
TLV
2003
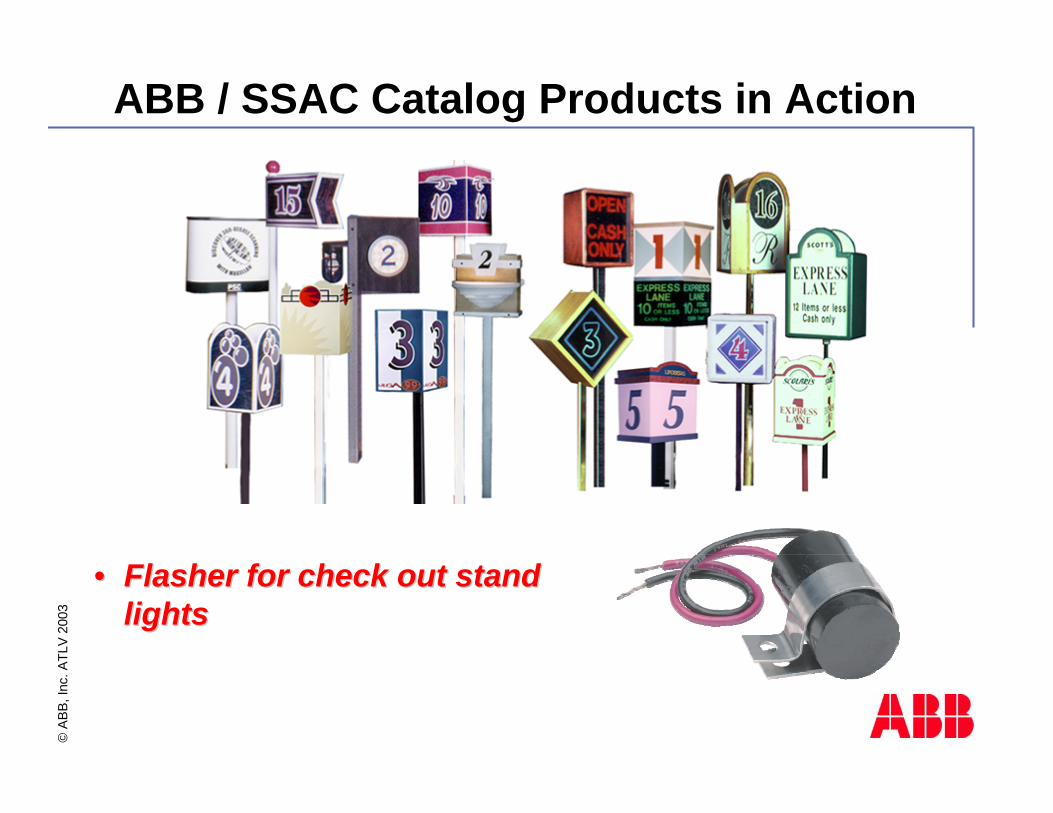
ABB / SSAC Catalog Products in Action
•• Ice Ice ““HarvestHarvest”” TimerTimer
•• Pressure switch closes when Pressure switch closes when refrigerated grid is full of icerefrigerated grid is full of ice
•• Timer allows continued ice Timer allows continued ice buildup to create bridgebuildup to create bridge
•• Timer output triggers system Timer output triggers system reversal to eject ice cubesreversal to eject ice cubes

©AB
B, In
c. A
TLV
2003
ABB / SSAC Catalog Products in Action
•• Commercial Heating, Ventilation, and Air Conditioning Commercial Heating, Ventilation, and Air Conditioning ControlsControls
•• Line MonitorsLine Monitors
•• AntiAnti-- Short Cycle TimersShort Cycle Timers
•• Fan DelaysFan Delays

©AB
B, In
c. A
TLV
2003
ABB / SSAC Catalog Products in Action
•• Conveyor Extension Motor Conveyor Extension Motor OverOver--Current MonitoringCurrent Monitoring
•• OverOver--current occurs when conveyor current occurs when conveyor meets obstructionmeets obstruction
•• Control logic prevents further Control logic prevents further movement in same directionmovement in same direction

©AB
B, In
c. A
TLV
2003
ABB / SSAC Catalog Products in Action
•• Car Wash Vending ControlCar Wash Vending Control•• Control used with single Control used with single
denomination coins or tokensdenomination coins or tokens•• DIP switches set number of DIP switches set number of
coins and vending timecoins and vending time•• High current relay outputHigh current relay output
©AB
B, In
c. A
TLV
2003
ABB / SSAC Catalog Products in Action
•• Flasher for check out stand Flasher for check out stand lightslights

©AB
B, In
c. A
TLV
2003
AGENDA
ABB – SSAC PRODUCTSAPPLICATIONSBUILDING CONSOLIDATIONLEAN BEGINNINGSJOB RELATIONSJOB INSTRUCTIONJOB METHODSRESULTSCONCLUSIONS
©AB
B, In
c. A
TLV
2003
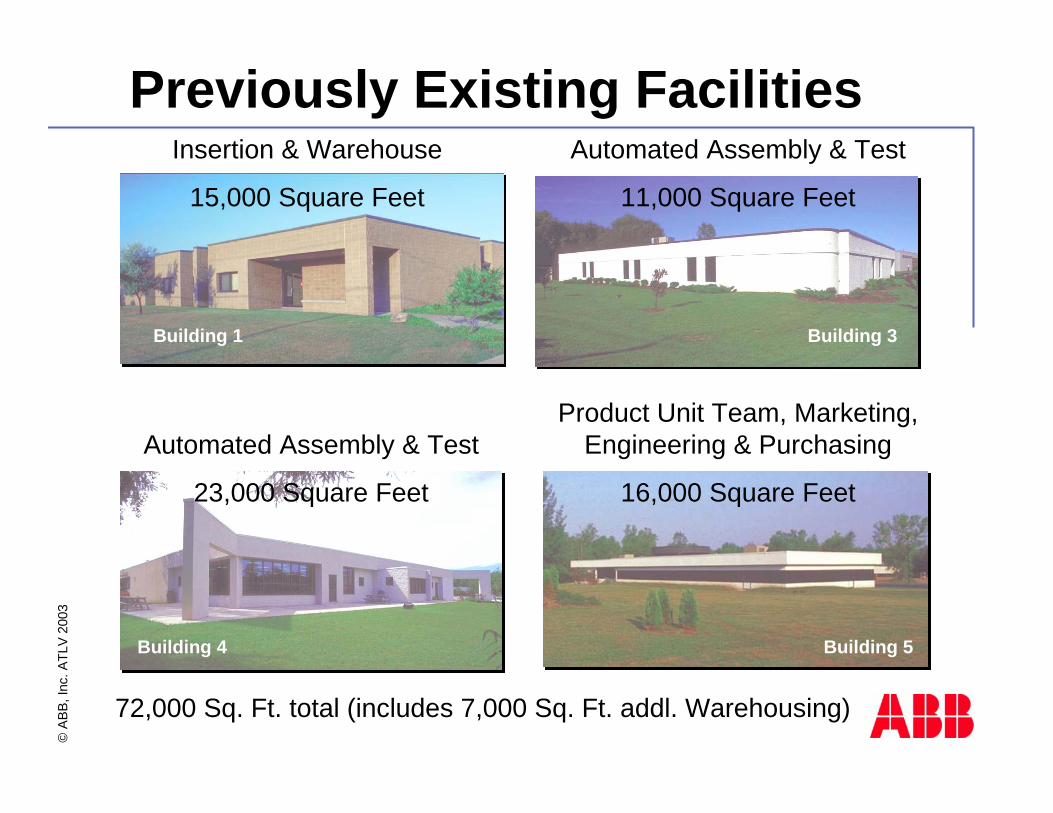
Previously Existing FacilitiesInsertion & Warehouse
15,000 Square Feet
Automated Assembly & Test
11,000 Square Feet
Automated Assembly & Test
23,000 Square Feet
Product Unit Team, Marketing, Engineering & Purchasing
16,000 Square Feet
72,000 Sq. Ft. total (includes 7,000 Sq. Ft. addl. Warehousing)
Building 4 Building 5
Building 3Building 1

©AB
B, In
c. A
TLV
2003
SSAC Facility Locations
Building 4 and 5
Building 1
Building 3
20 MinDrive

©AB
B, In
c. A
TLV
2003
To Building 3 or 4
Building I – Batch Process Flow Chart

©AB
B, In
c. A
TLV
2003
From Building 1
Building III – Batch Process Flow Chart
©AB
B, In
c. A
TLV
2003
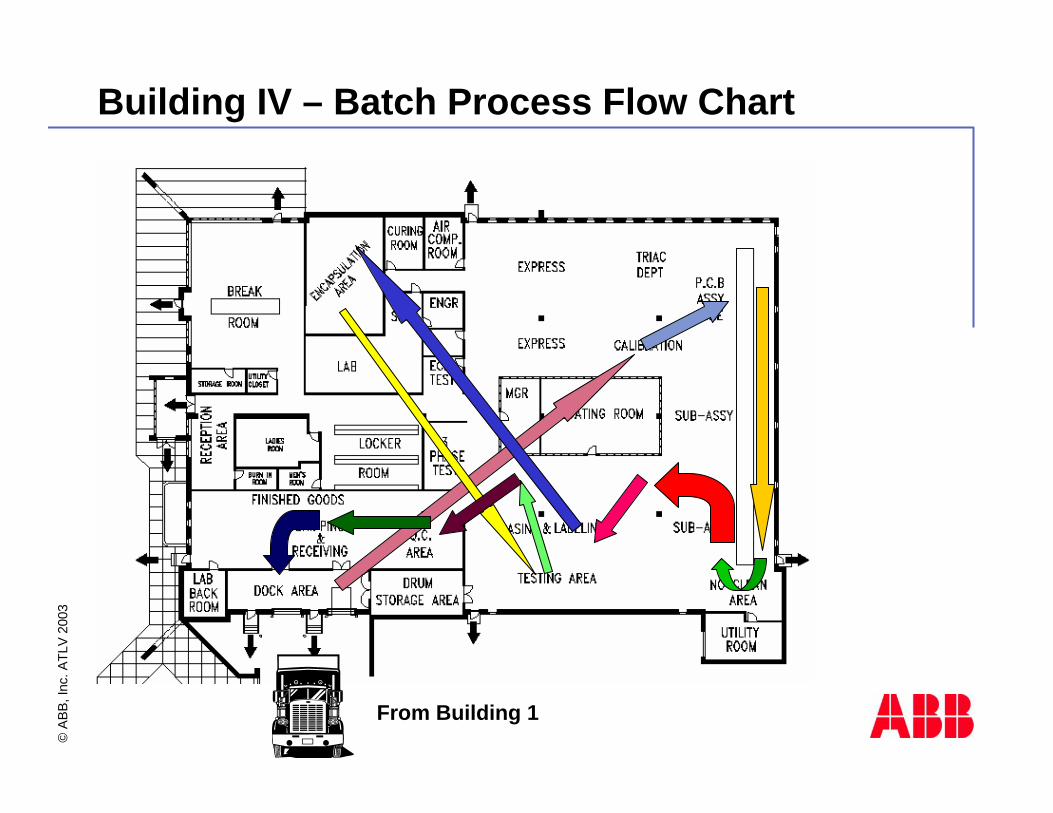
From Building 1
Building IV – Batch Process Flow Chart
©AB
B, In
c. A
TLV
2003
We Combined 4 building into 1!
Cost Savings
Lower headcountShop floor personnel
Overhead personnel
Lower overall operating expensesUtilities
Taxes
Repair & maintenance
Retire old equipment and combine equipment usage where possible (savings of operating and maintenance expense)
Efficiency ImprovementsUninterrupted manufacturing lines from raw material to shippingNo time to transfer between buildingsAll manufacturing departments easily accessible to each other –no waiting for information or materialBetter use of space, especially the possible use of vertical space in material storageTake advantage of experience from rebuilding SSAC 3Easier access for office personnel
Why? – to reduce cost, to be more competitive, and to be more efficient

©AB
B, In
c. A
TLV
2003
Results of Consolidation Project – Spring 2005
43,000 square foot building9,000 square feet of office space
11,000 square feet of warehouse space
23,000 square feet of manufacturing space
ABB Inc.8242 Loop Road
Baldwinsville, NY 13027

©AB
B, In
c. A
TLV
2003
Newly Consolidated Facility

©AB
B, In
c. A
TLV
2003
VIDEO OF ABB-BALDWINSVILLE
PLAYPLAY

©AB
B, In
c. A
TLV
2003
AGENDA
ABB – SSAC PRODUCTSAPPLICATIONSBUILDING CONSOLIDATIONLEAN BEGINNINGSJOB RELATIONSJOB INSTRUCTIONJOB METHODSRESULTSCONCLUSIONS

©AB
B, In
c. A
TLV
2003
LEAN BEGINS – February 2007
In early 2007, ABB – Baldwinsville contracted with TDO to help improve performance of several key metrics
On Time Delivery
Efficiency & Utilization
In Process Defects
Material Shortages and Inventory Reduction
Revenue Improvement
©AB
B, In
c. A
TLV
2003
LEAN BEGINS – February 2007
Efficiency & Utilization, On Time Delivery, and Material Shortages Teams combined efforts to work on implementing Lean Manufacturing Methodologies
To avoid duplicated efforts
We determined Lean Manufacturing would benefits the performance metrics for each of these teams

©AB
B, In
c. A
TLV
2003
LEAN MANUFACTURING – Sub Cell #1
PC Boards advance from machine to machine one panel at a time
Reduces Insertion Department cycle time from 4 days to hours
Virtually eliminates WIP in the Insertion Department
SMT
ONE PIECE FLOW
AXIAL AUTO-INSERT R
AD
IAL
AU
TO-
INSE
RT
TERMINAL AUTO-INSERT
©AB
B, In
c. A
TLV
2003
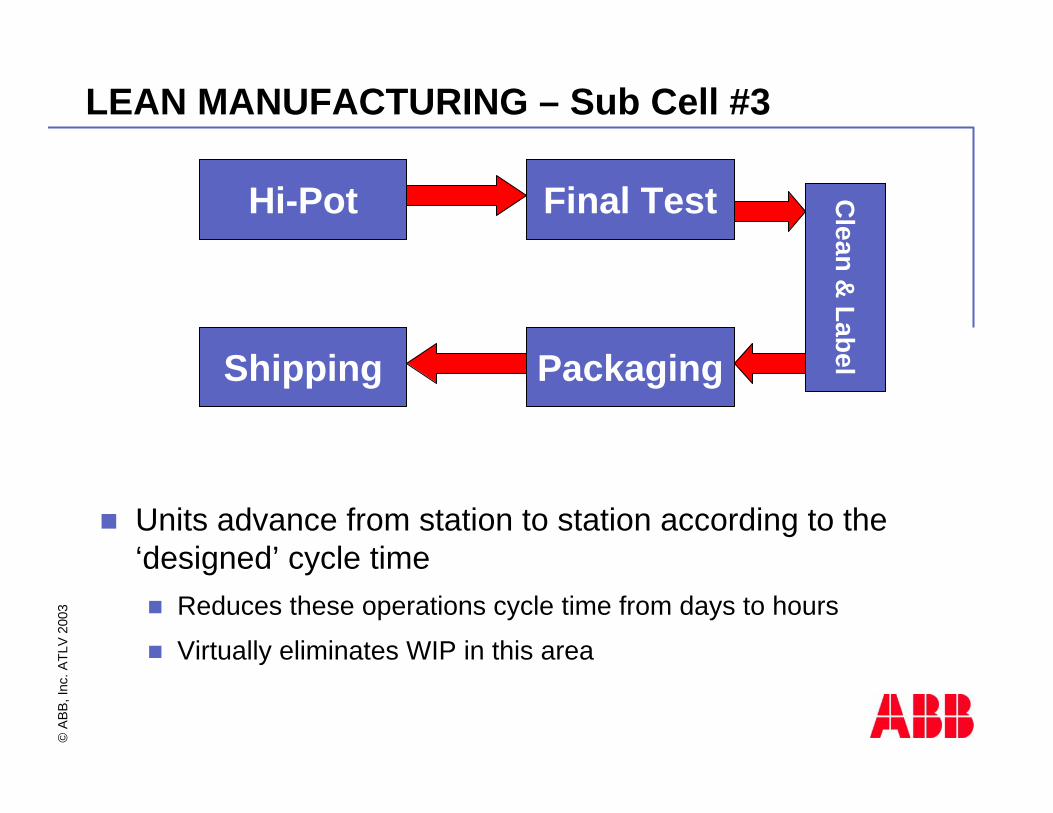
LEAN MANUFACTURING – Sub Cell #3
Units advance from station to station according to the ‘designed’ cycle time
Reduces these operations cycle time from days to hours
Virtually eliminates WIP in this area
Final TestHi-Pot Clean &
LabelPackagingShipping
©AB
B, In
c. A
TLV
2003
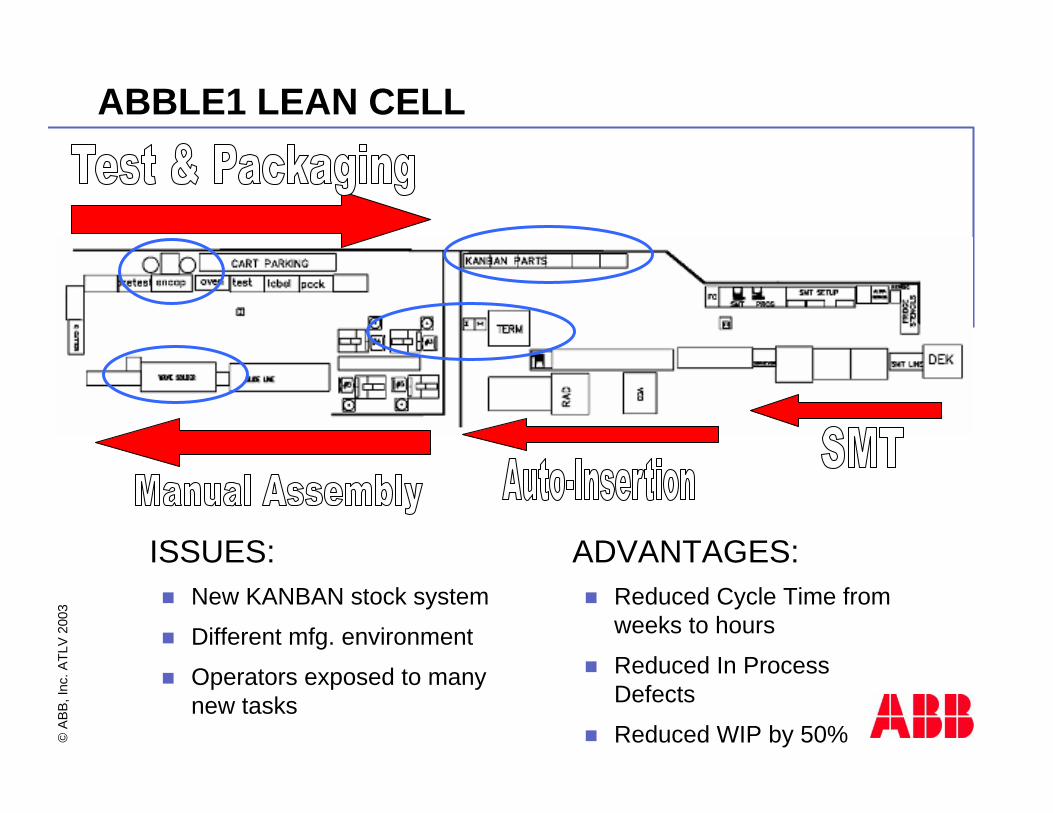
ABBLE1 LEAN CELL
ADVANTAGES:Reduced Cycle Time from weeks to hours
Reduced In Process Defects
Reduced WIP by 50%
ISSUES:New KANBAN stock system
Different mfg. environment
Operators exposed to many new tasks

©AB
B, In
c. A
TLV
2003
AGENDA
ABB – SSAC PRODUCTSAPPLICATIONSBUILDING CONSOLIDATIONLEAN BEGINNINGSJOB RELATIONSJOB INSTRUCTIONJOB METHODSRESULTSCONCLUSIONS

©AB
B, In
c. A
TLV
2003
NEED FOR CULTURE CHANGE
Many employees had difficulty accepting the changing manufacturing environment
“This will never work…”
“I don’t want to stand up to work…”
“Why do we have to do this?”
One piece flow caused employee’s:Pace vs. others to be very public
Quality problems to be detected very quickly by subsequent cell positions
These changes caused an “emotional strain” on some employees resulting in behavioral problems
JOB RELATIONS to the rescue!!!!

©AB
B, In
c. A
TLV
2003
TWI Job Relations to the Rescue
TDO trained 20 ABB employees on TWI’s Job Relations Methodologies about one year agoThis training was very useful and well timed as we were just beginning that culture change of transitioning to lean manufacturing
The following slides give an example of where we’ve used Job Relations Techniques

©AB
B, In
c. A
TLV
2003
JOB RELATIONS in ACTION
Example Situation:
When employees were moved into the lean cell, we required them to stand. Previously, they could all sit.
One employee refused to stand, citing all a variety of reasons for not standing, including medical problems
This situation was resolved using Job Relations methodology

©AB
B, In
c. A
TLV
2003
ABBLE1 LEAN CELLLabeling and Packing is accomplished by one operator who receives units from functional test, labels them, and places them in the shipping box
©AB
B, In
c. A
TLV
2003
JOB RELATIONS in ACTION
Comment:
We did not tell people in advance about this changeMostly because we didn’t realize it was a requirement ahead of time
STEP 1 – Get the factsStanding to work was a brand new requirement
Employee felt we couldn’t require her to stand
Employee didn’t understand why she should stand. What was the advantage?
Employee felt we were abusing her and being unreasonable
Employee threatened to get medically restricted from standing
We were making the requirement based on advise from TDO
Other employees objected to the standing requirement
©AB
B, In
c. A
TLV
2003
JOB RELATIONS in ACTION
STEP 2 – WEIGH & DECIDE
Possible Actions:
Disciplinary Action against employee for insubordinationWould probably work in the end by forcing employee to stand
May get ‘hung up’ by a medical restriction
Would definitely create negative feelings towards management, which would be especially bad while trying to implement the new lean cell concept
Results of this action set a precedence for many others that didn’t want to stand
This employee was likely to retaliate against a show of ‘force’ from management

©AB
B, In
c. A
TLV
2003
JOB RELATIONS in ACTION
STEP 2 – WEIGH & DECIDE
Possible Actions:
Change Rule & don’t require standingMakes employee happy
Wouldn’t serve the needs of the lean cell
Attempt to reason with employeeMay not work
We don’t have the experience to really make a case for standing
Could be a successful way of getting employee’s buy-in by asking their help to ‘figure out’ the advantage of standing
This individual was likely to respond to a request for her help to solve a problem than any other approach
©AB
B, In
c. A
TLV
2003
JOB RELATIONS in ACTION
STEP 3 – TAKE ACTION
Chose to attempt to reason with the employee:Explained why TDO felt standing was advantageous
Told the employee that we needed her help to evaluation the merits of TDO’s recommendation to stand while working in the lean cell
Asked her to give standing a chance for a few weeks and we would then re-evaluate the requirement after the evaluation period
ACTION!!

©AB
B, In
c. A
TLV
2003
JOB RELATIONS in ACTION
STEP 4 – CHECK RESULTS – SUCCESS!!!
Reasoned with employee and:She agreed to try standing for two weeks
After a few days, she found that standing worked much better than sitting because it was much easier to interact with the previous and subsequent cell operators
She found that standing all day actually helped improve a medical condition with pain in her leg
She became one of our biggest advocates of both standing while working in the lean cell and the lean manufacturing methodology, in general
CONCLUSION: Our actions solved the employee relation problem we had AND definitely helped production
©AB
B, In
c. A
TLV
2003
AGENDA
ABB – SSAC PRODUCTSAPPLICATIONSBUILDING CONSOLIDATIONLEAN BEGINNINGSJOB RELATIONSJOB INSTRUCTIONJOB METHODSRESULTSCONCLUSIONS

©AB
B, In
c. A
TLV
2003
NEED FOR TRAINING - JI
Lean Cells have required significantly more flexibility in their setup.
We needed to be able to move people around to different tasks quickly and easily
This frequent moving resulted in people doing jobs they were not fully trained for, since previously they would stay in a department and process work in batch doing the same set of processes every day
The result was poor quality and reworkFortunately, the lean process identified these problems early
WE NEEDED AN EFFECTIVE WAY TO TRAIN

©AB
B, In
c. A
TLV
2003
TWI Job Instruction to the Rescue
TDO trained 20 ABB employees on TWI’s Job Instruction Methodologies about one year ago
We were slow to take advantage of this training. It was initially used only for one application with limited success
With time & experience, the methodology because successful
The following slides give some examples of where we’ve used Job Instruction Training

©AB
B, In
c. A
TLV
2003
Soltec Wave Solder EquipmentIn Process Defects Team found that elimination of soldering defects required wave solder operators constantly:
Clean the solder pot and wave formers
Adjust the wave settings
Unfortunately, previous policy did not allow wave operators to adjust the machine settings at all
Wave Operators had to be taught how to adjust the machines based on it’s performance
How was this done effectively?

©AB
B, In
c. A
TLV
2003
ABBLE1 LEAN CELL
©AB
B, In
c. A
TLV
2003
Soltec Wave Solder Equipment - JI Training
Follow the JI CARD completely:Get everything ready ahead of timeTry out the training before working with an actual traineeUse actual materials vs. props whenever possible
Use all the instruction stepsUse STEP 1 – GET THE PERSON INTERESTEDIt’s very easy to just focus on the JI Breakdowns and only STEP 2 – PRESENT THE OPERATION & STEP 3 - TRY OUT PERFORMANCEIt’s just as easy to ‘forget’ STEP 4 – FOLLOW UP
Employees won’t come ask questions like you think they wouldExperienced employees will just migrate back to the old way of doing things if you don’t follow up, frequently
In some cases, we found the need to supplement with ‘general knowledge’

©AB
B, In
c. A
TLV
2003
Wave Soldering for Zero Defects
Get the person interested in doing the job:Why do we need good quality wave soldering?
Less rework for all post wave employeesBetter overall quality to the customerFewer catastrophic failures at testFaster cell cycle timeReduced lead timeDrive improvements in field failure metric (fewer returns)Improves efficiency by non-value added time reworking units with poor solder qualityLess in-process scrap
©AB
B, In
c. A
TLV
2003
No.
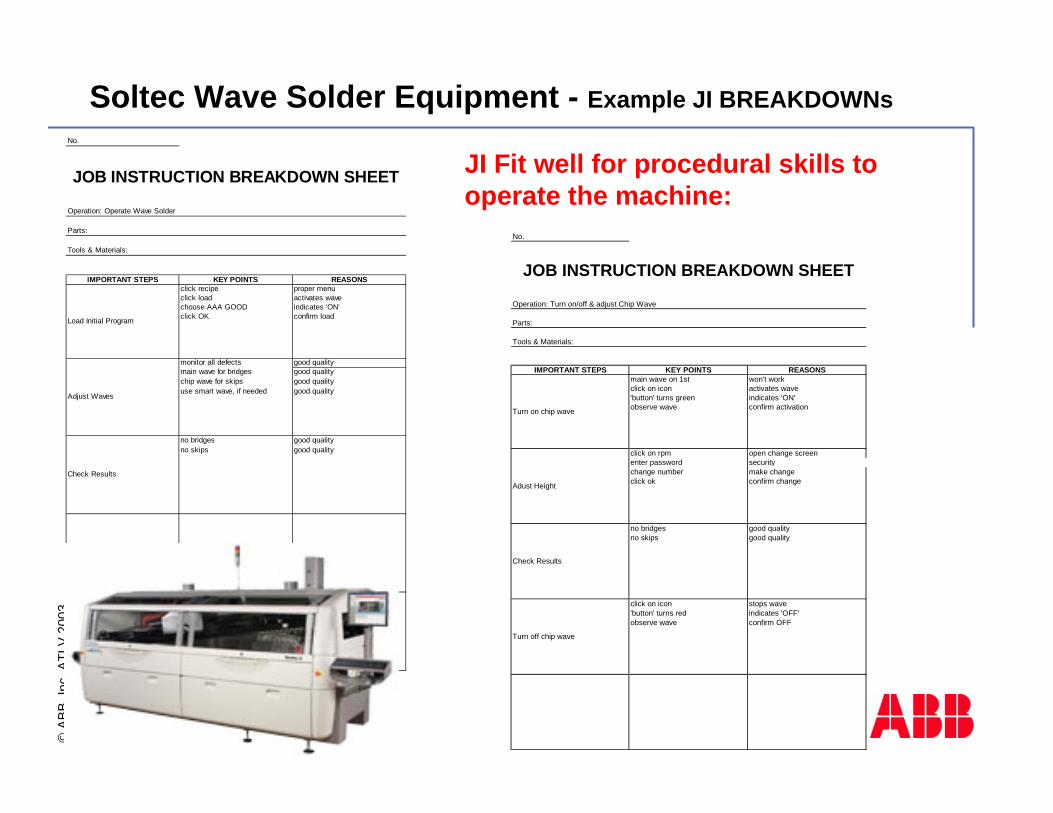
JOB INSTRUCTION BREAKDOWN SHEET
Operation: Operate Wave Solder
Parts:
Tools & Materials:
IMPORTANT STEPS KEY POINTS REASONSclick recipe proper menuclick load activates wavechoose AAA GOOD indicates 'ON'click OK confirm load
monitor all defects good qualitymain wave for bridges good qualitychip wave for skips good qualityuse smart wave, if needed good quality
no bridges good qualityno skips good quality
Load Initial Program
Check Results
Shut down
Adjust Waves
Soltec Wave Solder Equipment - Example JI BREAKDOWNs
No.
JOB INSTRUCTION BREAKDOWN SHEET
Operation: Turn on/off & adjust Chip Wave
Parts:
Tools & Materials:
IMPORTANT STEPS KEY POINTS REASONSmain wave on 1st won't workclick on icon activates wave'button' turns green indicates 'ON'observe wave confirm activation
click on rpm open change screenenter password securitychange number make changeclick ok confirm change
no bridges good qualityno skips good quality
click on icon stops wave'button' turns red indicates 'OFF'observe wave confirm OFF
Turn on chip wave
Check Results
Turn off chip wave
Adust Height
JI Fit well for procedural skills to operate the machine:
©AB
B, In
c. A
TLV
2003
Soltec Wave Solder Equipment - Example Additional Info
We supplemented the JI training with a power point showing:General knowledge on wave soldering
Visual examples
Descriptions of defects & how to address them

©AB
B, In
c. A
TLV
2003
Wave Soldering for Zero Defects
How do we get good quality wave soldering? KEEP IT CLEAN:
Follow daily cleaning schedule using ‘picture book’ as a guideClean chip wave frequently: Every 2 hours or more frequently as needed to keep the wave consistent and smooth
MONITOR PERFORMANCE:Continuously watch carefully for soldering problems like bridges, skips, & overflows as product leaves the machine. Inspect every panel.
Listen to feedback from downstream operations for problems and react accordingly
©AB
B, In
c. A
TLV
2003
Wave Soldering for Zero Defects
How do we get good quality wave soldering? ADJUST MACHINE TO KEEP PEAK PERFORMANCE:
Adjust chip wave heightVerify the chip wave is clean (visual)Adjust main wave heightAdjust flux deposition (get help)Verify proper solder level
Basic wave solder operation –addressed in JI trainings

©AB
B, In
c. A
TLV
2003
CLEANING IS CRITICALIf the chip wave does not consistently touch all of the bottom side of the boards, skips on bottom side parts will result
Blockages in the chip wave result in a ‘stripe’of missed solder for bottom side parts
Overall reduction of flow from dross accumulation will result in a wave height that is too low and does not contact the bottom of the boards enough
Chipwave w/ a blockage
Chipwave too low

©AB
B, In
c. A
TLV
2003
YOU MUST MONITOR THE SOLDERING RESULTS
Look at the units as they come out of the wave solder:Check for bridges
Check for skips
Check for blow-holes
Check for overflows
Check for solder webbing, etc
When you see problems, adjust the machine to eliminate the problems (more on this later in the presentation)
Be sure to record any adjustments in the Daily Wave Operator Log(form 562)
If you cannot fix the problem yourself, get help
©AB
B, In
c. A
TLV
2003
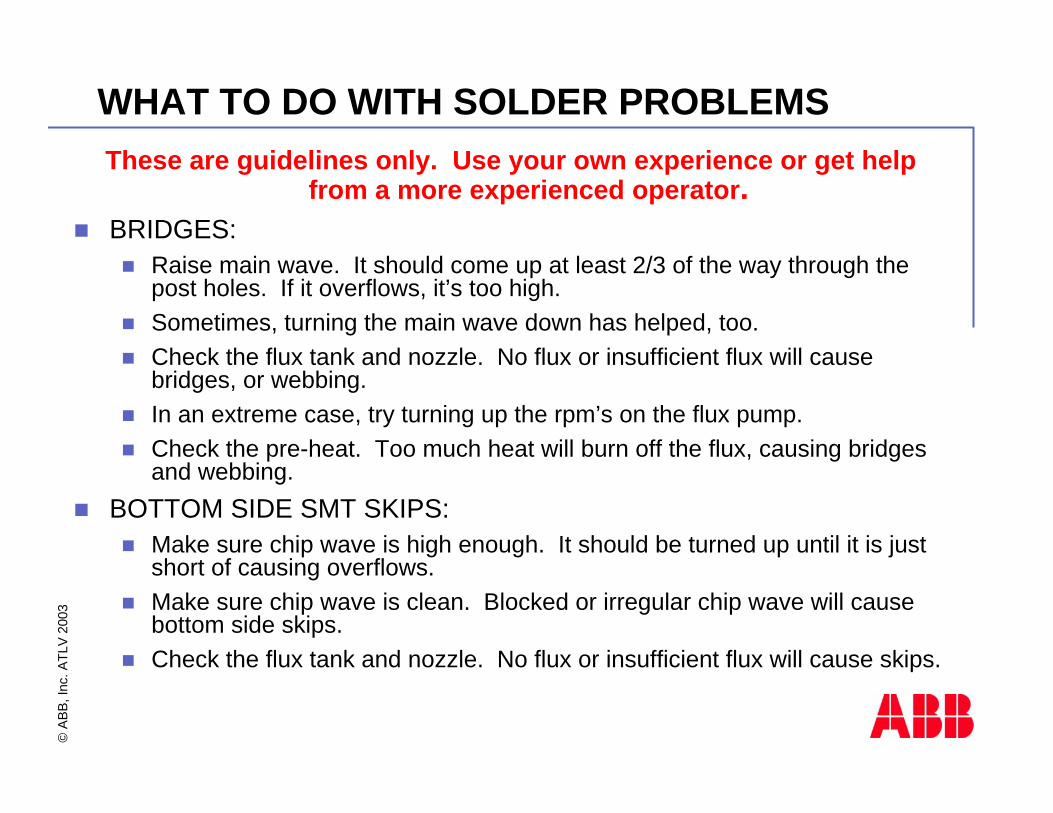
WHAT TO DO WITH SOLDER PROBLEMSThese are guidelines only. Use your own experience or get help
from a more experienced operator.BRIDGES:
Raise main wave. It should come up at least 2/3 of the way through the post holes. If it overflows, it’s too high.Sometimes, turning the main wave down has helped, too.Check the flux tank and nozzle. No flux or insufficient flux will cause bridges, or webbing.In an extreme case, try turning up the rpm’s on the flux pump.Check the pre-heat. Too much heat will burn off the flux, causing bridges and webbing.
BOTTOM SIDE SMT SKIPS:Make sure chip wave is high enough. It should be turned up until it is just short of causing overflows.Make sure chip wave is clean. Blocked or irregular chip wave will cause bottom side skips.Check the flux tank and nozzle. No flux or insufficient flux will cause skips.

©AB
B, In
c. A
TLV
2003
WHAT TO DO WITH SOLDER PROBLEMS
These are guidelines only. Use your own experience or get help from a more experienced operator.
BLOWHOLES:Usually, blowholes mean the pre-heat is too cold. If you see a significant number of blowholes, check the preheats
OVERFLOWS:Waves are set too high. May happen just after cleaning.

©AB
B, In
c. A
TLV
2003
Soltec Wave Solder Equipment - JI Training Results
QUALITYIn-Process Defects
0
500
1,000
1,500
2,000
2,500
3,000
3,500
4,000
6-N
ov-0
64-
Dec
-06
1-Ja
n-07
29-J
an-0
726
-Feb
-07
26-M
ar-0
723
-Apr
-07
21-M
ay-0
718
-Jun
-07
16-J
ul-0
713
-Aug
-07
10-S
ep-0
78-
Oct
-07
5-N
ov-0
73-
Dec
-07
31-D
ec-0
728
-Jan
-08
25-F
eb-0
824
-Mar
-08
21-A
pr-0
819
-May
-08
16-J
un-0
814
-Jul
-08
11-A
ug-0
88-
Sep-
086-
Oct
-08
3-N
ov-0
81-
Dec
-08
29-D
ec-0
8
Wee
kly
Def
ect C
ount
GOALACTUALLinear (ACTUAL)
GO
OD
BA
D

©AB
B, In
c. A
TLV
2003
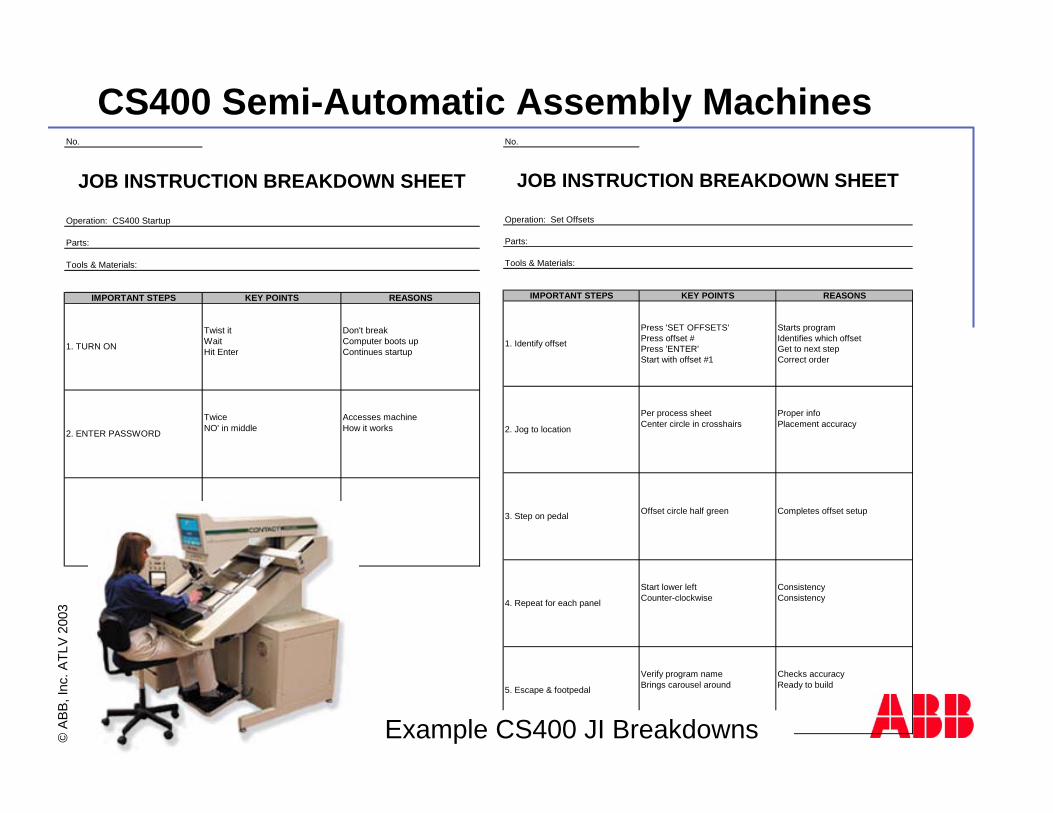
CS400 Semi-Automatic Assembly Machines
One of our lean cell workstations is a CS400E semi-automatic assembly machine
This machines requires a significant amount of training to navigate it’s computer interface, zero & offset functions, and component insertion
Traditionally, this took lots of one on one supervision and weeks of very close monitoring of an operators performanceWe created several JI Breakdowns to ‘cover’ all the skills required for this function. An operator can now be trained enough to RELIABLY run the machine with high QUALITY in a short amount of time
©AB
B, In
c. A
TLV
2003
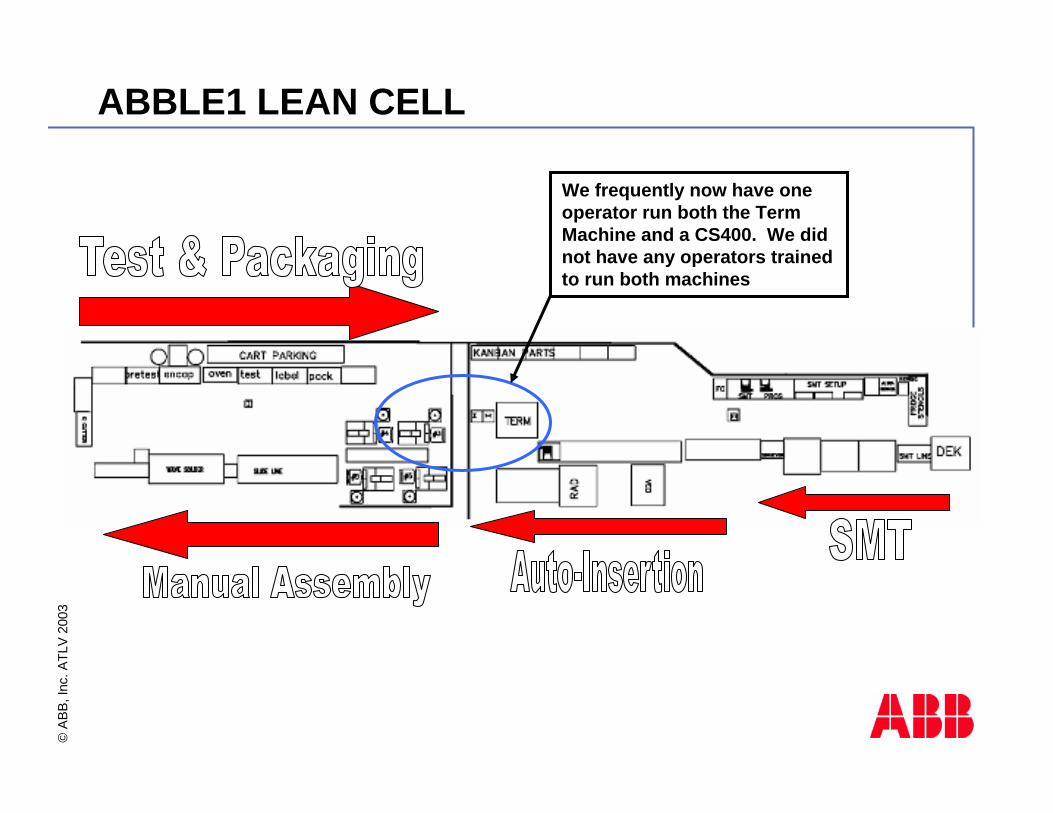
ABBLE1 LEAN CELL
We frequently now have one operator run both the Term Machine and a CS400. We did not have any operators trained to run both machines

©AB
B, In
c. A
TLV
2003
CS400 Semi-Automatic Assembly Machines
First Pass JI Breakdown for CS400 had 23 important steps
Determined the need to break the JI Breakdowns into several smaller trainings
Allowed an new employee to be ‘eased into’ the use of the equipment
The group of 6 new JI Breakdowns had to be ‘test-driven’ several times and refined
We had to evaluate the JI Breakdowns by training both new and experienced CS400 operators
©AB
B, In
c. A
TLV
2003
No.
JOB INSTRUCTION BREAKDOWN SHEET
Operation: Set Offsets
Parts:
Tools & Materials:
IMPORTANT STEPS KEY POINTS REASONS
Press 'SET OFFSETS' Starts programPress offset # Identifies which offsetPress 'ENTER' Get to next stepStart with offset #1 Correct order
Per process sheet Proper infoCenter circle in crosshairs Placement accuracy
Offset circle half green Completes offset setup
Start lower left ConsistencyCounter-clockwise Consistency
Verify program name Checks accuracyBrings carousel around Ready to build
1. Identify offset
3. Step on pedal
4. Repeat for each panel
5. Escape & footpedal
2. Jog to location
CS400 Semi-Automatic Assembly Machines
Example CS400 JI Breakdowns
No.
JOB INSTRUCTION BREAKDOWN SHEET
Operation: CS400 Startup
Parts:
Tools & Materials:
IMPORTANT STEPS KEY POINTS REASONS
Twist it Don't breakWait Computer boots upHit Enter Continues startup
Twice Accesses machineNO' in middle How it works
1. TURN ON
2. ENTER PASSWORD

©AB
B, In
c. A
TLV
2003
CS400 Semi-Automatic Assembly MachinesExample CS400 JI Breakdowns
No.
JOB INSTRUCTION BREAKDOWN SHEET
Operation: CS400 Load Boards
Parts:
Tools & Materials:
IMPORTANT STEPS KEY POINTS REASONS
Put board(s) on bottom bar Proper orientationSlide middle/top bar in place Holds in placeUse grooves Proper procedureTighten Holds in placeSame number left & right Square
Tight to boards Holds in placeBoth sides Holds in placeAvoid black area Won't work
Advances work
Loosen right side sliders Remove panelsDon't change other sliders Keeps setupPut in bin or on conveyor Proper handling
Put board(s) on bar Loads machineTighten right side slider to board Holds in place
1. SET HORIZONTAL BAR
3. POPULATE BOARDS
4. REMOVE BOARDS
5. RE-LOAD
2. SET SLIDERS
No.
JOB INSTRUCTION BREAKDOWN SHEET
Operation: Set Offsets
Parts:
Tools & Materials:
IMPORTANT STEPS KEY POINTS REASONS
Press 'SET OFFSETS' Starts programPress offset # Identifies which offsetPress 'ENTER' Get to next stepStart with offset #1 Correct order
Per process sheet Proper infoCenter circle in crosshairs Placement accuracy
Offset circle half green Completes offset setup
Start lower left ConsistencyCounter-clockwise Consistency
Verify program name Checks accuracyBrings carousel around Ready to build
1. Identify offset
3. Step on pedal
4. Repeat for each panel
5. Escape & footpedal
2. Jog to location

©AB
B, In
c. A
TLV
2003
JOB INSTRUCTION BREAKDOWN SHEET
Operation: CS400 Build boards
Parts:
Tools & Materials:
IMPORTANT STEPS KEY POINTS REASONS
Use two hands Prevents injuryOnly use pliers when req'd Too slowFlashing - Orientation per layout Reduce IPDHold down firmly Good clinch
Hold part firmly Good clinchRelease when table moves Leave part in board
Complete build
On component, every board Identifies bulider
Check back Long leadsShake boards Loose partsCall lead First piece check
In dividers Avoid damageSpacing Avoid damage6. Place in bin or on conveyor
1. Pick up parts & place part in lit holes
3. Repeat until done
4. Mark boards
5. Remove boards
2. Step on footpedal
CS400 Semi-Automatic Assembly Machines
Example CS400 JI Breakdowns
No.
JOB INSTRUCTION BREAKDOWN SHEET
Operation: Load Carousel
Parts:
Tools & Materials:
IMPORTANT STEPS KEY POINTS REASONS
Push 'LOAD' button to start How it worksPush 'LOAD' button to stop How it works
Observe proper order Correct part in correct location
Press 'RESET' button Loads machine
1. Raise carousel
3. Lower carousel
2. Load trays

©AB
B, In
c. A
TLV
2003
Using KANBAN for floorstockWe established a floorstockKANBAN system to eliminate ‘kitting’ parts for the lean cells
We thought the KANBAN process was ‘simple’ and quickly explained it to the ‘customers’ of the system
Then, the emails started…KANBAN cards are missing
They’re using 2 bins at the same time
Parts are mixed
So, people were not using the KANBAN system correctly, but:
If the worker hasn’t learned, the instructor hasn’t taught

©AB
B, In
c. A
TLV
2003
ABBLE1 LEAN CELLKANBAN floorstock: A new process for everyone to eliminate the need to ‘kit’ jobs running in a lean cell

©AB
B, In
c. A
TLV
2003
Using KANBAN for floorstockNo.
JOB INSTRUCTION BREAKDOWN SHEET
Operation: Using Raw Material KANBAN
Parts:
Tools & Materials:
IMPORTANT STEPS KEY POINTS REASONS
Numerical Order Easy to findUse open bag or earliest date FIFOOne bag at a time avoid confusionTake whole bag/box avoid confusion
Remainder after order put awayLeave bag open know active bagPlace in empty bin correct location
Only when empty triggers replenishmentPull more parts (see step 1) keep buildingDesignated bin proper placeIncrease KANBAN QTY? fewer card rotations
1. GET PARTS
3. TURN IN CARD
2. RETURN PARTS
We are confident that this JI Breakdown and Training will solve the problems with the KANBAN system

©AB
B, In
c. A
TLV
2003
Triplematic 1250 nightly clean & shutdown
‘Trained’ a second shift employee for weeks on how to clean this machine
Each morning, the job was not done ‘correctly’
Was the trainee at fault?If the worker hasn’t learned, the instructor hasn’t taught
What’s wrong?Need a JI Breakdown so we can perform a proper Job Instruction Training
There are special requirements associated
with cleaning the dispense head. If they are not done properly, the head clogs
and dispenses inconsistently

©AB
B, In
c. A
TLV
2003
ABBLE1 LEAN CELLThe need to be flexible in distributing workload through the cell has required us to frequently use inexperienced operators for the encapsulation process.
JI Breakdowns for this process are currently in development!!
©AB
B, In
c. A
TLV
2003
AGENDA
ABB – SSAC PRODUCTSAPPLICATIONSBUILDING CONSOLIDATIONLEAN BEGINNINGSJOB RELATIONSJOB INSTRUCTIONJOB METHODSRESULTSCONCLUSIONS

©AB
B, In
c. A
TLV
2003
STANDARD WORKIn order to use JOB INSTRUCTION effectively, you need to train using the ‘best way’ and this ‘best way’ needs to be done the same way every time
So, before JI Breakdowns can be created, the ‘best way’and ‘standard work’ for a job has to be determined
The JOB METHODS system is a great way to develop the ‘best way’ to do a job before writing a JI Breakdown
JM is also a great way to improve jobs on a ongoing basis

©AB
B, In
c. A
TLV
2003
JOB METHODS
What is Job Methods?Job Methods helps you produce greater quantities of quality products in less time by making the best use of the manpower, machines and materials available.
Why increase production efficiency?Remain Competitive
Reduce Costs
Improve Quality’
Increase Productivity
Deliver On Time

©AB
B, In
c. A
TLV
2003
Step 1 - Break Down The jobBe sure it is in detail
Detail means every single movement that is done including
Material handling
Machine work
Hand work
Use a “Breakdown” sheet
Be sure to perform the breakdown at the work site
©AB
B, In
c. A
TLV
2003
Step 2 – Question “Every” Detail
Why is it necessary?
What is the purpose?
Where should it be done?
Who is best qualified to do it?
How is the best way to do it?
Remember to question at the same time:
Materials, Machines, Equipment, tools, Product Design, Work Place Layout, Movement, Safety and Housekeeping

©AB
B, In
c. A
TLV
2003
Step – 3 Develop The New Method
Eliminate unnecessary Details
Combine details when practical
Rearrange details for better sequence
Simplify all necessary details
Work out the ideas WITH OTHERSWrite Up the proposed new method
©AB
B, In
c. A
TLV
2003
Step 4 - Apply The New Method
Sell your proposal to the boss
Sell the new method to the operators
Get Final Approval of all concerned on:
SAFETY
QUALITY
QUANTITY
COST
Put the new method TO WORKGive CREDIT where credit is due

©AB
B, In
c. A
TLV
2003
AGENDA
ABB – SSAC PRODUCTSAPPLICATIONSBUILDING CONSOLIDATIONLEAN BEGINNINGSJOB RELATIONSJOB INSTRUCTIONJOB METHODSRESULTSCONCLUSIONS
©AB
B, In
c. A
TLV
2003
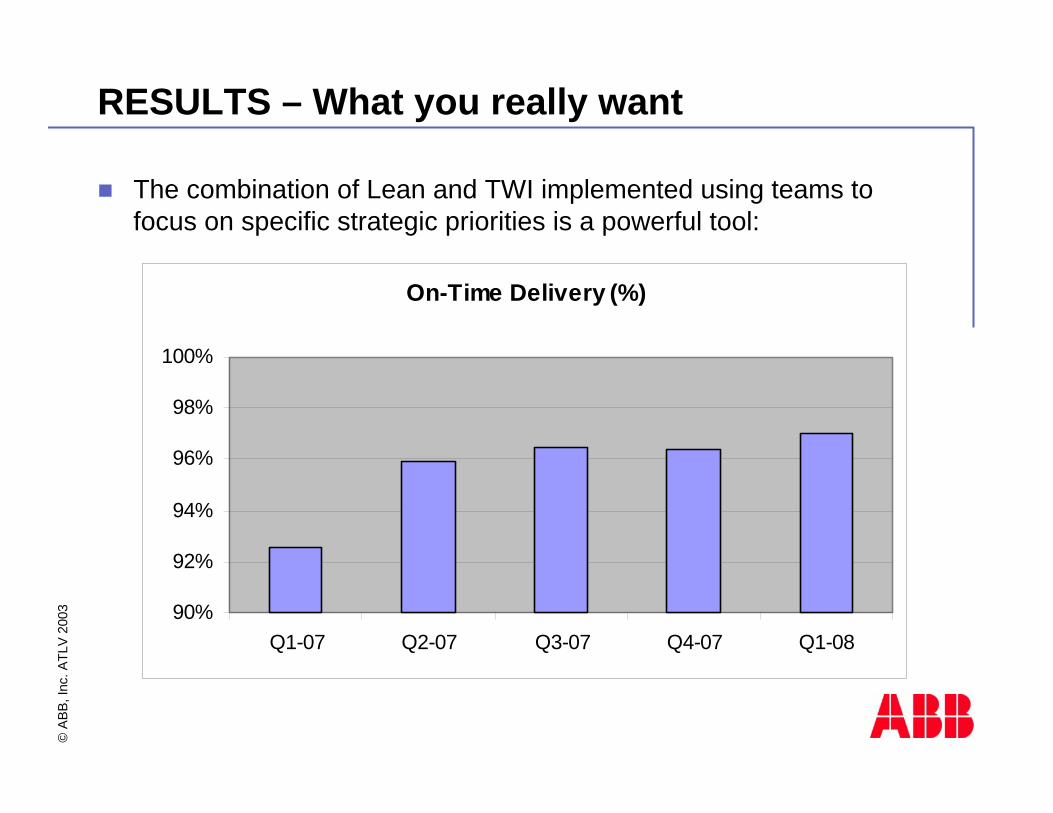
RESULTS – What you really want
The combination of Lean and TWI implemented using teams to focus on specific strategic priorities is a powerful tool:
On-Time Delivery (%)
90%
92%
94%
96%
98%
100%
Q1-07 Q2-07 Q3-07 Q4-07 Q1-08

©AB
B, In
c. A
TLV
2003
FINANCIALWork In Process
50
100
150
200
250
300
350
2-Ju
l-07
30-J
ul-0
7
27-A
ug-0
7
24-S
ep-0
7
22-O
ct-0
7
19-N
ov-0
7
17-D
ec-0
7
14-J
an-0
8
11-F
eb-0
8
10-M
ar-0
8
7-Ap
r-08
5-M
ay-0
8
2-Ju
n-08
30-J
un-0
8
28-J
ul-0
8
25-A
ug-0
8
22-S
ep-0
8
20-O
ct-0
8
17-N
ov-0
8
15-D
ec-0
8
Inve
ntor
y Va
lue
($K
)
WIP
GO
OD
BA
D
RESULTS – What you really want
The combination of Lean and TWI implemented using teams to focus on specific strategic priorities is a powerful tool:
©AB
B, In
c. A
TLV
2003
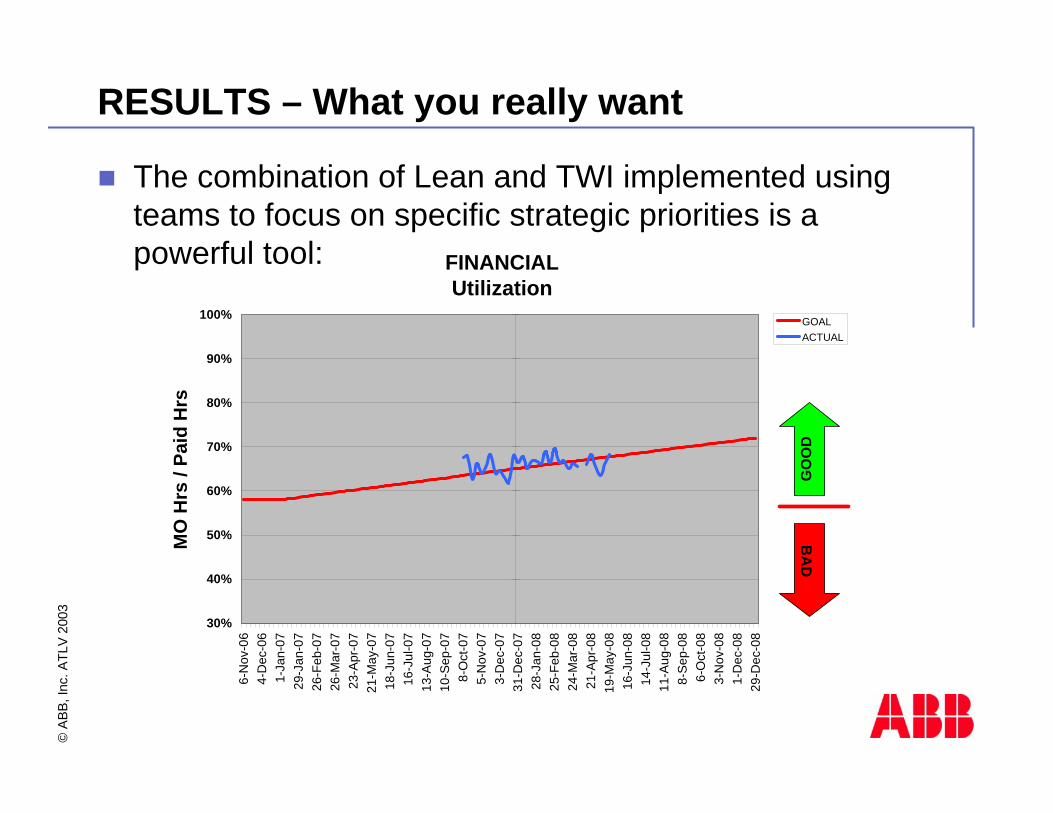
FINANCIALUtilization
30%
40%
50%
60%
70%
80%
90%
100%
6-N
ov-0
64-
Dec
-06
1-Ja
n-07
29-J
an-0
726
-Feb
-07
26-M
ar-0
723
-Apr
-07
21-M
ay-0
718
-Jun
-07
16-J
ul-0
713
-Aug
-07
10-S
ep-0
78-
Oct
-07
5-N
ov-0
73-
Dec
-07
31-D
ec-0
728
-Jan
-08
25-F
eb-0
824
-Mar
-08
21-A
pr-0
819
-May
-08
16-J
un-0
814
-Jul
-08
11-A
ug-0
88-
Sep
-08
6-O
ct-0
83-
Nov
-08
1-D
ec-0
829
-Dec
-08
MO
Hrs
/ Pa
id H
rs
GOALACTUAL
GO
OD
BA
D
RESULTS – What you really want
The combination of Lean and TWI implemented using teams to focus on specific strategic priorities is a powerful tool:

©AB
B, In
c. A
TLV
2003
AGENDA
ABB – SSAC PRODUCTSAPPLICATIONSBUILDING CONSOLIDATIONLEAN BEGINNINGSJOB RELATIONSJOB INSTRUCTIONJOB METHODSRESULTSCONCLUSIONS
©AB
B, In
c. A
TLV
2003
CONCLUSIONS - ADVICE
TWI works very well, especially during a period of change1. JR helps managers deal with the interpersonal problems associated
with changing environments (& everyday issues, too) in a fair & consistent manner
2. During a lean implementation, JI is critical to establish standard methodologies for cell operations & create a consistent, effective way of training or re-training operators on how to do a task
3. JM allows managers to use the age old advise “ask the operator –they know best” and transform it into something powerful. Training Group Leads and operators on JM allows them to express their improvement plans in a structured manner that is actionable.
Follow the methodologies as closely as possibleA dedicated resource that is committed to the success of a TWI implementation is critical to keep a TWI project moving forward and producing benefits quickly & consistently
©AB
B, In
c. A
TLV
2003
QUESTIONSAND
ANSWERS

©AB
B, In
c. A
TLV
2003





























