Embed Size (px)
Citation preview

Why is TWI fundamental in Lean?
Lean principle: RESPECT for people
Gerard Berendsenmaster trainer TWI Institute

With a gun to their heads (literally), the TWI founders had to
find solid principles of human nature that:
– Work every time
– Inspire dedication
– Create performance results
– Build leadership & teamwork
è Same challenges as faced today…?
2
TWI helped win WW-II
1945 - Mission Accomplished!
Of the 600 client companies monitored by the TWI Service throughout the war:
86% increased production by at least 25%
100% reduced training time by 25% or more
88% reduced labor-hours by over 25%
55% reduced scrap by at least 25%
100% reduced grievances by more than 25%
3
Toyota embraced TWI in 1951 to train their people in the evolving Toyota Production System and remains today a cornerstone for:
• Toyota team leader training (JR)
• Toyota standard work (JI)
Taiichi OhnoFounder of the Toyota Production System (TPS)
4
TWI Goes to Japan à link to Lean
Why TWI, what is the need?
Fact: research on Lean indicates that …
... at least 85% of all Lean Projects fail in the initial implementation…
• Lacking Work Standards• Insufficient Respect & Trust to and from employees• Focused on tools & methods, not enough on employees
Toyota: since 1951 TWI-methods are fundamental in talent development!
5
Why?
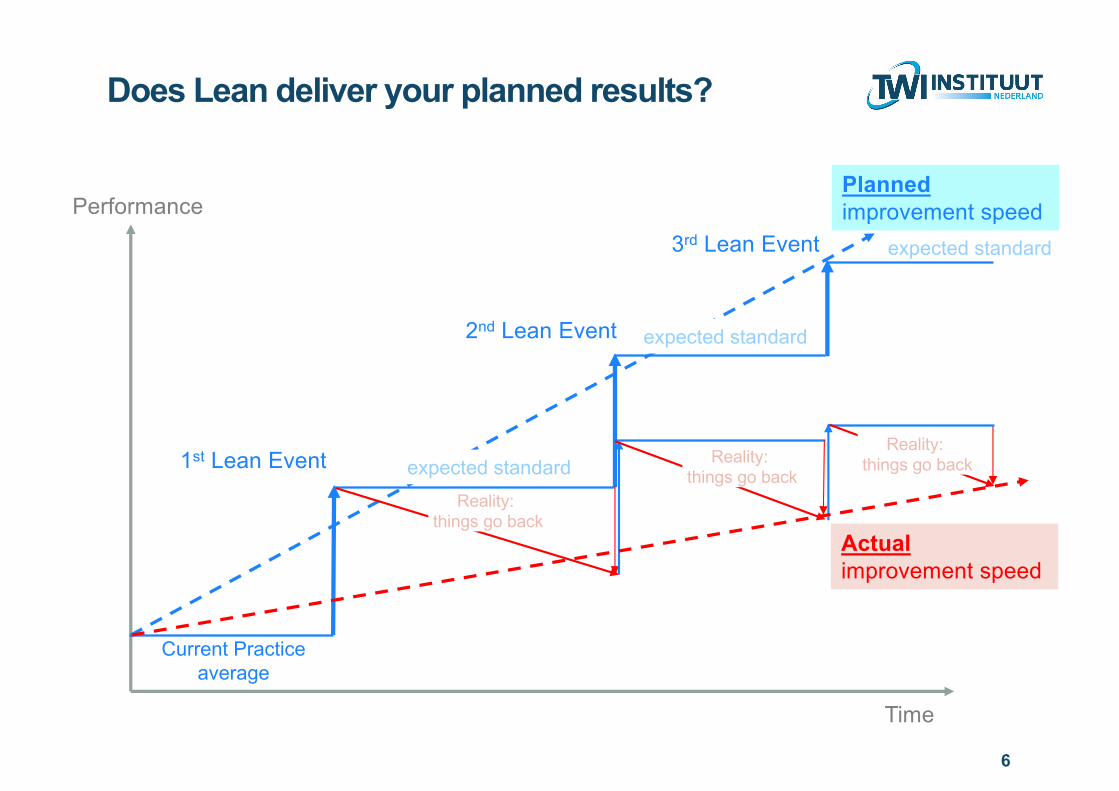
Does Lean deliver your planned results?
6
Current Practiceaverage
1st Lean Event
2nd Lean Event
3rd Lean Event
Time
PerformancePlannedimprovement speed
Actual improvement speed
expected standard
expected standard
expected standard
Reality: things go back
Reality: things go back
Reality: things go back

Why use TWI-methods in Lean?
7
1st Lean Event
2nd Lean Event
3rd Lean Event
Time
Performance
Current Practiceaverage
JI - Stabilize ProcessesJR - Positive Environment
Plannedimprovement speedPlanned & Actual improvement speed
JI - Stabilize ProcessesJR - Positive Environment
Lean tools & instruments
TWI-methods = people
fundamentals
Taichi Ohno: “without standards, there cannot be kaizen”
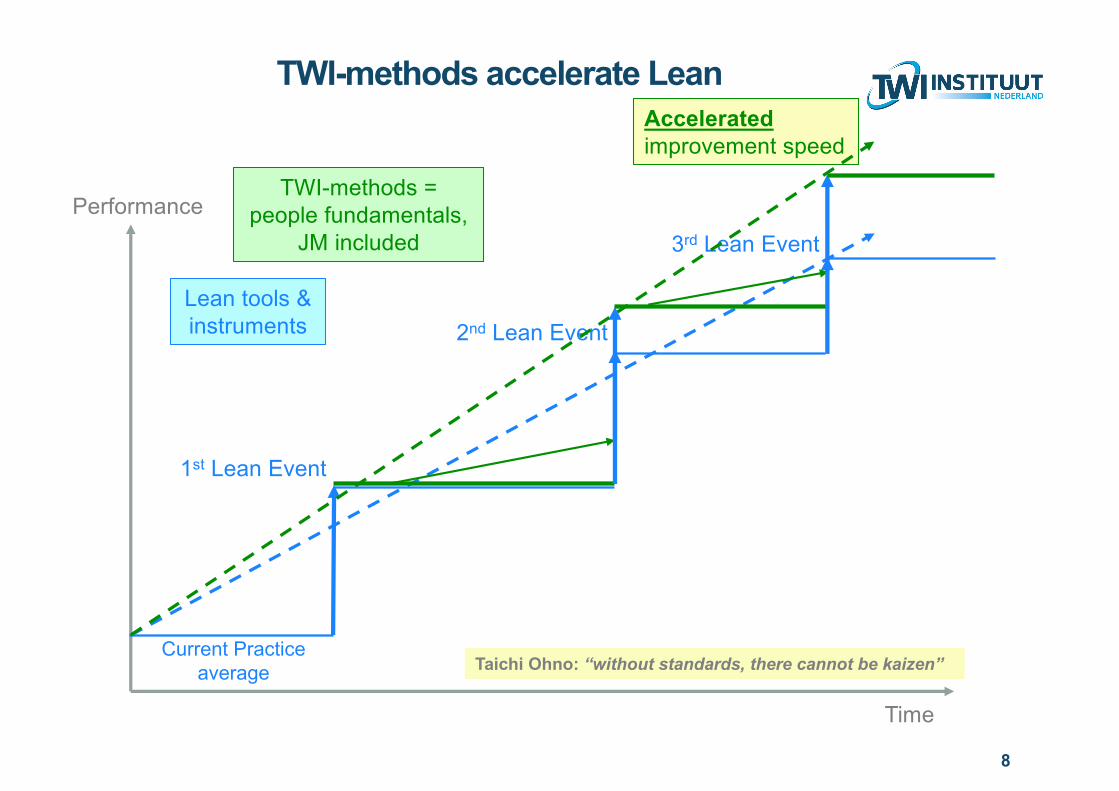
TWI-methods accelerate Lean
8
1st Lean Event
2nd Lean Event
3rd Lean Event
Time
Performance
Current Practiceaverage
Acceleratedimprovement speed
Lean tools & instruments
TWI-methods = people fundamentals,
JM included
Taichi Ohno: “without standards, there cannot be kaizen”
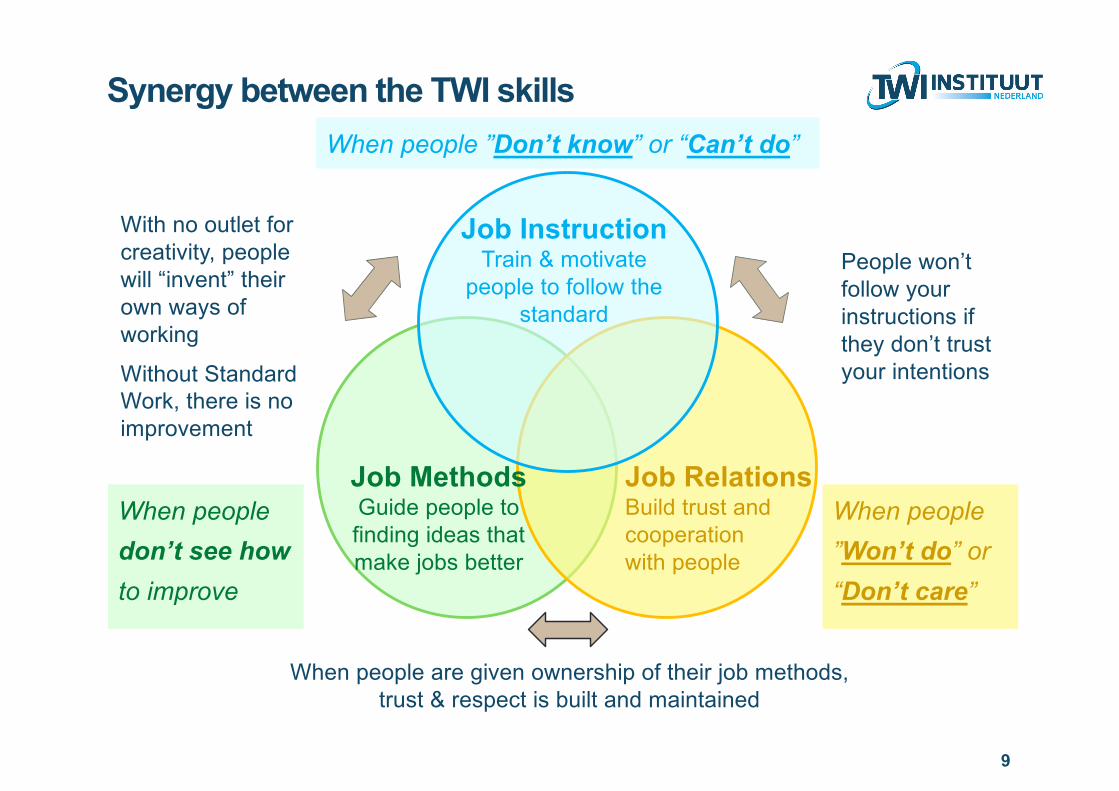
Job InstructionTrain & motivate
people to follow the standard
Job RelationsBuild trust and cooperationwith people
Job MethodsGuide people to finding ideas that make jobs better
People won’t follow your instructions if they don’t trust your intentions
With no outlet for creativity, people will “invent” their own ways of working
Without Standard Work, there is no improvement
When people are given ownership of their job methods, trust & respect is built and maintained
Synergy between the TWI skills
9
When people ”Don’t know” or “Can’t do”
When people ”Won’t do” or “Don’t care”
When people don’t see how to improve
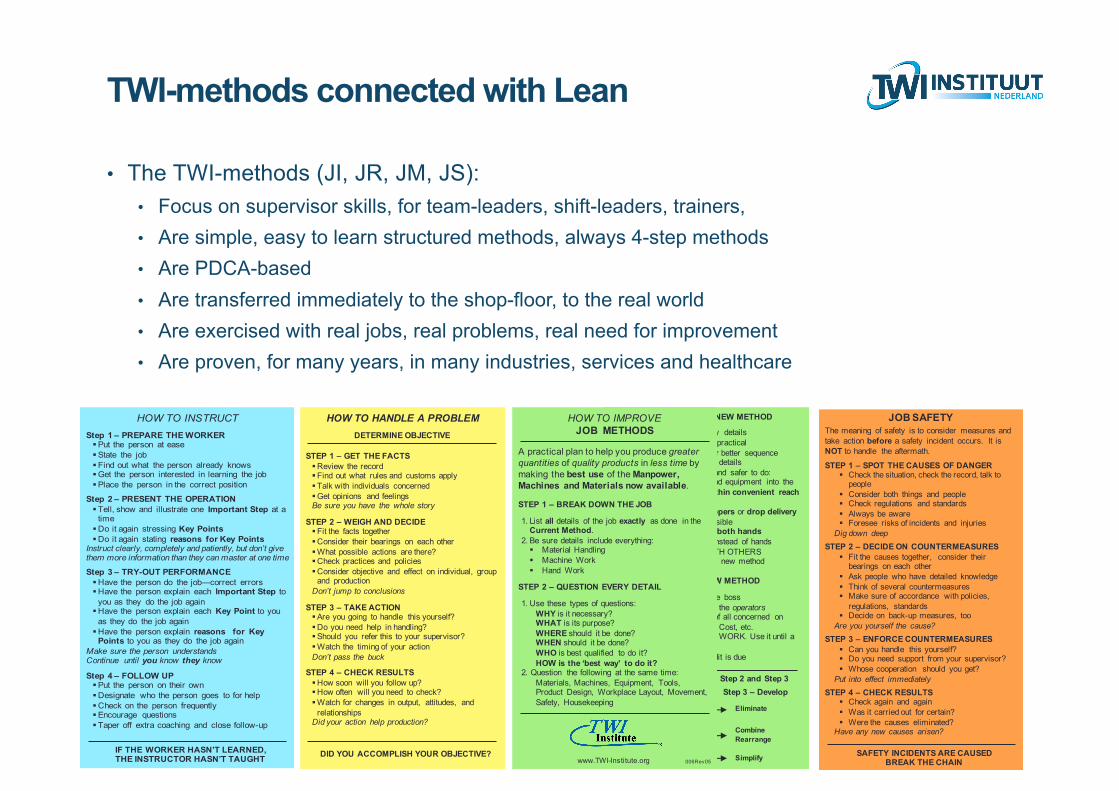
TWI-methods connected with Lean
• The TWI-methods (JI, JR, JM, JS):• Focus on supervisor skills, for team-leaders, shift-leaders, trainers, • Are simple, easy to learn structured methods, always 4-step methods• Are PDCA-based• Are transferred immediately to the shop-floor, to the real world• Are exercised with real jobs, real problems, real need for improvement• Are proven, for many years, in many industries, services and healthcare
10
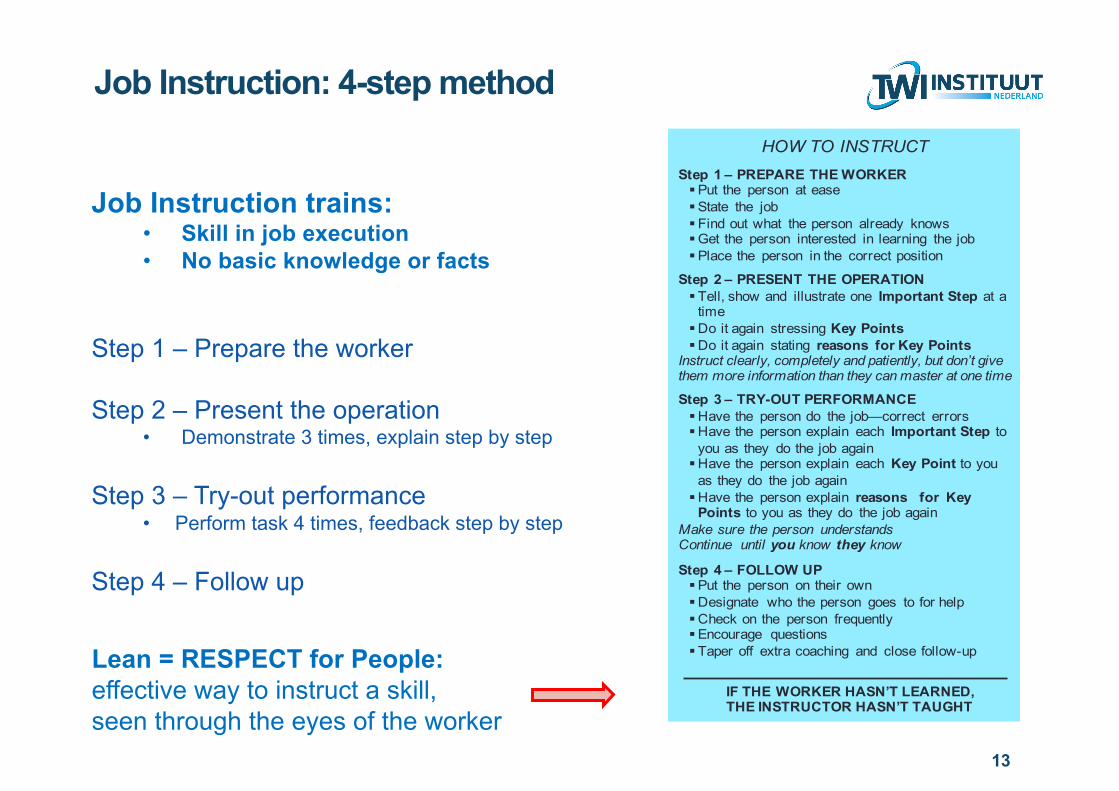
HOW TO INSTRUCTStep 1 – PREPARE THE WORKER§Put the person at ease§State the job§Find out what the person already knows§Get the person interested in learning the job§Place the person in the correct position
Step 2 – PRESENT THE OPERATION
§Tell, show and illustrate one Important Step at a time
§Do it again stressing Key Points
§Do it again stating reasons for Key PointsInstruct clearly, completely and patiently, but don’t givethem more information than they can master at one time
Step 3 – TRY-OUT PERFORMANCE
§Have the person do the job—correct errors§Have the person explain each Important Step to
you as they do the job again§Have the person explain each Key Point to you
as they do the job again§Have the person explain reasons for Key
Points to you as they do the job againMake sure the person understandsContinue until you know they know
Step 4 – FOLLOW UP§Put the person on their own§Designate who the person goes to for help§Check on the person frequently§Encourage questions§Taper off extra coaching and close follow-up
IF THE WORKER HASN’T LEARNED,THE INSTRUCTOR HASN’T TAUGHT
HOW TO HANDLE A PROBLEMDETERMINE OBJECTIVE
STEP 1 – GET THE FACTS§Review the record§Find out what rules and customs apply§Talk with individuals concerned§Get opinions and feelingsBe sure you have the whole story
STEP 2 – WEIGH AND DECIDE§Fit the facts together§Consider their bearings on each other§What possible actions are there?§Check practices and policies§Consider objective and effect on individual, group
and productionDon’t jump to conclusions
STEP 3 – TAKE ACTION§Are you going to handle this yourself?§Do you need help in handling?§Should you refer this to your supervisor?§Watch the timing of your actionDon’t pass the buck
STEP 4 – CHECK RESULTS§How soon will you follow up?§How often will you need to check?§Watch for changes in output, attitudes, and
relationshipsDid your action help production?
DID YOU ACCOMPLISH YOUR OBJECTIVE?
STEP 3 – DEVELOP THE NEW METHOD
1. ELIMINATE unnecessary details2. COMBINE details when practical3. REARRANGE details for better sequence4. SIMPLIFY all necessary details
To make the job easier and safer to do:§ Put materials, tools and equipment into the
best position and within convenient reachfor the operator
§ Use gravity feed hoppers or drop delivery chutes whenever possible
§ Make effective use of both hands§ Use jigs or fixtures instead of hands
5. Work out your ideas WITH OTHERS6. WRITE UP the proposed new method
STEP 4 – APPLY THE NEW METHOD
1. SELL your proposal to the boss2. SELL the new method to the operators3. Get FINAL APPROVAL of all concerned on
Safety, Quality, Quantity, Cost, etc.4. PUT the new method TO WORK. Use it until a
better way is developed.5. Give CREDIT where credit is due
Relationship Between Step 2 and Step 3 Step 2 – Question Step 3 – Develop
Why?What?
Where?When?Who?
How?
Eliminate
CombineRearrange
Simplify
JOB SAFETYThe meaning of safety is to consider measures and take action before a safety incident occurs. It is NOT to handle the aftermath.
STEP 1 – SPOT THE CAUSES OF DANGER§ Check the situation, check the record, talk to
people§ Consider both things and people§ Check regulations and standards§ Always be aware§ Foresee risks of incidents and injuries
Dig down deepSTEP 2 – DECIDE ON COUNTERMEASURES
§ Fit the causes together, consider their bearings on each other
§ Ask people who have detailed knowledge§ Think of several countermeasures§ Make sure of accordance with policies,
regulations, standards§ Decide on back-up measures, too
Are you yourself the cause?STEP 3 – ENFORCE COUNTERMEASURES
§ Can you handle this yourself?§ Do you need support from your supervisor?§ Whose cooperation should you get?
Put into effect immediatelySTEP 4 – CHECK RESULTS
§ Check again and again§ Was it carried out for certain?§ Were the causes eliminated?
Have any new causes arisen?
SAFETY INCIDENTS ARE CAUSEDBREAK THE CHAIN
HOW TO IMPROVEJOB METHODS
A practical plan to help you produce greater quantities of quality products in less time by making the best use of the Manpower, Machines and Materials now available.
STEP 1 – BREAK DOWN THE JOB
1. List all details of the job exactly as done in the Current Method.
2. Be sure details include everything:§ Material Handling§ Machine Work§ Hand Work
STEP 2 – QUESTION EVERY DETAIL
1. Use these types of questions:WHY is it necessary?WHAT is its purpose?WHERE should it be done?WHEN should it be done?WHO is best qualified to do it?HOW is the ‘best way’ to do it?
2. Question the following at the same time:Materials, Machines, Equipment, Tools, Product Design, Workplace Layout, Movement, Safety, Housekeeping
www.TWI-Institute.org 006Rev05
TWI-methods are routines
• The TWI-skills should be trained & exercised to be used every day
• In Japan, TWI-skills are naturally, became routines
• TWI-skills are not methods to pick when needed, they are used every day, from every supervisor
11
In Japanese, “The WAY to Teach Jobs”仕事の教え方 = Shigoto no Oshie-KATA
In Japanese, “The WAY to Handle People”人の扱い方 = Hito no Atsukai-KATA
1. What is TWI - Job Instruction?
TWI – Job Instruction is the way to get A person to quickly remember to do A job:
1. Correctly (quality, productivity)
2. Safely and
3. Conscientiously
12
1:1ßà
”Don’t know”
“Can’t do”
13
Job Instruction trains:• Skill in job execution• No basic knowledge or facts
Step 1 – Prepare the worker
Step 2 – Present the operation• Demonstrate 3 times, explain step by step
Step 3 – Try-out performance• Perform task 4 times, feedback step by step
Step 4 – Follow up
HOW TO INSTRUCTStep 1 – PREPARE THE WORKER§Put the person at ease§State the job§Find out what the person already knows§Get the person interested in learning the job§Place the person in the correct position
Step 2 – PRESENT THE OPERATION
§Tell, show and illustrate one Important Step at a time
§Do it again stressing Key Points
§Do it again stating reasons for Key PointsInstruct clearly, completely and patiently, but don’t givethem more information than they can master at one time
Step 3 – TRY-OUT PERFORMANCE
§Have the person do the job—correct errors§Have the person explain each Important Step to
you as they do the job again§Have the person explain each Key Point to you
as they do the job again§Have the person explain reasons for Key
Points to you as they do the job againMake sure the person understandsContinue until you know they know
Step 4 – FOLLOW UP§Put the person on their own§Designate who the person goes to for help§Check on the person frequently§Encourage questions§Taper off extra coaching and close follow-up
IF THE WORKER HASN’T LEARNED,THE INSTRUCTOR HASN’T TAUGHT
Job Instruction: 4-step method
Lean = RESPECT for People: effective way to instruct a skill, seen through the eyes of the worker
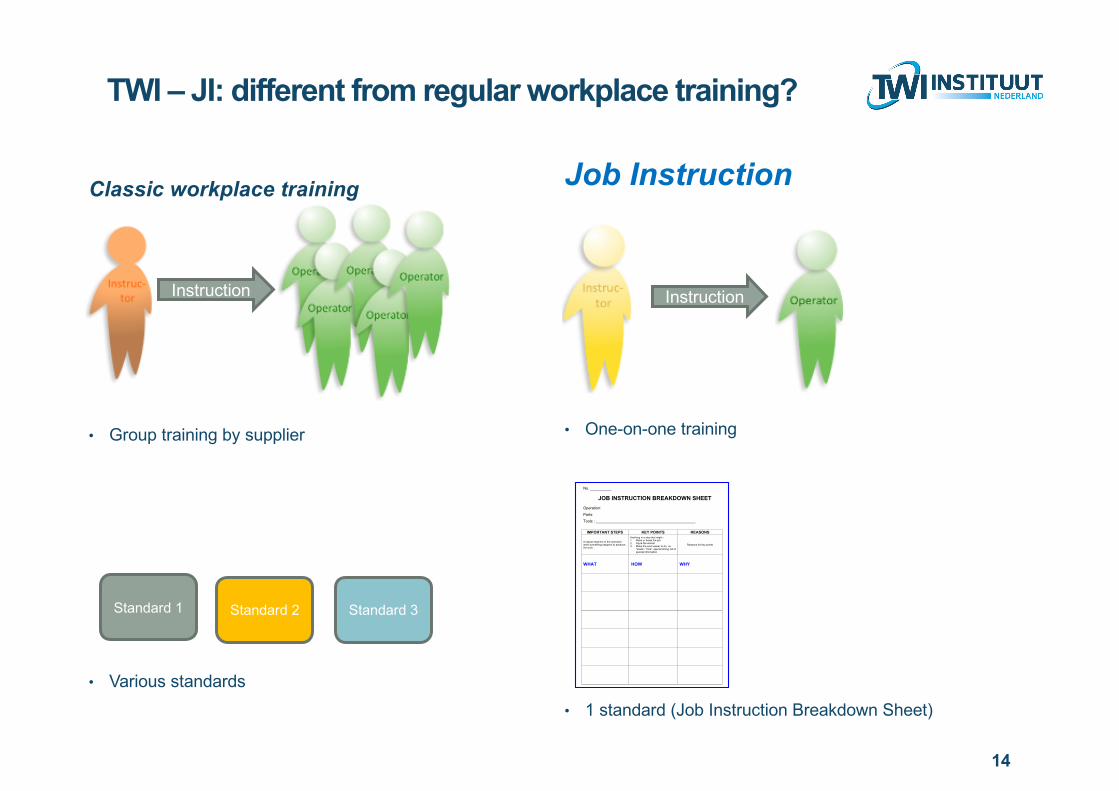
TWI – JI: different from regular workplace training?
Classic workplace training
• Group training by supplier
• Various standards
Job Instruction
• One-on-one training
• 1 standard (Job Instruction Breakdown Sheet)
14
Standard 1 Standard 2 Standard 3
Instruction Instruction
No. __________
JOB INSTRUCTION BREAKDOWN SHEET Operation:
Parts:
Tools : _______________________________________________
IMPORTANT STEPS KEY POINTS REASONS
A logical segment of the operation when something happens to advance the work.
Anything in a step that might - 1. Make or break the job 2. Injure the worker 3. Make the work easier to do, i.e.
“knack”, “trick”, special timing, bit of special information
Reasons for key points
WHAT HOW WHY
# 010
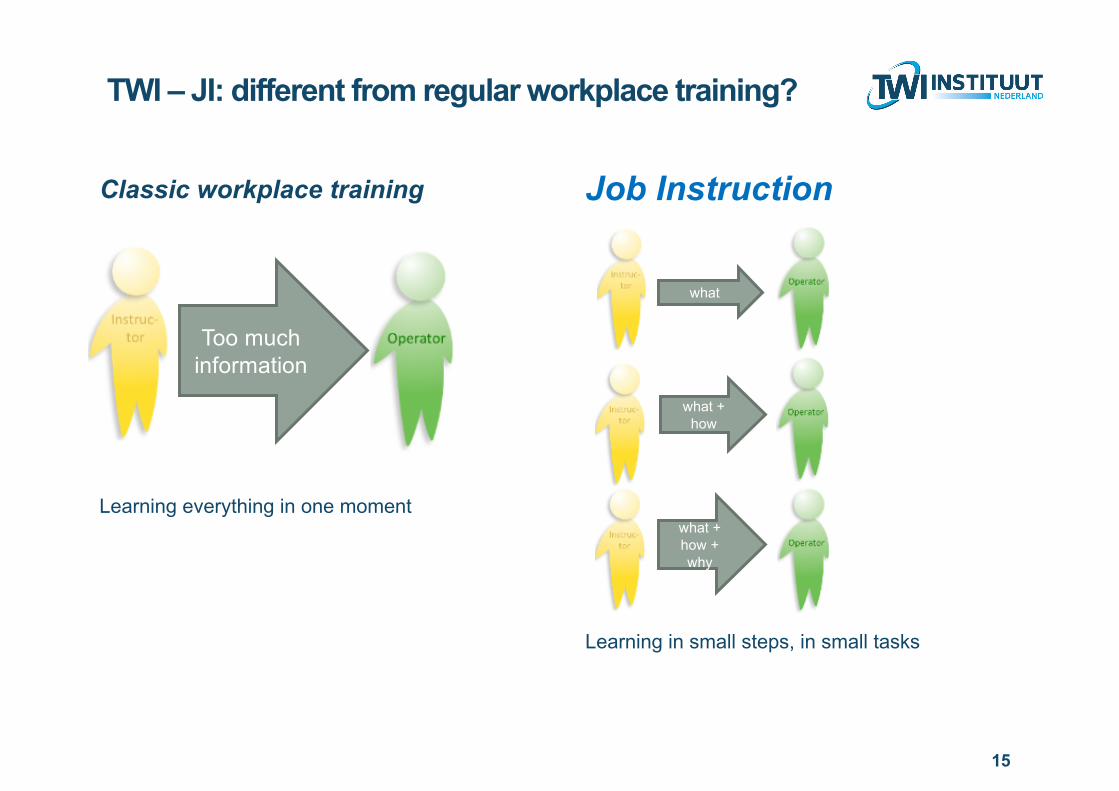
TWI – JI: different from regular workplace training?
Classic workplace training
Learning everything in one moment
Job Instruction
Learning in small steps, in small tasks
15
Too much information
what
what + how
what + how + why
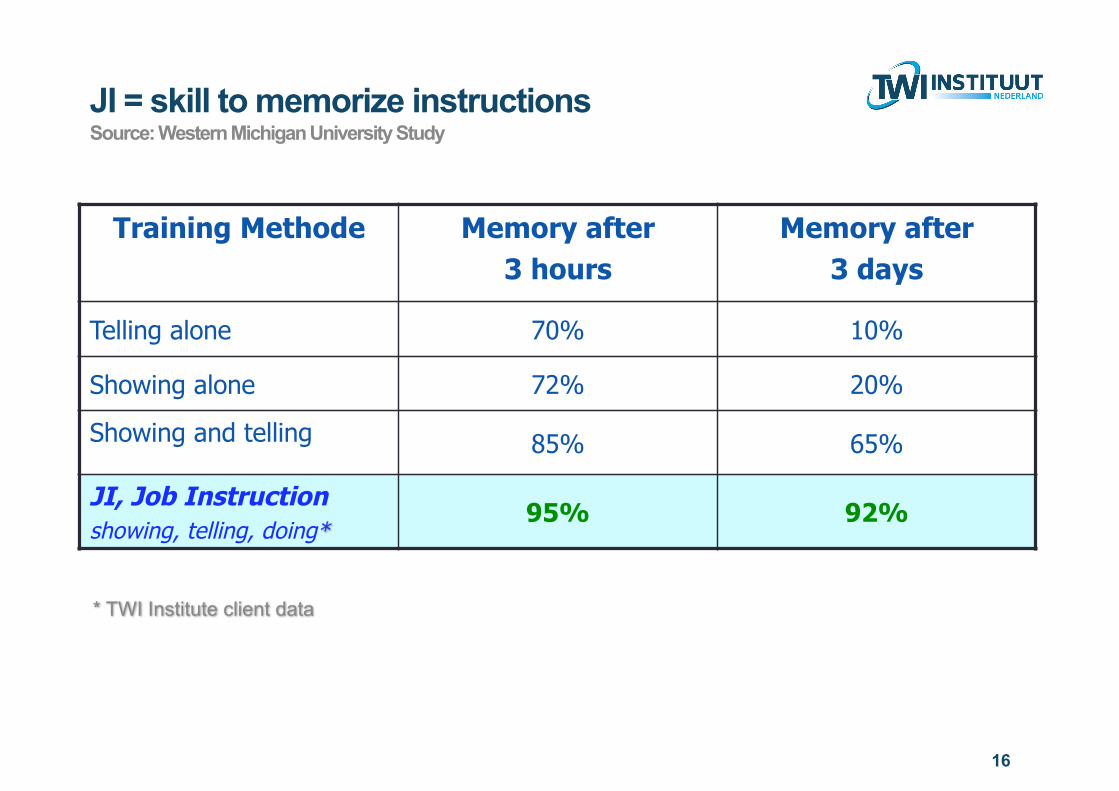
JI = skill to memorize instructionsSource: Western Michigan University Study
Training Methode Memory after3 hours
Memory after3 days
Telling alone 70% 10%
Showing alone 72% 20%
Showing and telling 85% 65%
JI, Job Instructionshowing, telling, doing* 95% 92%
* TWI Institute client data
16
Results from Job Instruction
• Quality improvement through stability• Reduced internal deviations, rejects, rework: starts immediately after JI-training• Customer complaints and claims > 90% reduced for the specific issues
• Productivity & Output improvement• Standard work becomes reality, based on best practice, proven at the shop-floor• Reduced waiting time for materials, people and machines• Less mistakes, less rework & rejects
• Vertical Startup for new machines and lines: 50 – 80% reduction is reality• From 10 months down to 10 weeks for complete filling & packing lines• Product and format changeover, without breakdowns and adjustments after changeover• Smooth start-up after overhaul & upgrade of complex processing lines: not one issue “didn’t know”
• Better & faster Training of new employees: > 50% reduction seen in most cases• No deviation from the standard, no reason for mistakes• From 2-3 weeks down to 2 days: although JI takes time, it is focused
• Cost Reduction as a result from above
17
Job Relations: Leadership at the Front Line
• Leaders inspire followers
• People only follow a leader they trust
• Trust is built through handling daily problems skilfully and consistently
• The foundation of Lean is: Respect for People
• By having a solid methodology for dealing with problems
and a set of strong foundations for preventing them,
we gain people’s trust & respect.
18
Three reasons why Front-Line idea systems are a major factor in successful lean initiatives
1. They create a lean a “lean culture” of daily management2. They addressed improvement opportunities that were difficult for managers
to spot3. They promote rapid organizational learning
“The author’s research indicates that without such a system, a company may have a difficult time creating a lean improvement culture and could be ignoring as much as 80 percent of it’s improvement potential.”
Source: The Role of Front-Line Ideas in Lean Performance Improvement, Alan G. Robinson and Dean M. Schroeder, www.asq.org, 2009
Tap the On-going Value of JM
19
Implementing Lean without TWI-methods?
Taichi Ohno: “without standards, there cannot be kaizen”
“Standards should not be forced down from above but rather set by the production workers themselves
Jim Huntzinger: “Why Standard Work is not Standard: Training Within Industry provides an Answer”
Art Smalley:“Basic Stability is Basic to Lean Manufacturing Success”
20
Recommendations
• Only start using TWI-methods when you see the need yourself• Changing the daily routine is not easy• You will only change your behavior when you understand the need
• TWI-methods are from, for and through your employees, only start using TWI when you yourself believe in this, and act accordingly
• Pilot, not to test the method, but you need to learn how to use the methods• Beware of failure demand:
• only standardize & train those tasks that will deliver immediate result in Safety, Quality or Productivity & Capacity
• Use an experienced & certified TWI-trainer • To ensure proper delivery of the method• To ensure immediate transfer to the shop-floor, in the daily routine
21

Anyone who wants to learn more?
22
“Education is the most powerful weapon you can use to change the world”
Nelson Mandela