Embed Size (px)
DESCRIPTION
SPC presentation.ppt
Citation preview

STATISTICAL PROCESS STATISTICAL PROCESS CONTROLCONTROL
STATISTICAL PROCESS STATISTICAL PROCESS CONTROLCONTROL

OUTLINEOUTLINE
Introduction. Summarising Data. Variation. Some Fundamentals. Control Charts. Stability ,Capability & Continuous
improvement. Deming’s 14 points.

IntroductionIntroduction
Management is responsible for 95% of Quality problems.
E.Deming What is Quality? How to improve Quality? What is value?

Summarizing DataSummarizing Data Types of data: Variables & Attributes.
Purpose of Data gathering: “Decision making”– Can we make it right?– Are we making it right?– Have we made it right?– Can we make it better?
Reasons for collection of Data– To understand an actual situation– For analysis– Data for process control and acceptance and
rejection.

Summarizing DataSummarizing Data
Measures of Location– Average– E.g. 3,10,16,1,5,14,11,6– Median
Measures of Dispersions– Range– RMSP– Standard Deviation
Histograms Run Chart.

VariationVariation
“If I had to reduce my message for management to just a few words, I’d say it all had to do with reducing variation.”
E. Deming.

VariationVariation
There is variation among the products from any manufacturing process.
We would like to completely get rid of variation but we know that can’t be done.
The goal is to be able to measure/identify variation and than work to minimize it.

VariationVariation
Sources of Variation Equipment
Direct Materials
Indirect Materials
People
Methods
Orders
Facilities

Product Quality
Direct MaterialHardnessMachiniabilityPick up points
Indirect MaterialToolsCoolantBushingsLubricantsChemicals
EquipmentMachinesFixturesGauges/MastersSpindles/Collects
PeopleTrainingSkillMotivationCommunicationAttitudeTrust
FacilitiesTemperatureCleanlinessHumidityNoiseCentral coolant system
OrdersClarityTimelinessAdequacyProduct mixQuantity
MethodsSpecificationSpeedsFeedsProcess Documentation
VariationVariation

VariationVariation
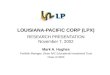
Types of variation Controlled variation (Common causes):
Is stable and consistent pattern of variation over time.
Uncontrolled variation (Assignable cause): Is a pattern of variation that changes over time.

Time
Fre
qu
en
cy f
or
each
siz
e
Product size
Uncontrolled Variation
Time
Fre
qu
en
cy f
or
each
siz
e
Product size
Controlled Variation
VariationVariation

VariationVariation
Common Cause1) A large number are in effect
at any time.2) Each has an individual effect
that is too small to mention.3) Only a change in the system
will reduce that part of the variability.
4) Only management has the ability to make changes.
5) Remain constant over time.
Assignable Cause1) Very few in effect at any
time.2) The effect is measurable.3) They can be found and
eliminated.4) The machine operator is
best able to discover and make changes.
5)They occur infrequently in an unpredictable manner.
Difference between Common and Assignable cause

VariationVariation
Fabricate Inspect Pack Ship
ScrapRework
Inspect Quality Audit
Report to Management
Detection based system
Approaches to Variation

VariationVariation
“t” Test demonstrating 100% inspection.
Instructions: When the instructor says “go”, please count the number of “t’s” in the paragraph. You will have one minute. At the end of that time, be able to state how many “t’s” are in the paragraph.
‘T’ test - Exercise

VariationVariation
Suppliers of raw materials
Test of raw material
Production, assembly, inspection, test
Final inspection
Distribution
Consumers and service to customer
Prevention based system
Approaches to Variation

Some FundamentalsSome Fundamentals
50% 50%
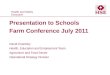
“Balanced”Normal DistributionNormal Distribution

68%
95%
99.73%
1s1s 1s 1s 1s 1s
Normal Distribution.Normal Distribution.
Some FundamentalsSome Fundamentals

Some FundamentalsSome Fundamentals
Threshold State•Process in control•Some non confirming Product•Must Either…Change process, orChange specifications•Sorting is temporary fix•Control Charts Maintain process in control Evaluate efforts at improvement
Ideal State•Process in Control•100% conforming products•Control ChartsMaintain process in controlEvaluate efforts at improvement
State of Chaos•Process out of control•Some non conforming product•Assignable causes still dominate•Random fluctuations due to assignable causes will eventually frustrate efforts at process improvement.•The only way out of chaos is to first eliminate the assignable caused
Brink of Chaos•Process out of control•100% conforming product•All may seem okay, but…•Assignable causes determine what is produced by the process!•Quality and conformance can change in a moment.
Pro
cess d
isp
lays
con
trol
Pro
cess h
as L
ack o
f C
on
trol
Some nonconforming products produced
100% conforming products produced
Chaos managers
Entropy slide
Four possibilities for any Process

Some FundamentalsSome Fundamentals
“We are being ruined by best efforts.”Deming
The Funnel Experiment:This experiment can be carried out with a relatively simple
apparatus:1. A funnel, such as found in kitchen.2. A holder for funnel, e.g. a desk lamp.3. A marble, small enough to pass through the stem.4. A table covered with washable table cloth.5. A felt tip pen with non permanent ink. And6. A ruler and a protractor.

Some FundamentalsSome Fundamentals
Rule One :Don’t shift the funnel, irrespective of where the marble comes to rest.
“Lets do something. Don’t just sit there. Do something about it Move the Funnel.”
Funnel ExperimentFunnel Experiment

Some FundamentalsSome Fundamentals
Rule two :Move the funnel in attempt to compensate for the amount by which the marble misses the target.
Suppose marble finishes six inch east of the target funnel is moved six inch west of the target.
100 marbles dropped using rule 2 of the funnel
ExampleFiring rifle bullet on the target.
Funnel ExperimentFunnel Experiment

Some FundamentalsSome Fundamentals
Rule three :Move the funnel in attempt to compensate for the amount by which the marble misses the target.
Suppose marble finishes six inch east of the target funnel is moved six inch west of relative current position.
100 marbles dropped using rule 3 of the funnel
Example Over control
Funnel ExperimentFunnel Experiment

Some FundamentalsSome Fundamentals
Rule four :Move the funnel directly over the position where the marble has just landed.
100 marbles dropped using rule 4 of the funnel
E.g.1. Colour matching where each batch of paint is matched with previous batch.2. Operator that tries to achieve consistency by making each piece as previous one.3. Worker training worker.
Funnel ExperimentFunnel Experiment

Control chartsControl charts
Purpose of control chart
“The function of a control chart is to minimize the net economic losses from over adjustment and under adjustment.”

Control chartsControl charts
Preparatory steps for Control Chart
Establish an environment suitable for action.
Define the process.
Determine characteristics to be charted.
Define the measurement system.
Minimize unnecessary variation.

Control ChartControl Chart
Uses sub groups to monitor process
R
X

Control ChartControl Chart
VariablesBased on sample size:
x and R
x and s
x and moving range
AttributeBased on type of data:
Is the interest in non conforming unit i.e. percent defectivep chartnp chart (sample size constant)
Is the interest in non conformities i.e. discrepancies/part?c chart (sample size constant)u chart
Type of control charts

Control chartControl chart
Always use control limits which are set at 3 sigma limits on either side of central line.
In computing three sigma limit one must always use an average dispersion statistic.
Use rational sampling and rational subgrouping.
Control Chart are effective only to the extent that the organization can use, in a effective manner, the knowledge gained from the charts.
Foundations of Control Charts

Logic of control chartLogic of control chart
Assume process displays controlled variation
Predict Behaviour of Averages and ranges (Calculate Control Limit)
Compare observed or Future Average and range values with control limit
Continued operation of process within limits is the only “proof” of stability
Take action to identify and remove assignable causes
If observations are inconsistent with predictions then process is definitely unstable
If observations are consistent with predictions then process may be stable

Control ChartControl Chart
Compute average & range for each sub group of k subgroups Compute the grand average, X, by averaging each of the k sub
group averages. Compute average range R by averaging each of k subgroup
ranges. The certral line for X- chart is X The center line for R chart is R. Find the values for A2, D3, D4, which correspond to the sub
group size n. Multiply R by A2 = A2R Add and subtract A2R from X to get UCL and LCL for X-chart. Multiply R by D4 to get UCL for R chart Multiply R by D3 to get LCL for R chart.
Control Limits

Control ChartControl Chart
Used in several situation where the logical subgroup size is n = 1. This might happen when each measurement represents on batch or the measurement are widely spaced over time.
UNPLx = X + 2.66mR CLx = X LNPLx = X - 2.660 mR UCLr = 3.268 mR CLr = mR
Control Charts for Subgroup size one

Control ChartControl Chart
Never subgroup unlike thing together. Minimize the variation within each subgroup. Maximize the opportunity for variation
between subgroups. Average across noise not across signal Treat the chart in accordance with the data.
Rational Subgrouping

Choice of scale for control charts: Scale should be twice as the control limit spread.
What is Reasonable Degree of statistical Control?Process is said to be in statistical control if 100 consecutive observations fail to indicate lack of control i.e 25 consecutive sub groups with size 4 or 20 consecutive with subgroup size 5.
Myths about control Chart.– Data should be normally distributed before they can be placed on
control chart.– It has been said that the data must be in control before one can
plot them on a control chart.– Only useful in shopfloor.
Control ChartsControl ChartsAnalyzing Control Charts

Control ChartControl Chart
A lack of control is indicated whenever a single point falls out
side the control limit
A lack of control is indicated whenever at least two out of
three successive values fall on the same side of and more
than two sigma units away from the central line
A lack of control is indicated whenever at least four out of
five successive values fall on the same side of, and more
than one sigma units away from the central line
A lack of control is indicated whenever at least seven
successive values fall on same side of central line
Four rules for defining Lack of Control

Stability, Capability & Continuous Improvement
Stability, Capability & Continuous Improvement
“The first step in examination of data is accordingly to question the state of statistical control that produced the data”
DemingProcess Capability“Capability refers to the quantification of common cause
variation. The presence of special or assignable cause make the prediction of capability impossible and meaning of capability unclear.”
Cpk: What is it?A prediction of the level of quality (or measure of the inherent
uniformity) a process can produce.

Stability, Capability & Continuous Improvement
Stability, Capability & Continuous Improvement
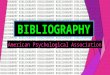
6s
Total Tol.
LSL USL
Cp or Pp = Total Tol 6s
Note : Pp/Ppk is calculated for short run of a process & Cp/Cpk is calculated for long run of process
Cpk or Ppk = Min of zu & zl 3s
3s
Zu
LSL USL
3s
Zl
Avg.
Process capability indicesProcess capability indices

Stability, Capability & Continuous Improvement
Stability, Capability & Continuous Improvement
For X-R chart Find the value d2 which corresponds to the sub group
size ‘n’ Divide the Average Range by d2 to get Sigma(X) =
R/d2. Multiply this quantity by 6 to get 6 sigma(X) = 6* R/d2.
For X- mR Chart Using the grand average as the central line add and
subtract the above value to get UNPLx & LNPLx respectively.
Limits for Individual values

Stability, Capability & Continuous Improvement
Stability, Capability & Continuous Improvement
Short term capability study.– Will only reveal part of story as assignable causes may not have
an opportunity to arrive.– Uses anywhere between 25 - 50 values.
Steps.– Plot individual vales observe any indication of lack of statistical
control.– Plot XmR chart – Calculate control limits. Difference in UNL and LNL will give 6
sigma value. Use the same in computing Pp and Ppk.
Capability Analysis

Stability, Capability & Continuous Improvement
Stability, Capability & Continuous Improvement
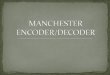
Quality of Conformance
Cpk 1 1.33
100% good
100% defective
Total quality costs
Failure costs
Cost of Appraisal plus prevention
Cost
per
good
un
it o
f pro
du
ct
T0 T0
Cpk logic applied to Juran’s Optimal Quality Cost model

Stability, Capability & Continuous Improvement
Stability, Capability & Continuous Improvement
CONDUCT GR&R
GAUGE CAPABLE
CONDUCT PROCESS POTENTIAL STUDY
IMMEDIATE ACTION ON OUT OF CONTROL CONDITIONS REQUIRED
CONTINUE X AND R CHART
CONTINUE X AND R REDUCE FRQUENCY
N=2 POSSIBLE
(SPC ON GOING CONTROL)
INCAPABLE CAPABLE VERY CAPABLE
CONTROL CHARTS TO IDENTIFY SOURCE OF VARIATION
TARGETING CRITICAL - MUST REACT QUICKLY TO OUT OF CONTROL CONDITION
100% CONTROL UNTIL IMPROVEMENT MADE
CONTROL CHART FOR PROBLEM SOLVING
CONTROL CHART TO REDUCE VARIABILITY
CONTINUE CHARTING UNTIL DESIRED LONG TERM CAPABILITY IS OBTAINED
MARGINAL CAPABILITY 100% OR SPC
CAPABLE Cpk 1.33 - 2.50
EXTREMELY CAPABLE Cpk 2.5 - 4.0
Cpk> 4.0
SPC ImplementationSPC Implementation

Stability, Capability & Continuous Improvement
Stability, Capability & Continuous Improvement
World class quality is Quality which is on target with minimal variation.
measurement
Loss
LSL USL
Loss Function Representing the conformance to Specification Interpretation of Quality
World Class Quality

Stability, Capability & Continuous Improvement
Stability, Capability & Continuous Improvement
K = Targeting error
A quadratic loss function with a product distribution
measurement
Loss
Taguchi’s Loss function states that there exists a target, or ideal value, for any characteristic and a continuous loss function which indicates that the further a given product lies away from the target the higher the total economic loss to society
World Class Quality

Stability, Capability & Continuous Improvement
Stability, Capability & Continuous Improvement
Control Chart is effective tool to reduce process dispersion and lead to continual improvement.
“Control charts used just for monitoring is waste of valuable resources.”
Refer Handout for example on continuous improvement.
PDCA cycle
ProductionSpecification
InspectionQuality Control process shown as circle
PlanAct
Check
Quality Control process shown as circle
Do

Stability, Capability & Continuous Improvement
Stability, Capability & Continuous Improvement
Why Continuous Improvement? Knowledge gets the process into good shape, and
makes them so well understood, that the chance of any thing going seriously wrong with them is negligible - which itself constitutes huge saving.
Operation becomes hassle free. It contributes to innovation. Enhanced morale and pride in workmanship. Less or no warranty. Meeting specification are not good enough.

Demings Fourteen PointsDemings Fourteen Points
Constancy of Purpose. The new philosophy. Cease dependence on mass inspection. End lowest tender contract. Improve every process. Institute training. Institute Leadership of people. Drive out fear. Break down barriers. Eliminate Exhortations. Eliminate Arbitrary numerical targets. Permit pride in workmanship. Encourage education. Top management commitment and action.