Embed Size (px)
Citation preview

ICS 25.220.40
ISBN 0-626-15424-3SANS 121:2000
Edition 1.1
ISO 1461:1999Edition 2
Any reference to SABS ISO 1461 is deemedto be a reference to this standard
(Government Notice No. 1373 of 8 November 2002)
SOUTH AFRICAN NATIONAL STANDARD
Hot dip galvanized coatings on fabricatediron and steel articles — Specifications andtest methods
This national standard is the identical implementation of ISO 1461:1999 and isadopted with the permission of the International Organization for Standardization.
Published by Standards South Africa1 dr lategan road groenkloof private bag x191 pretoria 0001tel: 012 428 7911 fax: 012 344 1568 international code + 27 12www.stansa.co.za© Standards South Africa

SANS 121:2000Edition 1.1ISO 1461:2002Edition 2
Table of changesChange no. Date ScopeTech. corr. 1 1999 Corrected to insert the SABS certification m ark.Nat. am dt 1 2000 Am ended to change the certification m ark to the m ark for specific
properties.In current edition, the certification m ark has been rem oved.
Abstract
Specifies the general properties of and m ethods of test for coatings applied by hot dipping in zinc(containing not m ore than 2 % of other m etals) on fabricated iron and steel articles.
Keyw ords
coatings, definitions, galvanizing, hot-dip galvanizing, iron, m etal coatings, protective coatings,specifications, steels, testing, zinc.
National forew ord
This South African standard was approved by National Com m ittee StanSA SC 5120.40B, Hot-dipcoatings, in accordance with procedures of Standards South Africa, in com pliance with annex 3 ofthe W TO/TBT agreem ent.
This SANS edition is technically identical to SABS ISO 1461:2000.

A
INTERNATIONALSTANDARD
ISO1461
Second edition1999-02-01
Hot dip galvanized coatings on fabricatediron and steel articles — Specifications andtest m ethods
Revêtements par galvanisation à chaud sur produits finis ferreux —Spécifications et méthodes d'essai
Reference numberISO 1461:1999(E)

ISO 1461:1999(E)
Foreword
ISO (the International Organization for Standardization) is a worldwidefederation of national standards bodies (ISO member bodies). The work ofpreparing International Standards is normally carried out through ISOtechnical committee s. Each member body interested in a subject for whicha technical committee has been established has the right to be representedon that committee. International organizations, governmental and non-governmental, in liaison with ISO, also take part in the work. ISOcollaborates closely with the International Electrotechnical Commission(IEC) on all matters of electrotechnical standardization.
Draft International Standards adopted by the technical committees arecirculated to the member bodies for voting. Publication as an InternationalStandard requires approval by at least 75 % of the member bodies castinga vote.
International Standard ISO 1461 was prepared by the EuropeanCommittee for Standardization (CEN) in collaboration with ISO TechnicalCommittee TC 107, Metallic and other inorganic coatings, SubcommitteeSC 4, Hot dip coatings (galvanized, etc.), in accordance with the Agreementon technical cooperation between ISO and CEN (Vienna Agreement).
Throughout the text of this standard, read “...this European Standard...” tomean “...this International Standard...”.
This second edition cancels and replaces the first edition (ISO 1461:1973)as well as the first edition of ISO 1459 (ISO 1459:1973 ), which has beentechnically revised.
Annexes A and B form an integral part of this International Standard.Annexes C to E are for information only.
For the purposes of this International Standard, the CEN annex regardingfulfilment of European Council Directives has been removed.
© ISO 1999All rights reserved. Unless otherwise specified, no part of this publication may be reproducedor utilized in any form or by any means, electronic or mechanical, including photocopying andmicrofilm, without permission in writing from the publisher.
International Organization for StandardizationCase postale 56 CH-1211 Genève 20 SwitzerlandInternet [email protected]
Printed in Switzerland
ii

© ISO ISO 1461:1999(E)
Contents
P age
1 S cop e ....................................................................................................................... ............. ...................................................... . 12 N orm ativ e referen ce s ........................................................................................................ ....................................................... . 13 T erm (s ) an d d efin ition(s ) ................................................................................................... ...................................................... . 14 G en era l requirem en t s ............................................................. ........................................... ....................................................... . 34.1 H ot d ip galvan izin g b ath .................................................................................................. ............................ ......................... . 34.2 Inform atio n to b e supplie d b y th e pu rch ase r ............................................................................... ....................................... . 34.3 S afet y .............................................. ...................................................................... . ................................................................. . 35 S am p lin g .......................................................................................................... .......... ................................................................ . 36 C oatin g p rop ertie s .......................................................................................................... ................................................... ....... . 36.1 A p p earan c e ................................................................................................................ ............................................................ . 36.2 T h ickn es s ........................................ ......................................................................... ............................................................... . 46.2.1 G en era l ...................................................................................................... ........... ............................................................... . 46.2.2 T est m eth od s ............................................................................................................ ................................................... ........ . 46.2.3 R eferen c e area s ......................................................................................................... .......................................................... . 46.3 R en ovatio n ......................................... .................................................................................................................................... . 66.4 A d h esio n ........................................................................................................... ....... ............................................................... . 66.5 A cceptan c e criteria ....................................................................................................... ....................................................... ... 77 C ertificat e of com plian c e ................................................................................................... ...................................................... . 7A nn ex A (n o rm ativ e ) Inform ation to be supplied by the purch aser to the hot d ip galvan izer .............................................. 8A nn ex B (n o rm ativ e ) Safety and process requirem ents ............................................................................................... . ............ 9A nn ex C ( in fo rm ativ e ) Prop erties of the articles to be coated that affect the resu lts of hot d ip galvan izin g ..................... 10A nn ex D ( in fo rm ativ e ) D eterm in ation of th ickness ........................................................................................ ............ . ............ 13A nn ex E ( in fo rm ativ e ) B ib liograp h y .................................................................................................................. ...................... . 15
iii

ISO 1461:1999(E) © ISO
Foreword
T h e tex t o f E N IS O 1 4 6 1 :1 9 9 9 h as b een p rep ared b y T e ch n ic a l C o m m itte e C E N /T C 2 6 2 "M eta llic an d o th e r in o rg an icco a tin g s" , th e se c re ta r ia t o f w h ich is h e ld b y B S I , in co llab o ra tio n w ith T e ch n ica l C o m m ittee IS O /T C 1 0 7 "M eta llic an d o th e rin o rg an ic co a tin g s" .
T h is E u ro p e an S tan d ard sh a ll b e g iv en th e s ta tu s o f a n a tio n a l s tan d ard , e ith e r b y p u b lic a tio n o f an id en tica l tex t o r b yen d o rse m en t, a t th e la te s t b y A u g u s t 1 9 9 9 , an d co n f lic tin g n a tio n a l s tan d ard s sh a ll b e w ith d ra w n a t th e la te s t b y A u g u s t 1 9 9 9 .
A c co rd in g to th e C E N /C E N E L E C In te rn a l R eg u la tio n s , th e n a tio n a l s tan d ard s o rg an iza tio n s o f th e fo llo w in g co u n tr ie s a reb o u n d to im p le m e n t th is E u ro p ea n S tan d ard : A u s tr ia , B e lg iu m , C z ec h R ep u b lic , D en m ark , F in lan d , F ran c e , G erm a n y , G ree ce ,Ice lan d , I re lan d , I ta ly , L u x e m b o u rg , N e th e r lan d s , N o rw ay , P o rtu g a l, S p a in , S w ed en , S w itze r lan d an d th e U n ited K in g d o m .
iv

© ISO ISO 1461:1999(E)
1 Scope
T h is S tan d ard sp e c if ie s th e g e n era l p ro p er tie s o f an d m eth o d s o f te s t fo r co a tin g s ap p lied b y h o t d ip p in g in z in c (co n ta in in g n o tm o re th an 2 % of o th e r m eta ls ) o n fab r ica ted iro n an d s te e l a rtic le s . I t d o es n o t ap p ly to :
a ) sh ee t an d w ire th a t a re co n tin u o u s ly h o t d ip g a lv an ize d ;b ) tu b e an d p ip e th a t is h o t d ip g a lv an iz ed in au to m atic p lan ts ;c ) h o t d ip g a lv an ized p ro d u c ts fo r w h ich sp ec if ic s tan d ard s ex is t an d w h ich m ay in c lu d e ad d itio n a l req u ire m en ts o r
req u ire m en ts d iffe ren t f ro m th o se o f th is E u ro p e an S tan d ard .
NOTE Individual product standards can incorporate this standard for the coating by quoting its number, or may incorporate it withmodifications specific to the product.
A fte r - trea tm en t/o v e rco a tin g o f h o t d ip g a lv an iz ed a r tic le s is n o t co v ered b y th is s tan d ard .
2 Normative references
T h is S tan d ard in co rp o ra te s , b y d a ted o r u n d a te d re fe ren c e , p ro v is io n s fro m o th e r p u b lic a tio n s . T h es e n o rm ativ e re fe ren c e s a re c iteda t th e ap p ro p r ia te p lac es in th e tex t an d th e p u b lica tio n s a re lis ted h erea f te r . F o r d a ted re fe re n ces , su b seq u en t a m e n d m e n tsto o r rev is io n s o f an y o f th ese p u b lic a tio n s ap p ly to th is In te rn a tio n a l/E u ro p ean S tan d ard o n ly w h e n in co rp o ra ted in it b ya m e n d m e n t o r rev is io n . F o r u n d a te d re fe ren c es , th e la te s t ed itio n o f th e p u b lic a tio n re fe rred to ap p lie s .
E N 1 1 7 9 , Zinc and zinc alloys — Primary zinc.
E N IS O 1 4 6 0 , Metallic coatings — Hot dip galvanized coatings on ferrous materials — Gravimetric determination of the mass perunit area (ISO 1460:1992) .
E N 2 2 0 6 3 , Metallic and other inorganic coatings — Thermal spraying — Zinc, aluminium and their alloys (ISO 2063:1991) .
E N IS O 2 0 6 4 , Metallic and other inorganic coatings — Definitions and conventions concerning the measurement of thickness(ISO 2064:1980) .
E N IS O 2 1 7 8 , Non-magnetic coatings on magnetic substrates — Measurement of coating thickness — Magnetic method(ISO 2178:1982) .
IS O 7 5 2 , Zinc ingots .
IS O 2 8 5 9 -1 , Sampling procedures for inspection by attributes — Part 1: Sampling plans indexed by acceptable quality level(AQL) for lot-by-lot inspection .
IS O 2 8 5 9 -3 , Sampling procedures for inspection by attributes — Part 3: Skip-lot sampling procedures.
IS O 1 0 4 7 4 , Steel and steel products — Inspection documents .
3 Term(s) and definition(s)
F o r th e p u rp o ses o f th is s tan d a rd , th e fo llo w in g d ef in itio n s ap p ly to g e th e r w ith th o se g iv en in E N IS O 2 0 6 4 .
3.1hot d ip galvan izin gfo rm atio n o f a co a tin g o f z in c an d /o r z in c - iro n a llo y s o n iro n an d s tee l p ro d u c ts b y d ip p in g p rep a red s tee l o r cas t iro n in m o l tenz in c .
3.2hot d ip galvan ized coatin gco a tin g o b ta in ed b y h o t d ip g a lv an iz in gNOTE The term 'hot dip galvanized coating' is subsequently referred to as the 'coating'.
1

ISO 1461:1999(E) © ISO
3.3coatin g m assto ta l m ass o f z in c an d /o r z in c - iro n a llo y s p e r a rea o f su rfa ce (ex p ress ed in g ram s p er sq u are m etre , g /m 2)
3.4coatin g th icknessto ta l th ick n ess o f z in c an d /o r z in c - iro n a llo y s (ex p ress ed in m ic ro m etres , m ).
3.5sign ificant surfaceth e p a r t o f th e a r tic le co v ered o r to b e co v ered b y th e co a tin g an d fo r w h ich th e co a tin g is essen tia l fo r se rv ice ab ility an d /o rap p ea ran c e
3.6control sam pleth e a r tic le o r g ro u p o f a r tic le s fro m a lo t th a t is se lec ted fo r te s tin g
3.7reference areath e a rea w ith in w h ich a sp ec if ic n u m b er o f s in g le m e asu re m e n ts h as to b e m a d e
3.8local coating th icknessth e m ea n v a lu e o f co a tin g th ic k n ess o b ta in ed fro m th e sp ec if ied n u m b er o f m e asu re m en ts w ith in a re fe ren c e a rea fo r a m ag n e ticte s t o r th e s in g le v a lu e fro m a g rav im etr ic te s t
3.9m ean coatin g th icknessth e av erag e v a lu e o f th e lo ca l th ick n esse s e ith e r o n o n e la rg e a r tic le o r o n a ll th e a r tic le s in th e co n tro l sa m p le .
3.10local coating m assth e v a lu e o f co a tin g m ass o b ta in e d fro m a sin g le g rav im etr ic te s t
3.11m ean coating m assth e av erag e v a lu e o f th e co a tin g m ass es d e te rm in ed e ith e r b y u s in g a co n tro l sa m p le se le c te d in acco rd a n c e w ith c la u se 5 u s in gtes ts in a cco rd an c e w ith E N IS O 1 4 6 0 o r b y co n v ers io n o f th e m e an co a tin g th ick n ess (se e 3 .9 )
3.12m in im u m valuew ith in a re fe ren c e a rea , th e lo w es t sin g le m easu re m en t in a g rav im etr ic te s t o r th e lo w es t m ea n o b ta in ed fro m th e sp e c if iedn u m b er o f m e asu re m en ts in a m ag n e tic te s t
3.13inspection lots in g le o rd e r o r s in g le d e liv e ry lo ad
3.14acceptance inspectionin sp e c tio n o f an in sp ec tio n lo t a t th e h o t d ip g a lv an iz e r 's w o rk s (u n less o th e rw is e sp ec if ied )
3.15uncoated areasa reas o n th e iro n o r s tee l a r tic le s th a t d o n o t rea c t w ith th e m o lten z in c
2

© ISO ISO 1461:1999(E)
4 General requirements
NOTE 1 The chemical composition and the surface condition (finish or roughness) of the basis metal, the mass of the parts and thegalvanizing conditions affect the appearance, the thickness, the texture and physical/mechanical properties of the coating.
This Standard does not define any requirement regarding these points, but gives some recommendations in annex C.
NOTE 2 EN ISO 14713 gives guidance on the selection of hot dip galvanized coatings for iron and steel. EN ISO 12944-5 includesinformation on paint coatings over hot dip galvanized steel coatings.
4.1 Hot dip galvanizing bath
T h e h o t d ip g a lv an iz in g b a th sh a ll p r im arily co n ta in m o lte n z in c . T h e to ta l o f im p u ritie s (o th e r th an iro n an d tin ) in th e m o ltenz in c sh a ll n o t ex c ee d 1 ,5 % b y m ass , th e sa id im p u ritie s b e in g th o se d ef in ed in IS O 7 5 2 o r E N 1 1 7 9 . (S e e a lso an n ex C .)
4.2 Information to be supplied by the purchaser
T h e in fo rm atio n lis ted in an n e x A sh a ll b e su p p lied b y th e p u rch as e r .
4.3 Safety
V en tin g an d d ra in in g sh a ll b e p ro v id ed fo r in ac co rd an c e w ith an n ex B .
5 Sampling
A co n tro l sa m p le fo r th ick n ess te s tin g sh a ll b e tak en ran d o m ly fro m ea ch in sp e c tio n lo t (see 3 .1 3 ) se lec ted fo r te s tin g . T h em in im u m n u m b er o f a rtic le s f ro m ea ch in sp e c tio n lo t th a t fo rm s th e co n tro l sam p le sh a ll b e in acc o rd an ce w ith tab le 1 .
T able 1 — C ontrol sam ple size related to lot size
N u m b er of articles in the lot M in im u m nu m b er of articles in thecontrol sam ple
1 to 3 All
4 to 500 3
501 to 1 200 5
1 201 to 3 200 8
3 201 to 10 000 13
> 10 000 20
A c ce p tan ce in sp e c tio n sh a ll b e u n d er tak en b efo re th e p ro d u c ts leav e th e h o t d ip g a lv an ize r 's cu s to d y , u n less o th e rw ise sp e c if ieda t th e tim e o f o rd e r in g b y th e p u rch as e r .
6 Coating properties
6.1 Appearance
A t ac c ep ta n c e in sp ec tio n , th e s ig n if ican t su rfac e (s ) o f a ll th e h o t d ip g a lv an ized a r tic le (s ) , w h e n ex a m in ed b y n o rm al co r rec tedv is io n , sh a ll b e free fro m n o d u les , b lis te rs ( i.e ., ra ised a reas w ith o u t so lid m eta l b en e a th ) , ro u g h n ess an d sh arp p o in ts ( if th eycan ca u se in ju ry ) an d u n co a ted a reas .
NOTE 1 'Roughness' and 'smoothness' are relative terms and the roughness of coatings on articles galvanized after fabrication differs frommechanically wiped products, such as galvanized sheet and wire.
3

ISO 1461:1999(E) © ISO
T h e o cc u rren ce o f d a rk e r o r lig h te r g rey a reas (e .g . a c e llu la r p a tte rn o f d a rk g rey a reas) o r so m e su rfac e u n ev e n n ess sh a ll n o tb e a cau se fo r re je c tio n ; a lso w et s to rag e s ta in (w h ite o r d a rk co rro s io n p ro d u c ts — p rim arily b as ic z in c o x id e — fo rm ed d u rin gs to rag e in h u m id co n d itio n s a f te r h o t d ip g a lv an iz in g ) sh a ll n o t b e cau s e fo r re je c tio n , p ro v id in g th e co a tin g th ick n ess rem ainsab o v e th e sp e c if ied m in im u m v alu e .
NOTE 2 It is not possible to establish a definition of appearance and finish covering all requirements in practice.
F lu x res id u es sh a ll n o t b e p erm itte d . L u m p s an d z in c ash sh a ll n o t b e p erm itted w h ere th e y m a y affec t th e in ten d ed u se o f th e h o td ip g a lv an iz ed a r tic le o r its co rro s io n res is tan ce req u ire m e n t.
A rtic le s th a t fa il v isu a l in sp ec t io n sh a ll b e ren o v a ted in ac co rd an ce w ith 6 .3 o r reg a lv a n iz ed an d resu b m itted fo r in sp ec tio n .
W h en p ar ticu la r req u ire m en ts ex is t (fo r ex a m p le , w h en th e g a lv a n iz ed co a tin g is to b e p a in ted ) , a sa m p le sh a ll b e p ro d u c e d(see A .2 an d C .1 .4 ) if req u ired .
6.2 Thickness
6.2.1 G eneral
C o atin g s ap p lied b y h o t d ip g a lv an iz in g a re d es ig n e d to p ro tec t th e iro n an d s tee l p ro d u c ts ag a in s t co rro s io n (see an n e x C ). T helen g th o f tim e o f co rro s io n p ro tec tio n b y su ch co a tin g s (w h e th e r lig h t o r d a rk g rey ) is ap p ro x im ate ly p ro p o r tio n a l to th e co a tin gth ick n ess . F o r ex trem ely ag g re ss iv e co n d itio n s an d /o r an ex c ep tio n a lly lo n g se rv ice life , th ick e r co a tin g s th an th o se sp ec if iedh ere m a y b e req u ired .
T h e sp ec if ic a tio n o f th es e th ick e r co a tin g s sh a ll b e su b jec t to ag ree m en t b e tw ee n th e g a lv an ize r an d th e p u rch as e r co n ce rn in g th em ea n s o f im p le m en ta tio n (e .g . g r it b la s tin g , s te e l ch e m ica l co m p o sitio n ) .
6.2.2 T est m eth ods
In case o f d isp u te reg a rd in g th e tes t m e th o d , th e m eth o d o f ca lcu la tin g th e co a tin g th ick n es s sh a ll b e b y d e te rm in a tio n o f th em ea n m ass o f h o t d ip g a lv an iz ed co a tin g p er u n it a rea u s in g th e g rav im etr ic m eth o d in acc o rd an c e w ith E N IS O 1 4 6 0 an d th en o m in a l d en s ity o f th e co a tin g (7 ,2 g /cm 3 ) .
W h ere less th an 1 0 ar tic le s a re in v o lv ed , th e p u rch ase r sh a ll n o t h av e to acc ep t th e g rav im e tr ic te s t if th a t w o u ld in v o lv ed es tru c tio n o f a r tic le s an d u n a cc ep ta b le re m ed ia l co s ts to th e p u rch as e r .
NOTE Tests (see annex D) are preferably by the magnetic method (EN ISO 2178) or the gravimetric method (possible alternativemethods, e.g., electromagnetic method (ISO 2808), coulometric or microscopic cross-section are given in annex D).
T h e E N IS O 2 1 7 8 m eth o d is m o st ap p ro p r ia te w ith in w o rk s an d fo r ro u tin e q u a lity co n tro l. B e cau s e th e a re a o v er w h ich ea chm eas u re m e n t is m ad e in th is m eth o d is v e ry sm all, in d iv id u a l fig u res m ay b e lo w er th an th e v a lu es fo r th e lo ca l o r m e an co a tin gth ick n ess . I f a su ff ic ie n t n u m b er o f m e asu re m en ts a re m a d e w ith in a re fe ren c e a rea , e ffec tiv e ly th e sa m e lo c a l th ick n ess w ill bed e te rm in ed b y m ag n e tic as b y g rav im etr ic m eth o d s .
6.2.3 R eferen c e areas
T h e n u m b er an d p o s itio n o f re fe ren ce a re as an d th e ir s izes fo r th e m ag n e tic o r g rav im e tr ic te s t sh a ll b e ch o sen w ith reg a rd toth e sh ap e an d s ize o f th e a r tic le (s ) in o rd e r to o b ta in a resu lt a s rep rese n ta t iv e as p o ss ib le o f m ean co a tin g th ick n ess o r m a s s p e ru n it a rea as ap p lic ab le . O n a lo n g ar tic le in th e co n tro l sa m p le , th e re fe ren ce a reas sh a ll b e cu t ap p ro x im ate ly 1 0 0 m m fro mea ch en d an d a t th e ap p ro x im a te ce n tre an d sh a ll co m p rise th e w h o le c ro ss -sec tio n o f th e a r tic le .
T h e n u m b er o f re fe ren c e a reas , d ep en d en t u p o n th e s ize o f th e in d iv id u a l a r tic le s in th e co n tro l sam p le , sh a ll b e as fo llo w s .
a ) F o r ar tic le s w ith s ig n if ican t su rfac e a rea g re a te r th an 2 m 2 (" la rg e a r tic le s" ) : A t leas t th re e re fe ren c e a reas sh a ll b e tak e n o nea ch ar tic le in th e co n tro l sa m p le . O n eac h ar tic le ( tak en sep ara te ly ) in th e co n tro l sa m p le th e m e an co a tin g th ick n essw ith in th e re fe ren c e a re as sh a ll b e eq u a l to o r g rea te r th an th e m e an co a tin g th ick n ess v a lu es g iv e n in tab le 2 o r tab le 3 .
b ) F o r ar tic le s w ith s ig n if ic an t su rfac e a rea o v er 1 0 0 0 0 m m 2 an d u p to 2 m 2 (in c lu s iv e ) : O n ea ch ar tic le in th e co n tro lsa m p le , th e re sh a ll b e a t leas t o n e re fe ren ce a rea .
c ) F o r ar tic le s w ith s ig n if ic an t su rfac e a rea b e tw e en 1 0 0 0 m m 2 a n d 1 0 0 0 0 m m 2 (in c lu s iv e ) : O n ea ch ar tic le in th e co n tro lsa m p le , th e re sh a ll b e o n e re fe ren ce a rea .
4

© ISO ISO 1461:1999(E)
d ) F o r ar tic le s w ith le ss th an 1 0 0 0 m m 2 s ig n if ican t su rfac e a rea : E n o u g h ar tic le s sh a ll b e g ro u p ed to g e th e r to p ro v id e a t leas t1 0 0 0 m m 2 su rfac e fo r an in d iv id u a l re fe ren ce a re a . T h e n u m b er o f re fe ren ce a reas sh a ll b e as g iv en in th e las t co lu m n o ftab le 1 . H en ce , th e to ta l n u m b er o f ar tic le s te s te d eq u a ls th e n u m b er o f a r tic le s req u ired to p ro v id e o n e re fe ren ce a ream u ltip lied b y th e ap p ro p r ia te n u m b er fro m th e las t co lu m n of tab le 1 re la ted to th e s ize o f th e lo t (o r th e to ta l n u m b er o fa r tic le s g a lv a n iz ed if th a t is le s s ). A lte rn a tiv e ly , sa m p lin g p ro ced u res se lec ted fro m IS O 2 8 5 9 sh a ll b e u sed .
NOTE 1 10 000 mm2 = 100 cm2
1 000 mm2 = 10 cm2
2 m2 is typically 200 cm x 100 cm; 10 000 mm2 is typically 10 cm x 10 cm; 1 000 mm2 is typically 10 cm x 1 cm
In cases b ), c ) an d d ) , th e th ick n ess o n ea ch re fe ren ce a rea sh a ll b e eq u a l to o r g rea te r th an th e " lo ca l co a tin g th ick n ess" v alu esg iv en in tab le 2 o r 3 as ap p ro p ria te . T h e m ea n th ick n ess o n a ll re fe ren c e a re as in a sa m p le sh a ll b e eq u a l to o r g rea te r th an th em ea n co a tin g th ick n e ss v a lu es g iv en in tab le 2 o r 3 as ap p ro p ria te .
W h en th e z in c co a tin g th ick n e ss is d e te rm in e d b y th e m ag n e t ic m eth o d in a cco rd an c e w ith E N IS O 2 1 7 8 , th e re fe ren c e a reassh a ll b e w ith in an d rep res en ta t iv e o f th o se th a t w o u ld h av e b een ch o se n fo r th e g rav im etr ic m eth o d .
W h en m o re th an f iv e a r tic le s h av e to b e tak en to m ak e u p a re fe ren c e a rea o f a t leas t 1 0 0 0 m m 2 , a s in g le m ag n e ticm eas u re m e n t sh a ll b e tak en o n each ar tic le if a su itab le a rea o f s ig n if ican t su rface ex is ts : if n o t, th e g rav im etr ic te s t sh a ll b eu sed .
W ith in ea ch re fe ren ce a rea , w h ich sh o u ld b e a t le as t 1 0 0 0 m m 2 , a m in im u m of f iv e m ag n e tic te s t rea d in g s sh a ll b e tak en o nco a ted a rea s . If an y o f th e in d iv id u a l read in g s is lo w er th an th e v a lu e s in tab les 2 an d 3 , th is is irre lev an t as o n ly th e m e a n v a lu eo v er th e w h o le o f ea ch re fe ren ce a rea is req u ired to b e eq u a l to o r g re a te r th an th e lo ca l th ick n ess g iv en in th e tab le . T h e m e a nco a tin g th ick n ess fo r a ll re fe re n ce a reas sh a ll b e ca lcu la ted in a s im ila r w ay fo r th e m ag n e tic te s t a s fo r th e g rav im etr ic te s t(E N IS O 1 4 6 0 ) .
T h ick n ess m eas u re m e n ts sh a ll n o t b e tak en o n cu t su rfac es o r are as le ss th an 1 0 m m fro m e d g es , f la m e cu t su rfac es o r co rn e rs(see C .1 .3 ) .
T able 2 — C oatin g m in im u m thicknesses on sam ples that are not centrifu ged
Article and its thickness Local coating thickness(minimum)a
m
Mean coating thickness (minimum)b
m
Steel 6 mm 70 85
Steel 3 mm to < 6 mm 55 70
Steel 1,5 mm to < 3 mm 45 55
Steel < 1,5 mm 35 45
Castings 6 mm 70 80
Castings < 6 mm 60 70
a See 3.8.
b See 3.9.
NOTE 2 Table 2 is for general use; individual product standards may include different requirements including different categories ofthickness. A requirement for thicker coatings or additional requirements can be added without otherwise affecting conformity to thisstandard.
T h e lo ca l co a tin g th ick n ess in tab le 2 sh a ll o n ly b e d e te rm in e d in re la tio n to re fe ren ce a reas se le c ted in ac co rd a n c e w ith 6 .2 . 3 .
5
ISO 1461:1999(E) © ISO
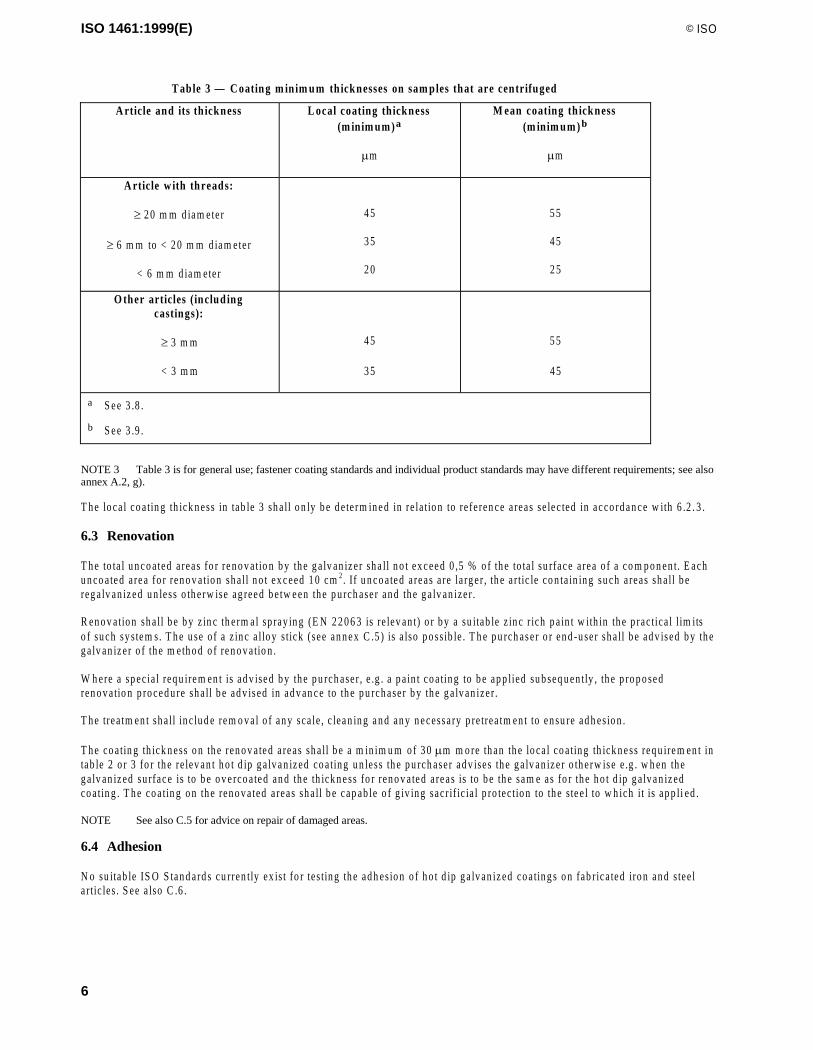
T able 3 — C oatin g m in im u m thicknesses on sam ples that are centrifuged
A rticle and its th ickness L ocal coating thickness(m inim um )a
m
M ean coating th ickness(m inim um ) b
m
A rticle w ith threads:
2 0 m m d ia m ete r
6 m m to < 2 0 m m d ia m ete r
< 6 m m d ia m ete r
4 5
3 5
2 0
5 5
4 5
2 5
O ther articles (includ ingcastings):
3 m m
< 3 m m
4 5
3 5
5 5
4 5
a S e e 3 .8 .
b S e e 3 .9 .
NOTE 3 Table 3 is for general use; fastener coating standards and individual product standards may have different requirements; see alsoannex A.2, g).
T h e lo ca l co a tin g th ick n ess in tab le 3 sh a ll o n ly b e d e te rm in e d in re la tio n to re fe ren ce a reas se le c ted in ac co rd a n c e w ith 6 .2 . 3 .
6.3 Renovation
T h e to ta l u n c o a ted a reas fo r re n o v a tio n b y th e g a lv an iz e r sh a ll n o t ex c ee d 0 ,5 % o f th e to ta l su rfac e a rea o f a co m p o n en t. E a chu n co a te d a re a fo r ren o v a tio n sh a ll n o t ex c eed 1 0 cm 2 . If u n c o a te d a re as a re la rg e r , th e a r tic le co n ta in in g su ch areas sh a ll b ereg a lv an iz ed u n less o th e rw ise ag ree d b e tw e en th e p u rch ase r an d th e g a lv an ize r .
R en o v a tio n sh a ll b e b y z in c th e rm al sp ray in g (E N 2 2 0 6 3 is re lev an t) o r b y a su itab le z in c r ich p a in t w ith in th e p rac tica l lim itso f su ch sy s te m s. T h e u se o f a z in c a llo y s tick (see an n e x C .5 ) is a lso p o ss ib le . T h e p u rch as e r o r en d -u se r sh a ll b e ad v is ed b y th eg a lv an iz e r o f th e m eth o d o f re n o v a tio n .
W h ere a sp ec ia l req u ire m en t is ad v ise d b y th e p u rch ase r , e .g . a p a in t co a tin g to b e ap p lied su b seq u en tly , th e p ro p o se dren o v a tio n p ro ce d u re sh a ll b e ad v is ed in ad v an c e to th e p u rch ase r b y th e g a lv an ize r .
T h e trea tm en t sh a ll in c lu d e re m o v a l o f an y sca le , c lea n in g a n d an y n e cess a ry p re trea tm en t to en su re ad h es io n .
T h e co a tin g th ick n ess o n th e ren o v a te d a re as sh a ll b e a m in im u m o f 3 0 m m o re th an th e lo ca l co a tin g th ick n e ss req u ire m en t intab le 2 o r 3 fo r th e re lev an t h o t d ip g a lv a n iz ed co a tin g u n less th e p u rch ase r ad v ises th e g a lv an iz e r o th e rw is e e .g . w h en th eg a lv an iz ed su rfac e is to b e o v e rco a te d an d th e th ick n e ss fo r ren o v a te d a re as is to b e th e sa m e as fo r th e h o t d ip g a lv a n iz edco a tin g . T h e co a tin g o n th e ren o v a ted a reas sh a ll b e cap ab le o f g iv in g sac r if ic ia l p ro tec tio n to th e ste e l to w h ich it is ap p li ed .
NOTE See also C.5 for advice on repair of damaged areas.
6.4 Adhesion
N o su itab le IS O S tan d ard s cu rren tly ex is t fo r te s tin g th e ad h es io n o f h o t d ip g a lv an iz ed co a tin g s o n fab r ic a te d iro n an d s tee la r tic le s . S ee a lso C .6 .
6

© ISO ISO 1461:1999(E)
A d h es io n b e tw een z in c an d b a s is m eta l g en era lly d o es n o t n e ed to b e tes te d as ad eq u a te b o n d in g is ch a rac te r is tic o f th eg a lv an iz in g p ro cess an d th e co a ted w o rk sh o u ld b e ab le to w ith s tan d — w ith o u t p ee lin g o r flak in g — h an d lin g co n s is ten t w ithth e n a tu re an d th ick n ess o f th e co a tin g an d th e n o rm al u se o f th e a r tic le . In g en era l, th ick e r co a tin g s req u ire m o re ca re fu lh an d lin g th an th in n er co a tin g s . B en d in g o r fo rm in g af te r h o t d ip g a lv an iz in g a re n o t co n s id e red to b e n o rm al h an d lin g .
S h o u ld it b e n ec essa ry to tes t th e ad h es io n , e .g . in th e c ase o f w o rk p ie ces th a t a re to b e su b jec ted to h ig h m ec h an ic a l s tre sse s , an ytes t sh a ll o n ly b e o n s ig n if ican t su rfac es , i.e . in a reas in w h ic h g o o d ad h es io n is im p o rtan t fo r th e p ro p o sed ap p lica tio n .
A cro ss -h a tch tes t w ill g iv e so m e g u id an ce o n th e m ec h an ica l p ro p er tie s o f th e co a tin g b u t in so m e cas es m a y b e m o red e m an d in g th a n th e ap p lic a tio n req u ires . O th e r im p in g e m en t te s ts an d cu ttin g tes ts m ay a ls o b e d ev e lo p ed fo r h o t d ipg a lv an iz ed co a tin g s an d w ill b e fu rth e r co n s id e re d fo r p o ss ib le ev en tu a l issu e as a sep ara te d o cu m en t.
6.5 Acceptance criteria
W h en tes ted in acc o rd an ce w ith 6 .2 .2 fo r th e ap p ro p r ia te n u m b er o f re fe ren ce a reas g iv en in 6 .2 .3 , th e co a tin g th ick n ess sh a llb e n o t le ss th an th e v a lu es g iv en in tab le 2 o r tab le 3 as ap p ro p r ia te . E x c ep t in th e case o f d isp u te , th e n o n -d es tru c tiv e tes t sh a llb e u sed u n less th e p u rch as e r sp ec if ic a lly acc ep ts th a t h is a r tic le s m ay b e cu t fo r m ass lo ss d e te rm in a tio n s . W h ere a r tic le sin c lu d e a n u m b er o f d iffe ren t th ick n esse s o f s tee l, e ach th ick n ess ran g e sh a ll b e reg a rd ed as a sep ara te a r tic le an d th e re lev an tv a lu es in tab les 2 an d 3 , as ap p ro p r ia te , sh a ll ap p ly .
If th e th ick n ess o f co a tin g o n a co n tro l sa m p le d o es n o t co n fo rm to th es e req u ire m en ts , tw ic e th e o r ig in a l n u m b er o f a rtic le s (o ra ll th e a r tic le s if th a t is th e les se r n u m b er) sh a ll b e tak en fro m th e lo t an d tes ted . I f th is la rg e r co n tro l sa m p le p asses , the w h o lein sp e c tio n lo t sh a ll b e ac cep te d . If th e la rg e r co n tro l sa m p le d o es n o t p ass , th e a r tic le s th a t d o n o t co n fo rm to th e req u ire m e n tssh a ll e ith e r b e d isca rd e d o r th e p u rch as e r m ay au th o r iz e th e m to b e reg a lv an ize d .
7 Certificate of compliance
W h en req u ired , th e h o t d ip g a lv an ize r sh a ll p ro v id e a ce r tif ica te o f co m p lian ce w ith th e req u irem en ts o f th is s tan d ard(IS O 1 0 4 7 4 is re lev an t) .
7

ISO 1461:1999(E) © ISO
Annex A(normative)
Information to be supplied by the purchaser to the hot dip galvanizer
A.1 Essential information
T h e n u m b er o f th is s tan d ard , i.e . E N IS O 1 4 6 1 , sh a ll b e su p p lied b y th e p u rch ase r to th e h o t d ip g a lv an iz e r .
A.2 Additional information
T h e fo llo w in g in fo rm atio n m a y b e req u ired fo r p a r ticu la r p u rp o ses an d , if so , sh a ll b e su p p lied o r sp e c if ied , a s ap p lic ab le , b y th ep u rch as e r .
T h e g a lv a n iz e r sh a ll o n req u es t p ro v id e an y re lev an t in fo rm a tio n av a ilab le to h im in c lu d in g th e m e th o d o f ren o v a tio n o fu n co a te d a re as .
a ) T h e co m p o sitio n an d an y p ro p er tie s o f th e b as is m eta l (see an n ex C ) th a t m ay affec t h o t d ip g a lv an iz in g ;b ) an id en tif ic a tio n o f s ig n if ican t su rfac es , fo r ex a m p le b y d ra w in g s o r b y th e p ro v is io n o f su itab ly m ark e d sa m p le s ;c ) a d ra w in g o r o th e r m e an s o f id en tify in g w h ere su rfac e u n e v e n n ess , fo r ex a m p le ro u n d d ro p s o r co n ta c t m ark s , w ill m ak e
th e co a te d a r tic le u n a cc ep tab le fo r its in ten d ed p u rp o se ; th e p u rch as e r sh a ll d iscu ss w ith th e g a lv a n iz e r th e w ay to d ea lw ith su ch p ro b le m s;
d ) a sa m p le o r o th e r m ean s o f sh o w in g th e req u ired f in ish ;e ) an y sp e c ia l p re tre a tm en t req u ir e m e n ts ;f) an y sp ec ia l th ick n ess o f co a tin g (see 6 .2 .1 , n o tes 2 an d 3 to 6 .2 .3 an d an n ex C ;g ) th e n eed fo r , o r th e acc ep tab ili ty o f, a cen tr ifu g ed co a tin g th a t is to m e e t th e req u ire m e n ts o f tab le 3 in s te ad o f tab le 2 ;h ) an y af te r- trea tm en ts o r o v erco a tin g to b e g iv en to th e g a lv a n ized co a tin g (see 6 .3 , C .4 an d C .5 ) ;i) in sp e c tio n a rran g e m en ts (see c lau se 5 ) ;j) w h e th e r a ce r tif ica te o f co m p lian c e is req u ired in ac co rd a n c e w ith IS O 1 0 4 7 4 .
8

© ISO ISO 1461:1999(E)
Annex B(normative)
Safety and process requirements
In th e ab s en c e o f n a tio n a l sa fe ty an d h ea lth reg u la tio n s co v er in g v en tin g an d d ra in in g o f ca v itie s , th e p u rch as e r sh a ll p ro v id em ea n s fo r h an d lin g th e w o rk an d h o les o r o th e r m ean s fo r v e n tin g an d d ra in in g en c lo s ed ca v itie s o r g iv e co n se n t fo r th eg a lv an iz e r to p ro v id e su ch v en ts an d d ra in s . T h ese a re essen tia l fo r b o th sa fe ty an d p ro cess reaso n s .
W A R N IN G It is e sse n tia l to av o id en c lo s e d cav itie s as th es e c an cau s e e x p lo s io n s d u r in g h o t d ip g a lv a n iz in g .
NOTE Further information on venting and draining is given in EN ISO 14713.
9

ISO 1461:1999(E) © ISO
Annex C(informative)
Properties of the articles to be coated that affect the results of hot dip galvanizing
C.1 Basis metal
C.1.1 Composition
U n allo y ed ca rb o n s te e l, lo w -a llo y s tee ls an d g rey an d m alle a b le cas t iro n a re in g en era l su itab le fo r h o t d ip g a lv an iz in g . W h ereo th e r fe rro u s m eta ls a re to b e g a lv an iz ed , ad eq u a te in fo rm atio n o r sa m p les sh o u ld b e p ro v id ed b y th e p u rch as e r fo r th eg a lv an iz e r to d e c id e w h e th e r th ese s tee ls c an b e sa tis fa c to r ily g a lv an ize d . S u lfu r-co n ta in in g free -cu ttin g s tee ls a re n o rm a llyu n su itab le .
C.1.2 Surface condition
T h e su rfac e o f th e b as is m eta l sh o u ld b e c le an b efo re d ip p in g in to th e m o lten z in c . P ick lin g in ac id is th e reco m m en d ed m eth o do f c lean in g th e su rfa ce . E x cess iv e p ick lin g sh o u ld b e av o id ed . S u rfa ce co n ta m in a n ts th a t ca n n o t b e rem o v ed b y p ick lin g , e .g .ca rb o n f ilm s (su ch as ro llin g o il re s id u es) , o il, g reas e , p a in t, w e ld in g s lag an d s im ila r im p u ritie s sh o u ld b e re m o v ed p r io r top ick lin g . T h e resp o n s ib ility fo r rem o v a l o f su ch im p u ritie s sh o u ld b e ag re ed b e tw een th e g a lv a n iz e r an d th e p u rch ase r .
C as tin g s sh o u ld b e as free as p o ss ib le fro m su rfac e p o ro s ity an d sh r in k ag e h o les an d sh o u ld b e c lea n ed b y g r it b la s tin g ,e le c tro ly tic p ick lin g o r b y o th e r m eth o d s sp e c ia lly su itab le fo r cas tin g s .
C.1.3 The influence of steel surface roughness on the hot dip galvanized coating thickness
T h e su rfac e ro u g h n ess o f th e s tee l su rfac e h as an in flu e n c e o n th e th ick n ess an d th e s tru c tu re o f th e co a tin g . T h e effec t o fsu rfac e u n e v en n ess o f th e b as is m eta l g en era lly rem ain s v is ib le a f te r g a lv an iz in g .
A ro u g h s tee l su rface as o b ta in ed b y g r it b la s tin g , co a rse g r in d in g , e tc ., p r io r to p ick lin g g iv es a th ick e r co a tin g th an a su rfac eth a t is o b ta in ed b y p ick lin g a lo n e .
F lam e -cu ttin g ch a n g es th e s tee l co m p o sitio n an d s tru c tu re in th e f lam e-cu t zo n e , so th a t th e co a tin g th ick n esse s g iv en in 6 .2 , an dtab les 2 an d 3 , a re m o re d iff ic u lt to o b ta in . In o rd e r to o b ta in th ese co a tin g th ick n ess es re lia b ly , f la m e cu t su rfac es sh o u ld
b e g ro u n d o ff b y th e fab r ic a to r .
C.1.4 The influence of reactive elements in the basis metal on the zinc coating thickness and appearance
M o st s tee ls ca n b e sa tis fac to r ily h o t d ip g a lv an ized . H o w ev er , sev e ra l rea c tiv e e le m en ts in th e s tee l can a ffec t h o t d ipg a lv an iz in g , fo r ex a m p le , s ilic o n (S i) an d p h o sp h o ru s (P ). T h e s te e l su rfa ce co m p o sitio n h as an in f lu en c e o n th e th ick n e ss an dap p earan c e o f th e z in c co a tin g . A t c e r ta in co m p o sitio n lev e ls , s ilico n an d p h o sp h o ru s c an g iv e u n ev en , b r ig h t an d /o r d u ll d a rkg rey co a tin g s , w h ich m ay b e b rittle an d th ick . F ren c h S tan d a rd N F A 3 5 -5 0 3 :1 9 9 4 g iv es so m e g u id an ce o n b eh av io u r an d o ns tee ls p o ss ib ly su itab le fo r h o t d ip g a lv an iz in g b u t res ea rch o n th e in f lu en ce o f sp ec if ic e le m en ts in th e s tee ls is s till in pro g ress(se e a lso E N IS O 1 4 7 1 3 ) .
C.1.5 Stresses in the basis metal
S o m e stresses in th e b as is m eta l w ill b e re liev ed d u r in g th e h o t d ip g a lv an iz in g p ro ces s an d th is m ay cau s e d efo rm atio n o f th eco a ted a r tic le .
S tee l a r tic le s th a t a re co ld w o rk ed (e .g . b en t) m ay b e co m e e m b rittled , d ep e n d in g o n th e ty p e o f s tee l an d th e d eg ree o f co ldw o rk . A s h o t d ip g a lv an iz in g is a fo rm o f h ea t tre a tm en t, it m ay ac c e le ra te th e o n se t o f s tra in ag e e m b rittle m en t if th e s tee l isa lread y su sc ep tib le . T o av o id r isk o f em b rittle m en t, a s tee l w h ich is n o t su sce p tib le to s tra in ag e -h a rd en in g ca n b e u sed . I f as tee l is th o u g h t to b e su sc ep tib le to s tra in ag e em b rittle m en t, av o id sev ere co ld w o rk if p o ss ib le . If sev e re co ld w o rk ca n n o t b eav o id ed , s tre ss sh o u ld b e re lie v ed b y h e a t- trea tm en t b e fo re p ick lin g an d h o t d ip g a lv an iz in g .
10

© ISO ISO 1461:1999(E)
NOTE Susceptibility to strain age-hardening and the consequent risk of embrittlement is principally caused by the nitrogen content ofthe steel, which, in turn, is largely dependent on the steelmaking process. As a general guide, the problem does not occur in modernsteelmaking practice. Aluminium-killed steels are the least susceptible to strain age-hardening.
H e at trea te d o r co ld w o rk ed s tee ls m ay b e te m p ered b y th e h ea t in th e h o t d ip g a lv a n iz in g b a th an d lo se so m e o f an y in c re aseds tren g th o b ta in ed b y h e a t trea tm en t o r co ld w o rk in g .
H ard e n ed a n d /o r h ig h ten s ile s tee ls m ay co n ta in in te rn a l s tre sses o f su ch a m ag n itu d e th a t p ick lin g an d h o t d ip g a lv an iz in g m a yin c reas e th e r isk o f c rac k in g o f th e s tee l in th e h o t d ip g a lv a n iz in g b a th . T h e r isk o f c ra ck in g m a y b e red u c ed b y s tre ss re liev in gb efo re p ick lin g an d h o t d ip g a lv an iz in g , b u t sp e c ia lis t ad v ice sh o u ld b e so u g h t w h e n h o t d ip g a lv a n iz in g su ch s tee ls .
S tru c tu ra l s tee ls a re n o t n o rm a lly em b rittled b y th e ab so rp tio n o f h y d ro g en d u r in g p ick lin g , an d h y d ro g en re m ain in g ( if an y )d o es n o t in g en era l a ffec t s tru c tu ra l s tee ls . W ith s tru c tu ra l s te e ls , ab so rb e d h y d ro g en is d isch a rg ed d u r in g h o t d ip g a lv an iz in g .If s tee ls a re h a rd e r th a n ap p ro x im ate ly 3 4 H R C , 3 4 0 H V o r 3 2 5 H B (se e IS O 4 9 6 4 ) , ca re is n ec ess a ry to m in im ize h y d ro g enab so rb tio n d u r in g su rfac e p rep a ra tio n .
W h ere ex p er ien ce sh o w s th a t sp ec if ic s tee ls , p re trea tm en ts , th e rm al an d m e ch an ic a l trea tm en ts , p ick lin g an d h o t d ipg a lv an iz in g p ro c ed u res h av e b een sa tis fac to ry , th e in fo rm atio n se rv es as an in d ic a tio n th a t an em b rittlem en t p ro b le m is n o t tob e ex p e c te d fo r th e sa m e co m b in a tio n o f s tee ls , p re trea tm en ts , th e rm al an d m ec h an ica l trea tm en ts an d g a lv an iz in g p ro ced u res .
C.1.6 Large objects or thick steels
L o n g er h an d lin g tim es a re n e e d ed in th e g a lv an iz in g b a th fo r la rg e a r tic le s an d th is , a s w e ll a s th e m eta llu rg ic a l p ro p er tie s ofth ick s tee ls d u e to n o rm al m a n u fac tu r in g m eth o d s , m a y cau s e th ick co a tin g s to fo rm .
C.1.7 Hot dip galvanizing practice
V ery sm all a m o u n ts o f a llo y in g e le m en ts m ay b e ad d ed to th e g a lv an iz in g b a th (su b je c t to th e req u ire m en ts o f 4 .1 ) as p a r t o fth e p ro c ess in g tech n iq u e o f g a lv an iz e rs , n o tab ly to red u c e th e ad v erse e ffec ts o f s ilico n an d p h o sp h o ru s (se e C .1 .4 ) o r tom o d ify th e su rfac e ap p earan c e o f th e g a lv an ize d co a tin g . S u ch p o ss ib le a d d itio n s d o n o t a ffec t th e g en era l q u a lity o r lo n g - te rmco rro s io n res is tan c e o f th e g a lv an ized co a tin g o r th e m ech an ica l p ro p er tie s o f th e g a lv an iz ed p ro d u c t an d are n o t req u ire d to bes tan d ard ize d .
C.2 Design
C.2.1 General
T h e d es ig n o f th e a r tic le s to b e h o t d ip g a lv an iz ed sh o u ld b e ap p ro p r ia te fo r th e p ro c ess o f h o t d ip g a lv an iz in g . T h e p u rch ase rsh o u ld seek th e ad v ic e o f th e h o t d ip g a lv an iz e r b e fo re d es ig n in g o r m a k in g a p ro d u c t th a t is su b seq u en tly to b e h o t d ipg a lv an iz ed , a s it m a y b e n ec es sa ry to ad ap t th e co n s tru c tio n o f th e a r tic le fo r th e h o t d ip g a lv an iz in g p ro c ess (see an n ex B ).
C.2.2 Dimensional tolerances on mating threads
T h ere a re tw o d iffe ren t w ay s to m a k e a llo w a n c es — e ith e r b y u n d ercu ttin g th e m ale th rea d o r b y o v ercu ttin g th e fe m ale th read . F o rfas ten e rs , se e th e re lev a n t fas ten e r d o cu m en ts . In g en era l, a llo w a n c es sh o u ld b e m ad e o n m atin g th rea d s to acc o m m o d a teth e th ick n ess o f th e co a tin g . T h ere a re n o co a tin g req u ire m e n ts fo r in te rn a l th rea d s w h ich a re th read ed o r re - th read ed af te r h o t d ipg a lv an iz in g .
T h e co a tin g th ick n ess es g iv e n fo r th rea d ed co m p o n en ts re la te to co m p o n en ts th a t req u ire ce n tr ifu g in g im m ed ia te ly a f te rg a lv an iz in g to en su re c le an th read s .
NOTE 1 The coating on external screw threads galvanically protects the internal threads in an assembly. Therefore, no zinc coating isrequired on the internal threads.
NOTE 2 The coated threads should have strength adequate to meet the design requirement.
C.2.3 Effect of process heat
M ater ia ls th a t w ill b e ad v erse ly a ffec ted b y th e h e a t o f th e h o t d ip g a lv an iz in g b a th sh o u ld n o t b e h o t d ip g a lv an iz ed .
11

ISO 1461:1999(E) © ISO
C.3 The hot dip galvanizing bath
Where there is a special requirement, levels of additions or impurities in the bath or in the coating may be specified bythe purchaser.
In particular, where boilers (i.e., tanks and cylinders) are hot dip galvanized and specified for use with hot dipgalvanized tubes in potable water systems, the purchaser may require that their coating conforms to the samecompositional requirements as for tube in EN 10240.
C.4 After-treatment
N o rm ally a r tic le s sh o u ld n o t b e s ta ck e d to g e th e r w h ile h o t o r w e t. S m all a rtic le s d ip p ed in b u lk in b ask e ts o r o n jig s m a y b ecen tr ifu g ed im m ed ia te ly a f te r w ith d ra w a l fro m th e z in c to rem o v e an y su rp lu s m eta l (see A .2 , g )) .
T o re ta rd th e p o ss ib le fo rm atio n o f w e t s to rag e s ta in o n th e su rfac e , a r tic le s th a t a re n o t to b e p a in ted ca n b e g iv en a su ita blesu rfac e trea tm en t a f te r h o t d ip g a lv an iz in g .
If th e a r tic le s a re to b e p a in ted o r p o w d er co a te d a f te r g a lv an iz in g , th e p u rch as e r sh o u ld in fo rm th e g a lv an iz e r b e fo re th e a r t ic leis g a lv a n iz ed .
C.5 Renovation of uncoated or damaged areas
W h ere th e h o t d ip g a lv an ize r is ad v ise d th a t an o v erco a tin g is to b e sp ec if ied , th e p u rch as e r sh o u ld b e in fo rm ed th a t rep a ir o fd a m ag e d are as is p e rm itted an d in fo rm ed ab o u t th e p ro p o s ed m eth o d s an d m ate r ia ls u sed fo r rep a ir o f u n co a te d o r d a m ag edareas . P u rch ase rs an d ap p lic a to rs o f su b seq u e n t co a tin g s sh o u ld assu re th e m s e lv es th a t su ch a su b s eq u en t co a tin g sy s te m isco m p a tib le w ith th e m eth o d s an d m ate r ia ls u se d .
6 .3 co v ers th e th ick n ess o f co a tin g req u ired b y th e ren o v a tio n p ro ced u re a t acc ep tan c e in sp e c tio n . T h e sa m e te ch n iq u es a reu sed fo r o n -s ite rep a irs to d a m ag e d are as . T h e s ize o f a reas acc ep ta b le fo r tre a tm en t sh o u ld b e s im ila r to th o se ac c ep ta b le fo ru n co a te d a re as .
C.6 Adhesion testing
A n y p ro p o sed tes t sh o u ld b e ag reed an d re la ted to th e lik e ly co n s tra in ts in se rv ice .
12

© ISO ISO 1461:1999(E)
Annex D(informative)
Determination of thickness
D.1 General
T h e m o st g en era l n o n -d es tru c t iv e m eth o d o f d e te rm in in g th ic k n ess is th e m ag n e tic m eth o d (see 6 .2 an d E N IS O 2 1 7 8 ) . O th e rm eth o d s m ay h o w ev er b e u sed (se e , fo r ex a m p le , IS O 2 8 0 8 , th e e lec tro m ag n e tic m eth o d ) .
D es tru c tiv e m eth o d s in c lu d e th e d e te rm in a tio n o f m ass p e r a rea b y th e g rav im etr ic m eth o d co n v er ted to th ick n ess (m ic ro n s) b yd iv id in g th e g ra m s p er sq u are m etre f ig u re b y 7 ,2 (see D .3 ) , th e co u lo m etr ic m eth o d (see E N IS O 2 1 7 7 ) , an d th e m ic ro sc o p icc ro ss -sec tio n m eth o d (see D .2 ) .
C are fu l s tu d y sh o u ld b e m ad e o f th e d ef in itio n s in c lau se 3 ; in p a r ticu la r , th e re la tio n sh ip b e tw een lo c a l an d m ea n th ick n e sssh o u ld b e g iv en w h e n th e m ag n e tic m eth o d is u sed an d th e re su lts a re co m p are d w ith th o se fro m th e g rav im etr ic te s t o fE N IS O 1 4 6 0 u sed in cas es o f d isp u te .
D.2 Microscopic cross-section method
T h e m ic ro sc o p ic c ro ss -se c tio n m eth o d (see E N IS O 1 4 6 3 ) m ay a lso b e u sed . H o w ev er , it is in ap p ro p r ia te fo r ro u tin e u se o nla rg e o r ex p e n s iv e a r tic le s as it is a d es tru c tiv e m eth o d an d re la te s o n ly to a s in g le lin e . It g iv es a s im p le v isu a l p ic tu re of th elin e ex a m in e d .
D.3 Calculation of thickness from mass per area (reference method)
T h e E N IS O 1 4 6 0 m eth o d g iv es th e co a tin g m ass p e r u n it a rea ex p re ss ed in g ram s p er sq u are m etre . T h is can b e co n v er ted tolo ca l th ick n ess (m ic ro n s) b y d iv id in g b y th e n o m in a l d en s ity o f th e co a tin g (7 ,2 g /c m 3) . T h e ap p ro x im ate co a tin g m ass esco rresp o n d in g to th e th ick n ess es g iv e n in tab les 2 an d 3 are g iv en in tab les D .1 an d D .2 .
T able D .1 — C oatin g m in im u m m asses (related to thickn esses) on sam ples th at are not centrifuge da
L ocal coatin g (m in im u m )b M ean coatin g (m in im u m ) cA rticle and its th ickness
g /m 2 m g/m 2 m
S tee l 6 m m 5 0 5 7 0 6 1 0 8 5
S tee l 3 m m to < 6 m m 3 9 5 5 5 5 0 5 7 0
S tee l 1 ,5 m m to < 3 m m 3 2 5 4 5 3 9 5 5 5
S tee l < 1 ,5 m m 2 5 0 3 5 3 2 5 4 5
C as tin g s 6 m m 5 0 5 7 0 5 7 5 8 0
C as tin g s < 6 m m 4 3 0 6 0 5 0 5 7 0
a S e e n o te 2 to 6 .2 .3 .
b S e e 3 .1 0 .
c S e e 3 .1 1 .
13

ISO 1461:1999(E) © ISO
T able D .2 — C oatin g m in im u m m asses (rela ted to thickn esses) on sam ples th at are centrifuged a
L ocal coatin g (m in im u m ) b M ean coatin g (m in im u m ) cA rticle and its th ickness
g /m 2 m g/m 2 m
A rticles w ith threads:
2 0 m m d ia m ete r
6 m m to < 2 0 m m d ia m ete r
< 6 m m d ia m ete r
3 2 5
2 5 0
1 4 5
4 5
3 5
2 0
3 9 5
3 2 5
1 8 0
5 5
4 5
2 5
O ther articles (includ ingcastings): 3 m m
< 3 m m
3 2 5
2 5 0
4 5
3 5
3 9 5
3 2 5
5 5
4 5
a S e e n o te 3 to 6 .2 .3 .
b S e e 3 .1 0 .
c S e e 3 .1 1 .
14

© ISO ISO 1461:1999(E)
Annex E(informative)
Bibliography
E N IS O 1 4 6 3 :1 9 9 4 , Metallic and oxide coatings — Measurement of coating thickness — Microscopical method(ISO 1463:1982) .
E N IS O 2 1 7 7 :1 9 9 4 , Metallic coatings — Measurement of coating thickness — Coulometric method by anodic dissolution(ISO 2177:1985).
IS O 2 8 0 8 :1 9 9 7 , Paints and varnishes — Determination of film thickness.
IS O 4 9 6 4 :1 9 8 4 , Steel — Hardness conversions.
E N IS O 1 2 9 4 4 -4 , Paints and varnishes — Corrosion protection of steel structures by protective paint systems — Part 4: Typesof surface and surface preparation (ISO 12944-4:1998).
E N IS O 1 2 9 4 4 -5 , Paints and varnishes — Corrosion protection of steel structures by protective paint systems — Part 5:Protective paint systems (ISO 12944-5:1998).
E N IS O 1 4 7 1 3 , Protection against corrosion of iron and steel in structures — Zinc and aluminium coatings — Guidelines(ISO 14713:1999) .
E N 1 0 2 4 0 Internal and/or external protective coatings for steel tubes — Specification for hot dip galvanized coatings appliedin automatic plants .
N F A 3 5 -5 0 3 :1 9 9 4 , Iron and steel — Steel for hot dip galvanizing .
15