Embed Size (px)
DESCRIPTION
Examples of best practice for apparel sourcing in India
Citation preview

1
Sourcing Handbook for UK–India Apparel Manufacturing ―
Sourcing Handbook for UK–India Apparel Manufacturing ―
Department of Business and TechnologyPearl Academy of FashionA3-Naraina Industrial Area, Phase-IINew Delhi-110048, India T +91(11)[email protected] / [email protected]://www.pearlacademy.com
—
Department of Enterprise and International Development London College of Fashion20 John Princes StreetLondon WIG 0BJ, United KingdomT +44 (0)20 7514 [email protected]://www.fashion.arts.ac.uk/
IntroductionContributors: Rekha Dar / Nandita Abraham / Mansi Chawla / Shruti Jain / Arpan Joshi
Supplier Case StudiesContributors: Chitra Buckley / Lynne Hammond / Laurent de Meyrignac / Claire Bergkamp / Lara Onakoya
Managing the Buyer-Supplier RelationshipContributors: Claire Bergkamp / Lara Onakoya / Laurent de Meyrignac
Conclusions for Education Contributors: Rekha Dar / Nandita Abraham / Chitra Buckley / Lynne Hammond
Appendix 1 – Auditing Frameworks
Appendix 2 – List of Terms
Handbook Contributors
Page 7
Page 13
Page 23
Page 25
Page 26
Page 29
Page 30
Contents ―
Acknowledgments ―
Project partners Pearl Academy of Fashion (New Delhi) and London College of Fashion (Enterprise and International Development Department) give special thanks to British Council, principal funder of this UK-India Education Research Initiative project.

7
Introduction ―
About the UK-India Education Research Initiative The UK–India Education and Research Initiative (UKIERI) is a five year programme which aims to substantially improve educational links between India and the UK so that in the long term we become each other’s partner of choice in education. It has been recognised as a programme that is playing an important role in fostering contacts across the UK and India in the field of Higher Education.
UKIERI has successfully completed three rounds of funding to institutions. The three main strands of the initiative are: Higher Education and Research, Schools and Professional and Technical Skills. The initiative presents an opportunity for high-level dialogue between the two countries in areas of mutual policy interest such as quality assurance, international standards and credit recognition schemes.
To date, it has committed over £20 million to support hundreds of bilateral partnerships between India and the UK. In recognition of the success of the UKIERI programme the UK Government has allocated an additional £3 million to UKIERI. The additional funds are being utilised to fund an additional round of higher education research awards and to launch new programmes, such as Study India Programme for UK undergraduates and India Graduate Work Experience Programme for Indian graduates.
The private sector has added significantly to this contribution through the 3 corporate champions - BAE Systems, GlaxoSmithKline and Shell. Along with these three global organisations, BP extended support to UKIERI as a Corporate Champion for three years, from 2006 to 2009, and continues to be actively engaged with the schools strand. KPMG too was associated with UKIERI from 2006 to 2009 as the keystone partner for Financial Services Skills Exchange on the Professional and Technical Skills strand. Working with corporate partners has been a key focus in UKIERI as these partnerships enhance the scale, impact, sustainability and reach of projects.
About London College of FashionLondon College of Fashion’s rich heritage and responsiveness to changes in design practice have positioned it as a leading global provider of fashion education, research and consultancy.
The College’s work is centred on the development of ideas: its staff and students use fashion alongside historical and cultural practice to challenge social, political and ethical agendas. This, combined with its forward-thinking business and management portfolio and its relationship with the global fashion and lifestyle industries, is the underpinning of its mission to “Fashion the Future”.
About Pearl Academy of FashionPearl Academy is a pioneering institute of fashion technology imparting quality education in fashion for more than a decade. It was set up by the Little People Education Society and promoted by House of Pearl Fashions Ltd., one of India’s largest export houses. The academy’s objective is to train professionals with a comprehensive range of cognitive and intellectual skills, planned to develop across a wide range of learning experiences. The academy enjoys very high employability amongst reputed organisations and a high status as India’s most prestigious provider of education and training for the fashion and related sectors.
About the Collaborative Project This exploratory study for UKIERI adopted a collaborative, iterative approach to the investigation into the buyer–supplier relationships. The three sourcing strategies: direct buying, buying agents and liaison offices were used as a framework for the study. Data was collected, analysed and shared by both PAF and LCF students and staff in four stages.
In the first stage, two PAF faculty travelled to London & visited two British brands with the LCF faculty to study understand the backend operations. A Brief was designed for the PAF and LCF students to study the supply chain. The PAF students carried out descriptive case studies to investigate the processes and activities involved in the India supply chain. Data was categorised into the three broad linear stages of manufacture: pre-production, production and post-production. The buyer and supplier
8 9
viewpoints were explored in each activity at each stage in the manufacturing process. Analysis of the data illuminated the key operational problems and possible solutions to overcome these. In the second stage, PAF students came to London to share and present the findings to LCF students, who then integrated these into a case study protocol to interrogate other dimensions of the buyer-supplier relationship: the sourcing strategy and communication modes, corporate social responsibility (CSR) and managing change.
In the third stage, LCF students travelled to Delhi to carry out replication case studies through direct observation and interviews with managers and employees of Indian suppliers. • Interrogating the sourcing strategies involved
fieldwork in direct sources, buying agents and liaison buying offices.
• Investigating communication entailed exploring visual, verbal and technological methods of sharing information.
• Investigating CSR involved compiling a common auditing framework. Investigating the management of change entailed a study of the key levers that enhance buyer–supplier relations.
In the fourth and final stage, PAF staff came to London to collate the findings with LCF staff and students and
to present these as a platform for discussion to the fashion industry, fashion educators and the British Council. The findings are presented as a series of suggestions to prepare, construct and sustain the relations between buyers and sources of supply in India.
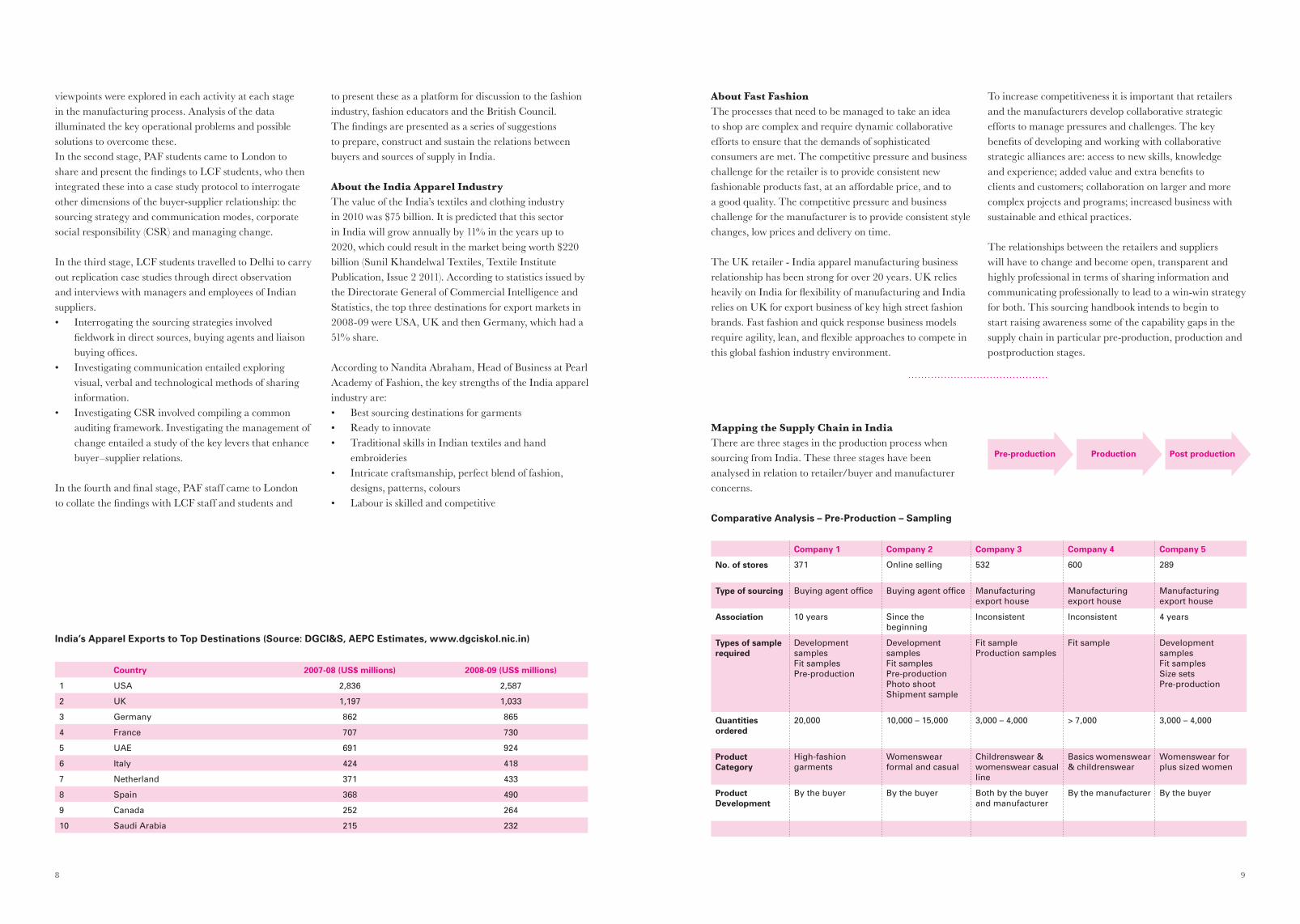
About the India Apparel Industry The value of the India’s textiles and clothing industry in 2010 was $75 billion. It is predicted that this sector in India will grow annually by 11% in the years up to 2020, which could result in the market being worth $220 billion (Sunil Khandelwal Textiles, Textile Institute Publication, Issue 2 2011). According to statistics issued by the Directorate General of Commercial Intelligence and Statistics, the top three destinations for export markets in 2008-09 were USA, UK and then Germany, which had a 51% share.
According to Nandita Abraham, Head of Business at Pearl Academy of Fashion, the key strengths of the India apparel industry are:• Best sourcing destinations for garments • Ready to innovate • Traditional skills in Indian textiles and hand
embroideries• Intricate craftsmanship, perfect blend of fashion,
designs, patterns, colours• Labour is skilled and competitive
India’s Apparel Exports to Top Destinations (Source: DGCI&S, AEPC Estimates, www.dgciskol.nic.in)
Country 2007-08 (US$ millions) 2008-09 (US$ millions)
1 USA 2,836 2,587
2 UK 1,197 1,033
3 Germany 862 865
4 France 707 730
5 UAE 691 924
6 Italy 424 418
7 Netherland 371 433
8 Spain 368 490
9 Canada 252 264
10 Saudi Arabia 215 232
About Fast FashionThe processes that need to be managed to take an idea to shop are complex and require dynamic collaborative efforts to ensure that the demands of sophisticated consumers are met. The competitive pressure and business challenge for the retailer is to provide consistent new fashionable products fast, at an affordable price, and to a good quality. The competitive pressure and business challenge for the manufacturer is to provide consistent style changes, low prices and delivery on time.
The UK retailer - India apparel manufacturing business relationship has been strong for over 20 years. UK relies heavily on India for flexibility of manufacturing and India relies on UK for export business of key high street fashion brands. Fast fashion and quick response business models require agility, lean, and flexible approaches to compete in this global fashion industry environment.
To increase competitiveness it is important that retailers and the manufacturers develop collaborative strategic efforts to manage pressures and challenges. The key benefits of developing and working with collaborative strategic alliances are: access to new skills, knowledge and experience; added value and extra benefits to clients and customers; collaboration on larger and more complex projects and programs; increased business with sustainable and ethical practices.
The relationships between the retailers and suppliers will have to change and become open, transparent and highly professional in terms of sharing information and communicating professionally to lead to a win-win strategy for both. This sourcing handbook intends to begin to start raising awareness some of the capability gaps in the supply chain in particular pre-production, production and postproduction stages.
Comparative Analysis – Pre-Production – Sampling
Company 1 Company 2 Company 3 Company 4 Company 5
No. of stores 371 Online selling 532 600 289
Type of sourcing Buying agent office Buying agent office Manufacturing export house
Manufacturing export house
Manufacturing export house
Association 10 years Since the beginning
Inconsistent Inconsistent 4 years
Types of sample required
Development samplesFit samplesPre-production
Development samplesFit samplesPre-productionPhoto shootShipment sample
Fit sampleProduction samples
Fit sample Development samplesFit samplesSize setsPre-production
Quantities ordered
20,000 10,000 – 15,000 3,000 – 4,000 > 7,000 3,000 – 4,000
Product Category
High-fashion garments
Womenswear formal and casual
Childrenswear & womenswear casual line
Basics womenswear & childrenswear
Womenswear for plus sized women
Product Development
By the buyer By the buyer Both by the buyer and manufacturer
By the manufacturer By the buyer
Pre-production Production Post production
Mapping the Supply Chain in IndiaThere are three stages in the production process when sourcing from India. These three stages have been analysed in relation to retailer/buyer and manufacturer concerns.
10 11
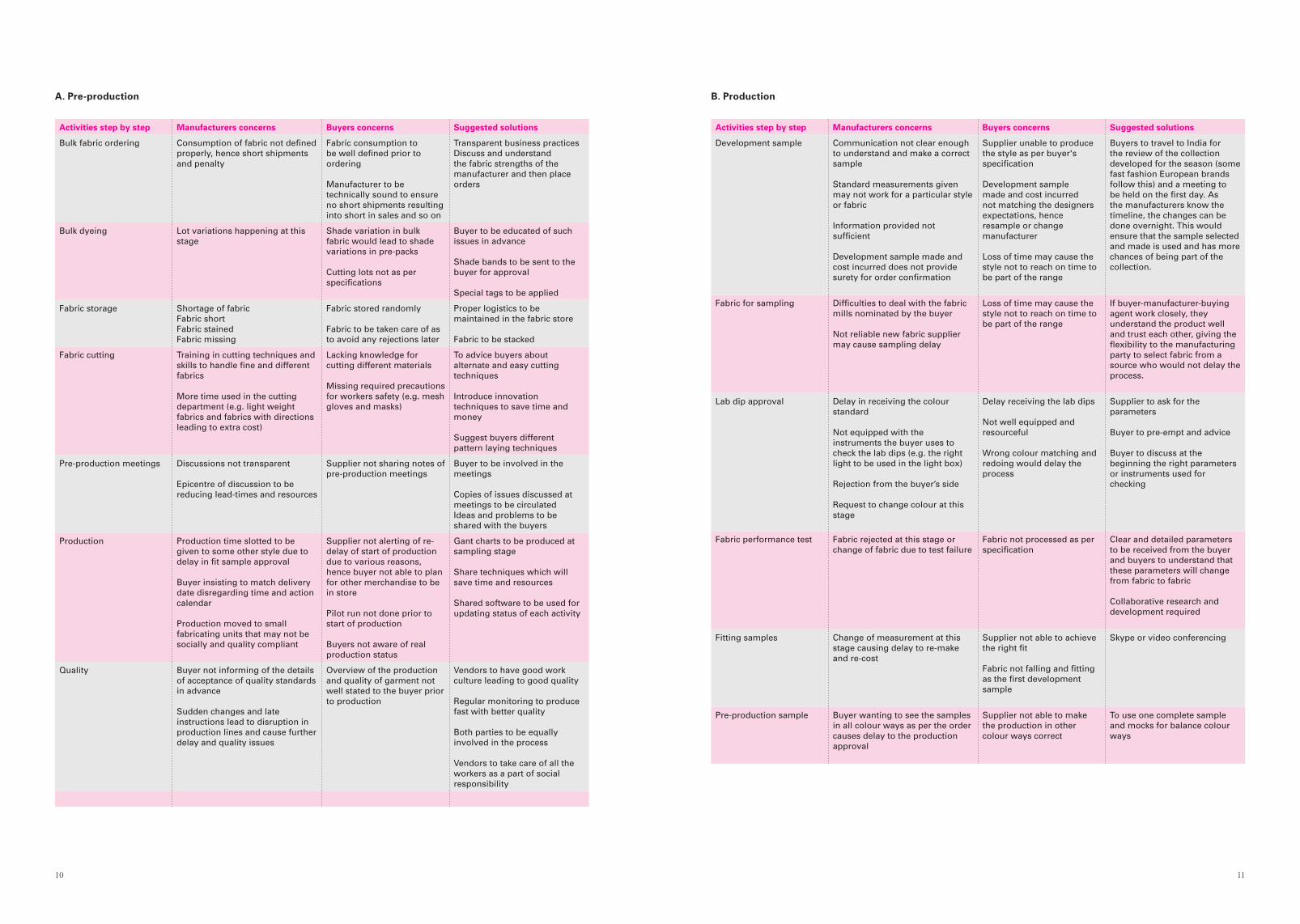
B. Production
Activities step by step Manufacturers concerns Buyers concerns Suggested solutions
Development sample Communication not clear enough to understand and make a correct sample
Standard measurements given may not work for a particular style or fabric
Information provided not sufficient
Development sample made and cost incurred does not provide surety for order confirmation
Supplier unable to produce the style as per buyer's specification
Development sample made and cost incurred not matching the designers expectations, hence resample or change manufacturer
Loss of time may cause the style not to reach on time to be part of the range
Buyers to travel to India for the review of the collection developed for the season (some fast fashion European brands follow this) and a meeting to be held on the first day. As the manufacturers know the timeline, the changes can be done overnight. This would ensure that the sample selected and made is used and has more chances of being part of the collection.
Fabric for sampling Difficulties to deal with the fabric mills nominated by the buyer
Not reliable new fabric supplier may cause sampling delay
Loss of time may cause the style not to reach on time to be part of the range
If buyer-manufacturer-buying agent work closely, they understand the product well and trust each other, giving the flexibility to the manufacturing party to select fabric from a source who would not delay the process.
Lab dip approval Delay in receiving the colour standard
Not equipped with the instruments the buyer uses to check the lab dips (e.g. the right light to be used in the light box)
Rejection from the buyer’s side
Request to change colour at this stage
Delay receiving the lab dips
Not well equipped and resourceful
Wrong colour matching and redoing would delay the process
Supplier to ask for the parameters
Buyer to pre-empt and advice
Buyer to discuss at the beginning the right parameters or instruments used for checking
Fabric performance test Fabric rejected at this stage or change of fabric due to test failure
Fabric not processed as per specification
Clear and detailed parameters to be received from the buyer and buyers to understand that these parameters will change from fabric to fabric
Collaborative research and development required
Fitting samples Change of measurement at this stage causing delay to re-make and re-cost
Supplier not able to achieve the right fit
Fabric not falling and fitting as the first development sample
Skype or video conferencing
Pre-production sample Buyer wanting to see the samples in all colour ways as per the order causes delay to the production approval
Supplier not able to make the production in other colour ways correct
To use one complete sample and mocks for balance colour ways
A. Pre-production
Activities step by step Manufacturers concerns Buyers concerns Suggested solutions
Bulk fabric ordering Consumption of fabric not defined properly, hence short shipments and penalty
Fabric consumption to be well defined prior to ordering
Manufacturer to be technically sound to ensure no short shipments resulting into short in sales and so on
Transparent business practices Discuss and understand the fabric strengths of the manufacturer and then place orders
Bulk dyeing Lot variations happening at this stage
Shade variation in bulk fabric would lead to shade variations in pre-packs
Cutting lots not as per specifications
Buyer to be educated of such issues in advance
Shade bands to be sent to the buyer for approval
Special tags to be applied
Fabric storage Shortage of fabric Fabric shortFabric stainedFabric missing
Fabric stored randomly
Fabric to be taken care of as to avoid any rejections later
Proper logistics to be maintained in the fabric store
Fabric to be stacked
Fabric cutting Training in cutting techniques and skills to handle fine and different fabrics
More time used in the cutting department (e.g. light weight fabrics and fabrics with directions leading to extra cost)
Lacking knowledge for cutting different materials
Missing required precautions for workers safety (e.g. mesh gloves and masks)
To advice buyers about alternate and easy cutting techniques
Introduce innovation techniques to save time and money
Suggest buyers different pattern laying techniques
Pre-production meetings Discussions not transparent
Epicentre of discussion to be reducing lead-times and resources
Supplier not sharing notes of pre-production meetings
Buyer to be involved in the meetings
Copies of issues discussed at meetings to be circulatedIdeas and problems to be shared with the buyers
Production Production time slotted to be given to some other style due to delay in fit sample approval
Buyer insisting to match delivery date disregarding time and action calendar
Production moved to small fabricating units that may not be socially and quality compliant
Supplier not alerting of re-delay of start of production due to various reasons, hence buyer not able to plan for other merchandise to be in store
Pilot run not done prior to start of production
Buyers not aware of real production status
Gant charts to be produced at sampling stage
Share techniques which will save time and resources
Shared software to be used for updating status of each activity
Quality Buyer not informing of the details of acceptance of quality standards in advance
Sudden changes and late instructions lead to disruption in production lines and cause further delay and quality issues
Overview of the production and quality of garment not well stated to the buyer prior to production
Vendors to have good work culture leading to good quality
Regular monitoring to produce fast with better quality
Both parties to be equally involved in the process
Vendors to take care of all the workers as a part of social responsibility
12 13
C. Post production
Activities step by step Manufacturers concerns Buyers concerns Suggested solutions
Washing Buyer wanting the washing standards swatches to be the closest match, but standard not clear
White garments may turn yellow when washing
Supplier on receipt of wash standards agrees to match, but answer not clear
Bulk garments are not as per specified wash standards
Washing standards forwarded to be in the closest fabric content available
Supplier to send the sample for full approval (not in bits)
Buyer to ensure the approval is in the right fabric (i.e. count, construction and content)
Ph value of water to be checked and reported to the buyer
Ironing Shrinkage due to heat and moisture
Wrinkling of interlining
Soft and hard stains
Change in colour
Lining showing pleats
Puckering
Test fabric before ironing
To ensured temperature and settings are correct
Folding Wrinkles formed while folding Poor handling Training and guidelines to be provided for folding the garments right without wrinkles
Packing Re-work and re-packing causing delivery delay
Packing not as per standard Videos to be shown and workshops conducted for the workers
Pro-active approach on the part of the manufacturer to do temperature tests regarding washing and ironing
Establishment of standard times and efficiency monitoring systems
Documentation Re-do documents causing loss of time and money
Incorrect documents
Shipment stuck at airport/seaport paying demurrage
To send dummy copy of documents for the supplier to follow (if working with new supplier or there is change in government policy)
This section presents case studies under the three sourcing strategies used by UK-India.
“Sourcing in a recessionary environment will be a core skill. International trade may slow down but effective sourcing will be a key component of a strategy to prosper in a difficult climate.” (Global Sourcing Skills Industry Forum, November 2009)
This handbook has been developed to provide insights and guidance to buyers and suppliers that are working together and want to improve the skills set for sustainable business practices. Although a key focus of the research has been to identify the sustainable and CSR practices being used by the companies in their sourcing strategies, this must be combined with commercial pressures of fast fashion agility in the supply chain to achieve profitable outcomes.
Company background Fair Lady is specialised in high-end ready-to-wear products, focusing on embroideries. Its capabilities go from the application of embroideries on finished garments to the complete production of the garment. Its market is mainly overseas and includes brands such as Custo Barcelona and Solstiss, which are both in the luxury segment. The company participates in Paris trade fairs such as Première Vision and ModMod, where they showcase their embroidery capabilities.
Unique selling point and expertise The Company has existed for more than 32 years and its current director has been working in the industry for 17 years. During this time they have gained considerable experience of working with Western buyers for the high-end and luxury market in Europe and the USA, as well as a good reputation for their expertise in hand embroideries. The company is focused on a higher market than the others visited by the researchers, so the issues faced were in principle different. However, they also encountered lead
As supply chains become more complex due to the outsourcing of manufacturing and logistics, fulfilment is harder today than ever before. The buyer-seller issues during the process hamper coordination causing delays in the supply chain making it more challenging, and therefore collaboration becomes the key. Three key components of successful sourcing revolve around the 3C’s: Communication – Commitment – Collaboration.
There are three sourcing strategies used for India:• Direct Sourcing• Liaison Buyer’s Sourcing Office • Buying Agent
Supplier Case Studies ―
Case Study 1 – Fair Lady (Specialist Niche Production/Suppliers)
Sourcing Strategy 1 – Direct Sourcing (Fair Lady and SEWA)
Retailer ManufacturerDirect relationship
14 15
Company background The Self-Employed Women’s Association (SEWA) is an NGO and trade union that helps organise and protect the rights of poor, self-employed women workers. These women are the unprotected and unorganised labour force of India. SEWA works to assure that women can obtain secure, safe, and fair employment. SEWA gives these women a voice and helps to make certain they are not being exploited. SEWA also works towards making these women autonomous and self-reliant, both economically and in terms of their decision-making ability.
SEWA’s goals are based around eleven questions, which are used as a guide for all members, group leaders, executive committee members, and full-time organisers (www.sewa.org). Home working or home-based working is a major concern when discussing ethical labour. Due to its lack of regulation and unorganised nature, it is often implemented by producers looking to cut corners
regarding payment ( Jackson and Shaw, 2006). It also allows producers to maintain flexibility in response to changing demands, while reducing labour and overhead costs (McCormick and Schmitz, 2001). A home worker as defined by the International Labour Organisation (ILO) is a dependent subcontractor who works from his or her home or in other premises he or she has chosen, performing assembly work or other low-skill tasks on a contract basis (ILO, 1996; McCormick and Schmitz, 2001). Homework differs from outwork in that outwork is a ‘broader term that includes any work done outside the shop or factory which supplies it’ (McCormick and Schmitz, 2001: 12).
The majority of home workers are women living around or below the poverty line. It is typical for homeworkers to reside with their extended family. They are most often poorly educated with limited income earning opportunity (McCormick and Schmitz, 2001). ‘Homework is often a
time issues, which were common to the other companies. What is interesting in this case is that the company faces another kind of buyer, who is more concerned by details. As the garments made are for a high-end segment, the level of finishing and the quality of the products used is expected to be much higher. In light of this, other arising issues with buyers that did not come up during other interviews were identified.
Buyer-supplier relationship and communicationAccording to the Fair Lady Director “the more high-end you get, the more you will tend to work directly [with the client]”. That said, the company also works with agents and liaison offices. For the luxury market, the company chooses to start small to build trust with the buyer. It is of outmost importance for the company that everything goes well for each order. As it was pointed out, there are only a few players in the upper segment of the market that tend to stay the same throughout the years, so if you have a bad reputation with one, it is highly unlikely that they will come back in the future. This is why, in this segment, it is better to build a relationship slowly with new clothing brands to make sure that everything goes well every step of the way. The company CEO explained to the researchers that they “start with a sampling quantity, then
someone from their company can come and see how things are being made so the confidence builds up and then you increase the quantities slowly.”
Challenges The main issue that arose from the interview was the value perception from buyers. Buyers tend to think that because a product is made in India it has to be cheaper compared to other countries. One dress can take up to 20 different steps before being finished and uses real traditional know-how (such as hand beading and the application of complicated embroideries) which builds up its value. Especially at this level of craft, it is important for buyers to travel to the factories and understand the whole production process in order to understand the value of what they are buying and buy it at the right price. Other issues concerned lead-time. It was reported that a lot of buyers tend to push for shorter lead-times than initially agreed even though the manufacturer explained the production process. The concern from the manufacturer here is that if he reduces lead-time the quality of the garment might suffer. This is why buyers must understand that if a product was said to take 20 days to be made, it cannot be made faster unless it compromises quality.
Case Study 2 – SEWA (Home Based Workers)
last resort, accepted because it offers participants a chance to combine remunerative work with childcare and other domestic responsibilities, and because contractors are usually willing to take workers with little or no formal training’ (ibid, 2001: 13). SEWA is an organisation that works to protect the rights of female home workers across India. The ILO groups home workers into three main categories. Generally found in rural areas, the first group is home workers involved in the craft-based industries. The second group is manufacturing home workers, which differ ‘from craft-based homework in that workers receive raw material from a prime contractor or intermediary and have to follow very strict instructions in carrying out the work’ (ibid: 33). Manufacturing homework involves the similar craft-based traditional skills, ‘but the workers are essentially subcontracted to produce specific items that are designed and marketed by others’ (ibid: 33). Manufacturing homework is being addressed in this case study, and it is what SEWA works to regulate and organise. Lastly, there is industrial homework, which generally involves assembly of full garments from pre-cut pieces and typically requires limited skills ( Jackson and Shaw, 2006). Industrial home workers ‘carry out some part of the production process, while others - other home workers or workers in factories - do the rest’ (ibid).
Unique selling point and expertise SEWA Delhi provides an important service for women who have no option for income other than home working. They are adding a level of organisation to the home working sector that was previously without regulation. SEWA is there to support the women that they represent and to negotiate fair pay. They do their best to impose ethical regulations, however the nature of home working makes this a difficult task. SEWA Delhi works with brands such as Next, Gap, New Look, and Zara, as well as other high street brands. They are a member of the Ethical Trading Initiative (ETA). Training is supplied for each new order received, and before accepting an order, SEWA and the apparel brand discuss the requirements for the specific order, for which SEWA negotiates a fair wage given the labour that will be required. The rate is negotiated and paid by piece, however they distribute labour to assure that women make at least 12 rupees an hour for basic/simple work and 25-30 rupees per hour for heavier embellishment work. Once the rates are finalised, SEWA estimates production time, compares that to the lead-times required by the brand, and then sources the work to one or more of the community centres. The next step is to pick up the order from the export house.
Once they have received the garments or materials from the export house, they begin the training program, which entails a SEWA supervisor teaching the women what is necessary for that order. The women arrive at one of the three centres, go through the training, and are then required to make a sample that meets the standards set by the brand. Once a sample has been made to the correct standard and approved by the supervisor, then each worker takes home a pre-determined number of garments for homework.
They work from home and bring back the finished pieces the following day, when a supervisor checks them. If there are any small alterations necessary, they are done at that time. Any large alterations are taken back home for correction. If the pieces are done to the required standard, the women are then given a new batch of garments to be brought back home. The women are expected to bring what they have finished into SEWA at the end of each day so that SEWA can monitor the progress and quality. This allows SEWA to keep the brand updated with any issues that could potentially effect lead-times.
• Most home workers work between 5-6 hours a day.• SEWA keeps between 10-12% of the money that they
take in for overhead costs, however they add this amount into the initial price negotiations and do not cut into the minimum amounts they pay their workers.
• A detailed beaded neckline will take around 1.5 hours and for that a woman will be paid 35 rupees (48 pence).
• An order from a brand can range greatly in quantity; we saw an order for 10,000 pieces of simple embellishment work to be completed in 15 days, divided between 350 women.
• SEWA will often have 4-5 orders at a time.• The average age group of women working for SEWA
is 25-35, and they typically have families.
Buyer-supplier relationship and communicationOver the past six years, SEWA Delhi has developed strong relationships with the brands with which it works. In recent years they received increased support from brands because of the media coverage concerning ethical production techniques and increased brand/consumer awareness of home working issues. The brands choose to work with SEWA because they trust that high-quality products will be delivered within the allotted time frames. Brands are willing to negotiate with SEWA in regards to lead-times and wages. Issues tend
16 17
to arise not from the brands but from the export houses, who occasionally try to demand unreasonable lead-times and try to lower wages. As a rule, buying agencies that work with export houses do not like to divert work away from their producers to SEWA. However, these issues are improving over time, as the export houses have built more trusting relationships with SEWA and feel that they can rely on them to deliver on time.
Corporate social responsibilityMany of the issues that are associated with home working – such as unreasonably low wages – are eliminated by SEWA. However the ethical concerns of home working are less simply addressed. A critical issue with home
working is workplace standards, because home working does not have to comply with any workplace regulations. Each month SEWA Delhi provides a training session for the women with instructions on how to prepare their workspace, giving suggestions for lighting, sitting positions and cleanliness. SEWA staff also does random checks on the home working conditions. SEWA Delhi does everything feasible to assure that child labour is not being used, however because the actual work takes place at the women’s homes, there is no way to guarantee that children are not doing some of the work. SEWA’s policy delineates that a mother may train her daughter if she is over the age of 14. SEWA however does not employ anyone under the age of 18.
Summary of key characteristics of direct sourcing:
Unique selling point and expertise Smaller and niche providers for higher quality products/specialist production
Corporate social responsibility As a closer relationship is built between retailer and supplier – greater transparency to CSR and knowledge of local conditions
Buyer-supplier relationship and communication Clear communication channels and regular visits to factories to build stronger relationships
Challenges Takes time to build long term relationships associated with this sourcing model – but the advantage to businesses is that it is built on trust and beneficial to both parties
Sourcing Strategy 2 – Liaison Offices (JC Penney)
Retailer Liason Officer
Supplier 1
Supplier 2
Supplier 3
Company background JC Penney ( JCP) is a US apparel retailer, headquartered in Dallas (Texas, USA). They are one of the leading retailers operating in over 1,100 locations in the USA and Puerto Rico as well as one of the largest apparel and home furnishing sites on the internet. The company is worth about $17.8 billion on the New York Stock Exchange. The JCP liaison office in India is located in New Delhi and is established solely for the purpose of sourcing exclusively for JCP. The liaison office plays the role of a buyer as well as the buying agent/middleman in the supply chain. The office is staffed with experienced designers and managers. Mr Rajan Naik was interviewed on April 8th 2011 by LCF researchers during the visit to this office.
Unique selling point and expertise An advantage of having a liaison office is the ability to control the entire production process, which has the benefit of full transparency. For the designers in the New Delhi office, the process of creating a design/garment starts with attending trend shows. The liaison office routinely send their designers to Europe to look out for trends and attend trend shows to get an idea of what is to come in styles, colours, prints, and fabrics. The designers then create a product package that contains the specifications of all the designs/collections they will present to the designers at the JCP Headquarters in Dallas (for that season). Although most of the items that eventually appear in the collection are designed by JCP Headquarters, a few are selected from those that come from the designers in India. The finalised and approved concepts are then sent back to India from the Headquarters for sampling and then execution. JCP Headquarters also send fabric samples for their Indian counterparts to find similar or matching ones. This
process usually takes a lot of time as there is considerable communication back and forth between both offices. In addition to the office in New Delhi India, JCP has mini-liaison offices they work with in Bangladesh and Vietnam but all report to India. These mini-liaison offices are there to manage any production that may take place in factories in those countries. The JCP liaison office is equipped with high-tech computers and machines for pattern making, costing metrics, fabric testing, illustration and such. The computers used in India are the same as the ones used in the Dallas office to makes sure that files that are sent back and forth are displayed exactly the same way – even to the colour resolution.
For the most part, it appears that having a liaison office for a large retailer is more practical than employing a buying agent. Buying agents usually charge 5% commission, while having a liaison office is usually only about 1% of the total cost of production. JCP reckons that if a buyer is thinking about opening a liaison office, the way to know if they are ready to do that is if the cost of running a liaison office is 1% of the entire cost of production of their items for sale; if it is higher than 1% then it is not time. That is why for large retailers/producers, this option is more applicable.
Buyer-supplier relationship and communicationJCP India experience a lot of communication problems with their suppliers. They find that suppliers are not in the habit of replying e-mails immediately and do not return phone calls quickly enough. So properly explaining to suppliers what they need can sometimes be difficult. They also find that the suppliers do not quite understand the concept of time and they advise that its probably best for UK or US buyers to adjust to the suppliers mode of
Case Study 3 – JC Penney (Liaison Office)
18 19
communication sooner than later because “it’s a deeply rooted mindset and it will take time for it to change” (Naik to Onakoya, 2011)
Further, buyers do not understand the processes involved to produce an item and for that reason they complain a lot. They expect things to be produced immediately but it is not always possible. As JCP has a liaison office, the company is both a buyer and a middleman and can therefore see both sides of the business. They recommend buyers to visit India more often to understand how the production is run in order to reduce the number of problems experienced. One European liaison office stations the buyers in India, in order to understand manufacturing limitations, especially when dealing with hand-crafted value added products.
Corporate social responsibilityThe organisation take CSR very seriously and for that reason employ Quality Assurance managers that routinely
Company background Triburg is a sourcing company that has been working exclusively with US retailers for the last 29 years. Triburg is located at 365, 382 Sultanpur, Mehrauli, New Delhi (India). Interviews were conducted on the 7th of April, 2011 over the course of two hours. The company works on behalf of American retailers, as middlemen between manufacturers and retailers. Their main role is to facilitate the design and manufacture of apparel in Indian factories.
Unique selling point and expertise Triburg is different from other buying offices in that they focus a lot on the beginning of the process: the design and trend aspects. For that reason they tend to deal with more design-oriented mid to higher-end market high street shops such as American Eagle Outfitters, Ann Taylor, Armani Exchange, DKNY, Calvin Klein Jeans, Polo and J. Crew. They are a very proactive organisation that provides design options in order to stay abreast with the styles
inspect the factories where they manufacture their apparel. They inspect every stage of the production cycle for quality, ethical labour, environmental issues and such.
Challenges For new buyers, it appears that it is much easier to employ the services of middlemen than to deal with the manufacturers directly. Buying agents will make sure that every area of concern that is important to a buyer is taken care of. Having a buying agent will also give a buyer experience into the production processes without having direct involvement. But eventually, if a retailer produces large enough quantities - that is if 1% of the cost of production can service a liaison office - then the retailer is better off setting up its own local sourcing office. This way the buyer has more control on the manufacturing process, there is more transparency and it is cheaper since the 5% commission is no longer going to a buying agent/middleman.
Case Study 4 – Triburg (Buying Agent)
Sourcing Strategy 3 – Buying Agents (Triburg + Pearl and Shahi Exports)
Retailer Buying Agent
Supplier 1
Supplier 2
Supplier 3
on trend with the current fashion direction. However a retailer may also choose to supply their own designs and Triburg will handle the sampling and manufacturing aspect. In addition, Triburg provide trend advice on colours, styles, prints, and fabric selection up to 1.5yrs in advance. They attend trend shows yearly to provide inspiration for design concepts. They employ in-house designers who are responsible for creationg concepts to show their buyers.
Triburg plays the role of a buying agent that designs and manufactures on behalf of retailers, bearing the responsibility of the samples, sourcing fabrics and trims, production and delivery. They believe in delivering value, innovation, speed and quality.
Buyer-supplier relationship and communicationTriburg communicate with the customers regularly through regular visits to client offices, phone calls, e-mails and video conferencing. They also have an internal portal system that allows staff to communicate problems within the organisation so that they can be dealt with immediately. This is quite an important tool they use as they deal with so many companies. Logging problems electronically help staff get to a problem and handle it faster.
When clients place orders, it is Triburg’s job to locate the best factory to have them produced. They generally work with Indian suppliers but sometimes outsource to Bangladesh. They are heavily engaged on the factory floor, using Quality Assurance managers to supervise all aspects of the production process, as they are also responsible for delivery. They think of themselves as the ‘McKinsey of Fashion’, relying on their reputation as the leading apparel sourcing company to speak for them. Therefore a lot of new clients are acquired through referrals. It appears this process is standard for the very good buying offices in India.
Communication and logistics is where the most problems are found, especially when shipment is dispatched. Keeping track of shipment and communicating at each level is very critical to the safe and timely delivery of the goods. A decade ago communication was quite difficult, but over time with the internet and improved telecommunications and with the use quick-response tools, it is no longer an area of concern. They have a good transportation system in place, so rarely have delivery issues. Additionally, unexpected late deliveries are unlikely to happen because the entire production process has been supervised – so when problems occur in production, it is
possible to foresee the impact in delivery times. It is not often that garments are not produced in time for shipment.
Furthermore, trust between the buyers and suppliers can sometimes be an area of concern. Buyers are not always open with their needs in the beginning or partake in open costing. For instance, American Eagle Outfitters did not openly communicate their company aesthetic when they began business with Triburg, as they were a bit wary about disclosing much of their brand identity. As a result, the first batch of garments produced came out all ironed and crisp, whereas the buyer has more of a rough-casual apparel brand identity. They did not want their t-shirts ironed but in fact wrinkled as that is their style and image. It is very important that there is trust, open communication and transparency in all business transactions.
Over the past 29 years, Triburg has kept relatively stable relationships with many of their buyers. Sometimes, they have lost business due to the client deciding that they no longer need a middleman, but in many cases, the companies that left returned because they found it was more efficient to have a middleman that can physically supervise the production process. Like any good company would, Triburg take their clientele/business very seriously and one can see that in the level of attention to detail they give to their business.
Corporate social responsibilityTriburg ensures that the factories they work with pass all social and environment compliance rules where applicable. So in that regard, compliance issues do not generally arise with their buyers. They have a separate company under the same umbrella to ensure vendors are socially compliant. The team is responsible to bring in the change in the manufacturing units with time audits and monitoring.
Challenges Triburg considers that if companies were more open with their suppliers they would find the production process a lot smoother. Employing a buying agent most times ensures that factories are compliant with environmental, labour and governmental regulations. We found that companies that go through reputable buyers generally have less compliance negligence. Triburg, for instance, do not experience any major problems with their buyers because they keep them informed throughout the process. UK buyers’ number one problem area is usually communication with the manufacturer; with a
20 21
Case Study 5 – Pearl Global Ltd (Large Manufacturing)
Company background Pearl Global Ltd is part of the House of Pearl Fashions Ltd, which is a multinational ready to wear apparel business currently operating in 11 strategic locations in six continents and provides services ranging from manufacturing and sourcing to business solutions and even education. Pearl Global Ltd has two divisions, one in the North and one in the South of India. Pearl Global North India has six fully integrated manufacturing plants in Gurgaon with a production capacity of up to ten million pieces per year. The units specialise in casual wear dresses, ladies blouses in both woven and knits. Some of their clients are The Gap Inc, JC Penney, Kohls, Next, HandM, and Esprit.
When visiting the factory in Gurgaon, the main issues that were the focus of concern were the relationship between buyers and manufacturers, and sustainability issues such as product and water wastage. The LCF visiting researchers explored what could be improved according to the suppliers to make relationships with UK buyers more efficient.
Unique selling point and expertise House of Pearl is one of the leading manufacturers in India, having proven experience with Western companies and with buyer-supplier relationships. The company specialises in womenswear but has said to be “able to do everything” according to production manager, if the buyers request it.
The company is one of the biggest of the country and has had a long experience of working with Western suppliers as well as managing its own brands (Kool Hearts and DCC) sold in the USA. For this reason it has to keep up with a standard of quality that may be not the same for smaller companies. The company works mainly through liaison offices that are the contact point between the buyers and the factory and are part of the buyer’s company. This seems to help companies that do not have a lot of knowledge of the Indian market to communicate better.
Buyer-supplier relationship and communicationCommunication is done by e-mail and the manufacturer receives pictures and examples from the brands to produce the requested samples before launching the production. This process is done at style approval level, then at pre-production level. The company has said to also use video conferencing with buyers to work on the samples. Finally, buyers can come to visit the factory but it was said not to be generally the case as the liaison office does most of the inspections.
The factory manager told us that they do most things according to the buyer’s requests. For example we observed that most of the garments that were sent out at the time of our visit were individually packaged in plastic, which may result in high levels of waste plastic. This was done according to the buyer’s request, meaning that changes at the buyer’s level would contribute to the supply chain being more sustainable. It was also observed that Indian manufacturers have a tendency to agree to everything. It is the buyer’s duty in this case to make sure that whatever is requested is within the skills of the manufacturer to avoid sub-contracting to other factories and severe delays in production due to samples rejection.
Corporate social responsibilityDuring the factory visit we observed that the company does a lot of recycling concerning waste fabrics. These wastes are then sold to make rugs. Also, Pearl has a recycling policy for water. The water used for washing is then recycled and used as steam for the irons as well as for re-washing. Before being cut, the fabric is washed to prevent it from shrinking after assembly, and washes are also used after assembly to give special effects to the garments.
Our observations show that the company has a good level of work conditions: the factory is clean and well ventilated, protection is given to employees such as iron gloves for fabric-cutting or masks when working with chemicals, all employees have space to work and the factory is well lit. Nonetheless we were surprised to see some of the workers
not wearing masks during the washing processes that involved chemicals, such as the removal of stains in the verification process. It was reported that masks were made available to workers but were not compulsory; therefore some decided not to wear them for comfort reasons.
ChallengesSample requests were said to be an issue as well. The manager told us that they usually need 65 days to produce a style when buyer pushes for 45 days. One of the main reasons to not be able to match that time is that up to six samples may be needed before final approval and launch of production. In this case it may be necessary to review the sampling process in order to simplify it. To do so, an improvement of the available communication infrastructures can be done to share real time data on the garments and avoid constant exchange of samples. A staged improvement plan of the infrastructures should be adopted to give decision makers of the manufacturing company the ability to communicate instantly with liaison offices or directly with buyers and clients' stylist.
The LCF researchers’ impression was that most of the buyers did not visit the factories as much as they should in order to understand the production process fully. At the moment some buyers do not visit at all and leave inspections to liaison offices, while others come once a season. If visits would be more regular, manufacturers and buyers could understand each other’s issues and work together to find better solutions.
On the manufacturers side, Indian companies usually have a lot of hierarchy levels, which can make communication difficult and result in a lot of information loss. To better adapt to Western companies and reduce lead-time, changing the international organisation
to reduce the number of links between the managers receiving the information and managers transmitting this to the workers is needed.
Even though Pearl Global is a good example of what can be done in India concerning working conditions and organisation, there is still considerable improvements to be made in communication between the manufacturer and the buyers. On the manufacturers side, transparency about what can be done and the difficulties that may occur should be improved. This also involves a better planning of the production critical path to anticipate possible issues such as lack of workforce at certain times of the year or not having the adequate skills in-house. Communication infrastructures could also be improved by allowing managers to receive information directly, for example from the liaison offices. One manager suggested the use of BlackBerries, which would push the information directly to those concerned in real time.
On the buyers side, it was reported that some do not have a good understanding of the production process, including lead-times for sourcing fabrics, production methods and cultural issues specific to India (number of festivals, seasonal workers and so on). More time in the factories and in the country of production could be a good solution for the buyers to understand the cultural differences better, and this way anticipate possible issues.
Generally speaking, transparency and collaboration are the main points of improvement. India is a country that puts great emphasis in trust. Buyers should be aware that by committing to a relationship with a supplier over a long period of time, as opposed to one or two seasons, a better output could be obtained. Regular visits at the beginning of each buying season are to be recommended.
Case Study 6 – Shahi Exports (Large Manufacturing)
Company background Shahi exports is India’s biggest manufacturer with four sites in Delhi, Bangalore, Tirupur and Salem and more than 3 million garments finished each month. The company can take care of every part of the creation and manufacturing process from styling to pattern making and packaging. The infrastructure is truly impressive and holds all that modern state-of-the-art equipment has to offer. The company was started in 1974 in Delhi and
has since then really learned how to work with Western companies with an impressive organisation that could be an example for many companies anywhere in the world. Today, they have 38 factories, 65000 workers and 12,000 sewing machines. Some of the clients they produce for include Old Navy, Gap, HandM, JC Penny, Target, Debenhams, American Eagle, Matalan, Esprit, Zara, Wal-Mart, Brooks Brothers, Burberry.
buying agent, retailers would not have to deal with them. Employing a buying agent will cost more than going directly to the manufacturer and buyers may have to adjust margins on the retail price, but for a smooth production
process, using buying agents can solve problems in communication, compliance, production and delivery. The “proactive approach” towards the fashion business has kept Triburg ahead of the rest of the buying houses.
22 23
Unique selling point and expertise The company places great emphasis on their creative capabilities and designs for 80% of its clients. Real time data sharing and collaboration are done within the company directly by stylists with their counterparts in the client’s office. The collaboration goes even further with one of its oldest clients: Wal-Mart. Wal-Mart shares sales data on the style manufactured by Shahi in real time in order to anticipate orders and avoid having styles out of stock. Computer assisted drawings are used to make sure that there is minimal waste and the company has been promoting a good environmental policy to help make its production more sustainable. Another strong point of the company is that it has its own cotton mills and are able to dye and print in-house. Concerning fabrics, their production capacity can reach up to 2 million meters in a month.
Shahi operates well above the norm of anticipated standards. The company is very well organised, does all its internal communication through email and has open dialogue with buyers. Compared to other companies, even when the buyers go through liaison offices, the buyers come to visit the factories and dialogue with the merchandisers on the spot. Merchandisers from Shahi also travel to Europe and the US to work on products. This was reported to make the sampling process faster and to improve communication with clients. With Wal-Mart, Shahi uses a rapid replenishment system allowing the factories to anticipate production for styles that sell fast in stores. This system shows the trust and transparency between Shahi and Wal-Mart, which is what all suppliers should eventually tend to do to optimise collaboration with suppliers.
Buyer-supplier relationship and communicationShahi uses all the modern communication means to exchange with buyers: shared sale figures, video conferencing and trips to Europe and the USA. The company has built strong relationships with brands throughout their existence by means of commitment and strong collaborations. The company has said to never accept anything it is not able to produce in the lead-time and at the prices asked by the buyers. This is something that other Indian manufacturer should learn from, as it has often been raised as an issue.
It was said that buyers tend to not respond in time, which has an impact on lead-time. The buyers are then said to not accept the fault and to impact the supplier. It is important here for the buyers to understand that suppliers
also have lead-times on their side and that all delays created by them have an impact on the production lead-time. American compared to European buyers have been reported to be a lot more clear from the start on what they want, leading to less back and forth communication at the sampling stage and creating less delays.
Each clothing brand has its own way of internal organisation and of classifying its products. New clients must understand that time for adaptation is needed to get used to new specifications. The organisation of tutorials explaining spec-sheets to merchandisers at the beginning of the relationship could be a good solution to accelerate the adaptation period, leading to less mistakes and loss of time from the beginning of the collaboration.
Shahi has a very efficient team that design for some of the best-known brands. The issue here comes from buyers that choose designs from Shahi and later bring them to other suppliers to obtain a cheaper price. This, of course, does not foster trust between buyer and supplier and is a real issue for Shahi. On its side, Shahi always make sure there is a 30% difference of design between fabrics chosen by buyers of different brands to ensure exclusivity of fabrics between brands. The fabrics and styles designed are then kept as archives in case a supplier wishes to come back to it.
Corporate social responsibilitySustainability is again buyer driven. For the supply chain between India and the UK to be more sustainable, it is the buyer’s duty to ask for more sustainable fabrics, washes and packaging, as well as transport methods. As India is competing on price and quality with other Asian countries, it needs buyers to be willing to take the step towards more sustainable practices.
ChallengesShahi is without a doubt an example of best practice in India. It has learned from its experience how to collaborate with buyers and build trust. To do so, key aspects are the ability to refuse orders when they just cannot be done, to be clear on their capabilities, to do samples as close as possible to the buyers request, and has developed a very effective internal communication system. LCF researchers have learnt that even for the biggest manufacturers change is buyer driven. For the supply-chain to be more sustainable and more efficient, work has to be done on both sides.
One of the key findings of the research has been the information gathered that relates to the process involved in managing the relationship between the two players in the supply chain.
This is a set of points that might be considered by both UK and India:
Managing the Buyer-Supplier Relationship ―
Preparing for the relationship
Constructing the relationship
Sustaining the relationship
Preparing for the Relationship Buyers need to increase their knowledge of the whole supply chain so that they know the right questions to ask. This will lead to better communication and decreased issues with lead-times. For instance, lead-times tend to change during the process because manufacturers do not always make room for incidences, especially when they are pressured to deliver on time. Fabric minimums differ from production minimums, which in turn causes base price to increase. This can cause the production manager to cut corners somewhere, and these sorts of problems can cause lead-time to increase, especially for reduced quality standards.
It would be beneficial if buyers could spend more time in the country in which they are manufacturing. Learning the culture will help with communication. For example, the difficulty in Indian culture to say no is an issue, which requires the buyer to approach asking questions in a different manner. If one is told “yes we can do this, no problem”, it should not be taken at face value. More detailed questioning is required. This relates back to increased knowledge of the supply chain and knowing what questions should be asked.
Each region of India offers different strengths in manufacturing. For example Delhi is filled with skilled labour and specialises in embellishment work. A buyer looking to manufacture in India needs to know what each region specialises in. Additionally this can allow them to tap into the traditional skills of that area, which encourages local growth and creates a mutually beneficial relationship.
Each country has a USP and India is no different. For example, China‘s textile industry is subsidised by their government and therefore is bigger and cheaper. India cannot compete in these areas, but in hand-work and quality-value ratio, it is unique. India’s textiles are another strength. Buyers need to encourage India’s handwork value. If buyers are willing to pay for it, they can get the same quality and design content that one would get in countries better renowned for their handwork.
When a buyer begins manufacturing in India a local, buying office or liaison agency should be used, or at the very least hire one local liaison to work directly with the manufacturers. Buying offices are there to mediate, especially for new buyers – so it is a good route for them. Many times suppliers are too scared to admit to buyers the things that can go wrong during production because they believe that they could lose business. To solve this, the buyers need to be transparent with the buying office.
Buyers and vendors need to understand that their relationship is symbiotic. When buyers make demands, they need to be reasonable. They need to understand that the supplier is also trying to run a business, and in it to make a profit. When suppliers know it is a long-term job, they are comfortable and talk about their problems. If a supplier is made to believe it is a one-time job, they will not be as open to compromise. Indian manufacturers are ready and willing to innovate and, actually, they are more than just manufacturers – they offer strong design, research, and marketing mixed in with manufacturing.
24 25
Constructing the RelationshipIf a buyer is concerned with CSR and environmental issues, they should consider working with a local buying or regulatory agent. It is difficult to monitor and audit manufacturers when visiting the factories only a few times per year. It is also important for brands to understand that the local government does not provide sufficient auditing of factories. It is not uncommon for government agencies to not take adequate time and necessary administrative steps for true auditing.
Buyers and manufacturers need to work together in the sampling stage. There needs to be a clear and honest conversation about costs and lead-times. For example, if a product is going to take longer and cost more because of a detailed embellishment, that fact should be understood early on by both parties. If the lead-time and cost are more important than the embellishment, the manufacture and buyer should work together to find a less detailed solution that can be manufactured quicker and with less cost.
SMEs that are working with local agents should be aware of other, possibly larger, clients. If a local agent has larger companies that they work for as well, then it is likely that the larger companies will be their top priority. A SME should look for agents that can give them the time and attention they require.
Buyers need to know who their customers are and convey that to their suppliers. If their key commodity is a cheap garment, then the supplier always knows that price is what matters. If the buyer is more interested in quality, then the supplier can understand what to emphasise as a priority. If it is a combination, then the buyer should spend time understanding supply sources and supply chain. Buyers should listen to suppliers, and find the best way forward for both parties.
Buyers can do advanced capacity booking to help with future orders. It guarantees the supplier future business, which is good for the relationship. This is ideal and is a much smoother arrangement.
Sustaining the Relationship Buyers need to be transparent in their costing. Manufacturers are willing to work to lower prices if they feel like buyers are being honest about their numbers.
The most important thing to a manufacturer is that they do not lose business. They are happy to work to find a less expensive option, such as altering the types of stitches used, embroidery or fabric choice. Additionally, many buyers go to Asia believing everything is cheap, but even when cheaper than Europe, it is not that cheap. When working with local agents a retainer should be used instead using a commission-based system. This helps to assure that mistakes are not ignored simply due to the agent not wanting to loose their commission. A retainer allows the agent to stop unsatisfactory shipments without the fear of personal commission loss. Change is buyer driven. The positive changes that manufacturers have made towards CSR and environmental compliance are primarily due to pressure from buyers. It is difficult in a developing country, such as India, to consider CSR and environmental issues as a primary focus, because they are often faced with more basic issues, such as supply of electricity. However, due to the emphasis that brands have started to place on these issues, positive change can be seen.
If a buyer restricts something, they should take the responsibility for providing a new option. A concern that manufacturers have expressed to Intertek is that, due to increased pressure from brands to improve environmental regulations, they have been asked to stop using certain chemicals, dyes, and techniques. A brand will simply give the order saying what they can and cannot do. This can be enormously difficult for the manufacturers if they are not given an alternative, or adequate warning. There must be shared responsibility between the brand and the manufacturer to find a new solution for the restricted substance or technique.
Brands should involve all their employees in learning about and promoting ethical and environmental policies. It is important to create as many stakeholders as possible for ethical and environmental policies within organisations. This can be achieved through teaching employees about the ethical and environmental concerns that occur in manufacturing and the steps the brand is taking to improve in these areas. Involving all levels of employees also provides a more direct connection to the brands consumers. This can, in turn, encourage consumers to purchase ethical and environmental products, which then continues to encourage positive change in these areas.
Conclusions for Education and Industry ―
Challenges for Education The conclusions for education of this UKIERI project revolve around finding ways to bridge the gaps in buyer-supplier sourcing relations through teaching and live projects. In order to build bridges and attempt to overcome these gaps, we aim to:• Explore effective communication through verbal,
visual and technological means.• Enhance understanding of the entire sourcing process
from fiber to finished garment for designers and marketers.
• Foster India-UK cultural engagement via collaborative live projects in sourcing and marketing.
• Develop an awareness of regional expertise in craftsmanship, textile specialisations and manufacturing know-how.
• Encourage a stakeholder approach among end-consumers, retail buyers, marketers, designers and manufacturers to develop sustainable sourcing.
• Interrogate the ‘real costs’ of a garment in terms of labour conditions, energy usage and environmental impact.
• Form future apparel managers to step out of their comfort zone and challenge customary sourcing conventions.
Challenges for Industry (Retailers and Manufacturers)The conclusions for industry of this UKIERI project revolve around finding ways to build stronger relationships with academics and students to communicate the complexities of managing fast fashion and agile and flexible supply chains for the global fashion industry. Some ideas on how to this may be possible are as follows:• Communicating the market sensitivity and sharing
collaborative information amongst partners.• Developing training programmes for their product
development teams that raise understanding of consumer profiles and their lifestyles to ensure designed ranges meet expectations.
• Sharing of ethical, environmental and sustainable challenges from a consumer perspective and supply perspective to create a balanced approach to sourcing, not just buyer driven.
• Encourage internships and industry projects with education that explore risks, collaboration, and cooperation between the two sectors to avoid adversarial relationships.
• Foster greater transparency of the fast fashion supply chain through information sharing and forming pipeline process models.
26 27
Appendices ―
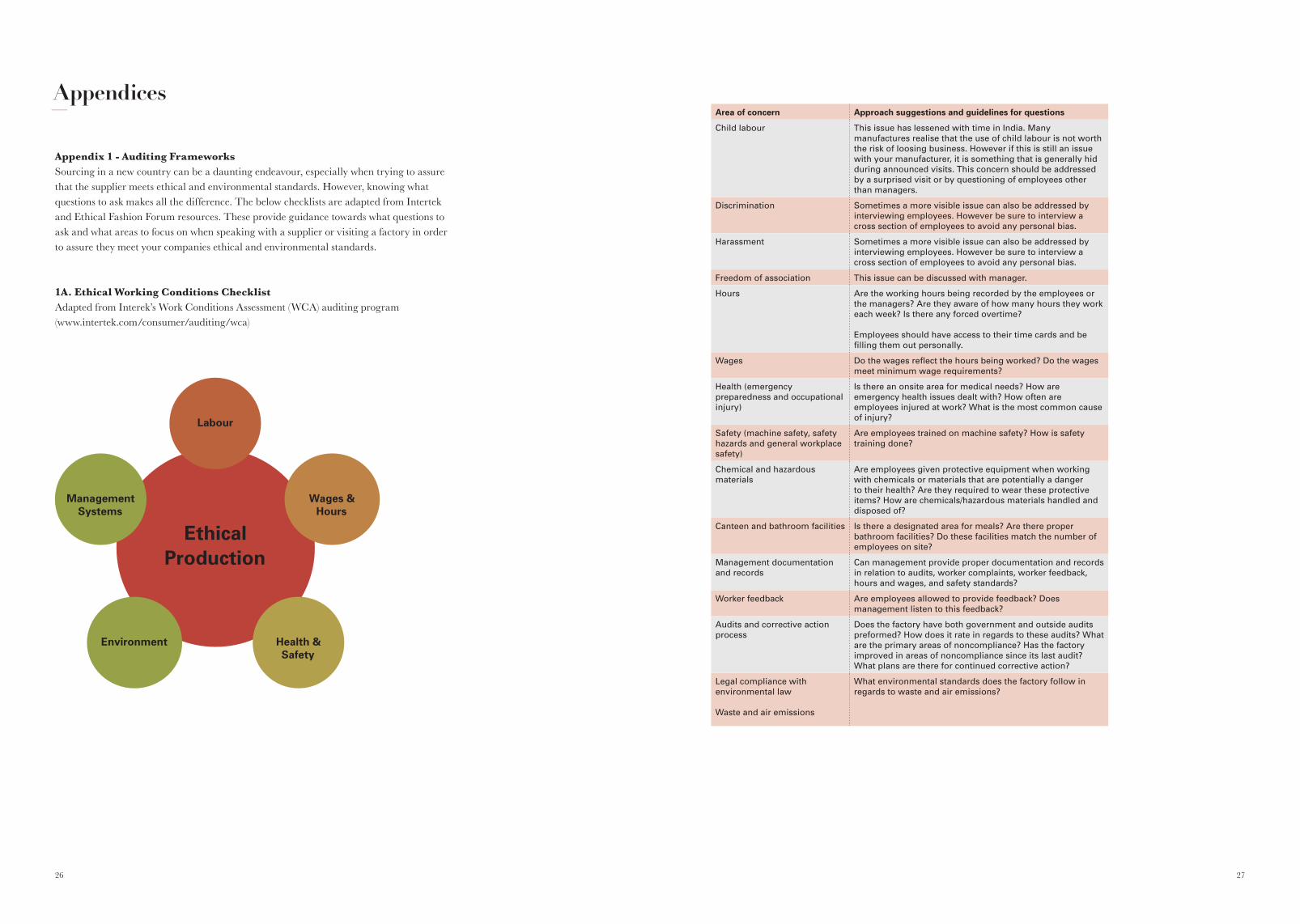
Appendix 1 - Auditing FrameworksSourcing in a new country can be a daunting endeavour, especially when trying to assure that the supplier meets ethical and environmental standards. However, knowing what questions to ask makes all the difference. The below checklists are adapted from Intertek and Ethical Fashion Forum resources. These provide guidance towards what questions to ask and what areas to focus on when speaking with a supplier or visiting a factory in order to assure they meet your companies ethical and environmental standards.
1A. Ethical Working Conditions ChecklistAdapted from Interek’s Work Conditions Assessment (WCA) auditing program (www.intertek.com/consumer/auditing/wca)
EthicalProduction
Labour
Health & Safety
Environment
ManagementSystems
Wages & Hours
Area of concern Approach suggestions and guidelines for questions
Child labour This issue has lessened with time in India. Many manufactures realise that the use of child labour is not worth the risk of loosing business. However if this is still an issue with your manufacturer, it is something that is generally hid during announced visits. This concern should be addressed by a surprised visit or by questioning of employees other than managers.
Discrimination Sometimes a more visible issue can also be addressed by interviewing employees. However be sure to interview a cross section of employees to avoid any personal bias.
Harassment Sometimes a more visible issue can also be addressed by interviewing employees. However be sure to interview a cross section of employees to avoid any personal bias.
Freedom of association This issue can be discussed with manager.
Hours Are the working hours being recorded by the employees or the managers? Are they aware of how many hours they work each week? Is there any forced overtime?
Employees should have access to their time cards and be filling them out personally.
Wages Do the wages reflect the hours being worked? Do the wages meet minimum wage requirements?
Health (emergency preparedness and occupational injury)
Is there an onsite area for medical needs? How are emergency health issues dealt with? How often are employees injured at work? What is the most common cause of injury?
Safety (machine safety, safety hazards and general workplace safety)
Are employees trained on machine safety? How is safety training done?
Chemical and hazardous materials
Are employees given protective equipment when working with chemicals or materials that are potentially a danger to their health? Are they required to wear these protective items? How are chemicals/hazardous materials handled and disposed of?
Canteen and bathroom facilities Is there a designated area for meals? Are there proper bathroom facilities? Do these facilities match the number of employees on site?
Management documentation and records
Can management provide proper documentation and records in relation to audits, worker complaints, worker feedback, hours and wages, and safety standards?
Worker feedback Are employees allowed to provide feedback? Does management listen to this feedback?
Audits and corrective action process
Does the factory have both government and outside audits preformed? How does it rate in regards to these audits? What are the primary areas of noncompliance? Has the factory improved in areas of noncompliance since its last audit? What plans are there for continued corrective action?
Legal compliance with environmental law
Waste and air emissions
What environmental standards does the factory follow in regards to waste and air emissions?
28 29
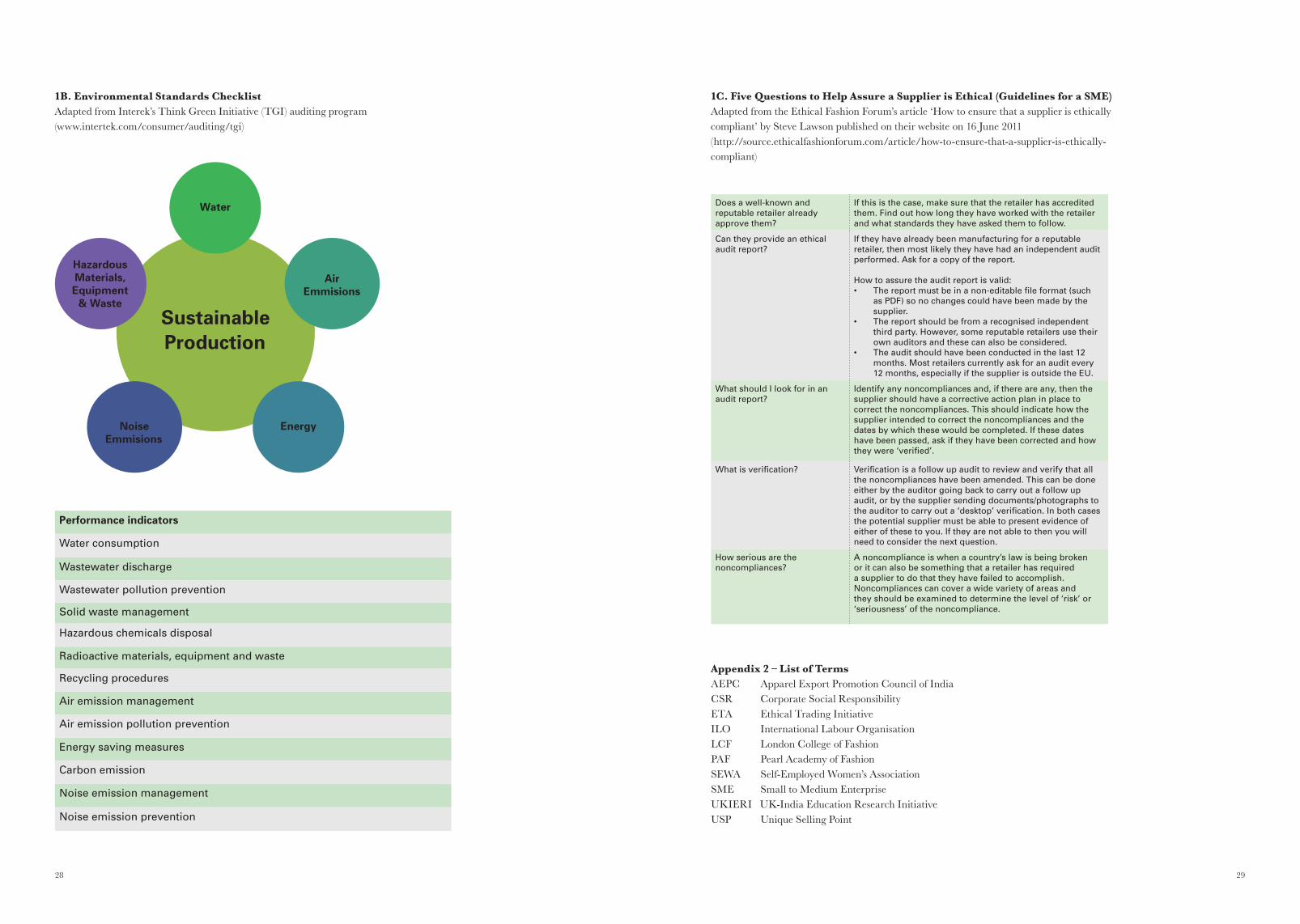
1B. Environmental Standards ChecklistAdapted from Interek’s Think Green Initiative (TGI) auditing program (www.intertek.com/consumer/auditing/tgi)
SustainableProduction
Water
EnergyNoise Emmisions
HazardousMaterials, Equipment
& Waste
Air Emmisions
Performance indicators
Water consumption
Wastewater discharge
Wastewater pollution prevention
Solid waste management
Hazardous chemicals disposal
Radioactive materials, equipment and waste
Recycling procedures
Air emission management
Air emission pollution prevention
Energy saving measures
Carbon emission
Noise emission management
Noise emission prevention
1C. Five Questions to Help Assure a Supplier is Ethical (Guidelines for a SME)Adapted from the Ethical Fashion Forum’s article ‘How to ensure that a supplier is ethically compliant’ by Steve Lawson published on their website on 16 June 2011(http://source.ethicalfashionforum.com/article/how-to-ensure-that-a-supplier-is-ethically-compliant)
Does a well-known and reputable retailer already approve them?
If this is the case, make sure that the retailer has accredited them. Find out how long they have worked with the retailer and what standards they have asked them to follow.
Can they provide an ethical audit report?
If they have already been manufacturing for a reputable retailer, then most likely they have had an independent audit performed. Ask for a copy of the report.
How to assure the audit report is valid:• The report must be in a non-editable file format (such
as PDF) so no changes could have been made by the supplier.
• The report should be from a recognised independent third party. However, some reputable retailers use their own auditors and these can also be considered.
• The audit should have been conducted in the last 12 months. Most retailers currently ask for an audit every 12 months, especially if the supplier is outside the EU.
What should I look for in an audit report?
Identify any noncompliances and, if there are any, then the supplier should have a corrective action plan in place to correct the noncompliances. This should indicate how the supplier intended to correct the noncompliances and the dates by which these would be completed. If these dates have been passed, ask if they have been corrected and how they were ‘verified’.
What is verification? Verification is a follow up audit to review and verify that all the noncompliances have been amended. This can be done either by the auditor going back to carry out a follow up audit, or by the supplier sending documents/photographs to the auditor to carry out a ‘desktop’ verification. In both cases the potential supplier must be able to present evidence of either of these to you. If they are not able to then you will need to consider the next question.
How serious are the noncompliances?
A noncompliance is when a country’s law is being broken or it can also be something that a retailer has required a supplier to do that they have failed to accomplish. Noncompliances can cover a wide variety of areas and they should be examined to determine the level of ‘risk’ or ‘seriousness’ of the noncompliance.
Appendix 2 – List of TermsAEPC Apparel Export Promotion Council of IndiaCSR Corporate Social ResponsibilityETA Ethical Trading Initiative ILO International Labour OrganisationLCF London College of FashionPAF Pearl Academy of FashionSEWA Self-Employed Women’s Association SME Small to Medium EnterpriseUKIERI UK-India Education Research InitiativeUSP Unique Selling Point
30 31
Nandita Abraham is Head of Business and Technology at Pearl Academy of Fashion.
Chitra Buckley is Course Leader of the masters degree in Fashion Entrepreneurship at London College of Fashion.
Rehka Dar is an Associate Professor at Pearl Academy of Fashion and Fashion Consultant for Marketing and Sourcing.
Lynne Hammond is Head of International Partnerships and Development at London College of Fashion.
Claire Bergkamp is pursuing a masters degree in Fashion Entrepreneurship at London College of Fashion. She moved to London from the US in order to study sustainable fashion. Her current focus is on upcycling in clothing and textiles. In the US, she worked in the film and television industry where she gained experience in styling and costume design. Participating in the UKIERI project has expanded her views on ethics and sustainability in the supply chain. It has provided her with insight into the many and diverse communication issues that arise between buyers and suppliers. The quality and quantity of the firsthand experience experienced in India has forever changed her views on overseas manufacturing and what it truly means to be ‘made in India’. The UKIERI project is also informing and assisting her MA project research.
Laurent de Meyrignac is pursuing a masters degree in Fashion Entrepreneurship at London College of Fashion.
Lara Onakoya has a Bachelor’s degree from Howard University and is pursuing a masters degree in Fashion Entrepreneurship at London College of Fashion. Her aim after studying at LCF is to build an eco-friendly carbon-neutral apparel factory. The UKIERI field trip to India gave her knowledge on how factories are set up and the challenges that are faced.
Mansi Chawla is pursuing BA(Hons.) in Fashion Business Management at Pearl Academy of Fashion, India. She has worked with Gap Inc (GAP:PAF Initiative – We Fight Human Trafficking) and Richa Exports and aspires to be an entrepreneur after she graduates.
Shruti Jain is pursuing BA(Hons.) in Fashion Business Management at Pearl Academy of Fashion, India. She has done internships at Elite International, Archies and Supremia India. She aims to study sustainable fashion further and contribute the same to the Indian manufacturing sector.
Arpan Joshi is pursuing BA (Hons.) in Fashion Business Management at Pearl Academy of Fashion, India. He has done internships at Aditya Birla Nuvo Ltd. (Madura Garments), an export house implementing lean manufacturing to cut down on wastes, reducing carbon foot print, time and money. With an affinity for sustainable fashion and production, he is a supporter of positive, creative change in fashion and textiles.
Handbook Contributors ―
DisclaimerThis publication is issued as documentation of the UKIERI project run by London College of Fashion and Pearl Academy of Fashion and does not necessarily express the views of the University of Arts of London or Pearl Academy of Fashion. The case studies are based on information undertaken during interviews and visits to India and have not been verified or investigated. Every effort has been made to check and verify other data referenced within this publication. It was correct to the best of our knowledge at the time of goingto press – November 2011.
DesignShomil Shah
Front CoverRaas OutfitCollection – Yatra by Karishma ShahaniSS '11Photography – Sean MichaelsCreative Direction – Rob Phillips
Printed on paper from responsible sources

32





























