Embed Size (px)
Citation preview

Aluminium Lend GmbH & Co KG A Member of the Salzburger Aluminium Group Progress in Aluminium
Günther Trenda Page 1 of 5
Solutions for Ductile Die Casting Günther Trenda, SAG Aluminium Lend GmbH & Co KG, Lend, Austria
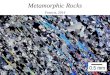
Image 1: Spheroidisation of the eutectic alloy system
(from diss. ETH No.14803)
A manufacturer of aluminium casting alloys must focus not only on fulfilling the customer specifications but also the extended customer benefits. This includes practical customer advising on site as well as active identification of customer needs. This strategy is a significant factor in the success of Aluminium Lend GmbH + Co KG – a 100% subsidiary of Salzburger Aluminium AG located Sitz in Lend, Austria – with an annual production of 50,000 tons of aluminium materials, of which 25,000 tons are casting alloys. The casting alloy delivery program includes the primary aluminium casting alloys for applications in sand and gravity die casting as well as a number of low-iron die casting alloys for use in premium die casting. Great attention has been paid in the past to the area of ductile die casting alloys. The question of thermal treatment must yet be discussed. 1 Thermal Treatment of Aluminium Cast Parts In the production of vehicle components through gravity die casting, alloy AlSi7Mg0.3 (ANTICORODAL® – 70, EN AB-42100) is preferred due to its good casting properties as well as the high mechanical properties it attains after thermal treatment. Previously, the low-iron alloy AlSi7Mg has not been used in die casting, but a variant suitable for use in die casting is EN AB-42000, which is defined in the Euronorm standard. By establishing a suitable iron and manganese content, the mould removal properties can be improved.

Aluminium Lend GmbH & Co KG A Member of the Salzburger Aluminium Group Progress in Aluminium
Günther Trenda Page 2 of 5
Diagram 1: Mechanical properties of AlSi7Mg in states F, T5, T6 and
SST
Diagram 2 – Mechanical properties of UNIFONT® alloys (test series, wall thickness 2.7 mm)
The thermal treatment of cast parts is associated with known disadvantages, such as: - Component deformation
caused by high annealing temperature and quenching in water
- Straightening work - Heat treatment scrap (blisters,
porosity) These disadvantages can be reduced by using a brief thermal treatment process. Salzburger Aluminium AG (SAG) began a research project together with the ETH Zürich and the Light Metal Competence Centre Ranshofen (LKR) already in the year 2000. The “Silicon – Spheroidisation – Treatment” (SST) developed in this project can reduce the solution annealing time of up to 12 hours down to a few minutes. This is made possible by sufficient hardness components present in the solution (magnesium silicide Mg2Si dissolved in ��mixed crystal) and the spheroidisation of the AlSi eutectic alloy system. The SST process can be used for refined hypoeutectic to nearly eutectic aluminium silicon alloys. This results in very high ductile yield values in the cast part as well as good strength properties. The spheroidised silicon particles have a nearly spherical shape and have a positive influence on both the ductile yield and the fatigue strength. The process replaces the time-consuming solution annealing process, rapid cooling and warm storage as are performed for the full hardening.

Aluminium Lend GmbH & Co KG A Member of the Salzburger Aluminium Group Progress in Aluminium
Günther Trenda Page 3 of 5
Table 1 – Chemical composition of UNIFONT® – 94 / 64
Table 2 – Mechanical properties of UNIFONT® - 94 / 64
This process is primarily applicable to casting processes with high solidifying speeds during the moulding (thixoforming, die casting, gravity die casting). International patents applications have been submitted for the SST process by SAG. 2 Self-hardening or Natural Alloys 2.1 Self-hardening Alloys Another option for eliminating the thermal treatment is the use of self-hardening or naturally hard materials. The self-hardening alloys (type AlZnSiMg) are sold by
SAG Aluminium Lend GmbH & Co KG under the name “UNIFONT®”. The main alloy for use in die casting is AlZn10Si8Mg (UNIFONT®-94). AlSiZnMg alloys are self-hardening With these alloy types, the mechanical properties are achieved after a storage of approximately 7 to 10 days at room temperature. The die casting alloy AlZn10Si8Mg (UNIFONT® - 94) achieves high values for tensile strength and offset yield stress, however the low ductility limits the application range of the alloy. In one test series, reduction of the zinc content to approx 6 percent by weight of the UNIFONT® - 64 achieved a significant increase in the ductile yield.
The optimal composition of this alloy is shown in Table (1). The use of the SST process with these alloy types is of particular interest because quenching with water can be eliminated after the brief annealing The cast part distortion can therefore be significantly reduced, allowing refined cast parts that are particularly ductile and low-tension. Table (2) shows an overview of the achievable mechanical values with UNIFONT® alloys. The combination of UNIFONT®-64 with a modified SST process represents an economically interesting path to the production of cast parts with good strength and ductility values. Due to the very high zinc content, both alloys tend toward increased corrosion compared with AlSi7Mg, making a protective coating advisable. 2.2 Naturally Hard Alloys MAXXALLOY®-54 As a representative of the naturally hard alloys, MAXXALLOY®-54 should not be overlooked. The term “naturally hard” was taken from the area of wrought materials. In fact, MAXXALLOY®-54 also tends somewhat toward ageing, but this effect is completed after a few days at room temperature.
Alloy Si Fe Cu Mn Mg Zn Ti Sr
AlZn10Si8Mg (UNIFONT®-
94)
8.5 – 9.3
0.4 0.01 0.3 0.3 – 0.5
9.0 – 10.0
0.10
-
AlSi9Zn6Mg (UNIFONT®-
64)
8.5 – 9.3
0.2 0.01 0.3 0.3 – 0.5
6.0 – 6.7
0.05
0.02
Alloy [Condition]
0,2%- Offset Yield
Stress RP0.2 [MPa]
Tensile Strength RM [MPa]
Ductile Yield A5 [%]
UNIFONT®-94 [T1]
230 - 280 300 - 350 2 - 4
UNIFONT®-64 [T1]
160 - 210 280 - 330 5 - 9
UNIFONT®-64 [SST]
140 - 190 240 - 300 7 - 15

Aluminium Lend GmbH & Co KG A Member of the Salzburger Aluminium Group Progress in Aluminium
Günther Trenda Page 4 of 5
The alloy AlMg5Si2MnCr (MAXXALLOY®-54) is a further development of AlMg5SiMn. A significant trend toward die cast parts with increasingly large areas began as early as 1998. Mould-filling properties as well as sticking tendency in the mould played an important role here. The current level of technology for die cast alloys is either a high iron content (0.8 to 1.0 % Fe by weight) or the addition of manganese or cobalt for low-iron alloys. The addition of manganese in particular has made low-iron die cast alloys possible. However, the manganese content in die cast alloys cannot be increased too high because increasing manganese content either causes embrittlement in the cast part or increases the “sludge factor” above a critical value, and problems can arise with intermetallic phases in the cast part under some circumstances. The alloy MAXXALLOY®-54 is shipped from the factory with a balanced Fe – Mn – Cr content. The sticking tendency of the alloy is further reduced by the combination of manganese and chromium. This makes MAXXALLOY® – 54 suitable for use with large-area die cast parts. The addition of chromium also increases the thermal conductivity of the alloy, which counteracts deformation of the cast part during removal from the mould. The mechanical properties of MAXXALLOY® – 54 significantly depend on the wall thickness and therefore on the hardening speed of the cast part. This behaviour has
been practically verified with the help of die cast step plates with wall thicknesses from 1.6 to 6.3 mm. Use of this alloy in other casting processes, such as gravity die casting, is therefore only recommended on a limited basis. The structure of MAXXALLOY® – 54 is adjusted already at the melting plant through a special melt treatment. This involves reducing the content of alkaline and alkaline earth elements as much as possible. Event levels of 10 ppm Na lead to a brittle structure. This effect can be seen clearly in the structure images. In the further processing at the die casting plant, no cleaning salts containing sodium may be used. Monitoring of the calcium and sodium contents is recommended if circulation material is used. One proven method for inspecting the metal quality is thermal analysis. The correct structural condition of MAXXALLOY® - 54 can be verified with a recalescence from 0.6 to 1.2°C at approximately 594°C (image 5). The elimination of the thermal treatment is clearly the greatest advantage to the customer provided by MAXXALLOY® – 54 (no thermal treatment and scrap costs). The dependence of the mechanical properties on the wall thickness makes MAXXALLOY® – 54 the ideal alloy for the manufacture of crash-relevant structural parts. The manufacture of large-area die cast parts is made significantly easier through use of the chromium-containing variant.
Image 2: Step plates with 1.6 / 2.7
/ 4.3 / 6.3 mm steps
Image 3: Brittle structure of AlMg5Si2MnCr
Image 4: Ductile structure of AlMg5Si2MnCr

Aluminium Lend GmbH & Co KG A Member of the Salzburger Aluminium Group Progress in Aluminium
Günther Trenda Page 5 of 5
Image 5: Cooling curve of AlMg5Si2MnCr
Si Fe Cu Mn Mg Zn Ti Cr 2.0 – 2.8
0.15 0.02 0.3 – 0.5
4.8 – 5.8
0.07 0.05 -0.15
0.1 – 0.3
Table 3: Chemical composition of MAXXALLOY®-54
Wall Thickness
[mm]
0.2%- Offset Yield
Stress RP0.2 [MPa]
Tensile Strength RM [MPa]
Ductile Yield A5 [%]
Brinell Hardness HB 5/250
2 – 4 150 - 195 270 - 310 10 - 18 85 – 100 4 – 6 130 – 175 250 - 280 9 - 16 75 – 95 6 - 12 100 – 145 210 - 250 7 - 10 70 - 85
Table 4: Mechanical properties of MAXXALLOY® – 54 Summary: The thermal treatment of die cast parts still represents a good option for manufacture of cast parts with high mechanical strength. However, the manufacture of die cast materials suitable for thermal treatment requires special die
casting measures. Through use of the “SST” brief thermal treatment process, the process-related disadvantages of thermal treatment can be largely avoided and the manufacturing costs of the cast parts reduced.
The self-hardening UNIFONT® alloys presented here as well as the naturally hard alloy MAXXALLOY®-54 offer designers specific advantages. In particular, the UNIFONT® alloys have a very high 0.2% yield strength. In combination with a modified SST process without water quenching, a significant increase in ductility is possible. The combination of self-hardening alloys and brief annealing opens up new areas of application for the UNIFONT® alloys. The worse corrosion resistance in comparison with pure aluminium – silicon alloys must be addressed through appropriate corrosion protection measures. No thermal treatment is necessary for cast parts of MAXXALLOY®-54. The high mechanical properties already exist immediately after casting. MAXXALLOY®-54 has excellent corrosion resistance and is well suited for welding. The high shrinkage of MAXXALLOY®-54 in comparison with aluminium – silicone alloys must be taken into account when designing die cast moulds. The requirements for the cast part, particularly in consideration of the intended use and the technical feasibility in the casting plant, determine which of the presented alloys should be selected.