Embed Size (px)
Citation preview

Iron-Rich Intermetallic Phases and Their Role in CastingDefect Formation in Hypoeutectic Al-Si Alloys
L. LU and A.K. DAHLE
Iron is the most common and detrimental impurity in aluminum casting alloys and has long beenassociated with an increase in casting defects. While the negative effects of iron are clear, the mech-anism involved is not fully understood. It is generally believed to be associated with the formation ofFe-rich intermetallic phases. Many factors, including alloy composition, melt superheating, Sr modi-fication, cooling rate, and oxide bifilms, could play a role. In the present investigation, the interac-tions between iron and each individual element commonly present in aluminum casting alloys, wereinvestigated using a combination of thermal analysis and interrupted quenching tests. The Fe-rich inter-metallic phases were characterized using optical microscope, scanning electron microscope, and elec-tron probe microanalysis (EPMA), and the results were compared with the predictions by Thermocalc.It was found that increasing the iron content changes the precipitation sequence of the � phase, leadingto the precipitation of coarse binary � platelets at a higher temperature. In contrast, manganese, silicon,and strontium appear to suppress the coarse binary � platelets, and Mn further promotes the forma-tion of a more compact and less harmful � phase. They are therefore expected to reduce the negativeeffects of the � phase. While reported in the literature, no effect of P on the amount of � platelets wasobserved. Finally, attempts are made to correlate the Fe-rich intermetallic phases to the formation ofcasting defects. The role of the � phase as a nucleation site for eutectic Si and the role of the oxidebifilms and AlP as a heterogeneous substrate of Fe intermetallics are also discussed.
I. INTRODUCTION
IRON is the most common and detrimental impurity pre-sent in aluminum casting alloys and has long been associ-ated with an increase in casting porosity. After examining theeffect of iron on casting porosity, Taylor et al.[1,2,3] found thatporosity in Al-5Si-1Cu and Al-10Si-1Cu alloys starts toincrease at intermediate iron contents. By using the same tech-niques, Otte[4] examined the effect of iron on porosity for-mation in an Al-9Si-3Cu alloy. He found that the total levelof porosity increased slightly with iron content and that a largeregion of interconnected “sponge-like” porosity formed athigh iron contents. Iwahori et al.[5] also studied the relation-ship between porosity and melt iron level. They suggestedthat feeding decreased dramatically at iron contents above acritical value. In addition to its negative effect on castingporosity, iron was also reported to reduce the castability, themechanical properties (particularly ductility), the corrosionresistance, and the machinability of Al-Si casting alloys.[6,7]
While the negative effects of iron are clear, the mecha-nism involved is not fully understood. It is generally believedto be associated with the formation of Fe-rich intermetallicphases during solidification. A number of Fe-rich inter-metallic phases, including � (Al8Fe2Si or Al15(Fe,Mn)3Si2),� (Al5FeSi), � (Al8Mg3FeSi6), and � (Al4FeSi2), have beenidentified in Al-Si casting alloys.[6–10] Among them, the �phase was reported to be particularly deleterious to the casta-bility and mechanical properties.[6,7,8] The platelet-like mor-
phology of this phase is expected to cause severe feedingdifficulties during solidification, and eventually to increasethe tendency to porosity formation. It has been suggestedthat the formation of porosity at high iron contents is dueto the precipitation of coarse � platelets, which block theinterdendritic flow channels.[1–5,11,12] Taylor et al.[1,2,3] fur-ther suggested that the formation of large � platelets at highiron contents facilitates the nucleation of eutectic Si, there-fore leading to a rapid deterioration of the interdendritic per-meability. The nucleation of eutectic Si on � platelets hasbeen proposed in the literature.[12,13] However, no direct evi-dence has been presented yet. It has also been suggested thatthe � platelets are effective pore nucleation sites and there-fore likely increase gas porosity in castings.[11]
Since iron is inevitable and cannot be economicallyremoved from the molten aluminum, strategies have to bedeveloped to neutralize its negative effects. It is well knownthat addition of such elements as Mn, Cr, Be, and Ni canneutralize the embrittling effect of iron by modifying theplatelet-like morphology to a less harmful, more compactform.[6,8,14] However, some technical problems associatedwith addition of these elements to iron-containing meltsexist.[6,15,16] More recently, it was found that the volume frac-tion, size, and morphology of the Fe-rich intermetallic phasesare strongly influenced by the iron content,[13] Mn con-tent,[17,18] Mg content,[19] P content,[20,21] cooling rate,[18,22,23]
Sr modification,[17,19,22–24] and melt superheating.[18] Table Isummarizes various measures reported to be effective in mod-ifying the Fe-rich intermetallics. While much effort has beenmade with the aim of neutralizing the negative effects of Fe-rich intermetallic phases, almost all the work was conductedfor specific commercial casting alloys containing many otherelements, which might interact with the element of interest.Due to the complexity of commercial alloys, it is sometimedifficult to generalize the results from one alloy to another.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 36A, MARCH 2005—819
L. LU, Research Fellow, and A.K. DAHLE, Associate Professor, arewith the CRC for Cast Metals Manufacturing (CAST), Division of Mate-rials Engineering, The University of Queensland, Brisbane, QLD 4072,Australia. Contact e-mail: [email protected]
Manuscript submitted December 7, 2003.

820—VOLUME 36A, MARCH 2005 METALLURGICAL AND MATERIALS TRANSACTIONS A
Table I. Various Measures Reported to Modify the Fe-RichIntermetallics[13,17–24]
Parameters Possible Effects
Fe change precipitation sequence of �Mn, Cr, Be, Ni, etc. transform � into �, but increase the total
amount of Fe-rich intermetallicsMg transform � into �P promote the nucleation of �Sr dissolution, fragmentation, and even
decomposition (at extremely high levels) of �
Cooling rate low cooling rate generally favors the formation of �
Melt superheating refine and reduce the Fe-rich inter-metallics including � and avoid sludge formation
While considerable studies have been reported on the mor-phologies of Fe-rich intermetallics, the nucleation of such inter-metallics has been somehow overlooked. Recent work byCampbell and co-workers[17,25,26] has proposed that the Fe-richintermetallics nucleate and grow on the externally wetted sur-faces of the oxide films, which are entrained into the melts dur-ing the pouring operation. This is in contrast to the suggestionby Sigworth[20] that P present in the melts (probably AlP) hasa role in nucleating the Fe-rich intermetallics. Campbell et al.have further applied this nucleation mechanism to explain thecracks often observed along the central axis of Fe-rich inter-metallics. This theory is still in its early stage and somewhatspeculative. Nevertheless, it may open up new avenues for engi-neering the nucleation and growth of Fe-rich intermetallics.
The present investigation was hence aimed at determiningthe interactions between iron and each individual elementcommonly present in Al-Si casting alloys in order to clarifythe effects of these elements on the formation of Fe-rich inter-metallic phases. Attempts are also made to correlate Fe-richintermetallic phases to the formation of casting defects. Therole of the � phase as a nucleation site for eutectic Si andthe role of the oxide bifilms and AlP as a heterogeneous sub-strate for Fe-rich intermetallics are also discussed.
II. EXPERIMENTAL
A. Melt Preparation
An Al-7 pct Si-0.4 pct Mg ternary alloy was selected as abase alloy and prepared from commercial purity aluminum,silicon, and magnesium in an induction furnace. After beinghomogenized at 750 °C for 10 minutes, the melt was alloyedaccording to a predetermined scheme. Iron addition was madeat approximately 750 °C using ALTAB Fe compact (75 pctFe, 15 pct Al, and 10 pct nonhygroscopic Na-free flux) toachieve nominal levels of 0.3 pct and 0.7 pct, in order to studythe effect of iron content on the formation, size, and amountof Fe-rich intermetallic phases. For the melts with 0.7 pctFe, further additions of individual elements such as Mn, P,Sr, and Si were made using ALTAB Mn compact (75 pct Mn,15 pct Al, and 10 pct nonhygroscopic Na-free Flux), AlCuProd (1.4 pct P and 19 pct Cu), Al10Sr rod (10 pct Sr), andsilicon, respectively, to achieve nominal levels of 0.3 pct Mn,100 ppm P, 250 ppm Sr, and 10 pct Si. This enables us to
examine the interactions between iron and each individualelement. Combined additions of selected elements were alsomade in some circumstances. All master alloys used in thepresent investigation were supplied by London & Scandina-vian Metallurgical Company in U.K. Following alloying,degassing was then carried out using high-purity N2 gas at aflow rate of 5 L/min. This was conducted at about 750 °C for10 minutes through a graphite lance with a porous plug. Thedegassed melt was then skimmed and transferred to an elec-trical resistance furnace, which was held at 750 °C.
B. Thermal Analysis and Interrupted Quenching Test
Thermal analysis was performed using a preheated graphitecrucible and a centrally located, stainless steel–sheathed typeN thermocouple to monitor the sequence of phase precipita-tion and to develop a strategy for the following quenchingtrials. Three interrupted quenching trials, corresponding todifferent stages of the solidification process, were then car-ried out using a special stainless steel quenching cup. Thecooling rate for thermal analysis was about 1 °C/sec just priorto nucleation of the first solid. This technique, in combina-tion with electron probe microanalysis (EPMA), is expectedto establish information about the type and the precipitationsequence of Fe-rich intermetallics during solidification.
C. Elbow Castings
An elbow mold arrangement developed to simulate a sec-tion of a casting[27,28] was used to examine the shrinkagedefects formed in the alloys. Figure 1 shows the locationswhere visible external defects usually form on the castings.For each of these positions, a number between 0 and 3 wasassigned to describe the severity of the casting defect. A rat-ing of 0 was given when there was no externally discern-able casting defect and a rating of 3 was given to the mostsevere casting defect observed. Intermediate defects weregiven a rating between 0 and 3 depending on their severity.In elbow castings, hot tearing and surface slumping aretwo major external defects observed. Positions A, B, C, andD in Figure 1 are indicators of surface slumping (or shrink-age). The sum of these positions provides an overall rating
Fig. 1—External defects found upon inspection of the elbow castings[28].

METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 36A, MARCH 2005—821
for the amount of surface slumping of the casting. PositionE, located at the junction between the vertical plate and therunner, is the location where hot tearing would occur. Elbowcastings were made immediately after TA and quenchingtrials. The elbow molds were preheated at 300 °C for 3 hoursprior to casting and the melts were cast at about 740 °C for7 pct Si and 720 °C for 10 pct Si, respectively.
D. Sample Characterization
Samples for chemical analysis were collected and pre-pared according to Australian Standard (AS 2612) and ana-lyzed using a bench top spark optical emission spectrometer.While good recovery was achieved for most elements, theSr level is lower than the nominal level likely due to thedegassing operation after Sr addition. Therefore, the analyt-ical value from the OES spectrometer was quoted for Sr inthe article. For microstructural observation, fully solidifiedand quenched samples were sectioned vertically along thethermocouple line and mounted in resin. Metallographic sam-ples were prepared using a standard procedure with a finalpolishing stage of 0.05 �m colloidal silica suspension. Whileall polished samples were evaluated using an optical micro-scope, selected samples were examined using a PHILIPS*
*PHILIPS is a trademark of Philips Electron Optics Corp., Acht, TheNetherland.
XL30 scanning electron microscope. The chemical compo-sitions of Fe-rich intermetallics were determined using anelectron probe (JEOL† 8800). For EPMA analysis, pure ele-
†JEOL is a trademark of Japan Electron Optics Ltd., Tokyo.
ment standards were used. These standards including high-purity aluminum (99.97 pct) and high-purity magnesium(99.97 pct) were freshly polished prior to calibration.
III. FORMATION OF IRON-RICHINTERMETALLIC PHASES
A. Iron-Rich Intermetallic Phases Present in the Samples
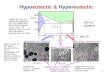
Figure 2 shows typical phases present in the sample fullysolidified from the melt with 0.7 pct Fe and 0.3 pct Mn. Apartfrom Al (A), eutectic Si (B), and Mg2Si (C), three other phaseswith different morphologies including needle-like (D, E),blocky (F), and Chinese script–like (G) were identified acrossthe sample. The needle-like phase observed was further cat-egorized into two size groups, coarse (D) and fine (E).
The average compositions of these phases observed in theselected samples are listed in Table II. Based on the EPMAanalysis, the needle-like phase contains about 15 wt pct Siand 26 wt pct Fe when no manganese is added. Therefore,it is not difficult to conclude that this precipitate is actuallythe � phase with its formula close to Al5FeSi. With thepresence of Mn in the sample, a small amount of Fe inthe � phase (D, E in Figure 2) is substituted by Mn, orAl5(Fe,Mn)Si. However, the combined Fe and Mn contentin Table II showed only negligible change. It is also clearfrom Table II that the Chinese script–like (G in Figure 2)and the blocky precipitates (F in Figure 2) have a similarSi content of 9 wt pct and a similar combined Fe and Mn
content of 29 wt pct, although the polyhedral blocky pre-cipitates contain slightly more Mn compared to the Chi-nese script–like phase. It is therefore believed that theChinese script–like and the blocky precipitates are both �phases with slightly different Fe/Mn atomic ratios.
Thermal analysis was conducted for all experimental alloysof varying additions. Figure 3 shows an example of the cool-ing curve and its temperature derivative obtained from themelt with nominal 0.7 pct Fe. The derivative curve clearlyreveals five peaks (inflection points in the cooling curve)during the solidification, marked 1 to 5. Based on themicrostructural observation of the quenched and fully solid-ified samples, the possible reactions corresponding to eachindividual peak were identified and summarized in Table III.This is generally in agreement with our understanding of theAl-Si-Fe-Mn quaternary phase diagram.[10]
It is clear in Table III that � needles can precipitate at dif-ferent temperatures via two different reactions. This explainsour earlier observation of different sizes of � needles. WhileReaction 6 is not detected by thermal analysis, most likely dueto the limited amount of liquid as well as the slow solid-statediffusion, the � phase is clearly evident in the final microstruc-ture across the samples. However, as shown in Figure 4(a), �phase is usually limited only to the surface of � needles sinceReaction 6 is unlikely completed. Also shown in Figure 4 arethe typical microstructures observed in the samples as a resultof Reactions 4 (Figure 4(b)) and 5 (Figure 4(c)), respectively.
B. Effect of Iron Content on the Formation of Iron-RichIntermetallic Phases
In Figure 5, the microstructures of the quenched and fullysolidified samples with 0.7 pct Fe are compared to those ofthe corresponding samples with 0.3 pct Fe. As shown in Fig-ure 5(a), a small needle-like phase was observed in the fullysolidified sample; however, no � phase formed prior to theeutectic Si at 0.3 pct Fe. Since it is closely related to the Siphase spatially, this � phase is believed to form along withSi in a ternary eutectic reaction (4 in Table III). This wasfurther confirmed by the thermal analysis. At 0.7 pct Fe, themajority of � phase precipitates prior to the eutectic Si, asshown in Figure 5(b). Since it was usually found to coex-ist with Al dendrites with its tips projecting into the remain-ing liquid, this � phase is believed to grow via a binaryeutectic reaction prior to the eutectic Si (2 in Table III).Based on their precipitation sequence, the � needles are here-after classified as the binary and ternary �, correspondingto the pre-eutectic and co-eutectic � in the literature.[13]
It was concluded that increasing the iron content not onlyincreases the total amount of � phase, but also shifts theprecipitation sequence of the � phase toward a higher tem-perature. The binary � observed in the sample with 0.7 pctFe forms earlier at a higher temperature; therefore, it isextremely coarse. It is expected to bridge the interdendriticnetwork and block its feeding channels. This is clearly evi-denced in the quenched sample in Figure 5(b).
C. Effect of Mn, Si, and P additions on the Formationof Iron-Rich Intermetallic Phases
1. Mn additionAs shown in Figure 5, the Fe-rich intermetallic phase pre-
cipitates almost entirely as � phase in the absence of Mn.

822—VOLUME 36A, MARCH 2005 METALLURGICAL AND MATERIALS TRANSACTIONS A
Fig. 2—Backscattered electron images of the sample fully solidified from the melt of 0.7 pct Fe and 0.3% Mn (A: Al, B: eutectic Si, C: Mg2Si, D: coarse�, E: fine �, F: blocky �, G: Chinese script-like �).
Figure 6 presents the microstructures of the samples quenchedat the temperature immediately after Peak 2 in Figure 3and fully solidified, respectively, from the melt with 0.7pct Fe and 0.3 pct Mn. It is clear that, with the addition ofMn, both the amount and the size of the binary � decrease
considerably. However, the total amount of Fe-rich precip-itates is increased. This is because part of the Fe in themelt precipitates as a new Chinese script–like (or polyhe-dral) phase, �, prior to the eutectic Si. As a result, the amountof the binary � phase decreases. This is clearly observed in

METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 36A, MARCH 2005—823
Table II. Average Compositions of Major Fe-Rich Intermetallic Phases Measured by EPMA
Al Si Mn Fe Fe/Mn Fe � Mn Total*
Alloys Phase Morphology Wt Pct Wt Pct Wt Pct Wt Pct Atomic Wt Pct Wt Pct
0.7 pct Fe needle 59.09 15.39 0.01 26.01 26.0 100.590.7 pct Fe � needle 58.08 17.54 3.88 20.76 4.70 24.6 100.47
0.3 pct Mn Chinese script 62.05 8.93 8.36 21.20 2.23 29.6 100.59blocky 61.90 9.57 11.85 17.43 1.29 29.3 100.83
0.7 pct Fe � Chinese script 61.67 9.13 8.49 21.10 2.18 29.6 100.440.3 pct Mn � needle 59.87 18.16 3.36 20.58 5.38 24.0 102.06200 ppm Sr
10 pct Si � Chinese script 60.61 9.90 10.18 19.37 1.67 29.6 100.110.7 pct Fe �0.3 pct Mn
*The total concentration in the table includes the Mg and Cu concentrations, which are not listed due to their negligible amount.
Fig. 3—Cooling curve and its temperature derivative of the melt with nom-inal 0.70 pct Fe.
Table III. Possible Reactions Identified in the ExperimentalAlloys
Approximate Peaks Possible Reactions Temperatures,* °C
1 6112 depending on the
melt composition 581
3 5674 5655 5486 not detected
*The temperatures listed in Table III were obtained from the melt of0.7 pct Fe.
L � bS Al � Si � pL S Al � Si � Mg2Si � pL S Al � Si � bL S Al � SiL S Al � aL S Al � a � bL S Al � b
L S Al
Therefore, Mn is expected to suppress the formation ofthe coarse binary � phase and promote the more compact,less harmful � phase. This further confirms the findings pre-viously reported in the literature[6,8,14,17,18] that Mn is veryeffective in inhibiting the formation of the � platelets. How-ever, it is worthwhile to mention that while adding a smallamount of Mn plays a positive role in combining with Feto form the Chinese script–like phase instead of the coarseplatelet morphology, excessive Mn addition will cause severesludge problems. It will also significantly increase the totalamount of brittle Fe-rich intermetallic phases in themicrostructure.
2. Si additionFigure 7 shows the microstructures of the quenched and
fully solidified samples with 10 pct Si. In Figure 7(a),increasing Si from 7 to 10 pct suppresses the binary �phase as expected. This agrees with the thermal analysisin which Peak 2 has disappeared. While not shown in Fig-ure 7(a), a few � platelets were observed in the quenchedsample. However, the majority of � phase observed in thefinal microstructure in Figure 7(b) is ternary �. ThereforeSi, like Mn, is expected to suppress the coarse binary �.But unlike Mn, it will not increase the total amount ofintermetallics in the structure. With further addition of0.3 pct Mn, both � and � phases were observed to pre-cipitate prior to the eutectic Si; however, the Chinesescript–like precipitates are more predominant. This, again,demonstrates that Mn facilitates the formation of the com-pact � phase.
3. P additionIt has been suggested that AlP particles in the melt could
act as nucleation sites for the � platelets.[20,21,23] Therefore,addition of P likely leads to an increased amount of the latterin the structure. Figures 8(a) and (b) show the microstructuresof quenched and fully solidified samples containing 100 ppmP. No increase in the amount of � platelets was observedeither in the quenched structure or in the final structure. Norwere AlP particles found along the sides of the � platelets,as reported in the literature. The structural observation hasbeen further demonstrated by the thermal analysis in Fig-ure 8(c), where P has a negligible effect on the thermal eventrelated to the � precipitation. However, P addition appears
the quenched sample in Figure 6(a). The effect of Mn wasalso observed in the thermal analysis where Peak 2 becomesless significant and occurs at a lower temperature comparedto the melt without Mn addition.

824—VOLUME 36A, MARCH 2005 METALLURGICAL AND MATERIALS TRANSACTIONS A
(a) (b)
(c)
Fig. 4—Typical microstructures observed in the fully solidified sample with 0.3 pct Fe (a) � phase by Reaction [6], (b) ternary eutectic by Reaction [4],and (c) quaternary eutectic by Reaction [5].

METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 36A, MARCH 2005—825
Fig. 5—Microstructures of the samples quenched at temperature immediately after Peak 2 (top) and fully solidified (bottom), from the melts with (a) 0.3 pctand (b) 0.7 pct Fe, respectively.
(a) (b)

826—VOLUME 36A, MARCH 2005 METALLURGICAL AND MATERIALS TRANSACTIONS A
Fig. 7—Microstructures of samples (a) quenched at the temperaturearound Peak 2 and (b) fully solidified from the melt containing 0.7 pctFe and 10 pct Si.
(a)
(b)
(a)
Fig. 6—Microstructures of the samples (a) quenched at the temperatureimmediately after Peak 2 and (b) fully solidified from the melt with 0.7pct Fe and 0.3 pct Mn.
(b)

METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 36A, MARCH 2005—827
(a)
Fig. 8—Microstructures of samples (a) quenched at the temperature immediately after Peak 2 and (b) fully solidified from the melt containing 100 ppm P.(c) Temperature derivatives measured from the melts with and without P addition.
(c)
to suppress Peak 5, which is responsible for the quaternaryreaction. Since P addition was made using the AlCuP rod,which contains about 19 pct Cu, addition of 100 ppm P willinevitably introduce about 0.14 pct Cu into the melt. Part ofthis amount of Cu is expected to remain in the liquid untilthe end of solidification, leading to a depressed Peak 5.
D. Effect of Sr Addition on the Formation of Iron-RichIntermetallic Phases
The Sr has been extensively reported to be very effec-tive in refining the � platelets, particularly at low cool-
ing rates.[17,19,22–24] Different mechanisms, including frag-mentation, dissolution, and decomposition of the � plate-lets, have been proposed in the literature[23] in order toexplain the refining phenomena of Sr. In the fragmentation/dissolution mechanism, it was suggested that Sr could playan important role in breaking up or partially dissolvingthe � platelets, therefore reducing the length of � platelets.However, this seems to be confused. As mentioned earlier,the binary � platelets form via the following eutecticreaction:
[1]L S Al � b
(b)

feeding channels of the interdendritic network earlier. In Fig-ure 10(c), addition of Mn caused no discernable change incasting porosity level compared with Figure 10(b), and allsponge-like pores are seemingly concentrated in the center ofthe casting thanks to its role in suppressing the coarse binary� and promoting the more compact �. In Figure 10(d), increas-ing Si content suppresses the harmful binary � and increasesthe volume fraction of the eutectic Si, therefore improvingthe castability as expected. In Figures 10(e) and (f), it is clearthat Sr addition decreases and redistributes casting porosity.The observed benefit of Sr addition is attributed to the factsthat Sr changes the eutectic nucleation mode[29] and refinesthe � phase slightly. All pores formed at the boundary betweenthe eutectic grains. It appears in Figure 10 that the effect ofSr on the casting porosity could completely mask the effectsresulting from the formation of Fe-rich intermetallics.
B. Shrinkage Defects
Table IV summarizes the ratings of casting defects observedupon inspection of the elbow castings of selected composi-tions. Different degrees of surface slumping were clearlyobserved depending on alloy composition. Two mechanismsmay contribute to the overall surface slumping of the elbowcasting. First of all, the Fe-rich intermetallic phases are verydense, and the formation of such dense phases is expected toconsume a considerable amount of Si. This in turn reducesthe amount of eutectic Si formed in the final structure, con-sequently leading to an increase in the overall slumping ofthe alloy during solidification. Increasing Fe and Mn contentsis expected to increase the total amount of Fe-rich intermetallicphases in the structure, therefore increasing the surface slump-ing. The reduced surface slumping by increasing Si contentcan be explained by the facts that Si increases the volumefraction of the eutectic and it suppresses the formation ofFe-rich intermetallics. Second, Sr modification can reduce theoverall surface slumping since it dramatically changes theeutectic nucleation mode and therefore enables a massiveeutectic growth front from the surface, combined with inde-pendent nucleation of large eutectic grains in the interior.
Hot tearing occurs at the junction between the vertical plateand the runner in all elbow castings of selected compositions,as summarized in Table IV. It appears that Mn additionincreases the solidification shrinkage and degrades interden-dritic feeding, and therefore increases the hot tearing suscep-tibility. In contrast, however, increasing Fe reduces the hottearing susceptibility, although it increases the surface slump-ing of the casting. This may be due to the formation of coarsebinary � phase, which acts as bridges of the isolated primaryAl dendrites and therefore strengthens the matrix enough toresist the shrinkage it induces. As indicated in Table IV, Sireduces the hot tearing susceptibility while Sr has a negligi-ble effect on hot tearing under the present conditions.
V. DISCUSSION
A. Comparison between Observations Made in the Present Study and Thermocalc Predictions
Since Thermocalc was developed based on the equilib-rium assumption, it cannot predict any effect of Sr addition.Therefore, the effect of Sr will not be included in the fol-
828—VOLUME 36A, MARCH 2005 METALLURGICAL AND MATERIALS TRANSACTIONS A
It is expected that � is the leading phase during the eutecticsolidification and will be gradually covered by the Al dendrites.Due to the irregularity of the (Al � �) eutectic, when the sam-ple is sectioned, it is likely that some segments of a singleplatelet are exposed while the other segments are somehowcovered by the Al dendrites. Therefore it may appear as if itis fragmented or dissolved. This is clearly shown in Figure 9.These � platelets arrowed in Figure 9 are believed to belongto the same continuous pieces, which are so bent and coveredby the Al dendrites as if they were fragmented or dissolved.Therefore, the length of � platelets measured assuming thefragmentation/dissolution effect may not be reliable.
Furthermore, the decomposition mechanism of the �platelets suggested in the literature[23] at high Sr levels isbelieved to take place via
[2]
As a result, � phase is converted into � phase by rejectingSi ahead of the platelets. However, as demonstrated earlier,this reaction takes place across the samples irrespective ofthe Sr level in the sample.
Figure 9 compares the microstructures of the samples with-out and with Sr addition. While the � platelets in the sam-ples with Sr added were slightly refined compared to thosein the sample with a similar Fe level but without Sr addition,the effect of Sr on the � platelets is less significant than thatreported in the literature.[21,23] This may be attributed to amuch lower Sr level employed here. The Sr was also foundto slightly depress the precipitation temperature of the binary� phase according to the thermal analysis. The reason for thedepression of � precipitation temperature due to Sr additionis not yet understood. It may be related to the effect of Sron the surface tension of the melts, which may negativelychange the nucleation and growth of the � phase. A furthermechanism could involve entrained oxides, which haverecently been suggested to nucleate the � phase. Strontiumis known to be a surface-active element, thereby potentiallyaltering the characteristics of the oxide films.[17,25,26] Fur-thermore, strontium could form intermetallics on the sur-face of the potential nucleants for the � phase.
IV. EFFECT OF IRON-RICH INTERMETALLICPHASES ON THE FORMATION OF CASTING
DEFECTS
A. Casting Porosity
Figure 10 illustrates the macrographs of sectioned surfaces,taken under indirect illumination conditions, of the castingssolidified at a cooling rate of about 1 °C/sec from the meltsof selected compositions. Porosity was observed to differentextents in all castings. At a low iron content of 0.3 pct in Fig-ure 10(a), sponge-like pores were observed in the center ofthe casting, which probably solidifies last when feedingbecomes difficult. The formation of ternary � platelets dur-ing the eutectic solidification is believed to be responsible forthe formation of such sponge-like pores. Increasing Fe con-tent from 0.3 to 0.7 pct, the casting in Figure 10(b) shows asimilar level of porosity, but distributed across a wider area.This is likely due to the precipitation of coarse binary �platelets prior to the eutectic solidification, which block the
L � bS Al � Si � p

METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 36A, MARCH 2005—829
(a)
Fig. 9—Microstructures of the samples quenched at the temperature immediately after Peak 2 in Figure 3 from the melts with and without Sr addition (a)0.7 pct Fe, (b) 0.7 pct Fe � 135 ppm Sr, and (c) 0.7 pct Fe � 0.3 pct Mn � 200 ppm Sr.
(b)
(c)

830—VOLUME 36A, MARCH 2005 METALLURGICAL AND MATERIALS TRANSACTIONS A
(a) (b)
(c) (d )
(e) ( f )
Fig. 10—Sectioned surface of the castings of selected compositions, indicating different degrees of casting porosity: (a) 0.3 pct Fe, (b) 0.7 pct Fe, (c) 0.7pct Fe � 0.3 pct Mn, (d) 0.7 pct Fe � 10 pct Si, (e) 0.7 pct Fe � 135ppm Sr, and (f ) 0.7 pct Fe � 0.3 pct Mn � 200ppm Sr.

METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 36A, MARCH 2005—831
lowing discussion. As shown in Figure 11, the weight frac-tions of both � and � phases predicted using Thermocalc(version 2.00) agree qualitatively with the experimental obser-vations made earlier. Based on the Thermocalc predictions,two major Fe-rich intermetallic phases, i.e., � and �, may bepresent in the structure, depending on the melt composition.No � phase was predicted to form if only Fe was added tothe melt. Generally, at low Fe contents, � phase is expectedto form at a lower temperature through a ternary eutecticreaction. At higher iron contents, a considerable amount of
� phase can precipitate prior to the eutectic Si. The totalamount of � phase increases with the amount of Fe added.
In Figure 11(a), both manganese and silicon were foundto strongly depress the precipitation of the coarse binary �.However, Si will not reduce the total amount of � phases pre-sent in the structure as Mn does. While suppressing the �phase, Mn is predicted to promote the precipitation of � phase,as shown in Figure 11(b). Overall, Mn increases the totalamount of Fe-rich intermetallic phases despite the signifi-cant decrease in the amount of � phase formed. Further-more, addition of Si will not change the total amount of Fe-richintermetallic phases. Unlike our observations, no � phase wasexpected to precipitate prior to the eutectic Si at 10 pct Si and0.3 pct Mn from Thermocalc’s prediction. The reason forthe discrepancy between the Thermocalc predictions and ourexperimental observations can be attributed to the equilibriumassumption on which Thermocalc is based. It is worthwhilementioning that, according to the Thermocalc prediction inFigure 11(b), � phase can precipitate across a wide temper-ature range and even prior to the primary Al in case of 10 pctSi, 0.7 pct Fe, and 0.3 pct Mn, causing sludge problems.
It is also worthwhile mentioning that Thermocalc has pre-dicted the presence of the quaternary eutectic reaction (Reac-tion 5 in Table III), which involves the formation of � phase.However, it cannot predict the � phase formed via the peri-tectic reaction (Reaction 6 in Table III). This is because theThermocalc model is based on the Scheil equation, whichneglects any solid-state diffusion.
B. Possibility of � Phase as a Nucleation Sitefor Eutectic Si
As mentioned in Section I, � phase has been suggestedas a possible nucleant for eutectic Si. This argument wasmainly based on the observation that � phase was oftenfound to coexist or occur in close contact with eutectic Si.However, no direct evidence has yet been produced todemonstrate that eutectic Si actually nucleates on and growsfrom the � phase. Our earlier observations have revealedtwo types of � phase in the microstructure: one precipitatesprior to the eutectic Si while the other forms via a ternaryeutectic reaction.
Figure 12 shows the microstructures of samples quenchedduring the eutectic arrest from the melts with additions ofabout 0.3 pct Fe, 0.7 pct Fe, and 0.7 pct Fe � 0.3 pct Mn,respectively. In addition to the primary Al, �, and � formedprior to the quenching test, the growing eutectic grains arealso observed. If the � phase is a potent nucleant for eutec-tic Si, one would expect that it will dictate the spatial dis-tribution of eutectic grains and significantly increase thenumber of eutectic grains in the last two cases due to thepresence of � needles in the melts. However, Figure 12 showsonly negligible changes both in the spatial distribution andthe number of eutectic grains, although there are a largeamount of � needles available in the structure in the last twocases. The eutectic grains were observed across the entire areaas expected and were not necessarily related to the � need-les spatially. Therefore, it is believed that the eutectic grainsare nucleated independently of the � phase.
The microstructures in Figure 13 were taken from thesamples solidified without interruptions from the melts withthe compositions of 0.3 pct Fe, 0.7 pct Fe, and 0.7 pct Fe �
Table IV. Ratings of Casting Defects Observed in theElbow Castings with Selected Compositions
Overall Surface Slumping �Alloys A � B � C � D Hot Tearing
0.3 pct Fe 3 30.7 pct Fe 6 20.7 pct Fe � 4 2
135 ppm Sr0.7 pct Fe � 9 3
0.3 pct Mn0.7 pct Fe � 4 1
10 pct Si0.7 pct Fe � 8 2
0.3 pct Mn �10 pct Si
Fig. 11—Precipitation of (a) � and (b) � phases predicted using Thermocalc.
(b)
(a)

832—VOLUME 36A, MARCH 2005 METALLURGICAL AND MATERIALS TRANSACTIONS A
(a)
(c)
(b)
Fig. 12—Microstructures of samples quenched at 100 sec after the beginning of the eutectic arrest from the melts with varying additions of Fe and Mn:(a) 0.3 pct Fe, (b) 0.7 pct Fe, and (c) 0.7 pct Fe � 0.3 pct Mn. Letter A represents the growing eutectic grains.

METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 36A, MARCH 2005—833
Fig. 13—Microstructures of samples fully solidified from the melts with varying additions of Fe and Mn: (a) 0.3 pct Fe, (b) 0.7 pct Fe, and (c) 0.7 pctFe � 0.3 pct Mn.
(a) (b)
(c)

0.3 pct Mn, respectively. All samples shown in Figure 13have displayed a similar ternary eutectic (Al � Si � �),which formed via
[3]
Since the � phase and Si are two of three phases in thesuggested ternary eutectic reaction, they are expected to beclosely related spatially. Since Si and � are both facetedphases, they tend to form an irregular eutectic structure, asobserved in Figure 13. There is no evidence suggestingthat the � phase has acted as a nucleation site for the eutec-tic Si. It appears that these two phases intercept each otherduring growth and grow in a coupled mode.
It has also been argued that � phase may be a potent nucleantfor Si due to the similarity in their crystal structure. Table Vcompares the crystal structural parameters of synthetic Si tothose of two types of � phase. It is clear that despite cer-tain similarities in d spacing among some of the three dens-est planes huge difference exists in the unit cell structurebetween Si and � phase. This alone is not enough to demon-strate its potency as a nucleant for eutectic Si.
C. Nucleation of Fe-Rich Intermetallic Phases
Based on the observations that the formation of a coarsebrittle Fe-rich intermetallic phase can be completely sup-pressed in a well-modified alloy, Sigworth[20] suggestedthat P present in the melts (probably as AlP) has a role innucleating such intermetallics. By combining with P, Sr isexpected to deactivate the AlP particles in the melts, andtherefore to depress the Fe-rich intermetallics. After observ-ing the particles located along the long sides of the �platelets, Samuel and co-workers[21,23] further suggested thatthese are AlP particles, which act as nucleation sites for the� platelets. However, no evidence was provided in the arti-cle to support their suggestion that these particles are actu-ally AlP. In fact, it is very difficult to keep the AlP particlesintact during the normal procedure of metallographic sam-ple preparation due to its strong tendency to react with water.The crystal structural parameters of AlP are also listed inTable V. While a good lattice match exists between AlP andSi, there is only a limited similarity between AlP and �.
A melt with a nominal level of 100 ppm P and 0.7 pctFe was therefore prepared in this investigation to study thepossible role of AlP in nucleating the � platelets. A higherthan normal P level was used to ensure the formation of AlPin the melt. Unfortunately, no particles were observed sit-
L S Al � Si � b
ting along the � platelets as suggested in the literature. TheSr has been demonstrated to deactivate the AlP particles. IfAlP indeed acts as a nucleation site for the � platelets, thenfurther addition of Sr is expected to decrease the numberof the � platelets. However, a negligible effect of Sr add-ition was observed in the present investigation.
More recently, after assessing the structure mismatch betweentypical oxides usually found in aluminum casting alloys and the�-Fe intermetallic phase using the planar disregistry, Campbelland co-workers[17,26] and Penners et al.[21] proposed that theFe-rich intermetallics nucleate and grow on the external, wet-ted surfaces of the oxide bifilms, which are entrained into themelts during the pouring operation. They have applied this mech-anism to explain the commonly observed central cracks in andaround some intermetallics and the aluminum matrix. It wasbelieved that the gap between the two inner, dry sides of a bifilmin aluminum casting alloys constitutes a crack. Bearing this the-ory in mind, the authors have carefully examined all the sam-ples from this study in order to confirm the presence of thecentral cracks and oxide bifilms in and around the Fe-rich inter-metallic precipitates. However, as evidenced in all the micro-graphs in the previous sections, no cracks were observed. Thismay be because Cao and Campbell employed a special entrain-ment process in their investigation to incorporate oxide film intothe melts.[26] This process permits formation of the folded oxidesand precipitation of the Fe-rich intermetallics in the melts undera convection-free environment. However, in the present inves-tigation, the liquid sample was taken by submerging a preheatedstainless steel ladle into the carefully skimmed melt and wasallowed to solidify immediately at a cooling rate of 1 °C/sec.This sampling procedure and cooling condition may not facili-tate the formation of oxide bifilms in the samples, on which theFe-rich intermetallics nucleate and grow.
VI. CONCLUSIONS
1. Three different types of Fe-rich intermetallic phasesincluding �, �, and � have been identified across thesamples based on the phase composition and morpho-logy. The experimental observations generally agree withthe Thermocalc predictions.
2. Increasing the Fe content changes the precipitation sequenceof the � phase. At low iron contents, the � phase is expectedto form at a lower temperature through a ternary eutecticreaction. At higher iron contents, the majority of � phaseprecipitates prior to the eutectic Si, leading to the forma-tion of coarse, binary � platelets. This coarse � phase may
834—VOLUME 36A, MARCH 2005 METALLURGICAL AND MATERIALS TRANSACTIONS A
Table V. Crystal Structural Parameters of Si and � Phase*
d Spacing between d Spacing betweenCrystal Lattice Parameters(A) d Spacing between Two Second TwoThird
Phase Structure a b c Two Densest Planes(A) Densest Planes(A) Densest Planes(A)
Si C 5.43088 — — 3.1355 (1,1,1) 1.9201 (2,2,0) 1.6375 (3,1,1)AlP C 5.451 — — 3.14 (1,1,1) 1.93 (2,2,0) 1.64 (3,1,1)�-Al5FeSi
(20–0031) M 6.12 6.12 41.5 1.943 (1,1,19) 5.200 (0,0,8) 4.270 (0,1,7)�-Al5FeSi
(49–1499) M 5.792 12.273 4.313 1.946 (1,5,1) 4.250 (0,0,1) 2.047 (�1,5,1)
*X-ray powder data files are retrieved from the database PCPDFWIN (version 2.02), which was complied under auspices of JCPDS–InternationalCentre for Diffraction Data (ICDD) in 1999.

block feeding channels earlier, and cause feeding problemsand casting porosity. In addition, increasing Fe contentreduces the hot tearing susceptibility, although it increasesthe overall surface slumping of the castings.
3. Strontium slightly depresses the precipitation temperatureof � phase and produces a little finer � phase. It wasalso found that addition of Sr to the melt has changedthe mode of the eutectic nucleation. As a result, it reducesthe overall surface slumping and redistributes castingporosity. The Sr addition has a negligible impact on hottearing susceptibility under the present conditions.
4. Manganese suppresses the formation of coarse binary� phase and replaces it with a more compact and lessharmful � phase. Despite its benefit in modifying theFe-rich intermetallics, it increases the total amount ofiron-rich intermetallic phases. The Mn addition increasesthe overall surface slumping and the hot tearing sus-ceptibility. Addition of Mn caused no significant changein casting porosity level and all sponge-like pores areseemingly concentrated in the center of the casting.
5. Increasing silicon helps suppress the coarse binary �phase. However, it will not increase the total amount ofiron-rich intermetallic phases present in the microstruc-ture as Mn does. Therefore, increasing Si content isexpected to reduce overall surface slumping and hot tear-ing susceptibility as well as casting porosity.
6. No increase in the number of � platelets was observedwith the addition of P, nor were AlP particles found alongthe sides of the � platelets.
7. No evidence was found to suggest that � needles nucleatethe eutectic Si. The role of the oxide bifilms as a hetero-geneous substrate of Fe-intermetallics was also discussed.No central cracks were found to be present in and around theFe-rich intermetallic precipitates in the present investigation.
ACKNOWLEDGMENTS
The authors acknowledge the financial support of theCooperative Research Centre for Cast Metals Manufactur-ing (CAST). CAST was established and is supported bythe Australian Government’s Cooperative Research CentresProgram. LSM and Comalco are acknowledged for supply-ing the master alloys and the commercial purity aluminumingot, respectively, and Elkem Silicon for supplying thesilicon used in this research.
REFERENCES1. J.A. Taylor, G.B. Schaffer, and D.H. StJohn: Metall. Mater. Trans. A,
1999, vol. 30A, pp. 1643-50.2. J.A. Taylor, G.B. Schaffer, and D.H. StJohn: Metall. Mater. Trans. A,
1999, vol. 30A, pp. 1657-62.3. J.A. Taylor, G.B. Schaffer, and D.H. StJohn: Metall. Mater. Trans. A,
1999, vol. 30A, pp. 1651-55.4. M.O. Otte: PhD. Thesis, University of Queensland, Brisbane, 2000.5. H. Iwahori, H. Takamiya, K. Yonekura ,Y. Yamamoto, and M. Nakamura:
Imono, 1988, vol. 60, pp. 590-95.6. P.N. Crepeau: AFS Trans., 1995, vol. 103, pp. 361-66.7. T.O. Mbuya, B.O. Odera, and S.P. Ng’ang’a: Int. J. Cast Met. Res.,
2003, vol. 16 (5), pp. 451-65.8. A. Couture: Int. J. Cast Met. Res., 1981, vol. 6 (4), pp. 9-17.9. W. Khalifa, F.H. Samuel, and J.E. Gruzleski: Metall. Mater. Trans. A,
2003, vol. 34A, pp. 807-25.10. L. Backerud, G. Chai, and J. Tamminen: Solidification of Character-
istics of Aluminium Alloys: Volume 2—Foundry Alloys, AFS/Skana-lumium, Des Plaines, IL, 1990, pp. 1-255.
11. N. Roy, A.M. Samuel, and F.H. Samuel: Metall. Mater. Trans. A, 1996,vol. 27A, pp. 415-29.
12. L.A. Narayanan and F.H. Samuel: AFS Trans., 1992, vol. 100, pp. 383-91.
13. L. Liu, A.M. Samuel, F.H. Samuel, H.W. Doty, and S. Valtierra: Int.J. Cast Met., 2003, vol. 16 (4), pp. 397-408.
14. L.F. Mondolfo: Manganese in Aluminium Alloys, The Manganese Cen-tre, Neuilly sur Seine, France, 1978.
15. G.K. Sigworth, S. Shivkumar, and D. Apelian: Trans. Am. Foundry-men’s Soc., 1989, vol. 97, p. 811.
16. S.G. Shabestari and J.E. Gruzleski: Cast Met., 1994, vol. 6 (4), pp. 217-24.17. S.G. Shabestari, M. Mahmudi, M. Emamy, and J. Campbell: Int. J. Cast
Met. Res., 2002, vol. 15 (1), pp. 17-24.18. A.N. Lakshmanan, S.G. Shabestari, and J.E. Gruzleski: Z. Metallkd.,
1995, vol. 86 (7), pp. 457-64.19. F.H. Samuel and A.M. Samuel: Int. J. Cast Met. Res., 1997, vol. 10 (3),
pp. 147-57.20. G.K. Sigworth: Modern Casting, 1987, vol. 77 (7), pp. 23-25.21. A. Pennors, A.M. Samuel, F.H. Samuel, and H.W. Doty: Trans. Am.,
Foundrymen’s Soc., 1998, vol. 106, pp. 251-64.22. F.H. Samuel, G. Pucella, C. Villeneuve, A.M. Samuel, H.W. Doty, and
S. Valtierra: Int. J. Cast Met. Res., 1999, vol. 12 (3), pp. 197-210.23. A.M. Samuel, A. Pennors, C. Villeneuve, F.H. Samuel, H.W. Doty,
and S. Valtierra: Int. J. Cast Met. Res., 2000, vol. 13 (4), pp. 231-53.24. S.G. Shabestari and J.E. Gruzleski: Trans. Am. Foundrymen’s Soc.,
1995, vol. 103, pp. 285-93.25. J. Campbell: Castings, Butterworth Heinemann, Oxford, United
Kingdom, 2003, p. 335.26. X. Cao and J. Campbell: Metall. Mater. Trans. A, 2003, vol. 34A,
pp. 1409-20.27. A.K. Dahle, J.A. Taylor, and D.A. Graham: Alum. Trans., 2000,
vol. 3 (1), pp. 17-30.28. M.A. Easton and D.H. StJohn: Int. J. Cast Met., 2000, vol. 12,
pp. 393-408.29. A.K. Dahle, K. Nogita, J.W. Zindel, S.D. McDonald, and L.M. Hogan:
Metall. Mater. Trans. A, 2001, vol. 32A, pp. 949-59.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 36A, MARCH 2005—835