Embed Size (px)
Citation preview

Progress in Organic Coatings 64 (2009) 327–338
Contents lists available at ScienceDirect
Progress in Organic Coatings
journa l homepage: www.e lsev ier .com/ locate /porgcoat
Review
Sol–gel coatings on metals for corrosion protection
Duhua Wang, Gordon. P. Bierwagen ∗
Department of Coatings and Polymeric Materials, North Dakota State University, Fargo, ND 58105, USA
a r t i c l e i n f o
Article history:Received 31 October 2007Received in revised form 12 August 2008Accepted 12 August 2008
Keywords:Sol–gelCorrosion resistanceProtective coatings
a b s t r a c t
Sol–gel protective coatings have shown excellent chemical stability, oxidation control and enhanced corro-sion resistance for metal substrates. Further, the sol–gel method is an environmentally friendly techniqueof surface protection and had showed the potential for the replacement of toxic pretreatments and coat-ings which have traditionally been used for increasing corrosion resistance of metals. This review coversthe recent developments and applications of sol–gel protective coatings on different metal substrates,such as steel, aluminum, copper, magnesium and their alloys. The challenges for industrial productionsand future research on sol–gel corrosion protective coatings are also briefly discussed.
© 2008 Published by Elsevier B.V.
Contents
1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3272. General background of sol–gel coatings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 328
2.1. Brief history of sol–gel chemistry . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3282.2. Preparation of sol–gel coatings. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 329
3. Corrosion protective sol–gel coatings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3293.1. Steel substrates . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 329
3.1.1. Metal oxide coatings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3293.1.2. Organic–inorganic hybrid sol–gel coatings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3313.1.3. Inhibitor doped sol–gel coatings. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3323.1.4. Inorganic zinc-rich coatings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 332
3.2. Aluminum substrates . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3333.2.1. Metal oxide coatings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3333.2.2. Organic–inorganic hybrid sol–gel coatings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3343.2.3. Hybrid sol–gel magnesium-rich coatings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 335
3.3. Copper and magnesium substrates . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3364. Challenges and future studies of sol–gel corrosion protective coatings. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 337
4.1. Basic theory studies of sol–gel coatings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3374.2. Optimization and new synthesis routes of sol–gel coatings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 337
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 337. . .. .. .
1
t
0d
4.3. New raw materials and multiple component systems . . . . . . . . . . .5. Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Acknowledgments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .References. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. Introduction
Metals, such as iron, aluminum, copper and magnesium andheir alloys are used in a myriad of structural, marine, aircraft appli-
∗ Corresponding author.E-mail address: [email protected] (Gordon.P. Bierwagen).
cbsaeadm
300-9440/$ – see front matter © 2008 Published by Elsevier B.V.oi:10.1016/j.porgcoat.2008.08.010
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 337. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 337. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 337
ations and cultural heritage, etc. While these metals are usefulecause of their physical characteristics, such as stiffness and hightrength to weight ratios, they are highly susceptible to corrosion in
ggressive environments. Corrosion is always the major reason ofnergy and material loss. It was reported that 1/5 of energy globallynd average 4.2% of gross national product (GNP) is lost each yearue to corrosion [1] and the economic impact of corrosion is esti-ated to be greater than $100,000,000,000 per year in the United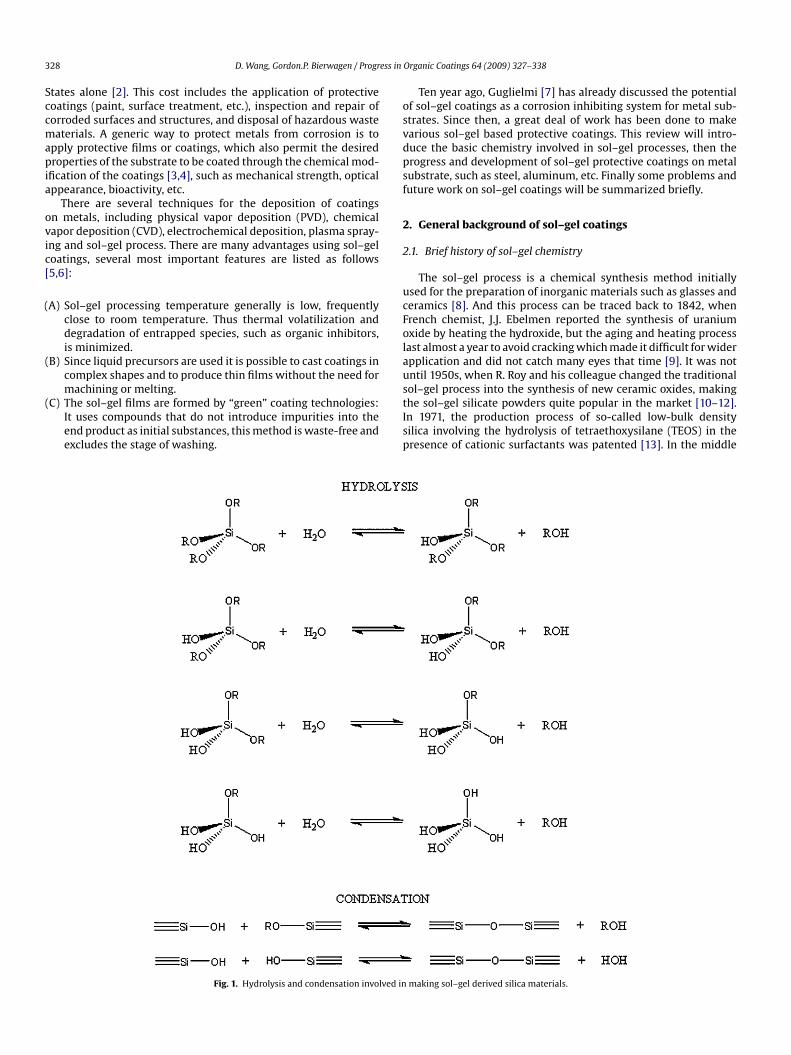
3 ess in
Sccmapia
ovic[
(
(
(
osvdpsf
2
2
ucFolau
28 D. Wang, Gordon.P. Bierwagen / Progr
tates alone [2]. This cost includes the application of protectiveoatings (paint, surface treatment, etc.), inspection and repair oforroded surfaces and structures, and disposal of hazardous wasteaterials. A generic way to protect metals from corrosion is to
pply protective films or coatings, which also permit the desiredroperties of the substrate to be coated through the chemical mod-
fication of the coatings [3,4], such as mechanical strength, opticalppearance, bioactivity, etc.
There are several techniques for the deposition of coatingsn metals, including physical vapor deposition (PVD), chemicalapor deposition (CVD), electrochemical deposition, plasma spray-ng and sol–gel process. There are many advantages using sol–geloatings, several most important features are listed as follows5,6]:
A) Sol–gel processing temperature generally is low, frequentlyclose to room temperature. Thus thermal volatilization anddegradation of entrapped species, such as organic inhibitors,is minimized.
B) Since liquid precursors are used it is possible to cast coatings incomplex shapes and to produce thin films without the need for
machining or melting.C) The sol–gel films are formed by “green” coating technologies:It uses compounds that do not introduce impurities into theend product as initial substances, this method is waste-free andexcludes the stage of washing.
stIsp
Fig. 1. Hydrolysis and condensation involved in
Organic Coatings 64 (2009) 327–338
Ten year ago, Guglielmi [7] has already discussed the potentialf sol–gel coatings as a corrosion inhibiting system for metal sub-trates. Since then, a great deal of work has been done to makearious sol–gel based protective coatings. This review will intro-uce the basic chemistry involved in sol–gel processes, then therogress and development of sol–gel protective coatings on metalubstrate, such as steel, aluminum, etc. Finally some problems anduture work on sol–gel coatings will be summarized briefly.
. General background of sol–gel coatings
.1. Brief history of sol–gel chemistry
The sol–gel process is a chemical synthesis method initiallysed for the preparation of inorganic materials such as glasses anderamics [8]. And this process can be traced back to 1842, whenrench chemist, J.J. Ebelmen reported the synthesis of uraniumxide by heating the hydroxide, but the aging and heating processast almost a year to avoid cracking which made it difficult for widerpplication and did not catch many eyes that time [9]. It was notntil 1950s, when R. Roy and his colleague changed the traditional
ol–gel process into the synthesis of new ceramic oxides, makinghe sol–gel silicate powders quite popular in the market [10–12].n 1971, the production process of so-called low-bulk densityilica involving the hydrolysis of tetraethoxysilane (TEOS) in theresence of cationic surfactants was patented [13]. In the middlemaking sol–gel derived silica materials.

ess in Organic Coatings 64 (2009) 327–338 329
1Shsttcn
2
ncpmta1mspos(
hfentcrcsdotsrp
vtabBitCmaia
intLafiith
Table 1Abbreviation, chemical name and functional group of some commonly usedalkoxysilane precursors for sol–gel protective coating
Abbreviation Chemical name Functional group
TEOS Tetraethyl orthosilicateTMOS Tetramethyl orthosilicateMTES Methyl triethoxysilane Methyl-MTMS Methyl trimethoxysilane Methyl-VTMS Vinyl trimethoxysilane Vinyl-PTMS Phenyl trimethoxysilane Phenyl-PHS Diethylphosphonatoethyl
triethoxysilanePhosphonato-
APS 3-Aminopropyltrimethoxysilane
Amino-
AEAPS 3-(2-Aminoethyl)aminopropyltrimethoxysilane
Amino-
GPTMS 3-Glycidoxypropyltrimethoxysilane
Glycido-
MAPTS �-Methacryloxypropyltrimethoxysilane
Methacryloxy-
MPTMS �-Mercaptopropyl Mercapto-
B
oc
3
3
tHifi[
3
s
otc(cbcipcp
mpsmsas
D. Wang, Gordon.P. Bierwagen / Progr
980s, many material scientists and chemists, represented by H.chmidt and G.L. Wilkes started to synthesis organic–inorganicybrid materials (OIHMs) by sol–gel process and published aeries of pioneering research articles [14–17]. Since then, sol–gelechnology has attracted a great deal of attention, especially inhe fields of ceramics, polymer chemistry, organic and inorganichemistry, physics and played an indispensable role in preparingovel OIHMs [5,18,19].
.2. Preparation of sol–gel coatings
The sol–gel process can be described as the creation of an oxideetwork by progressive condensation reactions of molecular pre-ursors in a liquid medium [18]. Basically, there are two ways torepare sol–gel coatings: the inorganic method and the organicethod. The inorganic method involves the evolution of networks
hrough the formation of a colloidal suspension (usually oxides)nd gelation of the sol (colloidal suspension of very small particles,–100 nm) to form a network in continuous liquid phase. But theost widely used method is the organic approach, which generally
tarts with a solution of monomeric metal or metalloid alkoxiderecursors M(OR)n in an alcohol or other low-molecular weightrganic solvent. Here, M represents a network-forming element,uch as Si, Ti, Zr, Al, Fe, B, etc.; and R is typically an alkyl groupCxH2x+1).
Generally, the sol–gel formation occurs in four stages: (a)ydrolysis, (b) condensation and polymerization of monomers toorm chains and particles, (c) growth of the particles, (d) agglom-ration of the polymer structures followed by the formation ofetworks that extend throughout the liquid medium resulting inhickening, which forms a gel. In fact, both the hydrolysis andondensation reactions occur simultaneously once the hydrolysiseaction has been initiated. As seen in Fig. 1, both the hydrolysis andondensation steps generate low-molecular weight by-productsuch as alcohol and water. Upon drying, these small molecules areriven off and the network shrinks as further condensation mayccur. These processes are basically affected by the initial reac-ion conditions, such as pH, temperature, molar ratios of reactants,olvent composition, etc. Readers may refer to other studies andeviews for a more complete understanding of the entire sol–gelrocess [6–8,18,19].
A sol–gel coating can be applied to a metal substrate througharious techniques, such as dip-coating and spin-coating, which arehe two most commonly used coating methods. Spraying [20,21]nd electrodeposition [22–24] also emerged recently and coulde the major sol–gel coating application methods in the future.ut whatever technique is used, after the coating deposition, there
s a substantial volume contraction and internal stress accumula-ion due to the large amount of evaporation of solvents and water.racks are easy to form due to this internal stress if the film for-ation conditions are not carefully controlled. Usually the curing
nd heat treatment of sol–gel coatings vary substantially depend-ng on different microstructures, quality requirement and practicalpplication.
The formation of silica sol–gels also holds true for non-silicatenorganic alkoxides. In fact, metal alkoxides of titanium, zirco-ium, tin or aluminum are much more reactive towards waterhan alkoxysilanes due to the lower electronegativity and higherewis acidity [8,25]. But it is that the reaction is quite gentlend mild makes the alkoxysilanes studied most extensively in the
ormation of sol–gel materials, especially OIHMs. Alkoxysilanes,ncluding tetraoxy silicate (Si(OR)4) and organically modified sil-cates (Ormosils, R’n Si(OR)4−n or (RO)3Si R’Si(OR)3) have beenhe most widely used metal-organic precursors for preparation ofybrid materials by sol–gel processing. Table 1 and Fig. 2 lists somestoob
trimethoxysilaneTSTS Bis-[3-(triethoxysilyl)-
propyl]tetrasulfideSulfide-
f the most commonly used alkoxysilanes in sol–gel protectiveoatings area.
. Corrosion protective sol–gel coatings
.1. Steel substrates
Steel and stainless steel are widely used in different indus-rial fields because of their mechanical and corrosion properties.owever, they still tend to corrode in the presence of halide
ons. The corrosion resistance behavior of sol–gel coatings or thinlms deposited onto steel substrate has been extensively studied26–45], as summarized in Table 2 following the time of publication.
.1.1. Metal oxide coatingsSiO2, ZrO2, Al2O3, TiO2 and CeO2, etc. all have very good chemical
tability and can provide effective protection to metal substrate.SiO2 can improve the oxidation and acidic corrosion resistance
f metals under different temperatures due to its high heat resis-ance and chemical resistance [29,34]. Vasconcelos et al. made SiO2oating on AISI 304 stainless steel using tetraethyl orthosilicateTEOS) as chemical precursor [34]. It was found that the coatingontained Si, O and Fe elements and formed a transition layeretween steel substrate and SiO2 layer. The obtained sol–gel silicaoatings were homogeneous, free of cracks. Samples were testedn 1 mol/L H2SO4 solution and 3.5% NaCl solution, both corrosionotential increased and corrosion current density decreased, indi-ating this 100 nm thin SiO2 layer improved the anti-corrosionerformance of stainless steel substrate.
ZrO2 has a high expansion coefficient very close to many bulketals, which can reduce the formation of cracks during high tem-
erature curing process [26,36]. ZrO2 also shows good chemicaltability and high hardness [35] which makes it a good protectiveaterials. Perdomo et al. [31] made ZrO2 coatings on 304 stainless
teel by sol–gel method using zirconium propoxide as precursornd densified in air and in oxygen-free (argon or nitrogen) atmo-pheres. The corrosion behavior of the stainless steel substrate was
tudied by potentiodynamic polarization curves. It was found thathe ZrO2 coatings extended the lifetime of the material by a factorf almost eight in a very aggressive environment, independentlyf the preparation procedure. In order to improve the adhesionetween protective organic coating and metal substrate, Fedrizzi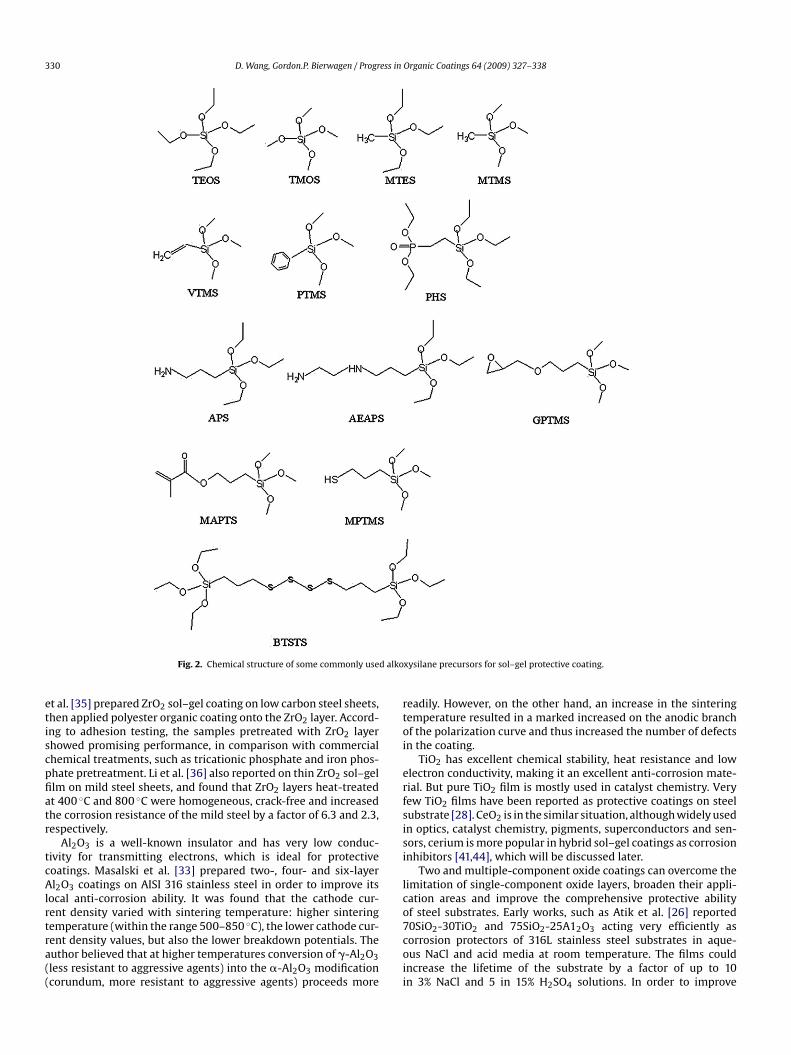
330 D. Wang, Gordon.P. Bierwagen / Progress in Organic Coatings 64 (2009) 327–338
d alko
etiscpfiatr
tcAlrtra((
rtoi
erfsisi
lco
Fig. 2. Chemical structure of some commonly use
t al. [35] prepared ZrO2 sol–gel coating on low carbon steel sheets,hen applied polyester organic coating onto the ZrO2 layer. Accord-ng to adhesion testing, the samples pretreated with ZrO2 layerhowed promising performance, in comparison with commercialhemical treatments, such as tricationic phosphate and iron phos-hate pretreatment. Li et al. [36] also reported on thin ZrO2 sol–gellm on mild steel sheets, and found that ZrO2 layers heat-treatedt 400 ◦C and 800 ◦C were homogeneous, crack-free and increasedhe corrosion resistance of the mild steel by a factor of 6.3 and 2.3,espectively.
Al2O3 is a well-known insulator and has very low conduc-ivity for transmitting electrons, which is ideal for protectiveoatings. Masalski et al. [33] prepared two-, four- and six-layerl2O3 coatings on AISI 316 stainless steel in order to improve its
ocal anti-corrosion ability. It was found that the cathode cur-ent density varied with sintering temperature: higher sintering
emperature (within the range 500–850 ◦C), the lower cathode cur-ent density values, but also the lower breakdown potentials. Theuthor believed that at higher temperatures conversion of �-Al2O3less resistant to aggressive agents) into the �-Al2O3 modificationcorundum, more resistant to aggressive agents) proceeds more7coii
xysilane precursors for sol–gel protective coating.
eadily. However, on the other hand, an increase in the sinteringemperature resulted in a marked increased on the anodic branchf the polarization curve and thus increased the number of defectsn the coating.
TiO2 has excellent chemical stability, heat resistance and lowlectron conductivity, making it an excellent anti-corrosion mate-ial. But pure TiO2 film is mostly used in catalyst chemistry. Veryew TiO2 films have been reported as protective coatings on steelubstrate [28]. CeO2 is in the similar situation, although widely usedn optics, catalyst chemistry, pigments, superconductors and sen-ors, cerium is more popular in hybrid sol–gel coatings as corrosionnhibitors [41,44], which will be discussed later.
Two and multiple-component oxide coatings can overcome theimitation of single-component oxide layers, broaden their appli-ation areas and improve the comprehensive protective abilityf steel substrates. Early works, such as Atik et al. [26] reported
0SiO2-30TiO2 and 75SiO2-25A12O3 acting very efficiently asorrosion protectors of 316L stainless steel substrates in aque-us NaCl and acid media at room temperature. The films couldncrease the lifetime of the substrate by a factor of up to 10n 3% NaCl and 5 in 15% H2SO4 solutions. In order to improve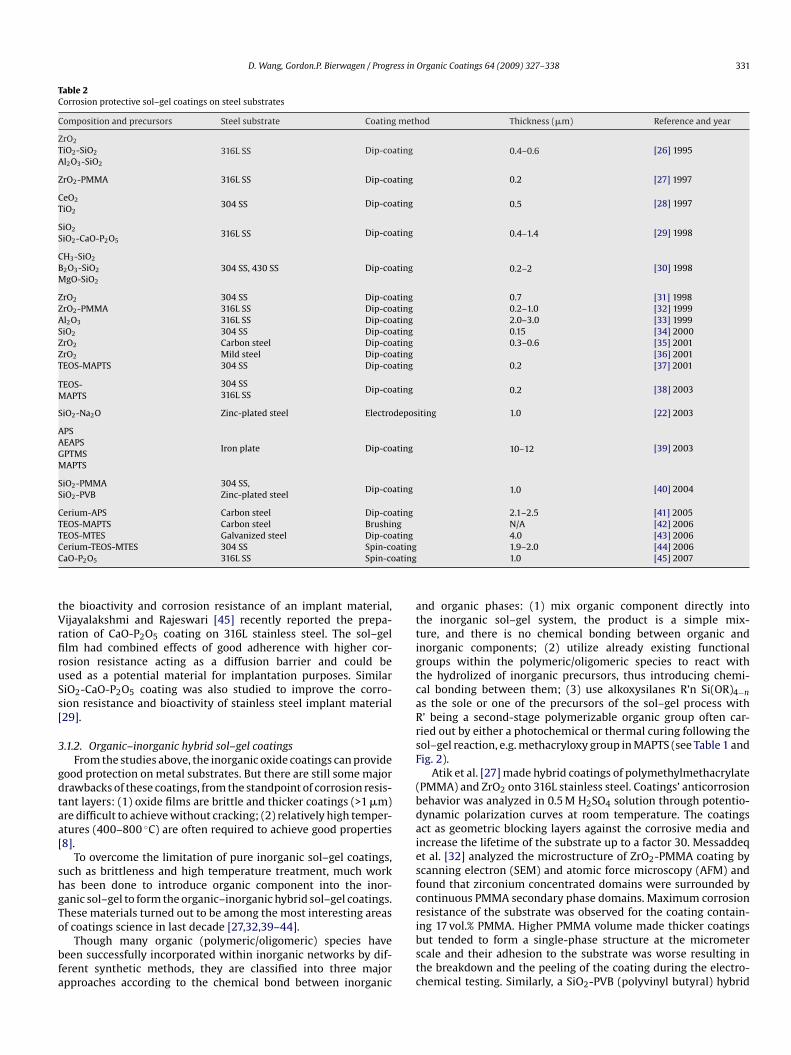
D. Wang, Gordon.P. Bierwagen / Progress in Organic Coatings 64 (2009) 327–338 331
Table 2Corrosion protective sol–gel coatings on steel substrates
Composition and precursors Steel substrate Coating method Thickness (�m) Reference and year
ZrO2
316L SS Dip-coating 0.4–0.6 [26] 1995TiO2-SiO2
Al2O3-SiO2
ZrO2-PMMA 316L SS Dip-coating 0.2 [27] 1997
CeO2 304 SS Dip-coating 0.5 [28] 1997TiO2
SiO2 316L SS Dip-coating 0.4–1.4 [29] 1998SiO2-CaO-P2O5
CH3-SiO2
304 SS, 430 SS Dip-coating 0.2–2 [30] 1998B2O3-SiO2
MgO-SiO2
ZrO2 304 SS Dip-coating 0.7 [31] 1998ZrO2-PMMA 316L SS Dip-coating 0.2–1.0 [32] 1999Al2O3 316L SS Dip-coating 2.0–3.0 [33] 1999SiO2 304 SS Dip-coating 0.15 [34] 2000ZrO2 Carbon steel Dip-coating 0.3–0.6 [35] 2001ZrO2 Mild steel Dip-coating [36] 2001TEOS-MAPTS 304 SS Dip-coating 0.2 [37] 2001
TEOS-MAPTS
304 SSDip-coating 0.2 [38] 2003
316L SS
SiO2-Na2O Zinc-plated steel Electrodepositing 1.0 [22] 2003
APS
Iron plate Dip-coating 10–12 [39] 2003AEAPSGPTMSMAPTS
SiO2-PMMA 304 SS,Dip-coating 1.0 [40] 2004
SiO2-PVB Zinc-plated steel
Cerium-APS Carbon steel Dip-coating 2.1–2.5 [41] 2005TEOS-MAPTS Carbon steel Brushing N/A [42] 2006TEOS-MTES Galvanized steel Dip-coating 4.0 [43] 2006C atingC ating
tVrfiruSs[
3
gdtaa[
shgTo
bfa
attigtcaRrsF
(bdaiesfcr
erium-TEOS-MTES 304 SS Spin-coaO-P2O5 316L SS Spin-co
he bioactivity and corrosion resistance of an implant material,ijayalakshmi and Rajeswari [45] recently reported the prepa-
ation of CaO-P2O5 coating on 316L stainless steel. The sol–gellm had combined effects of good adherence with higher cor-osion resistance acting as a diffusion barrier and could besed as a potential material for implantation purposes. SimilariO2-CaO-P2O5 coating was also studied to improve the corro-ion resistance and bioactivity of stainless steel implant material29].
.1.2. Organic–inorganic hybrid sol–gel coatingsFrom the studies above, the inorganic oxide coatings can provide
ood protection on metal substrates. But there are still some majorrawbacks of these coatings, from the standpoint of corrosion resis-ant layers: (1) oxide films are brittle and thicker coatings (>1 �m)re difficult to achieve without cracking; (2) relatively high temper-tures (400–800 ◦C) are often required to achieve good properties8].
To overcome the limitation of pure inorganic sol–gel coatings,uch as brittleness and high temperature treatment, much workas been done to introduce organic component into the inor-anic sol–gel to form the organic–inorganic hybrid sol–gel coatings.hese materials turned out to be among the most interesting areas
f coatings science in last decade [27,32,39–44].Though many organic (polymeric/oligomeric) species haveeen successfully incorporated within inorganic networks by dif-erent synthetic methods, they are classified into three majorpproaches according to the chemical bond between inorganic
ibstc
1.9–2.0 [44] 20061.0 [45] 2007
nd organic phases: (1) mix organic component directly intohe inorganic sol–gel system, the product is a simple mix-ure, and there is no chemical bonding between organic andnorganic components; (2) utilize already existing functionalroups within the polymeric/oligomeric species to react withhe hydrolized of inorganic precursors, thus introducing chemi-al bonding between them; (3) use alkoxysilanes R’n Si(OR)4−ns the sole or one of the precursors of the sol–gel process with’ being a second-stage polymerizable organic group often car-ied out by either a photochemical or thermal curing following theol–gel reaction, e.g. methacryloxy group in MAPTS (see Table 1 andig. 2).
Atik et al. [27] made hybrid coatings of polymethylmethacrylatePMMA) and ZrO2 onto 316L stainless steel. Coatings’ anticorrosionehavior was analyzed in 0.5 M H2SO4 solution through potentio-ynamic polarization curves at room temperature. The coatingsct as geometric blocking layers against the corrosive media andncrease the lifetime of the substrate up to a factor 30. Messaddeqt al. [32] analyzed the microstructure of ZrO2-PMMA coating bycanning electron (SEM) and atomic force microscopy (AFM) andound that zirconium concentrated domains were surrounded byontinuous PMMA secondary phase domains. Maximum corrosionesistance of the substrate was observed for the coating contain-
ng 17 vol.% PMMA. Higher PMMA volume made thicker coatingsut tended to form a single-phase structure at the micrometercale and their adhesion to the substrate was worse resulting inhe breakdown and the peeling of the coating during the electro-hemical testing. Similarly, a SiO2-PVB (polyvinyl butyral) hybrid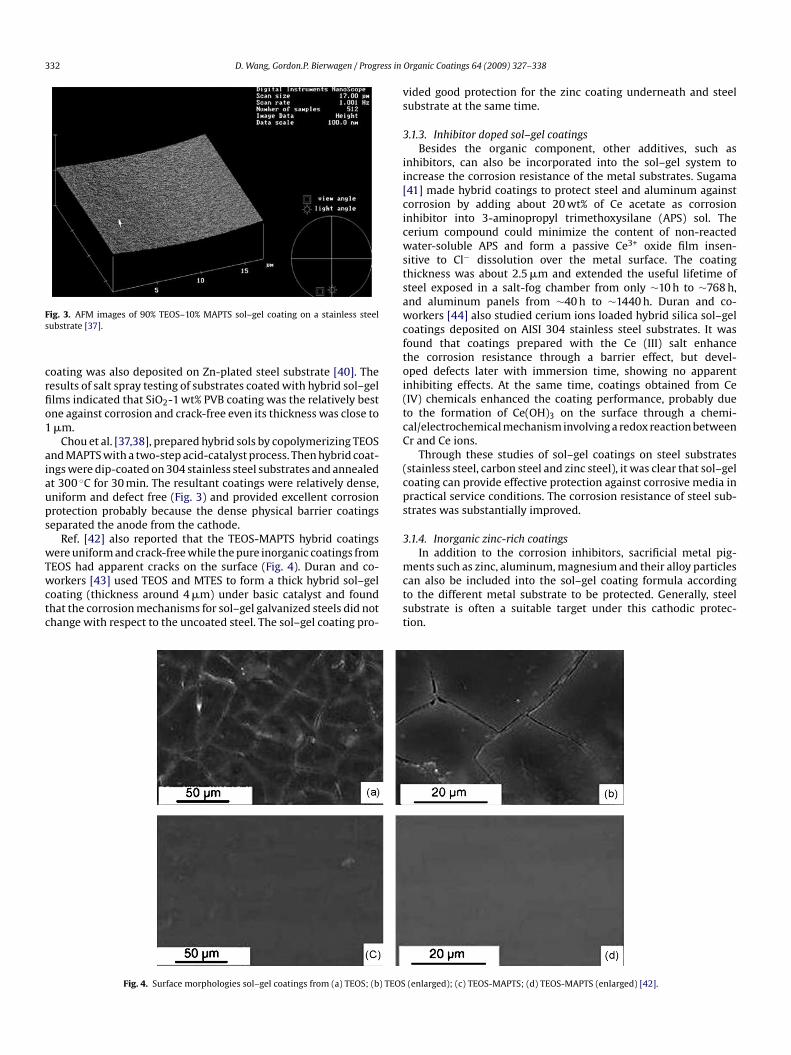
332 D. Wang, Gordon.P. Bierwagen / Progress in
Fs
crfio1
aiaups
wTwctc
vs
3
ii[cicwstsawcftoi(tcC
(cps
3
ments such as zinc, aluminum, magnesium and their alloy particles
ig. 3. AFM images of 90% TEOS–10% MAPTS sol–gel coating on a stainless steelubstrate [37].
oating was also deposited on Zn-plated steel substrate [40]. Theesults of salt spray testing of substrates coated with hybrid sol–gellms indicated that SiO2-1 wt% PVB coating was the relatively bestne against corrosion and crack-free even its thickness was close to�m.
Chou et al. [37,38], prepared hybrid sols by copolymerizing TEOSnd MAPTS with a two-step acid-catalyst process. Then hybrid coat-ngs were dip-coated on 304 stainless steel substrates and annealedt 300 ◦C for 30 min. The resultant coatings were relatively dense,niform and defect free (Fig. 3) and provided excellent corrosionrotection probably because the dense physical barrier coatingseparated the anode from the cathode.
Ref. [42] also reported that the TEOS-MAPTS hybrid coatingsere uniform and crack-free while the pure inorganic coatings from
EOS had apparent cracks on the surface (Fig. 4). Duran and co-
orkers [43] used TEOS and MTES to form a thick hybrid sol–geloating (thickness around 4 �m) under basic catalyst and foundhat the corrosion mechanisms for sol–gel galvanized steels did nothange with respect to the uncoated steel. The sol–gel coating pro-
ctst
Fig. 4. Surface morphologies sol–gel coatings from (a) TEOS; (b) TEOS
Organic Coatings 64 (2009) 327–338
ided good protection for the zinc coating underneath and steelubstrate at the same time.
.1.3. Inhibitor doped sol–gel coatingsBesides the organic component, other additives, such as
nhibitors, can also be incorporated into the sol–gel system toncrease the corrosion resistance of the metal substrates. Sugama41] made hybrid coatings to protect steel and aluminum againstorrosion by adding about 20 wt% of Ce acetate as corrosionnhibitor into 3-aminopropyl trimethoxysilane (APS) sol. Theerium compound could minimize the content of non-reactedater-soluble APS and form a passive Ce3+ oxide film insen-
itive to Cl− dissolution over the metal surface. The coatinghickness was about 2.5 �m and extended the useful lifetime ofteel exposed in a salt-fog chamber from only ∼10 h to ∼768 h,nd aluminum panels from ∼40 h to ∼1440 h. Duran and co-orkers [44] also studied cerium ions loaded hybrid silica sol–gel
oatings deposited on AISI 304 stainless steel substrates. It wasound that coatings prepared with the Ce (III) salt enhancehe corrosion resistance through a barrier effect, but devel-ped defects later with immersion time, showing no apparentnhibiting effects. At the same time, coatings obtained from CeIV) chemicals enhanced the coating performance, probably dueo the formation of Ce(OH)3 on the surface through a chemi-al/electrochemical mechanism involving a redox reaction betweenr and Ce ions.
Through these studies of sol–gel coatings on steel substratesstainless steel, carbon steel and zinc steel), it was clear that sol–geloating can provide effective protection against corrosive media inractical service conditions. The corrosion resistance of steel sub-trates was substantially improved.
.1.4. Inorganic zinc-rich coatingsIn addition to the corrosion inhibitors, sacrificial metal pig-
an also be included into the sol–gel coating formula accordingo the different metal substrate to be protected. Generally, steelubstrate is often a suitable target under this cathodic protec-ion.
(enlarged); (c) TEOS-MAPTS; (d) TEOS-MAPTS (enlarged) [42].
ess in
osPwmtgppatwaupp
aceccadn
3
scaMtglrctbbbbnes
TC
C
AZ
SSZZSCC
AE
T
Tc
AAGM
TMP
S
SS
T
BCZZ
T
D. Wang, Gordon.P. Bierwagen / Progr
Inorganic zinc-rich coatings are a widely used and unique classf coatings that provide cathodic protection to ferrous and steelubstrates. The coatings have been categorized by Steel Structuresainting Council (SSPC) into three major groups: (1) post-cured,ater-borne alkali metal silicates; (2) self-cured, water-borne alkalietal silicates; (3) self-cured, solvent-borne alkyl silicates. Of the
hree types, the self-cured, solvent-borne alkyl silicates have thereatest commercial usage by far [46]. The most common binderrecursors are TEOS and its oligomers derived from it by controlledartial hydrolysis with a small amount of water. Ethyl or isopropyllcohol is used as the principal solvent, since an alcohol helps main-ain package stability. After application, the alcohol evaporates, andater from the air completes the hydrolysis of the oligomer to yieldfilm of polysilicic acid partially converted to zinc salts. TEOS canndergo hydration and condensation processes and form a com-lex polysiloxane network in atmosphere, and its final hydrationroducts are SiO2 and water [47–49].
Unlike the general sol–gel protective coatings, the protectionbility of the inorganic zinc-rich coatings is more relied on theathodic protection of zinc pigments, rather than the barrier prop-rties of the sol–gel binder. And the current research of these
oatings is mainly focused on the effects of pigment volume con-entration [46,50–52], size and shape of zinc pigments [51], zinclloy pigments [53,54] and extenders [55]. The studies on usingifferent alkoxysilane precursors or hybrid binder materials haveot been reported in the last decade.3
ioA
able 3orrosion protective sol–gel coatings on aluminum substrates
omposition and precursors Al substrate Coating m
l2O3-TEOS-GPTMSAl plate Spin-coat
rO2-TEOS-GPTMS
iO2 Al plate Dip-coatiiO2-ZrO2 Al 2024-T3 Dip-coatirO2-TiO2-soybean oil Al plate Blade-casrO2-TEOS-GPTMS Al 2024-T3 Dip-coatiiO2-vinylpolymer Al 2024-T3 Dip-coatierium-SiO2-epoxy Al 2024-T3 Dip-coatierium-ZrO2-GPTMS Al 2024-T3 Dip-coati
minosilane-epoxy Al 2024-T3Spraying
poxysilane-epoxy Al 7075-T6
EOS-GPTMS Al 2024-T3 Spraying
MOS-GPTMS-amineross-linkers
Al 2024-T3 Dip-coati
PS
Al plate Dip-coatiEAPSPTMSAPTS
EOSAl electrode ElectrodeTES
TMS
iO2-BTSTS
Al 2024-T3
Dip-coatiAl 7075-T6Al 6061-T6Al 5005
iO2-PMMAAl alloy (ADC12) Dip-coati
iO2-PVB
MOS-GPTMS-organic inhibitor Al 2024-T3 Dip-coati
is-silane inhibitor Al 2024-T3 Dip-coatierium-APS Al 3003 Dip-coatirO2-TEOS-MAPTS Al disk Spin-coatrO2-GPTMS inhibitor Al 2024-T3 Dip-coati
EOS-GPTMS-PDMSAl 2024-T3
Spin-coatAl 6061-T6
Organic Coatings 64 (2009) 327–338 333
.2. Aluminum substrates
Aluminum and its alloys are obvious target substrates for corro-ion studies due to their widespread applications [56,57]. The lowost, lightweight, high thermal and electrical conductivity grantluminum a remarkable industrial and economical importance.any of its applications are practicable due to its natural tendency
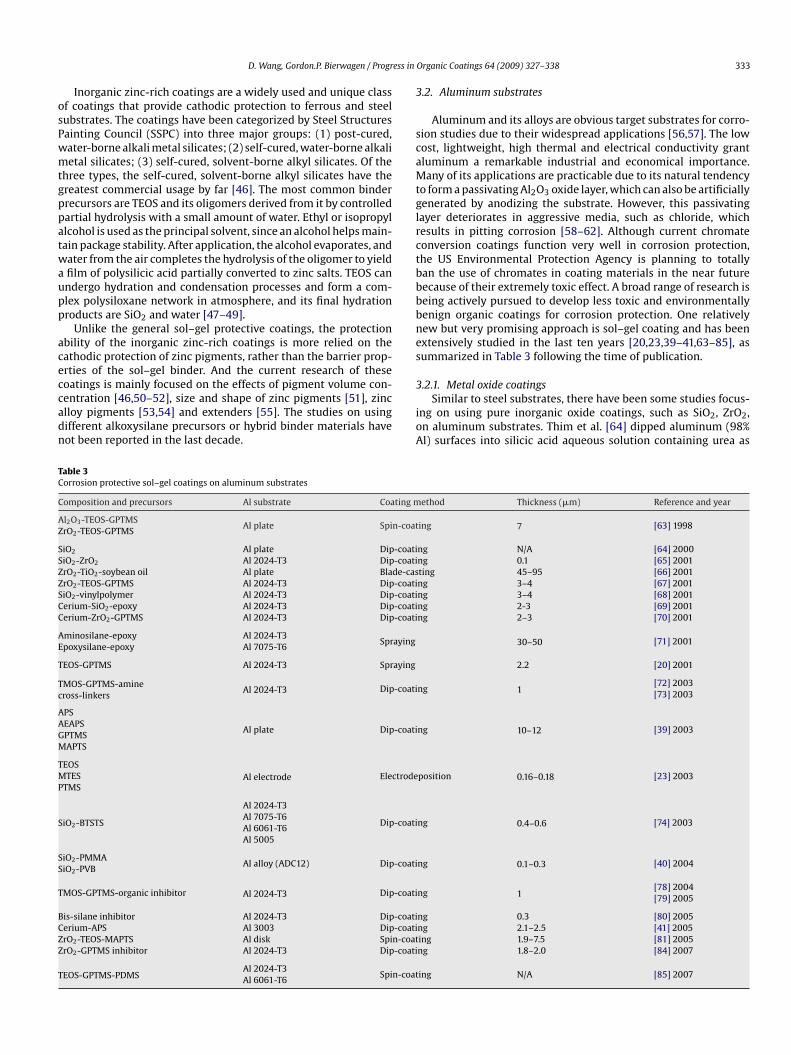
o form a passivating Al2O3 oxide layer, which can also be artificiallyenerated by anodizing the substrate. However, this passivatingayer deteriorates in aggressive media, such as chloride, whichesults in pitting corrosion [58–62]. Although current chromateonversion coatings function very well in corrosion protection,he US Environmental Protection Agency is planning to totallyan the use of chromates in coating materials in the near futureecause of their extremely toxic effect. A broad range of research iseing actively pursued to develop less toxic and environmentallyenign organic coatings for corrosion protection. One relativelyew but very promising approach is sol–gel coating and has beenxtensively studied in the last ten years [20,23,39–41,63–85], asummarized in Table 3 following the time of publication.
.2.1. Metal oxide coatingsSimilar to steel substrates, there have been some studies focus-
ng on using pure inorganic oxide coatings, such as SiO2, ZrO2,n aluminum substrates. Thim et al. [64] dipped aluminum (98%l) surfaces into silicic acid aqueous solution containing urea as
ethod Thickness (�m) Reference and year
ing 7 [63] 1998
ng N/A [64] 2000ng 0.1 [65] 2001ting 45–95 [66] 2001ng 3–4 [67] 2001ng 3–4 [68] 2001ng 2-3 [69] 2001ng 2–3 [70] 2001
30–50 [71] 2001
2.2 [20] 2001
ng 1[72] 2003[73] 2003
ng 10–12 [39] 2003
position 0.16–0.18 [23] 2003
ng 0.4–0.6 [74] 2003
ng 0.1–0.3 [40] 2004
ng 1[78] 2004[79] 2005
ng 0.3 [80] 2005ng 2.1–2.5 [41] 2005ing 1.9–7.5 [81] 2005ng 1.8–2.0 [84] 2007
ing N/A [85] 2007
3 ess in
datwatoscsutoabf
3
gsim4sasi
pissihhwsc
aCova
omosU([oatihia
ssamrttetfibFf
Fa
34 D. Wang, Gordon.P. Bierwagen / Progr
ry chemical control agent (DCCA) to obtain SiO2 films. But itsdhesion was quite limited and coating developed defects duringhe heat treatment process. Then anodic polarization pretreatmentas used on aluminum surfaces before depositing SiO2 coatings,
nd corrosion resistance was improved. Yang et al. [65] inves-igated the corrosion behavior of 3.4SiO2-1ZrO2 sol–gel coatingn Al 2024-T3 substrate under immersion in dilute Harrison’solution [3.5 g/L (NH4)2SO4, 0.5 g/L NaCl]. SEM, AFM, EIS (electro-hemical impedance spectroscopy) and XPS (X-ray photoelectronpectroscopy) were used during the evolution of the coating systemnder immersion. It was found that pitting corrosion and degrada-ion products on the sol–gel coating surface developed after 2 daysf immersion, the impedance increased, and it was conjectured thatluminum oxide and silicon oxide may form a stable mixed oxidearrier layer at the interface after initial corrosion, which prohibitsurther pitting corrosion.
.2.2. Organic–inorganic hybrid sol–gel coatingsHybrid sol–gel coatings are much more popular than pure inor-
anic oxide layers in terms of the corrosion protection of metalubstrates for two main reasons. First, hybrid coatings can eas-ly form a thicker coat in micrometer scale without cracks and
uch lower curing temperature is needed (usually < 100 ◦C) than00–800 ◦C for sintering of oxide layers. Second, the hybrid sol–gelystem has much more flexibility in adaptation of anti-corrosiondditives, such as inhibitors, pigments, etc., so the overall corro-ion protection ability of the sol–gel system can be substantiallymproved.
Early studies, such as Chen et al. [63] made hybrid nanocom-osite protective coatings on aluminum substrates by the
ncorporation of nanosized particles (Al2O3, ZrO2, SiO2) into hybridol–gel matrices. The obtained coatings were thick (7 �m), dense,mooth and inhibited corrosion. Sol–gel/epoxy resin hybrid coat-ngs were formulated and studied at Boeing Company [71]. The
ybrid coating showed enhanced mechanical strength such asardness and abrasion resistance and passed wet adhesion testinghen cured at elevated temperatures (80 ◦C). However, water-ensitivity remains for most of the room temperature cured hybridoatings. Sayilkan et al. [39] developed hybrid sol–gel coatings from
fm
(t
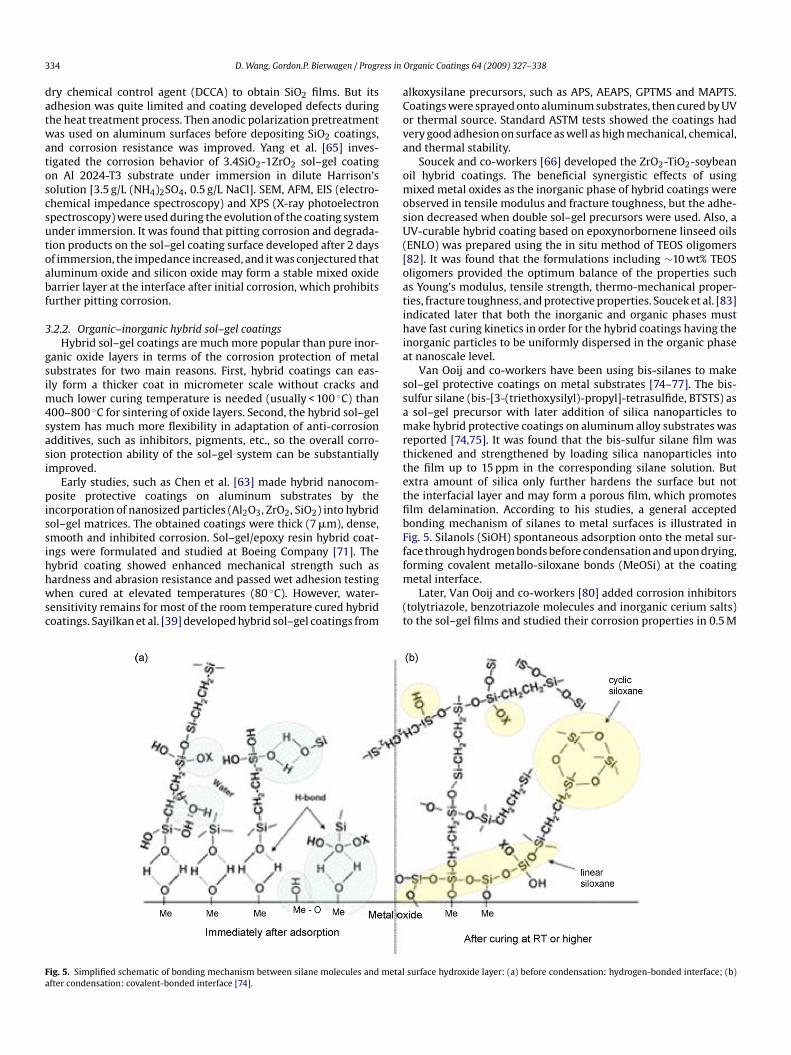
ig. 5. Simplified schematic of bonding mechanism between silane molecules and metalfter condensation: covalent-bonded interface [74].
Organic Coatings 64 (2009) 327–338
lkoxysilane precursors, such as APS, AEAPS, GPTMS and MAPTS.oatings were sprayed onto aluminum substrates, then cured by UVr thermal source. Standard ASTM tests showed the coatings hadery good adhesion on surface as well as high mechanical, chemical,nd thermal stability.
Soucek and co-workers [66] developed the ZrO2-TiO2-soybeanil hybrid coatings. The beneficial synergistic effects of usingixed metal oxides as the inorganic phase of hybrid coatings were
bserved in tensile modulus and fracture toughness, but the adhe-ion decreased when double sol–gel precursors were used. Also, aV-curable hybrid coating based on epoxynorbornene linseed oils
ENLO) was prepared using the in situ method of TEOS oligomers82]. It was found that the formulations including ∼10 wt% TEOSligomers provided the optimum balance of the properties suchs Young’s modulus, tensile strength, thermo-mechanical proper-ies, fracture toughness, and protective properties. Soucek et al. [83]ndicated later that both the inorganic and organic phases mustave fast curing kinetics in order for the hybrid coatings having the
norganic particles to be uniformly dispersed in the organic phaset nanoscale level.
Van Ooij and co-workers have been using bis-silanes to makeol–gel protective coatings on metal substrates [74–77]. The bis-ulfur silane (bis-[3-(triethoxysilyl)-propyl]-tetrasulfide, BTSTS) assol–gel precursor with later addition of silica nanoparticles toake hybrid protective coatings on aluminum alloy substrates was
eported [74,75]. It was found that the bis-sulfur silane film washickened and strengthened by loading silica nanoparticles intohe film up to 15 ppm in the corresponding silane solution. Butxtra amount of silica only further hardens the surface but nothe interfacial layer and may form a porous film, which promoteslm delamination. According to his studies, a general acceptedonding mechanism of silanes to metal surfaces is illustrated inig. 5. Silanols (SiOH) spontaneous adsorption onto the metal sur-ace through hydrogen bonds before condensation and upon drying,
orming covalent metallo-siloxane bonds (MeOSi) at the coatingetal interface.Later, Van Ooij and co-workers [80] added corrosion inhibitors
tolytriazole, benzotriazole molecules and inorganic cerium salts)o the sol–gel films and studied their corrosion properties in 0.5 M
surface hydroxide layer: (a) before condensation: hydrogen-bonded interface; (b)
ess in Organic Coatings 64 (2009) 327–338 335
Nibge
mfcmopbtrcR
iaem
fAsatcseToce
ipKht
caffnesqostpt
hTt�aTtoa
FH
ipottKew
3
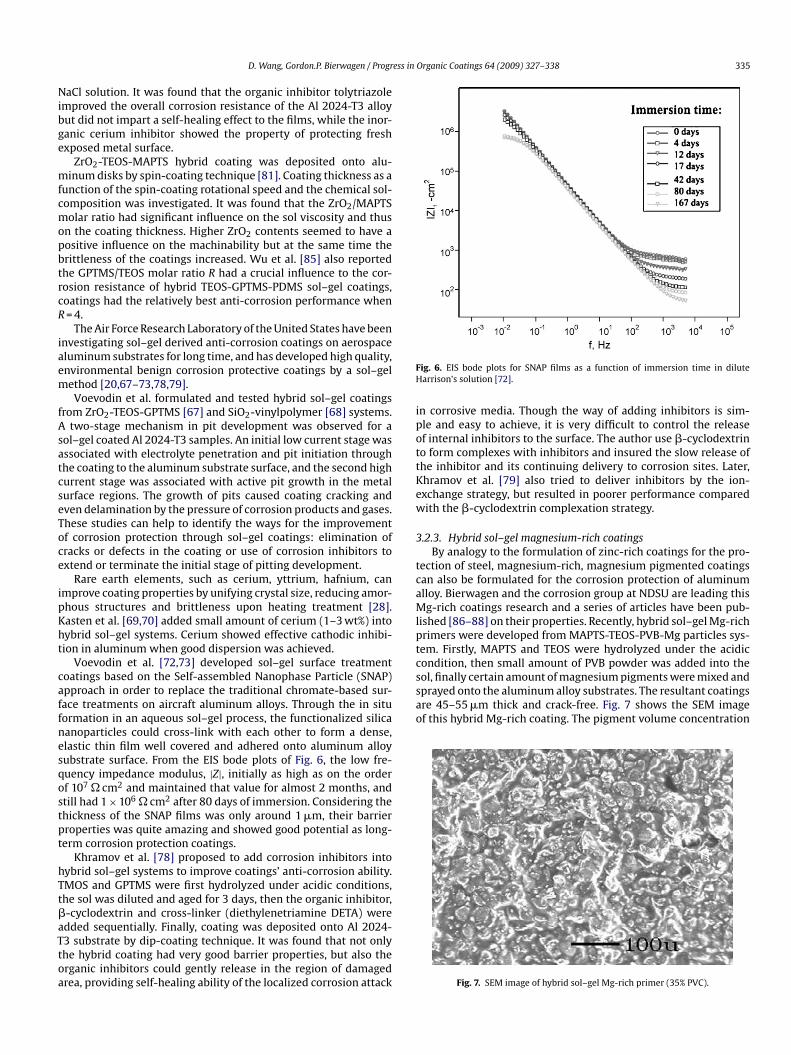
tcaMlptcsol, finally certain amount of magnesium pigments were mixed andsprayed onto the aluminum alloy substrates. The resultant coatingsare 45–55 �m thick and crack-free. Fig. 7 shows the SEM imageof this hybrid Mg-rich coating. The pigment volume concentration
D. Wang, Gordon.P. Bierwagen / Progr
aCl solution. It was found that the organic inhibitor tolytriazolemproved the overall corrosion resistance of the Al 2024-T3 alloyut did not impart a self-healing effect to the films, while the inor-anic cerium inhibitor showed the property of protecting freshxposed metal surface.
ZrO2-TEOS-MAPTS hybrid coating was deposited onto alu-inum disks by spin-coating technique [81]. Coating thickness as a
unction of the spin-coating rotational speed and the chemical sol-omposition was investigated. It was found that the ZrO2/MAPTSolar ratio had significant influence on the sol viscosity and thus
n the coating thickness. Higher ZrO2 contents seemed to have aositive influence on the machinability but at the same time therittleness of the coatings increased. Wu et al. [85] also reportedhe GPTMS/TEOS molar ratio R had a crucial influence to the cor-osion resistance of hybrid TEOS-GPTMS-PDMS sol–gel coatings,oatings had the relatively best anti-corrosion performance when= 4.
The Air Force Research Laboratory of the United States have beennvestigating sol–gel derived anti-corrosion coatings on aerospaceluminum substrates for long time, and has developed high quality,nvironmental benign corrosion protective coatings by a sol–gelethod [20,67–73,78,79].Voevodin et al. formulated and tested hybrid sol–gel coatings
rom ZrO2-TEOS-GPTMS [67] and SiO2-vinylpolymer [68] systems.two-stage mechanism in pit development was observed for a
ol–gel coated Al 2024-T3 samples. An initial low current stage wasssociated with electrolyte penetration and pit initiation throughhe coating to the aluminum substrate surface, and the second highurrent stage was associated with active pit growth in the metalurface regions. The growth of pits caused coating cracking andven delamination by the pressure of corrosion products and gases.hese studies can help to identify the ways for the improvementf corrosion protection through sol–gel coatings: elimination ofracks or defects in the coating or use of corrosion inhibitors toxtend or terminate the initial stage of pitting development.
Rare earth elements, such as cerium, yttrium, hafnium, canmprove coating properties by unifying crystal size, reducing amor-hous structures and brittleness upon heating treatment [28].asten et al. [69,70] added small amount of cerium (1–3 wt%) intoybrid sol–gel systems. Cerium showed effective cathodic inhibi-ion in aluminum when good dispersion was achieved.
Voevodin et al. [72,73] developed sol–gel surface treatmentoatings based on the Self-assembled Nanophase Particle (SNAP)pproach in order to replace the traditional chromate-based sur-ace treatments on aircraft aluminum alloys. Through the in situormation in an aqueous sol–gel process, the functionalized silicaanoparticles could cross-link with each other to form a dense,lastic thin film well covered and adhered onto aluminum alloyubstrate surface. From the EIS bode plots of Fig. 6, the low fre-uency impedance modulus, |Z|, initially as high as on the orderf 107 � cm2 and maintained that value for almost 2 months, andtill had 1 × 106 � cm2 after 80 days of immersion. Considering thehickness of the SNAP films was only around 1 �m, their barrierroperties was quite amazing and showed good potential as long-erm corrosion protection coatings.
Khramov et al. [78] proposed to add corrosion inhibitors intoybrid sol–gel systems to improve coatings’ anti-corrosion ability.MOS and GPTMS were first hydrolyzed under acidic conditions,he sol was diluted and aged for 3 days, then the organic inhibitor,-cyclodextrin and cross-linker (diethylenetriamine DETA) were
dded sequentially. Finally, coating was deposited onto Al 2024-3 substrate by dip-coating technique. It was found that not onlyhe hybrid coating had very good barrier properties, but also therganic inhibitors could gently release in the region of damagedrea, providing self-healing ability of the localized corrosion attackig. 6. EIS bode plots for SNAP films as a function of immersion time in dilutearrison’s solution [72].
n corrosive media. Though the way of adding inhibitors is sim-le and easy to achieve, it is very difficult to control the releasef internal inhibitors to the surface. The author use �-cyclodextrino form complexes with inhibitors and insured the slow release ofhe inhibitor and its continuing delivery to corrosion sites. Later,hramov et al. [79] also tried to deliver inhibitors by the ion-xchange strategy, but resulted in poorer performance comparedith the �-cyclodextrin complexation strategy.
.2.3. Hybrid sol–gel magnesium-rich coatingsBy analogy to the formulation of zinc-rich coatings for the pro-
ection of steel, magnesium-rich, magnesium pigmented coatingsan also be formulated for the corrosion protection of aluminumlloy. Bierwagen and the corrosion group at NDSU are leading thisg-rich coatings research and a series of articles have been pub-
ished [86–88] on their properties. Recently, hybrid sol–gel Mg-richrimers were developed from MAPTS-TEOS-PVB-Mg particles sys-em. Firstly, MAPTS and TEOS were hydrolyzed under the acidicondition, then small amount of PVB powder was added into the
Fig. 7. SEM image of hybrid sol–gel Mg-rich primer (35% PVC).
336 D. Wang, Gordon.P. Bierwagen / Progress in Organic Coatings 64 (2009) 327–338
Table 4Corrosion protective sol–gel coatings on Cu and Mg substrates
Composition and metal-organic precursors Cu and Mg substrate Coating method Thickness (�m) Reference and year
GPTMS, MAPTS Bronze Spraying 10–12 [93] 1997SiO2-ZrO2 Copper Dip-coating 1–3 [94] 1999GPTMS-MTMS Bronze copper Brushing 5–10 [95] 2003S SpT Dip
(pb
tstc
mcoTri
3
pi
acwS[aaga
tcsascnsibfl
adostMtcienhgb
iO2-MAPTS-MPTMS Mg AZ91DEOS-PHS Mg AZ31B
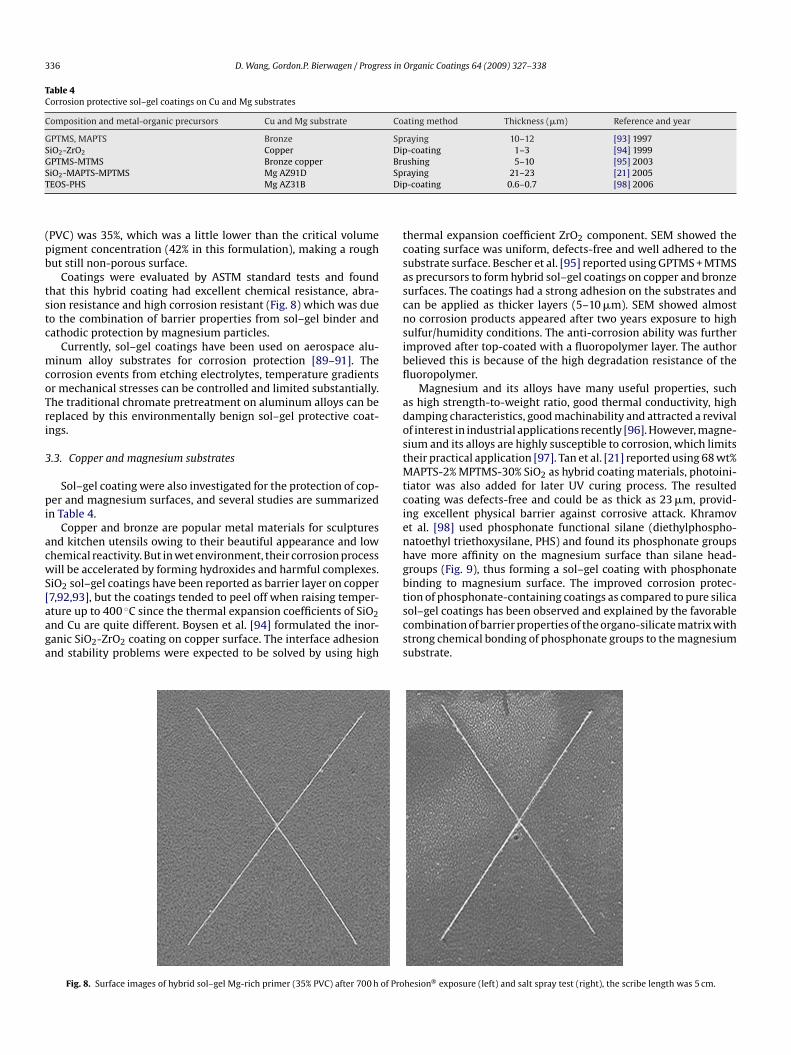
PVC) was 35%, which was a little lower than the critical volumeigment concentration (42% in this formulation), making a roughut still non-porous surface.
Coatings were evaluated by ASTM standard tests and foundhat this hybrid coating had excellent chemical resistance, abra-ion resistance and high corrosion resistant (Fig. 8) which was dueo the combination of barrier properties from sol–gel binder andathodic protection by magnesium particles.
Currently, sol–gel coatings have been used on aerospace alu-inum alloy substrates for corrosion protection [89–91]. The
orrosion events from etching electrolytes, temperature gradientsr mechanical stresses can be controlled and limited substantially.he traditional chromate pretreatment on aluminum alloys can beeplaced by this environmentally benign sol–gel protective coat-ngs.
.3. Copper and magnesium substrates
Sol–gel coating were also investigated for the protection of cop-er and magnesium surfaces, and several studies are summarized
n Table 4.Copper and bronze are popular metal materials for sculptures
nd kitchen utensils owing to their beautiful appearance and lowhemical reactivity. But in wet environment, their corrosion processill be accelerated by forming hydroxides and harmful complexes.
iO2 sol–gel coatings have been reported as barrier layer on copper
7,92,93], but the coatings tended to peel off when raising temper-ture up to 400 ◦C since the thermal expansion coefficients of SiO2nd Cu are quite different. Boysen et al. [94] formulated the inor-anic SiO2-ZrO2 coating on copper surface. The interface adhesionnd stability problems were expected to be solved by using hightscss
Fig. 8. Surface images of hybrid sol–gel Mg-rich primer (35% PVC) after 700 h of Pro
raying 21–23 [21] 2005-coating 0.6–0.7 [98] 2006
hermal expansion coefficient ZrO2 component. SEM showed theoating surface was uniform, defects-free and well adhered to theubstrate surface. Bescher et al. [95] reported using GPTMS + MTMSs precursors to form hybrid sol–gel coatings on copper and bronzeurfaces. The coatings had a strong adhesion on the substrates andan be applied as thicker layers (5–10 �m). SEM showed almosto corrosion products appeared after two years exposure to highulfur/humidity conditions. The anti-corrosion ability was furthermproved after top-coated with a fluoropolymer layer. The authorelieved this is because of the high degradation resistance of theuoropolymer.
Magnesium and its alloys have many useful properties, suchs high strength-to-weight ratio, good thermal conductivity, highamping characteristics, good machinability and attracted a revivalf interest in industrial applications recently [96]. However, magne-ium and its alloys are highly susceptible to corrosion, which limitsheir practical application [97]. Tan et al. [21] reported using 68 wt%
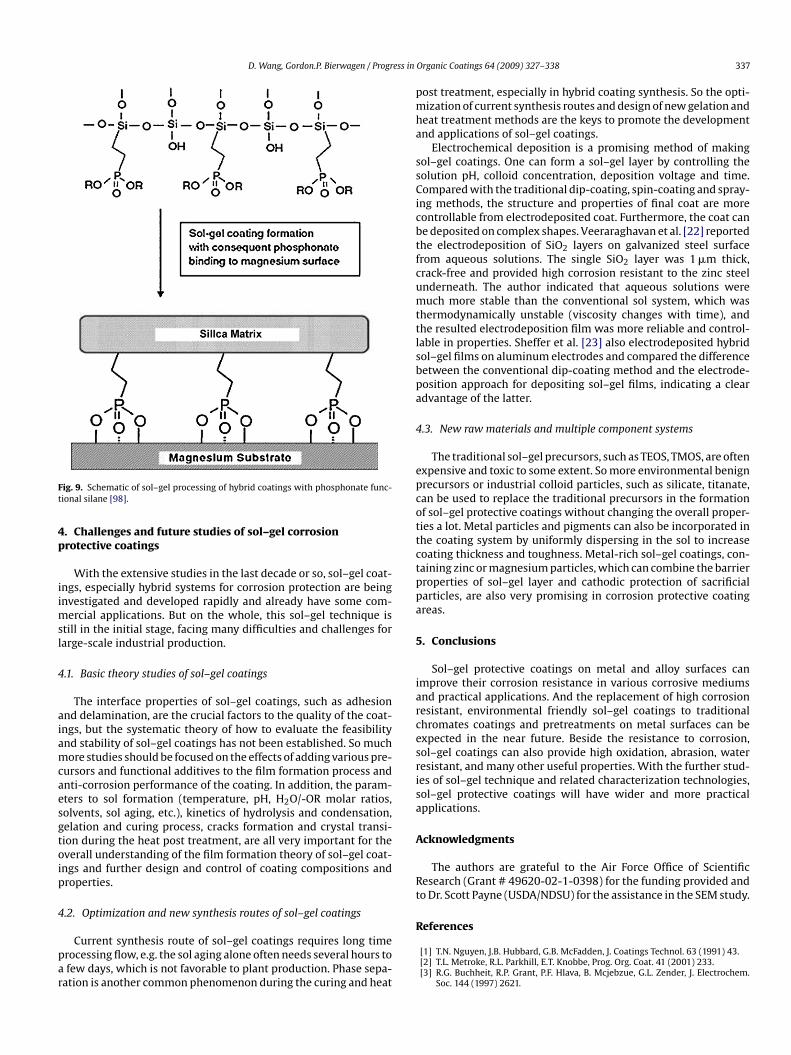
APTS-2% MPTMS-30% SiO2 as hybrid coating materials, photoini-iator was also added for later UV curing process. The resultedoating was defects-free and could be as thick as 23 �m, provid-ng excellent physical barrier against corrosive attack. Khramovt al. [98] used phosphonate functional silane (diethylphospho-atoethyl triethoxysilane, PHS) and found its phosphonate groupsave more affinity on the magnesium surface than silane head-roups (Fig. 9), thus forming a sol–gel coating with phosphonateinding to magnesium surface. The improved corrosion protec-
ion of phosphonate-containing coatings as compared to pure silicaol–gel coatings has been observed and explained by the favorableombination of barrier properties of the organo-silicate matrix withtrong chemical bonding of phosphonate groups to the magnesiumubstrate.hesion® exposure (left) and salt spray test (right), the scribe length was 5 cm.
D. Wang, Gordon.P. Bierwagen / Progress in
Ft
4p
iimsl
4
aiamcaesgtoip
4
par
pmha
ssCicbtfcumttlsbpa
4
epcottctppa
5
iarcesrisa
A
Rt
ig. 9. Schematic of sol–gel processing of hybrid coatings with phosphonate func-ional silane [98].
. Challenges and future studies of sol–gel corrosionrotective coatings
With the extensive studies in the last decade or so, sol–gel coat-ngs, especially hybrid systems for corrosion protection are beingnvestigated and developed rapidly and already have some com-
ercial applications. But on the whole, this sol–gel technique istill in the initial stage, facing many difficulties and challenges forarge-scale industrial production.
.1. Basic theory studies of sol–gel coatings
The interface properties of sol–gel coatings, such as adhesionnd delamination, are the crucial factors to the quality of the coat-ngs, but the systematic theory of how to evaluate the feasibilitynd stability of sol–gel coatings has not been established. So muchore studies should be focused on the effects of adding various pre-
ursors and functional additives to the film formation process andnti-corrosion performance of the coating. In addition, the param-ters to sol formation (temperature, pH, H2O/-OR molar ratios,olvents, sol aging, etc.), kinetics of hydrolysis and condensation,elation and curing process, cracks formation and crystal transi-ion during the heat post treatment, are all very important for theverall understanding of the film formation theory of sol–gel coat-ngs and further design and control of coating compositions androperties.
.2. Optimization and new synthesis routes of sol–gel coatings
Current synthesis route of sol–gel coatings requires long timerocessing flow, e.g. the sol aging alone often needs several hours tofew days, which is not favorable to plant production. Phase sepa-
ation is another common phenomenon during the curing and heat
R
Organic Coatings 64 (2009) 327–338 337
ost treatment, especially in hybrid coating synthesis. So the opti-ization of current synthesis routes and design of new gelation and
eat treatment methods are the keys to promote the developmentnd applications of sol–gel coatings.
Electrochemical deposition is a promising method of makingol–gel coatings. One can form a sol–gel layer by controlling theolution pH, colloid concentration, deposition voltage and time.ompared with the traditional dip-coating, spin-coating and spray-
ng methods, the structure and properties of final coat are moreontrollable from electrodeposited coat. Furthermore, the coat cane deposited on complex shapes. Veeraraghavan et al. [22] reportedhe electrodeposition of SiO2 layers on galvanized steel surfacerom aqueous solutions. The single SiO2 layer was 1 �m thick,rack-free and provided high corrosion resistant to the zinc steelnderneath. The author indicated that aqueous solutions wereuch more stable than the conventional sol system, which was
hermodynamically unstable (viscosity changes with time), andhe resulted electrodeposition film was more reliable and control-able in properties. Sheffer et al. [23] also electrodeposited hybridol–gel films on aluminum electrodes and compared the differenceetween the conventional dip-coating method and the electrode-osition approach for depositing sol–gel films, indicating a cleardvantage of the latter.
.3. New raw materials and multiple component systems
The traditional sol–gel precursors, such as TEOS, TMOS, are oftenxpensive and toxic to some extent. So more environmental benignrecursors or industrial colloid particles, such as silicate, titanate,an be used to replace the traditional precursors in the formationf sol–gel protective coatings without changing the overall proper-ies a lot. Metal particles and pigments can also be incorporated inhe coating system by uniformly dispersing in the sol to increaseoating thickness and toughness. Metal-rich sol–gel coatings, con-aining zinc or magnesium particles, which can combine the barrierroperties of sol–gel layer and cathodic protection of sacrificialarticles, are also very promising in corrosion protective coatingreas.
. Conclusions
Sol–gel protective coatings on metal and alloy surfaces canmprove their corrosion resistance in various corrosive mediumsnd practical applications. And the replacement of high corrosionesistant, environmental friendly sol–gel coatings to traditionalhromates coatings and pretreatments on metal surfaces can bexpected in the near future. Beside the resistance to corrosion,ol–gel coatings can also provide high oxidation, abrasion, wateresistant, and many other useful properties. With the further stud-es of sol–gel technique and related characterization technologies,ol–gel protective coatings will have wider and more practicalpplications.
cknowledgments
The authors are grateful to the Air Force Office of Scientificesearch (Grant # 49620-02-1-0398) for the funding provided ando Dr. Scott Payne (USDA/NDSU) for the assistance in the SEM study.
eferences
[1] T.N. Nguyen, J.B. Hubbard, G.B. McFadden, J. Coatings Technol. 63 (1991) 43.[2] T.L. Metroke, R.L. Parkhill, E.T. Knobbe, Prog. Org. Coat. 41 (2001) 233.[3] R.G. Buchheit, R.P. Grant, P.F. Hlava, B. Mcjebzue, G.L. Zender, J. Electrochem.
Soc. 144 (1997) 2621.
3 ess in
[[[[[[[[[
[
[[
[
[[[[[
[[
[
[
[
[
[
[
[[
[[[[[[
[[[
[[[[[
[[[[[[
[
[
[[[[[
[
[
[
[
[
[
[
[
[
[[[[[
[
[[
[[[
[[[[[[[[
[
38 D. Wang, Gordon.P. Bierwagen / Progr
[4] G.P. Bierwagen, L. He, J. Li, L. Ellingson, D.E. Tallman, Prog. Org. Coat. 39 (2000)67.
[5] C.J. Brinker, A.J. Hurd, P.R. Shunrk, J. Non-Cryst. Solids 147 (1992) 424.[6] J.D. Wright, N.A.J. Sommerdijk, Sol–Gel Materials Chemistry and Applications,
CRC Press, OPA Overseas Publishers Association, 2001.[7] M. Guglielmi, J. Sol–Gel Sci. Technol. 8 (1997) 443.[8] J. Wen, G.L. Wilkes, Chem. Mater. 8 (1996) 1667.[9] J.J. Ebelmen, Ann. Chem. Phys. 5 (1842) 199.10] R. Roy, J. Am. Ceram. Soc. 39 (4) (1956) 145.11] R. Roy, E.F. Osborn, Am. Miner. 39 (1954) 853.12] R. Roy, Science 238 (1987) 1664.13] V. Chiola, J.E. Ritsko, C.D. Vanderpool, US Patent 3, 556,725 (1971).14] G.L. Wilkes, B. Orler, H. Huang, Polym. Preparation 26 (1985) 300.15] H. Schmidt, J. Non-Cryst. Solids 73 (1985) 681.16] H. Schmidt, G. Philipp, J. Non-Cryst. Solids 63 (1984) 283.17] H. Schmidt, H. Scholze, H. Kaiser, J. Non-Cryst. Solids 63 (1984) 1.18] C.J. Brinker, G.W. Scherer, Sol–Gel Science: The Physics and Chemistry of
Sol–Gel Processing, Harcourt Brace Jovanovich (Academic Press, Inc.), Boston,1990.
19] L.L. Hench, Sol–Gel Silica, Properties, Processing, Technology Transfer, NoyesPublications, 1998.
20] R.L. Parkhill, E.T. Knobbe, M.S. Donley, Prog. Org. Coat. 41 (2001) 261.21] A.L.K. Tan, A.M. Soutar, I.F. Annergren, Y.N. Liu, Surf. Coat. Technol. 198 (2005)
478.22] B. Veeraraghavan, B. Haran, D. Slavkov, S. Prabhu, B. Popov, B. Heimann, Elec-
trochem. Solid-State Lett. 6 (2003) B4.23] M. Sheffer, A. Groysman, D. Mandler, Corros. Sci. 45 (2003) 2839.24] Y. Castro, B. Ferrari, R. Moreno, A. Duran, J. Sol–Gel Sci. Technol. 26 (2003) 735.25] L.L. Beecroft, C.K. Ober, Adv. Mater. 7 (1995) 1007.26] M. Atik, P. Neto, L.A. Avaca, M.A. Aegerter, Ceram. Int. 21 (1995) 403.27] M. Atik, F.P. Luna, S.H. Messaddeq, M.A. Aegerter, J. Sol–Gel Sci. Technol. 8 (1997)
517.28] A. Nazeri, P.P. Trzaskoma, D. Bauer, J. Sol–Gel Sci. Technol. 10 (1997) 317.29] P. Galliano, J.J.D. Damborenea, M.J. Pascual, A. Duran, J. Sol–Gel Sci. Technol. 13
(1998) 723.30] M. Mennig, C. Schelle, A. Duran, J.J. Damborenea, M. Guglielmi, G. Brustain, J.
Sol–Gel Sci. Technol. 13 (1998) 717.31] F. Perdomo, P.D. Lima, M.A. Aegerter, L.A. Avaca, J. Sol–Gel Sci. Technol. 15 (1999)
87.32] S.H. Messaddeq, S.H. Pulcinelli, C.V. Santilli, A.C. Guastaldi, Y. Messaddeq, J.
Non-Cryst. Solids 247 (1999) 164.33] J. Masalski, J. Gluszek, J. Zabrzeski, K. Nitsch, P. Gluszek, Thin Solid Films 349
(1999) 186.34] D.C.L. Vasconcelos, J.A.N. Carvalho, M. Mantel, W.L. Vasconcelos, J. Non-Cryst.
Solids 273 (2000) 135.35] L. Fedrizzi, F.J. Rodriguez, S. Rossi, F. Deflorian, R.D. Maggio, Electrochim. Acta
46 (2001) 3715.36] H. Li, K. Liang, L. Mei, S. Gu, S. Wang, J. Mater. Sci. Lett. 20 (2001) 1081.37] T.P. Chou, C. Chandrasekaran, S.J. Limmer, G.Z. Cao, J. Non-Cryst. Solids 290
(2001) 153.38] T.P. Chou, C. Chandrasekaran, G.Z. Cao, J. Sol–Gel Sci. Technol. 26 (2003) 321.39] H. Sayilkan, S. Sener, E. Sener, M. Sulu, Mater. Sci. 39 (2003) 733.40] S. Ono, H. Tsuge, Y. Nishi, S. Hirano, J. Sol–Gel Sci. Technol. 29 (2004) 147.41] T. Sugama, J. Coat. Technol. Res. 2 (October) (2005) 649.42] L. Jianguo, G. Gaoping, Y. Chuanwei, Surf. Coat. Technol. 200 (2006) 4967.43] A. Conde, J.D. Damborenea, A. Duran, M. Menning, J. Sol–Gel Sci. Technol. 37
(2006) 79.44] A. Pepe, M. Aparicio, A. Duran, S. Cere, J. Sol–Gel Sci. Technol. 39 (2006) 131.45] U. Vijayalakshmi, S. Rajeswari, J. Sol–Gel Sci. Technol. 43 (2007) 251.46] Z.W. Wicks, F.N. Jones, S.P. Pappas, Org. Coat. Sci. Technol. (1998) 129–140
(second edition).47] Geeta Parashar, Prog. Org. Coat. 42 (2001) 1.48] T. Ginberg, J. Coat. Technol. 53 (June) (1981) 677.49] R. Aelion, J. Am. Chem. Soc. 72 (1950) 5705.50] C. Hare, J. Protect. Coat. Linings (September) (2001) 54.51] C. Hare, J. Coat. Technol. 72 (November) (2000) 21.
[[[[[
Organic Coatings 64 (2009) 327–338
52] M. Mitchell, Protect. Coat. Europe (PCE) (July) (2001) 12.53] C. Hare, Modern Paint Coat. 4 (1982) 48.54] S. Feliu, Corrosion 57 (July (7)) (2001) 591.55] Tsai. Wen-Ta, Appl. Surf. Sci. 187 (2002) 154.56] G.P. Bierwagen, D.E. Tallman, Prog. Org. Coat. 41 (2001) 201.57] J.H. Osborne, K.Y. Blohowiak, S.R. Taylor, C. Hunter, G. Bierwagen, B. Carlson, D.
Bernard, M.S. Donley, Prog. Org. Coat. 41 (2001) 217.58] A.J. Aldykiewicz Jr., H.S. Isaacs, A.J. Davenport, J. Electrochem. Soc. 142 (1995)
3343.59] R.G. Buchheit, R.P. Grant, P.F. Hlava, B. McKenzie, G.L. Zender, J. Electrochem.
Soc. 144 (1997) 2621.60] B. Mazurkiewicz, A. Piotrowski, Corros. Sci. 23 (1983) 697.61] G.S. Chen, M. Gao, R.P. Wei, Corrosion 52 (1996) 8.62] V. Guillaumin, G. Mankowski, Corros. Sci. 41 (1999) 421.63] Y. Chen, L. Jin, Y. Xie, J. Sol–Gel Sci. Technol. 13 (1998) 735.64] G.P. Thim, M.A.S. Oliveria, E.D.A. Oliveria, F.C.L. Melo, J. Non-Cryst. Solids 273
(2000) 124.65] X.F. Yang, D.E. Tallman, V.J. Gelling, G.P. Bierwagen, L.S. Kasten, J. Berg, Surf.
Coat. Technol. 140 (2001) 44.66] R.L. Ballard, J.P. Williams, J.M. Njus, B.R. Kiland, M.D. Soucek, Eur. Polym. J. 37
(2001) 381.67] N.N. Voevodin, N.T. Grebasch, W.S. Soto, L.S. Kasten, J.T. Grant, F.E. Arnold, M.S.
Donley, Prog. Org. Coat. 41 (2001) 287.68] N. Voevodin, C. Jeffcoate, L. Simon, M. Khobaib, M. Donley, Surf. Coat. Technol.
140 (2001) 29.69] L.S. Kasten, J.T. Grant, N. Grebasch, N. Voevodin, F.E. Arnold, M.S. Donley, Surf.
Coat. Technol. 140 (2001) 11.70] N.N. Voevodin, N.T. Grebasch, F.E. Arnold, M.S. Donley, Surf. Coat. Technol. 140
(2001) 24.71] Y. Joshua Du, M. Damron, G. Tang, H. Zheng, C.J. Chu, J.H. Osborne, Prog. Org.
Coat. 41 (2001) 226.72] N.N. Voevodin, V.N. Balbyshev, M. Khobaib, M.S. Donley, Prog. Org. Coat. 47
(2003) 416.73] A.N. Khramov, V.N. Balbyshev, N.N. Voevodin, M.S. Donley, Prog. Org. Coat. 47
(2003) 207.74] V. Palanivel, D. Zhu, W.J. Van Ooij, Prog. Org. Coat. 47 (2003) 384.75] D. Zhu, W.J. Van Ooij, Corros. Sci. 45 (2003) 2177.76] D. Zhu, W.J. Van Ooij, Corros. Sci. 45 (2003) 2163.77] D. Zhu, W.J. Van Ooij, Prog. Org. Coat. 49 (2004) 42.78] A.N. Khramov, N.N. Voevodin, V.N. Balbyshev, M.S. Donley, Thin Solid Films 447
(2004) 549.79] A.N. Khramov, N.N. Voevodin, V.N. Balbyshev, R.A. Mantz, Thin Solid Films 483
(2005) 191.80] V. Palanivel, Y. Huang, W.J. Van Ooij, Prog. Org. Coat. 53 (2005) 153.81] W. Datchary, A. Mehner, H.W. Zoch, D.A. Lucca, M.J. Klopfstein, R. Ghisleni, D.
Grimme, E. Brinksmeier, J. Sol–Gel Sci. Technol. 35 (2005) 245.82] Z. Zong, J. He, M.D. Soucek, Org. Coat. 53 (2005) 83.83] M.D. Soucek, Z. Zong, A.J. Johnson, JCT Res. 3 (2006) 133.84] M.L. Zheludkevich, D.G. Shchukin, K.A. Yasakau, H. Mohwald, M. Ferreira, Chem.
Mater. 19 (2007) 402.85] K.H. Wu, C.M. Chao, T.F. Yeh, Surf. Coat. Technol. 201 (2007) 5782.86] M. Nanna, G.P. Bierwagen, J. Coat. Technol. 1 (2) (2004) 52.87] D. Battocchi, G.P. Bierwagen, Corros. Sci. 48 (2006) 1292.88] D. Battocchi, G.P. Bierwagen, Corros. Sci. 48 (2006) 2226.89] US Patent No. 6077885, 2000.90] US Patent No. 6579472, 2003.91] US Patent No. 7141306, 2006.92] O. de Sanctis, L. Gomez, A. Marajofsky, C. Parodi, N. Pellegri, A. Duran, J. Non
Cryst. Solids 121 (1990) 315.93] M. Pilz, H. Romich, J. Sol–Gel Sci. Technol. 8 (1997) 1071.
94] W. Boysen, A. Frattini, O. Sanctis, Surf. Coat. Technol. 122 (1999) 14.95] E. Bescher, J.D. Mackenzie, J. Sol–Gel Sci. Technol. 26 (2003) 1223.96] J.E. Gray, B. Luan, J. Alloys Compd. 336 (2002) 88.97] F. Hehmann, J. Mater. Sci. 24 (1989) 2369.98] A.N. Khramov, V.N. Balbyshev, L.S. Kasten, R.A. Mantz, Thin Solid Films 514(2006) 174.





























