Embed Size (px)
DESCRIPTION
Brief Article on Sinter Making Under Pressure
Citation preview

Blast furne!:e sludge
Water
Bed
Fuel
Air
Air
Bed
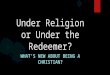
SINTERING - UNDER-PRESSUREFLOW CHART
Iron ore bearing material
Weighint
carIngloss
Mechanical loss
-5 MM
Fig. 5.1
Air
~E=....~=:

5.1.2. Ignition and finished sinter
Sintennix is ignited with the help of an ignition hood, which would light up the top layerunder air-pressure and at 1350°C temperature.
Baking takes place under blast at air pressure of - 30-150kPa.
Air pressure for sintering - 30-150kPaAir rate (positions 4-9) - 20000-25000 m3/hourSuction in wind-box - 0.1-0.5 kPa
Flue gas volume - 19000-2000 m3/hour.
As cake is to be discharged periodically and its size is up to 1300 mm, it seems that thebest way of doing it would be to unload it first on a breaking slab. After that sinter goes to theapron conveyer first and then to a belt conveyer to be delivered to the crusher and then screen.
The estimated temperature of finished sinter is likely to be 200-300°C maximum.
If there is a need to make cold sinter, one can use a line cooler, which may be installedimmediately after the machine, on the discharge route.
The primary screening provides three fractions: +25 mm, 16-25 mm, -16 mm + 25 mmfraction is a finished sinter. Fraction 16-25 mm goes to the bottom layer (bed), and its surplus isadded to the finished sinter.
Fraction -16 mm is screened on the secondary screen into two fractions: 5-26 mm onegoes to the finished sinter, and -55 mm one together with dust from filters goes to the returnfines hopper.
The finished sinter is sent to the user on a belt conveyer with weighing scales, to thefinished sinter bins.
The sinter bulk density is 1.6-2.2 t/m3.
5.1.3. Gas flows arrangement
The sinter machine design and its perfonnance are based on the following gas flowcircuits:
1). Ignition circuit consists of gas feed system, compressed air feed, ignition hood, wind-box, gas uptakes and fan.
The ignition temperature is 1300-1350°C.
At the moment of ignition, suction in wind-box is 4-6 kPa. The sucked gas temperature is20-30°C.
2). Sintering circuit consists of a blower, air pipes, pot caps, wind-boxes, exhauster, gascleaning cyclones.
Dust content in flue gas is 3-4 g/m3.
5.2. Specification of the revolving sinter machine and its make-up
The general view of the revolving machine for sintering under pressure in shown inDrawing N. TM101.00.000, sheet 1,2,3.
Specification of the machine:
Productivity, t/hour
Sintering area, 1112
- 48
- 11.1
Operating duty -nonstop

Cake discharge-to-discharge time,
Number of mobile sinter pots:
- on the mix preparation platform
- on sintering platform
- total number of sinter pots that arein operation at a time
Sinter pot diameter, mm
Components weight in sinter pot, kg
Platform turning mechanism
Layer surface smoothing device
Ignition hood travel, mm
Pusher travel, mm
Pusher moving speed, m/sec
Pushing force, kg.'s
Lock throw, mm
- up to 2 minutes
- 3
-6
-9
:-1300
~ 1600
-hydraulic
- electro-mechanic
- 70
- 2955
- 0.112
- 600
- 100
The sintering machine consists of the following subassemblies:
. Gas uptakes
. Platform turning drive
. Platform position catches]
. Gantry (support struts, maintenance platforms, etc.)
The charging device consists of a bed hopper, sintermix hopper, two chutes, bed drumand sintermix drum.
The sintermix preparation platform is a steel struGture,which rests on 8 support wheels.The platform has a central thrust bearer, which takes side loads and serves as a pivot.
The sintering platform is designed in the same manner, it is a steel structure, which restson 12 support wheels and is located in the center of the thrust bearer.
The mobile sinter pot in assembly is a 4-wheel trolley with a pot on it.
The pusher is a steel structure on wheels.
. Charging device;
. Sintermix preparation platform
. Sintering platform
. Mobile sinter pot (9 numbers)
. Ignition device
. Sinter pots pusher
. Cap take-off device
. Discharge device

It is moved by an electro-mechanical drive. The pusher has an electric magnet driven gripfor securing rigid contact with the pot trolley, when pot is being delivered from the preparationplatform to the sintering platform and back.
The ignition device consists of a hearth, related structure, lifting hydro-cylinder, air andfuel feed pipes.
The discharge device consists of a hydraulic rack-and-gear drive, at the end of its shaftthere is a lever to handle sinter pots.
The cap take-off device consists of a supporting gantry, which is mounted on thesintering platform, 6 caps, that are suspended on the gantry by means of spring jacks, hydrauliccylinder to lift the caps, 6 air feed pipes. The device to feed air into the pot inside consists of asupport, which is mounted on the sintering platform. It bears a manifold with six air mainsconnected with air feed pipes and caps.
The sintermix preparation gas uptake consists of pipelines to take dust-containing gasaway from hoppers in the ignition device zone and finished cake discharge zone. To control theflow there is a provision of throttles.
The sintering platform gas uptake arrangement consists of a steel structure, which createsan annular housing which binds the blast zone.
The annular housing is made airtight with the help of mobile rubber seals.
The gantry is a steel structure, which includes decks, maintenance platforms, chargingdevice support struts, ignition device struts, hydraulic system actuators struts, guides for thepusher.
The sintermix preparation and sintering platforms turning drives have two-speed electricmotors, capable of decreasing inertia forces of the drives and thus to slow down the platformturning speed as they are coming to a stop.
The platform position catches are a steel structure with a locking lever, which is drivenby a hydraulic cylinder.
5.3. Sinter machine operating flow-chart
Figures in the schematic diagram of the sinter-under-pressure machine' (Figure 5.2)denote the process positions that are sequentially taken by sinter pots. The dotted line shows thepositions of wind-boxes. Arrows show the platforms revolving direction, when they are movedfrom one platform to another. There is a provision of 9 mobile sinter pots.
At position 1, sinter pots are charged sequentially with bed and preliminary preparedsintermix. First comes the portion of bed (screened-off 15-20 mm size sinter), then if necessary,a smoothing device is put on, to level the surface of the charge. Next comes the portion of basicproduct (sintermix), which is to be smoothed also.
At position 2, the mix top layer is ignited.
Position 3 is an auxiliary one, it is used for moving sinter pots from the mix preparationplatform to the sintering platform and back. It is done with the help of a pusher.
At position 4, sinter pots are received on the sintering platform from the mix preparationplatform. There mix is sintered, as each pot is travelling from position 4 to position 5,
When the sintering process is over, a sinter pot is delivered from position 4, over position3 to position 10, where cake is discharged. Then by a conveyer, cake is sent to the crusher.
The following operations on the mix preparation platfon11 can be fit i11totwo minutesperiod.

Revolving sintering-under-pressure machine
Exhauster
Wind-box
Gas (oil)I
Compressedair lJ/~;r
Cydone
+Dust
Wind-boxes
Exhauster
Cydone
Dust
Figure 2

r"
1. At position "discharge", a sinter pot with finished cake is unloaded. After that the potwaits for being turned into the charging position.
2. At position "charge", pot is charged with bed and sintermix.
3. At position of ignition, the following operations take place: hood is lowered andpressed down then ignition takes place, holding and hood is lifted up.
4. Pusher moves the sinter pot from the mix preparation platform to the sinteringplatform.
. .
Pots are shoved off when the pusher emphasizes on the pot platform but end. Whileapproaching, the pusher relieves the pot from the catch by means of a special pressing cleat.After rolling the sinterpot over to the sintering platform, the pusher comes back to its initialposition on the sintering platform.
5. At the beginning of charge, the sintering platform is in a situation where position 4 isfree for receiving sinter pot from the mix preparation platform. The cap is lifted and hangedabove this position. As it happens, the throttle of air feed into the pot inside is closed.
Having moved the pot by the pusher from the mix preparation platform to the sinteringplatform the cap is lowered to close the pot. As it happens the cap lifting hydraulic cylinderremains in the lower position together with the catching clamp, waiting for the next cap closedpot.
As the cap goes down, the throttle is opened and the air purging of the pot begins. Thepurging starts and keeps going as the sintering platform is turning, after that the pot which hasbeen sintered, is put into the conveying position. The other pots remain in the sintering cyclepositions.
6. Further, the pusher moves the sinter pot from the sintering platform to the mixpreparation platform. It is done with the help of a spe.cialcatch on the pusher.
The mix preparation and sintering platforms are turned by cycles, independently fromeach other, but only after the operations at each position are over.
5.4. Arrangement and layout
~The arrangement of material storage, how and where to do it, how to prepare sinter mix
are to be decided by the Customer.
Drawing TM10l.00.000-TX sheet 1 shows the process flow-chart.
Drawing TMI 01.00.000-TX sheet 2 shows an approximate layout of the equipment andspace for the sintering-under-pressure machine.
Sinter mix components (iron-bearing raW material, fuel, flux and other additions) aredelivered either by road or by rail to the store.
There must be stock sufficient for 5-10 days of operation, depending upon the type andsource of transportation.
It should be an indoor raw-material storage, unheated, with a grab crane. Material is keptin stockpiles.
Stock can be unloaded from trucks directly into the receiving hoppers and from theredelivered by a conveyer to the shop bins.
All equipment for mix preparation, sintering and further treatment of cake should beinstalled in one and the same building.

Solid fuel and flux from the receiving hoppers are sent to crushers. After that, from theshop bins, through weighers, the desired quantity of fuel and flux is sent to the sintermix hopper.
The prepared stock is delivered by a pneumatic system to the sintermix hoppers,therefrom together with return fines and additions it goes to a mixing drum. Then sintermix issent to the revolving sinter machines and charged into sinter pots to be sintered under pressure.The sintering process proceeds as per the flow-chart, described earlier.
If there is a need, it will be possible to install a second balling drum after the mixingdrum.
Dust from cyclones and gas uptakes goes to the belt conveyers and then to the returnfines conveyer.
It zinc-containing sludge is used for sinter, dust from special precipitators will be sent tothe user for further processing.
There are the following rooms and bays in the main building: operators station,maintenance and repair bay, electro-technical rooms with respective equipment, plumingfixtures.
5.5. Automatic control and monitoring
There is a provision of automatic control system to control the process (ACS), whichconsists of two, upper and lower levels.
The lower level of ACS is capable of controlling automatically the following systems:. milling ofthe mix components;
portioning;
mixing and balling;
charging of sinter pots;
.
.
.
. sintering;
. cooling of cake and its crushing.
This systems are equipped with sensors,controllers.
The basic parameters under control are as follows:
pnmary control means, mIcroprocessor
. raw material consumption;
quality of sinter;.. height of the mix in a sinter pot;
temperature in the ignition hood;.. process parameters of suction and pressure in the hood and gas uptakes;
flue gas temperature;.. dust content in emission after the sintermaking processed.
The upper level of ACS is responsible for collecting and primary processing ofparameters under control, as well as monitoring of equipment condition, consumption of rawmaterial and power, formation and supply of information to the operating personnel.
There is an informative subsystem of control at this level.

These subsystems are realized through PCS. To control the sinter machine andconveyance facilities there is an operators desk, equipped with computers and allied equipment,means of communication and annunciation.
5.6. Environment friendliness of the process. Recycling of wastes.
The basic most harmful aspects of the sintering process are: heat and dust emissionduring classification and loading of sinter and dust, at junctions.
. There is a provision in the sinter machine design for keeping all the dust generatingpoints in proper places, with facilities to arrest and clean dusty air in cyclones.
There is a provision of aeration to fight heat emission.
As to volume of such emissions like oxides of sulfur, nitrogen, carbon is rather small,there is no provision for cleaning process gas.
Dust from process gas, spillage, aspirator dust are brought back to the process togetherwith return fines.
If zinc-containing dust and sludge are used in sintering, it is necessary to installadditionally special precipitators before cyclones as to catch sublimates that are generated in thecourse of the process. The temperature of flue gas at that should be higher than dew point.

"-./
5.7. Bill of main equipment
Pos. Items Quantity Total weight RemarksN. (approx.)
1 Belt conveyer, B-650 mm, N= 14 kWh 1 18.0
2. Discharger, B=650 mm, N=3kW 1 3.0
3. Revolving sinter machine 2 300.0
4. Mixing drum, 2.8x8.0 1 29.0
5. One-roll crusher 1 22.5
6. One-deck unbalanced-throw screen 1 2.5
7. Double-deck unbalanced-throw screen 1 3.5
8. Lift, H=14. m, N=15 kW 2 5.0
9. Crusher, N=211 kW 2 5.5
10. Separator 2
11. Cyclone, 15-700-4UP 2 2.5
12. Cyclone, 15-500-4UP 2 2.5
13. Classificator 4
14. Bag filter 6 3.0Crushing bay
15. Screw conveyer, N=2.2 kW 1.0
16. Lock feeder, N=1.1 kW 0.3
17. Lock feeder, N=1.1 kW 2 0.20
18. Fan, N=30 kW 2 0.7
19. Fan, N=l1 kW 2 0.5
20. Pneumatic screw pump, 75 kW 2.50
21. Electric hoist, cap. 1t 5 0.40
22. Electric hoist, cap., 0.5t 1 0.08
23. Blower, N=400 kW 2 20.0
24. Exhauster, N=75 kW 2 4.0
25. Fan, N=90 kW 2 6.6
26. Cyclone. 8 2.0
27. Weigher 6 2.5
28. Electric travelling crane, cap. 5t, L=27.5 1 18.0
29. Electric hoist cap=3.2t 2 5.0
30. Conveyer, B=500mm, N=7kW 3 33.0
31. Conveyer, B=500mm, N=4.57kW 6 35.0

"
Pos. Items Quantity Total weight RemarksN. (approx.)
32. Conveyer, B=500mm, N=7kW 2 16.7
33. Conveyer, B=500mm, N=ll kW 2 4.5
34. Belt conveyer, B=800mm, N=7 kW 2 2.0
35. Belt conveyer, B=800mm, N=7.5 kW 1 12.0
36. Apron conveyer, B=1000mm 2 15.0
37. Sintermix hopper 1
38. Bed hopper 1

OOO'OO'LOLWl
IA(2)
11
~
'"~ro
0'"'"~
0
0
9
9100
'"~~
'"0~
~
TM10100.000
Slnler-under-
pressurerevoLvIng machineFj~~-=:
~-- General view TOTEM
I-i; . 0e 0 legend Item'- 0Q.
I
I1 Im""or' pre......"oo 12 Slntertng ptoU..... 13 Charoer 14 I'""ne:merpot g5 Pusher 16 Ots 17 Ignttlan CIITQI1geoent 18 (qJsclosing...--I 19 !iIs uptake 110 11r"':'cd!'lF."an 111 Airfeed...--I 112 SlnterlngpLotf.....drLve 113 Catch 214 Gantry 1
16 ELectrlcoLs
17 HldraultcdrIve18 lubrlcolln

LN
:?Co
~ ~~
OJ I~ Ul I.......
- 1m 4' 1m
1-1"-
~
- .......N
-1OJ3
C>C>C>
C>C>
'<'"""
C>'<'""",.~I-
»-------"'---'
N
Co~. -t., Cro .,n ::J:: S'0.0::J

3azPY3Ka
c:>CD
3c:>c:>r-N
c:>c:>Lf1
c:>c:>c:>N
c:>
c:>Lf1-co'"
Lf1-.j--.j-
8-8(2)
3600 3600
c:>Lf1CJ>N
Lf1
-coLf1
Lf1
CJ>
Lf1CDNN
BaKYYM
KaMepa
c:>Lnr-"
n",,"TM101.00 .000 3

Raw malerials yard2
29
~. rI,g
J2
h[=:=j!, : i
I :: II :: II :: II :: I
J!. ~ !:
.._"--;'-."fi' '7f- -.. - ..-f::-':: ::-=.:.::.:.:: :.:::.::.:.::.:.::...::.:.:::.:::.::!..JI .! iI :: I
_~___n_n njIIIIIIIIIIIIIIIIIIIII
u-+ J
]I
C Slnter~!x
11. -Sinler
r~,~~~') Sinler
'-l
1lti r-Jl
i _J I' i 19I ,
' II ,' I
i I
I
15
~i-_h-
i. ! '!: ! >! i 1-----: i solid Fuel L'
1
D
"
Flux crush;n9 I
sh ;n9equipMent ,'cru "
i equipMent L "',
i '-',-L______--
-Sinter
35
II:II
L.-----
III
:: r-lIl,--""
ii
~---j-------
IIII
:J
:II
,:
it------
, II I. J
1§. ! 25,J -------
31
I
I' -
II
Legend:
MLXcomponents
DustyoLrAll
PnpUm(]lLCconveyance
""n_nn
m
-----------
l!
---
rml n, ~i
i1_-
I\irn,-
~~~
:tI
Bed~
+25n.
I1Finished
sinter
TMlO1.00,OOO-lX
Sinter -under--
Sheet>?
Scal.
pressure
revolving Machine+ - -1- --,--
Flow-char'l TOTEM

000OJ...
-!
.ote
ts
!
Xl-OOO'OO'WHH
4
_JContr!l I
.~'~;""' jI I
I I
'"00.!)x
-t;
-
13000 I
96000 <16x6000)
finished
5iiiter
--+-
TMIO1.00,OOO- TX
Sinter-uncler-pressure
revel ving MQchine
EquipMent lny-out TOTEM