Embed Size (px)
Citation preview
SIMULAÇÃO DE PROCESSO INDUSTRIAL UTILIZANDO REDES DE
PERT, MÍNIMOS QUADRADOS E DECOMPOSIÇÃO EM VALORES
SINGULARES. Área Temática: Gestão da Produção
Andre Barcelos
Mauricio Barcelos
Resumo: Este trabalho enfoca a utilização da rede PERT, Program Evaluation and
Review Technique para estabelecer um caminho ótimo de produção continuada. Devido as
dificuldades operacionais e de processo, foi proposto um caminho de PERT balanceado por
peso. Com base nesta ideologia, utilizaremos uma notação matricial e uma decomposição em
valores singulares para validar o estudo realizado.
Palavras-chaves: Redes de PERT, Processamento de Gás Natural, Decomposição em
Valores Singulares, Mínimos Quadrados.

1.Introdução
A indústria de petróleo e gás de maneira geral tem proporcionado avanços tecnológicos
em diversas áreas da pesquisa operacional assim como desenvolvimento de tecnologias para
construção de ferramentas para solução de problemas. Esse mercado em particular,
extremamente competitivo permite que as inovações tecnológicas recentemente
fundamentadas sejam imediatamente absorvidas pelas empresas e implementadas em um
curto espaço de tempo.
Na década de 80 foi marcado por 3 fatos relevantes, a constatação de ocorrências de
petróleo em Mossoró RN apontando para o que viria a se constituir na segunda maior área
produtora de petróleo do país, as grandes descobertas dos campos gigantes de Marlin e
Albacora em águas profundas na bacia de Campos no Rio de Janeiro e as descobertas no rio
Urucu no Amazonas. (Tomas 2009)
Na décadas de 90 várias outras descobertas já foram contabilizadas, como os campos
gigantes de Roncador e Barracuda na bacia de Campos no Rio de Janeiro.
A produção de petróleo no Brasil cresceu de 750 m³ por dia na época da criação da
Petrobrás para mais de 172 mil m³ por dia na década de 90 graças a continuos avanços
tecnológicos de perfuração e produção na plataforma continental (Tomas 2009)
Técnicas e ferramentas para solução de problemas são constantemente desenvolvidas de
acordo com as particularidades e necessidades de cada processo, porém algumas técnicas já
validadas e difundidas encontram aplicações para gerenciamento, coordenação e
acompanhamento dos processos de produção e operação de plantas industriais.
Algumas metodologias para apresentação de dados como relação homem/máquina e
diagramas de fluxo, oferecem uma maneira conveniente de interpretação e aprendizado para
conhecimento do processo.
A proposta deste trabalho é apresentar uma metodologia de análise de dados baseado
em processos contínuos e que uma vez implementada e analisada permite comparar com os
métodos e ferramentas já validados e verificados amplamente pela literatura atual.
Especificamente iremos estudar a rede PERT balanceada de um processo industrial e
implementar uma avaliação numérica que corrobore os resultados e auxilie as tomadas de
decisões.
Em um diagrama de PERT os eventos são posições no tempo que mostram o começo e
o fim de uma operação particular ou de um grupo de operação. Cada arco tem um grupo
associado que representa o tempo necessário para levar a atividade ao fim. (Niebel 2009)
2.Aspectos do processo

O gás natural proveniente dos poços de petróleo contém os mais diversos contaminantes
e poluentes que prejudicam seu processamento nas refinarias. Dois dos principais
componentes que provocam acidez em tubulações e poluição ambiental são o dióxido de
carbono e o sulfeto de hidrôgenio, CO2 e H2S respectivamente.
A concentração desses componentes na corrente de gás natural variam para cada
condição de projeto de poço de petróleo, portanto, projeta-se um subsistema nas refinarias
que possam eliminar esses componentes da corrente de gás com uma gama de operações
adequadas a flexibilidade operacional.
O petróleo é constituido basicamente por uma mistura de compostos químicos orgânicos
(hidrocarbonetos). Quando a mistura contém uma maior porcentagem de moléculas pequenas,
seu estado físico é gasoso e quando a mistura contém moléculas maiores, seu estado físico é
líquido, nas condições normais de temperatura e pressão (Tomas 2009)
A tabela a seguir mostra a composição mínima encontrada em amostras de poços
industrias. Observa-se a presença de água livre e alta concentração de dióxido de carbono.
TABELA 1: Composição do gás natural na entrada da planta de processamento
Componente Fração Molar
C1 0,86177
C2 0,06205
C3 0,02331
iC4 0,00387
nC4 0,00525
iC5 0,00217
nC5 0,00132
C6 0,00045
C7 0,00069
C8 0,00010
C9 0,00012
CO2 0,03461
H20 0,00199
N2 0,00521
Amina 0,00000
O processo em estudo será uma planta de absorção de gás natural que tem por finalidade
diminuir a concentração de monóxido de carbono na corrente de gás. Esta planta utiliza como
principal insumo um composto nitrogenado de monoetanolamina que popularmente é
conhecido como amina industrial. A remoção de CO2 é determinante para a qualidade do gás
natural processado, pois após essa remoção, o gás processado passa a ser insumo de outras
plantas de processo dentro da própria refinaria.

A presença de CO2 em outros processos da refinaria aumenta a degradação dos
equipamentos e o número de manutenções e intervenções devido a elevação da taxa de
corrosão do gás
Basicamente o composto de monoetilenolamina tem a capacidade de absorver CO2
presente na corrente de gás natural quando é permitido o contra fluxo entre o gás natural e a
amina em uma torre de processamento propícia para tal finalidade.
De todas as aminas mencionadas, a MEA distingue-se por sua maior reatividade.
Contudo, apesar de seu baixo custo, a operação do processo de absorção com este solvente é
significantemente mais cara, principalmente devido a: (i) grande quantidade de energia
requerida para a regeneração do solvente; (ii) problemas operacionais como corrosão e
formação irreversível de produtos de degradação do solvente com CO2, COS e CS2 e (iii)
maiores perdas do solvente por vaporização, devido a sua alta pressão de vapor (Sheilan et al.,
2007).
A amina em estado líquido absorve o CO2 do gás natural, sendo direcionada para outros
setores da planta que providenciarão sua regeneração. O gás natural deve ser encaminhado
para o setor de gás enquadrado e posteriormente para plantas de processamento com outras
finalidades e produtos.
Podemos ver no quadro abaixo o fluxo de amina em uma planta industrial.
FIGURA 1: Fluxograma simplificado de planta de remoção de gases ácidos com
aminas aquosas (Sheilan et al., 2007)
O gás a ser tratado, contendo H2S e/ou CO2, passa por um separador para remover
líquidos e sólidos arrastados. Na sequência, é admitido no fundo da coluna absorvedora e ao
percorrer a coluna em direção ao topo, entra em contato contracorrente com a solução aquosa
de amina, responsável por absorver os gases ácidos presentes na corrente gasosa. O gás
tratado que deixa o topo da absorvedora passa por um separador final, que tem o objetivo de

reter a solução de amina arrastada, e então deixa a unidade de tratamento. O destino do gás
tratado depende da aplicação que será dada a ele. (Barbosa 2010)
Em muitas unidades, a solução de amina rica é enviada do fundo da absorvedora para
um vaso expansor, trifásico, para recuperar, na forma gasosa ou líquida, hidrocarbonetos que
podem ter sido dissolvidos ou condensados na solução de amina na absorvedora. O solvente
rico é então pré-aquecido antes de entrar na torre regeneradora, pelo topo. Este aquecimento
ocorre em um trocador casco-tubo, onde o calor é 25 fornecido pela solução de amina
regenerada, quente, que deixa a torre regeneradora. Este permutador de calor atua como um
dispositivo de conservação de energia, reduzindo a demanda total de energia do processo.
(Barbosa 2010)
A solução de amina rica, ao entrar na torre regeneradora pelo topo, flui em direção ao
fundo, entrando em contato contracorrente com o vapor gerado pelo refervedor da torre. Este
vapor promove a remoção dos gases ácidos da solução de amina. Gases ácidos e vapor d’água
deixam a torre pelo topo, passando por um condensador, onde a maior parte do vapor
condensa. Os gases ácidos são separados do condensado em um vaso separador e
encaminhado para tocha ou para processamento, dependendo da natureza do gás e das
restrições do órgão ambiental atuante. O condensado retorna à torre como refluxo. (Barbosa
2010)
O processo de absorção do CO2 enquadra o gás natural com a especificação máxima de
monóxido de carbono permitido na corrente de gás natural que atualmente encontra-se em 3%
de acordo com especificações da ANP, (Agência Nacional do Petróleo).
Uma vez que a amina saturada com CO2 precisa ser regenerada em outra etapa do
processo e consequentemente introduzida em fluxo contínuo novamente na planta de absorção
para possibilitar a remoção de mais CO2 ininterruptamente, utilizaremos a torre regeneradora
para enquadramento da amina de acordo com as especificações de otimização que são a
concentração em torno de 42% a 50% e a capacidade de captura do CO2, popularmente
conhecida com loading da amina em torno de 0,002 mol/mol.
Desta forma, introduzimos amina líquida em contracorrente ao gás natural, que de
acordo com suas especificações consegue capturar o CO2. Uma vez que o gás termine esse
processo de fluxo em contracorrente dentro da torre de absorção, este será direcionado a
outras plantas da refinaria e a amina será direcionada ao sub-setor de regeneração para
remoção de CO2 e especificação de concentração e loading.
3.Parâmetros de controle e qualidade
Os principais parâmetros que vamos basear o controle do processo serão a concentração
de CO2 no gás natural após tratamento, que não deverá ultrapassar os 3%, especificados pela
ANP e a concentração de amina para garantir a otimização do loading. Por questões técnicas

que não serão tratadas neste artigo, foi-se especificado uma concentração de 48% de
amina/água como solução otmizada e desta forma, vamos nos ater ao controle da
concentração de temperatura na regeneração da amina e na concentração de entrada e saída de
CO2.
Outros parâmetros de controle será a vazão mínima de óleo térmico e temperatura
mínima de óleo no reboiler da torre de regeneração para garantir a especificação de loading e
concentração.
A vazão mínima de projeto foi especificada em 1200 m3/h e a temperatura de projeto
em 125ºC. Com essa temperatura, a água da diluição da amina se evapora juntamente com o
CO2 e será necessário a reposição da água para manter a especificação de concentração.
Para a amina, com intuito de impedir sua degradação devido ao estabelecimento de
parâmetros de processos incompatíveis, foi verificado que para uma degradação mínima com
otimização do loading, a vazão ficará em torno de 250m3/h. A tolerância de todos os
parâmetros situa-se em 5% para efetividade e redução de perdas de insumos.
O controle da qualidade foi realizado primeiramente pela análise do diagrama PERT,
Program Evaluation and Review Technique, onde busca-se o melhor caminho relacionando
tempo e custo do processo para otimização.
Em nosso caso particular, o tempo será redefinido como vazão de amina por uma
questão de adequação de unidade de engenharia e de acordo com essa terminologia, queremos
a especificação do gás com a menor vazão de amina, ou seja, menor transferência de massa de
amina por unidade de tempo.
A grande vantagem de conseguirmos uma menor vazão mássica de amina é garantir o
menor consumo e degradação de insumos, visto que o processo de regeneração da amina não
é completamente eficaz, pois em elevadas vazões mássicas de amina ou temperatura,
iniciamos um processo economicamente irreversível de degradação da amina e
necessitaremos de reposição do insumo.
Após a operação da planta e utilização de pesquisas e técnicas de obtenção de
parâmetros chegou-se ao gráfico PERT otimizado. Neste gráfico podemos permitir o fluxo
parcial em cada etapa devido as caractéristicas do processo, possibilitando assim um gráfico
ponderado com vazão e custo. Com esses dois parâmetros, otimiza-se o caminho PERT.
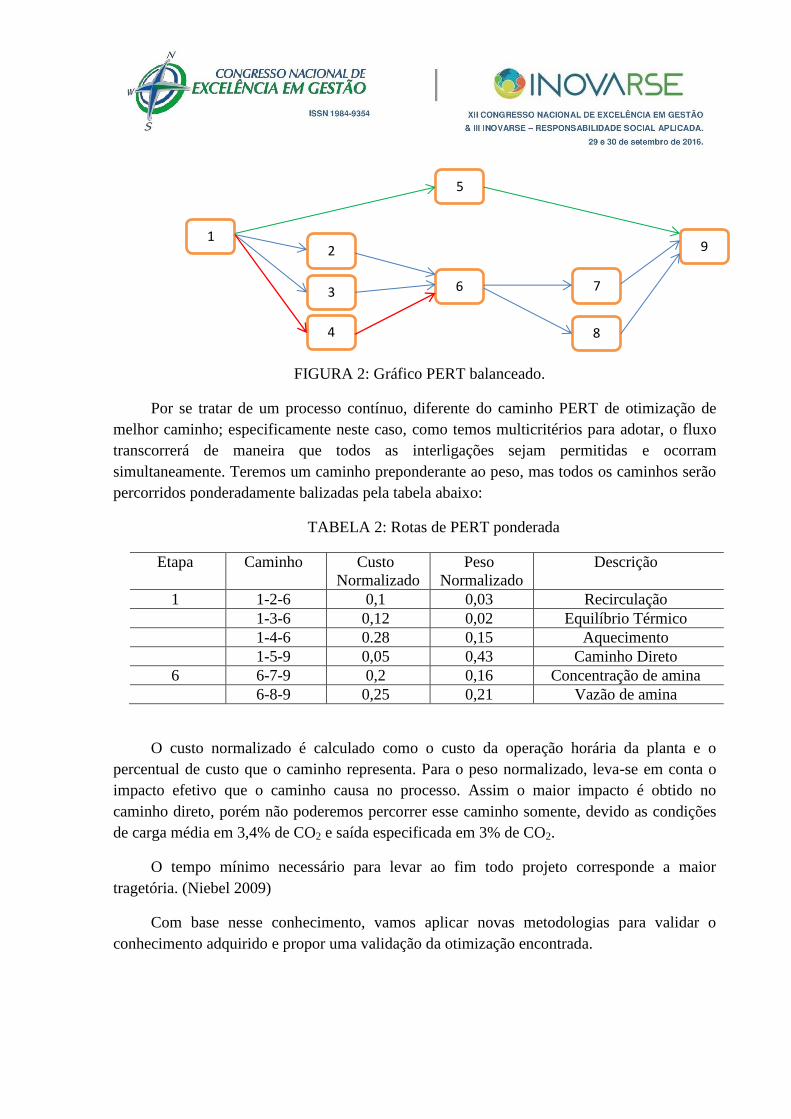
FIGURA 2: Gráfico PERT balanceado.
Por se tratar de um processo contínuo, diferente do caminho PERT de otimização de
melhor caminho; especificamente neste caso, como temos multicritérios para adotar, o fluxo
transcorrerá de maneira que todos as interligações sejam permitidas e ocorram
simultaneamente. Teremos um caminho preponderante ao peso, mas todos os caminhos serão
percorridos ponderadamente balizadas pela tabela abaixo:
TABELA 2: Rotas de PERT ponderada
Etapa Caminho Custo
Normalizado
Peso
Normalizado
Descrição
1 1-2-6 0,1 0,03 Recirculação
1-3-6 0,12 0,02 Equilíbrio Térmico
1-4-6 0.28 0,15 Aquecimento
1-5-9 0,05 0,43 Caminho Direto
6 6-7-9 0,2 0,16 Concentração de amina
6-8-9 0,25 0,21 Vazão de amina
O custo normalizado é calculado como o custo da operação horária da planta e o
percentual de custo que o caminho representa. Para o peso normalizado, leva-se em conta o
impacto efetivo que o caminho causa no processo. Assim o maior impacto é obtido no
caminho direto, porém não poderemos percorrer esse caminho somente, devido as condições
de carga média em 3,4% de CO2 e saída especificada em 3% de CO2.
O tempo mínimo necessário para levar ao fim todo projeto corresponde a maior
tragetória. (Niebel 2009)
Com base nesse conhecimento, vamos aplicar novas metodologias para validar o
conhecimento adquirido e propor uma validação da otimização encontrada.
1
4
1
5
1
9
3
1
2
1
8
1
7
1
6
1

4.Metodologia proposta.
Com a aplicação do método dos mínimos quadrados poderemos obter a curva de
padronização da planta que foi baseada no diagrama de PERT. Com base nesta curva
poderemos realizar as simulações que podem gerar otimização na planta e observar os
parâmetros mais relevantes.
Matemática dos mínimos quadrados não se limita a representação de dados por uma
reta. A diversos experimentos em que não existe razão para se esperar uma relação linear.
(Strang 2009)
Utilizaremos também a decomposição dessa matriz em valores singulares obtendo o
número de condição e os vetores de maior e menor ganho associado. A importância desses
parâmetros é visualizada em simulações de otimização onde uma vez que seja possível reduzir
o número de condição, o diagrama de PERT se aproxima do equilíbrio.
Como é de se esperar, devido a características do processo, o equilíbrio é raramente
atingido, restando a obtenção de um ponto otimizado para as variaveis de processo.
Assim, com base no diagrama de PERT e a correspondente análise númerica,
iniciaremos um estudo sobre otimização.
5.Cálculos e Simulações
Implementaremos o método de mínimos quadrados para obtermos um poinômio que se
adeque ao caminho de PERT e utilizaremos do número de condição para determinar o grau de
acoplamento do sistema sob o ponto de vista da decomposição dos valores singulares.
5.1 Método dos mínimos quadrados
Utilizaremos o método de mínimos quadrados de ordem 3 para traçarmos a curva dos
mínimos quadrados e obter os parâmetros que possam minimizar o erro e auxiliar as tomadas
de decisões futuras.
Para isso usando notação matricial, temos por definição que:
𝐴𝑇𝐴𝑥 = 𝐴𝑇𝑏

𝐴 =
[ 111 1 11
0.10 0.12 0.28 0.05 0.200.25
0.102
0.122
0.282
0.052
0.202
0.252
0.103
0.123
0.283
0.053
0.203
0.253]
𝑏 =
[ 0.030.020.150.430.160.21]
Equacionando os coeficientes do polinômio em ordem 3, teremos o seguinte resultado
em notação matricial para b ajustado e para os resíduos:
𝑏𝑎𝑗𝑢𝑠𝑡𝑎𝑑𝑜 =
[ 0.04660.00700.14450.42660.15410.2211]
𝑟𝑒𝑠 = 𝑏 − 𝑏𝑎𝑗𝑢𝑠𝑡𝑎𝑑𝑜 =
[ −0.01660.01300.00550.00340.0059
−0.0111]
𝑟𝑒𝑠𝑀𝑀𝑄 = 𝑟𝑒𝑠𝑇𝑟𝑒𝑠 = 6.4602𝑒−4

Com esses resultados obtemos a seguinte curva de ajuste:
GRÁFICO 1:Curva de grau 3 ajustada aos parâmetros do processo
Observamos que o gráfico aderiu bem aos parâmetros da curva e os erros ficaram bem
próximos aos valores encontrados no diagrama PERT. Essa metodologia servirá de base para
o comportamento das próximas simulações e podemos agora utilizar uma equação
polinominal para interpretar a tabela de PERT. A equação abaixo representa o diagrama de
caminho PERT.
𝑦 = −280.25𝑥3 + 155.91𝑥2 − 26.08 + 1.37
5.2 Decomposição em Valores Singulares e Número de Condição
Utilizaremos a decomposição de valores singulares para descobrir parâmetros e
condições intrínsecas ao processo e que não podemos obter somente com a análise dos
minimos quadrados.
Decomposição de valores singulares está intimamente associado com fatoração de
autovalores e autovetores de uma matriz positiva definida. A diagonalização que exibe estes
autovalores é a escolha natural dos eixos. (Strang 2009)
Na decomposição de valores singulares, a matriz de autovalores é conhecida como
matriz de valores singulares e devida a transformação teremos o valor quadrático dos
autovalores na diagonal principal.

Podemos mostrar que o maior ganho para qualquer direção de entrada é igual ao
máximo valor singular e o menor ganho para qualquer entrada excluindo entradas nulas é
igual ao menor valor singular. (Skogestad 2005)
As direções envolvendo os autovetores são algumas vezes referenciadas como “fortes,
auto-ganho ou mais importantes” associadas ao maior autovalor singular.
O foco desta decomposição será obter o grau de acoplamento entre os autovalores do
sistema e o quanto representa os ajustes de processo no diagrama PERT em termos de
otimização e equilíbrio do processo. Por se tratar de um rede dinâmica e multivariável,
precisamos observar o quanto cada fluxo influencia no processo independetemente. Por
definição a decomposição de valores singulares é expressa na seguinte forma:
𝐺 = 𝑈𝐸𝑉𝐻
𝑎𝑢𝑡𝑜𝑣𝑒𝑡𝑜𝑟𝑒𝑠(𝐴𝐴𝐻) = 𝑈 𝑎𝑢𝑡𝑜𝑣𝑒𝑡𝑜𝑟𝑒𝑠(𝐴𝐻𝐴) = 𝑉
𝐸 = 𝑚𝑎𝑡𝑟𝑖𝑧 𝑑𝑖𝑎𝑔𝑜𝑛𝑎𝑙 𝑑𝑒 𝑎𝑢𝑡𝑜𝑣𝑎𝑙𝑜𝑟𝑒𝑠
𝐻 = 𝑚𝑎𝑡𝑟𝑖𝑧 𝑡𝑟𝑎𝑛𝑠𝑝𝑜𝑠𝑡𝑎 𝑐𝑜𝑛𝑗𝑢𝑔𝑎𝑑𝑎 𝑜𝑢 ℎ𝑒𝑟𝑚𝑖𝑡𝑖𝑎𝑛𝑎
Obtemos então os seguintes resultados:
𝐺 =
[ 0.100.120.280.050.200.25
0.030.020.150.430.160.21]
𝑈 =
[ −0.1355−0.1428−0.4610−0.5808−0.3946−0.5056
−0.2034−0.2782−0.4292 0.7812−0.1941−0.2214
−0.6027−0.2153 0.6901 0.0185−0.2177−0.2628
−0.2422 0.9247−0.0494 0.1450−0.1462−0.2037
−0.4481−0.0275−0.2206−0.0993 0.8346−0.2083
−0.5635−0.0105−0.2756−0.1455−0.2095 0.7358]
𝐸 =
[ 0.6329
00000
00.2927
0000 ]
𝑉𝐻 = [−0.6228 −0.7824−0.7824 0.6228
]
Desde que todas as entradas afetam todas as saídas, podemos dizer que o sistema é
interativo. Isto segue da relação da diagonal principal dos autovalores singulares mostrando o
grau de acoplamento. Algumas combinações das entradas tem forte efeito nas saídas, em
outros casos, outras combinações tem fraco efeito nas saídas. Isto é quantificado como
número de condição. (Skogestad 2005)
O número de condição é definido como a razão do maior autovalor em módulo pelo
menor autovalor em módulo. O resultado obtido foi de 2,1622. Esse valor representa o grau
de acoplamento do sistema, sendo que para sistemas completamente desacoplados este
número é 1.
Podemos proceder na otimização do sistema alterando pesos e custos com a intenção de
aproximar os autovalores, tornando-os mais afastados ou em outras palavras, aumentando seu
número de condição. Por se tratar de custo normalizado e peso normalizado, uma redução no
custo do aquecimento em apenas 0.01 compensando no aumtendo do custo da recirculação,
resultará no afastamento dos módulos do número de condição, sinalizando o acoplamento do
sistema.
6.Conclusão
Uma vez que a rede PERT foi balanceada devido as características de continuidade e de
restrições do processo, o caminho crítico, o caminho mínimo e o caminho máximo foram
rapidamente visualizados e serviram de base para as simulações de obtenção de curva,
número de condição e decomposição em valores singulares.
Fica evidente a efetividade da aplicação da rede PERT balanceada assim como a
validação dos dados encontrados, possibilitando a simulação com todas as técnicas numéricas
apresentadas. A implementação de uma rede PERT eficiente é a base para o entendimento
correto do processo e base inicial para tomadas de decisão estratégica.
A Obtenção de uma curva ajustada aos parâmetros PERT possibilita uma visualização
imediata para o processo e permite o equacionamento de uma função polinominal implicando
em todas as simulações possíveis de se obter caso deseje-se simular o caminho PERT
estatisticamente.
Claramente a rede PERT nos estimula a otimizar o custo do aquecimento devido a
apresentar o maior valor relativo. Pelas características do processo apontadas pela própria
rede, vemos que o peso do caminho direto é o fator preponderante da planta, porém devido a
questões operacionais, estamos limitados a este valor. A proposta de número de condição
mostrou como podemos otimizar os parâmetros que foram obtidos com a rede.

7.Bibliografia
Barbosa, Leandro Chagas. (2010). Captura de Co2 e H2S com soluções aquosas de alcanolaminas via
destilação reativa, UFRJ, Rio de Janeiro, Brasil
Nielbel, W. Benjamin, Freivalds Andris. (2009). Ingeniería Industrial: Métodos, estándares y diseño del
trabajo. McGraw-Hill, Pennsylvania State University, USA.
Sheilan, M. H., Spooner, B. H., Horn, E. (2007). Amine Treating and Sour Water Stripping
Skogestead, Sigurd, Postlethwaite, Ian. (2005). Multivariable Feedback Control: Analysis and Design.
John Wiley & Sons, Ltd, The Atrium, Southern Gate, Chinchester, West Sussex, England.
Strang, Gilbert. (2009) Algebra Linear e Suas Aplicações. Cengage Learning, São Paulo, Brasil.
Tomas, José Eduardo. (2001). Fundamentos de Engenharia de Petróleo. Interciência LTDA, Rio de
Janeiro, Brasil.





![[T] Análise da estabilidade postural e propriocepção de ... · A estabilidade postural foi analisada utilizando uma plataforma de força no ... diminuir a incidência de quedas](https://img.pdfslide.us/doc/110x75/5c60477009d3f28b648b461f/t-analise-da-estabilidade-postural-e-propriocepcao-de-a-estabilidade.jpg)























