Embed Size (px)
Citation preview
Ove
rvie
w •
Oct
ob
er
20
03
simotion
Flexibility with Motion Controlat a glance
Motion Control System
2
Paradigm Shift in theMechanical Equipment Manufacturing Industry
Many sectors of the mechanical equipment manufac-turing industry produce machines that have one principalitem in common. Specifically, these machines rely onmotion control tasks, involving increasingly complexmotion and greater speed and precision. In the past,motion control tasks were carried out using mechanicalcomponents and a variety of electronic components(such as output cam controllers and positioning or multi-axis modules).
As a result, a relatively minor functional change or anadditional requirement often meant switching to othercomponents, entailing new construction, configuration,parameter assignment and programming, training, andfurther increases in replacement parts inventory.
The only alternative to the use of many individual com-ponents is a powerful automation system that providesan integrated solution for all different types of motioncontrol tasks, specifically:
The SIMOTION motion control system:
• ONE system for ALL motion control tasks
• For machinery with many moving parts
SIMOTION provides optimum solutions for current motioncontrol system requirements on machines.
Conditions in theMechanical Equipment Manufacturing Industry
In general, machinery produced by this industry requires:
• High output (high clock-pulse rate and availability)
• Uniform, high-quality products
• Low price
Today, many manufacturers often face additionaldemands for:
• Machinery with greater flexibility that can be moreeasily adapted to new products
• Shorter delivery times, enabling new products to reachthe market faster
• Simple integration of machinery in existing plants
To satisfy all of these market demands – some of whichare recent – new machine designs must be developedand continually updated. Many of the machine-specificconcepts reveal some vital trends.
Purpose

3
Mechatronics – the Revolution inMechanical Equipment Manufacturing
Traditionally in the mechanical equipment manufacturingindustry, specific machine functions have been implemented by combining and modifying mechanical components in complex ways.
In mechatronic solutions, functionality is based on simpleparameter assignment and programming in the motioncontrol software. The conversion to machine functionsis then handled by servo drives and standardized mechanical components.
Advantages of a Mechatronic Solution
• Greater flexibility in machine design
• Significant increase in the clock-pulse rate throughoptimization of axis motions
• Reduced setup time – allows change over to a differentproduct at the touch of a button without changing any mechanical components
• Reduced number of parts subject to wear and reducedmaintenance costs
Mechatronic machine concepts thus make it possible tofulfill the following demands:
• High output rate
• Uniform product quality
• Flexible machinery
• Short delivery times and lower cost due to fastproduction
Trends in Mechanical Equipment Manufacturing
Traditional mechanical equipmentmanufacturingMechanical components define themachine functions
Output cam controller Line shafts
Synchronousgear operation
Clutch Cam
Mecha-tronicSolution:Interaction of me-chanical components,electronic components,and motion controlsoftware enablesflexible function-ing of machi-nery
Mechanicalcomponents Electronic components
(servo drives)
Motion controlsoftware
Mechanicalcomponents Electronic components
(servo drives)
Motion controlsoftware
4
B C
D
A
yxNr.123
y
x
1
23
Motion Control takes Center Stage
To realize the many advantages of mechatronic-basedmachine designs, powerful motion control softwareis needed. Ultimately, it is the software that makes itpossible to optimize motion, adapt motions to newproducts or machine versions, and implement new typesof motion. Motion control thus takes center stage inimplementing new machine designs.
Trends in Mechanical Equipment Manufacturing
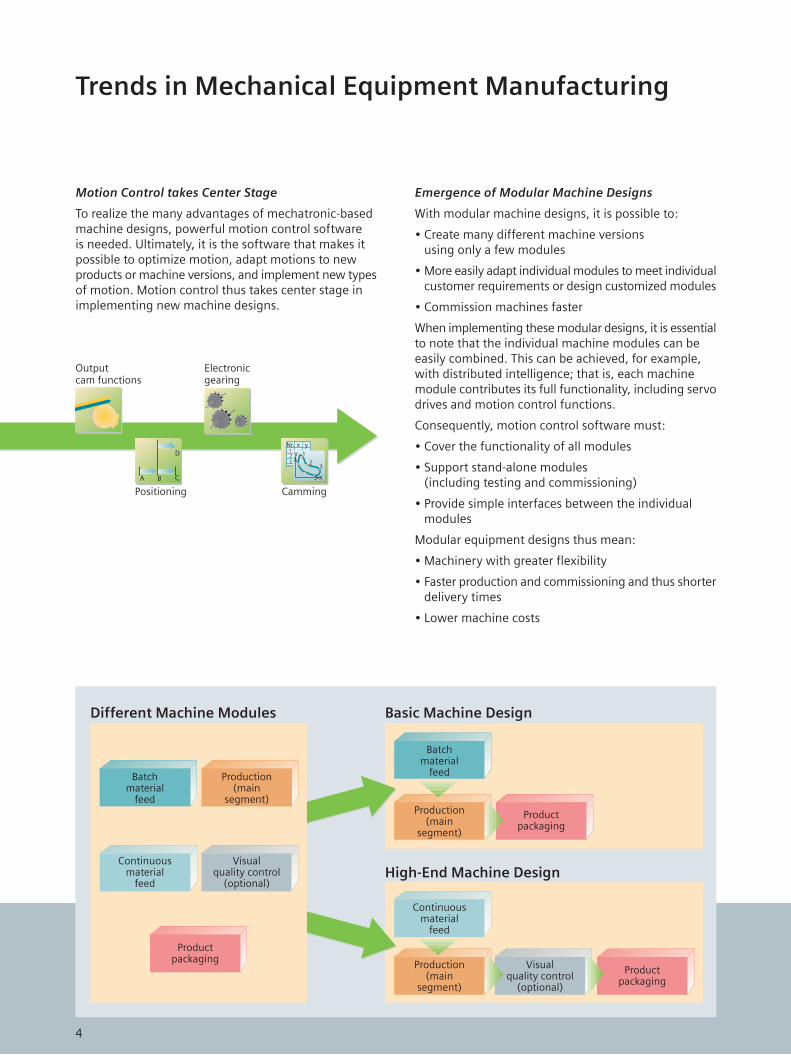
Emergence of Modular Machine Designs
With modular machine designs, it is possible to:
• Create many different machine versionsusing only a few modules
• More easily adapt individual modules to meet individualcustomer requirements or design customized modules
• Commission machines faster
When implementing these modular designs, it is essentialto note that the individual machine modules can beeasily combined. This can be achieved, for example,with distributed intelligence; that is, each machinemodule contributes its full functionality, including servodrives and motion control functions.
Consequently, motion control software must:
• Cover the functionality of all modules
• Support stand-alone modules(including testing and commissioning)
• Provide simple interfaces between the individualmodules
Modular equipment designs thus mean:
• Machinery with greater flexibility
• Faster production and commissioning and thus shorterdelivery times
• Lower machine costs
Outputcam functions
Positioning
Electronicgearing
Camming
Continuousmaterial
feed
Batchmaterial
feed
Production(main
segment)
Productpackaging
Production(main
segment)
Different Machine Modules Basic Machine Design
High-End Machine Design
Batchmaterial
feed
Continuousmaterial
feed
Visualquality control
(optional)
Productpackaging
Production(main
segment)
Productpackaging
Visualquality control
(optional)
5
Highest Degree of User-Friendliness is Required
Using a combination of electronic componentsand motion control software, mechatronic solutionsare introducing new, complex engineering tasks tothe mechanical equipment manufacturing industry,including:
• Design and commissioning of servo drives
• Formulation and optimization of a wide varietyof motion control functions
To prevent this new level of complexity from outweigh-ing the advantages of mechatronics, manufacturersdemand systems with maximum user-friendlinessthrough features such as:
• Intuitive operator interface
• Intelligent user prompts (wizards)
• Extensive graphics-based task formulation
• Trace and diagnostic options, consistency checks,and self-optimization
• Suitable documentation options
Only those systems with maximum user-friendlinesscan optimize the motion sequences in the machine andat the same time minimize engineering costs (and thusdelivery time and machine costs).
Consistent Use of Industry Standards
In recent years, industrial automation has produceda number of standards that are being used throughoutthe mechanical equipment manufacturing industry.These include:
Operating systems and programming standards,for example:
• MS Windows
• PLCopen
• IEC 61131-3
• OPC
Application of these standards means that programsbased on these standards can be reused in new systems,minimizing engineering over the long term and ensuringthat programming investments are not lost.
Communication standards, for example:
• Industrial Ethernet
• PROFIBUS
Application of these standards makes it easy to integratea machine into an existing plant.
yxNr.123
y
x
1
23
B C
D
A
6
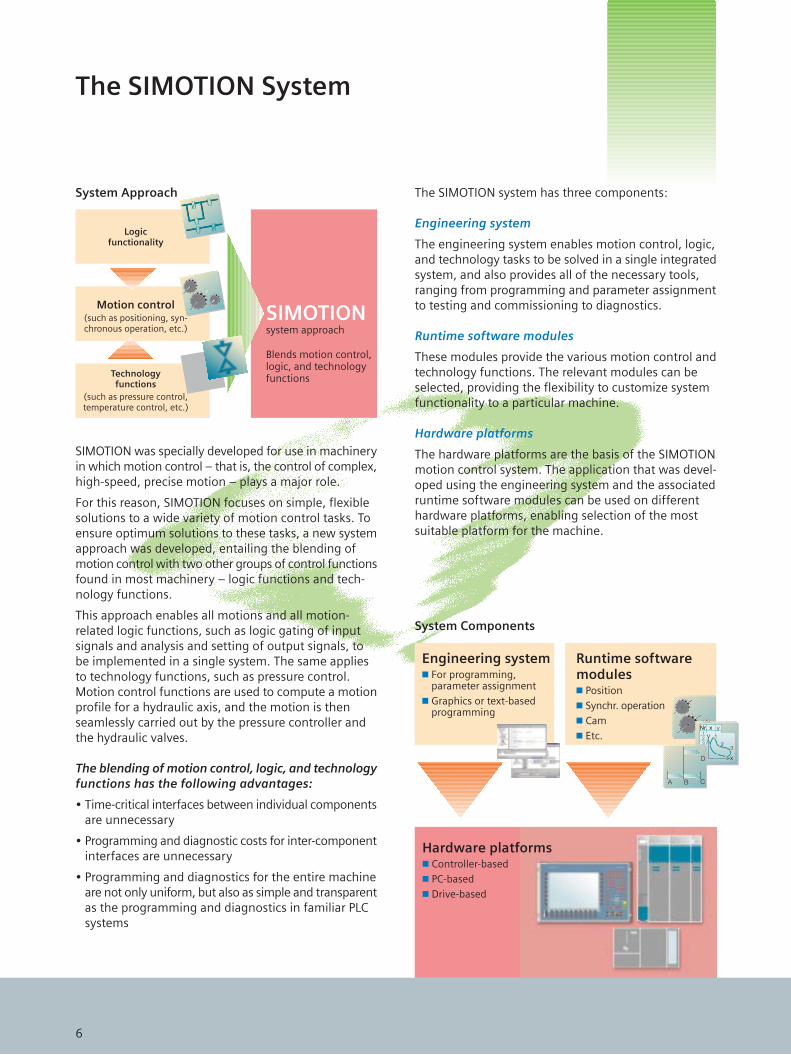
SIMOTION was specially developed for use in machineryin which motion control – that is, the control of complex,high-speed, precise motion – plays a major role.
For this reason, SIMOTION focuses on simple, flexiblesolutions to a wide variety of motion control tasks. Toensure optimum solutions to these tasks, a new systemapproach was developed, entailing the blending ofmotion control with two other groups of control functionsfound in most machinery – logic functions and tech-nology functions.
This approach enables all motions and all motion-related logic functions, such as logic gating of inputsignals and analysis and setting of output signals, tobe implemented in a single system. The same appliesto technology functions, such as pressure control.Motion control functions are used to compute a motionprofile for a hydraulic axis, and the motion is thenseamlessly carried out by the pressure controller andthe hydraulic valves.
The blending of motion control, logic, and technologyfunctions has the following advantages:
• Time-critical interfaces between individual componentsare unnecessary
• Programming and diagnostic costs for inter-componentinterfaces are unnecessary
• Programming and diagnostics for the entire machineare not only uniform, but also as simple and transparentas the programming and diagnostics in familiar PLC systems
The SIMOTION System
The SIMOTION system has three components:
Engineering system
The engineering system enables motion control, logic,and technology tasks to be solved in a single integratedsystem, and also provides all of the necessary tools,ranging from programming and parameter assignmentto testing and commissioning to diagnostics.
Runtime software modules
These modules provide the various motion control andtechnology functions. The relevant modules can beselected, providing the flexibility to customize systemfunctionality to a particular machine.
Hardware platforms
The hardware platforms are the basis of the SIMOTIONmotion control system. The application that was devel-oped using the engineering system and the associatedruntime software modules can be used on differenthardware platforms, enabling selection of the mostsuitable platform for the machine.
System Approach
SIMOTION
Logicfunctionality
Motion control(such as positioning, syn-chronous operation, etc.)
Technologyfunctions
(such as pressure control,temperature control, etc.)
System Components
Engineering system■ For programming,
parameter assignment■ Graphics or text-based
programming
Runtime softwaremodules■ Position■ Synchr. operation■ Cam■ Etc.
Hardware platforms■ Controller-based■ PC-based■ Drive-based
system approach
Blends motion control,logic, and technologyfunctions
7
yxNr.123
y
x
1
23
B C
D
A
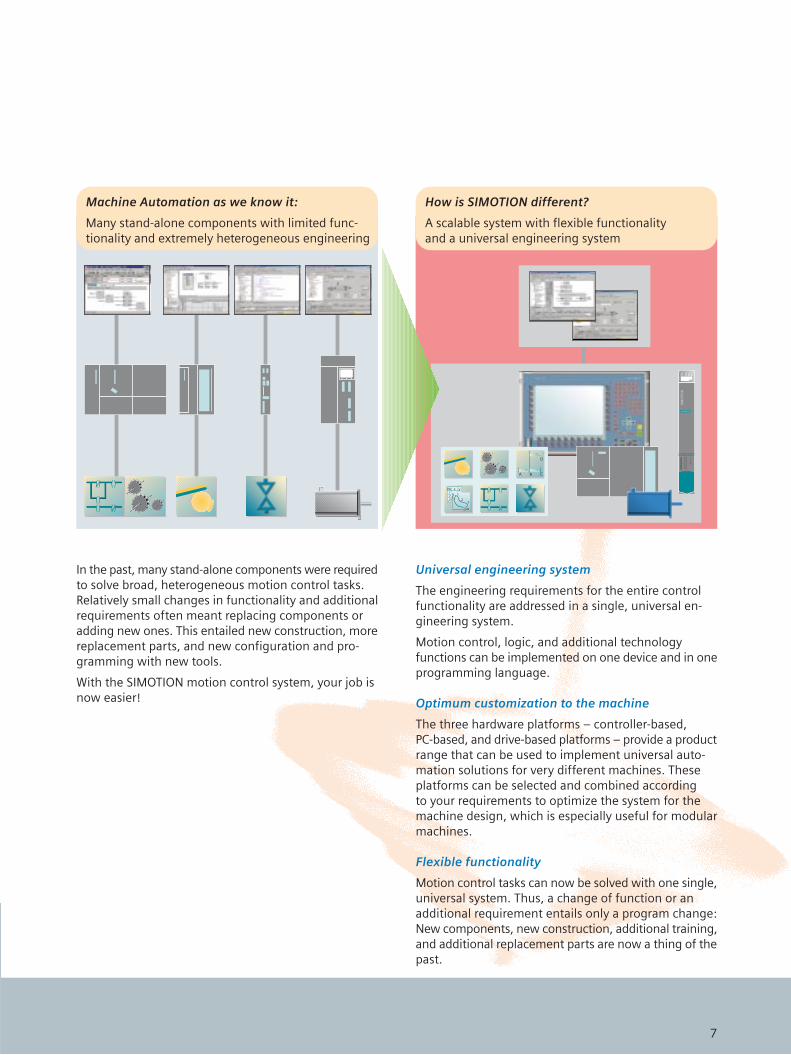
In the past, many stand-alone components were requiredto solve broad, heterogeneous motion control tasks.Relatively small changes in functionality and additionalrequirements often meant replacing components oradding new ones. This entailed new construction, morereplacement parts, and new configuration and pro-gramming with new tools.
With the SIMOTION motion control system, your job isnow easier!
Universal engineering system
The engineering requirements for the entire controlfunctionality are addressed in a single, universal en-gineering system.
Motion control, logic, and additional technologyfunctions can be implemented on one device and in oneprogramming language.
Optimum customization to the machine
The three hardware platforms – controller-based,PC-based, and drive-based platforms – provide a productrange that can be used to implement universal auto-mation solutions for very different machines. Theseplatforms can be selected and combined accordingto your requirements to optimize the system for themachine design, which is especially useful for modularmachines.
Flexible functionality
Motion control tasks can now be solved with one single,universal system. Thus, a change of function or anadditional requirement entails only a program change:New components, new construction, additional training,and additional replacement parts are now a thing of thepast.
Machine Automation as we know it:
Many stand-alone components with limited func-tionality and extremely heterogeneous engineering
How is SIMOTION different?
A scalable system with flexible functionalityand a universal engineering system

8
Why does Motion Control need three Platforms?
An automation system is basically characterized by thefollowing features:
• System-specific features, such as the functionalityand the engineering
• Hardware-related features, such as the performance,design, and expandability
However, mechanical equipment manufacturingimposes a wide variety of requirements – determinedby the machine design.
For this reason, SIMOTION provides more than onehardware version:
• A compact version, directly in the drive
• A modular version in the design of theSIMATIC S7-300 and
• An open version as a pure software solution on an industrial PC.
Thus, each hardware platform has advantages forparticular areas of application. Different platforms canalso be combined for especially complex requirements.
These different hardware platforms always have thesame system properties, however. That is, the functionality and engineering are always identical – regardlessof which platform is used.
The Hardware Platforms
SIMOTION D – Compact and Integrated into the Drive
SIMOTION D functionality is integrated directly into thecontrol module of the new SINAMICS S120 multiple-axisdrive system. The result is an extremely compact overallsystem comprised of a controller and a drive. The directintegration of motion control and drive functionalitymakes the system extremely responsive. SIMOTION Dis available in several variations, which differ in per-formance. The first available variant is SIMOTION D435,which covers the middle performance range and evenhas two isochronous PROFIBUS connections and twoEthernet interfaces onboard.
Typical areas of application
Due to its compact design and integration in the drive,SIMOTION D is particularly well suited for use with:
• Compact machinery
• Distributed automation concepts, such as for machineswith many axes
• Modular machines, which can also be used as asupplement to SIMOTION P or SIMOTION C
• Applications with time-critical requirements for axis couplings
SIMOTION P SIMOTION C SIMOTION D
9
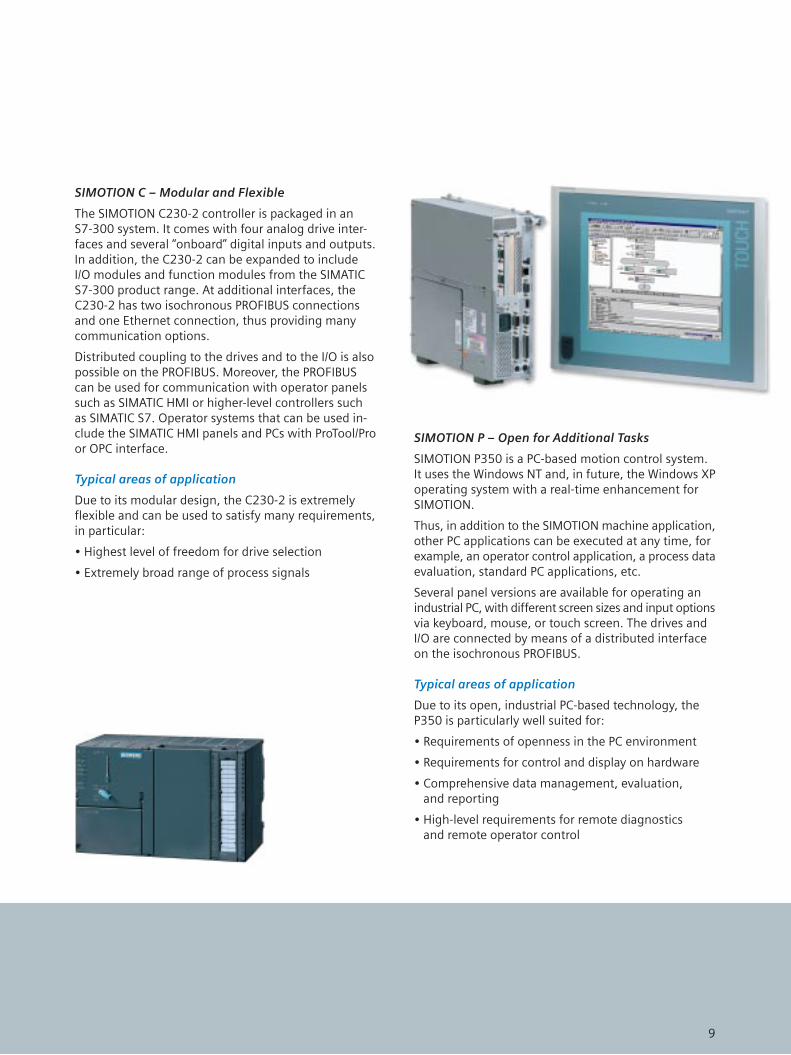
SIMOTION C – Modular and Flexible
The SIMOTION C230-2 controller is packaged in anS7-300 system. It comes with four analog drive inter-faces and several “onboard” digital inputs and outputs.In addition, the C230-2 can be expanded to includeI/O modules and function modules from the SIMATICS7-300 product range. At additional interfaces, theC230-2 has two isochronous PROFIBUS connectionsand one Ethernet connection, thus providing manycommunication options.
Distributed coupling to the drives and to the I/O is alsopossible on the PROFIBUS. Moreover, the PROFIBUScan be used for communication with operator panelssuch as SIMATIC HMI or higher-level controllers suchas SIMATIC S7. Operator systems that can be used in-clude the SIMATIC HMI panels and PCs with ProTool/Proor OPC interface.
Typical areas of application
Due to its modular design, the C230-2 is extremelyflexible and can be used to satisfy many requirements,in particular:
• Highest level of freedom for drive selection
• Extremely broad range of process signals
SIMOTION P – Open for Additional Tasks
SIMOTION P350 is a PC-based motion control system.It uses the Windows NT and, in future, the Windows XPoperating system with a real-time enhancement forSIMOTION.
Thus, in addition to the SIMOTION machine application,other PC applications can be executed at any time, forexample, an operator control application, a process dataevaluation, standard PC applications, etc.
Several panel versions are available for operating anindustrial PC, with different screen sizes and input optionsvia keyboard, mouse, or touch screen. The drives andI/O are connected by means of a distributed interfaceon the isochronous PROFIBUS.
Typical areas of application
Due to its open, industrial PC-based technology, theP350 is particularly well suited for:
• Requirements of openness in the PC environment
• Requirements for control and display on hardware
• Comprehensive data management, evaluation,and reporting
• High-level requirements for remote diagnosticsand remote operator control
10
+ Ausgewählte Technologiepakete+
+
+
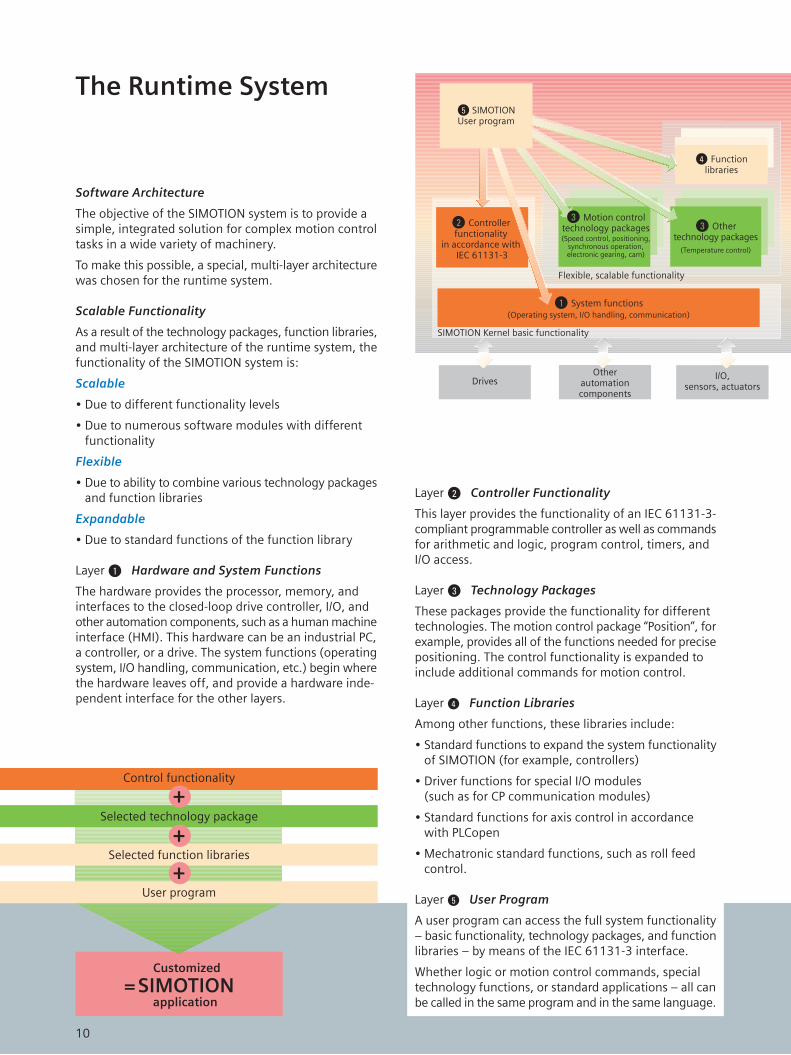
Layer % Controller Functionality
This layer provides the functionality of an IEC 61131-3-compliant programmable controller as well as commandsfor arithmetic and logic, program control, timers, andI/O access.
Layer & Technology Packages
These packages provide the functionality for differenttechnologies. The motion control package “Position”, forexample, provides all of the functions needed for precisepositioning. The control functionality is expanded toinclude additional commands for motion control.
Layer ( Function Libraries
Among other functions, these libraries include:
• Standard functions to expand the system functionalityof SIMOTION (for example, controllers)
• Driver functions for special I/O modules(such as for CP communication modules)
• Standard functions for axis control in accordancewith PLCopen
• Mechatronic standard functions, such as roll feed control.
Layer ) User Program
A user program can access the full system functionality– basic functionality, technology packages, and functionlibraries – by means of the IEC 61131-3 interface.
Whether logic or motion control commands, specialtechnology functions, or standard applications – all canbe called in the same program and in the same language.
The Runtime System
Software Architecture
The objective of the SIMOTION system is to provide asimple, integrated solution for complex motion controltasks in a wide variety of machinery.
To make this possible, a special, multi-layer architecturewas chosen for the runtime system.
Scalable Functionality
As a result of the technology packages, function libraries,and multi-layer architecture of the runtime system, thefunctionality of the SIMOTION system is:
Scalable
• Due to different functionality levels
• Due to numerous software modules with different functionality
Flexible
• Due to ability to combine various technology packagesand function libraries
Expandable
• Due to standard functions of the function library
Layer $ Hardware and System Functions
The hardware provides the processor, memory, andinterfaces to the closed-loop drive controller, I/O, andother automation components, such as a human machineinterface (HMI). This hardware can be an industrial PC,a controller, or a drive. The system functions (operatingsystem, I/O handling, communication, etc.) begin wherethe hardware leaves off, and provide a hardware inde-pendent interface for the other layers.
Customized
=SIMOTION application
Control functionality
Selected function libraries
User program
Selected technology package
) SIMOTIONUser program
( Functionlibraries
% Controllerfunctionality
in accordance with IEC 61131-3
& Motion controltechnology packages(Speed control, positioning,
synchronous operation,electronic gearing, cam)
& Othertechnology packages
(Temperature control)
Flexible, scalable functionality
$ System functions(Operating system, I/O handling, communication)
SIMOTION Kernel basic functionality
DrivesOther
automationcomponents
I/O,sensors, actuators

11
B C
D
A
yxNr.123
y
x
1
23
°C
Technology Packages
Each of these packages provides complete functionalityfor the relevant technology. The motion control package“Position”, for example, provides all of the functions forprecise positioning: cyclic setpoint and actual-valueinterchange with the drive, closed-loop position control,calculation of the motion profile, overriding or superimposing of motions, homing functions, encoder failover,axis enabling, status information, and so on.
In addition to motion control packages (such as Positionand Cam), packages are also being created for othertechnologies, such as temperature and pressure control.
Function Libraries
These libraries contain standard functions for frequentlyrequired tasks. In addition to the standard functionsprovided, user-defined functions can be created andstored in a library.
Libraries are available in several categories:
• System Function Library with standard functionsfor expanded functionality such as, for example,controllers, driver functions for special interfacemodules, etc.
• Motion Function Library containing, for example, standard functions for axis control in accordance withPLCopen
• Mechatronic Function Library with mechatronicstandard functions, such as roll feed
Mechatronic standard functions(roll feed, etc.)
Mechatronic Function Library
Standard functions for Motion Control in accordancewith PLCopen
Motion Function Library
Standard functions for expanded functionality(controllers, etc.)
System Function LibraryPositioning Cam
Motioncontrolbasic
Synchronousoperation Other
technologies
Temperaturecontrol
12
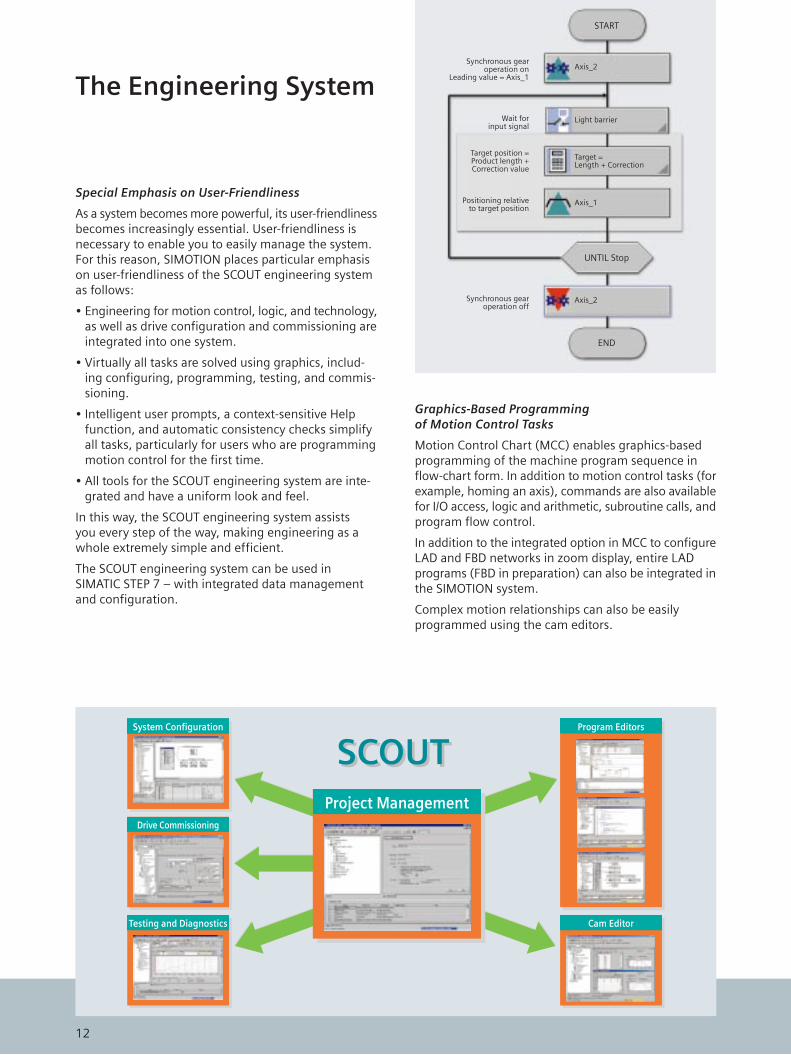
The Engineering System
Special Emphasis on User-Friendliness
As a system becomes more powerful, its user-friendlinessbecomes increasingly essential. User-friendliness isnecessary to enable you to easily manage the system.For this reason, SIMOTION places particular emphasison user-friendliness of the SCOUT engineering systemas follows:
• Engineering for motion control, logic, and technology,as well as drive configuration and commissioning areintegrated into one system.
• Virtually all tasks are solved using graphics, includ-ing configuring, programming, testing, and commis-sioning.
• Intelligent user prompts, a context-sensitive Help function, and automatic consistency checks simplify all tasks, particularly for users who are programmingmotion control for the first time.
• All tools for the SCOUT engineering system are integrated and have a uniform look and feel.
In this way, the SCOUT engineering system assistsyou every step of the way, making engineering as awhole extremely simple and efficient.
The SCOUT engineering system can be used inSIMATIC STEP 7 – with integrated data managementand configuration.
Graphics-Based Programmingof Motion Control Tasks
Motion Control Chart (MCC) enables graphics-basedprogramming of the machine program sequence inflow-chart form. In addition to motion control tasks (forexample, homing an axis), commands are also availablefor I/O access, logic and arithmetic, subroutine calls, andprogram flow control.
In addition to the integrated option in MCC to configureLAD and FBD networks in zoom display, entire LADprograms (FBD in preparation) can also be integrated inthe SIMOTION system.
Complex motion relationships can also be easilyprogrammed using the cam editors.
Synchronous gearoperation on
Leading value = Axis_1
Wait forinput signal
Target position =Product length +Correction value
Positioning relativeto target position
Synchronous gearoperation off
Drive Commissioning
Testing and Diagnostics
Project Management
Program Editors
Cam Editor
System Configuration
SCOUTSCOUT
START
Axis_2
Light barrier
Target =Length + Correction
Axis_1
UNTIL Stop
Axis_2
END

13
Testing and Diagnostics
SCOUT supports the testing, commissioning, and errordiagnostics of SIMOTION applications with a range offunctions, such as Trace and the axis control panel.
Trace
SIMOTION has an extremely powerful trace function:
The variables to be recorded, the start condition, andthe recording time are defined in SCOUT; this confi-guration is then downloaded to the SIMOTION device.There, the values are then recorded with accurate timingand stored in a trace buffer. When the recording iscomplete, the contents of the trace buffer can be readand displayed graphically by SCOUT. The recorded valuescan also be exported to a Microsoft Excel spreadsheetfor further evaluation.
Axis Control Panel
The axis control panel integrated in SCOUT provideshelpful guidance for commissioning, testing, and optimizing the machine.
Centralized Management with Integrated Tools
All data for a machine can be managed in one project,including configuration data, programs, motion profilesand drive data.
The required tools are then called up from the centralproject management system, for example, to enter acam or commission a drive.
Axis Configuration
SIMOTION provides intelligent axis objects to make axishandling as easy as possible. For each axis, you cancreate and configure such an object. In doing so, youspecify the following information:
• Name of axis
• Connection of the associated drive(analog/digital, bus address, message frame, etc.)
• Encoder type and resolution
• Axis technology (for example, speed-controlled axis, positioning axis, or synchronous axis)
• Additional data about axis mechanics, such as positioncontrol, limitations, etc.
Use of these axis objects has the following advantages:
Regardless of the drive type and connection or whichmeasurement system is behind an axis, all axes areoperated in the same way from the user program – withthe axis name, commands, setpoints, and feedback onstatus and actual values.
SIMOTIONmachine program
Axisobject 1
Axisobject 2
14
SIMOTION – A Standard Componentof Totally Integrated Automation
Totally Integrated Automation (TIA) developed bySiemens is a highly successful concept for an optimallycoordinated line of automation and drives products.
The heart of this concept is integrated data manage-ment, configuration, and communication for all productsand systems.
Components can be combined with little effort, savingyou significant engineering and life-cycle costs.
The new SIMOTION motion control system is an integralpart of the TIA concept.
SIMOTION can be combined with other TIA buildingblocks, such as drives, I/O modules, and componentsfor operator control and monitoring and communication.
With SIMOTION, simple, flexible automation solutionscan be implemented in:
• Compact machinery
• Modular machinery
• Machines with many axes
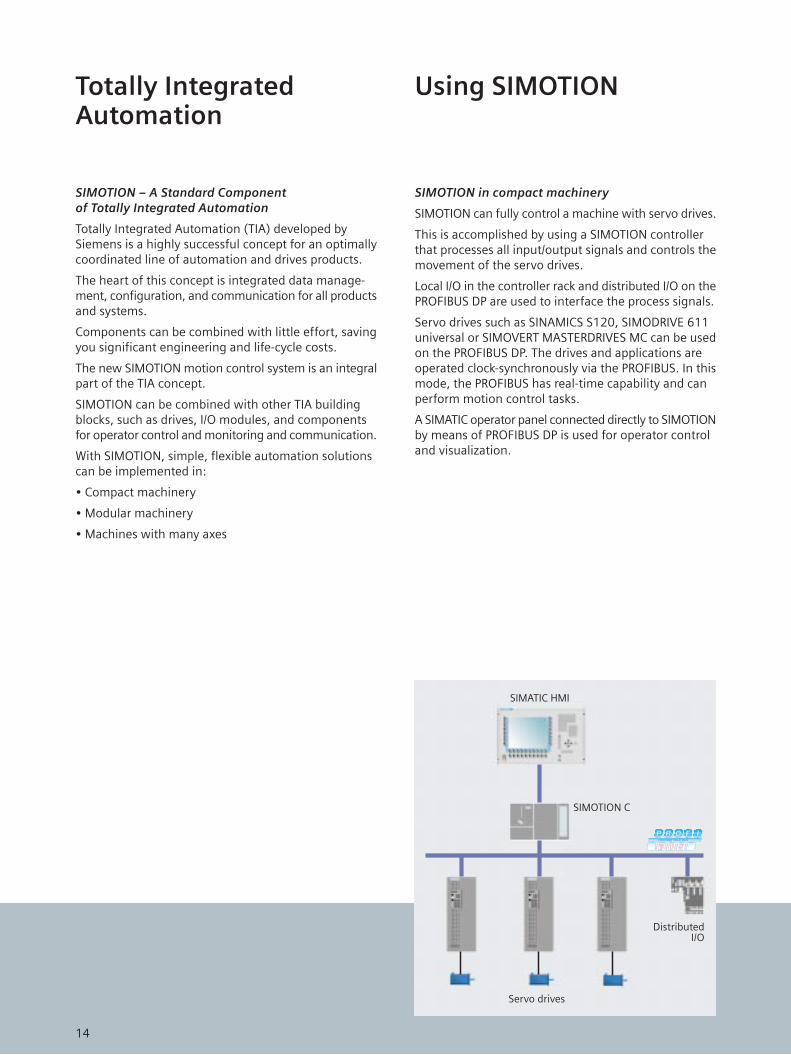
SIMOTION in compact machinery
SIMOTION can fully control a machine with servo drives.
This is accomplished by using a SIMOTION controllerthat processes all input/output signals and controls themovement of the servo drives.
Local I/O in the controller rack and distributed I/O on thePROFIBUS DP are used to interface the process signals.
Servo drives such as SINAMICS S120, SIMODRIVE 611universal or SIMOVERT MASTERDRIVES MC can be usedon the PROFIBUS DP. The drives and applications areoperated clock-synchronously via the PROFIBUS. In thismode, the PROFIBUS has real-time capability and canperform motion control tasks.
A SIMATIC operator panel connected directly to SIMOTIONby means of PROFIBUS DP is used for operator controland visualization.
Totally IntegratedAutomation
Using SIMOTION
SIMATIC HMI
SIMOTION C
DistributedI/O
Servo drives
15
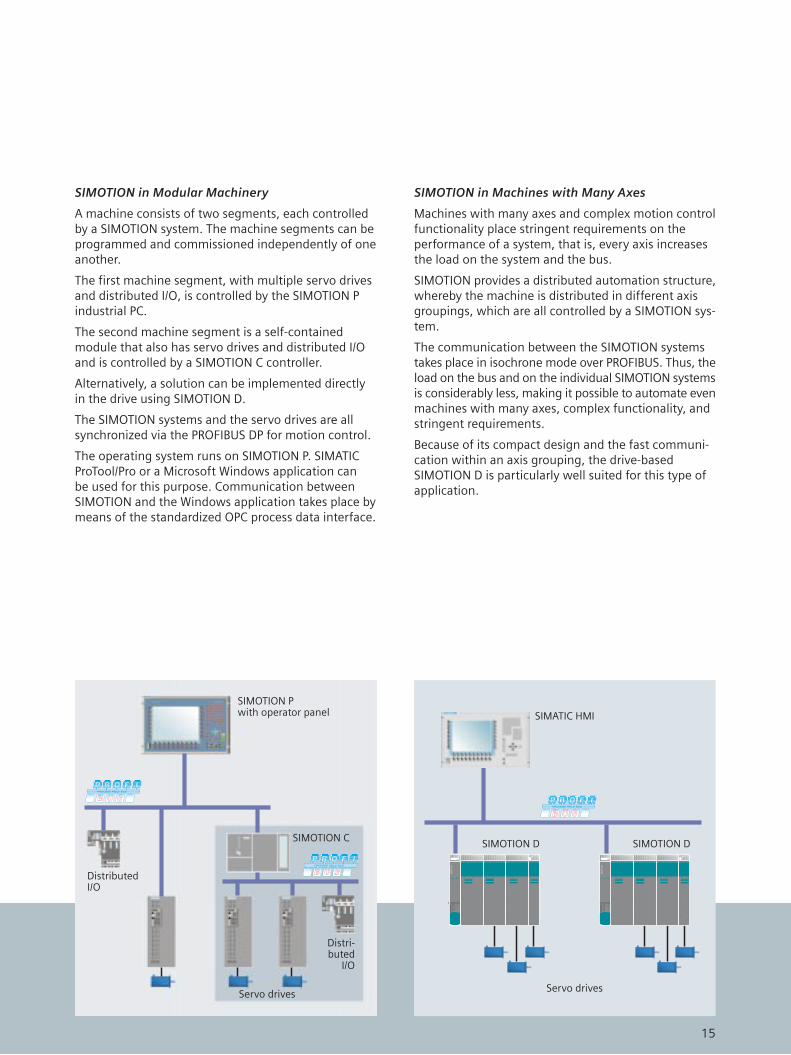
SIMOTION in Modular Machinery
A machine consists of two segments, each controlledby a SIMOTION system. The machine segments can beprogrammed and commissioned independently of oneanother.
The first machine segment, with multiple servo drivesand distributed I/O, is controlled by the SIMOTION Pindustrial PC.
The second machine segment is a self-containedmodule that also has servo drives and distributed I/Oand is controlled by a SIMOTION C controller.
Alternatively, a solution can be implemented directlyin the drive using SIMOTION D.
The SIMOTION systems and the servo drives are allsynchronized via the PROFIBUS DP for motion control.
The operating system runs on SIMOTION P. SIMATICProTool/Pro or a Microsoft Windows application canbe used for this purpose. Communication betweenSIMOTION and the Windows application takes place bymeans of the standardized OPC process data interface.
SIMOTION in Machines with Many Axes
Machines with many axes and complex motion controlfunctionality place stringent requirements on theperformance of a system, that is, every axis increasesthe load on the system and the bus.
SIMOTION provides a distributed automation structure,whereby the machine is distributed in different axisgroupings, which are all controlled by a SIMOTION system.
The communication between the SIMOTION systemstakes place in isochrone mode over PROFIBUS. Thus, theload on the bus and on the individual SIMOTION systemsis considerably less, making it possible to automate evenmachines with many axes, complex functionality, andstringent requirements.
Because of its compact design and the fast communi-cation within an axis grouping, the drive-basedSIMOTION D is particularly well suited for this type ofapplication.
SIMOTION Pwith operator panel
DistributedI/O
SIMOTION C
Distri-buted
I/O
Servo drives Servo drives
SIMOTION D SIMOTION D
SIMATIC HMI

�
16
�
17





























