Embed Size (px)
Citation preview

Contents lists available at ScienceDirect
Separation and Purification Technology
journal homepage: www.elsevier.com/locate/seppur
Significance of operating pressure on process intensification in a distillationwith side-reactor configurationArif Hussaina,b,1, Yus Donald Chaniagoa,1, Amjad Riaza,b, Moonyong Leea,⁎
a Process System Design & Control Laboratory, School of Chemical Engineering, Yeungnam University, Dae-Dong 214-1, Gyeongsan 712-749, South KoreabDepartment of Chemical Engineering, COMSATS University Islamabad, Lahore Campus, Defence Road, Lahore 54000, Pakistan
A R T I C L E I N F O
Keywords:Side-reactor distillationPressure optimizationCapital and energy savingsTotal annual cost
A B S T R A C T
Distillation with side-reactor (SRC) has already established its potential for understanding the energetic andeconomic performances of chemical processes. This study assesses the impact of operating pressure on reactionperformances and overall economics in the SRC design. In conventional distillation operation, pressure is ad-justed such that it permits the use of less expensive cooling water (318 K) in the condenser. However, thepressure of the nonreactive distillation column coupled to a side-reactor should be more carefully managed toobtain the process-intensification potential benefits. In the SRC design, the feed to the side-reactor is withdrawnfrom the column trays where the reactants are more abundant. Higher column pressure requires a more ex-pensive heat source for the column base and causes temperature rise on the column trays. Depending on thekinetic parameters of the reaction, the pressure of the column can be adjusted to improve the conversion,selectivity, yield, and overall economics of the chemical process in an SRC design. A foremost trade-off betweenthe operating pressure and reactor size/catalyst/heat load is demonstrated through three industrial-chemicalprocesses. The outcome of this study affirmed the importance of understanding the impact, on process in-tensification, of selecting the appropriate operating pressure during the SRC conceptual design.
1. Introduction
Chemical engineering is currently witnessing the use of innovativeequipment that can transform existing chemical plants into safe, moreeconomical, and ecological processes. These processes are designedbased on the principles of process intensification (PI), which aims atsignificant reductions in plant capital and energy requirements. Manyof the existing chemical processes where conventional reactors areconnected to distillation columns were improved based on a variety ofintensified configurations. Some notable intensified configurations in-clude reactive distillation (RD), reactive extraction (RE), and reactivedividing-wall column (RDWC) [1,2]. Academic research has widelyproclaimed the technical and economic feasibility of the RD technologyfor the synthesis of numerous chemical products. More than 1100publications and patents are available on RD [3]. However, industrialexperts show significant concerns when it comes to the implementationof RD at an industrial scale, mainly because of its operational limita-tions. The fact is that combining reaction and separation in a single unitdoes not necessarily improve economics and/or performance. Com-pared to the conventional reactor-column sequence, the operational
feasibility of the RD column lies in a narrow window and that might bethe reason for its restricted industrial application, limited mainly to theproduction of (methyl tert-butyl ether, MTBE), (ethyl tert-butyl ether,ETBE), (tert-amyl methyl ether, TAME), and (methyl acetate, MeOAc)[4]. Its operational problems include mismatch between the operatingconditions of reaction and separation, catalyst’s thermal stability, un-favorable volatilities, expensive hardware design, large holdup tocompensate slow reaction rates, and hydraulic limitations. All theseissues have forced academic researchers to find some alternative con-figurations that can be used to overcome these limitations. One com-petitive alternative to the RD is the side-reactor-column configuration(SRC). In SRC configuration, the reactor(s) is connected to a non-reactive separation column, in an external loop. PI through SRC is apotential means of improving an existing chemical process whereconventional PI outbalances the overall performance because of themismatch between the reaction and separation operating parameters[5].
In recent years, PI through SRC has gained considerable interest inacademic research. Several articles addressing the synthesis and designof the SRC configuration are available in the literature [6–14].
https://doi.org/10.1016/j.seppur.2018.12.065Received 16 July 2018; Received in revised form 9 December 2018; Accepted 23 December 2018
⁎ Corresponding author at: School of Chemical Engineering, Yeungnam University, South Korea.E-mail address: [email protected] (M. Lee).
1 The first two authors contributed equally.
Separation and Purification Technology 213 (2019) 533–544
Available online 27 December 20181383-5866/ © 2018 Elsevier B.V. All rights reserved.
T

However, many of them are mainly focused on the structural optimi-zation of the SRC configuration, i.e., on optimizing the number of side-reactors, side-stream location, reactor-effluent-return tray, etc. Con-cerning the practical implementation of SRC design, it is recommendedto withdraw liquid stream from the non-reactive distillation column toexternal side-reactor. Pumping liquid stream is relatively inexpensivethan vapor which requires a high cost of compression. Similarly, findingthe precise location of feed for an external reactor and its reentry stageis another crucial design parameter of an SRC design [4]. In addition, itis recommended to limit the number of side-reactors to 3 – 6 [15].Furthermore, since the feed coming from reactor outlet is at hightemperature and pressure, the reactor products can create significantflashing upon their return to the non-reactive column which may affectvapor-liquid traffic and column hydraulics. The design engineer must,therefore, take into consideration and carefully analyze the above-mentioned issues.
Apart from structural optimization, there are many operationalparameters, for example, column pressure, side-reactor-feed tempera-ture, and side-reactor temperature and pressure, that may also affectthe overall economics; thus, their effects should also be carefully ex-amined. Operating pressure is one of the most important design deci-sions for a separation column. The selection of pressure exerts a sig-nificant influence on the separation efficiency through relativevolatilities, tray temperatures, reboiler duties, utility costs, heat ex-changer areas, and process configurations. When designing a conven-tional distillation column, the practical approach is to choose a loweroperating pressure when the components relative volatilities increasewith decreasing temperature. Designing a column for low pressure canavoid expensive condenser-cooling requirements. For systems where atemperature increase results in an increase in relative volatilities, ahigher pressure separation is favored, limited by the dominant trade-offbetween the cost of construction materials and the energy demand [16].Similarly, for an RD column involving equilibrium-limited exothermicreactions, a low operating pressure results in a high conversion as wellas a high reaction-heat load [17]. However, for the SRC design, no
studies were found in the literature emphasizing the importance ofpressure optimization on PI. The selection of operating pressure is a keydesign parameter and should be cautiously selected during the con-ceptual process to achieve maximum benefits from PI.
The philosophy behind understanding the impact of pressure in theSRC design is simple. The pressure of a nonreactive distillation columndictates the temperature on the trays where the feed for the adiabaticside-reactor is withdrawn. For many reactors, the larger the reactorsize, the lower the temperature required to achieve a specified con-version/yield/selectivity profile [18]. Higher operating pressure re-quires expensive energy at the column base (high energy costs), but itmay result in reduced side-reactor volume/catalyst amount required toachieve the desired conversion, selectivity, or product yield. Capitalinvestment is directly related to the reactor/catalyst volume. Similarly,for isothermal side-reactor, preheated feed owing to higher pressure inthe non-reactive distillation column reduces the required heat duty tomaintain fixed reactor temperature. All these competing effects revealsthat there is a trade-off between the capital and energy costs, whichlargely depends on the pressure selection for the nonreactive columnattached to side-reactors. The optimal design of the SRC configurationcan be obtained by selecting the appropriate pressure that minimizesthe design objective function, usually the total annual cost (TAC).
This study aims at providing new insights by identifying the columnpressure as a key operating parameter for an optimal and cost-effectivedesign of the SRC configuration. The selection of the operating pressurerequires a quantitative analysis of the dominant trade-off between thereactor capital investment and the reboiler energy costs. Example re-sults, showing the trade-off between the operating pressure and reactorsize/catalyst/heat load amount for the synthesis of three importantindustrial chemicals—methoxy methylheptane (MMH), ethylbenzene(EB), and propylene glycol monomethyl ether (PGMEA)—are provided.This article also summarizes the selection of the operating pressure inthe SRC configurations as the most important design decision, as well assignificant conclusions on its trade-off with the reactor size/heat load.
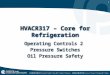
Fig. 1. (a) Reactive distillation (RD). (b) Column with side-reactors (SRC).
A. Hussain et al. Separation and Purification Technology 213 (2019) 533–544
534

2. Overview of the SRC configuration
Both RD and SRC are well-known PI techniques combining reactionand separation and thereby improving the overall economics. In fact,the SRC configuration is another intensified form of the reactive-dis-tillation configuration, applicable where PI using conventional RDcolumns has certain limitations due to a mismatch in operating condi-tions. In RD, Fig. 1a, a single reactive tray acts as a continuous-stirred-tank reactor (CSTR). In SRC, this reactor can be coupled to the dis-tillation column in an external loop, as illustrated in Fig. 1b. In an SRCdesign, the benefits of the in situ heat of reaction can be achieved byrunning the side-reactor under adiabatic conditions, the temperaturerise due to the exothermic nature of the reaction providing partial va-porization upon its return to the nonreactive column, thus reducing theenergy demand at the column base. In addition, to overcome the tem-perature/pressure mismatch problem, SRC technology is promising inkeeping the lightest reactant within the reaction mixture, somethingthat is seldom feasible in the RD operation. Moreover, unlike RD, theamount of catalyst to be loaded in a side-reactor is not limited to suchan extent, and thus, it can compensate for slower reaction rates. Simi-larly, excessive liquid heights, expensive hardware design, difficultiesin catalyst replacement, catalyst-degradation problems, and drying-outtray issues can be avoided using the SRC technique. The application of aside-reactor alone or in a combination with RD design configuration(Hybrid RD-SRC) can widen the operational window for the PI of manyreaction-separation processes.
3. Process simulation
The identification of operating pressure as a key economic variablefor the synthesis of MMH, EB, and PGMEA processes is done by con-ducting a simulation in Aspen Plus®. For the MMH process, Aspen builtin thermodynamic model “UNIQUAC” was chosen as suggested in thebase case [19]. For the EB process, “Chao-Seader” property model wasselected as suggested in the base case [20]. For PGMEA process, binaryinteraction parameters for PGME, MeOAc, PGMEA, and MeOH at at-mospheric pressure were obtained from the literature [21,22], exceptthose for MeOAc+MeOH which were taken from Aspen Plus databank.The binary interaction parameters ((Table A1) used in Aspen plus, andthe calculated VLE results validated by experimental data (Fig. A1, A2,A3, and A4) are provided in Appendix A of the Supporting information.
4. Design economics and sizing
The well-known economic indicator total annual cost TAC takenfrom [4] is used for the quantitative evaluation of those interactingeffects in the SRC design. The equation for computing TAC incorporatesthe plant capital investment over its payback period and the operatingcosts as shown in Eq. (1).
= +TAC Capital costPayback period
Operating cost(1)
Plant capital investment includes the cost of the column shell, heatexchangers, reactors, and catalyst, while the operating cost includes therequired heat energy for the reboilers as well as the cooling utilities forthe condensers. A payback period of 3 years was assumed. The basis ofthe economics and the details of equipment sizing (Eqs. (2) and (3)) aretaken from the textbooks by Douglas [23] and Turton [24]. The capitalcost of the reactor and distillation columns, with length and diameter inmeters, are calculated by Eq. (2). The diameter of the distillation col-umns was taken from the Aspen-tray-sizing results, while their lengthwas evaluated from the total number of trays with 2-ft spacing, plus a20% extra length.
= D LColumn/ Reactor capital cost 17640( ) ( )1.066 0.802 (2)
The capital investment for heat exchangers (condensers and re-boilers) was evaluated using Eq. (3). Heat-transfer coefficients 852 and568Wm−2 K−1 were taken for the condenser and the reboiler, re-spectively.
=Exchanger capital cost 7296(area)0.65 (3)
The volume of the plug flow reactor (PFR) was estimated using Eq.(4), while for continuous stirred tank reactor (CSTR), the total requiredvolume as specified is directly taken from Aspen simulation for capitalcost calculations. The catalyst cost of 10 $/kg was assumed taken fromthe work of Luyben [19].
= × ×V4
(Diameter) Length2(4)
The reactant conversion and product yields are estimated using Eqs.(5) and (6), respectively.
=Conversion Methanol(In Out)Methanol(In) (5)
=Yield Flowrate of MMH producedFlowrate of Fresh feed (MH) (6)
The following costs of cooling and heating utilities, typical of US-based chemical plants [25] were used: LP steam (6 bar, 160 °C), MPsteam (11 bar, 184 °C), and HP steam (42 bar, 254 °C) 7.78, 8.22, and9.88 $/GJ, respectively, and cooling water $0.354/GJ.
5. Methoxy-methylheptane (MMH) process
The chemical 2-methoxy-2-methylheptane (C9H20O) has gainedtremendous importance as a gasoline additive to replace methyl-tert-butyl ether (MTBE), a chemical that entails environmental threats [19].Because of its lower solubility and higher molecular weight than MTBE,MMH has received a great deal of attention as a future “oxygenate”both in academic and industrial research. It is synthesized by a liquid-phase reversible reaction between methanol (CH3OH) and 2-methyl-1-heptene (C8H16), as shown in Eq. (7). There is an irreversible undesiredliquid-phase reaction that produces di-methylether (C2H6O) and 2-methyl-2-heptanol (C8H18O) as by-products, as shown in Eq. (8).
+CH OH C H C H O3 8 16 9 20 (7)
+ +2CH OH C H C H O C H O3 8 16 2 6 8 18 (8)
The kinetic parameters for this reaction system are represented byArrhenius model and are shown in Eqs. (9)–(11).
= AR exp ERT
X Xf f MH MeOH (9)
=R A exp ERT
Xb b MMH (10)
=R A exp ERT
(X )U u MeOH2
(11)
Table 1 lists the detailed kinetic parameters of the 2-methoxy-2-methylheptane reaction system, as reported by Luyben [19].
In spite of being technically feasible, the use of RD for the MMHprocess, as illustrated in our previous work [26,27], negates the process
Table 1Kinetic parameters for the methoxy-methylheptane reaction system.
Rate expression Parameters Reaction
Rf Rb RU
Rf= kfxMHxMeOH Pre-exponential factor (k) 6.7×107 2.1× 10−6 1.3× 109
Rb=kbxMMH Activation energy (E) 90,000 900 105,900RU= ku(xMeOH)2 Mole fraction xMHxMeOH xMMH (xMeOH)2
A. Hussain et al. Separation and Purification Technology 213 (2019) 533–544
535

benefits because of the high catalyst demand on the reactive trays andthe expensive hardware design. Based on the difference in the operatingconditions in the reaction and separation sections and to overcome theexpensive hardware design to embed the solid catalyst, the SRC con-figuration for this process has been recently proposed [28]. The SRCflowsheet for the MMH process, shown in Fig. 2 is described below andits basic design parameters discussed, to more clearly understand theinfluence of the operating pressure on the process optimization pro-posed in this work.
5.1. SRC configuration for the MMH process
The optimized design for 99.5% MMH yield, based on a columnconfigured with a side-reactor, is shown in Fig. 2. It involves the opti-mization of various design parameters to minimize TAC, such as col-umns pressure, reactor volume, catalyst demand, number of trays, re-actor-feed-withdraw tray, and reactor-effluent re-entry tray. Anadiabatic reactor having a volume of 12m3 and a catalyst loading of3500 kg is connected to C1 in an external loop. Column C1 has a total of30 trays including the condenser and the reboiler. The feed withdrawnfrom tray 2, where reactants are abundant, is pumped to an externalreactor operated at high pressure 15 atm and 423.3 K, conditions almost
suitable for the reaction. The fresh methanol feed of 50 kmol/h at 393 Kis directly introduced into the side-reactor. It is worth mentioning thatpreheating this feed can permit lower column pressure for the samelimited reactor temperature as confirmed through simulation. The re-actor effluent is returned to tray 14 as a feed to C1, operated at 0.2 atm,conditions suitable for the vapor–liquid equilibrium. The bottom stream(B1) of C1 contains the desired MMH product together with the un-desired MHOH by-product. The distillate stream (D1) contains the smallamount of dimethyl-ether (DME) produced by the side-reaction, to-gether with unreacted methanol and excess 2-methyl-1-heptene, whichhas to be recycled. The distillate stream of C2 purifies the DME up to99.9mol %, while the bottom contains the unreacted reactants.
Column C3 further purifies the desired product (MMH), removingthe undesired product (MHOH), to attain the desired purity. An im-portant constraint in designing the adiabatic side-reactor is the oper-ating temperature that is limited to 423 K for industrial-gradeAmberlyst 35Wet catalyst. The effect of changing pressure on variousparameters such as relative volatilities, heat duties, and utility re-quirements will give the results typical of a conventional distillationcolumn. However, the importance of the operating pressure on the re-action performance, as well as its selection to sustain catalyst activity inthe side-reactor, are the primary focus of the next section.
Fig. 2. Optimized MMH-SRC flowsheet [25].
A. Hussain et al. Separation and Purification Technology 213 (2019) 533–544
536

5.2. Significance of the operating pressure
The effect of changing the pressure of the nonreactive distillationcolumn (C1) on various key performance parameters was studied. Thefollowing assumptions were made:
1. Adiabatic operation of the side-reactor.2. Aspect ratio of 2 for the CSTR [29].3. A minimum practical pressure of 0.1 atm for the distillation [30].4. A practical limit of minimum 10 equilibrium stages for the column
[19].
A high operating pressure of the nonreactive distillation column C1will cause a high temperature on the reactive trays from where theexcess reactants are withdrawn for feeding the external reactor. Thetemperature of the tray from where the feed is pumped to the externalside-reactor is shown in Fig. 3 for different operating pressures. Fig. 3can be generated by changing the column pressure and observing thetrays temperature profile in the Aspen simulation. Since the activationenergy of the reaction proceeding in the forward direction (90,000 kJ/kmol) is higher than that of the reverse reaction (900 kJ/kmol), highertemperatures should favor methanol conversion and MMH yield. Thesefacts are shown in Fig. 4, where the reaction performance, in terms ofmethanol conversion and MMH yield, is plotted as a function of columnpressure. The methanol conversion and MMH yield as shown in Fig. 4was calculated according to Eqs. (5) and (6), respectively.
Operating the C1 column at a higher pressure results in a betterreaction performance in terms of reactant conversion and product yield.For the MMH process, in particular, there exists the important
constraint that reactor temperature should not exceed the maximumlimit of 423 K, where catalyst begins to deactivate. However, it can beseen in Fig. 5 that a higher operating pressure resulted in the reactor-effluent temperature being exceeded as confirmed through simulationresults. The reactor effluent temperature will be the same as that of thecontents inside the reactor because the CSTR assumes perfect mixingand the intensive properties of the reactor contents are equal to those ofthe reactor effluent stream.
To overcome the challenges associated with the temperature lim-itation of the acid-resin catalyst, the flow rate of the side-stream fed tothe side-reactor can be optimized. For this purpose, the side-streamflow rate was manipulated at different column pressures to satisfy theupper limit of the catalyst deactivation temperature. For these designspecifications, the MMH yield was fixed at 99.5%. As illustrated inFig. 6, simulation results reveal that higher side-stream flow rates keptthe reactor effluent temperature within the permissible range. For in-stance, at 0.1 atm column pressure, the side-stream flow rate of148 kmol/h satisfied the reactor temperature conditions to achieve99.5% MMH yield. However, it can be observed through simulationresults that large side-stream flow rates resulted in a high reboiler dutyowing to the decreased reactor effluent temperature, as shown in Fig. 7.
It should be noted that high pressure will result in high operatingcost because of the increase in demand for the expensive heat source forthe column reboiler. However, high operating pressure can help reducethe capital investment by minimizing the reactor volume and/or cata-lyst weight to achieve the desired reactant conversion or product yield.Thus, to achieve the desired MMH yield (99.5%), the low operating
Column pressure (atm)0.1 0.2 0.3 0.4 0.5
Feed
tray
tem
pera
ture
(K)
320
330
340
350
360
370
380
Fig. 3. Feed tray temperature as a function of column pressure.
Column pressure0.1 0.2 0.3 0.4 0.5
Met
hano
l con
vers
ion
0.970
0.975
0.980
0.985
0.990
0.995
1.000
MM
H y
ield
0.992
0.993
0.994
0.995
0.996
0.997
0.998
0.999MeOH conversionMMH yield
Fixed reactor volume = 12 m3
Fixed catalyst weight = 4600 kgs
Fig. 4. Methanol conversion and MMH yield vs column pressure.
Column pressure (atm)0.0 0.1 0.2 0.3 0.4 0.5 0.6
Rea
ctor
eff
luen
t tem
pera
ture
(K)
420
425
430
435
440
445
450
455
460
Catalyst deactivation temperature (423 K)
Fig. 5. Reactor effluent temperature for different operating pressures.
Side-stream flow rate (kmol/h)80 100 120 140 160 180 200 220 240 260
Rea
ctor
eff
luen
t tem
pera
ture
(K)
420
440
460
480
500
0.1 atm0.2 atm0.3 atm0.4 atm0.5 atm
Catalyst deactivation temperature (423 K)
Fig. 6. Reactor effluent temperature vs side-stream flow rate.
A. Hussain et al. Separation and Purification Technology 213 (2019) 533–544
537

pressure of the column connected to the side-reactor required a highcatalyst weight and corresponding reactor volume. Fig. 8a–d shows theoptimum catalyst weight to achieve the required yield specifications foroperating pressures of 0.1, 0.2, 0.3, and 0.4 atm, respectively.
These competing effects clearly demonstrate that there is a trade-offbetween operating and capital costs in the SRC design. The optimumplant operation that minimizes the TAC can be designed based on theselection of an appropriate operating pressure of the nonreactive dis-tillation column. As illustrated in Fig. 9, an increase in the columnpressure resulted in increased operating costs, because of the
requirement of an expensive heat source in the reboiler. On the otherhand, the capital cost decreases, owing to decreases in the reaction-vessel cost and catalyst amount required to achieve the 99.5% MMHyield. The capital cost of column and reactor as shown in Fig. 9 wasestimated using Eq. (2), while the operating costs were calculated bymultiplying the reboiler and condenser duties with their respectiveprices.
5.3. Economic analysis
For an operating pressure of 0.5 atm, the cost of the reaction vessel
Side-stream flow rate (kmol/h) at 0.1 atm90 100 110 120 130 140 150 160
Reb
oile
r dut
y C
1 (M
W) a
t 0.1
atm
0.6
0.7
0.8
0.9
1.0
1.1
Side-stream flow rate (kmol/h) at 0.5 atm80 100 120 140 160 180 200 220 240 260
Reb
oile
r dut
y C
1 (M
W) a
t 0.5
atm
1.0
1.5
2.0
2.5
3.00.1 atm0.5 atm
Fig. 7. Reboiler duty for C1 column as a function of side-stream flow rate.
4800 5000 5200 5400 5600
MM
H y
ield
0.994
0.995
0.996
0.997
0.998
0.999
1.000
3500 3600 3700 3800 39000.9949
0.9950
0.9951
0.9952
0.9953
0.9954
0.9955
0.9956
Catalyst loading (kgs)
3200 3400 3600 3800 4000 4200 4400
MM
H y
ield
0.9948
0.9950
0.9952
0.9954
0.9956
0.9958
0.9960
0.9962
0.9964
Catalyst loading (kgs)
3000 3100 3200 3300 3400 3500 36000.9948
0.9950
0.9952
0.9954
0.9956
0.9958
0.9960
0.9962
Column pressure = 0.1 atm4800 kg catalyst to obtain99.5 % MMH yield
Column pressure = 0.2 atm3500 kg catalyst to obtain99.5 % MMH yield
Column pressure = 0.3 atm3200 kg catalyst to obtain99.5 % MMH yield
Column pressure = 0.4 atm3000 kg catalyst to obtain99.5 % MMH yield
Desired MMH yield Desired MMH yield
Desired MMH yield Desired MMH yield
(a) (b)
(c) (d)
Fig. 8. MMH yield at (a) 0.1, (b) 0.2, (c) 0.3, and (d) 0.4 atm vs catalyst loading.
Column pressure (atm)0.1 0.2 0.3 0.4 0.5
Cap
ital c
ost (
106
$)
0.50
0.55
0.60
0.65
0.70
0.75
0.80
Ope
ratin
g co
st (1
06 $
/yea
r)
0.2
0.3
0.4
0.5
0.6
0.7
0.8
Capital cost (106 $)
Operating cost (106 $/year)
Fig. 9. Capital and operating costs as a function of operating pressure for theMMH process.
A. Hussain et al. Separation and Purification Technology 213 (2019) 533–544
538

and that of the catalyst amount required to achieve 99.5% MMH yieldwere estimated as $99,000, whereas the corresponding operating costwas found to be $704,000 per year. Similarly, at 0.2 atm, the reactorcost was estimated as $144,000, while the operating cost was projectedas $390,000 per year. For these design alternatives, from lower(0.2 atm) to higher (0.5 atm) pressure, a comparison showed that:
• Catalyst weight was reduced from 3500 to 2800 kg.• Reactor and catalyst cost were reduced from $144,000 to $99,000.• Reboiler load was increased from 1.083 to 2.70MW.• Plant operating cost increased from $390,000 to $704,000 per year.• Column diameter reduced from 2.417 to 2.167m.• Heat-exchanger (condenser) area reduced from 141.5 to 89.4m2.
For all these competing effects, the detailed economic analysis andcomparison of designs for different operating pressures are further il-lustrated in Table 2. The optimum pressure of a nonreactive columncoupled to an external reactor was chosen as 0.2 atm, which satisfiedboth the yield specification and the temperature constraint of the acidresin catalyst. At 0.2 atm, the overall plant TAC ($708,000 per year) isthe lowest among all other design alternatives.
6. Ethylbenzene (EB) process
The market of ethylbenzene has gained significant importance be-cause of its end-use products. Its major consumption (> 90%) is for theproduction of styrene, which has a large range of industrial andhousehold applications [31]. The reaction mechanism to synthesizeethylbenzene is a typical example of a series-type multiple irreversiblereactions. Firstly, as shown in Eq. (12), benzene (C6H6) is reacted withethylene (C2H4) to produced ethylbenzene (C8H10). In the second re-action, Eq. (13), the unreacted ethylene (C2H4) reacts with ethylben-zene to produce the di-ethylbenzene (C10H14) by-product. In the thirdreaction, Eq. (14), di-ethylbenzene reacts with excess benzene to againproduce ethylbenzene.
+C H (E) C H (B) C H (EB)2 4 6 6 8 10 (12)
+C H (EB) C H (E) C H (DEB)8 10 2 4 10 14 (13)
+C H (DEB) C H (B) 2C H (EB)10 14 6 6 8 10 (14)
The kinetic parameters for the ethylbenzene reaction system arerepresented by the Arrhenius equation and are listed in Table 3, takenfrom the work of Luyben [20].
The conventional flowsheet of ethylbenzene synthesis developed byLuyben [20] consists of two reactors connected in series followed bytwo separation columns and includes two recycle streams. In the con-ventional process, the reactors are operated at high pressure (19 and20 atm) and temperature (432 and 434 K), conditions suitable for thereaction, while the distillation columns are operated at vacuum con-ditions, favorable to the vapor–liquid equilibrium. As evidence from theconventional process, larger reaction vessels requires lower tempera-ture for a fixed conversion of reactant. For instance, the reactor volumeof 200m3 requires temperature around 430–434 K for desired reactantconversion. Similarly, the reactor volume of 400m3 and 800m3 re-quires temperature around 416 K, and 403 K respectively. The differ-ence in the operating conditions of the reaction and separation sectionsin the conventional flowsheet suggests that PI using SRC is technicallyfeasible. The SRC flowsheet for the EB process is recently developed byHussain et al. [32]. Owing to temperature mismatch between the re-action and separation section, the SRC based design for EB synthesisresulted in 13.2% savings in terms of total annual cost in comparisonwith the conventional process. The EB-SRC design optimized in terms ofoperating pressure is described below and its basic design parametersdiscussed so that the influence of the operating pressure on processoptimization, covered in this work, can be clearly understood.
6.1. SRC configuration for the EB process
The optimal SRC-based design configuration for the ethylbenzeneprocess is shown in Fig. 10. Two adiabatic side-reactors are connectedto column C1 in an external loop. A liquid feed stream, mainly theexcess benzene, is withdrawn from trays 12 and 14 of C1 and pumped,with sufficiently high pressure, to the external reactors. The freshethylene feed of 630.6 kmol/h at 320 K is equally distributed and di-rectly introduced to the side-reactors. The reaction occurs in the liquidphase and the reaction products are fed back to C1. This column se-parates the excess benzene as a distillate product, while the mainproduct (EB), together with the DEB by-product, leaves in the bottomstream. The purpose of column C2 is to further purify the main product,up to 99.9mol %, in the distillate stream. The bottom of C2, which ismostly DEB, is recycled back to C1.
6.2. Impact of the operating pressure
The effect on various key performance parameters of changing thepressure of the nonreactive distillation column was studied. The fol-lowing assumptions were made:
• Adiabatic operation of the side-reactors.• Aspect ratio of 6 for the PFR reactors.• A minimum practical pressure of 0.1 atm for the distillation.• Equal-size reactors.• Equal side-draw for external reactors.
In the EB-SRC process maintaining a high selectivity requires lowconcentrations of ethylene and ethylbenzene in the side-reactors. Usinga large excess of benzene can avoid DEB production and improve se-lectivity, but the energy cost for recycling the excess benzene is high.
Table 2Economic optimization of operating pressure for 99.5% MMH yield.
Design alternatives for 99.5%MMH yield
Column operating pressure
0.1 atm 0.2 atm 0.3 atm 0.4 atm 0.5 atm
ReactorReactor cost (106 $) 0.125 0.109 0.097 0.085 0.071Catalyst cost (106 $) 0.046 0.035 0.032 0.030 0.028Reactor inlet feed temp (K) 324.9 342.1 353.2 361.6 368.5Reactor outlet feed temp (K) 422.6 423.3 422.9 423.0 423.2
Column C1ID (m) 2.720 2.417 2.340 2.287 2.167QR (MW) 1.083 1.455 1.872 2.190 2.70QC (MW) 2.813 3.007 3.303 3.530 3.96TR (K) 352.29 371.32 383.44 392.53 399.89TC (K) 316.70 334.93 346.41 355.09 361.95Column capital cost (106 $) 0.578 0.509 0.492 0.480 0.453Heat exchanger costs (106 $) 0.509 0.302 0.292 0.293 0.314Operating cost (106 $/y) 0.296 0.390 0.495 0.575 0.704
Total capital cost (106 $) 1.258 0.955 0.914 0.888 0.866Total operating cost (106 $/y) 0.296 0.390 0.495 0.575 0.704TAC (106 $/y) 0.716 0.708 0.799 0.872 0.993
Table 3Kinetic parameters for the ethylbenzene reaction system.
Rate expression Parameters Reaction
R1 R2 R3
R1= k1CECB Pre-exponential factor (k) 1.528× 106 2.778× 107 1000R2= k2CECEB Activation energy (E) 17,000 20,000 15,000R3= k3CBCDEB Molarity CECB CECEB CBCDEB
A. Hussain et al. Separation and Purification Technology 213 (2019) 533–544
539

An important observation is that by using an excess amount of benzene,ethylene undergoes almost complete conversion, independently of theside-reactors volume. The C1 reboiler load can be reduced by max-imizing the conversion of benzene in the side-reactors so that lessbenzene is left to be evaporated and taken as an overhead product forrecycling. However, maintaining the same benzene-conversion profilein the side-reactors is not possible due to the reactors being of equalsize. Therefore, we have chosen 99% benzene conversion as a designspecification for the side-reactor connected to the lower column stages,toward the reboiler, to study the effect of column pressure on the side-reactor volume.
As mentioned earlier, the feed to the side-reactors is withdrawnfrom column trays where reactants are abundant. The operating pres-sure of the C1 column will dictate the temperature on the trays. Ahigher column pressure resulted in higher temperatures on the trays, asshown in Fig. 11 retrieved through varying operating pressure of C1 insimulations. Furthermore, Fig. 12 shows the temperature of the feedstreams withdrawn for the side-reactors (R1 and R2) at different op-erating pressures.
The higher feed temperature of the side-reactors, owing to thehigher pressure, resulted in a lower reactor volume required to achievethe 99% benzene-conversion design specification. As for the 0.5 atm
column pressure, the volume required to maintain 99% benzene con-version was estimated as 478m3, while it required a volume 202m3 at3 atm operating pressure. The optimization of the reactor volume to
Fig. 10. Optimized EB-SRC flowsheet for operating pressure.
Column C1 trays0 5 10 15 20
Tray
tem
pera
ture
(K)
320
340
360
380
400
420
440
460
480
5000.5 atm1.0 atm2.0 atm3.0 atm4.0 atm
Fig. 11. Tray temperatures at different operating pressures.
A. Hussain et al. Separation and Purification Technology 213 (2019) 533–544
540

achieve design specification at different operating pressures is shown inFig. 13.
A comparison of different design alternatives to achieve the designspecification at various operating pressures reveals that increasing thepressure decreases the cost of a side-reactor as illustrated in Fig. 13estimated using Eq. (3). However, the energy demand increases becauseof the high pressure, as shown in Fig. 14.
6.3. Economic analysis
For operating at 0.5 atm pressure, the cost of the reaction vesselrequired to achieve 99% benzene conversion was estimated as$2,634,200, whereas the corresponding energy cost was found to be$552,000 per year. Similarly, at 4 atm, the reactor cost was estimated as$1,342,159, while the energy cost was projected to be $1,485,000 peryear. For these design alternatives, from low (0.5 atm) to high (4 atm)pressure, a comparison shows that:
• Reactor volume reduced from 478 to 174m3.• Reactor cost reduced from $2,634,200 to $1,342,159.• Reboiler load increased from 2.254 to 4.398MW.• Energy cost increased from $552,000 to $1,485,000 per year.
• Column diameter reduced from 5.017 to 3.361m.• Heat-exchanger cost reduced from $847,397 to $451,579.
The detailed economic analysis and design comparison of differentoperating pressures is further illustrated in Table 4, for all of thesecompeting effects. The optimum pressure of C1 was chosen as 4 atm,where the overall-plant TAC ($3,695,000 per year) is lowest among allother design alternatives.. It should be noted that the pressure of the C2column was selected as 0.1 atm, which is the optimum value for all thedesign alternatives.
7. Propylene glycol monomethyl ether acetate (PGMEA) process
Semiconductor display industries extensively employ propylene
Column pressure (atm)0 1 2 3 4 5
Rea
ctor
feed
tem
pera
ture
(K)
320
340
360
380
400
420
440
460
480
Reactor (R1)Reactor (R2)
Fig. 12. Side-reactors feed temperatures at different pressures.
Column pressure (atm)0 1 2 3 4 5
Rea
ctor
vol
ume
(m3 )
100
200
300
400
500478 m3
302 m3
231 m3202 m3
174 m3162 m3
Design specification 99% benzene conversion
Fig. 13. Volume of the side-reactors at different pressures to achieve designspecification.
Column pressure (atm)0 1 2 3 4 5
Rea
ctor
cap
ital c
ost (
106
$)
1.2
1.4
1.6
1.8
2.0
2.2
2.4
2.6
2.8
Ener
gy c
ost (
106
$/ye
ar)
0.4
0.6
0.8
1.0
1.2
1.4
1.6Reactor costReboiler energy cost
Fig. 14. Capital and operating cost as a function of operating pressure.
Table 4Economic analysis of different operating pressures for EB-SRC process.
Design alternatives for EB-SRC process.
Column operating pressure
0.5 atm 1.0 atm 2.0 atm 3.0 atm 4.0 atm 5.0 atm
ReactorReactor volume (m3) 478.0 302.0 231.0 202.0 174.0 162.0Reactor cost (106 $) 2.634 1.978 1.678 1.541 1.406 1.342Reactor R1 inlet temp (K) 335.3 359.1 387.0 406.0 421.4 434.9Reactor R1 outlet temp (K) 523.7 533.1 548.7 555.2 556.4 556.2Reactor R2 inlet temp (K) 363.3 390.0 420.1 440.6 457.1 471.2Reactor R2 outlet temp (K) 514.3 529.3 550.1 560.9 566.1 569.4
C1 columnID (m) 5.017 4.405 4.005 3.470 3.361 3.293QR (MW) 2.254 2.764 3.385 3.927 4.398 4.776QC (MW) 19.169 18.016 16.657 15.865 15.296 14.338TR (K) 395.0 421.1 450.8 470.1 484.8 496.8TC (K) 330.6 353.0 378.7 395.6 408.5 419.1Energy cost (106 $/y) 0.552 0.716 1.053 1.221 1.368 1.485Capital cost (106 $) 4.591 3.536 3.045 2.760 2.590 2.502
C2 columnID (m) 5.140 4.681 4.189 3.893 3.697 3.574QR (MW) 7.908 6.590 5.297 4.581 4.136 3.866QC (MW) 10.384 10.731 11.417 12.036 12.630 13.222TR (K) 380.5 380.5 380.5 380.5 380.5 380.5TC (K) 337.8 337.8 337.8 337.8 337.8 337.8Energy cost (106 $/y) 1.937 1.615 1.298 1.122 1.013 0.947Capital cost (106 $) 1.712 1.588 1.463 1.394 1.352 1.331
Total energy cost (106 $/year)
2.489 2.331 2.351 2.343 2.381 2.432
Total capital cost (106 $) 6.303 5.124 4.508 4.154 3.942 3.833TAC (106 $/y) 4.590 4.039 3.854 3.728 3.695 3.710
A. Hussain et al. Separation and Purification Technology 213 (2019) 533–544
541

glycol monomethyl ether acetate (PGMEA) as a solvent to meet thestringent necessities of substrate deposition/ removal, and equipmentcleaning [33]. PGMEA is produced by an equilibrium-limited transes-terification reaction between propylene glycol methyl ether (PGME)and methyl-acetate (MeOAc) which is expressed as:
+ +C H O C H O C H O CH OH4 10 2 3 6 2 6 12 3 3 (15)
The kinetic parameters of the transesterification reaction catalyzedby sodium methoxide catalyst are represented by the Arrhenius equa-tion and are shown in Eqs. (16) and (17).
=k k exp ERTf f0
f(16)
=k k exp ERTB B0
B(17)
In the above equations, kf0 and kB0 are the pre-exponential factors;Ef and EB are the reaction activation energies. Table 5 lists the values ofthe pre-exponential factors and the activation energies taken from thework of Wang et al [21].
The traditional way of producing PGMEA in a reactive distillation(RD) column via transesterification reaction suffer from severe hard-ware and operational constraints. For instance, extremely fine homo-geneous catalyst (sodium methoxide) is insoluble in the reaction mix-ture; hence a mass of catalyst would collect at the structured/ randompacking surfaces if the catalyst was continuously fed with reactants[21]. To overcome the above-mentioned limitations, SRC has shownpromising results especially in the case of a heterogeneous catalyst. Forhomogenous catalyzed processes, novel reactors/ non-filtration tech-nologies have demonstrated retention of catalyst within the reactorsystem [34,35]. Additionally, these novel reactor systems have nospecial structured packing where catalyst deposition can occur and helpavoid catalyst being withdrawn with the reaction mixture. In the pre-sent study, a distillation column with side-reactor configuration as analternative to the RD process was considered to study the influence ofoperating pressure on overall economics. The PGMEA-SRC design op-timized for operating pressure is described below and its basic designparameters are discussed so that the impact of operating pressure onprocess intensification can be clearly understood.
The optimal SRC design for PGMEA synthesis is shown in Fig. 15.The non-reactive distillation column (C1) has a total 29 trays includingthe condenser and the reboiler. Fresh PGME at 10 kmol/h is fed at stage6. Fresh MeOAc at 30 kmol/h is fed to an isothermal continuous stirredtank reactor connected to the column C1 in an external loop. CSTR alsoreceived a liquid feed at 22 kmol/hr withdrawn from stage 7 of thedistillation column. The information about the temperature limitationof homogeneous sodium methoxide catalyst is lacking in the open lit-erature. Therefore, for side-reactor, the isothermal reactor temperatureof 423 K is assumed, a reasonable value well below the upper tem-perature limit for most industrially realizable homogenous catalystsowing to their thermal stability [36]. In addition, reactor operatingpressure of 15 atm is chosen to maintain liquid in the reactor. The re-actor effluent stream containing desired product along with unreactedreactants are fed back to column C1. Column C1 separates the ultra-high purity (99.99mol%) PGMEA at the bottom while the unreacted
reactants go to the distillate stream.
7.1. Impact of the operating pressure
The influence of changing the pressure of the column C1 on variouskey performance parameters are studied. The following assumption wasmade.
• Isothermal operation of the side-reactor (423 K).• The aspect ratio of 2 for the CSTR reactor.• A minimum practical pressure of 0.4 atm for column C1 is chosen.
An important finding is that using an excess MeOAc-PGME ratio assuggested by Wang et al. [21], PGME conversion is independent of side-reactor volume. In addition, due to the endothermic nature of thePGMEA reaction, the isothermal operation of side-reactor (423 K) ischosen. For pressure optimization, a minimum operating pressure of0.4 atm is chosen because pressure lower than this does not permit theuse of cooling water in the condenser. A higher operating pressure ofcolumn C1 resulted in higher temperature on the trays, as shown inFig. 16. Moreover, Fig. 17 illustrate the temperature of the feed streamswithdrawn for the side-reactor at different operating pressure.
Column operating pressure is directly related to steam to be used inthe reboiler. A higher operating pressure resulted in the use of ex-pensive heat energy in the column base. For PGMEA-SRC process, sincethe side-reactor is operated under fixed temperature (423 K), higherfeed temperature owing to higher column pressure, resulted in a lowerreactor energy demand to achieve 99.99mol% PGMEA design specifi-cation. For instance, operating pressure at 0.4 atm, the required heatduty to maintain isothermal reactor temperature was estimated at
Table 5Kinetic parameters for PGMEA synthesis.
Reaction Pre-exponential factor (kmol/s.m3) Activation energy (kJ/kmol)
Forward 2.80× 109 55,704Backward 8.97× 103 14,439
Fig. 15. Proposed PGMEA-SRC design.
A. Hussain et al. Separation and Purification Technology 213 (2019) 533–544
542

0.219MW, while it required a duty of 0.171MW at 2 atm columnpressure. This fact is illustrated in Fig. 18.
All other competing effects give typical results. For instance, in-creasing column pressure provide large overhead differential tem-perature which required small heat exchanger area to condense topvapors. Smaller heat exchanger area means lower capital cost. The ef-fect of operating pressure on all these design variables reveals that there
is some optimum pressure where TAC is minimum. At different oper-ating pressure, a comparison of different design alternatives (Fig. 19) toachieve 99.99mol% PGMEA reveals that increasing the pressure de-creases the energy demand in side-reactor to maintain isothermal re-actor temperature. However, the reboiler heat energy increases aspressure increases.
7.2. Economic analysis
Operating pressure at 0.4 atm, the cost of energy required tomaintain reactor temperature was estimated at $56,742 per year,whereas the corresponding operating cost was found to be $57,000 peryear. Similarly, at 2 atm, the reactor energy demand was estimated at$44,383 per year, while the energy cost was found to be $117,000 peryear. For these design alternatives, from low (0.4 atm) to high (2 atm)pressure, a comparison shows that:
• Reactor energy demand reduced from 0.219 to 0.171MW.• Reactor required energy cost reduced from $56,742 to $44,383 peryear.• Reboiler energy load increased from 0.211 to 0.360MW.• Total operating cost increased from $57,000 to $117,000 per year.
The detailed economic analysis and design comparison of variousoperating pressures are further illustrated in Table 6. The optimumpressure of a non-reactive distillation column was chosen as 0.7 atm,where the overall-plant TAC ($273,541 per year) is lowest among allother design alternatives.
8. Conclusions
This study provides new insights by identifying column pressure as akey parameter for the optimal design of an integrated distillation withside-reactor (SRC) configuration. The impact of the operating pressureon the reaction-separation intensification using the SRC technology wasdemonstrated using the case studies of three industrial-chemical pro-cesses. The findings showed that a higher pressure of a nonreactivedistillation column requires a lower reactor volume or less catalystweight in the side-reactor to achieve design specifications. This meansthat there is a dominant trade-off between energy and capital costs thatrequires quantitative analysis. Optimizing the column pressure thatminimizes these costs resulted in the optimal design for the SRC con-figuration that minimizes the plant’s total annual costs.
Column C1 trays0 5 10 15 20 25 30
Tray
tem
pera
ture
(K)
300
320
340
360
380
400
420
440
0.4 atm0.6 atm1.0 atm1.5 atm2.0 atm
Fig. 16. Tray temperatures at various operating pressures.
Operating pressure of column C1 (atm)0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0
Rea
ctor
feed
tem
pera
ture
(K)
330
340
350
360
370
Fig. 17. Reactor feed temperature at different pressures.
Operating pressure of column C1 (atm)0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 2.2
Rea
ctor
ene
regy
dem
and
(MW
)
0.16
0.17
0.18
0.19
0.20
0.21
0.22
0.23
Reb
oile
r hea
t dut
y (M
W)
0.20
0.22
0.24
0.26
0.28
0.30
0.32
0.34
0.36
0.38
Reactor duty (MW)Reboiler duty (MW)
Fig. 18. Reactor and reboiler energy demand at varying pressures.
Operating pressure of column C1 (atm)0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 2.2
Rea
ctor
ene
rgy
cost
(106
$/y
ear)
0.042
0.044
0.046
0.048
0.050
0.052
0.054
0.056
0.058
Tota
l ope
ratin
g co
st (1
06 $
/yea
r)
0.05
0.06
0.07
0.08
0.09
0.10
0.11
0.12
0.13 Reactor energy costOperating cost
Fig. 19. Capital and operating costs as a function of operating pressure.
A. Hussain et al. Separation and Purification Technology 213 (2019) 533–544
543

Acknowledgments
This work was supported by the Basic Science Research Program ofthe National Research Foundation of Korea (NRF), funded by theMinistry of Education (2018R1A2B6001566); and by the PriorityResearch Centers Program through the NRF, funded by the Ministry ofEducation (2014R1A6A1031189). This research was also supported bythe Engineering Development Research Center funded by the Ministryof Trade, Industry & Energy(MOTIE; No. N0000990).
Appendix A. Supplementary material
Supplementary data to this article can be found online at https://doi.org/10.1016/j.seppur.2018.12.065.
References
[1] F. Leyva, A. Orjuela, A. Kolah, C. Lira, D. Miller, G. Rodríguez, Isoamyl propionateproduction by reactive distillation, Sep. Purif. Technol. 146 (2015) 199–212.
[2] Ö. Yildirim, A.A. Kiss, E.Y. Kenig, Dividing wall columns in chemical process in-dustry: a review on current activities, Sep. Purif. Technol. 80 (2011) 403–417.
[3] M.F. Malone, M.F. Doherty, Reactive Distillation, Ind. Eng. Chem. Res. 39 (2000)3953–3957.
[4] W.L. Luyben, C.C. Yu, Reactive Distillation Design and Control, Wiley, 2008.[5] A. Hussain, A. Riaz, M.A. Qyyum, M. Lee, Design trade-offs in a column with side-
reactor configuration for improving selectivity in multiple reaction systems, Chem.Eng. Process. – Process Intensific. (2018).
[6] T. Ouni, K. Jakobsson, A. Pyhälathi, J. Aittamaa, Enhancing productivity of sidereactor configuration through optimizing the reaction conditions, Chem. Eng. Res.Des. 82 (2004) 167–174.
[7] B.H. Bisowarno, Y.-C. Tian, M.O. Tadé, Application of side reactors on ETBE re-active distillation, Chem. Eng. J. 99 (2004) 35–43.
[8] K. Jakobsson, A. Pyhälahti, S. Pakkanen, K. Keskinen, J. Aittamaa, Modelling of aside reactor configuration combining reaction and distillation, Chem. Eng. Sci. 57(2002) 1521–1524.
[9] D.B. Kaymak, W.L. Luyben, Design of distillation columns with external side re-actors, Ind. Eng. Chem. Res. 43 (2004) 8049–8056.
[10] D.B. Kaymak, W.L. Luyben, Optimum design of a column/side reactor process, Ind.Eng. Chem. Res. 46 (2007) 5175–5185.
[11] J.A. Ojeda Nava, R. Baur, R. Krishna, Combining distillation and heterogeneouscatalytic reactors, Chem. Eng. Res. Des. 82 (2004) 160–166.
[12] R.-C. Tsai, J.-K. Cheng, H.-P. Huang, C.-C. Yu, Y.-S. Shen, Y.-T. Chen, Design andcontrol of the side reactor configuration for production of ethyl acetate, Ind. Eng.Chem. Res. 47 (2008) 9472–9484.
[13] X. Chen, Y.P. Li, G. Xu, J.H. Tang, Z.X. Zhang, M. Chen, Z.Y. Fei, M.F. Cui, X. Qiao,A novel process integrating vacuum distillation with atmospheric chlorination re-action for flexible production of tetrachloroethane and pentachloroethane, Chin. J.Chem. Eng. 26 (2018) 786–794.
[14] X.T. Hu, H.Y. Cheng, X.Q. Kang, L.F. Chen, X.G. Yuan, Z.W. Qi, Analysis of directsynthesis of dimethyl carbonate from methanol and CO2 intensified by in-situ hy-dration-assisted reactive distillation with side reactor, Chem. Eng. Process. 129(2018) 109–117.
[15] R. Baur, R. Krishna, Distillation column with reactive pump arounds: an alternativeto reactive distillation, Chem. Eng. Process. 43 (2004) 435–445.
[16] W.L. Luyben, Distillation column pressure selection, Sep. Purif. Technol. 168 (2016)62–67.
[17] S. Wang, K. Huang, Q. Lin, S.-J. Wang, Understanding the impact of operatingpressure on process intensification in reactive distillation columns, Ind. Eng. Chem.Res. 49 (2010) 4269–4284.
[18] H.S. Fogler, Elements of Chemical Reaction Engineering, Prentice-Hall, 1986.[19] W.L. Luyben, Design and control of the methoxy-methyl-heptane process, Ind. Eng.
Chem. Res. 49 (2010) 6164–6175.[20] W.L. Luyben, Design and control of the ethyl benzene process, AIChE J. 57 (2011)
655–670.[21] X. Wang, Q. Wang, C. Ye, X. Dong, T. Qiu, Feasibility study of reactive distillation
for the production of propylene glycol monomethyl ether acetate through transes-terification, Ind. Eng. Chem. Res. 56 (2017) 7149–7159.
[22] C. Ye, X. Dong, W. Zhu, D. Cai, T. Qiu, Isobaric vapor–liquid equilibria of the binarymixtures propylene glycol methyl ether+propylene glycol methyl ether acetate,methyl acetate+propylene glycol methyl ether and methanol+propylene glycolmethyl ether acetate at 101.3kPa, Fluid Phase Equilib. 367 (2014) 45–50.
[23] J.M. Douglas, Conceptual Design of Chemical Processes, McGraw-Hill, 1988.[24] R. Turton, Analysis, Synthesis, and Design of Chemical Processes, Prentice Hall,
2012.[25] W.L. Luyben, Economic trade-offs in acrylic acid reactor design, Comput. Chem.
Eng. 93 (2016) 118–127.[26] A. Hussain, L.Q. Minh, M.A. Qyyum, M. Lee, Design of an intensified reactive dis-
tillation configuration for 2-methoxy-2-methylheptane, Ind. Eng. Chem. Res. 57(2018) 316–328.
[27] A. Hussain, M. Lee, Feasibility study of reactive distillation configuration for 2-methoxy-2-methylheptane, Chem. Eng. Trans. 69 (2018) 625–630.
[28] A. Hussain, M. Lee, Optimal design of an intensified column with side-reactorconfiguration for the methoxy-methylheptane process, Chem. Eng. Res. Des. 136(2018) 11–24.
[29] W.L. Luyben, Chemical Reactor Design and Control, Wiley, 2007.[30] W.L. Luyben, Distillation Design and Control Using Aspen Simulation, Wiley, 2013.[31] W. Luyben, Plantwide Dynamic Simulators in Chemical Processing and Control,
Taylor & Francis, 2002.[32] A. Hussain, L.Q. Minh, M. Lee, Intensification of the ethylbenzene production
process using a column configured with a side reactor, Chem. Eng. Process. 122(2017) 204–212.
[33] Y.D. Chaniago, G.R. Harvianto, A. Bahadori, M. Lee, Enhanced recovery of PGMEand PGMEA from waste photoresistor thinners by heterogeneous azeotropic di-viding-wall column, Process Saf. Environ. Prot. 103 (2016) 413–423.
[34] V.I. Savchenko, V.G. Dorokhov, I.A. Makaryan, I.V. Sedov, V.S. Arutyunov, Slurryreactor system with inertial separation for Fischer-Tropsch synthesis and otherthree-phase hydrogenation processes, Can. J. Chem. Eng. 94 (2016) 518–523.
[35] V.I. Savchenko, I.A. Makaryan, Palladium catalyst for the production of puremargarine: catalyst and new non-filtration technology improve production andquality, Platinum Met. Rev. 43 (1999) 74–82.
[36] J. Hagen, Industrial Catalysis: A Practical Approach, Wiley, 2015.
Table 6Economic analysis of different operating pressures for PGMEA-SRC process.
Design Alternatives for 99% PGMEA yield Column operating pressure
0.4 atm 0.5 atm 0.6 atm 0.7 atm 0.8 atm 1.5 atm 2.0 atm
ReactorReactor volume (m3) 50 50 50 50 50 50 50Reactor cost (106 $) 0.265 0.265 0.265 0.265 0.265 0.265 0.265Reactor energy demand (106 $/y) 0.057 0.055 0.054 0.053 0.052 0.047 0.044Reactor inlet feed temp (K) 334.7 339.5 342.8 345.7 347.2 362.2 370.6Reactor outlet feed temp (K) 423.0 423.0 423.0 423.0 423.0 423.0 423.0
Column C1ID (m) 0.512 0.498 0.492 0.488 0.485 0.491 0.507QR (MW) 0.211 0.220 0.230 0.239 0.250 0.312 0.361QC (MW) 0.488 0.480 0.475 0.472 0.470 0.476 0.495TR (K) 390.0 396.6 402.3 407.2 411.6 433.9 445.1TC (K) 304.2 309.4 313.7 317.5 320.9 338.1 346.6Column capital cost (106 $) 0.095 0.092 0.091 0.090 0.089 0.090 0.094Heat exchanger costs (106 $) 0.438 0.170 0.131 0.115 0.106 0.088 0.087Operating cost (106 $/y) 0.057 0.059 0.061 0.064 0.070 0.086 0.117
Total capital cost (106 $) 0.798 0.527 0.487 0.470 0.460 0.444 0.446Total operating cost (106 $/y) 0.114 0.114 0.115 0.117 0.122 0.133 0.161TAC (106 $/y) 0.380 0.290 0.277 0.274 0.275 0.281 0.310
A. Hussain et al. Separation and Purification Technology 213 (2019) 533–544
544