Embed Size (px)
Citation preview

Shirt Interlining – Finishing and Function
Shirt Interlining
• inside collar, cuffs and front placket (seam)
• essential part of every shirt
• invisible, but influences the visual appearance and gives a unique look (handle, volume, shape, design)
• a failure in the interlining, esp. at the collar makes the shirt unusable
Shirt production figures
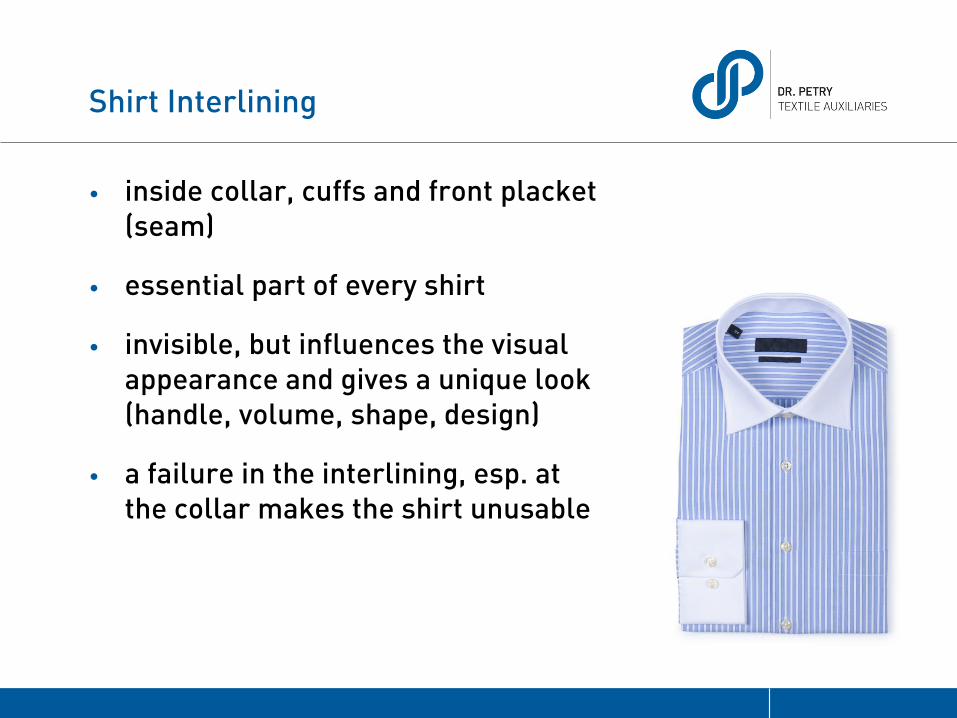
top 5 countries
Exports to EU 2011
Exports to US 2011
total %
China 123 127 250 Bangladesh 116 115 231 India 51 31 82 Indonesia 17 45 62 Vietnam 21 38 59 684 68 % Turkey 26 2 Honduras 0 22 others 172 103
total 526 483 1009 100 %
The biggest countries of woven shirt production (in million shirts)

Quality characteristics
perfect coating low shrinkage high and stable whiteness

Production steps
CARE
DYEING
RAISING
FINISHING
COATING
DESIZING
SINGEING
BLEACHING
INSPECTION / QC
SEWING
FUSING
BASE MATERIAL
Base material
• cotton, woven
more than 95 % of the shirt interlining articles are made of woven cotton fabrics due to handle (voluminous), shrinkage properties, washability
• polyamide / polyester
woven or weft insert for light-weight interlining articles
Singeing
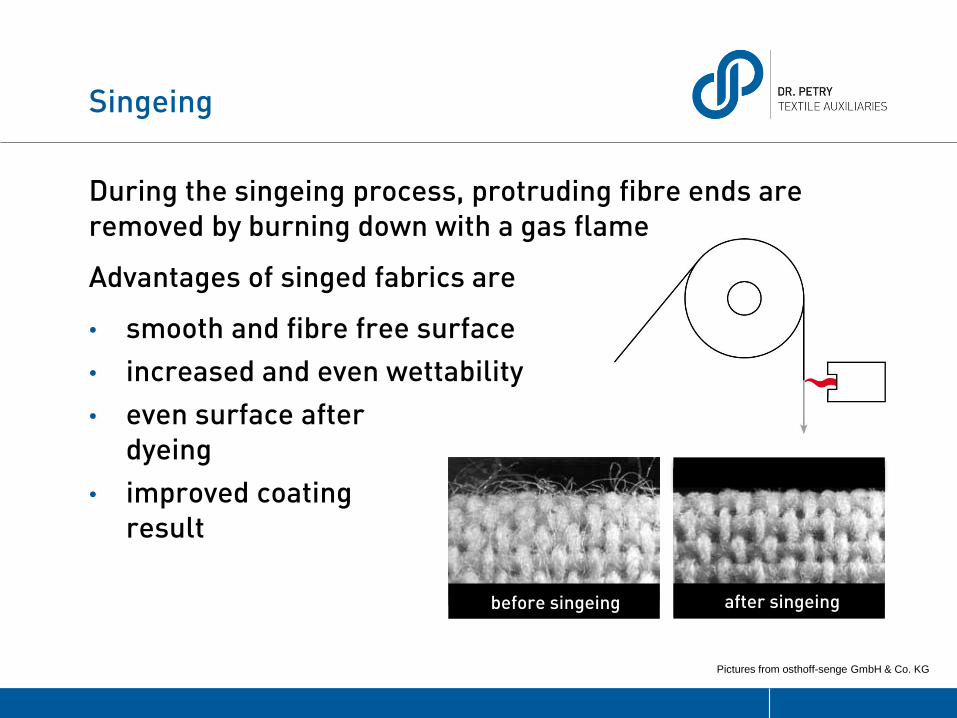
During the singeing process, protruding fibre ends are removed by burning down with a gas flame
Advantages of singed fabrics are
• smooth and fibre free surface
• increased and even wettability
• even surface after dyeing
• improved coating result
Pictures from osthoff-senge GmbH & Co. KG
before singeing after singeing
Desizing
Size improves the running properties of the warp during weaving.
Before finishing this size has to be removed to ensure:
• perfect bleaching result / high level of whiteness
• even dyeing
• soft handle
• good absorbency
Desizing
General recommendations for desizing
All types of synthetic sizes need time for absorbing water and for swelling.
The dwelling time for good degradation increases if:
• solubility and water penetration is reduced in case of - additionally used sizing assistants (fats, additives) - blends of size with different water absorption
• penetration is low because the sized warp yarn was overdried
Starch and modified starch sizes can be desized with amylases (cold or hot) or with persulphates in a cold pad batch process
Desizing – Starch size
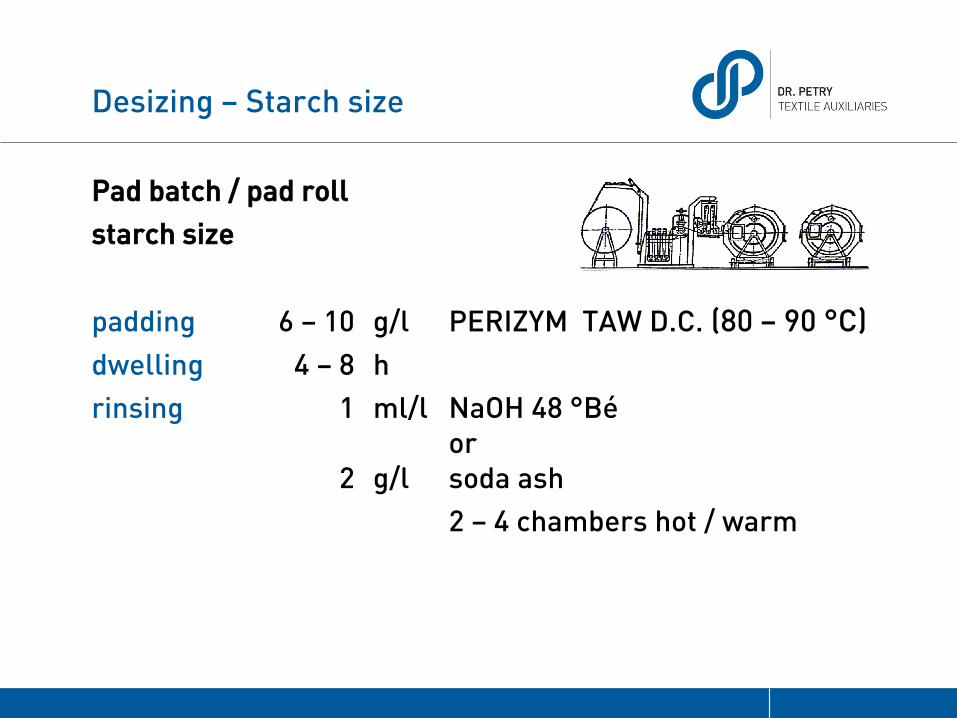
Pad batch / pad roll
starch size
padding 6 – 10 g/l PERIZYM TAW D.C. (80 – 90 °C)
dwelling 4 – 8 h
rinsing 1 ml/l NaOH 48 °Bé or 2 g/l soda ash
2 – 4 chambers hot / warm
Desizing – PVA sizes
Pad batch / pad roll
PVA sizes
padding 2 g/l PERLAVIN NIC 0.5 g/l PERIQUEST BSD
dwelling 4 – 10 h
rinsing 1 g/l PERLAVIN NIC 0.5 g/l PERIQUEST BSD
pH 8 – 8.5
Alkaline pretreatment
• removing of cotton accompanying substances (fats, waxes, hemicelluloses, pectines)
• better rewetting properties
• swelling of the fibre
• increases the degree of whiteness during subsequent bleaching
Common recipe for wet-in-wet: 1 – 2 g/l PERLAVIN NIC
40 ml/l NaOH 50 %
Important: Minimum rinsing temperature = 80 °C
This avoids the redeposition of the already dissolved impurities

Bleaching
• removing of coloured impurities
• removing of the seed coats
• good dyeability
• reproducable degree of whiteness
There are various possibilities to bleach interlining articles…
before bleaching after bleaching
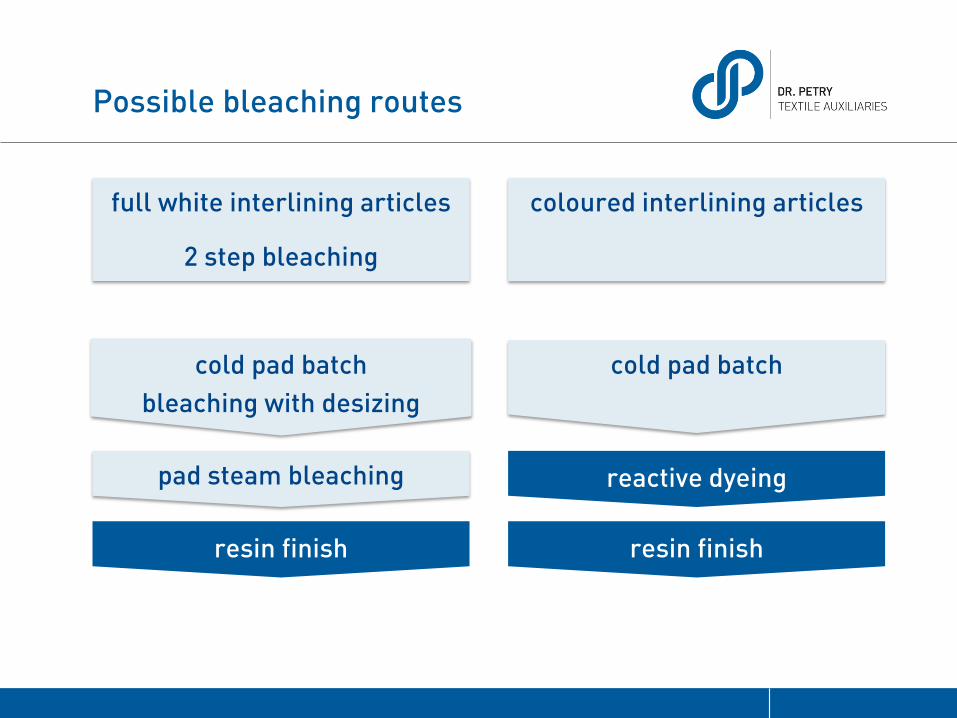
Possible bleaching routes
pad steam bleaching
cold pad batch
bleaching with desizing
resin finish
reactive dyeing
cold pad batch
resin finish
full white interlining articles
2 step bleaching
coloured interlining articles

Bleaching with desizing – Cold pad batch
padding 4 – 8 g/l PERLAVIN NIC 4 – 6 g/l PERISTAL PD (or PERISTAL PSK conc.) 20 – 40 ml/l NaOH 50 % 40 – 80 ml/l H2O2 50 % 4 g/l persulphate (optional for starch size)
dwelling 18 – 24 hours
washing 95 °C / 95 °C / 80 °C / 60 °C /30 °C
for high degree of whiteness a second bleaching process has to follow
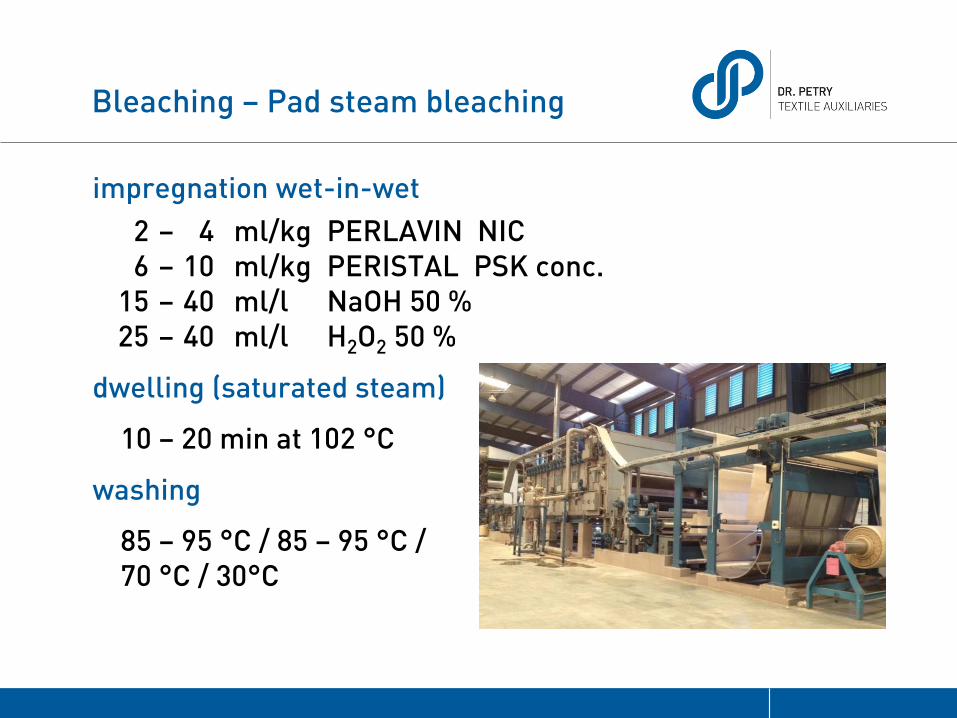
Bleaching – Pad steam bleaching
impregnation wet-in-wet
2 – 4 ml/kg PERLAVIN NIC 6 – 10 ml/kg PERISTAL PSK conc. 15 – 40 ml/l NaOH 50 % 25 – 40 ml/l H2O2 50 %
dwelling (saturated steam)
10 – 20 min at 102 °C
washing
85 – 95 °C / 85 – 95 °C / 70 °C / 30°C
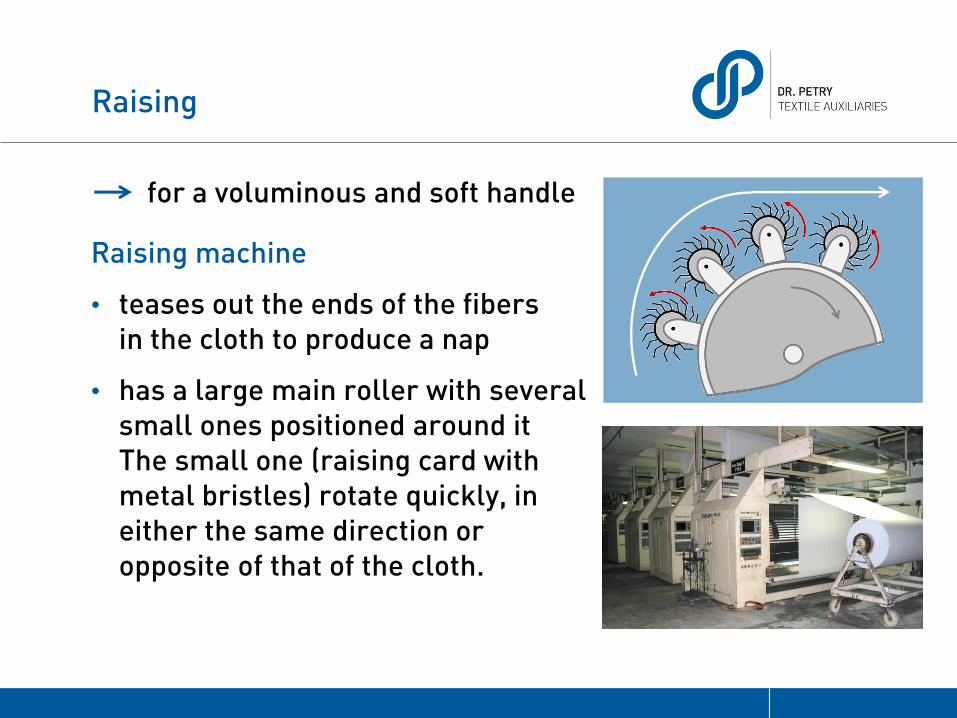
Raising
for a voluminous and soft handle
Raising machine
• teases out the ends of the fibers in the cloth to produce a nap
• has a large main roller with several small ones positioned around it The small one (raising card with metal bristles) rotate quickly, in either the same direction or opposite of that of the cloth.

Reactive dyeing
A wide range of dyeing processes are possible, depending e.g. on the available machinery, the used reactive dyes, depth of colour shade, types of salt and alkali. Product recommendation for cold pad batch dyeing: dyeing 1 – 4 g/l PERIWET ELB NEW 1 – 2 g/l PERIQUEST BSD soaping 1 – 2 g/l PERLAVIN SRD fixing 10 – 30 g/l PERFIXAN AMZ

Finishing of the shirt interlining fabric
• dyeing
• optical brightening - high and stable whiteness
• handle modification e.g. soft or hard
• shrinkage stability (by resin finish) - low washing shrinkage - low heat shrinkage
• smoothness after washing (by resin finish)

Resin finish - Crosslinking
• the applied resin reacts with the cotton
• the cotton molecules are crosslinked by the resin
• these crosslinked cotton molecules can not move anymore during washing
smoothness after washing and shrinkage stability

Finishing at the stenter
• application of the finishing
chemicals at the padder
(e.g. optical brightener,
handle-imparting agents,
resin finish)
• drying and curing e.g. shock
curing at the stenter
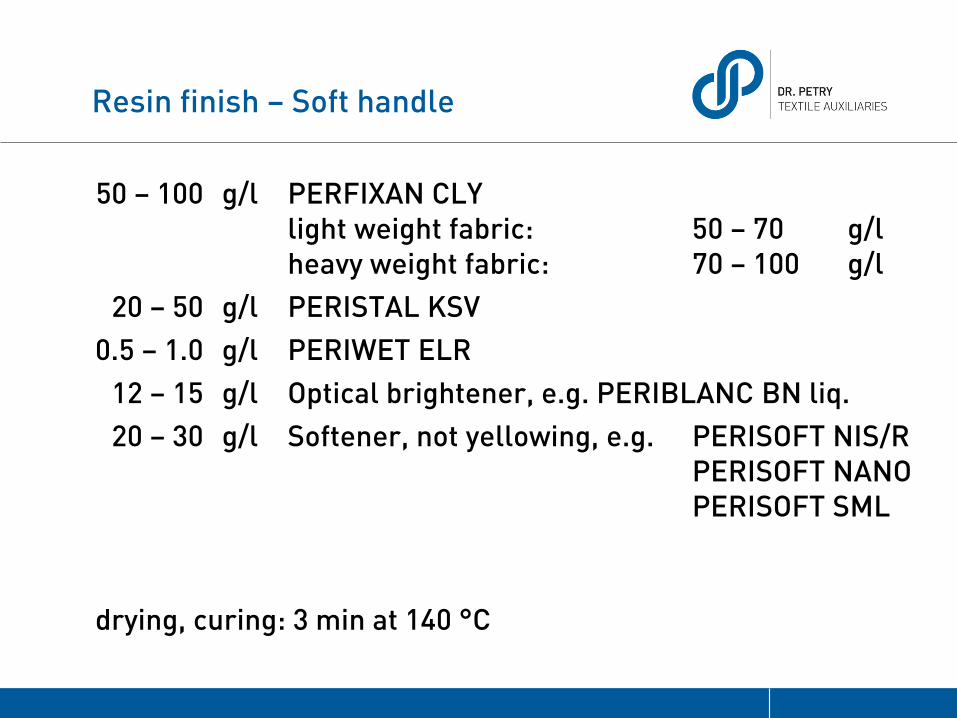
Resin finish – Soft handle
50 – 100 g/l PERFIXAN CLY light weight fabric: 50 – 70 g/l heavy weight fabric: 70 – 100 g/l
20 – 50 g/l PERISTAL KSV
0.5 – 1.0 g/l PERIWET ELR
12 – 15 g/l Optical brightener, e.g. PERIBLANC BN liq.
20 – 30 g/l Softener, not yellowing, e.g. PERISOFT NIS/R PERISOFT NANO PERISOFT SML
drying, curing: 3 min at 140 °C
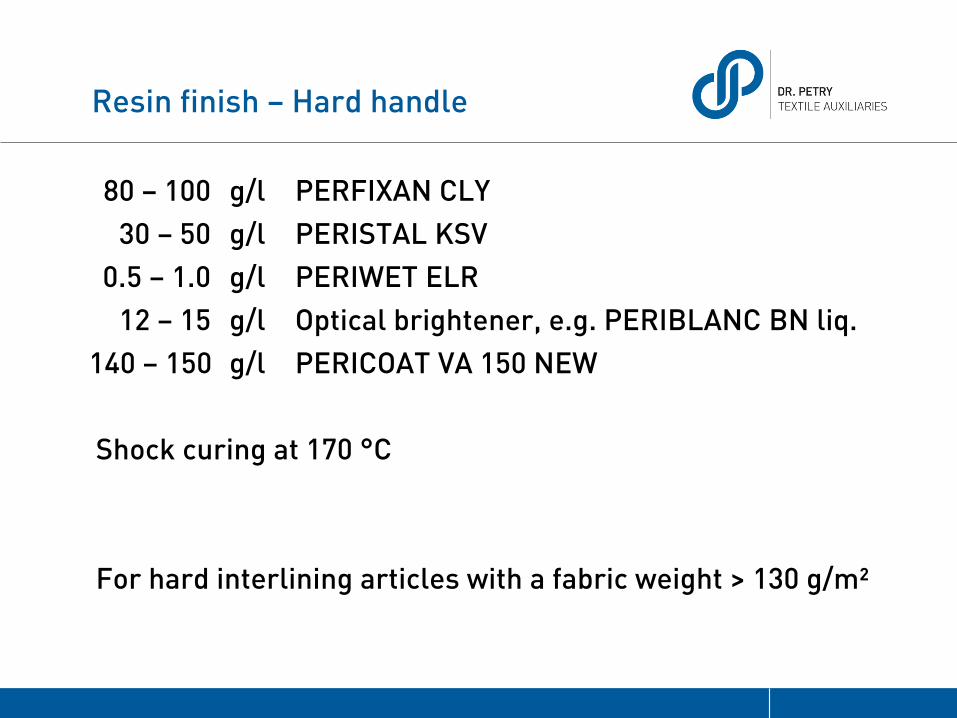
Resin finish – Hard handle
80 – 100 g/l PERFIXAN CLY
30 – 50 g/l PERISTAL KSV
0.5 – 1.0 g/l PERIWET ELR
12 – 15 g/l Optical brightener, e.g. PERIBLANC BN liq.
140 – 150 g/l PERICOAT VA 150 NEW
Shock curing at 170 °C
For hard interlining articles with a fabric weight > 130 g/m²
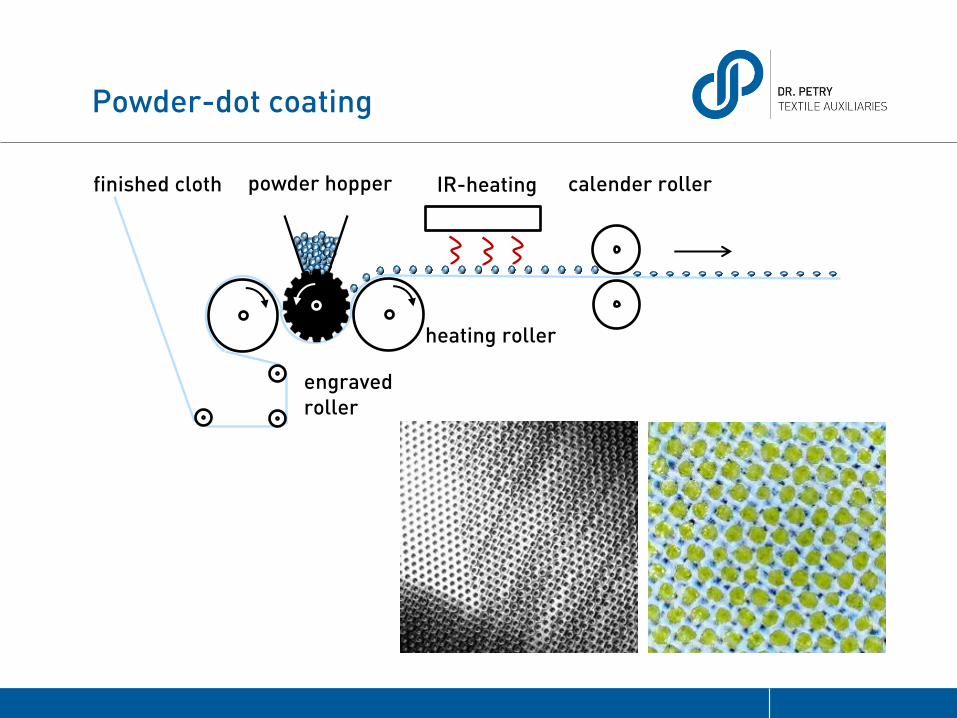
Powder-dot coating
finished cloth powder hopper IR-heating calender roller
engraved roller
heating roller
Coating powder
Polyethylen (HDPE)
Polyester (PES)
Polyamide (PA)
PERICOAT MELT PA 11
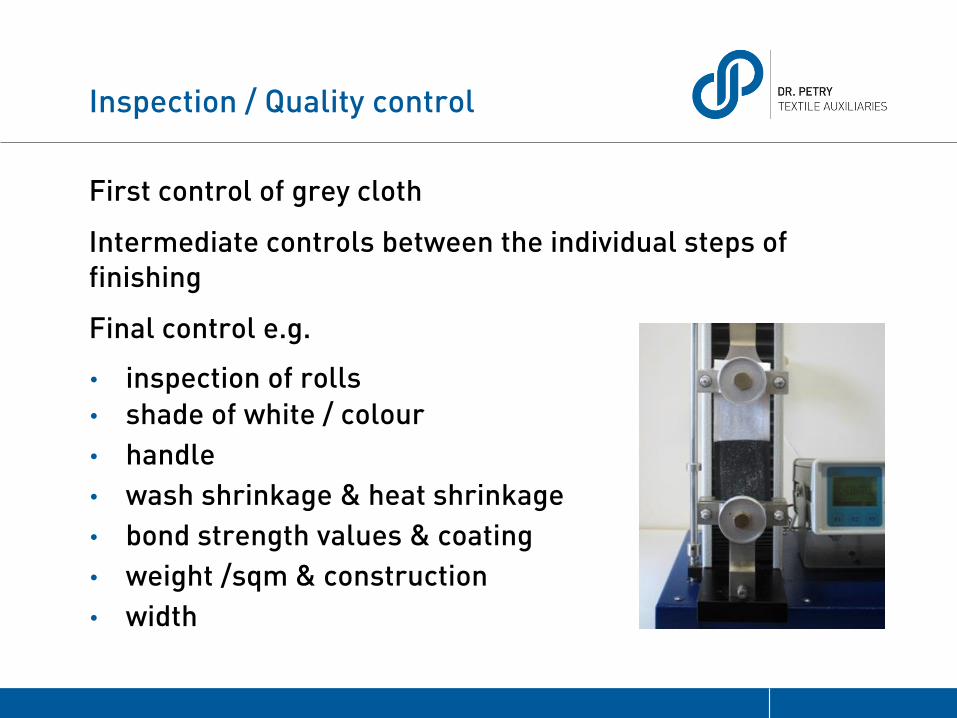
Inspection / Quality control
First control of grey cloth
Intermediate controls between the individual steps of finishing
Final control e.g. • inspection of rolls • shade of white / colour
• handle
• wash shrinkage & heat shrinkage
• bond strength values & coating
• weight /sqm & construction
• width

Production of the fused collar
Step 1: Cutting
• cutting the interlining parts of the collar (basic, patch, collar band)
• cutting the shirt collar (2 x collar, 2 x collar band)
Step 2: Fusing
• the interlining parts are positioned on the shirt fabric in compliances with the seam distances and fused together on the fusing press
Temperature: 160 – 170 °C
Pressure: 18 – 22 N/cm²
Time: 15 – 20 sec
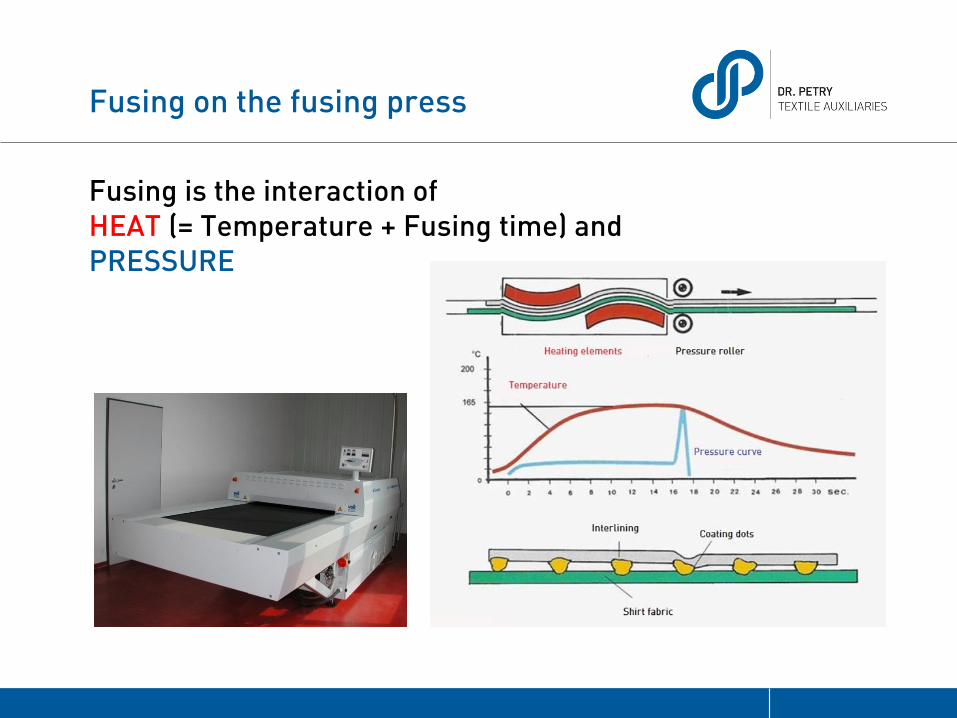
Fusing on the fusing press
Fusing is the interaction of HEAT (= Temperature + Fusing time) and PRESSURE
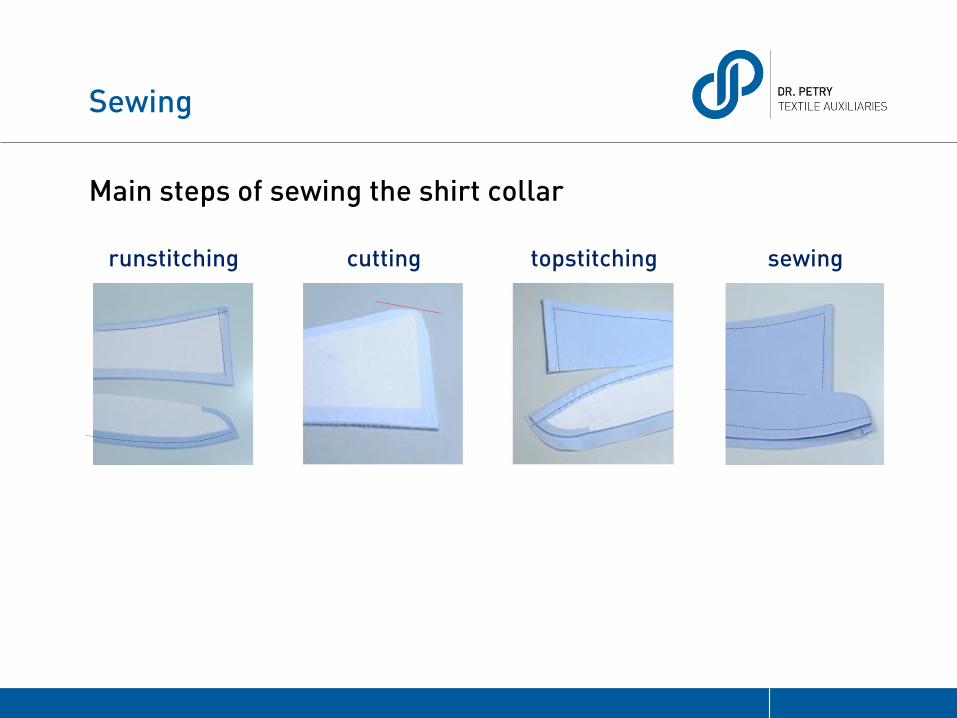
Sewing
Main steps of sewing the shirt collar
sewing topstitching cutting runstitching
Care
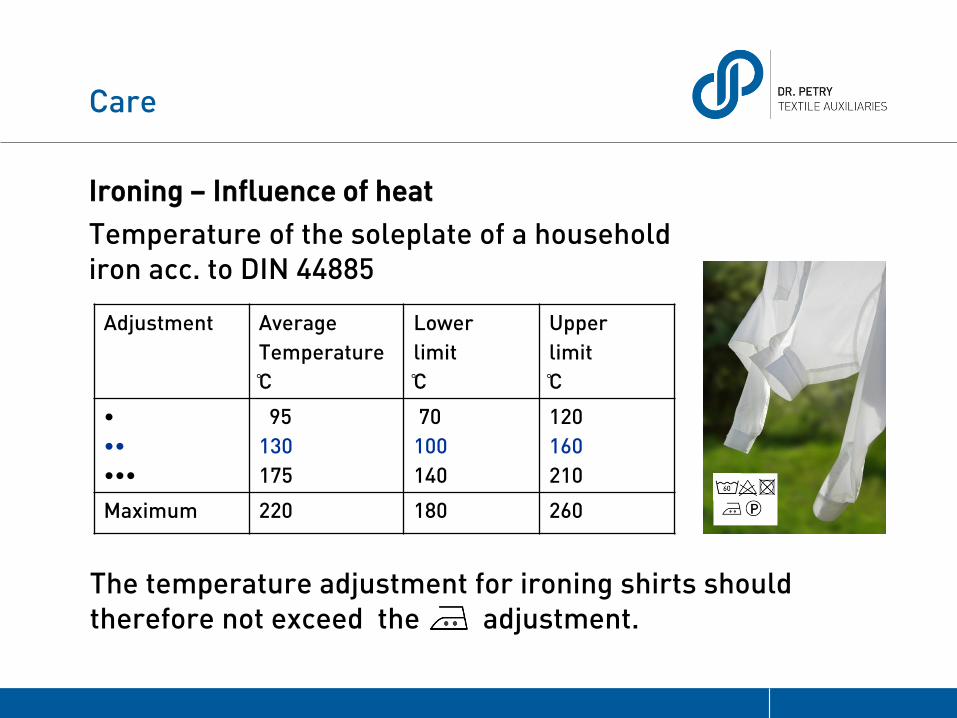
Ironing – Influence of heat
Temperature of the soleplate of a household iron acc. to DIN 44885
Adjustment Average
Temperature
C
Lower
limit
C
Upper
limit
C
•
••
•••
95
130
175
70
100
140
120
160
210
Maximum 220 180 260
The temperature adjustment for ironing shirts should therefore not exceed the adjustment.

• This was a short trip into the field of interlining finishing and special requirements regarding interlining articles
• Please feel free to contact us if you
- come across interlining manufacturers
- have any questions regarding interlining finishing
- need information on our corresponding products


The above indications are based on the latest state of our knowledge. Due to different operational conditions and requirements these are guidelines only. A legally binding assurance cannot be drawn from our indications. Our technical staff will always be at your disposal to support you in testing our auxiliaries and to answer further technical questions. 04/2016