Embed Size (px)
Citation preview

CIORAU-ARMITT-REALISTIC TOLERANCES-NDT.NET.doc
1
SETTING REALISTIC TOLERANCES ON EQUIPMENT SUBSTITUTION FOR
CONVENTIONAL, PAUT AND TOFD ULTRASONIC METHODS
Tim Armitt, Lavender Int. NDT Consultancy Services Ltd, UK
Peter Ciorau, Tetra Tech Energy Division, Canada
ABSTRACT: The paper presents a new approach to set realistic tolerances on equipment substitution for
detection and sizing of cracks in pressure components based on inspection specification. The following
aspects will be presented:
- Tolerances on conventional UT equipment substitution for center frequency, bandwidth, pulse
length, refracted angle and gain-in reserve
- Tolerances on PAUT features probe, wedge, and test piece velocity compared to reference block
velocity
- Tolerances on TOFD parameters, namely PCS offset.
Examples are given for different inspection scenarios for detecting and sizing fatigue cracks. Recommended
tolerances are presented based on experimental work, field data and basic principles of UT method.
Tolerances for a procedure qualification shall be set based on its scope, not arbitrary, based on ASME XI or
other national/international standards. Tolerances quoted are given for clearly resolvable individual defects.
Unresolved multiple flaws would not be sizable to tolerances quoted in this paper. Separate tolerances will be
discussed with respect to UT, PAUT and TOFD.
Keywords: Inspection specification, detection, sizing, center frequency, relative bandwidth, wedge angle,
height 1st element, velocity, nr.points per A-scan, pitch width, PCS, tolerances, position error.
Introduction
Inspection Qualification process is a complex, costly and long-term process. It addresses a large variety of
issues based on Inspection Specification, components specific issues to be inspected: geometry, thickness,
access, environmental issues, equipment, procedure, influential and essential parameters, human factor and
qualification process on representative mock-ups-just to mention some of most important ones. Most ISI
vendors and regulators refer to EPRI PDI program and ASME V/XI Articles / Appendices (ref.1-3), which
set minimum requirements for qualification process, including essential parameters (variables) and conditions
for equipment checking and substitution. A long list of ASTM Guidelines/Standard practices and ASME
Code Cases how to use PAUT in S- and/or E-scan were published within the last decade (ref.4-8). PAUT is
an emerging technology, with a fast-pace developing new pieces of hardware, software and accessories
(beam simulation, scanners, new type of probes) to solve the needs of ISI in nuclear and/or turbine
conventional inspections. Re-qualification process is based on technical justification and fitness-for-service
(inspection) approach. The diversity of UT equipment and PAUT hardware/software led to new approaches
of inspection qualification/equipment equivalency.
Parallel activities took place at OPG (9-10) and EPRI (ref.11-14), which issued reports and technical
justifications for equipment/software equivalency for PAUT application for large-scale turbine components
and piping welds (ref.15).
Different approaches are presented in USA for TOFD method (ref.16-17).
In spite of these make-sense approaches, few standards are dealing with realistic tolerances on main system
features, in such a way to keep the main scope of inspection (detection, location, sizing, nature, orientation
and patter) within the accepted tolerances by IS or fitness-for-service documents related to specific
component.
The present paper is dealing with all three aspects of UT inspection: conventional, PAUT and TOFD, trying
to stress the logical approach how to set realistic tolerances based on inspection scope.
Conventional UT

CIORAU-ARMITT-REALISTIC TOLERANCES-NDT.NET.doc
2
Conventional UT is still a reliable inspection method for weld inspection (ref.18). Redundancy of two angles
and a freedom of probe movement may outperform a one-line scanning from one side with PAUT, namely
for skewed and branched SCC. Partial qualification of conventional UT may be performed as a detection,
length sizing and location tool. Discrimination between geometric indications and weld flaws must also be
included in the procedure, in order to avoid the false calls or missed flaws. Tolerances on equipment
substitution were developed in mid’80s by PNL-Battelle-USA (ref.19), studying the amplitude variation for
the worst-case scenario of a large reflector for specular mode reflection. It was a strong belief in USA and
Europe that a tighter tolerance on probe and UT instrument (system) will contribute to a repeatable response
of flaw amplitude within ±2dB. Our experimental results regarding the frequency measurement methods
(target, distance, method, etc.), including the 10% absolute tolerance from system- to-system concluded
(ref.20) the ASME XI tolerances are un-realistic and impossible to be met (see Table 1).
Table 1: Factors affecting experimental errors for center frequency and relative bandwidth (ref.18).
Other sources of errors (ref.21-22) are more important for amplitude response and flaw characteristics
(length, location, height, orientation).
The ENIQ process for inspection qualification based on inspection specification (IS) and classification of
influential parameters improved the process of procedure validation qualified for a specific task. The
following example (see Figure 1) illustrates a partial qualification procedure for detection and length sizing
using different frequencies, but with the same end effect: flaw was detected, located and measured within
specified tolerances, acceptable by IS.
Figure 1: Example of detection and length sizing of root crack, root LOF and nest of porosity by
conventional UT probes of 12.7 mm / 45ºT ; frequency range: 1.5 MHz – 5 MHz.
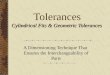
Crack height sizing based on back-scattering tip echo diffraction depends on waveform duration. Our results
(ref.22) demonstrated the capability of crack height sizing by a large variety of probes (diameters, frequency,
damping factor), under the condition to have enough gain in reserve for corner trap detection and a 3:1 (10
dB) or greater SNR for crack tip versus general noise (see Figure 2).
If the IS requirements for crack height are h > 3 mm, with a specific RMSE (let’s say ± 2 mm), a large
variety of probes with a waveform duration > 1 µs may be used. Appendix VIII- Article 4110 pct.i) may be
used as an option for system characterization and equivalency.

CIORAU-ARMITT-REALISTIC TOLERANCES-NDT.NET.doc
3
0 0.5 1 1.5 2 2.5
W a v e f o r m d u r a t i o n [ µ s ]
0.5
1
1.5
2
2.5
3
3.5
4
Min
imum
cra
ck heig
ht
[ m
m
]
tip
10 dB
noise
Figure 2: Dependence of crack height on waveform duration-conventional probes.
We suggest the following values for:
- useful gain-in-reserve vs DAC curve > 34 dB
- refracted angle tolerance: ± 2º
- center frequency tolerance: ± 15% to ± 25% vs manufacturer value
- waveform duration: ± 30%, but < 2.5 µs
- SNR crack tip > 3:1 (10 dB)
These features may be tighter or relaxed, based on specific IS requirements. Using 1.5λ probes of higher
frequency (>7 MHz) may be limited to thickness > 40 mm due to small gain-in-reserve, higher scattering and
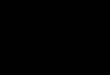
low SNR for crack tip. Our experimental data (ref.23) provided a chart with minimum crack height sized by
tip-echo back-scattering using medium-damped probes (see Figure 3).
0 10 20 30 40 50 60 70 80 90 100
T h i c k n e s s [ m m ]
0
5
10
15
20
25
M i n
i m
u m
c
r a
c k
h
e i g
h t
[
%
t
]
Figure 3: Example of minimum crack height sized by tip-echo back-scattering by medium damped piezo-
composite mono-crystal probes.
In conclusion: equipment substitution and system performance shall be based on IS requirements and a
realistic assessment of essential variables tolerances. A technical justification with experimental evidence
will allow a diversity of UT machines and probes to detect, to size and to locate weld flaws within acceptable
tolerances. A short demo to the customer and regulator (open/blind trial) will increase the confidence of all
parties. Using the tolerances of ASME XI Appendix VIII-Art.4000 will limit the problem-solving capability.
Some measurements can’t be met not even for the same family of probe type. Relaxing the tolerances for a
double-reason: experimental errors and sizing cracks with h>3 mm will give an overlapping domain and a
make-sense choice for ISI vendor: use the best probe with a good detection power and better SNR for crack

CIORAU-ARMITT-REALISTIC TOLERANCES-NDT.NET.doc
4
tips. An example on a 25% tolerance on center frequency in combination with 30% tolerance on waveform
duration is presented in Figure 4.
Figure 4: Example of overlapping frequency domains for medium-damped probes of 2.5 cycles.
This approach was used to detect and size weld flaws as per Figure 1, using a range of frequency 1.5-5 MHz.
Height sizing and axial resolution was based on higher frequency range (3.5-5 MHz) and shorter waveform
duration( < 1µs).
PAUT
PAUT method was quick approved by the customers and regulators because of the three main futures:
- is still a pulse-echo technique using a large variety of angles (redundancy)
- could easily relate the UT results to the part by S-scan display (overlay)
- is using “focused beams’ and has a better SNR (detection and sizing of small mis-oriented cracks)
The main weapon of PAUT is the flaw PATTERN . The same concept based on IS requirements must be
applied to PAUT tolerances, namely for S-scan calibration. It is very important to set realistic tolerances on
depth, angle range, index/scan readings, gain-in-reserve vs DAC, SNR for crack tips based on acceptable
tolerances from an IS or specific OEM procedure. Table 2 illustrates a 4-class event in PAUT applications:
- detection only
- sizing within ± 0.5 mm tolerances
- sizing within ± 1.0 mm tolerances
- sizing within ±2.0 mm tolerances
Table 2: Example of tolerance range based on inspection scope for PAUT.
Parameter Tolerance vs calibration
Detection Sizing [± 2 mm] Sizing [± 1 mm] Sizing [±0.5 mm]
Wedge angle ±3° ±2.5° ±1.5° ±0.7°
1-st el. height ±2 mm ±1.5 mm ±1 mm ±0.6 mm
Wedge velocity ±80 m/s ±70 m/s ±50 m/s ±30 m/s
Angular resolution 1° 0.8° 0.5° 0.2°
Test piece velocity ±150 m/s ±120 m/s ±80 m/s ±30 m/s
Index ±15 mm ±12 mm ±10 mm ±5 mm
Sampling A-scans 320 360 640 >640

CIORAU-ARMITT-REALISTIC TOLERANCES-NDT.NET.doc
5
Another example from turbine components inspection was presented in ref. 24. Some tolerances may be
too tight, but in turbine components cases they are crucial for a reliable large-scale inspection. The
conservative values are:
• Wedge velocity: ± 50 m/s
• Wedge angle: ± 1.0°
• Height of 1st element:± 1 mm
• Probe pitch: ± 50 microns for Fc ≥ 6.5 MHz
• Probe pitch: ± 100 microns for Fc = 3.5 MHz – 6 MHz
• Test piece velocity: ± 80 m/s
• Angular resolution: < 0.5°
In this approach OPG was aiming to detect and size cracks within ±0.7 mm and location of indications within
± 2mm.
Few PAUT practitioners are using the correct number of sampling along the A-scan, in order to deduce the
pixel error (ref.25). A combination of independent events – all tolerated to the best of
manufacturer/practitioner-may lead to an overall sizing capability of ± 1.1 mm or higher (see Figure 5).
Figure 5: Example of error trend due to independent events, such as point quantity, angular resolution, wedge
angle, wedge velocity, and probe pitch tolerances (from ref.25).
Another aspect which is misleading the PAUT practitioners is calibration aspects: velocity, wedge delay,
ACG/TCG, encoders) versus the reality of PAUT application. If you want to keep the pattern and use 2-3
types of waves in a single mid-size 1-D probe, you will have to give up some information from the pattern
for the sake of calibration process. Few PAUT practitioners are aware about the effective beam aperture, the
power steering and the fact a complex set-up may in fact contain 2-3 velocities (L-, T,-and Surface).
Figure 6 demonstrates the sizing of SCCs from surface-waves domain to mode-converted domain, using a
calibrated pattern within ±2 mm tolerances (ref. 26). The beam was totally divergent; some of focal depths
were in the wedge!
Figure 6: Example of SCC detection and sizing by PAUT using a complex set-up and confirmation of cracks
parameters by MP and fracture mechanics. PAUT called 16 x 4 mm (conservative decision), with a
ligament of 5 mm (ref.26).

CIORAU-ARMITT-REALISTIC TOLERANCES-NDT.NET.doc
6
TOFD
The TOFD method was accepted by ASME and UE based on Code Case 2235 and experimental results
during different programs, such as PISC II-III and DNV. European and US standards (ref.30-35) detail the
procedural steps for a good-practice in applying the TOFD in lieu of radiography or as a quick one-pass weld
scanning. It is well-known the limitations of TOFD method (dead zones due to lateral waves, back-wall,
LL/TL/LT loci). Examples in Figure 7 to Figure 11 concluded the detection is a challenge for ID surface
breaking cracks with height < 4 mm and ligament < 3 mm. A PCS off-set of more than 10 mm versus 2/3t
flaw center may lead to a dead zone and unreliable inspection (see also ref.37-38). The same problem does
not exist for OD cracks where conversely cracks located offset to the scan axis become extended in time
resulting in significant oversizing.
Figure 7: TOFD results for 11 implanted flaws in a welded mock-up of 25 mm. Flaws #1, #3, #6 and 8 are
difficult to be detected and sized due to lateral waves and back-wall echoes.
Figure 8: Example of modeling the blind zones for TL/LT loci (left) and LL back wall reflection (right).
Figure 9: Example of back wall dead zones for t=25 mm and PCS offset ± 30 mm (left) and lateral wave dead
zone (right). Removal of lateral waves may increase the information about the OD ligament.

CIORAU-ARMITT-REALISTIC TOLERANCES-NDT.NET.doc
7
(courtesy OlympusNDT-Waltham-USA)
Figure 10: Principle of location error (mono-crystal-left) and height (PAUT-TOFD-right) due to TOF loci.
Figure 11: Example of crack undersizing due to probe offset versus crack center line.
Tolerances for PCS offset shall be < 10 mm for an undersizing of 1 mm. A combination with time delay in
the couplant, index migration and actual velocity value will contribute to an overall undersizing by more than
2 mm. Use of parallel scans is recommended to eliminate off axis errors. It is highly recommended that
multiple offset scans are used to inspect welds with the cap unground. Improved precision in defect size is
obtained by measuring the scan which imaged the defect at the shortest arrival time. Data analysts are able to
open multiple scan files and make comparative arrival time measurements to ascertain the true defect
location and size.
Concluded Remarks and Recommendations
Setting realistic tolerances on essential parameters which might affect inspection results shall be based on IS
requirements and its acceptable tolerances for length, height, ligament, location and orientation (ref.27).
Assessing the possibilities and limitations of PAUT setting (ref.28-29) will lead to a realistic detection and
sizing within achievable tolerances. TOFD tolerances may also be specific to the task (see ref.36-39), but a
basic do-don’t line must be drawn in setting the TOFD parameters to meet these requirements (detection,
sizing accuracy, flaw positioning). Some hints to reduce the sizing errors and flaw location are given in
ref.40-42, but the height error could still reach 20% of the actual crack height.
A value of ±1 mm accuracy for ID surface-breaking crack height with a repeatability of ±0.3 mm is
unrealistic to be achieved in the field unless parallel scans conducted across the weld, cap dressed flush,
where the location of crack is known and time-of-flight errors are < 0.1 µµµµs. Flaws in the root area, in
counterbore, misalignment and closer to the ID/OD surfaces within 3 mm ligament are very difficult to be
detected and characterized unless a diversity and/or a combination of two methods/scanning types are not
used. Cracks with height 5-8 mm were not detected in one blind trial by TOFD. It is not recommended that
TOFD method be used as a stand-alone method to replace RT. TOFD has inherent defect detection and sizing
problems for OD and ID cracks. Crack detection is possible when centered on to an ID crack. Scans off-
center to ID cracks can lead to defects being missed or significantly undersized. Surface breaking cracks at
the OD will be plotted erroneously deep when they are located off center to the PCS. Taking into account the
operator variability, a more realistic tolerance of ±3 mm is recommended for TOFD method when non-
parallel scans are solely used (ref.37, 38 and 40). Improved precision with TOFD can be obtained by using
very high sampling rates >100MHz, high frequency highly damped transducers, PCS values set to focus at
defect locations and use of parallel scans across the defect eliminating off-axis defect errors. Tolerances

CIORAU-ARMITT-REALISTIC TOLERANCES-NDT.NET.doc
8
could be relaxed for PE and PAUT for detection and are very tight for TOFD. SCC/fatigue crack sizing and
plotting in stress areas for turbine components require tighter tolerances than ASME XI. More experimental
evidence is needed to draw generic class-based tolerances for essential parameters on all three methods based
on ENIQ/ASME approach.
References
1. ASME V-Art.4-2010:Ultrasonic Examination for Welds;
2. ASME V-Art.14-2010: Examination System Qualification
3. ASME XI-2010:Mandatory Appendix VIII-4000: Performance Demonstration for Ultrasonic
Examination Systems-Essential Variables Tolerances
4. ASTM vol. 03.03-2011:”Standard Guide-Evaluating Performance Characteristics of Phased-Array
Ultrasonic Examination Instruments and Systems” , ASTM E 2491-08
5. ASTM vol. 03.03-2011:”Practice for Contact Ultrasonic Testing of Welds Using Phased Arrays”
ASTM E 2700-09
6. ASME V: ”Case 2541 - Use of Manual Phased Array Ultrasonic Examination” 2010
7. ASME V:” Case 2557 Use of Manual Phased Array S-Scan Ultrasonic Examination Per Article 4
Section V” - 2010
8. ASME V:” Case 2558 Use of Manual Phased Array E-Scan Ultrasonic Examination Per Article 4
Section V” – 2010
9. Ciorau, P.: “Phased Array Equipment Substitution-Practitioner Approach for Large-Scale Turbine
Inspection”- ndt.net- vol. 12, no.6 (June 2007)
10. Ciorau, P.: “A novel checking technique for probe characterization and phased array system
performance assessment”, ndt.net vol.12, no.6 (June 2007)
11. Dennis, M.: “Nondestructive Evaluation: Ultrasonic Instrument Equivalency Demonstration Through
Technical Justification”-EPRI report 1016663-Dec.2008
12. Dennis, M.:” Nondestructive Evaluation: Ultrasonic Instrument Equivalency Demonstration Through
Technical Justification”-EPRI report 1019114-Dec.2009
13. Dennis, M.:” Nondestructive Evaluation: Ultrasonic Instrument Equivalency Demonstration Through
Technical Justification”-EPRI report 1021151-Dec.2010
14. Case N-780 Alternative Requirements for Upgrade, Substitution, or Reconfiguration of Examination
Equipment When Using Appendix VIII Qualified Ultrasonic Examination Systems Section XI,
Division 1-April 2010 (ASME XI proposal)
15. EPRI:” Nondestructive Evaluation: Procedure for Manual Phased Array Ultrasonic Testing of
Piping” – EPRI Report 1016650-Aug.2008
16. ASTM 2773-04: Standard Practice for Use of the Ultrasonic Time of Flight Diffraction (TOFD)
Technique
17. ASME V-Art.4-Mandatory Appendix III and Non-mandatory Appendix L
18 Armitt,T.:”Phased Array not the Answer to Every Application”- Proceedings ECNDT, paper
We3.1.3-Berlin, Sep-2006; ndt.net – no.11-2006
19. Hockey,R.L., Green,E.R., Diaz, A.A.: ”The effect of equipment bandwidth and centre frequency
changes on ultrasonic inspection reliability: Are model results too conservative?” in proc. Rev.of
Quantitative NDE, vol.10B, pp.2251-2258, Plenum press, New York, 1991.
20. Ciorau,P., Bevins,B, Mahil, K.: "Frequency response measurements of shear-waves transducers
employed for in-service inspection of nuclear components"-British Journal NDT, vol.37, no.2,
Feb.1995, pp.93-100.
21 CEGB OED/STN/87/20137: “CEGB Code of Practice for Ultrasonic Measurement Errors
Assessment”-CEGB-UK, May 1987
22. Ciorau, P.:” Random and systematic factors affecting peak amplitude level in ultrasonic inspection of
welded joints" - Canadian Journal of NDT , vol. 17, no.3, 1995, pp. 14-20.; Doc. IIW-Vc-923-97/OE
23. Ciorau,P., et.al.: “”Contribution to detection and sizing fatigue cracks in pipe welds”- Canadian
Journal of NDT, Part 1: Time-of-flight diffraction techniques, vol.19, no.1, Jan. 1997, pp.18-22.
24. Poguet, J., Ciorau,P.:” The Influence of PAUT Parameters on Crack Height, Location and Pattern”
Proceedings 8th Int. Nucl. NDE Conf.-paper Th. 3.B.2.- Berlin-Sep 2010; 3
rd COG-CINDE ISI Conf-
Markham-June 2010; ndt.net, vol.15, no.12-Dec. 2010 (with ppt)

CIORAU-ARMITT-REALISTIC TOLERANCES-NDT.NET.doc
9
25. Armitt, T., Ciorau, P., Coulas, J.:” A contribution to quantifying the sources of errors in PAUT”-
Proceeding of the 9th NDE Conf.-Seattle, May 22-24, 2012
26. Ciorau,P., Pullia, L.:” “How Reliable is Your Call? OPG Phased Array Ultrasonic Inspection
Experience on Siemens- Parson Turbine Blade Roots 2001-2007”- ndt.net – vol. 12, no. 6 (June
2007) / 10-th EPRI Turbine Workshop-Phoenix-Aug.13-15-2007.
27 ***ENIQ Report nr.24:”Recommended Practice 1: Influential/Essential Parameters-EUR 21751 EN-
2005
28. Armitt,T.: “Measurement and sizing capabilities of PA applications”-Lavender Int. Consultancy –API
training course-module 2-Houston-USA, 2011 (not for distribution)
29. OlympusNDT: “Advances in Phased Array Ultrasonic Technology Applications”-editors: N.Dubé
and M. Moles, Waltham, USA, 2007, chapter 5.2
30. EN583-6: 2008: Non-destructive testing. Ultrasonic examination. Time-of-flight diffraction
technique as a method for detection and sizing of discontinuities
31. DD CEN/TS 14751: 2004 Technical specification Welding - Use of time-of-flight diffraction
technique (TOFD) for examination of welds.
32. ISO/DIS 10863: Draft for development: Welding — Use of time-of-flight diffraction technique
(TOFD) for testing of welds
33. ASME CC2235-9: October 2005; Use of Ultrasonic Examination in Lieu of Radiography
34. ASTM E 2373-2004: Standard Practice-Use of TOFD Technique
35. ENV 583-6-2008: Non-destructive testing – Ultrasonic examination – Part 6: TOFD-technique as a
method for detection and sizing of discontinuities
36. Ciorau,P., Gray, D., Daks, W.:” Phased Array Ultrasonic Technology Contribution to Engineering
Critical Assessment (ECA) of Economizer Piping Welds”- 6th Int. Nucl. NDE Conf-Budapest, 2007
37. Farley, J.M., Goujon, N.S., Sheperd, B.W.O.:”Critical Evaluation Of TOFD for Search Scanning”-
Proc. 16th WCNDT-paper 602-Montreal, Sep.2004
38. Quimby, J.:”Practical Limitations of TOFD on Power Station Main Steam Pipework”-Insight,
vol.48, no.9-Sep.2006, pp.556-563
39. Armitt, T.:”TOFD course for Olympus NDT”-Jan.2005
40. A Al-Ataby, W Al-Nuaimy and O Zahran:” Towards automatic flaw sizing using ultrasonic time-of-
fight diffraction”- Insight, Vol 52 No 7 July 2010, p.366-371
41. J Charlesworth and J Temple:” Engineering applications ultrasonic time-of fight diffraction”, RSP,
2nd edition, 2001
42. Silk, M. G.:”An evaluation of the performance of TOFD technique as a means of sizing flaws, with
particular to the flaws with curved profiles:-Insight,vol.38, no.4, April 1996, pp.280-287.
Acknowledgements
The authors wish to thank the following organizations and people:
• OPG-IMS Management, Canada and Lavender Int. NDT Consultancy Services, UK for granting the
publication of this paper
• OlympusNDT, Waltham-USA for allowing to use a figure from their book “Introduction to Phased
Array Ultrasonic Technology Applications, p.74 top”