Embed Size (px)
Citation preview

Selecting Optimal Ingot Sizes for BethlehemSteel
FRANCIS J. VASKO Mathematics and CIS DepartmentKutztown UniversityKutztouui, Pennsylvania 19530
FLOYD E . W O L F Systems Analysis GroupHo?ner Research LaboratoriesBethlehem Steel CorporationBethlehem. Pennsylvania 18016
KENNETH L . STOTT Systems Analysis GroupHomer Research LaboratoriesBethlehem Steel Corporation
JAMES W. SCHEIRER Saucon MIUS TechnologyBethlehem Plant TechnologyBethlehem Steel Corporation
To take maximum advantage of a new ingot mold stripping fa-cility, which was installed in 1984 at the Bethlehem Plant, wedeveloped a two-phase, computer-based procedure for select-ing optimal ingot dimensions and internal ingot mold dimen-sions. Phase 1 generated feasible ingot and internal ingotmold dimensions consistent with the new stripper's capabilityand with foundry, steelmaking, metallurgical, mill, and ship-ping yard constraints. Phase 2 then used a set-covering ap-proach to select the optimal ingot and internal ingot moldsizes from among the feasible sizes. Based on model resultsand following trial mill tests, full production use of new moldsizes has affected the entire plant operation, resulting in over$8 million annual realized savings.
Bethlehem Steel Corporation is the sec- greatly reduces costs and that has been
ond largest steel producer in America adopted in Japan and Europe and more re-with major steel producing plants in Beth- cently in the United States to replace thelehem, Johnstown, and Steelton, Pennsyl- traditional ingot-based steelmaking tech-vania, and at Sparrows Point, Maryland, nology. While using continuous casters (in-and Burns Harbor, Indiana. Continuous stead of ingot-based steelmaking) improvescasting is a steelmaking technology that yield, productivity, and product quality.
Copyright e 1989, The InsHtute of ManagemenI Sciences iNDUSTRIES — MININC/METALS0091-2102/89/1901/0068S01.25 INVENTORY/PRODUCTION — APPLICATIONS
INTERFACES 19: 1 January-February 1989 (pp. 68-84)

BETHLEHEM STEEL
these benefits demand a considerable in-vestment — the installation of a continuouscaster can easily cost between $200 and$300 million.
Although Bethlehem Steel is committedto modernizing its steelmaking facilities(four continuous casters have been in-stalled at its plants, including three since1982), for the foreseeable future, it plans tocontinue producing structural steel at itsBethlehem Plant without a continuouscaster. Therefore, to remain competitive inthe structural shapes market, it must op-timize the operation of the ingot-basedBethlehem Plant. At the heart of the opera-tion are the ingot molds used to producethe steel ingots that are processed intostructural shapes. The size and shape ofthe ingots directly affect the efficiency ofboth upstream and downstream opera-tions. At a modest cost, compared to a newcontinuous caster, a new ingot stripping fa-cility to remove molds from ingots togetherwith optimally designed ingots and moldsprovided a major improvement inefficiencies.
The installation of a new ingot moldstripping facility provided us with the op-portunity to develop a robust computer-based procedure for designing and select-ing optimal ingots and ingot molds.The Ingot Mold Stripper Project
In 1980, to remedy the deterioratedcondition of its existing ingot mold strip-per, the Bethlehem Plant proposed that anew facility be built because the cost ofrebuilding the obsolete, existing facilitywas prohibitive. In 1981, management ap-proved the construction of a new facilitycapable of handling taller ingots; that is,solid rectangular-shaped steel blocks. The
new facility was justified on the basis ofprojected benefits from reduced equip-ment maintenance costs and improvedmaterial flow resulting in fuel savings.The justification for the stripper did notquantify any projected benefits from rede-signed ingot molds other than from rais-ing the height of several of the currentmold sizes.
Bethlehem's management realized thatmanagement science experts within thecorporation could help design the ingotmolds, and they formed an interdiscipli-nary team to do it. The systems analysisgroup within Bethlehem's research de-partment developed a two-phase, com-puter-based model for selecting optimalingot dimensions and internal ingot molddimensions. At the same time, both theplant and the research department wereperforming steel deformation studies, ex-amining the way the shape and size ofthe ingot is transformed by sets of hori-zontal and vertical rolls into a structuralshape, for example, an I-beam. The inter-disciplinary teann of plant and researchpersonnel incorporated into the optimiza-tion model (1) the new results from thesteel deformation studies, (2) the en-hanced capabilities of the new stripper,and (3) all relevant foundry, steelmaking,metallurgical, mill, and shipping yardconstraints.Material Flow
The Bethlehem Plant is a fully inte-grated steel plant. Blast furnaces are usedto convert iron ore, coke, and other rawmaterials into molten iron. The molteniron is supplied to the steelmaking divi-sion where basic oxygen furnaces refinethe iron into steel. Molten steel from the
January-February 1989 69

VASKO, WOLF, STOTX SCHEIRER
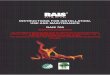
basic oxygen furnaces is poured into la-dles, and from there the metal is pouredinto various size ingot molds (cast ironcontainers open at both ends), which siton flat iron bases called stool plates,which in turn sit on flatbed railroad cars.The molds are then transferred by rail toan ingot stripper where, after the steel in-gots have solidified sufficiently, the moldsare stripped from (lifted off) the ingots bylarge cranes. The molds are then shippedto storage until needed again. The ingotsare transferred to furnaces called soakingpits, where they are heated by a mixtureof gases to a uniform temperature beforebeing rolled on the mills into a variety ofstructural steel shapes (wide-flangebeams, standard beams (I-beams), H-pil-ing, sheet piling, channels, angles, andseveral specialty shapes). After rolling,the products are transferred to hot beds(storage areas where they cool), cut to thelengths specified by customers, and
shipped. Figure 1 depicts a generic mate-rial flow for an ingot-based steel rollingmill complex.
There are two structural complexes (se-ries of mills) at the plant that are differentin the way they convert ingots into fin-ished shapes. The larger of the two,known as the 48-inch mill, was built in1907 and modified and upgraded throughthe years. It was one of the first mills ofits type to be built in the United States.Despite its age, this mill can producequality wide-flange beams, large H-pilingsections, and large standard beams —some of the largest and heaviest (730 lbs./ft.) structural products of any structuralrolling mill in the world. The 48" mill rollsfinished products directly from ingots, us-ing three in-line mills (blooming mill,roughing mill, and finishing mill). It by-passes such intermediate steps as rollingthe ingot into smaller rectangular sizescalled blooms, which must then be
' - ' REHEAT FURNACE FIMSHINGMILL
ir*3OT POUHING
BLOOMING MILL
OPEN HEAmX FUHNACE SOAKING PIT
Figure 1: A generic material flow for an ingot-based steel rolling mill complex.
INTERFACES 19:1 70

BETHLEHEM STEEL
reheated in furnaces before they can berolled into their finished shapes. The 48"mill rolls an ingot of a given cross-sectionand weight into a long length (200 feet) offinished product, for example, an I-beam.A very specific ingot size and ingotweight must be provided for each cus-tomer order to produce the desired fin-ished product. The majority of the rolled
The 48-inch mill rolls finishedproducts directly from ingots,using three in-line mills.
products (over 100 distinct products) fromthe 48" mill are cut to customer orderedlengths immediately following the finish-ing mill. They are then straightened, in-spected, and grouped into customerorders ready for shipment.
The second complex of rolling mills,known as the combination mill, was builtin 1967. It can produce a wide variety ofhigh quality medium-to-light-weightwide-flange beams and standard beams,as well as channels, angles, interlockingsheet piling, and miscellaneous shapes.Material flow on this mill is differentfrom that on the 48" mill, in that ingotsfrom the soaking pits are first roiled in aseries of blooming mills into rectangularblooms of a multitude of dimensions, forexample, 12" x 20", 6" x 12", 8" x 14", andof various lengths. About 50 bloom sizesare used by the combination mill to pro-duce over 100 distinct products. Theblooms must be heated in a reheat fur-nace prior to being rolled on the combina-tion mill. The products from this mill arecut to individual customer lengths after
they have been cooled and straightened.Although the constraints on ingot size areless severe for the combination mill (al-most any bloom size can be producedfrom any ingot size within reason), never-theless, optimizing the ingot sizes im-proves yield and productivity.The Problem
As can be seen from the description ofthe material flow, either the molds them-selves or the ingots they produce affectvirtually every operation in the entireplant. Therefore, any changes in the de-sign of the molds that affect ingot shapemust be considered very carefully.
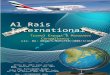
The internal dimensions of a mold de-termine the dimensions of the ingots thatare produced from it. Ingots producedfrom molds of the same size will have thesame bottom dimensions and shape butcan differ in height and top dimensions(Eigure 2). Furthermore, each ingot canbe used to produce several different fin-ished products depending on how it isprocessed in the mill. Therefore, onemold size can be used to produce a vari-ety of finished products.
Important parameters in mold designthat will determine the shape of the
MAXIMUMPOUR HEIGHT
MINtMUMPOUR HEIGHT
Figure 2: A structural product is made from afixed volume of steel; therefore, the cross-sec-tion area of the mold determines the height ofthe ingot.
January-February 1989 71

VASKO, WOLF, STOTT, SCHEIRER
ingots the mold produces include insidemold cross-sectional dimensions, height,taper or vertical slope of the mold, corru-gation pattern and inside corner radii.The inside walls of the mold are tapered,resulting in smaller top ingot dimensions,and corrugated to make for easier removalof the ingot. The thickness of the moldwall decreases as the height of the moldincreases. This influences the number ofingots the mold can produce before it hasto be scrapped, for example, 60 ingots/mold.
Within Bethlehem Steel, engineersstudy the way steel is transformed as it isprocessed through a mill. For a particularfinished product, for example, a wide-flange product, they can determine thebest ingot size (cross-section) to use toproduce it. The best ingot size is one thatwill produce a high quality finished prod-uct while minimizing the amount of yieldloss (unusable material called crop ends)that must be removed from its ends afterits cross-section is reduced in the bloom-ing mills. At first glance, it appears thatoptimal ingot sizes can be determinedmerely by studying, one at a time, all thefinished products on a mill. However,this approach would result in a collectionof customized ingots, each requiring itsown unique internal ingot mold dimen-sions and corresponding mold size. Sincethe two rolling mill complexes at theBethlehem Plant produce more than 200distinct finished products, the number ofmold sizes needed to produce the "cus-tomized" ingots for these products couldconceivably exceed 200.
When our study began, the BethlehemPlant was using about a dozen ingot mold
sizes. The steeimaking and foundry de-partments were responsible for the inven-tory and material handling of ingot moldsand knew, based on past experience, thatany increase in the number of distinctmold sizes would result in a significantincrease in inventory and material-han-dling costs and in logistical problems. Atan ingot-based operation, the cost ofmolds is a major expense.
Therefore, we developed a two-phase,computer-based procedure for selectingoptimal ingot dimensions and internal in-got mold dimensions in order to (1) takemaximum advantage of the enhanced ca-pabilities of the new stripper — it couldhandle ingots of increased height andweight, (2) avoid violating any foundry,steelmaking, metallurgical, mill, and ship-ping yard constraints, and (3) incorporaterecent research and plant technology re-suits related to improving yield and qual-ity. Only nominal improvement wouldhave been realized if the old mold sizeshad been retained and their height in-creased. Phase 1 of this procedure gener-ated feasible ingot and internal ingot molddimensions consistent with conditions (1),(2), and (3). Phase 2 then used a set-cov-ering approach to select from among thefeasible sizes generated the ingot dimen-sions and the internal ingot mold dimen-sions that minimize the number ofdistinct mold sizes required to producethe finished products. Also, phase 2 se-lects, from among the solutions for theminimum number of mold sizes, the onethat achieves the secondary objective ofeither minimizing product yield loss ormaximizing mill productivity for the Beth-lehem Plant's product-mix distribution.
INTERFACES 19:1 72

BETHLEHEM STEEL
By decomposing the formulation intotwo phases, many math programmingconstraints were implicitly handled inphase 1. This reduced the size and com-plexity of phase 2 without sacrificing theaccuracy of the overall problem formula-tion. As discussed in Vasko, Wolf, andStott [1987], this resulted in a very robustprocedure that could easily handlechanges in both constraint parametersand logic associated with generating fea-sible ingot sizes.
In phase 2 the first priority was to min-imize the number of mold sizes because
Either the molds themselvesor the ingots they produceaffect virtually everyoperation in the entire plant.
the inventory investment, material-han-dling, and logistical considerations associ-ated with an additional mold sizeoutweigh the potential yield or productiv-ity benefits from increasing the numberof moid sizes.Assumptions, Constraints, andParameters
A large number of parameters and con-straints influence the generation of feasi-ble ingot sizes and internal ingot moldsizes. The information that resulted fromthe 1983 studies was used in phase 1 ofour model to generate feasible mold sizes.A strength of using our phase 2 mathe-matical programming structure, which se-lects the optimal mold sizes from thefeasible sizes that have been generated, isthat the algorithm to solve the problem isnot affected by this new information. We
analyzed a large number of scenariosbased on different parameter settings.The major parameters, considerations, as-sumptions, and constraints used in themodel follow:— The first objective criterion — While
satisfying all constraints, the primaryobjective is to minimize the number ofdistinct mold sizes required to pro-duce the finished products;
— The second objective criterion —Either to maximize mill productivity,that is, to minimize total bloomingmill passes, or to minimize productyield loss;
—• The structural tons of finished productprojected for 1987;
— The set of finished products that canbe made from the designed ingots;
— The maximum ingot weight limited bycrane capacity;
— The maximum aspect ratio — A meas-ure of how rectangular an ingot is,that is, the bottom ingot width di-vided by the bottom ingot thickness;
— The acceptable mold-pour heightrange — The minimum and maximumallowable ingot heights (if an ingot istoo tall for a particular finished prod-uct, the product will not fit on the hotbed when it is rolled [Figure 2])
— The ingot taper — The slope of thevertical sides of the ingot (Figure 2),for example, 1.0 percent, 1.5 percent,2.0 percent; the greater the taper, theeasier it is to remove the mold fromthe ingot but the harder it is to roll theingot through the mill;
— The maximum hot bed length — Max-imum allowable length finished productprior to cutting it to customer lengths;
January-Eebruary 1989 73

VASKO, WOLE, STOTT, SCHEIRER
Pass reduction logic — How much re-duction in cross-section is achievedeach time the ingot passes through theblooming mill rolls; that is, the specif-ics of how the ingot's cross-section iscompressed, its length increased, andits shape transformed into an I-beam;The logic necessary to calculate loss inyield — The amount of material lostwhen the ingot is processed throughthe mills;The minimum dimensions of the topof the ingot — Must be large enoughto fill out the required cross-sectioninto the shape pass at the bloomingmill for the finished product beingproduced;Guaranteed sidework (making the in-got width large enough so that ade-quate width reduction occurs in themill) — An adequate amount of side-work is required to insure both sur-face and internal product quality, andthe yield at the blooming mill is heav-ily influenced by the amount of side-work done there;Maximum dimensions of the bottom— These constraints ensure that thecrane tongs at the soaking pit will beable to handle the ingots safely, the in-gots can fit into the blooming mill,and ingot pouring platform limitationsare not violated;Ingot dimension tolerances — Toler-ance allowed for minimum and maxi-mum ingot width and thickness;The pour height tolerance allows in-gots for a particular finished productthat are poured slightly below mini-mum pour height in a given mold sizeto still be considered feasible in that
mold size;— The finished product length tolerance
allows ingots for a particular finishedproduct to be produced from a moldsize even if the maximum finishedproduct length is not quite attained,for example, the tolerance permits alength of 198 feet instead of 200 feet.
Determining Feasible Mold Sizes —Phase 1 Logic
Given the input information, Phase 1calculates all the feasible ingot dimen-sions and corresponding mold sizes thatcan be used to produce each finishedproduct. Phase 1 is composed of threeprocedures, Genmolds, Feasrange, andCreatematrix, discussed in detail in Vasko[1983]:
Cenmolds (generation of feasible moldsizes) calculates a set of ingot sizes andcorresponding inside mold dimensionstailored to each particular product. Spe-cifically, given a finished product, themethod calculates the ingot weight forthat product that corresponds to the max-imum attainable product length on thehot bed without violating any constraints;for example, maximum ingot weight andhot bed length. Then, given the ingotweight and minimum allowable ingot topcross-sectional dimensions, Genmolds cal-culates the corresponding ingot height forany taper. If the height falls within thefeasible range, it stores the ingot dimen-sions, since they are feasible. If, on theother hand, the height exceeds the feasi-ble range, the ingot dimensions are notfeasible and are not retained. The applica-tion-specific pass reduction logic is usedto increase the cross-sectional dimensionsof the ingot and recalculate the ingot
INTERFACES 19:1 74

BETHLEHEM STEEL
height. For an ingot with a fixed weight,the height decreases as the cross-sectionalarea increases. Genmolds continues thisprocedure until it achieves the maximumcross-sectional dimensions or until the in-got height falls below the minimum ac-ceptable height.
Feasraiige (determination of feasible pa-rameter ranges) uses the same logic asGenmolds to calculate ingot bottom cross-sectional areas corresponding to mini-mum and maximum ingot heights foreach finished product (see Figure 2). Thearea associated with the maximum ingotheight is the minimum feasible area forthat product, and the area associatedwith the minimum ingot height is themaximum feasible area for that product.These areas are needed by Creatematrixto determine which finished products canbe produced from which ingot molds.
Creatematrix (create matrix of feasibleproduct-ingot pairs) determines whetherother products can be produced fromeach set of feasible inside mold dimen-sions that were determined in Genmoldsfor a particular finished product. It doesso largely by comparing the areas calcu-lated in Feasrange. For example, supposewe have a mold size with bottom insidearea of A,,^, and we want to determinewhether a finished product with mini-mum bottom area As and maximum bot-tom area An can be produced from aningot poured into this mold size; then,given that all other constraints are not vi-olated, such as minimum cross-sectionalingot dimensions, this mold size will befeasible for this product ifA.^A^^A^.If AM>AI!, then the ingot height is less
than the minimum feasible height. Onthe other hand, if AM<A^, then the ingotheight is greater than the maximum feasi-ble height. The output of Creatematrix in-cludes a list of all feasible pairings ofmold sizes with finished products.Optimal Mold Sizes — Phase 2Formulation
The output from phase 1 is used to de-termine the coefficients for the mathemat-ical programming formulation whichcomprises Phase 2 (see appendix for mathformulation). This formulation, called the
Any increase in the numberof distinct mold sizes wouldresult in a significant increasein inventory and material-handling costs and inlogistical problems.
ingot size selection problem (ISSP), is apreemptive, zero-one, linear goal pro-gram in which the first objective mini-mizes the number of mold sizes and thesecond objective minimizes total annualcrop weight for all products produced.The constraints insure that mold sizes areselected such that each finished producthas at least one feasible ingot size associ-ated with it.Optimal Mold Sizes: Phase 2 SolutionProcedures
The ISSP can be solved by first solvinga minimum cardinality set-covering prob-lem (MCSCP) (see Vasko, Wolf, and Stott[1987] for references), and then solving ageneralized K-median problem [Mavrides1979]. Specifically, the solution to theMCSCP determines the minimum number
January-February 1989 75

VASKO, WOLF, STOTX SCHEIRER
of molds, call it K. Then, a K-medianproblem is solved to find the feasible setof K mold sizes that minimizes cropweight. Both the set-covering problem[Karp 1972] and the K-median problem[Garey and Johnson 1979] are NP-complete.
Alternately, the ISSP has an equivalentformulation as an uncapacitated facilitylocation problem (UFLP). This well-known problem, also referred to as thelock-box location problem, has been stud-ied by numerous researchers; see Vasko,Wolf and Stott [1987] for references.
The procedures developed to solve theUFLP typically have been tested only onsmall problems and resort to branch-and-bound techniques to guarantee a globaloptimum. Computationally, Erlenkotter's[1978] dual-based procedure DUALOCappears to be one of the best, based onhis results for relatively small test prob-lems. The ISSP is equivalent to a specialcase of the UFLP (see the appendix).
Having obtained DUALOC from D.Erlenkotter, we tried to use it to solveISSPs. Although DUALOC performedvery well for an exact procedure, it re-quired up to 15 CPU minutes or more (weterminated DUALOC after 15 CPU min-utes) to solve ISSPs on an IBM 3032 (seeVasko [1983], Table 3). Since we were in-terested in analyzing a large number ofdifferent scenarios — for example, differ-ent tapers, minimum pour heights, millconfigurations that influence allowable in-got dimensions, and so forth — and sinceISSPs typically involve about 130 set-cov-ering constraints (one for each finishedproduct) and 600 integer variables (onefor each candidate mold size), we wanted
to use an efficient heuristic, that is, aheuristic that would require only a fewCPU seconds to solve an ISSP.
As part of his PhD dissertation [1983],Vasko developed a hybrid heuristic, OPT-SOL, that performs better than the stand-ard greedy-type heuristics for solving theMCSCP [Vasko and Wilson 1986]; weused OPTSOL to solve the MCSCP part ofISSP Once the MCSCP has been solved, agood solution to the second priority K-median problem can be found quickly byusing a neighborhood search technique[Lin 1975]. In general, the neighborhoodsearch technique starts with the OPTSOLsolution to the MCSCP and removes moldsizes in the solution one at a time andtries to replace the mold size removedwith one that improves the second objec-tive function. OPTSOLI is a straightfor-ward extension of OPTSOL that we usedto solve the ISSPOPTSOLI was constructed as follows:
(1) Execute OPTSOL to solve the MCSCP(2) Perform a 1-opt-type neighborhood
search on the OPTSOL solution in or-der to locally optimize the second ob-jective function.
For this particular application, OPT-SOLI provided the opportunity to evalu-ate a large number of design andoperating scenarios quickly (several CPUseconds on an IBM 3032). Because of themagnitude of the decision, we usedDUALOC to confirm the final moldspecifications.Analyses and Results
From June 1983 through February 1984,we performed extensive computer anal-yses using our two-phase, computer-based procedure for selecting optimal
INTERFACES 19:1 76

BETHLEHEM STEEL
ingot and internal ingot mold dimensions.During this period, studies performed atthe plant and by the research departmentwere providing more refined input infor-mation for our computer model (phase 1).As they became available, we incorpo-rated these results into the model and
We analyzed a large numberof scenarios based ondifferent parameter settings.
performed analyses to determine trade-offs among ingot taper, maximum fin-ished product length, pour height range,minimum and maximum ingot dimen-sions for each finished product, predictedyield loss, and ingot-to-bloom reductionlogic.
Our analyses progressed through fivemajor stages, and we analyzed more than50 scenarios. The difference among stageswas the availability of new, more refinedinput information for phase 1 of the pro-gram. At each stage, we studied severalscenarios that explored the importance ofthe following key parameters: maximumhot bed length, pour height range, andtaper.
Stage 1 contained the following:— The preliminary logic for determining
feasible ingot sizes for each finishedproduct,
— The initial estimates for the minimumdimensions of ingot tops,
— A secondary optimization criterion tominimize total blooming mill passes,
— Mill yield estimates, and— Maximum ingot dimensions based on
crane tong openings and stool plate
dimensions, but not explicitly on millroll opening or width considerations.
Stage 2 included the same componentsas stage 1 except for the following:— A revised logic for determining feasi-
ble ingot sizes for each finished prod-uct, and
— A revision of minimum top ingotdimensions.
Stage 3 included the same componentsas stage 2 except for:— New (larger) minimum ingot dimen-
sions that ensure that a certain mini-mum amount of ingot reduction wouldoccur in the mill — a qualityconsideration.
Stage 4 included the same componentsas stage 3 except that:— Revised maximum ingot dimensions
explicitly reflect the maximum mill rollopening, and
— The minimum amount of ingot reduc-tion was revised to accommodate newmaximum ingot dimensions for eachfinished product.
Stage 5 included the same componentsas stage 4 except that:— The minimum top ingot dimensions
were revised,— The secondary optimization criterion
was changed to minimize productyield loss while insuring acceptablemill productivity,
— Yield values were generated that arebased, in part, on logic to calculateshear crop weights (waste removedafter blooming mill operation), and
— Maximum ingot dimensions wererevised.
After we analyzed each set of scenariosusing the two-phase computer model, we
January-Eebruary 1989 77

VASKO, WOLF, STOTT, SCHEIRER
met with representatives of the appropri-ate plant departments and with steel de-formation specialists from the researchdepartment to discuss the results. Wegenerated a report for each scenario thatgrouped all the finished products by theiroptimal internal mold dimensions. Wewere interested only in the dimensions ofthe insides of the molds because these arethe dimensions that determine the shapesof the ingots. For each finished product
The ingots produced from thetrial molds consistentlyimproved mill yield andproduct quality.
and each scenario studied, the report liststhe ingot size chosen by the model, themaximum allowable bottom ingot dimen-sions and the actual bottom ingot dimen-sions, the minimum allowable top ingotdimensions and the actual top ingot di-mensions, the then current ingot sizeused, the finished product length on thehot bed, the height of the ingot, the millyield, and productivity measures (bloom-ing mill passes and annual number of in-gots required to meet demand).
This report was extremely helpful inenabling the group analyzing the resultsto identify how the various constraints af-fected the solution. For example, althoughthe steelmaking department wanted tolimit the range of pour heights as muchas possible, the number of mold sizes re-quired increases as the range of pourheights decreases. Also, sensitivity anal-yses of key parameters — taper, for ex-ample — were helpful in suggesting
possible refinements to the input data. Inparticular, studies indicated that tapershould be increased (over the taper of thethen current mold sizes) in order to im-prove removal of the mold from the ingot.However, as the ingot taper is increased,the number of mold sizes required in-creases because of the interaction of taperwith the following: minimum allowabletop ingot dimensions, pour height range,and hot bed length limitation. Also, it ismore difficult for the mill to roll the ingot.Those reviewing these results typicallymade two types of suggestions: that aparticular constraint should be looked atmore closely to determine if it could beloosened, and that perhaps some plantconstraints needed refinement or othershad not been identified. In both cases,the result was that the appropriate plantor research personnel investigated the sit-uation and reported back to the group.Based on the results of these investiga-tions, additional scenarios were formu-lated and analyzed. This evolutionaryprocess lasted from June 1983 throughFebruary 1984.
Based on model results, we selected atrial mold size. At the end of November1983, after the foundry produced a set oftrial molds, we began mill trials. The in-gots produced fron:i these molds consist-ently improved mill yield and productquality. These results helped to validatethe new input logic that was being usedin phase 1 to design feasible ingot andmold sizes.The Recommendation
In February 1984, we finally found ascenario that satisfied all plant depart-ments. In March 1984, the plant accepted
INTERFACES 19:1 78

BETHLEHEM STEEL
our recommendation to replace the sevenexisting mold sizes with six new opti-mally-designed moid sizes (which in-cluded the trial mold size) based on aconservative analysis that predicted eco-nomic benefits of $1.8 million annually insavings due to improved yield and pro-ductivity, and savings due to reducedmold investment. Our recommendationfor new ingot and mold sizes was well re-ceived and approved by plant manage-ment for a number of reasons.
Two plant departments were primarilyaffected by the recommendation for newingot and mold sizes — the steelmakingdivision and the rolling mills division. In-put to the computer model was based onrecent mill studies aimed at improvingquality and yield in the mills; therefore,the model results were implicitly gearedto improve the performance of the mill di-vision. On the other hand, the steelmak-ing division was responsible for theinventory, material handling, and logisti-cal problems associated with maintainingingot molds. The final mold recommenda-tion was a "win-win" situation for bothdivisions in that it both reduced the num-ber of mold sizes that had to be main-tained and also improved productperformance (yield and quality) throughthe mill.
The determination of an implementablefinal recommendation was made possiblein part by the cooperation and a willing-ness to compromise by the plant and re-search departments; and the existence ofa two-phase computer model that servedas an impartial referee for generating andevaluating alternative design and operat-ing scenarios. Specifically, it enabled us to
quickly model complex design and oper-ating scenarios by modifying only phase 1without having to alter the mathematicalprogramming formulation and solutionprocedure (phase 2) that efficiently evalu-ated these scenarios to minimize thenumber of distinct ingot mold sizes re-quired and improve product performancethrough the mill. Also important were theeasy-to-understand reports that pointedout which constraints were binding andwhich were loose. In addition, the proj-ected benefits to the plant were $1.8 mil-lion annually, even with the mostconservative worst-case estimate; and thetrial mold size had been tested success-fully by the mill for three months.
The plant decided to phase in the newmold sizes, one size at a time, as the ex-isting molds were scrapped due to wear,cracking, and so forth. Since the average
The plant's original plan wasto conduct extensive milltrials on one new mold size ata time.
life of the existing molds, measured bythe number of ingots it could produce be-fore being scrapped, was 60 to 70 pours,phasing in the new molds was expectedto take several years.Mold Trials and Phase-In
The plant's original plan was to con-duct extensive mill trials on one newmold size at a time, starting with thelargest size since our computer analysespredicted the largest benefits for thatsize. The mill trials were necessary toverify projected yield improvements for
January-February 1989 79

VASKO, WOLF, STOTX SCHEIRER
all finished products that could be rolledfrom that mold size.
In order to evaluate each new mold sizeas comprehensively as possible, enoughmolds to hold a heat's worth of steel wererequired (approximately 15 molds for thelargest size). Starting with the optimal in-ternal ingot mold dimensions, along withinput from plant technology engineerswho had determined the main mecha-nism of failure for the existing mold sizes,the foundry prepared blueprints incorpo-rating the optimal mold features to pro-vide improved mold life. It takes aboutthree months from approval of the finalblueprint for a mold size until the moldsare ready for mill trial; the long lead timeis necessary because new foundry equip-ment and patterns must be made for thenew molds. Each new design was sched-uled to be tested for two months prior tophasing the molds into full production.
By early 1985, mill testing on the twolargest new mold sizes (the second largestbeing the trial mold size) had been suc-cessfully completed, and these sizes werebeing phased into production as the exist-ing molds were scrapped. With the milltesting and phasing-in of these first twonew mold sizes, the truly conservativenature of our March 1984 worst-case ben-efits analysis came into focus. Thesemolds and the ingots they produced wereperforming so well in terms of yield, sur-face quality, and internal quality that theBethlehem Plant decided to acceleratetheir phase-in. By August 1985, based onthe very good results for the first threeingot mold sizes and limited mill test re-sults of the last three ingot mold sizes,the plant formally agreed (all divisions
signed off) to accelerate the full produc-tion phase-in of all six new ingot moldsizes and to forego mill testing of thethree smaller mold sizes. Inventory levelsfor the new sizes were developed in con-junction with schedules to phase-in thenew sizes at optimal rates to achieve max-imum benefits as rapidly as possible. Bythe end of 1986, the new mold sizes werebeing used in full production.Benefits Actually Realized
With all production coming from thenew mold sizes, the actual benefits areconsiderably better than the $1.8 millionestimate:— The annualized reduction in mold in-
vestment due to fewer mold sizes is$0.42 million per year.
— The mill yield improvement is $2.0million per year.
— The energy savings from the new ta-per is $1.8 million per year.
— The reduction in product reworkingsaves $0.2 million per year.
— Better mold life is $1.75 million per year.— Reduced handling costs are $0.75 mil-
lion per year.— Productivity improvement is $0.70 mil-
lion per year.— More business due to heavier and
longer finished product length is $0.5million per year.
— Total: $8.12 million per year.This project also provided the followingqualitative benefits to the plant:— It improved communication among
plant departments and between theplant and the research department.
— A multitude of ideas went into themold designs, and everybody sharedin the success.
INTERFACES 19:1 80

BETHLEHEM STEEL
— It improved "customer-supplier" rela-tionships within the plant.
— The project demonstrated that sub-stantial savings could be achieved bychanging the process.
— The model accurately traded off a mul-titude of design considerations andconstraints and gave Bethlehem theconfidence to implement a reduced setof optimally designed mold sizes.
— The project was an example of how tomanage a major plant effort involvingdiverse expertise and manydepartments.
Optsol for Assigning MetallurgicalGrades
From 1983 through 1985, BethlehemSteel was in the process of installing, at atotal cost of about half a billion dollars, acontinuous slab-casting machine at itsSparrows Point Plant and a second contin-uous casting machine at its Burns HarborPlant. In order to be able to utilize thisequipment efficiently, Bethlehem concur-rently developed production planning andcontrol (PPC) systems to coordinate itsuse. Since continuous casters link steel-making directly with finishing mill opera-tions, the PPC systems necessarilyencompassed the majority of the plantfunctions.
Bethlehem commissioned the SystemsAnalysis group to develop the PPC mod-ule responsible for selecting the minimumnumber of metallurgical grades to pro-duce a collection of customer orders. Con-ceptually, the module logic was based onthe same two-phase approach we usedfor ingot and ingot mold design. Specifi-cally, our minimum cardinality set-cover-ing algorithm determines the minimum
number of melting grades needed to meetcurrent customer orders, and then thesecondary objective selects the "most-de-sired" melt grade within that set of mini-mum grades [Vasko, Wolf, and Stottforthcoming]. Further, by executing thealgorithm in a two-pass mode, the mod-ule is able to show-preference for priorityorders. In this application, L. R.Woodyatt of the Systems Analysis groupprovided the metallurgical expertise. In
The actual benefits areconsiderably better than the$1.8 million estimate.
particular, phase 1 is replaced by a tablegenerated by a series of metallurgicallybased computer programs [Woodyatt1987] that determine all feasible metal-lurgical grades that can be used to pro-duce each customer order. Then in phase2, OPTSOL, which has been embeddedwithin the casters' PPC systems by theplant information services departments,quickly generates solutions to large-scale(up to 1,000 zero-one variables and 2,500constraints) ISSP-type problems.
Early in 1986, Bethlehem Steel Corpora-tion completed installation of these twocontinuous casting machines, and theiraccompanying PPC systems became oper-ational. The OPTSOL-based grade assign-ment module, which is in routine use,improves caster productivity significantlyand reduces semifinished inventory, whencompared to the traditional method ofgrade assignment.
Vasko, Stott, Wolf, and Woodyatt [forth-coming] enhanced the modeling of this
January-February 1989

VASKO, WOLF, STOTT, SCHEIRER
application through the use of fuzzy-setconcepts.Conclusions and Current Applications
A robust and innovative managementscience approach was implemented in acomputer model and used to accomplishmajor process design changes at Bethle-hem Steel's Bethlehem Plant. Based onresults from this computer model, newingot mold sizes have been implemented{put in full production use) with annualbenefits exceeding $8 million.
The Bethlehem Plant Foundry, whichsells ingot molds to other steel compa-nies, routinely uses our two-phase proce-dure for optimal ingot and ingot molddesign as a marketing tool in preparingbids for mold customers. In particular,this procedure is used to suggest whichmold sizes a customer should buy fromBethlehem.
The two-phase methodology, the set-covering formulation, and the solution al-gorithm have proven to be transportable.For example, the phase 2 optimization al-gorithm, OPTSOL, has been embeddedas a module into slab caster productionplanning and control systems at Bethle-hem's Sparrows Point and Burns HarborPlants. This module is used routinely tooptimally assign metallurgical grades tocustomer orders, resulting in significantimprovement in caster productivity andreductions in semifinished inventory. Fur-thermore, this approach is currently play-ing a major role in several of Bethlehem'sstrategic planning projects.
This methodology, formulation and so-lution algorithm are generic and can beused to solve a large variety of set-cover-ing type applications not only in the steel
industry but in other industries as well.Acknowledgments
We thank Dr. Donald Erlenkotter of theUniversity of California at Los Angeles forproviding a copy of his computer pro-gram, DUALOC. We are grateful to ourcoworkers both in the research depart-ment and the Bethlehem Plant, especiallyD. W. Reinbold, D. C. Ronemus, and M.M. Vyas for their valuable assistance:first, in defining the input informationneeded so that our procedure would gen-erate the desired ingot and internal ingotdimensions and, second, in analyzing theinformation generated. Special thanks goto Bethlehem Plant management, in par-ticular to J. L Kinsey, W. S. Hutchinson,T W. Sojda, R. J. Leonard, and R. A.Apple for the valuable guidance, support,and expertise they generously gave to thisproject. Final thanks to coworker L. R.Woodyatt, who provided the metallurgicalexpertise for the grade assignmentapplication.
APPENDIXMathematical Formulation of Phase 2
Definitions/ is the set of all finished products,/ is the set of candidate mold sizes,f„ is the expected annual crop weight if
mold size / can be used to produceproduct i and c,, is considered infinite ifmold size; cannot be used to produceproduct /,
a,, is 1 if product / and mold size j form afeasible pair and 0 otherwise,
y, is 1 if mold size ) is in the solution and0 otherwise,
X,, is 1 if mold size; is used to produceproduct / and 0 otherwise {although :v,,is only constrained to be nonnegative),the structure of the problem forces thex.'s to be 0 or 1 (see Erlenkotter 119781).
INTERFACES 19:1 82

BETHLEHEM STEEL
Problem h Ingot Size Selection Problem(ISSP)Minimize
minimize
subject to
id, j^j
id, ye/
76/.
(1st objective) (1)
(2nd objective) (2)
(3)
(4)
(5)
(6)
Problem 2: Uncapacitated Facility LocationProblem (UFLP)
Minimize
subject to constraints (3)-(6).In this formulation, for all ;e/, fp>0 is
the fixed cost associated with facility j .
Problem 3: Minimize
subject to constraints (3)-(6).In this formulation, c is calculated in
the following manner:c, = max {c,̂ } where c,,?̂ o S
Proposition: The pair X, Y with X = (x,,),y = iy,) is a solution to Problem 1 if andonly if it is a solution to Problem 3.Proof: See Vasko, Wolf, and Stott [19871.
ReferencesErienkotter, D. 1978, "A dual-based procedure
for uncapacitated facility location," OfJtra-tions Research, Vol. 26, No. 6, pp. 992-1009.
Garey, M. and Johnson, D. S. 1979, Computersand Intractability: A Guide to the Theory of NP-Completaiess, W. H. Freeman, San Francisco,California.
Karp, R. M. 1972, "Reducibility among combi-natorial problems," in Complexity of ComputerComputations, eds. R. F. Miller and ]. W.Thatcher, Plenum Press, New York.
Lin, S. 1975, "Heuristic programming as anaid to network design," Networks. Vol. 5,No. 1, pp. 33-43.
Mavrides, L. P 1979, "An indirect method forthe generalized K-median problem appliedto lock-box location," Management Science,Vol. 25, No. 10, pp. 990-996.
Vasko, R j . 1983, "An efficient heuristic forlarge-scale facility location-type problemswith applications in the steel industry," PhDdiss., Lehigh University.
Vasko, F J. and Wilson, G. R. 1986, "Hybridheuristics for minimum cardinality set cov-ering problems," Naval Research LogisticsQiarterly, Vol. 33, No. 2, pp. 241-250.
Vasko, F j . ; Wolf, F. F.; and Stott, K. L. 1987,"Optimal selection of ingot sizes via set cov-ering," Operations Research, Vol. 35, No. 3,pp. 346-353.
Vasko, F J.; Wolf, F F.; and Stott, K. L. forth-coming, "A set covering approach to metal-lurgical grade assignment," Europ'caij journalof Operations Research.
Vasko, F J.; Stott, K. L.; Wolf, F F.; andWoodyatt, L.R. forthcoming, "A fuzzy ap-proach to optimal metallurgical grade as-signment," Fuzzy Methodologies for Industrialand Systems Engineering, Fisevier SciencePublishing, Amsterdam, The Netherlands.
Woodyatt, L. R. 1987, "Computerized gradeassignment and order consolidation for im-proving caster utilization," Steetmaking Con-fereriee Proceedings 70, Iron and Steel Society,Warrendale, Pennsylvania.
— John I. Kinsey, Department Manager,
Saucon Operations & Saucon Mills De-
partment, Bethlehem Structural Products
Division, Bethlehem Steel Corporation,
January-February 1989 83

VASKO, WOLF, STOTX SCHEIRER
Bethlehem, Pennsylvania 18016, writes:"The implementation of "new" ingot
molds has been a true success story forthe structural product line. This projectrequired the blending of many objectives,at times conflicting, in order to providebenefits to all of the users. The basic va-lidity of this work was proven early in theimplementation and the decision wasmade to accelerate the phase-in to achievemaximum benefits as soon as possible.
"The overall savings to our plant willcertainly be greater than the $8.12 millionclaimed in the paper. In addition, becauseof the increased taper, we have been ableto strip the ingots faster and charge theminto the soaking pits hotter, reducing ourenergy usage by 20 percent. The increasein sidework has not only reduced our re-work, but also increased the overall qual-ity of all of our shapes. This will help usto compete in the future as customer de-mands tighten. The return in this areashould grow indefinitely.
"Equally important was the team cul-ture which developed during this project.The analysis techniques provided objec-tive answers for the project team's "whatif" questions which promoted creativeideas and participation. We have builtupon these attitudes in the ensuingyears. The ultimate benefit is a morecompetitive product and a satisfiedcustomer."
INTERFACES 19:1 84