Embed Size (px)
Citation preview

TELEGRAM CHANNEL: https://t.me/SCMPEPAPER5 Page | 1
Page | 1
SCMPE CHAPTER 3
Chapter 3
LEAN SYSTEM & INNOVATION Back-flushing in a JIT System
1] Sequential Tracking: - Traditional normal and standard costing system use the sequential
tracking method for accounting costs. This involves recording journal entries in the same order as
transactions occur, i.e. purchase, issue of materials, production, OH absorption, etc.
2] Backflush Costing: - An alternative approach to sequential tracking is Backflush Tracking. It is
a costing system that omits recording some or all of the journal entries relating to the cycle
from purchase of direct materials to the sale of finished goods. The journal entries for the
subsequent stages use normal or standard costs to work backward to flush out the costs in the
cycle for which journal entries were omitted earlier.
3] Suitability in JIT: - Given the large transactions volume associated in JIT, backflush costing
is ideal when compared to sequential tracking method. However, the following issues must be
corrected before effective implementation of backflush costing:
A] Accurate Production reports
B] Proper scrap reports
C] Lot tracing
D] Inventory accuracy.
4] Success of backflush system is directly related to the company’s willingness to invest in a
well paid, well experienced, well educated production staff that undergoes little turnover.

TELEGRAM CHANNEL: https://t.me/SCMPEPAPER5 Page | 2
Page | 2
SCMPE CHAPTER 3
5Ss
3] Meaning of each "S" : They define a system for workplace organization and standardization.
Sort means to separate needed and unneeded materials and to remove latter.
Set in Order means to arrange materials and equipment so that they are easy to find and use.
Shine means to conduct a clean-up campaign.
Standardize means to formalize procedures and practices to ensure that all steps are performed
correctly.
Sustain means to form habit of always following first four Ss through training, communication
etc.
Note - Later 6th S was also introduced and i.e. safety.
1] Meaning :
5S represent scientific way of workplace management so that
work can be performed effectively, efficiently, and safely.
2] Origin :
5S was come into practice as part of Toyota Production
system in early of mid- 20th century. 5S is usually
considered as essential component of lean manufacturing, and
foundation of eight pillars of TPM.
TELEGRAM CHANNEL: https://t.me/SCMPEPAPER5 Page | 3
Page | 3
SCMPE CHAPTER 3
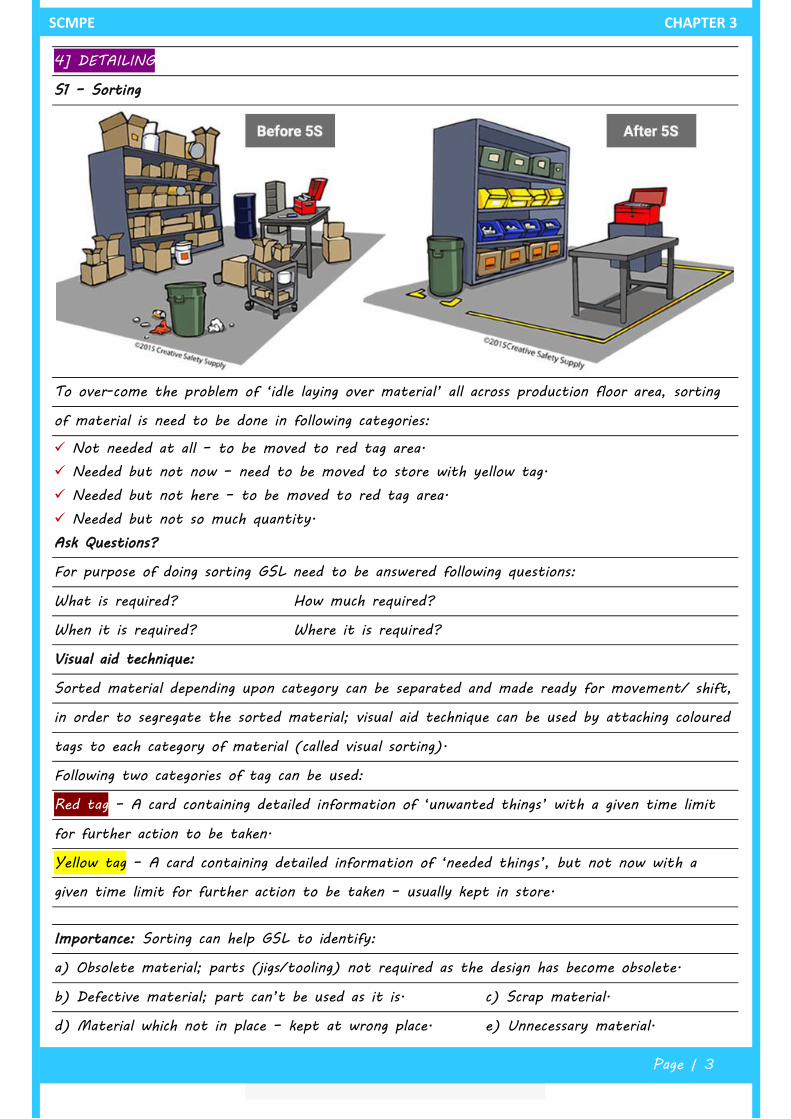
4] DETAILING
S1 – Sorting
To over-come the problem of ‘idle laying over material’ all across production floor area, sorting
of material is need to be done in following categories:
✓ Not needed at all – to be moved to red tag area.
✓ Needed but not now – need to be moved to store with yellow tag.
✓ Needed but not here – to be moved to red tag area.
✓ Needed but not so much quantity.
Ask Questions?
For purpose of doing sorting GSL need to be answered following questions:
What is required? How much required?
When it is required? Where it is required?
Visual aid technique:
Sorted material depending upon category can be separated and made ready for movement/ shift,
in order to segregate the sorted material; visual aid technique can be used by attaching coloured
tags to each category of material (called visual sorting).
Following two categories of tag can be used:
Red tag – A card containing detailed information of ‘unwanted things’ with a given time limit
for further action to be taken.
Yellow tag – A card containing detailed information of ‘needed things’, but not now with a
given time limit for further action to be taken – usually kept in store.
Importance: Sorting can help GSL to identify:
a) Obsolete material; parts (jigs/tooling) not required as the design has become obsolete.
b) Defective material; part can’t be used as it is. c) Scrap material.
d) Material which not in place – kept at wrong place. e) Unnecessary material.

TELEGRAM CHANNEL: https://t.me/SCMPEPAPER5 Page | 4
Page | 4
SCMPE CHAPTER 3
S2 - Set in order
Systemic arrangement by ensuring ‘place for everything and everything in its place’. Purpose is
to save search time and eliminate motion waste, through visual management; with search-free
and count free arrangement.
Visual Aid
Colour can be best visual aid – RYGB
R – Red – Critical
Y – Yellow – Reorder
G – Green – Design
B – Blue – Excess
Note – Mapping of RYGB to feature is purely illustrative.
Ask questions?
In order to implement systematic arrangement, GSL need to consider and answer;
Decide – Which things will belong where?
Decide – How they should be put away?
Get everybody to follow rules through indexing, labelling etc.
Expected benefits of set in order to GSL
a) Faster retrieval of things results in elimination of search time.
b) Opportunity to correct the abnormalities faster as visibility improve by system itself.
c) Space saving by systematic arrangement.
d) Efficiency of work improves as things are available when they are actually needed.
TELEGRAM CHANNEL: https://t.me/SCMPEPAPER5 Page | 5
Page | 5
SCMPE CHAPTER 3
S3 – Shine
Ensure there must be cleanliness ‘in and of’ everything. Obviously, if there less number
of items, then there is less to clean.
Cleaning should be with meaning.
Cleaning is inspection (from all aspects – front, rear, left right, top and bottom).
Shine is also related with regular cleaning and upkeep of machines, so that maintenance become
‘preventive function’ rather corrective and any incident.
S4 – Standardization
Establishing the ‘standards’ and make ‘operating procedure’ to create consistency and ensure
that all steps are performed correctly. There are;
✓ Fix responsibilities for implementing & evaluating system.
✓ Integrate these responsibilities into routine work.
✓ Check how well the system is working and sustaining itself.
Most crucial S in 5S
In order to ensure TPM all 5S are essential, but standardisation is key, Hence, by
establishing the standardised process company can identify Critical Success Factors (CSFs) and
benchmark the Key Performance Indicator (KPIs) against each CSFs.
S5 – Sustain
In order to sustain with the established standard, it is required to do;
✓ Daily monitoring
✓ Improving ownership by allocating areas
✓ Using ‘red tag campaign’
✓ Communicating visually through fixed point photography
✓ Structured communication
TELEGRAM CHANNEL: https://t.me/SCMPEPAPER5 Page | 6
Page | 6
SCMPE CHAPTER 3
✓ Continuous training of all employees
✓ Periodic audits at all level
✓ Motivating staff through recognition
Since 5S is not a onetime exercise, it is continuous process, hence, it is essential to sustain the
practices followed during earlier 5Ss.
Sixth S is ‘safety’ which was added later on, in order to ensure safety while performing all the
remaining 5S.

TELEGRAM CHANNEL: https://t.me/SCMPEPAPER5 Page | 7
Page | 7
SCMPE CHAPTER 3
TOTAL PRODUCTIVE MAINTENANCE (TPM)
Origin:
✓ Total Productive Maintenance (TPM) was first developed in 1969 in Japan at Nippon Denso
Co. (now Denso Corp., Kariya, Aichi Prefecture, Japan), part of Toyota Motors, under the
leadership of Mr. Seiichi Nakajima of the Japan Institute of Plant Maintenance (JIPM),Tokyo.
✓ TPM was further developed and refined in Japan during the following decade, and reached
America in the mid-1980s.
Goal
✓ The goal of the TPM program is to markedly increase production while, at the same time,
increasing employee morale and job satisfaction.
✓ TPM helps in keeping all equipment in top working condition so as to avoid breakdowns and
delays in manufacturing processes.
Meaning:
✓ TPM (Total Productive Maintenance) is the system which, adds value by maintaining and
improving the production process and ensuring safety, quality, continuity through man and
machines.
✓ TPM is not a maintenance program. Rather, TPM is a company-wide program for
improving equipment effectiveness—something maintenance alone could not do.
✓ The word ‘Total’ in TPM has these meanings:
1] Total effectiveness — pursuit of economic efficiency or profitability;
2] Total PM — maintenance prevention and activity to improve maintainability as well as
Preventive maintenance; and
3] Total participation — autonomous maintenance by operators and small group activities in
every Department at every level.
TELEGRAM CHANNEL: https://t.me/SCMPEPAPER5 Page | 8
Page | 8
SCMPE CHAPTER 3
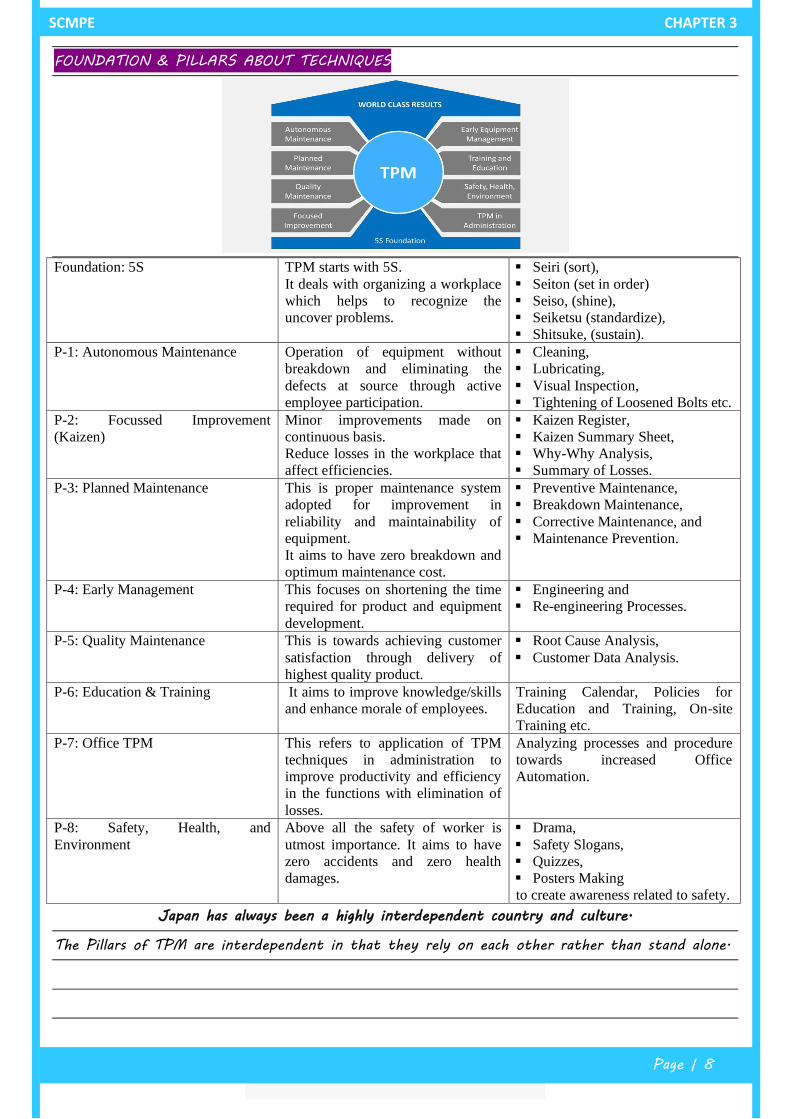
FOUNDATION & PILLARS ABOUT TECHNIQUES
Foundation: 5S TPM starts with 5S.
It deals with organizing a workplace
which helps to recognize the
uncover problems.
▪ Seiri (sort),
▪ Seiton (set in order)
▪ Seiso, (shine),
▪ Seiketsu (standardize),
▪ Shitsuke, (sustain).
P-1: Autonomous Maintenance Operation of equipment without
breakdown and eliminating the
defects at source through active
employee participation.
▪ Cleaning,
▪ Lubricating,
▪ Visual Inspection,
▪ Tightening of Loosened Bolts etc.
P-2: Focussed Improvement
(Kaizen)
Minor improvements made on
continuous basis.
Reduce losses in the workplace that
affect efficiencies.
▪ Kaizen Register,
▪ Kaizen Summary Sheet,
▪ Why-Why Analysis,
▪ Summary of Losses.
P-3: Planned Maintenance This is proper maintenance system
adopted for improvement in
reliability and maintainability of
equipment.
It aims to have zero breakdown and
optimum maintenance cost.
▪ Preventive Maintenance,
▪ Breakdown Maintenance,
▪ Corrective Maintenance, and
▪ Maintenance Prevention.
P-4: Early Management This focuses on shortening the time
required for product and equipment
development.
▪ Engineering and
▪ Re-engineering Processes.
P-5: Quality Maintenance This is towards achieving customer
satisfaction through delivery of
highest quality product.
▪ Root Cause Analysis,
▪ Customer Data Analysis.
P-6: Education & Training It aims to improve knowledge/skills
and enhance morale of employees.
Training Calendar, Policies for
Education and Training, On-site
Training etc.
P-7: Office TPM This refers to application of TPM
techniques in administration to
improve productivity and efficiency
in the functions with elimination of
losses.
Analyzing processes and procedure
towards increased Office
Automation.
P-8: Safety, Health, and
Environment
Above all the safety of worker is
utmost importance. It aims to have
zero accidents and zero health
damages.
▪ Drama,
▪ Safety Slogans,
▪ Quizzes,
▪ Posters Making
to create awareness related to safety.
Japan has always been a highly interdependent country and culture.
The Pillars of TPM are interdependent in that they rely on each other rather than stand alone.
TELEGRAM CHANNEL: https://t.me/SCMPEPAPER5 Page | 9
Page | 9
SCMPE CHAPTER 3
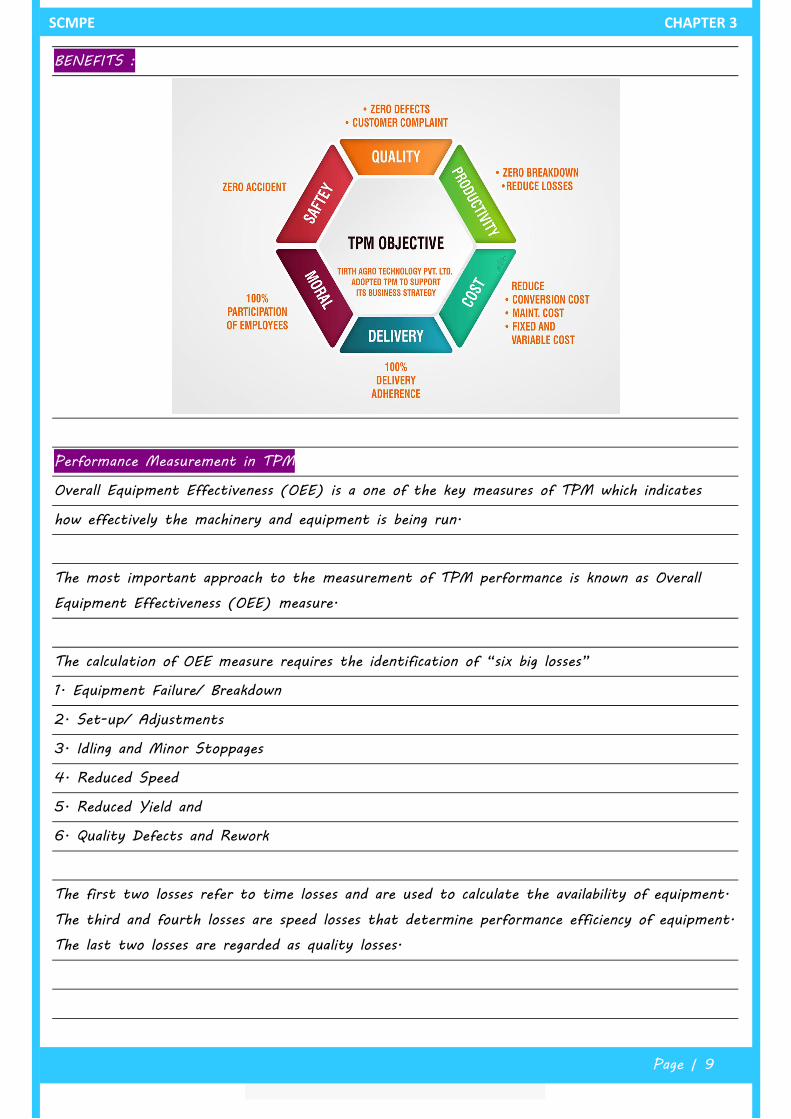
BENEFITS :
Performance Measurement in TPM
Overall Equipment Effectiveness (OEE) is a one of the key measures of TPM which indicates
how effectively the machinery and equipment is being run.
The most important approach to the measurement of TPM performance is known as Overall
Equipment Effectiveness (OEE) measure.
The calculation of OEE measure requires the identification of “six big losses”
1. Equipment Failure/ Breakdown
2. Set-up/ Adjustments
3. Idling and Minor Stoppages
4. Reduced Speed
5. Reduced Yield and
6. Quality Defects and Rework
The first two losses refer to time losses and are used to calculate the availability of equipment.
The third and fourth losses are speed losses that determine performance efficiency of equipment.
The last two losses are regarded as quality losses.

TELEGRAM CHANNEL: https://t.me/SCMPEPAPER5 Page | 10
Page | 10
SCMPE CHAPTER 3
Performance × Availability × Quality = OEE %
It combines measures of machine Availability, Performance and Quality.
•AVAILABILITY is the time the machine is actually running, obtained by subtracting machine
downtime from the planned operating time.
•PERFORMANCE compares the speed at which the machine actually runs to the manufacturer’s
rating under ideal conditions i.e. the actual cycle time vs. the ideal cycle time.
•QUALITY is defined as the quantity of good parts produced i.e. total output –defects. This
includes the defects produced on start-up and those produced when the machine is in stable
production.
Desired percentage of OEE :
OEE may be applied to any individual assets or to a process. It is unlikely that any
manufacturing process can run at 100% OEE.
Seiichi Nakajima in his book, Introduction to TPM (originally published in 1984 and later in
1988 translated into English) suggested that ideal values (World- Class OEE) for the OEE
component measures are
Availability > 90%
Performance > 95%
Quality > 99%
Accordingly, OEE at World Class Performance would be approximately 85%.

TELEGRAM CHANNEL: https://t.me/SCMPEPAPER5 Page | 11
Page | 11
SCMPE CHAPTER 3
Seiichi Nakajima defined these numbers, based on his practical experience, as minimums for which
companies should strive. He also noted that all of the companies winning the Distinguished Plant
Prize, awarded annually in Japan to plants that had successfully implemented TPM, had OEE
scores in excess of 85%.
Overall Equipment Effectiveness percentages should only be used to compare equipment to itself
over time, never to compare different equipment or equipment running different products.
Limitation of OEE:
Danger # 1: OEE does not address the real constraints to production
▪ From studying Eliyahu Goldratt’s “The Goal” and his Theory of Constraints (TOC) principles,
we understand that the most important considerations in manufacturing operations are to keep
the plant running to a “drum beat” and to mitigate the risks of any constraints that can
affect the plant rhythm and choke the production rate.
▪ The Theory of Constraints is a holistic view that takes the entire plant into account. OEE is
focused on local optimization of each work center, but the goal is optimization of the entire
production system.
▪ OEE assumes that the goal is to keep each work center busy and producing at 100% capacity
all the time.
▪ However, in the context of the entire production system, it might be acceptable to have
areas of low utilization.
▪ The goal is not to keep every work center and piece of equipment busy all the time; the real
goal is to get product out on time to match demand, at a low cost, and with high quality. The
organization’s metrics should be directly related to the real business goals that lead to the
ultimate goal of most manufacturers: higher profits.
Danger # 2: OEE is an aggregate metric that can obfuscate instead of clarify areas for
improvement
▪ Aggregate measures like OEE have the risk of hiding underlying issues.
▪ Each component of OEE in and of itself (availability, performance and quality) provides better
visibility into the organization’s performance.
▪ When the sub-metrics are multiplied by each other, as is done with OEE, the resulting
number can end up hiding the areas that have the most problems.
▪ For example, an area might have high availability and utilization numbers, but a low quality
TELEGRAM CHANNEL: https://t.me/SCMPEPAPER5 Page | 12
Page | 12
SCMPE CHAPTER 3
number, but because all of the numbers are multiplied together, the low quality number is
hidden and therefore, not addressed.
▪ Not only does OEE hide underlying issues, but it also muddies the waters when it comes to
determining areas for improvement. OEE assumes that each of the sub-metrics have equal
importance, but for many organizations, a 1% labor performance loss is not as important as a
1% quality loss. For example, it is easy to increase quality by increasing cost.
▪ The trick is to increase quality while reducing cost. An area with 90% quality and 70%
performance has a different problem than an area with 70% quality and 90% performance, but
they can both have the same OEE rate.
Similarities and differences between TQM and TPM :
The TPM program closely resembles the popular Total Quality Management (TQM) program.
Many of the tools such as employee empowerment, benchmarking, documentation, etc. used in
TQM are used to implement and optimize TPM. Following are the similarities between the two.
1. Total commitment to the program by upper level management is required in both programmes
2. Employees must be empowered to initiate corrective action, and
3. A long range outlook must be accepted as TPM may take a year or more to implement and
is an on-going process. Changes in employee mind-set toward their job responsibilities must take
place as well.
The differences between TQM and TPM is summarized below.
Category TQM TPM
Object Quality ( Output and effects ) Equipment ( Input and cause )
Mains of
attaining goal
Systematize the management. It is
software oriented
Employees participation and it is
hardware oriented
Target Quality for PPM Elimination of losses and wastes.
TELEGRAM CHANNEL: https://t.me/SCMPEPAPER5 Page | 13
Page | 13
SCMPE CHAPTER 3
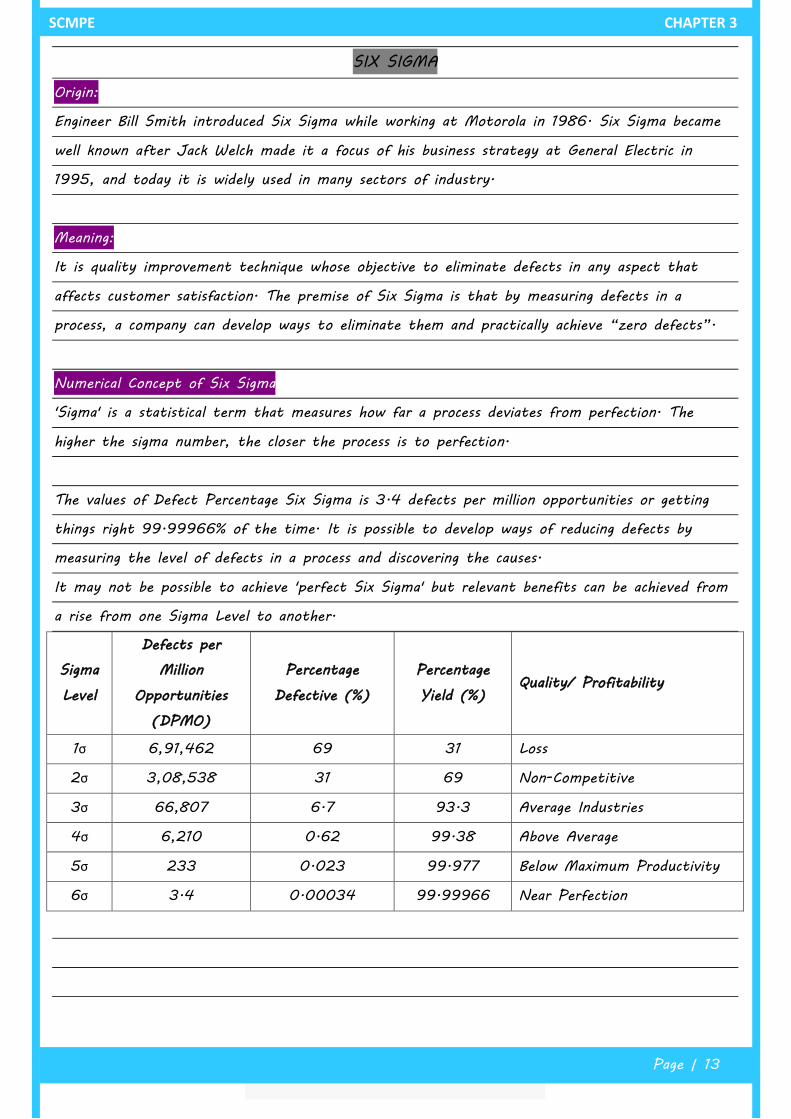
SIX SIGMA
Origin:
Engineer Bill Smith introduced Six Sigma while working at Motorola in 1986. Six Sigma became
well known after Jack Welch made it a focus of his business strategy at General Electric in
1995, and today it is widely used in many sectors of industry.
Meaning:
It is quality improvement technique whose objective to eliminate defects in any aspect that
affects customer satisfaction. The premise of Six Sigma is that by measuring defects in a
process, a company can develop ways to eliminate them and practically achieve “zero defects”.
Numerical Concept of Six Sigma
'Sigma' is a statistical term that measures how far a process deviates from perfection. The
higher the sigma number, the closer the process is to perfection.
The values of Defect Percentage Six Sigma is 3.4 defects per million opportunities or getting
things right 99.99966% of the time. It is possible to develop ways of reducing defects by
measuring the level of defects in a process and discovering the causes.
It may not be possible to achieve 'perfect Six Sigma' but relevant benefits can be achieved from
a rise from one Sigma Level to another.
Sigma
Level
Defects per
Million
Opportunities
(DPMO)
Percentage
Defective (%)
Percentage
Yield (%) Quality/ Profitability
1σ 6,91,462 69 31 Loss
2σ 3,08,538 31 69 Non-Competitive
3σ 66,807 6.7 93.3 Average Industries
4σ 6,210 0.62 99.38 Above Average
5σ 233 0.023 99.977 Below Maximum Productivity
6σ 3.4 0.00034 99.99966 Near Perfection

TELEGRAM CHANNEL: https://t.me/SCMPEPAPER5 Page | 14
Page | 14
SCMPE CHAPTER 3
Implementation of Six Sigma
There are two methodologies for the implementation of Six Sigma-
DMAIC:
This method is very robust. It is used to improve existing business process. To produce dramatic
improvement in business process, many entities have used it successfully. It has five phases:
DMAIC is used under the following circumstances:
✓ A product or process exists.
✓ The project is part of ongoing continuous improvement process.
✓ Only a single process needs to be altered.
✓ Competitor’s actions are stable.
✓ Customer’s behaviour is unchanging.
✓ Technology is stable.
Application of DMAIC
Define:
Identify the processes that need improvement, the goals and scope of improvement.
Measure:
Seeking a quantitative tool to define the problem so that it can be used to measure
the current performance.
Analyse:
Establishing the root cause of the symptoms.
Improve:
This phase is all about recommending alternatives and implementing them to resolve the
established issues.
TELEGRAM CHANNEL: https://t.me/SCMPEPAPER5 Page | 15
Page | 15
SCMPE CHAPTER 3
Control:
This phase deals with adequate determination to put into practice the policies developed
under the “Improve Phase”and ensure its persistent compliance in the rendering of
the service.
DMADV:
The application of these methods is aimed at creating a high-quality product keeping in mind
customer requirements at every stage of the product. It is an improvement system which is
used to develop new processes or products at Six Sigma quality levels.
DMDAV is used under the following circumstances:
✓ A product or process is not in existence
✓ Existing process has been optimised using either DMAIC or some other process.
✓ Project have strategic importance.
✓ Multiple process need to be altered.
✓ Competitor’s performance is changing.
✓ Customer’s behaviour is changing.
✓ Technology is growing.
Quality-Management Tools
Six Sigma utilizes many established Quality-Management Tools. Below are just a few of them.
▪ Control Chart
▪ Histogram
▪ Pareto Diagram
▪ Process Mapping
▪ Root Cause Analysis
▪ Statistical Process Control
▪ Tree Diagram
▪ Cause and Effects Diagrams

TELEGRAM CHANNEL: https://t.me/SCMPEPAPER5 Page | 16
Page | 16
SCMPE CHAPTER 3
PROCESS INNOVATION
AND
BUSINESS PROCESS REENGINEERING
Business Process Re-engineering (BPR) and Process Innovation (PI) are similar concepts that
emerged in the early 1990s.
BPR focuses on amending existing processes, while PI attempts to implement new processes into
an organisation.
In many ways, PI is more radical than BPR, because it is changing the overall structure of an
organisation, whereas BPR is streamlining processes that are already in place.
Process Innovation means the implementation of a new or significantly improved production or
delivery method (including significant changes in techniques, equipment and/ or software).
Changes, improvements, increase on product or service capability done by addition in
manufacturing or logical system, ceasing to use a process, simple capital replacement or
extension, changes resulting purely from changes in factor prices, customization, regular seasonal
and other cyclical changes, trading of new or significantly improved products are not considered
innovations.
The process of innovating new solutions could fall into one of these areas:
Production: This is related to processes, equipment and technology to enhance manufacturing or
production processes. This includes computer software.
Delivery: Delivery process innovations involve tools, techniques and software solutions to help in
supply chain and delivery systems. This includes barcodes, tracking systems or shipping software.
Support Services: Innovations in processes aren’t limited to simply production or delivery, but
also areas including purchasing, maintenance and accounting.
PROCESS INNOVATION

TELEGRAM CHANNEL: https://t.me/SCMPEPAPER5 Page | 17
Page | 17
SCMPE CHAPTER 3
In 1989, Michael Hammer, an ex-MIT computer professor turned consultant, published an article
in the Harvard Business Review titled, “Reengineering Work: Don’t Automate, Obliterate”.
Although several major companies had been experimenting with reengineering principles prior to
that time, Hammer generally is credited with first using the term “reengineering”.
Hammer defines Business Process Reengineering (BPR) (or simply reengineering) as“the
fundamental rethinking and radical redesign of business processes to achieve dramatic
improvements in critical contemporary measures of performance, such as cost, quality, service,
and speed.”
Thus, the four key components of BPR are as follows:
✓ Fundamental Rethinking
✓ Radical Redesign
✓ Dramatic Improvements
✓ End to End Business Processes
Fundamental rethinking of business processes requires management to challenge the very basic
assumptions under which it operates and to ask such rudimentary questions as “Why do we do
what we do?” and “Why do we do it the way we do it?”
Radical redesign relies on a fresh-start, clean-slate approach to examining an organization’s
business processes. This approach focuses on answers to the question, “If we were a brand new
business, how would we operate our company?”
The goal is to reinvent what is done and how it is done rather than to
tinker with the present system by making marginal, incremental, superficial improvements to
what’s already being done.
Achieving dramatic improvements :BPR is not about improvement in quality, speed, and the like
that is on the order of 10%. Improvement of that order of magnitude often can be
accomplished with marginal, incremental changes to existing processes. Reengineering, on the
other hand, has much loftier objectives.
For example, the reengineering of Ford’s procurement process reduced the
number of persons employed in the process by 75%.
TELEGRAM CHANNEL: https://t.me/SCMPEPAPER5 Page | 18
Page | 18
SCMPE CHAPTER 3
Reengineering focuses on end-to-end business processes rather than on the individual activities
that comprise the processes.