Embed Size (px)
Citation preview

Rotary Cast Polyurethane Roll Covers
Advanced PU Roll Technologies
400 S. LaGrange Rd., Unit AFrankfort, IL 60423
t. 815.469.2473f. 815.469.3591
www.fkmusa.com

Company Information
FKM is a fabricator of industrial roll products configured for diverse applications including the steel and flat rolled metal industry, the paper industry, and the textile industry as well as rolls for sheet metal blank washers and tailor welded blanking systems. The FKM product line includes non-woven roll covers, lightweight carbon and glass fiber roll technologies, rotary cast polyurethane rolls, and lightweight non-woven fabric rolls.
Additionally, FKM is active in the development and manufacture of new coatings, finishing techniques and production process improvements for roll technologies. Knowledge sharing between FKM facilities in the USA, Germany and China aids in innovative thinking, and serves to strengthen and unify product production. This provides FKM customers a high level of consistency and global service.
With a commitment to complete customer satisfaction, FKM creates purpose-built world-class roll products with proven capability. To learn more, visit www.fkmusa.com.
The information presented in this document is confidential. The recipient of this Document agrees by its receipt not to reproduce, duplicate or reveal, in whole or in part, information presented herein without the express written permission of FKM USA.

Table of contents
Introduction ......................................................................................................................................................................................2
Brief History of the Market .......................................................................................................................................................2
Advantages of Rotational Cast Systems Over Mold Casting ..............................................................................2
Polyurethane Chemistry Basics .............................................................................................................................................3
The Polyurethane Rotary Casting Process .....................................................................................................................3
FKM USA’s Proprietary RCP Introduced
in North America............................................................................................................................................................................4
FKM’S Equipment and Processes.........................................................................................................................................4
Custom Designed Software ....................................................................................................................................................5
Finishing ..............................................................................................................................................................................................5
FKM Polyurethane Roller Advantages ..............................................................................................................................5
©2010 FKM USA. All rights reserved. Produced by industry-scope.com
1

IntroductionDue to new technologies, polyurethane (PU) roll covers no longer require molds as they can be cast directly on the roll core surface using a robotic deposition system and a CNC precision-coordinated spindle. Although this process was originally introduced in the 1980s, advances in chemistry, robotics and computer technology in the past several years have led to significant maturity of the process, resulting in growth of this technique. Once inaccurately referred to as ‘cold casting’ due to the elimination of hot potted molds and post curing ovens, the process has now become the hottest approach to roll production as it sweeps across a variety of time- and cost-conscious industries that are interested in ‘greener’ production processes.
This game-changing process allows the rapid casting of rollers to serve a variety of industries including, but not limited to, automotive and steel processing. Other applica-tions include the paper, metal processing, printing, textile, materials handling, and mining industries.
Brief History of the MarketIn the 1940s, the roller industry began to rely heavily upon cast polyurethanes due to the need to meet more stringent performance specifications. This increased demand for polyurethane coverings was driven primarily by the need for abrasion and tear resistance, dynamic load capacity and chemical resistance.
For many years, the only polyurethane roller covering tech-nique available was open mold casting. This popular cover-ing method required the use of different molds for each shape and size roller, as well as large throughput dispensing machines and massive ovens for post-curing. The costs associated with the use of specific molds and ovens for each roller posed challenges for manufacturers as costs and time to develop and produce product was extensive. Thus, experimenting with new PU formulations proved exhaust-ing as the cycle from concept, build, test, reformulate was drawn out and costly.
Another technique, known as the rotary casting process (RCP), was introduced in the 1980s and effectively elimi-nated the need for molds and ovens. This process consisted of dispensing a very fast reacting polyurethane chemical mixture directly on a rotating roll core. Not only were molds and ovens no longer required, but smaller batch, higher throughput machines could be incorporated into the process. The process was quick, consumed less energy, and was well-suited for experimentation with new formulations for varied application as the cycle from conception through use was markedly shorter and less costly than mold casting. The results in roll development moved quickly as chemical
advances catered to this approach providing a vast variety of formulations for varied uses.
At the time of its introduction into the market, the technol-ogy only offered moderate advantages over the traditional system. However, in the early 1990s, several advancements in the process and the chemicals significantly increased the applicability of RCP technology.
Since that time, rotary casting has experienced rapid growth in Europe. Significant growth demonstrates that rotary casting is a viable process with many advantages. Companies who were already involved with the traditional polyurethane casting method, as well as new companies, entered the polyurethane roll covering business. This was primarily due to lower cost of entry into the market as well as the excellent mechanical properties of the resulting product.
The RCP has only recently been re-introduced to the North American market. The anticipated growth of this technol-ogy can be attributed to the reduced production time and associated cost savings, the ability to cover large rollers, and the flexibility now offered by the advanced chemistry.
Advantages of Rotational Cast Systems Over Mold CastingThe Rotary Casting Process is based upon the application of highly reactive multiple-part urethanes directly onto a rotating core to create a solid roll cover in minutes. Since it eliminates the need for conventional poured molds and a secondary curing process, rotary cast rolls can be delivered in days, as opposed to weeks or months. Further time and cost savings can be realized as rotary casting lends itself to coating the roll without first having to remove the bearings from the roll journals.
The RCP is far more flexible than standard mold-based tech-nology. Using this technique, the processor can direct cast different types of materials onto any rotational-symmetric body, maintaining tight hardness tolerances while option-ally varying the hardness of specific layers.
The process can also be applied in a single layer of a coat-ing that protects the journals and end plates. Additionally, a number of chemical systems can be delivered to include polyether and polyester urethanes, and polycarbonates.
With traditional mold cast rolls, air pockets and other irregu-larities can occur in the polyurethane where the hardness uniformity can vary by ±5 ShA points across the roll, and a 10 point swing can be detrimental to the end-user’s pro-
The information presented in this document is confidential. The recipient of this Document agrees by its receipt not to reproduce, duplicate or reveal, in whole or in part, information presented herein without the express written permission of FKM USA.
2

duction process. With the rotary casting process, hardness uniformity is held consistently across the roll within ±2 ShA points or less to produce a roll that has superior mechanical properties and can be readily replicated to ensure consis-tent performance from roll to roll.
Given the scope of the rotary caster’s facility, roll sizes can be produced anywhere from 76 to 2040 mm (3-80") diam-eter and up to 12,000 (472") in length making it well suited for a variety of industries.
There are numerous benefits offered by today’s Rotary Casting process.
Shorter Production Times: Time-consuming production steps are eliminated using Rotary Casting. There is no mold handling, no pre-heating, no pre-baking of adhesives, no post-curing (of polyether and polyester based systems.) This benefits both the processor, who saves time; and the user, who has fewer spare rolls to store.
Single-Pass Method for Thick Coatings: With their high reactiv-ity and specific flow properties, rotational cast systems can be applied in a single step by the one-pass method for obtaining coatings up to 20 mm thick. This means that end plates and journals can be coated in one step. Additionally, since there are no ovens involved, the roll’s bearings can remain on journals during the process, thus reducing tear-down costs and replacement of bearings that are still in good condition.
Contour Coating: Conical shapes and complex profiles can easily be coated by rotational casting as the robotic deposi-tion system is fully programmable.
Multi-mode Coverings: Coverings can be made with colored covers to identify specific PU types and properties and, more importantly, varying elastomer hardness.
No Release Agent: There are no molds, so cores cannot be contaminated by release agents, thus the covers are en-sured a solid bond to the core to guarantee a solid build.
Effective use of Material: Rotational casting leads to minimum waste in roll covering since the cover is deposited to build up just the required amount with minimal excess to allow for specific machined profiles following casting.
Hardness Uniformity: Polyurethane coatings are exception-ally uniform on account of the Rotary Casting production process and chemical reactions that cross-link the polymers. The process delivers a homogenous, self curing polyure-thane surface with superior mechanical properties.
No Post-Curing: The standard system and polyether-based base layer system are processed at ambient temperature. The majority of these can be produced with minimum en-ergy consumption as the chemical reactions generate high heat during the molecular cross-linking, thus eliminating the need for artificial heat generation using ovens.
Energy Conservation: No pre or post-curing autoclaves are needed, significantly reducing the energy needed following casting.
Polyurethane Chemistry Basics: The two basic types of polyurethanes available include the EU Polyether and the AU Polyester. EU Polyether is suited for water-based and dry applications where it remains hydrolysis stable, maintaining its mechanical strength and fluid resistance. AU Polyester exhibits excellent performance characteristics in solvent and oil applications, as well as in dry applications.
The formulated pre-polymer is cured with short chain extenders to form the polymer. The short chain extender reacts with the pre-polymer to form urethane. Chemical reaction facilitates the cross-linking of the polymer chains, and the subsequent curing.
The Polyurethane Rotary Casting Process:Rotary casting requires the use of a machine to rotate the roll cores while a low pressure dispensing machine measures and mixes highly reactive urethane components at precise ratios before dispensing the mixture onto a rotating roll core.
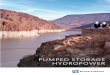
Basic Roller Anatomy:
The process starts by priming the surface of the roll base material to ensure permanent adhesion. This involves several consecutive steps to create a non-uniform surface
©2010 FKM USA. All rights reserved. Produced by industry-scope.com
Long chain PUCover System
Bearing Housingand Bearing
Roll Journal
Short-chainPU Primer
Irregular patternedcore preparation
End plates and journals can be coated in one-step as a means of protection and the cover can be cast and nished with the bearings and housings in place.
End plates and journals can be coated in one-step as a means of protection and the cover can be cast and finished with the bearings and housings in place.
3

that will enable the primer to adhere to the substrate. This typically involves turning to remove previous material and provide a concentric core surface.
Next, a two-part polyurethane primer is prepared. The primer is a short-chain polyurethane, which adheres better to the scratch patterns on the steel core produced from the abrading operations and creates a good base for the longer-chain polyurethane cover to grab onto. The primer must be applied quickly across the metal core and allowed to cure for between three to six hours prior to final casting.
At this point, the multi-part polyurethane system is pumped from storage tanks into the mixing head. A series of chemi-cals — the pre-polymer and the chain extender — react to form the elastomer. A polyurethane elastomer results from the reaction and cross-linking of compounds. Many differ-ent types of polyurethane elastomers can be formulated by changing the sequence of these components. All the chemicals that make up the polyurethane are precisely pumped in exact percentages through the lines that feed the dispensing head’s nozzle. The mixing head must be able to move laterally in order to dispense the polyurethane along the entire length of the rotating roll. Usually, the mixing head is attached to a robot or transverse, multi-axis shuttle carriage that is adjacent to the spindle holding the roll core.
After the first pass, the mixing head retracts and returns to the starting point if additional layers are needed. In this case, the first layer has started to cure, but remains active enough to bond with the next layer to become a mechani-cally sound homogeneous covering.
For optimal performance and efficiency, the equipment can be automated using software controls in a fully integrated system. In either case, the operator must be able to control the rotating speed of the roll as well as the speed of the lateral movement and feed rate of the chemicals.
After the roll is cured, typically within 24 hours, it is finished in a precision turning operation. First, a rough pass is made to even the surface and bring the roll into a balanced shape. Next, a series of more precise passes are made to refine the surface characteristics and bring the roll into the specified diameter or apply a specific finish such as ground, micro- finished or crepe.
FKM USA’s Proprietary RCP Introduced in North AmericaIn 2008, FKM introduced its proprietary rotary casting process for the production of polyurethane roll products into the North American market. FKM USA manufactures roll cores (steel and lightweight fiberglass) with polyure-thane coatings using its state-of-the-art, CNC rotary casting system. FKM is also well known for its production of non-woven covered rolls.
FKM not only designed and built its own rotary casting machine, but custom-designed the accompanying controls software as well. This forward-thinking approach offers a number of advantages over conventional mold casting processes.
The new rotary casting capability from FKM-USA eliminates the need for molds, lowering the cost and production time for polyurethane industrial rolls.
FKM’S Equipment and ProcessesFKM Walzenteknik in Germany, designed and built the new
The information presented in this document is confidential. The recipient of this Document agrees by its receipt not to reproduce, duplicate or reveal, in whole or in part, information presented herein without the express written permission of FKM USA.
1200
1000
800
600
400
200
0
-2000 200 400 600 800 1000 1200
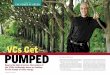
FKM Rotary Casting Flow Tracking
Component ‘A’Component ‘B’Component ‘C’Component ‘D’
Time (seconds)
Flow
(g/m
in)
End of cycle
FKM’s CNC controlled casting system continuously tracks each production pour to ensure consistency. Dynamically generated charts document the production process and resulting roll chemistry to ensure that each roll cover meets its engineered speci�cations.
M
M M
B
M M
A C D
FKM’s CNC controlled casting system continuously tracks each production pour to ensure consistency. Dynamically generated charts document the production process and resulting roll chemistry to ensure that each roll cover meets its engineered specifications.
4

Rotary Casting Machine. The company has 25+ years of ex-perience in the roll building business, extensive experience in developing purpose-built production machines, ongoing research and development, and process development. This puts FKM in a very small fraternity of PU roll manufacturers who holds such depth of chemical, production and process expertise in-house. Such mature rotary casting machines are simply not available for purchase as the marriage of mixing, turning and deposition technology as well as the software needed to control these multi-million dollar machines exists among only the few industry leaders who have developed their own systems. The machine consists of a chemical delivery system that feeds a robotic armature to deliver reactive components for the manufacture of polyurethanes. The system can handle multiple part chemistry that is pumped individually into the mixing head.
FKM’s proprietary process also relies on the high reactivity and cross-linking capabilities of the polyester and polyether polyols. These chemicals mix together just prior to applica-tion on the roll surface. The high reactivity of the chemicals cures as the coating is being built up along the roll surface. Using a multiple-axis robot, the chemical mixture is applied by moving laterally along the roll form.
The actual coating is applied to the surface, which has been abraded, degreased and provided with a polymer primer. This approach enables a covering up to 20 mm thick to be applied in one single step. For optimal performance and efficiency, FKM has also developed proprietary software to enable full control of the processing parameters while dispensing the polyurethane in a natural or pigmented color.
The cover begins to solidify within seconds, but remains workable for a few minutes, allowing application of multiple coats before curing hardens the cover into a solid elasto-mer. A chemical reaction between the polyols is where the cross-linking of the polymer occurs as the roll cures. During this reaction, the roll can reach temperatures of >200˚F. The result is a homogenous cover, which is rapidly produced and possesses superior mechanical properties over many other mold casting techniques.
As mentioned previously, the rotary casting process produces roll covers that offer high abrasion resistance and load-bearing capabilities. This methodology offers a number of economic advantages for both processors and end users. These are due to its excellent mechanical properties, which help to extend roll service life. Today, using FKM’s process, rolls can be cast in as little as 30-minutes and be fully cured and ready for finishing within 24-hours.
FKM uses a variety of formulations for creating polyester and polyether polyurethanes, which in many respects, is superior to competing chemistries. Additionally, FKM has developed a user-friendly program interface that allows for the quick creation and storage of a number of formulas in a customer database to ensure repeatable production.
Custom Designed SoftwareFKM recently developed innovative proprietary controls software to interface with the rotary casting machine, pumps and robotic equipment. Using this integrated system, the operator inputs various parameters to achieve the desired roll size and hardness configuration. Addition-ally, this software allows the operator to program layers of differing hardness in the casting process to meet very specific end-user requirements.
Specific test modes allows for the continual refinement of formulation ratios on the fly. Production screens display all of the parameters and provide continuous process control of the thickness and dispensing parameters. Consequently, this advanced information management serves to optimize the process to increase production efficiency.
FinishingFKM maintains a comprehensive machining department for finishing of the rolls with CNC lathe grinder machines that can handle profiles of 5" – 84"ø and up to 500" between centers. Each machine is custom-built and adapted to FKM specifications for a variety of operations, such as turning, grinding, micro-finishing and milling, all at extremely tight tolerances.
This in-house capability allows the company to control roll quality from start to finish, delivering a better product in a significantly reduced amount of time.
FKM Polyurethane Roller Advantages• Well-suited for large diameter bridle rolls and tough pickle line applications• Homogenous cover• Excellent tensile strength and abrasion resistance• Good resistance to hydrolytic effects and chemicals• Durometer can be tailored to meet the application specifications• Holds hardness specification to ±3 ShA points• Holds hardness consistency across the face of the roll to ±2 ShA• Considerable noise reduction and damping• Line load greater than 100 N/m possible• High elasticity• Long service life
©2010 FKM USA. All rights reserved. Produced by industry-scope.com
5

400 S. LaGrange Rd., Unit AFrankfort, IL 60423
t. 815.469.2473f. 815.469.3591
www.fkmusa.com