Embed Size (px)
Citation preview

THE ROLE OF
SCOSITY IN LUBRICATION
PROCEEDINGS OF AN ASME SYMPOSIUM HELD MARCH 10-11, 1958
SPONSORED BY THE LUBRICATION DIVISION OF THE AMERICAN
50CIETY OF MECHANICAL ENGINEERS
EDITED BY OSCAR C. BRIDGEMAN PHILLIPS PETROLEUM COMPANY BARTLESVILL E, OKLAHOMA
T H E A M E R I C A N S O C I E T Y O F M E C H A N I C A L E N G I N E E R S
2 9 W E S T 3 9 t h S T R E E T , N E W Y O R K 1 8 , N E W Y O R K

CONTENTS
l ntroductory Remarks 3
I. VISCOSITY CHARRCTERISTICS' OF LUBRICANTS
Effect of Temperature on Viscosity H. H. Zuidema
Effect of Pressure on Viscosity E. M. Barber
Effect of Rate of Shear on Viscosity Alan Beerbower
XI. SENSITIVITY TO "ISCOSIITY UNDER OPERATING CONDITIONS
Introductory Remarks 24 Paul C. Warner
The Sensitivity of Equipment to Variation in Lubricant Viscosity 25 R. C. Garretson and J. Boyd
Sensitivity of Machines to Lubricant Viscosity 33 Charles A. Bailey
Lubrication of Roll Neck Bearings and Gear Drives in Continuous Roll ing Mi l ls
J. H. Hitchcock
Effect of Viscosity on Hydraulic Systems K. G. Henrikson
III. DESIGN CRITERZA FOR SELECTING VISCOSITY
Viscosity and Related Problems i n Engine Design 53 W. M. Kauffmann
Selecting Lubricant Viscosity for Design o f Helical and Worm Gears 61
F. A. Thoma
Viscosity in the Lubrication Mechanisms of Rolling- Element 8earings 64
L. B. Sibley and J. C. Bel l
IV. RESEARCH C O ~ R I B U T I O N S TO APPLIED LUBRICRTION
Gear Lubrication and Viscosity E. E. Shipley
Recent Research and Development Work in Roll ing Bearings 85 H. Hanau
The Effect of Temperature and Pressure on Viscosity as Related to Hydrodynamic Lubrication 105
E. Saibel
Author Index 108
Copyright 1960 by The Amerlcan Society of Mechanical Engineers
Printed In the United States of America

INTRODUCTORY REMARKS By Oscar C. Bridgeman, Phillips Petroleum Co.
ators Comni t These *I.- C.
di scu mitte
It &..ULV1
cosit means r-- ...- the r state *her
-- -.a
is ne obser extra .,."..*,
ears 1
definj Furt h L 1 -
Technic] ;tee and cornmi t I
. - - - - - -. -
. Ihe tour Technical Committees of the A S M E Lubrication Division are the Lubric- ants Technical Committee, Builders & Oper-
a1 Committee, Design Technical Research Technical Committee. tees organized and presented
LIIC ~ y r n p u s l m on the Role of Viscosity in Lubrication at the Socony hlobil Oil Company Training Center, New York, N.Y., on March 10 and 11, -1958. The papers presented cov- ered both theory and practical applications of this subject and were followed by an active discussion. The presentations and
ssions were later revised and sub- d for publication early in 1960. is appropriate to include in this
-n+-"duction a brief statement about vis- y per s e - - what it is and what it I. Viscosity of a fluid is defined
lurlllsrlly as the shearing stress divided by ate of shear. Further, Newton's law s that this ratio is constant, or in
- _ - words that the viscosity is indep- '\
bnt of the rate of shear. Liquids obey- C ing this law are frequently called Newt- onian fluids .
Measurement of viscosity therefore req- uires means for evaluating shearing stress and rate of shear, or their equivalents. Many methods are available, such as use of a capillary tube, a rotational viscometer, a falling or rolling ball viscometer, and Qh nn. It will be found generally that it
cessary to apply corrections to the ved results in order to account for neous hydrodynamic disturbances. In
I I J C U J ~ such cases, there is lack of general agreement on the precise validity of these corrections, and sometimes it almost app-
that Newton's law is being accepted by ition, as a basis for the corrections. er, in many cases, the magnitude of
cne correctj.ons changes with rate of shear, making it possible to extrapolate back to an infinitely low rate of shear. Most of t h e available data on viscosity of fluids
es to very low shear rates. is rare in practice to make viscosity cements directly in terms of the prim-
1 \ ,, variables, due to the uncertainties in
the corrections for the hydrodynamic dist- urbances. Instead, most viscosity values are relative to the viscosity of some work- ing standard, and the generally accepted standard is the value for water at 68OF and normal atmospheric pressure. Thus water is used to calibrate a suitable viscometer,
i which is then used for measurement of a higher viscosity fluid. In turn, this latt-
f er fluid is usedto calibrate another vis- cometer, and so on up the scale. While this procedure does not eliminate corrections for hydrodynamic disturbances, it tends to make the magnitude of these corrections smaller. On the other hand, the errors are cumulative through this step-wise procedure and hence there may be considerable lack of precision in high viscosity values.
One other point should be mentioned in connection with the viscosity of water. For years, the accepted value was 1.007 centi- stokes at 68OF. About two years ago, this value was changed to 1.0038 cs at 68OF, to bring it into accord with the measurements of the National Bureau of Standards. Thus, in terms of the new working standard, all viscosity values are now about 0.3% lower for the same identica1,fluids. This change may not be of much consequence in many app- lications, but it is important to keep it in mind when comparing literature values for pure liquids.
Insofar as viscosity is confined to inf- initely low shear rates, it can be consid- ered as a property of the given fluid, as long as there is no change in composition of the fluid. In other words, if the symbol p is used to designate viscosity, this means that d p is a perfect differential, with all that this connotes. One important consequence is that the rate of change of the temperature coefficient with pressure must equal the rate of change of the press- ure coefficient with temperature. Whether viscosity can continue to be considered a property of the fluid as shear rates incr- eqse is possibly a metaphysical question.
From one standpoint, the answer to this question involves such matters as whether Newton's law holds at these higher shear

r a t e s , and w h e t h e r a d e q u a t e a c c o u n t h a s been t aken o f hydrodynamic d i s t u r b a n c e s . C e r t a i n l y , t h e r e a r e some f l u i d s which show a temporary drop i n v i s c o s i t y t o an e x t e n t d e p a d e n t upon t h e s h e a r r a t e . A l s o , a t very h igh r a t e s o f s h e a r , i t seems probable t h a t many non-polymer l i q u i d s d e p a r t from Newton's law due t o c h a n g e s i n m o l e c u l a r o r i e n t a t i o n . A r e l a t e d phenomenon i s t h e m e a s u r e a b l e r e l a x a t i o n time, namely t h e t i m e f o r a l i q u i d t o r e t u r n t o i t s n o ~ m a l molecular o r i e n t a t i o n a £ t e r be ing sub jec t ed t o a high r a t e o f p r e s s u r e a p p l i c a t i o n .
C l a s s i c a l hydrodynamics d e a l s w i t h r a m - i n a r flow, namely up t o Reynolds numbers o f abou t 2000. I n t h i s regime, p r e s s u r e d rop i s p ropor t io r l a l t o t h e f i r s t power o f t h e v i s c o s i t y . At Reynolds numbers above about 4 0 0 0 , t u r b u l e n t f l o w e x i s t s , and u n d e r t h e s e c o n d i t i o n s t h e p r e s s u r e drop is e s s - e n t i a l l y p r o p o r t i o n a l t o t h e o n e - q u a r t e r power o f t h e v i s c o s i t y . I n t h e i n t e r m e d i a t e r a n g e from 2000 t o 4000 Reynolds number, t h e e f f e c t o f v i s c o s i t y v a r i e s i n unknown manner from t h e 1st t o t h e % power.
I n conc lus ion , v i s c o s i t y i s a v e r y com- p l e x c h a r a c t e r i s t i c o f a f l u i d . As used i n
hydrodynamic s t u d i e s , i t i s a v a l u e a t - 9
a p p r o p r i a t e t empera tu re and p r e s s u r e , r.,-. a t i v e t o a f i x e d v a l u e f o r wa te r , b u t app- l i c a b l e t o a low r a t e o f s h e a r . The e x t e n t t o which t h i s v a l u e i s a p p l i c a b l e t o h i g h r a t e s o f s h e a r may be unce r t a in . D e f i n i t e l y i t is a p p a r e n t t h a t d e s i g n t r e n d s towards h i g h e r t e m p e r a t u r e s , p r e s s u r e s , and Reyn- o l d s numbers, are f o r c i n g a t t e n t i o n t o t h e i n c r e a s i n g importance o f v i s c o s i t y e f f e c t s . Trends i n new t y p e s o f l u b r i c a n t s a r e a l s o . -
c o m p l i c a t i n g t h e p i c t u r e . Hence, i t seems e v i d e n t t h a t w e may b e o u t - r u n n i n g o u r knowledge on v i s c o s i t y b o t h i n t h e o r y and i n s e r v i c e a p p l i c a t i o n .
In y e a r s p a s t each o f t h e f o u r Techn ica l Commit tees ment ioned above n o r m a l l y h e l d i n d i v i d u a l mee t ings c o v e r i n g t h a t s u b j e c t m a t t e r i n which e a c h was i n t e r e s t e d . On t h i s o c c a s i o n a l l f o u r g roups met consec- u t i v e l y t o d i s c u s s t h e b r o a d s u b j e c t o f v i s c o s i t y i n l u b r i c a t i o n from t h e i r r e s p - e c t i v e v i e w p o i n t s . T h i s r e s u l t e d i n t h e Symposium which f o l l o w s , and i t i s hoped t h a t t h i s w i l l be another s t e p towards adv- ancing our t e c h n i c a l p rog res s , which i s t h e goa l o f t h e A S M E Lubr i ca t ion Divis ion .

SESSION CHAIRMAN - A.R.Black, Shell Oil Co. Chairman, Lubricants Technical Committee
VISCOSITY CHARACTERISTICS OF ZUBRICANTS
E F F E C T O F TEMPERATURE ON V I S C O S I T Y
H . H . Zuidema, Shell Oil Co.
E F F E C T OF P R E S S U R E ON V I S C O S I T Y
E . M . Barber, The Texas Co.
E F F E C T OF RATE O F SHEAR ON V I S C O S I T Y
Alan Beerbower, Esso Research & Engineering C o

EFFECT OF TEMPERATURE ON vIscasIn By 11. H. Zuidema, S h e l l O i l Co.
"--* 3
Viscosi ty i s a measure o f t h e r e s i s t a n c e of a f l u i d t o flow. \#en t h e temperature o f a l i q u i d i s changed, t h e d i s t a n c e between molecules changes, and t h i s i n turn a f f e c t s t h e v i s c o s i t y . L i q u i d s w i t h low c o e f f i c - i e n t s o f expans ion w i l l i n g e n e r a l have lower v i s c o s i t y - t e m p e r a t u r e c o e f f i c i e n t s than those which have high c o e f f i c i e n t s o f expansion.
Faust proposed a theory i n 1914 t h a t the v i s c o s i t y o f a given l i q u i d i s a func t ion o f d e n s i t y a l o n e , i r r e g a r d l e s s o f temper- a t u r e and p r e s s u r e . B r i d p a n l a t e r proved t h a t t h i s theory is an over-s impl i f icat ion. He made v i s c o s i t y measurements on a number o f l i q u i d s over a range o f temperatures and p ressures , and found t h a t change i n dens i ty does no t account f o r a l l o f t h e e f f e c t o f t empera tu re on v i s c o s i t y , a l t h o u g h i t i s r e s p o n s i b l e f o r a s u b s t a n t i a l p a r t o f t h e t o t a l e f f e c t .
The magnitude o f t h e e f f e c t o f temper- a t u r e upon v i s c o s i t y i s very s t r i k i n g . For example, an c i l wi th a v i s c o s i t y o f 10 c s a t 210°F and a v i s c o s i t y iildex o f 100 w i l l have a v i s c o s i t y o f approximately 10,000 c s a t O°F. Thus, a change i n t e m p e r a t u r e o f only 210°F caused a tllousand-fold change i n v i s c o s i t y . Many l u b r i c a t i n g o i l s a r e c a l l e d upon t o funct ion over a much wider temper- a t u r e range than this. Furthermore, i f the o i l had been one o f z e r o v i s c o s i t y index r a t h e r than o f one hundred, t h e change i n v i s c o s i t y would have been by a f a c t o r o f tea thousand i n s t e a d o f one thousand. Even m u l t i g r a d e 10 W-30 motor o i l s , which a r e unique i n t h a t they show a minimum v a r i a t - i o n i n v i s c o s i t y with temperature, s u f f e r a change i n v i s c o s i t y o f approx imate ly two
hundred-fold o v e r t h i s same t e m p e r a t u r e range.
S ince tlie e f f e c t o f temperature on vis- c o s i t y i s so pronounced, i t is necessary t o c o n t r o l t e m p e r a t u r e v e r y c l o s e l y , and t o measure it a c c u r a t e l y , i n o r d e r t o a t t a i n good a c c u r a c y and p r e c i s i o n i n v i s c o s i t y determinat ions . The ASTM r e q u i r e s a temp e r a t u r e c o n t r o l o f fO.OS°F i n Method D-88 f o r Saybol t v i s c o s i t y . The same t o l e r a n c e i s r e q u i r e d i n Method D-445 f o r kinemat ic v i s c o s i t y a t t e m p e r a t u r e s below 60°F. At t empera tu res h i g h e r than t h i s , t h e to1 er- ance i s f0.02°F.
The mathemat ical r e l a t i o n s l i i p between v i s c o s i t y and t empera tu re i s complex, and many e q u a t i o n s have been developed, bo th t h e o r e t i c a l and empir ical . Perhaps t h e b e s t known and most widely used o f t h e s e r e l a t - ions , a t l e a s t i n t h i s country, i s the e p i r i c a l Wal the r e q u a t i o n which was f i r s t p u b l i s h e d i n 1929. I t may be w r i t t e n a s follows:
l o g l o g [V + kl = A + D l o g T
w h e r e V i s t h e k i n e m a t i c v i s c o s i t y i n cen t i s tokes , T is t h e abso lu te t m p e r a t i ~ r e , k is a ' u n i v e r s a l c o n s t a n t ' , and A and B a r e c o n s t a n t s f o r a given o i l . A v a l a e o f 0 . 6 i s g e n e r a l l y a s s i g n e d t o k , a l though 0 . 8 h a s a l s o been used. For high va lues o f V , t h e exac t value o f k i s o f l i t t l e imp- o r t a n c e , b u t a s V dec reases , t h e s i g n i f i c - ance o f k inc reases .
The Walther equa t ion h a s been found t o f i t t h e d a t a f o r minera l o i l s q u i t e we l l . I t i s t h e b a s i s f o r t h e ASTM v i s c o s i t y - temperature c h a r t s , Method D-341. The f o l l - owing f i v e c h a r t s a r e ava i l ab le .
CHART VISCOSITY UNITS V ~ S C O S I ~ RANGE TEMP. IMNGE SIZE OF CHART
A Saybolt Universal 33 t o 100,000,000 -30 t o +450°F 20 x 16 i n .
B Saybolt Universal 33 t o 100,000 -30 t o +350°F 8% x 11 in .
C Cen t i s tokes 2 t o 20,000,000 -30 t o +450°F 20 x 16 i n . D Cent is tokes 0 . 4 t o 100 -30 t.o +450GF 20 x 20 i n .
E Centistolies 2 t o 20,000,000 -100 t o +450°F 24 x 16 i n .

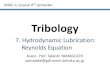
'These c h a r t s a r e c o n s t r u c t e d i n such a Ci A e r t h a t t h e d a t a f o r a given o i l can b e p l o t t e d l i n e a r l y . Tne o n l y s e r i o u s dev ia t - i o n n o r m a l l y e n c o u n t e r e d i n t h e c a s e o f mine ra l o i l s o r o t h e r pet ro leum f r a c t i o n s i s i n t h e c a s e o f non-homogeneous systems, a s f o r example a waxy o i l t h a t h a s been c h i l l e d t o a t e m p e r a t u r e below i t s c l o u d p o i n t . High-temperature v i s c o s i t y d a t a f o r such an o i l w i l l p l o t l i n e a r l y , b u t t h e curve w i l l bend upward a t low temperatures . Da ta f o r c e r t a i n s y n t h e t i c o i l s , on t h e o t h e r hand, show a d i s t i n c t c u r v a t u r e ove r a wide t e m p e r a t u r e r a n g e . T h i s p o i n t i s i l l u s t r a t e d i n Fig . 1 which shows v i s c o s i t y temperature curves f o r two minera l o i l s and t h r e e syn t l l e t i c l u b r i c a n t s , a l l p l o t t e d on a s i m p l i f i e d ASTM c h a r t . Both m i n e r a l o i l s and two o f t h e s y n t h e t i c s p r o d u c e d l i n e a r p l o t s a l t h o u g h t h e s l o p e s v a r i e d widely. However, t h e f i f t h l i n e r ep resen t - ing t h e polyalkylene g lyco l shows a decided c u r v a t t ~ r e .
The method that . h a s been used t h e most
wide ly i n t h i s c o u n t r y f o r e x p r e s s i n g t h e v iscos i ty- temperature e f f e c t is t h e viscos- i t y i n d e x , which was f i r s t p u b l i s h e d by Dean and Davis i n 1929, and which h a s been an ASTM method (D-567) s i n c e 1940. It i s based on two s e r i e s o f r e f e r e n c e o i l s . ?he f i r s t , a r b i t r a r i l y a s s igned v i s c o s i t y index v a l u e s o f 100 , c o n s i s t s o f a s e r i e s o f f r a c t i o n s from a P e n n s y l v a n i a c r u d e . The second is s i m i l a r , e x c e p t t h a t t h e s o u r c e
' was a Gulf C o a s t a l c rude , and t h e v a l u e o f v i s c o s i t y index as s igned was zero . The vis-
.- c o s i t y i n d e x o f a n o i l i s c a l c u l a t e d from t h e equation:
v. I. = 100 [L - ul / [L - HI where U i s t h e v i s c o s i t y a t 100°F o f t h e o i l i n q u e s t i o n , and where L and H a r e t h e r e s p e c t i v e v i s c o s i t i e s a t 100°F o f t h e 0 V I and 100 V I s t a n d a r d s which match t h e unknown o i l i n v i s c o s i t y a t 210°F. Va lues o f L and o f (L - H) a r e c o n v e n i e n t l y r e a d from t a b l e s p u b l i s h e d a s a p a r t o f ASTM Method D-567.
FIG. 1
E F F E C T O F
T E M P E R A T U R E
ON V I S C O S I T Y
1 . M I N E R A L O I L - 1 0 0 V I
2 . M I N E R A L O I L - 0 V I
3 . S I L I C O N E
4 . FLUOROCARBON
5 . POLYALKYLENE GLYCOL
4

'The v iscos i ty index of a mineral o i l i s determined p r i m a r i l y by i t s hydrocarbon composition. 'Ihe hydrocarbons i n t he lub- r i ca t i ng o i l range of molecular weight a r e very complex, and the i r exact configuration i s not known. However, they may be consid- e r e d a s con ta in ing t h r e e b a s i c t ypes o f hydrocarbon g roups , namely p a r a f f i n i c , naphthenic, and aromatic. A l l mineral o i l s contain a l l three of these basic types, but t h e p ropor t i ons vary cons ide rab ly . High v i s c o s i t y index i s a s soc i a t ed with a high content of pa ra f f in i c groups. The pres,ence of aromatics lowers the viscosi ty index, a s does the presence o f naphthenes.
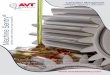
I t i s poss ih l e t o remove aromatics by normal so lven t e x t r a c t i o n processes , bu t these processes do not e f fec t ive ly separate naphthenes from p a r a f f i n s . Thus o i l s from d i f f e r e n t sources d i f f e r not only i n t h e i r v i scos i ty index p r io r t o ref ining, but they d i f f e r i n t h e ex t en t of improvement t h a t can be accomplished by ref ining. ?his point
i s i l l u s t r a t e d i n Fig. 2. V i s c o s i t y index can be r a i s e d by L/
incorpora t ion of c e r t a i n polymeric addit- i v e s , commonly known a s V I improvers . These polymers r a i s e the v iscos i ty through- out the temperature range, but t h e i r re la t - i v e e f f ec t i s grea te r a t the higher temper- a t u r e s . Thus they f l a t t e n t he v i scos i ty - temperature curve and r a i s e t h e v i s cos i ty index.
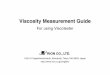
'The e f f e c t of t h r e e d i f f e r e n t polymers upon the v i s c o s i t y index of t h r e e d i f f e r - en t base o i l s i s shown i n Fig. 3. I t w i l l be observed tha t the degree of improvement i n v i s cos i ty index a t t a inah le with a given p e r c e n t a g e of polymer depends upon t h e choice of base o i l a s well a s t h e choice of polymer.
Large q u a n t i t i e s of V I improvers a r e used i n the manufacture of multigrade motor o i l s which have become so popular dur ing the l a s t few years.
EFFECT OF SOLVENT EXTRACTION ON V I
(VON FUCHS AND ANDERSON)
I 1 1 I
P E N N . R E S I D U E
M I D - C O N T I N E N T R E S I D U E -
-
G U L F C O A S T A L D I S T I L L A T E
-
FIG. 2 -
r I I I I 2 4. 6 8
STAGES OF EXTRACTION

The v i s c o s i t y index system has se rved a
Q y useful purpose. However, i t has c e r t - I n de f ic ienc ies , p a r t i c u l a r l y when app l ied
t o o i l s of h igh v i s c o s i t y index. Two o i l s , f o r example, b o t h o f 50 c s v i s c o s i t y a t 100°F, but having v i s c o s i t i e s o f 10 and 45 c s a t 210°F, would have a v i s c o s i t y index o f approx imate ly . 150. Gross anomalies o f t h i s type do no t occur i n the range o f V I from zero t o one hundred f o r which t h e sys- tem was developed, bu t they do c o n s t i t u t e a s e r i o u s problem i n some o f t h e c u r r e n t o i l s . Another disadvantage o f t h e system, throughout t h e v i s c o s i t y i n d e x r a n g e , is t h a t t h e v i s c o s i t y index o f a blend i s no t a simple funct ion o f composition.
Tne ASTM has recognized the need f o r a b e t t e r v iscosi ty- temperature system and a cornnittee, j o i n t l y sponsored by Technical
Committee B on L u b r i c a t i n g O i l s and Res- e a r c h D i v i s i o n V I I on Flow P r o p e r t i e s , both under ASTM Comnittee %2, is working on t h e problem. The fol lowing methods a r e being considered by t h i s comni t t e e .
1. S lope o f t h e ASTM v i s c o s i t y t e m p e r a t u r e curve.
2 . The V i s c o s i t y - T e m p e r a t u r e I n d e x (Larson and Schwaderer) .
3. The Ra t iona l V i s c o s i t y Index (Hard- iman and Nissen) .
4 . The V i s c o s i t y Modulus ( B l o t t and Verner) .
5 . The Fundamental V i s c o s i t y Temperat- u r e Index (Cornel issan and Wateman).
6 . The V i s c o s i t y - T e m p e r a t u r e R a t i n g (Ramser) .
7. The V i s c o s i ty-Temperature F u n c t i o n (Wright).
EFFECT OF POLYMER UPON VI
(EVANS AND YOUNG)
I I I I
FIG. 3
- 2
1
-
1 . P O L Y B U T E N E
2 . CONDENSATION PRODUCT, C H L O R I N A T E D WAX AND N A P H T H A L E N E -
3 . P O L Y C E T Y L METHACRYLATE
I 5 10 15 20
CONCENTRATION OF POLYMER, XWt .

S U M M A R I Z E D D I S C U S S I O N
It was pointed out t h a t k i n t he Walther ion is o f onconvenient form f o r ana ly t ice \ r ' equation i s only a 'un iversa l constant ' i n an approximate sense. I n o t h e r words, t he value of k underlying the ASTM viscos i ty cha r t s was se lec ted so a s t o minimize dep- a r t u r e from l i n e a r i t y with t yp i ca l mineral o i l s . Or ig ina l ly , t he cha r t s were based on a .value o f k = 0 . 8 , b u t t h i s was l a t e r chan.ged t o k = 0 . 6 as experimental inform- a t i o n became ava i l ab l e on a wider v a r i e t y of petroleum products . S t i l l l a t e r , &ha t p o r t i o n o f t he c h a r t s cover ing very low v i s c o s i t i e s was modified so a s t o provide a gradual var ia t ion i n value of k.
While t h e ASTM V i s c o s i t y Cha r t s a r e adequate f o r many a p p l i c a t i o n s , numerous examples e x i s t with p r ec i s e v i s cos i t y data o v e r a range of t empera ture where i t i s necessary t o s e l e c t individual values of k i n t he Walther equat ion f o r each s p e c i f i c product. I n such cases , t he Walther equat-
t reatment of experimental d a t a , and t he re i s need fo r a simpler form of mathematical expression fo r the change of v i scos i ty with temperature, even though i t may recp i re use of th ree a rb i t r a ry constants.
The author ind ica ted some o f t he pecul- i a r i t i e s o f t h e p r e s e n t Dean and Davis system f o r v i s c o s i t y index, and mentioned t h a t t h i s ma t t e r i s cu r r en t l y under study by ASTM . However, such s tud i e s a r e large- l y concerned with a v i scos i ty index system, which would s t i l l r e q u i r e c o n s i d e r a b l e manipulation before the a r b i t r a r y v i scos i ty index value could he converted t o a temper- a t u r e coe f f i c i en t a t any given temperature o f i n t e r e s t . Again, t h i s ernpllasizes t h e need fo r an improved mathematical re lat ion- ship covering the change of v i s cos i t y with temperature.

EFFECT OF PRESSURE ON VISCOSITY By E.M.Barber, lie Texas Co.
The v i s c o s i t y o f l u b r i c a n t s i nc reases markedly with increas ing pressure. A t t h e p re s su re s e x i s t i n g i n t he l u b r i c a n t f i lm of hydrodynamic bearings, the v i s cos i ty of t he - l u b r i c a n t may be many t imes g r e a t e r than i ts v i s c o s i t y a s measured a t atmos- pheric pressure. This property o f lubr ic - an ts undoubtedly has an inf luence on hear- i n g performance c h a r a c t e r i s t i c s such a s load-carrying capaci ty, f r i c t i o n and temp- erature r i s e .
There i s no simple method of measuring v i scos i ty a t high pressure . A program of measurement t o de f ine t h e pressure-visc- osity-temperature p r o p e r t i e s o f a s i n g l e l u b r i c a n t assumes t h e p r o p o r t i o n s o f a research program ra the r than of a rout ine physical property measurement. Consequently pressure-v iscos i ty- tempera ture d a t a a r e r e l a t i ve ly scarce and the e f f e c t of press- ure-viscosity p rope r t i e s on bear ing perf- ormance i s not a s well understood a s may be desirable. ;'- .The falling-body type o f viscometer i s '.-iof the most acceptable methods fo r the measurement o f v i s c o s i t y a s a funct ion of pressure. This type of equipment was used by P r o f . P . W.Bridgman ( R e f . 1 ) i n h i s pioneering work i n t h i s f i e l d , and i t has been refined and extended i n i t s usefulness i n several pressure-viscosi ty i nves t iga t - i o n s sponsored and/or suppor t ed by t h e A SM E Research Committee on Lubr ica t ion (Kef. 2).
A t y p i c a l c ross -sec t ion o f a f a l l i n g body viscometer i s i l l u s t r a t e d by Fig. 1 . A s inker f a l l s v e r t i c a l l y i n a viscometer tube which contains the test f l u i d , and the time of f a l l i s i n t e r p r e t a b l e i n terms o f the v iscos i ty of the f l u id . To avoid d i f f - e r e n t i a l compress ib i l i ty and thermal e f f - e c t s , the tube and the s inke r a r e made o f
t h e same m a t e r i a l . S i n k e r s o f v a r y i n g weight and o f vary ing c l ea rance r e l a t i v e t o t h e t ube can be used. The v iscometer t ube i s f i t t e d l o o s e l y i n t o t h e p re s su re chamber so t ha t i t i s completely surrounded by the pressure-transmitting f l u id . Press- ure is transmitted t o the t e s t f l u i d ins ide
' the viscometer tube v ia a co l laps ib le bel l - ows type of reservoi r f i t t e d t o one end o f
a the viscometer tube. The assembly i s inuner- sed i n a temperature cont ro l bath. To make a measurement, the assembly is inverted and the time for the s inker t o f a l l i s measured by e l e c t r i c a l s ignals .
Fig. 2 i l l u s t r a t e s the variat ion of vis- cos i t y with pressure and temperature fo r a typ ica l paraffin-base mineral o i l o f about 250 SSU a t 100°F and 100 Viscosi ty Index. Note t he r e l a t i v e l y l a r g e changes of vis- c o s i t y wi th p r e s s u r e , a s f o r example a t 210°F, a p re s su re i n c r e a s e o f 20,000 p s i p roduces a lmos t a t e n f o l d i n c r e a s e o f viscosi ty.
F ig . 3 shows the changes o f v i s c o s i t y with pressure a t 210°F fo r t h r e e p a r a f f i n base mineral o i l s o f d i f f e r e n t v i s c o s i t y l eve l . These three samples A, B and C have S SU v i s c o s i t i e s a t 100°F o f approximately 250, 700 and 2500 seconds, and have approx- i m a t e l y 100 V i s c o s i t y Index . The t h r e e cu rves a r e s i m i l a r i n t r e n d and gene ra l s lope, which suggests t ha t leve l of viscos- i t y does n o t g r e a t l y a l t e r t h e t r e n d o f v i s c o s i t y with pressure f o r o i l s of comp- arable molecular type.
Fig. 4 shows the va r i a t i on of v i s cos i ty with pressure a t 210°F fo r an assortment o f mineral o i l and synthe t ic type lub r i ca t ing f l u i d s which a r e i n the same general range o f l e v e l o f v i s c o s i t y a s measured by S S U a t 100°F. Some i d e n t i f i c a t i o n da t a on the f l u i d s o f Fie . 4 a r e given below.
Symbol I d e n t i f i c a t i o n SSU
P a r a f f i n i c h i i n e r a l O i l Naph then ic M i n e r a l O i l P o l y b u t y l e n e F l u o r o c a r b o n S i l i c o n e O i l Di ( 2 - E t h y l h e x y l ) P h t h a l a t e D i ( 2 - E t h y l h e x y l ) S e b a c a t e
V . I .
9 6 2 3 30
-178 152
13 154

There i s a tendency f o r t h e f l u i d s o f h igh V i s c o s i t y Index, namely t h o s e f l u i d s t h a t undergo t h e l e a s t change o f v i s c o s i t y w i t h t empera tu re , a l s o t o show t h e l e a s t change with p ressure . However, t h i s i s n o t a un iversa l tendency and t h e r e a r e except- i o n s . Even f o r t h e l i m i t e d s e l e c t i o n o f samples shorn on Fig. 4, n o t e the exception i n s a m p l e s F and G which show p a r a l l e l changes o f v i s c o s i t y w i t h p r e s s u r e b u t a l a r g e d i f fe rence i n Viscos i ty Index. i
The e f f e c t o f t h e s e d i f f e r e n c e s i n t h e p r e s s u r e - v i s c o s i t y c h a r a c t e r i s t i c s o f f l u i d s on t h e performance o f bea r ings i s a quest ion t h a t is n o t e n t i r e l y resolved. ?he p r e s e n t evidence seems t o suggest however t h a t f l u i d s having a g r e a t e r i n c r e a s e o f v i s c o s i t y with p r e s s u r e w i l l tend t o prod- u c t a somewhat h igher load-carrying capac-
i ty , f r i c t i o n and opera t ing temperature. I n s t e a d o f a t t e m p t i n g t o draw c o n c l ~ ~ ,
i o n s from t h e foregoing m a t e r i a l , i t seems a p p r o p r i a t e t o s u g g e s t s e v e r a l a r e a s f o r f u t u r e development t h a t cou ld apprec iab ly improve our unders tanding o f t h e pressure- v i s c o s i t y problem i n l u b r i c a t i o n .
(1) A simple ' r o u t i n e ' type measurement technique t h a t would make pressure-viscos- i t y d a t a r e a d i l y a v a i l a b l e .
(2) A c o r r e l a t i o n whereby a small number o f measurements cou ld be used t o p r e d i c t the whole p a t t e r n of a l t h r i c a n t ' s behavior under pressure .
( 3 ) A s tudy o f t h e e f f e c t s , on t h e lub- r i c a t i o n performance o f a v a r i e t y of bear- i n g s , o f d i f f e r e n c e s i n t h e pressilre-vis- c o s i t y c h a r a c t e r i s t i c s o f lubr ican t s .
REFERENCES
1 . The E f f e c t o f P r e s s u r e on t h e V i s c o s i t y o f Forty-Three Pure L i q u i d s , by P . W . Br idg- man, P r o c . A m . A c a d . A r t s S c i . , 6 1 , 57 ( 1 9 2 6 ) . 2 . ( a ) V i s c o s i t y and D e n s i t y o f L u b r i c a t i n g F l u i d s from 0 t o 1 5 0 , 0 0 0 PSIG and 3 2 t o 4 2 5 ' ~ , by Bradbury, Mark and K l e i n s c h n i d t , ASME T r a n s . , 7 2 , 667 ( 1 9 5 1 ) .
( b ) P r o g r e s s i n L u b r i c a t i o n R e s e a r c h , Fourth Report o f the S p e c i a l Research Comrn- i t t e e on L u b r i c a t i o n , Appendix No . 1 .
( c ) Exper iments by R. V. K l e i n s c h m i d t on t h e V i s c o s i t y o f L u b r i c a t i n g O i l s u n d e r
High H y d r o s t a t i c P r e s s u r e , ASME T r a n s . , 5 9 , l ( 1 9 2 8 ) . 3 . D a t a f o r F i g . 2 , 3 and 4 w e r e s e l e c t e d from V i s c o s i t y and D e n s i t y o f Over 4 0 Lub- r i c a t i n g F l u i d s o f Known C o m p o s i t i o n a t P r e s s u r e s t o 1 5 0 , 0 0 0 PSI and Temperatu t o 4 2 ~ ~ ~ . A R e p o r t o f t h e ASME R e s e a . . C o m m i t t e e on L u b r i c a t i o n , o b t a i n a b l e from t h e R e s e a r c h Department , The American S o c - i e t y o f M e c h a n i c a l E n g i n e e r s , 2 9 West 3 9 t h S t r e e t , New York, N . Y.
SUMMARIZED DISCUSSION
The p o i n t was r a i s e d t h a t t h e a u t h o r presented curves f o r a number o f o i l s sliow- i n g t h e change of v i s c o s i t y wi th p ressure , b u t h e d i d n o t p r e s e n t any m a t h e m a t i c a l r e l a t i o n s app l icab le t o t h i s e f f e c t . I t was i n d i c a t e d t h a t Bradbury, Mark and Iclein- s rhmidt ( l o c . c i t . ) had p resen ted a math- emat ical t reatment o f t h e A S M E pressure- v i s c o s i t y d a t a , b u t i t i s n e c e s s a r y t o c o n s u l t t h e o r i g i n a l d o c t o r a l t h e s i s f o r t h e va lues o f the parameters f o r t h e var- i o u s o i l s . Reference was made t o t h e f a c t t h a t no mathemat ica l e x p r e s s i o n f o r t h e p r e s s u r e c o e f f i c i e n t o f v i s c o s i t y can pre- d i c t t h e f r e e z i n g p o i n t o f t h e o i l under p r e s s u r e , and many c a s e s o f l u b r i c a n t f r e e z i n g were e n c o u n t e r e d i n t h e A S M E work. However, t h i s i s no Inore o f a problem t h a n w i t h many phenomena where a p h a s e
change occurs . I f v i s c o s i t y is considered t o be a prop-
e r t y o f a f l u i d , then t h e temperature and p r e s s u r e c o e f f i c i e n t s a r e i n t e r - r e l a t e d . T h i s l e a d s t o t h e p o s s i b i l i t y o f develop- i n g a pressure-viscosi ty c h a r t analogous t o t h e A S T M , temperature-viscosi ty c h a r t , o r even a c h a r t cover ing a l l t h r e e v a r i a b l e s . I n t h i s connec t ion , i t was i n d i c a t e d t h a t t h e A S T M c h a r t had been found s u i t a h l e i n some c a s e s f o r r eproduc ing t h e change o f v i s c o s i t y w i t h t e m p e r a t u r e a t e l e v a t e d pressures .
I n response t o q u e s t i o n s regard ing t h e e f f e c t s of v i s c o s i t y inc reases under press- u r e i n machine e lements , t h e au thor s t a t e d t h a t t h e r e is c u r r e n t l y under discuss ion an A Shl E proposed resea rch program aimec evaluat ing the magnitude o f these e f f e c t s .

1 FIGURE I
CROSS SECTION OF VISCOMETER
TRANSMITTING FLUID INLET
TIME OF FALL CONTACTS
VISCOMETER TUBE

- i
FIGURE 2
VISCOSITY - PRESSURE -TEMPERATURE CHARACTERISTICS OF A PARAFFIN BASE MINERAL OIL
I
L
S
100,000 -
b I I I I I I I .
0 20 4 0 60 80 100 120 140
PRESSURE - 1000's OF P.S. I .
S t c SOLIDIFIED

FIGURE 3
PRESSURE - VISCOSITY CHARACTERISTICS AT 210°E FOR THREE P A R A F F I N B A S E MINERAL OILS
r
.
!00,000 -
I
>
I I I I I I I I ,
0 20 40 60 80 100 120 140
PRESSURE- 1000'9 OF f?S.I.
1

..-
-
FIGURE 4
PRESSURE VlSCOS I T Y CHARACTERISTICS AT 210°F. FOR A VARIETY OF LUBRICATING FLUIDS
I
,. I
l00,000 -
a:
I
I -
I I I I I 1 I ,
0 20 40 60 80 100 120 14 0
PRESSURE- 1000 OF P. S . I .

E F F E C T O F RATE O F SHEAR ON V I S C O S I T Y
\-.>I By Alan Beerbower, Esso Research & Engineering Cb.
In comparison with t h e e f f e c t s o f temp- e ra tu re and p ressure on l u b r i c a n t v i s c o s i t y the e f f e c t s of shear ing s t r e s s e s a r e r e l a t - i v e l y i l l - d e f i n e d . A g r e a t d e a l o f d a t a have been and a r e be ing o b t a i n e d i n t h i s f i e l d , but have not y e t l e d even t o empir- i c a l e q u a t i o n s t h a t can be p r o p o s e d t o cover t h e phenomena i n genera l . Continuing s tudy i s i m p o r t a n t , s i n c e t h e e f f e c t s o f shear a r e s i g n i f i c a n t and i n some c a s e s a s i m p o r t a n t a s t h o s e o f t h e more commonly studied va r iab les . H'hi.le n a t u r a l and synth- e t i c o i l s above t h e i r pour p o i n t s u s u a l l y show no e f f e c t s , greases and polyner-blend- e d o i l s g i v e a v a r i e t y o f phenomena. The fol lowing d i s c u s s i o n covers t h e s e a s they apply too l u b r i c a t i o n problems.
The sc ience of Rheology, o r t h e general s tudy of t h e flow of m a t e r i a l s , i s a spec- i a l i z e d one , and i n o r d e r t o d i s c u s s t h e s u b j e c t a t a l l , i t i s necessa ry t o d e f i n e c e r t a i n s p e c i a l terms which appear const- a n t l y . Apparent V i s c o s i t y i s d e f i n e d by <-- I , . re la t ionship:
PR/SL S h e a r i n g S t r e s s T a = - - 4 i j l n ~ ~ - R a t e o f S h e a r
Th is i s e s s e n t i a l l y based on Newton's def- i n i t i o n o f v i s c o s i t y a s t h e r a t i o o f shear- i n g s t r e s s t o r a t e o f s h e a r . However, i n t h i s case , the d e f i n i t i o n has been extended t o cover non-Newtonian f l u i d s by us ing t h e v a r i a b l e term apparent v i s c o s i t y i n p l a c e o f v i scos i ty (which i s constant f o r a Newt- o n i a n f l u i d ) . I n t h e e q u a t i o n shown, t h e o rd inary equat ion f o r flow through a cap- i l l a r y i s broken i n t o two p a r t s represent- i n g t h e s h e a r i n g s t r e s s and t h e r a t e o f shear a t t h e wall o f t h e tube. \#en r e a r r - anged, t h i s i s p r o b a b l y f a m i l i a r t o t h e r e a d e r a s t h e H a g e n - P o i s e u i l l e e q u a t i o n 77 = TP R~ / 8 QL, es tab l i shed i n 1846.
The s i g n i f i c a n c e o f t h e f a c t o r s i s ill- u s t r a t e d i n Fig. 1, which shows t h e behav- i o r of d i f f e r e n t types o f m a t e r i a l s p l o t t e d wi th shear ing s t r e s s and r a t e o f s h e a r a s c o o r d i n a t e s . The t r u e f l u i d o i l e x h i b i t s Newtonian behavior i n t h a t a l i n e o f const- ant s l o p e i s formed, p a s s i n g th rough t h e
. The rec ip roca l o f t h e s l o p e i s t h e Newtonian v i s c o s i t y , normally expr-
essed i n poises . Anotlier i d e a l i z e d type o f mate r ia l shown
i s t h e p l a s t i c s o l i d according t o Bingham. Mere t h e s lope of t h e l i n e is considered t o b e c o n s t a n t h u t t o s t a r t a t a d i s t a n c e r e m o t e from t!le o r i g i n on t h e s h e a r i n g s t r e s s a x i s . T h i s displacement i s known a s t h e y i e l d v a l u e . Relow t h e y i e l d v a l u e , t h e s e m a t e r i a l s a r e c o n s i d e r e d t o a c t a s
a normal s o l i d s , m e r e l y r e s i s t i n g movement e l a s t i c a l l y u n t i l t h e c r i t i c a l v a l u e i s reached. I n a c t u a l i t y , vcry few m a t e r i a l s obey the J3ingham Law, and t h e do t t ed curved l i n e marked pseudo-plas t ic g r e a s e is more t y p i c a l o f t h i s c l a s s o f substances . F i r s t , some flow begins a t a shear ing s t r e s s app- r e c i a b l y below t h e y i e l d va lue which would be p red ic ted by e x t r a p o l a t i n g back from t h e s h e a r i n g s t r e s s a t h igh r a t e s o f s h e a r on t h e Bingham theory. Flow then i n c r e a s e s i n a non- l inear r e l a t i o n t o s h e a r i n g s t r e s s . E v e n t u a l l y a l i n e a r c o n d i t i o n i s reached which e s s e n t i a l l y i s t h e Bingham t y p e o f f low. The v i s c o s i t y o f t h e m a t e r i a l can t h e n b e spoken o f p r o p e r l y a s t h e r e c i p - rocal of t h i s l i n e ( o f t e n c a l l e d tile mobil- i ty ) . However, t h e term apparent v i scos i t .y a s d e f i n e d i n t h e p r e c e d i n g equa t ion does no t r epresen t t h i s s lope, bu t i s a v a r i a b l e i l l u s t r a t e d by t h e dashed l i n e go ing from t h e o r i g i n t o any p o i n t on t h e curve . I t s t a r t s a t an i n i t i a l va lue o f i n f i n i t y i n a l l c a s e s , and i t s r a t e o f d e c r e a s e is a funct ion o f both y i e l d value and mobi l i ty .
There has been c o n s i d e r a b l e c r i t i c i s m o f t h e u s e o f apparent v i scos . i ty a s be ing a c o n f u s i n g t e rm. Ilowever, i f a p p a r e n t v i s c o s i t y i s d e f i n e d i n terms o f t h e r a t e o f s h e a r a t w h i c h i t was t a l t e n , i t i s p o s s i b l e t o r e c o n s t r u c t t h e e n t i r e Binrham d i a g r a m ( n e g l e c t i n g t h e pseudo-pl a s t i c r e g i o n ) from two s e t s o f r e a d i n g s . The m o b i l i t y i s assumed t o be c o n s t a n t and i s a fnnc t ion o f t h e v i s c o s i t y o f t h e Newton- i a n base o i l used i n t h e product . The app- a r e n t v i s c o s i t y approaches t h i s c o n s t a n t v a l u e a t v e r y h i g h r a t e s o f s h e a r due t o t h e decreased ang le between t h e l i n e s , and t h e r e f o r e i s f r e q u e n t l y s t a t e d t o e q u a l t h e base o i l v i s c o s i t y a t i n f i n i t e r a t e o f shear .

F I G . 1 - O I L AND GREASE FLOW DIAGRAMS
T R U E F L U I D O I L ( N E W T O N I A N ) ,
P L A S T I C S O L I D ( B I N G H A M )
I Y i e l d V a l u e I SHEARING STRESS
I n rheology, t he Newtonian and Bingham types of ma te r i a l s a r e only spec i a l cases . Because Newtonian f l u i d s a r e common i n petroleum l a h o r a t o r i e s , we tend t o f o r g e t how very r a r e l y i t is t h a t a ma te r i a l ex- h i b i ts such simple behavior. Actual ly, t he v a s t m a j o r i t y o f m a t e r i a l s i n i n d u s t r i a l work a r e non-Newtonian. A l a r g e number o f o t h e r c l a s s e s of non-Rewtonian m a t e r i a l s e x i s t including d i l a t a n t ones, which thick- e;! under shear, and t he visco-elastic type, which includes those lubricating o i l s cont- aining elastomer-type polymers. Fig. 2 ill- u s t r a t e s t h e behavior of l u b r i c a t i n g o i l s under s eve ra l condi t ions of non-Newtonian flow. O i l s below the pour po in t e s sen t i a l l y have t he cha rac t e r i s t i c s of greases i n t h a t they show f i n i t e y i e l d va lues . For t h i s reason , t h e example shown s t a r t s with an apparent v i scos i ty of i n f i n i t y a t zero r a t e o f s h e a r . T h i s a p p a r e n t v i s c o s i t y soon drops t o t he normal value, which would be
o b t a i n e d by e x t r a p o l a t i n g t h e v i s c o s i t y from the ASTM char t , as t he wax s t ruc tu re is broken dorm by flow.
Another type o f anomalous behavior is shown by polymer b l e n d s . A t a somewhat h igher r a t e o f shea r , t he se begin t o show a p p r e c i a b l e d e v i a t i o n downward from t h e
- -
v i s c o s i t y a t low r a t e s o f s h e a r . T h i s phenomenon, which i s a form o f v i s c o - e l a s t i c b e h a v i o r , i s known u s u a l l y a s temporary v i s c o s i t y l o s s and i s caused apparently by an o r i en t a t i on phenomenon i n t h e polymer molecules . T h i s p a r t o f t h e c u r v e w i l l Le d i s c u s s e d i n more d e t a i l l a t e r on. Another e f f e c t know a s permanent v i s cos i t y l o s s i s shown on t he lowest l i n e o f F ig . 2. Here an o i l con t a in ing a high mo lecu l a r weight polymer which has been sub j ec t ed f o r some t i m e t o a high r a t e of shear i s allowed t o re turn t o low r a t e s of shear . I t is foilnd t h a t t he v i s c o s i t y permanently decreased, and t h a t t he o i l 1s

FIG. 2 - BEHAVIOR OF OILS UNDER SHEAR
now somewhat more s t ab l e against temporary v i s c o s i t y l o s s . This phenomenon has been experimentally determined, by separation of t h e polymer, t o be due t,o degradat ion o f t h e polymer t o a lower average molecular weight. Thus, even a l u b r i c a t i n g o i l can S ~ I O W t h r ee types of anomalous rheological behavior i f it contains polymer.
In t he rheology o f greases (which inc l - udes o i l s below t h e i r pour poin t ) another phenomenon known a s t l i ixo t ropy appears . Thixotropy can be defined a s a l o s s o f con- - .
s i s tency upon ag i t a t i on , which may be rev- e r s i b l e upon aging. I t is assoc ia ted with l o s s o f y i e l d va lue r a t h e r t han l o s s o f mob i l i t y , and appears when t h e g rease i s worked. F ig . 3 i l l u s t r a t e s two t y p i c a l c y c l e s o f a g r e a s e under s h e a r . On t h e f i r s t cycle, no flow occurs u n t i l a cer t -
in yie ld value is reached. Flow then takes 'ace a t an increasing r a t e of shear a s the
s t r e s s i s increased. On reducing t h e r a t e o f s h e a r , i t i s found t h a t t h e s h e a r i n g s t r e s s and apparent v i scos i ty a r e substant- i a l l y l e s s fo r any given r a t e of shear than on t h e up cyc l e . A s a r e s u l t , t h e y i e l d value obtained a f t e r the t e s t i s substant- i a l l y lower than t h a t a t t h e beginning . 'Ihis i s thixotropy i n i ts simplest form.
A complicat ion i s t h a t some m a t e r i a l s recover y i e ld .value on standing t o a great- e r o r l e s s ex t en t . I n t h e example shorn, recovery during the time lapse (which might b e as l i t t l e a s an hour) amounts t o about 50% o f t h e va lue l o s t . The second c y c l e then s t a r t s from a lower y i e l d value than t h e f i r s t and on r e tu rn ing down a new low i n y i e l d va lue i s reached. T h i s l o s s i n turn would be p a r t i a l l y recoverable, and so cycling would produce a gradual decrease i n y i e l d value. This may go t o zero, o r more commonly may s t a b i l i z e a t some f i n i t e

FIG. 3 - THIXOTROPY OF GREASES
SECOND CYCLE
I
F I R S T CYCLE
T I M E L A P S E
0 SHEARING SmESS
value. Thixotropy is a phenomenon which i s very *?asy t o observe b u t n o t so easy t o express i n ra t iona l mathematical terms. In g e n e r a l , t h e r e have been no g e n e r a l l y a c c e p t e d a t t e m p t s t o r a t i o n a l i z e t h i s p a r t i c u l a r property i n terms of empir ical equations. Each group of substances appears to be a law unto i t s e l f , though some corr- e la t ions on an energy input per uni t volume basis appear promising.
The s p e c i a l case of o i l s blended with polymers is of considerable i n t e r e s t a t the present time because of the high v iscos i ty index of these products and the i r very wide use for motor o i l s , hydraulic f l u id s and so fo r th . Shear e f f e c t s i n so lu t ions o f high polymers have been studied widely and some work has been done on the ac tua l V.I. i m p rover polymers i n comnercial use i n typical mineral o i l s . Correlations based on l imited data have been proposed. Horowitz (Ref. 1) has given a complete method f o r reducine data on these o i l s t o s tandard conditions. F ig . 4 p r e s e n t s some o f h i s d a t a on o i l
blends of th ree comnercially used polymers, A , B and C. I t i s impor tan t t o n o t e t h e terms i n which t h e f i g u r e i s p lo t t ed . The ord ina te i s the % Temporary Viscosi ty Loss o r r a t i o o f v i s cos i ty change o f t he blend under t e s t c o n d i t i o n s t o t h e v i s c o s i t y c o n t r i b u t e d by t h e polymer a t low shea r r a t e s . The shear ing s t r e s s d iv ided by the concentration is used a s the abscissa, thus removing another va r i ab l e . This procedure i s s imi l a r t o t he reduced var iab le proced- u r e used by Fe r ry i n h i s s t u d i e s on t h e dynamic v i scos i t i e s and r i g i d i t i e s of poly- mer solut ions.
Although most rheological c o r r e l a t i o n s a r e based on the use of t he r a t e o f shear a s a parameter, it was found experimentally t h a t t h i s d i d not s e rve t o c o r r e l a t e t h e data a t d i f f e r en t temperatures on the three blends. However, the use of shearing s t r e s s a s a parameter permit ted t h e reduct ion of the nine curves obtained t o the three which a r e showr~. Tilus, the e f f e c t of temperature was el iminated. S u p e r f i c i a l l y , the i n t e r

FIG. 4 - P E R C E N T TEMPORARY V I S C O S I T Y L O S S FOR D I F F E R E N T V . I . I M P R O V E R S
SHEAR STRESS I \!T. % POLYMER I N BLEND ( DYNES/CM~/% ACTIVE IKGREDI ENT)
'- %pt of t h e t h r e e l i n e s on t h e s p e c i f i c ,.,scosity ax is appear t o have the character
o f the ~ i e l d value, This however i s merely due to the use of a logari thmic s ca l e , and i n r e a l i t y t he tendency t o l o s e v i s cos i t y begins t o appear even a t q u i t e low r a t e s of shear, so t ha t t he sharp in te rcep t does not have any t r u e s ign i f icance . I n b r i e f , a l l temperature and r a t e of shear e f f e c t s can be correlated by the technique using empir- i c a l equa t i ons t o reduce t h e e f f e c t s o f polymer t o a p r ed i c t ab l e system. The work was extended t o actual ve r i f i c a t i on i n t e s t engines on cold-starting so t ha t the method i s validated by prac t ica l experiment.
I n gene ra l , t he e f f e c t s o f shear ing on l ub r i can t v i s c o s i t y a r e so va r i ed and so complicated tha t there i s l i t t l e hope t h a t a general cor re la t ion will be developed and genera l ly accepted i n t he near fu tu r e f o r a l l mater ia l s . This unfor tuna te s i t u a t i o n does not a f course apply t o a l l s p e c i f i c types of composition but t o t he f i e l d of lubr ican ts i n general . I t may be t h a t when adequate equations a r e obtained which w i l l
r e d i c t t he v i s c o s i t y o f o i l s under any e;
c o n d i t i o n s o f t empera ture and p r e s s u r e , they can be modified t o accomodate correct- i ons f o r r a t e of shear . (3-1 t he o t h e r hand, t he inc lus ion of even t he s implest greases i n such a system appears t o be vas t ly more d i f f i c u l t .
An i l l u s t r a t i o n of t h e type o f problem which is not ye t solved, o r f o r t ha t matter even very t ho rough ly cons ide red , i s t h e e f f e c t o f shear r a t e i n d i f f e r e n t d i r ec t - i ons . Fig. 5 i l l u s t r a t e s a s l e e v e bear ing runn ing a t a h igh r a t e o f s h e a r i n t h e c i rc~unferen t ia l d i rec t ion . It a1 so contains a component o f low shea r r a t e due t o t h e feed o f l u b r i c a n t from t h e c e n t e r t o t h e ends. The i n t e r a c t i o n o f t h e s e two s h e a r r a t e s upon t h e v i s c o s i t y i s a complicated problem which, t o the bes t of our knowledge h a s n o t y e t been a t tempted f o r any th ing l e s s simple than a Newtonian f l u id . A gen- e r a l mathematical s o l u t i o n o f t h i s simple everyday problem f o r non-Newtonian f l u i d s is a major problem f o r t he future.
R E F E R E N C E 1 . It. H. Horowitz, I n d . E n g . C h e m . , 5 0 ,
1089 ( 1 9 5 8 ) .

FIG. 5 - SHEAR IN A SLEEVE BEARING
INLET HIGH SHEAR RATE
LUBRICANT LOW SHEAR RATE
SUMMARIZED DISCUSSION
With regard t o Fig. 4, the l i n e s f o r t h e t h r e e polymer blends a r e extended s o c l o s e t o t h e apparen t i n t e r c e p t t h a t they cou ld r e a d i l y b e i n t e r p r e t e d t o mean t h a t an i n t e r c e p t e x i s t s i n r e a l i t y . Severa l pers- o n s i n d i c a t e d t h a t p r e c i s e v i s c o s i t y rneas- urements showed temporary v i s c o s i t y l o s s even a t low values of shear s t r e s s , s o t h a t t h e i n t e r c e p t must be a t minus i n f i n i t y on t h e logar i thmic s c a l e .
The a u t h o r s t a t e s t h a t o i l s below t h e pour p o i n t e s s e n t i a l l y have t h e charac te r - in i , ics of g reases i n t h a t they show f i n i t e y i e l d v a l u e s . I n t h e f i r s t p l a c e , many g r e a s e s do n o t h a v e w e l l - d e f i n e d y i e l d v a l u e s , b u t r a t h e r behave i n t h e pseudo- p l a s t i c manner shown i n F ig . 1. Secondly, f o r a c o n s i d e r a b l e r a n g e o f t e m p e r a t u r e below the pour point of some o i l s , the beh- a v i o r can be c l a s s e d a s pseudo-plastic and n o t t h a t of a p l a s t i c s o l i d . With a wax- f r e e o i l below its pour p o i n t , t h e behavior might even be Newtonian i n c h a r a c t e r . I t was a l s o i n d i c a t e d t h a t many o i l s s t a r t t o e x h i b i t nonaewtonian behavior a t temperat- u r e s a s high a s 30°F above t h e pour po in t .
'There was some discuss ion on t h e s ign i f -
i c a n c e o f c h a r a c t e r i z i n g o i l s a s Newtoni o r non-Newtonian, s i n c e t h e c h a r a c t e r o f any g i v e n o i l may change dependen t upon c o n d i t i o n s o f t e m p e r a t u r e , p r e s s u r e , and r a t e of s h e a r . Examples a r e g i v e n i n t h e paper where a Newtonian o i l i n a given reg- ime could e x h i b i t nondewtonian behavior a s t h e t e m p e r a t u r e was l o w e r e d , and i t i s known t h a t p ressure i n c r e a s e can cause sim- i l a r t r a n s i t i o n s i n b e h a v i o r . I t seems probable a l s o t h a t , a t a g iven temperature and p r e s s u r e , an o i l can be Newtonian over wide r a n g e s o f r a t e o f s h e a r , b u t s t i l l d e p a r t from Newtonian c h a r a c t e r a t v e r y h i g h r a t e s o f s h e a r .
The c o r r e l a t i o n s e x h i b i t e d i n F i g . 4 g ive promise of pe rmi t t ing some genera l i zed mathemat ical t r ea tment o f polymer-blended o i l s , i n s o f a r a s shear e f f e c t s a r e concern- e d . More e x p e r i m e n t a l e v i d e n c e would be d e s i r a b l e on a wider range of V . I . improv- e r s , wi th v a r i a t i o n both i n molecular type and i n molecular weight. I f composition can b e adequately de f ined , and i f t h e experim- e n t a l d a t a a r e reproduc ib le , i t i s l o g i c a l t o expect t h a t general ized c o r r e l a t i o n s 1
be developed.

SESSION CHAIRMAN - P. C. Warner, Wes tinghouse Electric Corp. Vice-Chairman, Builders & O p e r a t o r s Technical Committee
I . / - SENSITIVITY TO VISCOSITY & ~ ~ D E R OPERATING CONDITIONS
INTRODUCTORY REMARKS
P a u l C. Warner, Westinghouse Electric Corp.
THE SENSITIVITY OF EQUIPMENT TO VARIATION IN LUBRICANT VISCOSITY
R. C. Garretson and J. Boyd, Westinghouse Electric Corp.
SENSITIVITY OF MACHINES TO LUBRICANT VISCOSITY
Charles A . Bailey, National T u b e Division, U. S. Steel Corporation
LUBRICATION OF ROLL NECK BEARINGS AND GEAR
DRIVES IN CONTINUOUS ROLLING MILLS
J. H. Hitchcock, Morgan Construction Co.
EFFECT OF VISCOSITY ON HYDRAULIC SYSTEMS
K. G. Henrikson, Socony Mobil O i l Co.

INTRODUCTORY REMARKS By Paul C. Warner, Westinghouse Electric Corp.
This section deals with the role of viscos-
ity in lubrication from the viewpoint of the
person working in the field of design, const-
ruction, or operation of equipment employing
lubricated parts. One might infer from the prev-
ious section that the properties of real lubric-
ants are imperfectly known and thus any theory
o f lubrication must necessarily have unknown
areas of appreciahle size. It is also true that
even with the assumption of an ideal lubricant,
many important phases of lubrication have not as
yet been satisfactorily investigated. From this
standpoint at least, lubrication is an art rath-
er than a science, and thus our working know-
ledge of the subject is dependent in some degree
on experience. The papers in this section are
written from the standpoint of experience, and
give us insight on the practical range of sens-
itivity of machines and machine elements to
lubricant viscosity.

F V E SENSITIVITY OF EQUIPMENT TO VARIATION IN LUBRICANT VISCOSITY (>; By H.C.Garretson and J.Boyd, Westingllouse E l e c t r i c Corp.
A s i s t r u e i n most l a r g e companies, we a t ~ ' e s t inghouse a r e v i t a l l y concerned w i t h t h e problem of spec i fy ing t h e r i g h t l u b r i c - a n t f o r each a p p l i c a t i o n and wi th t h e ass- o c i a t e d problem of keep ing t h e number o f l u b r i c a n t p a d e s t o a minimum.
S i n c e v i s c o s i t y i s p r o b a b l y a l u b r i c - a n t ' s [nos t i m p o r t a n t p r o p e r t y a n d s i n c e t h i s p r o p e r t y i s one which can be r e a d i l y de f ined and ~neasured , we a r e p a r t i c u l a r l y i n t e r e s t e d i n t h e i n f l u e n c e o f v i s c o s i t y on t h e performance of equipment .
I t i s , of c o u r s e , a r e l a t i v e l y s i m p l e m a t t e r t o ::nlculate t h e pe r fo rmance o f a typ ica l machine element, such a s a bea r ing , i f an o i l o f a given v i s c o s i t y i s s e l e c t e d . I t is e q u a l l y s imple t o c a l c u l a t e t h e per- formance wi th o i l s o f v a r i o u s v i s c o s i t i e s . The r e a l problem is t o dec ide what range o f v i s c o s i t y i s a c c e p t a b l e f o r a d e s i r e d per- formance i n a g iven a p p l i c a t i o n . Ikis i n u n - e d i a t e l y i n t r o d u c e s t h e s u b j e c t of v iscos- i t y g r a d e s and a sys t em f o r t h e i r c l a s s - :?ation.
--in t h i s d i scuss ion , we w i l l show by ca l -
c u l a t i o n t h e manner i n which v a r i a t i o n i n v i s c o s i t y a f f e c t s performance. T h i s w i l l be done f o r t h e c a s e of a s imple bea r ing , b u t i t w i l l be assumed t h a t t h e e f f e c t on o t h e r machine e lements wi 11 be q u a l i t a t i v e l y t h e same. We w i l l i n t e r p r e t t h e s e performance changes i n terms o f t h e I n d u s t r i a l Viscos- i t y C l a s s i f i c a t i o n ( I VC) , proposed a t t h e ASTM Symposium on V i s c o s i t y C l a s s i f i c a t - i o n h e l d i n A t l a n t i c C i t y , J u n e 1957. We w i l l a l s o c o n s i d e r t h e I VC sys tem on t h e b a s i s of t h e a l lowable v i s c o s i t y v a r i a t i o n s deterrrlined from a su rvey of t h e recommend- a t i o n s o f v a r i o u s machine b u i l d e r s .
EFFECT OF CHANGING VISCOSITY
I n o r d e r t o e v a l u a t e t h e e f f e c t o f v i s c o s i t y on t h e performance of a machine e l e m e n t , such a s a b e a r i n g , we d e t e r m i n e how i t s o p e r a t i n g c h a r a c t e r i s t i c s a r e a f f - e c t e d by c h a n g i n g t h e v i s c o s i t y o f t h e l u b r i c a n t s u p p l i e d t o i t . To do t h i s , con- s i d e r t h e b e a r i n g shown d i a g r a m m a t i c a l l y i n F i g u r e 1. I f we want t o c a r r y a g i v e n
FIG. 1
Oi l In
Thickness

FIG. 2
FIG. 3
I V C Grade
Soybolt Seconds
I I I 1 I I I I I I
u I I I I I I I I I0 2 0 4 0 60 80 100 200 4 0 0 6 0 0 1000
Centistokes O i l Viscosity at 1 0 0 ° F
1 1 12 13 14 15 16 17 I8 19 20 21 22 2 3 24 25 26 27 28 29 I V C Grade
I I I I

l o r ' mid wish t o opera te a t a given speed, , C k o b l e m w i l l be t o d e t e r n i n e how t h e l ea r ing w i l l perform when s u p p l i e d wi th a lubricant of some assumed v i s c o s i t y and how :his performance w i l l be a l t e r e d i f a lub- r i can t of a d i f f e r e n t v i s c o s i t y i s subst- i Luted. I n j u d g i n g t h e pe r fo rmance , t h e ,erformance f a c t o r s we a r e most a p t t o be :oncerned with a r e t h e minimum f i l m th ick- less , the power l o s s , the temperature t i s e (where t empera tu re r i s e = o u t l e t temp. - i n l e t temp.) and the mean f i l m temperature.
A l l of t h e s e q u a n t i t i e s can be r e a d i l y evaluated once t h e bearing load, speed, and s i z e a r e determined and the l u b r i c a n t and t h e i n l e t temperature s e l e c t e d . As an ex- ample, consider a 10 i n . d iameter x 10 i n . l o n g t u r b i n e b e a r i n g w i t h a d i a m e t r a l c l ea rance of 0.020 i n . , o p e r a t i n g a t 3600 rpm with a load of 200 p s i . Let us pick the i n l e t temperature t o be 100°F and determine t h e minimum f i lm thickness , the power l o s s , t h e t e m p e r a t u r e r i s e , and t h e mean f i l m temperature, when suppl ied with o i l s having v i s c o s i t y grades corresponding t o I VC 20, 21, 22, e t c .
3 , 4, and 5 w i l l show how 1 q u a n t i t i e s vary with t h e v i s c o s i t y of tljS gures 2 1
t h e o i l s u p p l i e d . I t w i l l be n o t e d t h a t each of t h e q u a n t i t i e s i n c r e a s e s wi th v i s - c o s i t y and whi le t h e change depends some- what upon the temperature a t which the com- parison i s made, the percentage i n c r e a s e i s l s u a l l y considerably less than the percent- age inc rease i n v i scos i ty .
The dependence of the performance fac t - l r s upon v i s c o s i t y i s by no means a new idea. Everyone knows t h a t v i s c o s i t y i n f l - ~ e n c e s performance. The impor tan t problkm is f a r a s we a r e concerned i s the in f luen- : e o f v i s c o s i t y v a r i a t i o n s upon machine lerformance a s r e l a t e d t o the es tabl ishment ~f a r a t i o n a l , s tandard v i s c o s i t y c lAss i f- c a t i o n system t o r e p l a c e t h e many a r b i t - ary and unrela ted systems which a r e i n u s e oday. I f t h i s symposium h e l p s t o event- a l l y b r i n g about such a system, we w i l l ee l t h a t i t has been highly successful .
VISCOSITY VARIATION AND THE IVC CLASSIFICATION SYSTEM
have shown above how t h e performance /.
L k s vary with v i s c o s i t y . Tne same cur- can be used t o help decide the e f f i c a c y
of any system which proposes t o s e t up vis- c o s i t y s t e p s o r grades.
It is obviously d e s i r a b l e t o arrange t h e s t e p s wi th a d e f i n i t e and r a t i o n a l r e l a t - ionsh ip t o one another. Th i s i s inheren t i n t h e I VC system i n which t h e nominal v is- c o s i t y of each g rade is approximately 25% h i g h e r than t h e p r e c e d i n g g rade . T h i s i s a l s o e q u i v a l e n t t o t h e v i s c o s i t y doub l ing every t h i r d s t e p . The impor tan t q u e s t i o n
, i s , what is t h e e f f e c t on t h e performance f a c t o r s o f t h e v i s c o s i t y v a r i a t i o n i n each grade. I n o t h e r words, what i s the l a r g e s t
* d i f f e r e n c e i n t h e performance f a c t o r s one might expect i n using an o i l from t h e lower and frorr~ t h e upper l i m i t of a given grade.
It w i l l be seen from Fig. 2 t h a t an o i l from t h e lower end of I V C 20, f o r example, w i l l g i v e a minimum f i l m t h i c k n e s s of 6 . 4 m i l s and one from the upper end w i l l g ive EI
minimum f i l m t h i c k n e s s of 6 .7 m i l s . Thus, t h e maximum change i n l u b r i c a n t v i s c o s i t y p o s s i b l e w i t h i n t h e g r a d e r e s u l t s i n a change of only about 5% i n t h e f i l m thick- n e s s . The c o r r e s p o n d i n g c h a n g e f o r t h e power l o s s i s abou t 16% and abou t 9% f o r t h e t empera tu re r i s e .
EFFECT OF CHANGING INLET TEMPERATURE
To i l l i ~ s t r a t e t h e s i z e of an I VC grade i n a n o t h e r way, we can look a t t h e m a t t e r from t h e p o i n t of view of t h e t empera tu re change which would be necessary t o produce t h e same change i n v i s c o s i t y a s t h a t enc- oun te red i n go ing from t h e low end t o t h e h igh end of a given grade. T h i s we can do by making a c a l c u l a t i o n s i m i l a r t o t h e one above b u t keep ing t h e l u b r i c a n t t h e same and v a r y i n g t h e i n l e t t empera tu re .
Fig. 6 shows how t h e minimum f i l m thick- n e s s i s a f f e c t e d i f t h e i n l e t t empera tu re i s v a r i e d from 80°F t o 120°F. S i m i l a r cur- v e s can, of course , be drawn f o r t h e o t h e r performance f a c t o r s .
I t w i l l b e no ted from Fig. 6 t h a t one w i l l g e t t h e same minimum f i l m t h i c k n e s s with o v i s c o s i t y corresponding t o t h e lower l i m i t of s a y , I V C 20 g rade , a t 100°F a s with a v i s c o s i t y corresponding t o t h e upper l i m i t of t h e I V C 20 g r a d e a t 106°F. The d i f f e r e n c e between these temperatures of 6 O can be thought of a s the temperature eguiv- ale t t t of t h e d i f f e r e n c e o r sp read i n vis-

FIG. 5
120
too
LL
' 8 0 - al In . - CK
z 6 0 - 3 - 2 al
4 0 - c
20
O.
I VC Grade
1 I I I I I I I I I I I 60 80 100 200 400 600 1000 2000 4000
Soy bolt Seconds
I V C Grade
1 I I I I I 1 I I
-
FIG. 4
1 1 I 1 I 1 I I I 10 20 40 60 80 100 200 400 600 1000
Centistokes O i l Viscosity a t 100°F
I I I I I 1 1 I I
-
-
-
- B
- -
I l l 1 1 2 1 1 3 1 1 4 i 1 5 1 6 1 1 7 1 1 8 1 1 9 20 21 1 2 2 1 2 3 i 2 4 1 2 5 1 2 6 1 2 7 1 2 8 1 2 9 1

- t y within a g iven g rade . Thus, i f we c ' t o g e t an i d e a of t h e e f f e c t o f t h e v i s c o s i t y spread wi th in a g iven v i s c o s i t y grade, we can say t h a t t h e change would be t h e same a s t h a t of a l t e r i n g t h e i n l e t tem- pe ra tu re by t h e amount o f t h e t empera tu re equivalent. The temperature equivalent var- i e s w i t h t he I V C grade f o r which t h e comp- ar ison is made, going from 10°F f o r t h e low numbered g rades t o 5'F f o r t h e high numb- ered grades.
The above a n a l y s i s i n d i c a t e s t h a t , reg- a rd less of what v i s c o s i t y i s d e s i r e d f o r a given a p p l i c a t i o n , one can choose an I V C grade which w i 11 f i t h i s requirements with- o u t producing a change of o p e r a t i n g cond- i t i o n s g r e a t e r than t h e change e q u i v a l e n t t o a l t e r i n g t h e i n l e t temperature 10°F.
A s w e a r e g r e a t l y i n t e r e s t e d i n keeping the number of v i s c o s i t y grades t o a minimum i n t h e adoption of a s tandard r a t i o n a l sys- tem of v i s c o s i t y c l a s s i f i c a t i o ~ ~ , we f e e l t h a t the I V C system is e n t i r e l y adequa te f o r our general requirements but we r e a l i z e
t h a t t h e r e may be a few c a s e s which w i l l r e q u i r e s p e c i a l c o n s i d e r a t i o n .
SURVEY O F B U I L D E R S RECOMMENDATIONS
Having concluded t h a t a c l a s s i f i c a t i o n o f v i s c o s i t i e s on t h e I V C system was ad- equa te from a design s t andpoin t , we decided t o d e t e r m i n e how w e l l i t agreed w i t h t h e l u b r i c a t i o n r e q u i r e m e n t s s e t down by t h e
'manufacturers o f t h e va r ious machine t o o l s which we use i n our p l a n t s .
.. To do t h i s , we wrote t o a number of r e p r e s e n t a t i v e manufacturers and asked them t o a d v i s e u s i f they f e l t t h a t a f20% change i n v i s c o s i t y from t h e nominal v a l u e which they s p e c i f i e d f o r t h e i r equipment would be an accep tab le t o l e r a n c e . We c a r e f u l l y e x p l a i n e d i n our l e t t e r t h a t our ques t ion had n o r e f e r e n c e t o q u a l i t y , bu t on ly t o t h e a c c e p t a b i l i t y l i m i t s on v i s c o s i t y . We fur- t h e r s t a t e d t h a t our present s p e c i f i c a t i o n s f o r var ious 150 second o i l s now l i r n i t u s t o products having a v i s c o s i t y i n Saybolt s e o
b I I I I I I I I I I I I I /-7
60 80 100 200 400 600 1000 2000 4 000
1 Saybol t Seconds
L
I I I I I I I I 1
10 2 0 40 GO 80 100 200 400 600 1000 Centistokes
O i l Viscosity at 1 0 0 ° F
I I I 1 I I I
VI - -2 l o - I C r
1 "7 VI a C Y: 0 . - E E - . - LL
4
5 E . - .C 2 I
O
-
I VC Grade
8 - -
6 - -
-
-
- F I G . 6
-
I ~ 1 1 1 2 1 1 3 1 1 4 1 1 5 1 1 6 1 1 7 1 1 8 1 1 9 20 2 1 1 2 2 1 2 3 1 2 4 1 2 5 1 2 6 1 2 7 1 2 8 1 2 9 1 *

MAXIMUM PERCEKTAGE VARIATION I N VISCOSITY APPROVEDBYMACHINETOOLMANUFACTURERS
FOR VARIOUS MACHINE ELEMENTS
FIGURE 7
d
MANUFAC- TURER
A B C
--- D E F G H -- I J K L M
N - 0 P Q R S T U v W X Y z
SUMMARY OF MANUFACTURERS' ALLOWABLE RANGE OF VISCOSITIES FOR VARIOUS MACHIW ELEMENTS
FIGURE 8
PERCENTAGE VARIATIONS
I N VISCOSITY
SPINDLES
5
20 9
22
20 10
20
20
20
6 3 0 20
20 20 20
MAXIMUM PERCENTAGE VARIATION (PLUS OR MINUS)
PERCENTAGE O F MANUFACTURERS APPROVING VISCOSITY VARIATIONS SHOWN I N FIRST COLUMN
HYDRAULICS
10 10
5
12 10
20 --
20 20 10
2 0
G E E RAL
20 10 20 5
20 16
20 -- 20 20 10 20 20 10 20
GENERAL
512- 1/2 O/o
OR OVER
LESS THAN +12-1/2 O/O
WAYS
20
20 7
20 , 20
WAYS
90
10
82
18
(ACTUAL VISCOS~TY
WORMS
20 20 10
11
AT PUMP
2 0 20 20 3 0 20
WORMS
50
5 0
GEARS
20
20 20 20 11
20 2 0 10 20 20
20
20 2 0 20 3 0 2 0
( WYQN 20 20 2 0
INLET IS CRITICAL FACTOR)
GEARS
83
17
10
10 20
2 0 30 20
60 ssu OILS DOWN TO ~ 3 x 0 ~ 500 ssu OILS)
-- 20 20 10
20 10 20
10 20 2 0 20
2 0 20 20
HYDRAULICS
63
37
S P l m E S . 73
27
20 20 2 0 20
20 20

s a t 100°F of 140 t o 175, and asked i f , c~ h e i r o p i n i o n , t h e i r equipment would opera te s a t i s f a c t o r i l y i f t h e v i s c o s i t y of t h e o i l were a s low a s 120 o r a s h i g h a s 180 SSU. I f they f e l t t h a t a f20% dev ia t - i o n from t h e nominal was t o o h i g h , t h e y were asked t o s t a t e what pe rcen t d e v i a t i o n would be acceptable. S imi la r quest ions were asked about a nominal 1700 second o i l .
The answers t o t h e q u e s t i o n n a i r e a r e tabulated i n Fig. 7 . It i s seen t h a t i n t h e g r e a t major i ty of c a s e s t h e manufac tu re r s w i l l a ccep t p e r c e n t v i s c o s i t y v a r i a t i o n s t h a t a r e g r e a t e r than t h e f12.5% v a r i a t i o n t h a t e x i s t s wi thin each p a d e of t h e p r o p osed I VC c l a s s i f i c a t i o n system.
'Kese r e s u l t s , based on a c t u a l p r a c t i c e i n the f i e l d , i n d i c a t e t h a t the s p e c i f i c a t - i o n o f v i s c o s i t y g r a d e s h a v i n g a f12.5% var ia t ion i n v i scos i ty should not be expec- t e d t o c a u s e s i g n i f i c a n t changes i n t h e performance 3 f machine e lements .
Fur ther study of t h e d a t a w i l l show t h a t i n most ins tances where a manufacturer rec- ommended a s i g n i f i c a n t l y smal le r v a r i a t i o n i n v i s c o s i t y , i n c o n s i s t e n c i e s a r e e v i d e n t c? i s recommendations.
For example, h lannfac tu re r W w a n t s t o l i m i t t h e r a n g e o f v i s c o s i t i e s f o r o i l s used i n h i s equipment t o f10 Saybol t sec- onds f o r o i l s having v i s c o s i t i e s o f 60 t o 200 seconds, and f 1 5 seconds f o r o i l s hav- i n g v i s c o s i t i e s of 200 t o 500 seconds. It i s general ly agreed t h a t a l a r g e r v a r i a t i o n is permiss ible i n the higher v i s c o s i t y o i l s and, on the f a c e o f i t , t h a t i s e x a c t l y what has been done. However, a simple calc- u l a t i o n w i l l d i s c l o s e t h a t a c t u a l l y t h i s manufacturer w i l l t o l e r a t e a f 1 7 p e r c e n t d e v i a t i o n i n a 60 second s p i n d l e o i l , b u t on ly a f5 p e r c e n t d e v i a t i o n i n a 200 sec- ond machine o i l . On t h e h e a v i e r o i l s , 200 t o 500 S S U , t h i s same manufacturer p l a c e s l i m i t s of f 7 . 5 p e r c e n t on t h e 200 second o i l , but only f 3 pe rcen t on t h e 500 second o i l . Comptre t h i s with t h e re commendations of Manufacturer I who w i l l approve t20 per- c e n t f o r t h e o i l s used i n h i s equipment, which is s i m i l a r t o t h a t manufactured by W. Manufacturer I i n c i d e n t a l l y i s q u i t e fussy about the l u b r i c a n t s h e s p e c i f i e s . ,. Glancing down the column headed General
. w i l l n o t e t h a t Manufacturer D l i m i t s g e n e r a l purpose machine o i l s used i n
h i s machines t o f5 percent . However, Manuf-. a c t u r e r s A, R, and T, who produce t h e same type of machine a s Manufacturer D, a l l a p p r o v e S O p e r c e n t v i s c o s i t y v a r i a t i o n . On t h i s b a s i s , i t i s f e l t q u i t e c e r t a i n l y t h a t M a n u f a c t u r e r D c o u l d a c t u a l l y a c c e p t a g r e a t e r v a r i a t i o n i n v i s c o s i t y without e x p e r i e n c i n g any performance d i f f i c u l t y .
Manufacturer P s t a t e s t h a t t h e a c t u a l v i s c o s i t y of t h e o i l a s i t e n t e r s t h e pump i n l e t i s t h e c r i t i c a l f a c t o r . He then goes on t o s t a t e t h a t the maximum al lowable vis-
e c o s i t y range, based upon c o n d i t i o n s a t t h e pump i n l e t , is 65 t o 4000 S S U , which i s c e r t a i n l y more than 320 percent . ?his same manufacturer adv i ses t h a t a l i g h t hydrau l i c o i l be used when t h e ambient t e m p e r a t u r e f a l l s b e t w e n 25 and 13S°F. I f t h e ambient t e m p e r a t u r e is on ly s l i g h t l y h i g h e r , s a y from 40 t o 160°F, he recommends t h e use of a medium h y d r a u l i c o i l . I f we assume t h a t t h i s d e n o t e s a 300 S S U o i l , t h e n t h e s e recomnenda t i o n s can be i n t e r p r e t e d t o imply t h a t i n any p l a n t where the ambient temper- a t u r e s range from 40 t o 13s0F, e i ther o i l may be used. I f we a l l o w a t o l e r a n c e o f o n l y 10% on each o f t h e s e two o i l s , then t h e p e r m i s s i b l e r a n g e o f v i s c o s i t i e s i s from 135 t o 330 S S U, o r a d e v i a t i o n o f 540 p e r c e n t from t h e mean.
The r e s u l t s shown i n Fig . 7 a r e sunmar- i z e d f o r e a s i e r r e f e r e n c e i n F ig . 8 which shows t h a t t h e m a j o r i t y o f t h e 26 manuf- a c t u r e r s who r e p l i e d t o our q u e s t i o n n a i r e have approved d e v i a t i o n s i n v i s c o s i t y o f 12.5 p e r c e n t , o r more, from the mean. Many h a v e approved a r a n g e o f S O p e r c e n t a s was shown i n t h e p rev ious F igure . Most of t h e remain ing m a n u f a c t u r e r s approved f 1 0 percent and i n a l l p r o b a b i l i t y would accept t h e s l i g h t l y h igher v a r i a t i o n of 12.5 per- c e n t . The few who s p e c i f i e d v a r i a t i o n s of l e s s than f10 percen t could, i n most i n s t - ances , be shown t o be i n c o n s i s t e n t .
C A S E HISTORIES
T h e s e comments i n d i c a t e t h a t p e r h a p s equ ipment is n o t q u i t e a s s e n s i t i v e t o d i f f e r e n c e s i n v i s c o s i t y a s some p e o p l e would have us b e l i e v e . I n suppor t o f t h i s c o n t e n t i o n , s e v e r a l case h i s t o r i e s might b e c i t e d .
About 10 y e a r s ago, w h i l e o n e o f t h e

a u t h o r s was employed by a n o t h e r f i r m , h e had a lubr ica t ion survey made by one of t h e major o i l companies. During the p repara t ion o f t h i s s u r v e y , t h e q u e s t i o n was a s k e d whether t h e number of h y d r a u l i c o i l s req- u i red could be reduced. When t h e survey was completed, and i t was determined t h a t on ly a very small percentage of t h e t o t a l number o f h y d r a r ~ l i c systems i n t h e p l a n t r equ i red a 300 second o i l , i t was decided t h a t a 150 second o i l f o r a l l hydrau l i c systems aould b e s t a n d a r d i z e d upon. T h i s was done wi th t h e understanding t h a t i n a few cases some- what higher maintenance c o s t s in igl~t r e s u l t from using an o i l l i g h t e r than t h a t recomm- ended by t h e manufacturer. S ince t h i s prac- t i c e removed any doubt a s t o what was i n t h e hydrau l i c system, and s i m p l i f i e d s t o r - age and hand l ing problems, i t was f e l t t o b e f u l l y j u s t i f i e d . T h i s au thor was assoc- i a t e d with the p l a n t f o r the next s i x years and t o t h e best of h i s knowledge, t h e poss- i b l e i n c r e a s e i n maintenance c o s t s f a i l e d t o m a t e r i a l i z e and performance was f u l l y s a t i s f a c t o r y .
?he second case h i s t o r y , i f we may c a l l i t t h a t , invo lves t h e recommendation of a s u p p l i e r of speed reducers , who r e p l i e d t o our ques t ionna i re by s t a t i n g t h a t a maxi~rium d e v i a t i o n i n v i s c o s i t y of only f10 percen t was pe rmiss ib le . Most o f u s r e a l i z e , I am
s u r e , t h a t a g r e a t many g e a r r e d u c e r s 0-9
l u b r i c a t e d with t h e most r e a d i l y a v a i l q .
l u b r i c a n t s , and t h a t t h e s e may d i f f e r 'by s e v e r a l S A E grades . I n f a c t , even g reases have been used i n some cases . And y e t , many o f these u n i t s have operated f o r years.
S t i l l a n o t h e r example can be c i t e d of small gear reducers being operated a t temp e r a t u r e s rang ing from -60' t o +180°F. The o i l s recommended f o r t h i s s e r v i c e have a low v i s c o s i t y of around 70 Saybol t seconds, and a very high VI of about 200. 'Ihese o i l s a r e f a r more t h a n 20 p e r c e n t l i g h t e r i n v i s c o s i t y t h a n t h e o i l s recommended f o r t h i s type o f u n i t when used under ambient temperature cond i t ions of 40' t o 100°F.
C O N C L U S I O N S
To conc lude , t h e a u t h o r s b e l i e v e t h a t from t h e des ign and p r a c t i c a l c o n s i d e r a t - i o n s which have been d i s c u s s e d , t h e 10- s t e p I V C c l a s s i f i c a t i o n s y s t e m would amply s a t i s f y t h e r e q u i r e m e n t s o f o u r machine t o o l b u i l d e r s , and would be acc- e p t a b l e i n equipment manufactured i n o u r own p l a n t s . We a r e convinced t h a t i t a - 1 be of c o n s i d e r a b l e va lue t o u s i n our L .- r i c a t i o n program and i n o u r d e a l i n g s wi th s u p p l i e r s , customers, des igners , eng ineers and maintenance personnel .

(- ;i SENSITIVITY OF MACHINES TO LUBRICANT VISCOSITY
By Charles A. Bailey, National Tube Divis ion, U.S. S t e e l Corporation
I h e design of an o i l f o r a given machine r e q u i r e s a s e l e c t i o n of v i s c o s i t y o r v is- cos i ty range f o r t h a t machine, g iv ing cons- iderat ion t o i t s opera t ing environmerit. Tne v i s c o s i t y s e l e c t i o n i s one o f t h e f i r s t proper t ies t.o be given cons ide ra t io~ i . I t i s not necessar i iy t h e most important, because of many r e l a t e d f a c t o r s . Tile change i n vis- c o s i t y , h igh t e m p e r a t u r e , pour p o i n t , o r o t h e r independent p r o p e r t i e s may a l t e r . the problem d r a s t i c a l l y .
The 20th Century demand f o r i n c r e a s e i n speed, p ressures , and g r e a t e r p r e c i s i o n of machine p a r t s , a f f e c t s v i s c o s i t y s e l e c t i o n and w i l l a f f e c t i t t o a g r e a t e r d e g r e e i n t h e f u t u r e . Before determining t h e degree o f s e n s i t i v i t y o f machines t o l u b r i c a n t v i s c o s i t y , t h e two p r i n c i p a l methods o f measurement s h o u l d b e rev iewed .
1. Kinematic and Absolute - P r e c i s e Methods.
2. Saybolt - Conventional Method.
-* Kinematic v i s c o s i t y (ASTM Method m45)
,' ',the most ~ r e c i s e measurement of a f l u i d -h.;d is commonly r e f e r r e d t o a s t h e sc ien t - i f i c method, because its value i s the near- e s t t o absolute v i scos i ty .
Kinemat ic v i s c o s i t y i s t h e p r o p e r t y measured when a f i x e d amount o f an o i l flows t h r ~ l i ~ f i a c a p i l l a r y t u b e under t h e fo rce of g r a v i t y . An in te rmedia te measure- ment i n seconds i s taken and then convert- ed by t h e viscometer cons tan t f o r t h e f in - a l answer. The u n i t of kinematic v i s c o s i t y i s t h e s t o k e o r c e n t i s t o k e d e s i g n a t e d a s c s , where c s = C t , namely t h e Viscometer Constant C mu1 t i p l i e d by t h e observed flow time t i n seconds.
A b s o l u t e v i s c o s i t y i s t h e k i n e m a t i c v i s c o s i t y c o r r e c t e d t o overcome t h e var- i a t i o n s caused by d i f f e r e n c e s i n s p e c i f i c g r a v i t y . The c e n t i p o i s e i s one-hundredth o f a p o i s e and i s t h e u n i t o f a b s o l u t e v i s c o s i t y more comn~only used. The r e l a t i o n b e t w e n a b s o l u t e and k i n e m a t i c v i s c o s i t y i s a s follows. C e n t i p o i s e s = c e n t i s t o k e s x s p e c i f i c g r a v i t y .
Saybol t v i s c o s i t y ( A S'TM Method D88) .-;.th its wide usage is i n r e a l i t y a measure
." f l o w a b i l i t y a t a d e f i n i t e ten~iperature. -'
The u n i t of measure i s time i n seconds req- u i r e d f o r 60 m l of all o i l t o flow through a s t a n d a r d o r i f i c e under a s t a n d a r d f a l l i n g head and a t a g iven temperature. 100°F and 210°F a r e common temperatures f o r r e p o r t i n g v i s c o s i t y . Saybol t Fur01 Viscos i ty is obt- ained with t h e same instrument with a larg- e r o r i f i c e producing r e s u l t s approximately one-tenth t h o s e o f t h e U n i v e r s a l o r i f i c e
. r e a d i n g s . I t c a n now be o b s e r v e d t h a t t h e two
methods vary i n i n s t r u m e n t a l accuracy and t h a t b o t h methods a r e f a r more a c c u r a t e than can be d e t e c t e d by machines. There- f o r e , machines a r e only s e n s i t i v e t o vis- c o s i t y r a n g e s and n o t t o s i n g l e u n i t s o f measurement of any of the known methods.
S p i n d l e O i l : - It i s b e l i e v e d t h a t t h e category of high speed sp ind le o i l s requir- i n g low v i s c o s i t i e s l e a d s i n machine sens- i t i v i t y . Nominal v i s c o s i t i e s of 32, 40, 52 and 60 S S U a t 100°F with ranges of 10% a r e requ i red because temperature e f f e c t s i n t h e machine p a r t s can e a s i l y be observed.
Engine O i l : - Engine o i l i s one o f t h e l e a s t s e n s i t i v e c a t e g o r i e s and can use nom- i n a l v i s c o s i t i e s o f 200, 300, 500 and 1200 S S U a t 100°F i n which t h e range t o l e r a n c e s may be a s l i b e r a l a s e5%.
Turbine Oi 1: - hbst tu rb ine o i l r e q u i r e nlents a r e met wi th t h r e e nominal v i scos - i t i e s o f 150, 300 and 500 S S U a t 100°F with t o l e r a n c e s equal t o t h e m a n ~ l f a c t u r i n ~ v i s c o s i t y range.
Circulat i r lg Oi 2: - 'fie ca tegory of c i r - c u l a t i n g o i l s ex tends frorn 700 seconds t o 3000 seconds and is very c o n t r o v e r s i a l i n v i s c o s i t y s e l e c t i o n . However, we f i n d t h a t n o m i n a l v i s c o s i t i e s o f 700, 900, 1100 , 1400, 1800, 2300, and 2900, with the ranges e s t a b l i s h e d by t h e l b s t e p v i s c o s i t y c lass - i f i c a t i o n system (Table I ) , a r e adequate.
I n conclusion, t h e s e n s i t i v i t y of mach- i n e s t o l u b r i c a n t v i s c o s i t y can b e s t b e de f ined by v i s c o s i t y c l a s s i f i c a t i o n app l ied t o l u b r i c a n t s c u r r e n t l y i n u s e . Our exper- i e n c e h a s proven t h a t t h i s c l a s s i f i c a t i o n can be used f o r t e c h n i c a l and s t a t i s t i c a l purposes without i n t e r f e r i n g with e x i s t i n g nomenclature (Table 1 1 ) .

TABLE I
VISCOSITY CLASSIFICATION
V I S C O S I T Y S A Y BOLT SAYBOLT C E N T I S T O K E S
Code No. UNIVERSAL UNIVERSAL KINEMATIC
Mi n . Max. Nominal V i s . Nominal V i s . a t 10O0F a t 100°F
T h i s t a b l e may be e x t e n d e d by e a c h c e n t i s t o k e number i n c r e a s i n g t e n - f o l d e v e r y t e n s t e p s .
S a y b o l t s e c o n d s a t 100°F = C e n t i s t o k e s ( a b o v e 70 ) x 4 . 6 3 5 .

TABLE I 1 V I S C O S I T Y C L A S S I F I C A T I O N
A P P L I E D TO U N I T E D S T A T E S S T E E L A P P L I C A T I O N REQUIREMENTS
Req.No. I d e n t i f i c a t i o n Code No. Related t o S.S.U. @ lOOF
Engine Oi l 16 18 20 22 24 Turbine O i l 15 18 20 Way Lubricant 15 18 23 Ci rcu la t ing Turbine O i l 1 5 18 20 22 23 C i r c u l a t i n g Engine O i l 16 18 20 C i r c u l a t i n g O i l 22 2 3 24 25 26 27 28 B t e r g e n t Motor O i l s 16 18 20 22 24
S A E ' ~ I O ) (20) (30) (40) (50) Locomotive Diese l Engine O i l 20 22
S A E (30) (40) Pale P a r a f f i n Slushing O i l 10 12 1 3 Sendzirnir M i l l Ro l l O i l 10 1 4 Mineral Metalworking F lu id 1 3 1 5 16 Heavy Duty Min, Metalworking F1. 13 15 16 18 Soluble Metalworking F lu id 18 21 23 Heavy Duty Sol . kletalworking F1. 0 3 15 18 23 27 Inver ted Type Water Emulsion 18 19 Phosphate E s t e r Type 10 1 3 1 5 18 21 23 Glycol Water Base 1 3 15 16 18 23 Insu la t ing Oi 1 10 Pneumatic Tool O i l 15 16 Uncompounded Cyl inder Stock 22 25 27 29 32 Compounded Cyl inder Stoclc 27 28 32 Extreme Pressure Oi l 16 18 19 20 22 25 27 29 Hypoid Gear O i l 20 24 27
S A E (80) (90) (140) Roll Neck Spray o r Gear O i l 31 32 36 39 Black Oi 1 18 22 27 Open Gear Lubricant 29 36 39 41 C u p G r . B a s e O i l V i s . 1 0 0 4 0 0 @ l O O F WO 34 3)C1 #3 #4 #5 C u p G r . B a s e O i l V i s . 4 0 0 t o C y l . S t o . ?YO0 7% #1 39 #3 M $5 Soda Base Grease #l #3 #4 Mixed Base Grease A # 3 Graphited Rol l Neck Grease W A 3 9 Extreme Pressure Grease #l #2 Extra Duty E.P. Grease (250 Drop P t . ) 7% #l #2 Extreme Temperature E. P. Grease ?& #l #.1 Iiigh Temperature E.P. Grease #l 39 Bal l and R o l l e r Bearing Grease i?O $1 #2 #3 Extreme Temperature Grease 3% #l 772 #3 Mining Machine Lubricant #OO 7% $1 Block Grease 3% Pipe Thread Compound #1 High Pressure S i l i c o n e Thread Comp. #1 Asphalt Road O i l
?F,: Figures i n pa ren thes i s and i t a l i c s a r e SAE numbers. k, Revised January 1958 .. yright 1956, National Tube Division, United states Steel Corporation (Reproduced b y permission of the author)

LUBRICATION O F ROLL NECK BEARINGS AND GEAR D R I V E S I N CONTINUOUS ROLLING M I L L S
By J.H.Hitchcock, Morgan Construct ion Co.
I am honored t o p a r t i c i p a t e i n t h i s synl- posium i n the company of so many t o p f l i g h t a u t h o r i t i e s . I f e e l a l i t t l e t i m i d abou t p resen t ing my views i n the f a c e of s o much a u t h o r i t y . I t i s g r a t i f y i n g t o n o t e t h a t t h e e x p e r t s a r e s t r i v i n g t o d e f i n e t h e p r o p e r t i e s of l u b r i c a n t s more c l o s e l y ; but i t i s somewhat f r i g h t e n i n g t o l e a r n t h a t t h e e x p e r t s f i n d s o many ques t ions regain- i n g unanswered. I f I were s t a r t i n g without a background of exper ience t o s e l e c t lub- r i c a n t s f o r t h e machinery we b u i l d , t h e reve la t ions of t h i s niorning's sess ion would leave me t e r r i f i e d . For tur la te ly , we have a v e r y e x t e n s i v e background o f s u c c e s s f u l opera t ing experience which provides a sorind b a s i s f o r subsequent s p e c i f i c a t i o n s .
My modest con t r ibu t ion t o t h i s symposium r e l a t e s t o t h e l u b r i c a t i o n o f t h e major components of t h e continuous r o l l i n g m i l l s which we manufacture. These components inc- l u d e mill p i n i o n s and d r i v e g e a r s , t h e bear ings assoc ia ted with these p in ions and g e a r s , and o i l f i l m r o l l neck bear ings . 1 p r o p o s e t o d e m o n s t r a t e t h a t i n d i v i d u a l conlponents such a s these , perhaps excluding extremes of speed o r speed range i n a sing- l e component, a r e q u i t e i n s e n s i t i v e t o the s e l e c t i o n of l u b r i c a n t v i s c o s i t y , and t h a t c l o s e s p e c i f i c a t i o n and c o n t r o l of viscos- i ty become n e c e s s a r y o n l y when t h e same l u b r i c a n t is reqrlired t o se rve a wide range of speed, e i t h e r i n a s i n g l e component o r i n a group of components l u b r i c a t e d from a comnon system. To support t h i s view, I w i l l o u t l i n e t h e requirements f o r a typ ica l con- t inuous r o l l i n g m i l l , i n terms o f t h e load and speed p reva i l ing i n var ious components, and i n d i c a t e t h e wide range o f c o n d i t i o n s which a r e met s u c c e s s f u l l y w i t h a s i n g l e l n b r i c a n t .
Fig . 1 i l l u s t r a t e s diagrammatical ly t h e layout of a typ ica l continuous r o l l i n g m i l l des igned t o produce w i r e rods . The s o l i d b l a c k r e c t a n g l e s r e p r e s e n t s e p a r a t e r o l l s tands , of which t h e r e a r e 2 1 i n t h i s m i l l . Each r o l l s t a n d c o n t a i n s two r o l l s which a r e mounted i n f o u r o i l - f i l m r o l l neck b e a r i n g s and d r i v e n through m i l l p i n i o n s .
The d r i v e s o f most of t h e s e s t a n d s a l s o i n c l u d e reduc ing g e a r s . B i l l e t s 2-3/8 i n . s q u a r e by 3 0 f t . long, r e h e a t e d from atm- o s p h e r i c t e m p e r a t u r e i n t h e f u r n a c e , a r e passed through the m i l l , becoming elongated and reduced i n cross-sect ional a rea a s they pass through each p a i r of r o l l s . To compen-. s a t e f o r t h e e longat ion t h a t occurs i n each p a s s , each p a i r of r o l l s must run f a s t e r than t h e preceding p a i r , t h e l i n e a r speed being i n v e r s e l y p ropor t iona l t o t h e cross- s e c t i o n a l a r e a . The s n l a l l e s t p r o d u c t i s w i r e rod approximately 0.20 i n . d iamete r , which i s approximately 180 times a s long a s t h e b i l l e t from which i t came. T h i s f a c t w i l l e x p l a i n i n p a r t t h e wide r a n g e o f speed which is i n h e r e n t i n a m i l l of t h i s kind. Products r o l l e d on t h i s m i l l i nc lude a v a r i e t y o f s i z e s , r e q u i r i n g v a r i a b l e s p e e d r e l a t i o n s h i p s between s u c c e s s i v e s t a n d s , and f o r t h i s r e a s o n , a d j u s t a b l e speed d i r e c t c u r r e n t motors must be used th roughout . Speed a d j u s t n e n t i s prov ' n o t o n l y by f i e l d c o n t r o l , b u t i n many p o s i t i o n s a d d i t i o n a l speed range is avai l- a b l e through a d j u s t a b l e vo l t age . I n No. 1 s t a n d , f o r example, a r a n g e from 8 . 5 t o 25.6 rpm i s a v a i l a b l e a t f u l l vo l t age , and a minimum speed of 6.4 rpm is a v a i l a b l e a t reduced vo l t age . No. 2 1 s t a n d o p e r a t e s a t 1159 t o 1975 rpm, and here no reduced volt- age i s required.
The major components o f t h i s m i l l a r e l u b r i c a t e d by c i r c u l a t i n g s y s t e m s which i n c l u d e r e c e i v i n g t a n k s , pumps, f i l t e r s , t empera tu re c o n t r o l equipment, a larm dev- i c e s and s i g n a l s , a l l des igned t o i n s u r e maximum c o n t i n u i t y o f o p e r a t i o n . With t h e wide range of speed encompassed here , i t is i n m e d i a t e l y obvious t h a t u s e o f a s i n g l e l u b r i c a n t throughout i s n e i t h e r d e s i r a b l e nor p r a c t i c a l . It w i l l be e q u a l l y obvious t h a t p r a c t i c a l c o n s i d e r a t i o n s p rec lude the s e l e c t i o n of a d i f f e r e n t l u b r i c a n t viscos- i t y f o r each component. The s o l u t i o n t o t h i s s i t u a t i o n , l i k e most engineer ing dec- i s i o n s , i s a compromise between t h e two extremes. The major components a r e gror. i n accordance with opera t ing condi t ions . .J

raphical locat ion, and a s e p a r a t e circ- ~ i n g system i s d e s i g n e d t o s e r v e t h e P
components i n each group, with a l u b r i c a n t v i s c o s i t y s e l e c t e d t o s u i t t h e r a n g e o f cond i t ions encompassed within t h e group.
n e s e cons ide ra t ions l e d , i n t h i s i n s t - ance, t o the s p e c i f i c a t i o n of f i v e s e p a r a t e c i r c u l a t i n g systems, two s e r v i n g t h e main gear d r i v e s and t h r e e s e r v i n g t h e o i l f i l m r o l l neck bearings. It is worth no t ing t h a t t h e hazard of contaminat ion i s one f a c t o r which encourages s e p a r a t e l u b r i c a t i o n o f the r o l l neck bear ings . These bear ings a r e n e c e s s a r i l y loca ted i n a vu lnerab le p o s i t - i o n , exposed t o c o o l i n g w a t e r and m i l l s c a l e , and although they a r e f u l l y enclosed t h e p o s s i b i l i t y of contamination i s always p r e s e n t . I n a d d i t i o n , t h e s e b e a r i n g s must b e p u t on and removed from t h e r o l l s a t frequent i n t e r v a l s , with repeated poss ib i l- i t y o f damage t o s e a l s . By c o n t r a s t , t h e g e a r d r i v e s a r e m o d e r a t e l y r e m o t e f rom water and s c a l e , and can remain f u l l y enc- losed f o r long ~ e r i o d s of time.
The f i r s t o f t h e two systems a l l o c a t e d t o t h e main gear d r i v e s s e r v e s s t ands Nos.
Lf inclus ive . l h i s group of d r i v e s inc- s two r e d u c e r s o f t h e t y p e shown i n
Fig. 2 , each containing four o i l f i lm bear- i n g s and a s i n g l e gear mesh. Also included i s a more conlplicated d r i v e , shown i n Fig. 3, which c o n t a i n s f i v e p o i n t s o f gea r eng- agement and four teen o i l f i l m bear ings . I n a d d i t i o n , t h e r e a r e i n t h i s g roup s e v e n d r i v e s of t h e t y p e i l l u s t r a t e d i n F ig . 4, each con ta in ing two p o i n t s of gear engage- ment and s i x o i l f i l m bearings. Within t h i s group of components, t h e r e a r e s h a f t speeds r a n g i n g from 6 . 4 t o 750 rpm, p i t c h l i n e v e l o c i t i e s i n gear engagement ranging from 26 t o 4860 f t . / m i n . , and gear t o o t h l o a d s rang ing from 600 t o 5100 l b . / i n . o f f a c e width. F o r t u n a t e l y , t h e o i l f i l m b e a r i n g s which suppor t t h e g e a r and p i n i o n s h a f t s a r e s u b j e c t e d o n l y t o low u n i t l o a d s . I n f a c t , t h i s i s a lways t h e c a s e when o n l y gear too th l o a d s a r e involved, when s h a f t d iameters a r e s e l e c t e d f o r a c o n s e r v a t i v e value of s t r e s s , and when bear ing l eng th is made a reasonab le p ropor t ion of d iamete r . Under t h e s e c o n d i t i o n s , t h e u n i t l o a d on b,e-rings r a r e l y exceeds 250 l b . / i n ? .
apara te c o n s i d e r a t i o n o f each element i n t h i s graa!, might l ead t o v i s c o s i t y s e l -
e c t i o n rang ing from 10 S S U f o r a b e a r i n g o p e r a t i n g a t 750 rpm, t o 700 S S U f o r a bea r ing o p e r a t i n g a t 6 .4 rpm, t o 1500 S SU f o r a g e a r mesh o p e r a t i n g a t 26 f t . / m i n . under a l o a d of 5100 l b . / i n . of f a c e . The assembly o f t h e s e e l e m e n t s i n t o a g r o u p se rved by a common l u b r i c a n t r e q u i r e s s e l - e c t i o n of a v i s c o s i t y which w i l l be s u i t - a b l e f o r a l l elements. Experience has shown ~mmistakably t h a t h igher v i s c o s i t y than the minimum r e q u i r e d i s no d e t r i m e n t u n l e s s both speed and load a r e high enough t o dem- a n d s e r i o u s c o n s i d e r a t i o n o f o p e r a t i n g t e m p e r a t u r e . C o n s e q u e n t l y , s e l e c t i o n o f v i s c o s i t y can always be based on t h e slow- e s t , most h e a v i l y loaded element. I n t h i s c a s e , t h e v i s c o s i t y s e l e c t e d was 1400-1500 S S U . The o n l y r e a s o n f o r l i m i t i n g t h e s p e c i f i e d range of v i s c o s i t y t o 100 S S U is t h e f a c t t h a t t h i s l u b r i c a n t must s e r v e a l a r g e number of elements o p e r a t i n g under a wide range o f cond i t ions .
The a n a l y s t s can a s s u r e u s t h a t t h e u s e o f v i s c o s i t y h igher than t h e minimum, opt- imum va lue w i l l l ead i n e v i t a b l y t o g r e a t e r temperature r i s e and power l o s s . &I theor- e t i c a l grounds, I s h a r e t h i s view f u l l y . In i n s t a l l a t i o n s o f t h i s kind, however, n e i t L e r temperature r i s e nor power l o s s is l a r g e enough t o be s i g n i f i c a n t . A 1 though measured d a t a a r e meagre, I be l i eve i t is c o r r e c t t o say t h a t temperature r i s e i n t h e l u b r i c a n t s u p p l i e d t o g e a r d r i v e s never exceeds 30° and r a r e l y exceeds 20°. P r a c t i c a l consider- a t i o n s outweigh the t h e o r e t i c a l det r iment .
A s i m i l a r s i t u a t i o n e x i s t s i n t h e second l u b r i c a t i n g system which s e r v e s t h e main d r i v e s i n S t a n d s Nos. 10 t o 21. Here s h a f t s p e e d s range from 129 t o 1975 rprn, p i t c h l i n e v e l o c i t i e s o f g e a r engngemerlt r a n g e from 371 t o 8520 f t . /min . , and g e a r t o o t h l o a d s r a n g e from 200 t o 1500 l b . / i n . o f f a c e width. F ig . 5 i l l u s t r a t e s one o f t h e d r i v e s i n t h i s group, which se rves t h e six- s t a n d f i n i s h i n g t r a i n o f t h e m i l l . T h i s d r i v e i n c l u d e s s i x p a i r s oE s p i r a l b e v e l g e a r s , s i x p a i r s o f m i l l p i n i o n s , and 31 o i l f i lm bear ings , a l l contained i n a c o r n on housing. A s i n t h e p r e v i o u s c a s e , s e l - e c t i o n of l u b r i c a n t v i s c o s i t y f o r t h i s system can be based on t h e s l o w e s t , most h e a v i l y loaded element. I n t h i s c a s e , t h e v i s c o s i t y s e l e c t e d was 700-800 S S U . And h e r e again the s p e c i f i e d range of v i s c o s i t y

i s limited to 100 SSU, and lubricant temp- erature is control led within narrow l imi t s , not because t he v i s cos i ty required f o r any s ingle element i s c r i t i c a l , but again bec- ause t he same lubr icant must serve a l a rge number of elements o p e r a t i n g under very d i f f e r e n t cond i t i ons .
With r e s p e c t t o t h e g e a r d r i v e s and sha f t bearings of a continuous ro l l i ng m i l l I now p re sen t a conc lus ion , a s fo l l ows . Successful l ub r i ca t i on of a part icular ' e l - ement r equ i r e s a l u b r i c a n t v i s c o s i t y not l e s s than a minimum va lue which depends upon load and speed, but can be accomplish- ed, without detriment, with v i s cos i ty many times higher than the minimum. A group of elements encompassing a wide range of oper- a t i n g condit ions, and supplied with a com- mon lubricant , requires a reasonably narrow to le rance on v i s c o s i t y , both by spec i f i c - a t i on and by temperature con t ro l .
Proceeding now t o the o i l film r o l l neck bearings, I r e f e r again t o Fig. 1 showing t h e m i l l layout i n d i a g r a n a t i c form. Tnese bearings a r e heavily loaded, corlunonly carr- ying 2000 t o 3000 lb. / in?, and the range of speed throughout t h e mill i s 6.4 t o 1975 rpm. Here again i t i s obviously impractical t o use the same lubricailt v i scos i ty through out . In f a c t , because of the g rea t e r t e m p e ra tu re r i s e with speed and v iscos i ty caus- ed by the higher loads, control of viscos- i t y i s decidedly Illore s ign i f i can t here than i n t h e gear d r ives . For t h i s reason, t h e r o l l neck bearings i n t h i s m i l l a r e separ- a t e d i n t o t h r e e groups r a t h e r than two, r e q u i r i n g t h r e e c i r c u l a t i n g systems. I n a d d i t i o n , t h e f i r s t system s e r v i n g t h e b e a r i n g s i n s t a n d s Nos. 1 t o 7 p rov ides independent control of v i scos i ty for s tands Nos. 1 to 4 through a cooler which reduces t h e temperature of l u b r i c a n t supp l i ed t o t he se four s tands. The v i scos i ty s e l ec t ed f o r t h i s system is 2400-2500 SSU a t 100°F, and lubricant i s supplied a t t h i s temperat- u re and viscosi ty t o the bearings i n stands Nos. 5 to 7 , but for the Learings i n stands Nos. 1 t o 4 t h e l u b r i c a n t tempera ture i s reduced t o 8s0F, increas ing t h e v i s c o s i t y t o 4400-4500 S SU.
S tands Nos. 10 t o 14 a r e s e rved by a second c i r c u l a t i n g system, with l u b r i c a n t v i s c o s i t y s e l ec t ed a t 1200-1300 SSU. The range of speed in t h i s group is from 129 t o
675 rpm. The t h i r d c i r c u l a t i n g system. - r bearings serves t h e f i n i sh ing t r a i n , speeds range from 473 t o 1975 rpm, and here t he v iscos i ty selected is 400-450 S S U .
Although t h e design f e a t u r e s of these bear ings have been desc r ibed on numerous previous occasions, cons idera t ion of t h i s subjec t may be a s s i s t e d by a b r i e f review. The cutaway view i n Fig. 6 i l l u s t r a t e s t he cons t ruc t ion c l e a r l y . The bearing journa l i s a forged a l l o y s t e e l s l e e v e which i s mounted on and keyed t o t h e tapered r o l l neck. The s l eeve is surrounded by a s t a t - ionary bushing, and a double a c t i n g b a l l t h r u s t bea r ing i s provided t o c a r r y end t h r u s t i n e i t h e r d i r e c t i o n . These v i t a l p a r t s a r e enclosed i n a c a s t s t e e l chock. O i l i s in t roduced a t a p re s su re of 12-15 lb. / in?, and i s drained by gravi ty for ret- u rn t o t h e c i r c u l a t i n g system. The whole assembly i s removed from t h e r o l l neck r e a d i l y and i n t e g r a l l y , a f t e r removal of the lock nut from the s p l i t threaded r ing i n t he groove of the r o l l neck. Fig. 7 ill- u s t r a t e s i n drawing form the c ros s sec t ion of a l a r g e r bear ing , of t h e type used on backing r o l l s o f four-highmil ls . Here, 1 t h r u s t i s c a r r i e d on a double row tapered r o l l e r bearing, instead of the b a l l t h rus t bearing employed i n smaller s i ze s . Another d i s t i n c t i o n i n t h i s b e a r i n g i s t h e o i l f l i n g e r a t the inboard end of t h e s leeve , which precludes escape of l ub r i ca t i ng o i l . Th i s f e a t u r e i s e s p e c i a l l y a p p l i c a b l e t o dry. c o l d r o l l i n g m i l l s .
The s u c c e s s f u l l u b r i c a t i o n of t h e s e bearings with a s ing l e l ub r i can t v i scos i ty throughout a moderately wide range of speed demonstrates c l e a r l y t h a t t h e r e is a wide l a t i t u d e i n viscosi ty se lec t ion for a part- i c u l a r bea r ing ope ra t ing a t i n t e rmed ia t e l e v e l s of speed, even a t r a t ed load. I t is recognized, a s s t a t e d e a r l i e r , t h a t use of a h ighe r v i s c o s i t y than t h e p e r m i s s i b l e minimum leads t o increase of power l o s s and temperature r i s e , and i n general t h i s i m p oses no s ign i f i can t hardship. It i s in t e r - e s t i n g , however, t o explore t he e f f e c t of speed and load upon operat ing temperature, and a s a f i r s t s t e p I r e f e r t o F ig . 8, which is based upon work done by S.A.McKee a t t h e National Bureau of Standards. :s po r t r ays permiss ib le bear ing load (o r .-
a t e ) i n terms of ro ta t ing speed (abscissa) ,

a bear ing 2 i n . d iameter by 1-1/4 i n . , us ing a s e l e c t e d l u b r i c a n t s u p p l i e d
a t c o n s t a n t t e m p e r a t u r e . A t low s p e e d s , pe rmiss ib le load i s d i r e c t l y p r o p o r t i o n a l t o speed, a s would be expected from hydro- dynamic c o n s i d e r a t i o n s . A t h i g h e r speed , t h e r i s e o f o p e r a t i n g t empera tu re reduces t h e e f f e c t i v e v i s c o s i t y more r a p i d l y than t h e r a t e of speed i n c r e a s e , s o t h a t perm- i s s i b l e l o a d i s no l o n g e r d i r e c t l y prop- o r t i o n a l t o speed . I n f a c t , a s s p e e d i s i n c r e a s e d f u r t h e r , t h e p e r m i s s i b l e l o a d decreases , based on maintenance of hydro- dynamic cond i t ions wi th a s e l e c t e d minimum va lue of Z N / P , u s i n g t h e e f f e c t i v e v i s - c o s i t y of the l u b r i c a n t a t s t e a d i l y r i s i n g o p e r a t i n g temperature . I f a maxinun1 perm- i s s i b l e opera t ing temperature is imposed by t h e bear ing m a t e r i a l , a s may be t h e c a s e , pe rmiss ib le load decreases s t i l l more r a p i d l y with inc reas ing speed, a s ind ica ted by t h e family of curves a t t h e right-hand s i d e of t h i s Figure.
AlcKee produced t h i s graph by a n a l y t i c a l c o n s i d e r a t i o n s , and confirmed i t i n l a r g e p a r t by exper iment . The numer ica l v a l u e s
p he re , however, a r e v a l i d only f o r the L ' d i t i o n s which McKee s e l e c t e d f o r h i s a n a l y s i s and experiment. S i m i l a r q u a l i t a t - i v e r e l a t i o n s undoubtedly apply t o a l l o i l f i l m bear ings , but t h e q u a n t i t a t i v e va lues may be v a s t l y d i f f e r e n t under d i f f e r e n t conditions. Among numerous d i f f e r e n c e s bet- ween hlcKee's bearing and o i l f i lm r o l l neck bearings, s i z e is p a r t i c u l a r l y s i g n i f i c a n t . I t seems i m p o s s i b l e t o j u s t i f y numer ica l extrapolat ion from a bear ing 2 i n . diameter by 1-1/4 i n . 101ig t o r o l l neck bear ings up t o 43 i n . d iamete r by 39 i n . long , and I would q u a r r c l v i o l e n t l y wi th t h e view, i f presented, t h a t hlcKeels values apply numer- i c a l l y t o o i l f i l m r o l l neck bear ings . I n f a c t , t h e r e i s no c e r t a i n t y t h a t t h e max- imum l o a d s and speeds now encounte red i n r o l l neck b e a r i n g s have r e a c h e d a s t a g e corresponding t o t h e peak of McKee's curve, although i f the t rend toward higher operat- i n g speed con t inues , p a r t i c u l a r l y i n c o l d r o l l i n g o p e r a t i o n s , t h i s p h a s e p r o b a b l y w i l l appear.
The r e s u l t s of a f u r t h e r s t e p i n explor- <---the e f f e c t s of speed and load upon o p L a i n g t empera tu re a r e shown i n Fig . 9. This p resen t s d i r e c t nleasurements of bear-
i n g temperature, speed and load i n o i l f i lm r o l l neck bear ings . These observat ions were made by imbedding t h e r m o c o u p l e s i n t h e bear ings , a s c l o s e t o t h e opera t ing s u r f a c e a s p o s s i b l e . C o n s i d e r a b l e e x p e r i m e n t a l s c a t t e r i s a p p a r e n t , y e t t h e t r e n d s a r e c l e a r l y d e f i n e d . T e m p e r a t u r e r ises w i t h i n c r e a s i n g speed a t cons tan t load, and with i n c r e a s i n g l o a d a t c o n s t a n t speed . These r e s u l t s a l s o suggest t h a t the r a t e of temp e r a t u r e r i s e i s g r e a t e r w i t h i n c r e a s i n g speed than with i l lcreas ing load. 'Ihis sugg-
, e s t i o n i s i n a c c o r d w i t h t h e o r y , and i s suppor ted by t h e c u r v e s shown i n F ig . 1 0 , which is based upon ex tens ive and very det- a i l e d o b s e r v a t i o n s made by t h e Engineer ing Experiment S t a t i o n a t Annapolis, us ing a l - uminum a l l o y b e a r i n g s 6 i n . d iameter by 2 i n . long. These curves were p repared from t h e repor ted o b s e r v a t i o n s by N.A.Wilson of o u r S t a f f , i n an a t t empt t o p r e d i c t qual- i t a t i v e l y t h e r e l a t i o n s which can be exp- e c t e d i n o i l f i l m r o l l neck bear ings . Here t h e average bear ing temperature ( o r d i n a t e ) i s lotted a g a i n s t Z N / P ( a b s c i s s a ) , us ing both load and speed a s parameters. No doubt s i m i l a r r e l a t i o n s can e x i s t i n o i l f i l m r o l l neck bear ings , but t h i s is n o t proved by t h e d a t a p r e s e n t l y a v a i l a b l e .
These c o n s i d e r a t i o n s a r e p e r t i n e n t t o d e f i n i t i o n of t h e upper l i m i t of v i s c o s i t y s e l e c t e d f o r o i l f i lm bearings. Recognizing t h a t i n c r e a s e d v i s c o s i t y i n c r e a s e s power l o s s and temperature r i s e , i t is axiomat ic t h a t o p e r a t i n g t e m p e r a t u r e a t p r e s c r i b e d l o a d and speed w i l l Le r a i s e d by i n c r e a s e o f v i s c o s i t y , and t h a t a p p l i c a t i o n s which approach a maximum p e r m i s s i b l e o p e r a t i n g
temperature must have c l o s e a t t e n t i o n from t h e s tandpoint of avoiding an unnecessar i ly high v i s c o s i t y . For tuna te ly , t h i s is no t a h i g h l y c r i t i c a l c o n s i d e r a t i o n i n any pres- e n t a p p l i c a t i o n s o f o i l f i l m r o l l neck b e a r i n g s o f which I am aware.
Previous comments have d e a l t exc lus ive ly w i t h r o l l neck b e a r i n g s which o p e r a t e f o r long per iods of time a t e s s e n t i a l l y const- a n t speed. For c o n t r a s t , I r e f e r now t o a tandem c o l d r o l l i n g mill which i s i l l u s t - r a t e d i n F i g . 11, and which h a s o i l f i l m b e a r i n g s on t h e backing r o l l necks. Here, s u c c e s s i v e c o i l s o f h o t r o l l e d s t r i p a r e threaded through t h e s e v e r a l s t a n d s a t low speed. When t h e l e a d i n g end i s secured on

t h e winding r e e l a t t h e d e l i v e r y end, t h e e n t i r e m i l l i s a c c e l e r a t e d q u i c k l y t o op- e r a t i n g speed of approximately 5000 f t . / min. , and r o l l i n g con t inues a t t h i s speed u n t i l t h e t r a i l i n g end of t h e c o i l appears. Then t h e m i l l i s q u i c k l y d ropped t o low th read ing speed and h e l d a t t h i s speed a s t h e t r a i l i n g end p a s s e s t h r o u g h . Under t h e s e c i rcumstances , t h e bear ings a r e req- u i r e d repea ted ly t o o p e r a t e under load a t low s p e e d , a t t h e o p e r a t i n g t e m p e r a t u r e which p r e v a i l s a t high speed. T h i s k ind of o p e r a t i o n obv ious ly r e q u i r e s c a r e f u l s e l - e c t i o n of v i s c o s i t y , a s well a s c l o s e cont- r o l of supply temperature.
The conc lus ions t o which t h e s e consid- e r a t i o n s l ead , with respect t o s e l e c t i o n of
l u b r i c a n t v i s c o s i t y f o r o i l . f i l m r o l l r b e a r i n g s , a r e a s f o l l o w s . Any indivio,.. , L
b e a r i n g which o p e r a t e s w i t h i n a moderate range o f speed can be l u b r i c a t e d success- f u l l y wi th a wide range o f l u b r i c a n t vis- c o s i t y , provided only t h a t the v i s c o s i t y be high enough t o a s s u r e hydrodynamic lubr ic - a t i o n a t minimum speed, and low enough t o avoid p r o h i b i t i v e l y high o p e r a t i n g temper- a t u r e a t maximum speed. I n a group of bear- i n g s which encompasses a wide r a n g e o f s p e e d , o r i n a s i n g l e u n i t which i t s e l f p a s s e s through a wide range o f speed, t h e range o f acceptable v i s c o s i t y may be sharp- l y l i m i t e d , and c l o s e c o n t r o l of v i s c o s i t y by s p e c i f i c a t i o n and t e m p e r a t u r e may be r e q u i r e d .


F I G U R E 2
F I G U R E 3

F I G U R E 4
\ - -----
F I G U R E 5

1 3 - - - - - - \ Chn k IF)
Tt,rua! Rc.~rnn(l (l-:r Lock Nut U)
1- /"
luu, ,..I: (P) ,
ryc (I1 I 0
- Spring F.
F I G U R E 6
FIGURE 7

FRICTION AND TEMPERATURE OF JOURNAL BEARINGS
N, 1000 RPM
F I G. 8 - Lines of constant temperature in region of stable lubrication. 2"x1XN test bearings; ambient temperature, 80 O F ; aviation oil 124.4 S U V at 210°F; 98 V I (SAE 60). [ ~ e ~ r o d u c e d from National Bureau of Standards Research Paper R P 1295, by Samuel A. ~ c ~ < e e ]
F I G . 9 620 ssu + 500 ssu
1000 1500 2000 2500 3000
JOURNAL SPEED - f t. /min.



EFFECT OF VISCOSITY ON H Y D R A U L I C SYSTEMS By K.G.Henrikson, Socony Mobil O i l Co.
Our remarks t h i s af ternoon a r e conf ined n o t only t o petroleum o i l s bu t a l s o apply t o t h e so-called s y n t h e t i c type of hydraul- i c f l u i d s used f o r a p p l i c a t i o n s where res- i s t a n c e t o f i r e hazards i s d e s i r e d .
From t h e o i l o r f l u i d s u p p l i e r s po in t - of-view, t h e approach t o recommendations and development of o i l s f o r hydrau l i c . sys- tems invo lves t h e fol lowing d i f f e r e n t fac- t o r s :
Corrosion Resis tance Oxidation S t a b i l i t y Demuls ibi l i ty and Separat ing N ~ i l i t y Wear Pro tec t ion Fomning C h a r a c t e r i s t i c s Viscosi ty o r FLUIDITY
The o r d e r does not i n d i c a t e t h e importance o f any of t h e i t e m s . However, v i s c o s i t y g ~ n e r a l l y does no t come l a s t i n the consid- e r a t i o n . Because of the background of ' y e a r s o f experience, i t i s very e a s i l y and natur- a l l y s a i d t h a t we need a 150 S S U a t 100°F o i l o r a 300 S S U a t 100°F o i l , and then p roceed from t h e r e on t h e o t h e r f a c t o r s . However, when we look i n t o i t more ca re - f u l l y , a s we a r e f i n d i n g o u r s e l v e s doing more and more nowadays, we f i n d t h a t i t i s a considerat ion no t t o be taken casua l ly .
V i s c o s i t y i s j u s t one p r o p e r t y o f t h e o i l i n t h e cons ide ra t ion of f l u i d i t y . V i s - c o s i t y Index o r t h e t e m p e r a t u r e c o e f f i c - i e n t of v i s c o s i t y i s a f a c t o r t i e d i n s o c l o s e wi th i t t h a t we have t o consider both a t t h e same time. T h i s i s due t o t h e f a c t t h a t we, a s pe t ro leum and s y n t h e t i c hyd- r a u l i c f l u i d s u p p l . i e r s , must look a t t h e v i s c o s i t y o r f l u i d i t y a t t h e o p e r a t i n g temperatures and the s t a r t i n g temperatures.
Des igners o f h y d r a u l i c pumps and s y s t - ems must c o n s i d e r t h e v i s c o s i t y and i t s v a r i a t i o n s f o r many b a s i c d e s i g n cons id - e ra t ions . That v i s c o s i t y c a l l s f o r the a t t - e n t i o n o f d e s i g n e r s i s shown by t h e f a c t t h a t t h e Hagen-Poiseui l le law o f l aminar f low i n tubes s t a t e s t h a t t h e q u a n t i t y of f l o w Q i s i n v e r s e l y p r o p o r t i o n a l t o t h e a b s o l u t e v i s c o s i t y p , namely:
Q = n~ (pl - p2) / 1128 p L 1 Much of t h i s i s probably done from t a b l e s
o r curves , but even t h e r e , v i s c o s i t y i s one parameter . Reynolds Number, tlte c r i t e r i o n f o r determining whether laminar o r turhul- e n t flow e x i s t s , invu lves t h e v i s c o s i t y of t h e f l u i d a s fol lows:
T i~us , v a r i a t i o n s of v i s c o s i t y a r e important a s f a r a s system p i p i n g ~ n d pump passage d e s i g n i s concerned.
V i s c o s i t y i s a l s o i m p o r t a n t a s f a r a s e s tab l i shment of proper c l e a r a n c e s is con- ce rned . Flow through l eakage p a t h s ( s h a f t s e a l s , p i s t o n s , s l i p p a g e i n pumps, e t c . ) and o f t e n through small con t ro l passages i s inverse ly proportiorla1 t o t h e v i s c o s i t y and t h u s c l e a r a n c e s must be c o n t r o l l e d . There i s , however, a l i m i t t o t h e c l o s e n e s s t o which c l e a r a n c e s can be made economically, and thus v i s c o s i t y must be considered a s a c o n t r o l l i n g f a c t o r . The importance of t h i s r e l a t i o n s h i p i s shown by t h e f a c t t h a t l e a k a g e i s d i r e c t l y p r o p o r t i o n a l t o t h e t h i r d power of the c lea rance dimension.
P r a c t i c a l l y , i t would seem d e s i r a b l e t o i n c r e a s e t h e v i s c o s i t y t o e l imina te o r red- u c e l eakage . However, t h i s then p roduces h i g h t o r q u e r e s i s t a n c e i n c l o s e l y f i t t e d p a r t s . A s t h i s r e s i s t a n c e is r e l a t e d d i r - e c t l y t o v i s c o s i t y , i t then means t h a t f o r b e s t mechanical e f f i c i e n c y the l i g h t e s t o i l would be b e s t . High v i s c o s i t y a l s o a f f e c t s pump s u c t i o n so t h a t l i g h t o i l s a r e aga in d e s i r e d . But then i n warm o r ho t o p e r a t i n g systems, t h e t h i n n i n g e f f e c t o f h e a t w i l l c a l l f o r heavier o i l s . Thus the f l u i d supp- l i e r s have had t o r e s o l v e t h e s e seemingly incompatible requirements. Many of t h e rec- ommendations t h a t we t a l k about (150 S S U , 300 SSU, e t c . ) have been developed through e x p e r i e n c e and o p e r a t i n g t e s t s o v e r t h e y e a r s .
I n t h e h i g h e r p r e s s u r e s y s t e m s , 2500 p s i . and s o on, t h e g r e a t e r t o r q u e l o s s e s and v i scous shear l o s s e s can be t o l e r a t e d p a r t i c u l a r l y a s they a r e a much s m a l l e r p e r c e n t a g e o f t h e t o t a l power r e q u i r e d . Thus, heavier o i l s can be used. I n t h e low- e r p r e s s u r e systems, 500-1000. p s i . , whc l eakage l o s s e s a r e n o t a s g r e a t and whel-

cous s h e a r , torque and flow l o s s e s must h e l d down, t h e n lower v i s c o s i t y o i l s
must be used. Viscosi ty of hydraul ic o i l s has no t been
a s c r i t i c a l i n the p a s t &enera l ly a s is the case now and i n t h e f u t u r e . With hydrau l i c machines t h a t were o p e r a t e d by one man, t h a t were no t a p a r t o f a r e g u l a r product- i o n l i n e , and where c l o s e ~ e r s o n a l c o n t r o l of a l l phases o f the cyc le was poss ib le , i t was n o t t o o a n n o y i n g o r t r o u b l e s o m e i f t h e r e was s luggish ac t ion on Monday morning o r i f adjustments had t o be made dur ing t h e morn ing u n t i l a s t e a d y , c o n s t a n t c y c l e could bc obtai i ied. The o p e r a t o r was c l o s e enough t d t h e j o b t o make t h e n e c e s s a r y adjustments and no t burn up t o o l s o r have an a c c i d e n t t h r o u g h mach ine componen ts g e t t i n g o u t o f phase . However, w i t h t h e rap id p o w t h o f automated product ion l i n e s and t h e o f t e n e x t e n s i v e u s e o f h y d r a u l i c s i n such machines, i t h a s become i n c r e a s - i n g l y impor tan t t h a t t h e machine n o t g e t o u t o f phase o r t h a t machining r a t e s n o t change t o a f f e c t t o o l l i f e o r p r o d u c t i o n r a t e s . Fewer o p e r a t o r s now c o v e r many
e p roduc t ion t o o l i n g p o i n t s and can ' t c d a y s be s u r e t o c a t c h a c y c l e t h a t i s s l u g g i s h due t o heavy o i l ( o r o i l t h i c k - ened excess ive ly by c o l d ) o r one t h a t h a s speeded up due t o t h e t h i n n i n g o f o i l a s i t h e a t s . Manufacturers of such equipment w i l l compensate f o r these v a r i a b l e s by t h e use of hea te r s , and coolers . However, prop- e r f l u i d i t y can reduce t h e expense of such i tems. (Recorrunendations f o r such equipment may wel l invo lve t h e u s e o f o t h e r than t h e normal 150 SSU and 300 SSU v i s c o s i t i e s ) .
Our experiences have shown the fol lowing t y p i c a l examples of t r o u b l e s t h a t can dev- e l o p i n the more automatic machines.
A hydrau l i ca l ly - fed automat ic m u l t i p l e d r i l l i n g machine was adjusted f o r speed and feed on a Monday morning. ?he o i l gradual ly h e a t e d and t h i n n e d t o r e s u l t i n a f a s t e r r a t e of d r i l l f e e d . T h i s i n c r e a s e d f e e d r e s u l t e d i n the d r i l l s burning and wearing r a p i d l y and thus a production i n t e r r u p t i o n and added expense.
I n another i n s t a n c e , s lugg i sh a c t i o n of a motor block c y l i n d e r honing aachirle res- ,-Iced i n t h e automated machine g e t t i n g o u t
L p h a s e and a c t u a l breakage o f hones. These examples i n d i c a t e what can happen
with t h e use of o i l s t h a t have a r e l a t i v e l y h igh t empera tu re c o e f f i c i e n t o f v i s c o s i t y o r low v i s c o s i t y index. In t h e second ex- ample, sa feguards can be i n s t a l l e d i n t h e way o f i n t e r l o c k i n g c o n t r o l s t o p r e v e n t such an i n c i d e n t . However, w i t h t h e same o i l t h e r e would s t i l l be s l u g g i s h a c t i o n f o r lowered product ion. , Viscosi ty a t s t a r t - up and o p e r a t i n g temperatures a r e important cons ide ra t ions .
f From t h e s t a n d p o i n t o f t h e e f f e c t o f lowered vi.scosity a t e l eva ted temperatures,
.. problems can a r i s e from: Inc reased l eakage through s e a l s o f cyl-
i n d e r s h a f t s , e t c . I n c r e a s e d pump s l i p p a g e - (A v i c i o u s
c i r c l e a s i t produces more h e a t t o f u r t h e r t h i n t h e o i l , e t c . ) .
Loss o f p r e s s u r e and capac i ty . Inc reased pump wear.
These e f f e c t s become more apparent now with t h e speed-up of cyc les , t h e smal ler s i z e of machines r e l a t i v e t o ou tpu t , and what app- e a r s t o be a deve lop ing t r e n d t o i n c r e a s e i n p r e s s u r e s .
An example o f t h e c r i t i c a l n a t u r e o f v i s c o s i t y and V . I . h a s been seen i n marine h y d r a u l i c winch equipment . With c e r t a i n d e s i g n s , t h e r e i s a d e f i n i t e l i m i t i n g rnin- imum v i s c o s i t y . V i e s e u n i t s have c o n s t a n t volume pumps o p e r a t i n g a t a r e l a t i v e l y high p ressure with a l a r g e por t ion of t h e output dunping over t h e r e l i e f va lve and c r e a t i n g excess heat . No brakes a r e provided and t h e o n l y t h i n g ho ld ing a load is t h e h y d r a u l i c p r e s s u r e i n t h e h y d r a u l i c motor. The low- e r e d v i s c o s i t y from t h e h e a t means more l e a k a g e and a s a g o f t h e l o a d , which i s u n d e s i r a b l e and dangerous . A h e a v i e r o i l i s no t n e c e s s a r i l y t h e answer a s low t e m p e r a t u r e s t a r t i n g cond i t ions a l s o e x i s t , and t h e v i s c o s i t y can ' t be so heavy a s t o cause c a v i t a t i o n . T h i s is another example o f t h e f a c t o r of v i s c o s i t y index and i t s import- ance i n t h e c o n s i d e r a t i o n of v i s c o s i t y o r f l u i d i t y requ i rements .
Dupl icat ing o r copying ( t r a c e r ) machines incorpora t ing hydrau l i c systems a r e another example o f machines where t h e v i s c o s i t y of t h e l iydraul ic f l u i d i s important . The val- ves , p ip ing and passages a r e o f t e n designed a round a f a i r l y narrow v i s c o s i t y range . These machines o f t e n have good temperature c o n t r o l , by t h e u s e of coo le r s and/or heat-

e r s , t o be s u r e t h a t proper v i s c o s i t i e s a r e o b t a i n e d . I f n o t , i t may be n e c e s s a r y t o s t a r t up such machines severa l hours be fore o p e r a t i o n t o a l low t h e o i l t o t h i n down. R e l a t i v e l y l i g h t v i s c o s i t y and h igh V . I . o i l s a r e needed a s i n s t a n t response i s nec- essa ry . But where the temperatures a r e no t c o n t r o l l e d p roper ly , t h e accuracy of dup- l i c a t i o n i s a f f e c t e d and p a r t s may b e r e j e c t e d .
The m a j o r i t y of h y d r a u l i c pump (fl 'uid power generators) n~anufac tu re r s have deter- mined maximum and minimum v i s c o s i t y l i m i t s . Those l i m i t s r a n g e from 70 S S U and 100 S S U a t the low end (higher temperature) t o 4000 t o 6000 S S U a t t h e h i g h end ( lower temperature) . The minimum v i s c o s i t y limit i s based on wear p r o t e c t i o n and t h e d e s i r e t o hold s l i p p a g e l o s s e s t o a minimum. The maximum v i s c o s i t y l i m i t i s b a s e d on t h e d e s i r e t o e l i m i n a t e any tendency f o r cav- i t a t i o n with r e s u l t a n t wear o r damage from overheating. Often a maximum suc t ion vacuum i s s p e c i f i e d s o t h a t t h e f l u i d l i f t and p ip ing flow r e s t r i c t i o n s can be considered i n the problem o f c a v i t a t i o n . The wear t h a t occurs wi th c a v i t a t i o n i s no t only o r bas- i c a l l y t h a t which comes wi th l a c k o f o i l between moving p a r t s , b u t o f t e n i n v o l v e s wear o r d e t e r i o r a t i o n i n t h e pure sense of the word with erosion . r e s u l t i n g from ultra- high frequency p r e s s u r e and vacuum c y c l e s i n t h e pump.
Based on the 4000 S S U maximum v i s c o s i t y t h e r e can be a s much a s 10°F d i f f e r e n c e i n t h e minimum s a t i s f a c t o r y s t a r t -up temper- a t u r e s f o r two o i l s , one of 95/100 V. I. and t h e o t h e r of 10/20 V. I.. I f t h e V . I . i s no t considered, t h e r e can d e f i n i t e l y be a d i f f - erence i n s tar t -up c h a r a c t e r i s t i c s a t cold- e r temperatures. T h i s f a c t i s p a r t i c u l a r l y t r u e f o r s t e e l m i l l i n s t a l l a t i o n s , mobi le
equipment and o t h e r p l a c e s where low temr e r a t u r e s a r e invo lved . A s w e s a i d befor..,-. c a v i t a t i o n and p o s s i b l e r a p i d wear c a n r e s u l t from too heavy a f l u i d .
A t the o t h e r end of t h e range, where the 70 and 100 S S U minimurn v i s c o s i t y limits a r e c a l l e d f o r , t h e maxilnum l i m i t i n g temp- e r a t u r e s can va ry a s much a s 10-20°F and n e c e s s i t a t e t h e expense o f more c o o l i n g equipment and h i g h e r o p e r a t i n g c o s t s wi th t h e use o f t h e 10/20 V. I . o i l .
C o n s i d e r i n g b o t h maximum and minimum v i s c o s i t y l i m i t s , i t i s p o s s i b l e t h a t t h e s u i t a b l e o p e r a t i n g range of an o i l w i l l be narrowed by 20-25OF i f proper s e l e c t i o n of v i s c o s i t y o r f l u i d i t y c h a r a c t e r i s t i c s i s n o t made.
Summarizing, we can say t h a t : 1. There a r e b a s i c des ign c h a r a c t e r i s t i c s t h a t v i s c o s i t y o r f l u i d i t y i n f l u e n c e t o a g r e a t e x t e n t and o f which t h e d e s i g n e r s must be cogn i zan t .
2. I n p a s t y e a r s , v i s c o s i t y and v i s c o s i t y v a r i a t i o n s have n o t had a s g r e a t an i n f l - uence a s now on i n d u s t r i a l equipment, prin- c i p a l l y because t h e v a r i a t i o n s were t o l e r - a b l e under t h e p a t t e r n of opera t ion . 3. Now, and i n c r e a s i n g l y so i n the futurL, t h e proper opera t ion of hydraul ic equipment w i l l be more s e n s i t i v e t o v i s c o s i t y and i t s v a r i a t i o n s because:
( a ) Higher p r e s s u r e s w i l l be invo lved , (b ) A wider t empera tu re range of oper-
a t i o n w i l l be expected, ( c ) B e t t e r c y c l e c o n t r o l w i l l be req-
u i r e d by automated machines a s they i n c r e a s e i n complexi t y and e x t e n t o f u s e ,
(d) D u p l i c a t i n g and t a p e c o n t r o l l e d machines can t o l e r a t e but t h e very extreme minimum of hydrau l i c system v a r i a t i o n .

SESSION CHAIRMAN - V . S . Wagner, DeLava l S team T u r b i n e Co.
Cha i rrnan, D e s i g n T e c h n i c a l Commit tee
III. DESIGN CRITERIA FOR SELECTING VISCOSITY
V I S C O S I T Y A N D R E L A T E D P R O B L E M S I N E N G I N E D E S I G N
W.M.Kauffmann, E n g i n e D i v i s i o n , W o r t h i n g t o n C o r p o r a t i o n
C R I T E R I A FOR S E L E C T I N G V I S C O S I T Y O F L U B R I C A N T S FOR
D E S I G N O F H E L I C A L A N D WORM G E A R S
F . A . Thoma, DeLava l S team T u r b i n e Co.
V I S C O S I T Y I N T H E L U B R I C A T I O N M E C H A N I S M S O F R O L L I N G - E L E M E N T B E A R I N G S
L. B. S i b l e y and J . C. B e l l , B o t t e l l e Memor ia l I n s t i t u t e

VISCOSITY AND RELATED PROBLEMS I N ENGINE DESIGN By W.h!.Kauffmann, Engine Divis ion, Worthington Corporation
'Ihe complexity of the l u b r i c a t i o n prob- lem of i n t e r n a l combustion engines r e q u i r e s t h a t c e r t a i n f a c t o r s e s s e n t i a l t o t h e spec- i a l p r o p e r t i e s o f motor o i l be examined. F i r s t , i t should wi ths tand t h e mechanical and thermal environment which o b t a i n s i n an engine, without becoming of i t s e l f a source o f d i f f i c u l t y . Seco~id, i t must n o t combine t o form d e l e t e r i o u s d e p o s i t s i n t h e comb- u s t i o n chamber, o r tend t o form s ludge i n t h e crankcase. And t h i r d , i t must not chan- g e i n v i scos i ty o r e x h i b i t i n s t a b i l i t y .
Our b a s i c problem is wear i n t h e c r i t - i c a l l u b r i c a t i o n a r e a s of an engine. Wear h a s been c l a s s i f i e d a s be ing e i t h e r mech- a n i c a l o r c h e m i c a l . Mechanical wear may r e s u l t from two s o l i d s moving i n c o n t a c t , a s i n abras ion ; o r from impact of a f l u i d on a s o l i d , r e s u l t i n g i n erosiorl. Chemical wear r e s u l t s from c o r r o s i v e a c t i o n due t o c e r t a i n o p e r a t i n g c o n d i t i o n s , f u e l s , and i n t e r m i t t e n t s e r v i c e (Ref . 1 ) . -- The purpose o f t h i s p a p e r w i l l b e t o
C s o c i a t e viscosity w i t h wear , and a l s o wi th those o t h e r f a c t o r s which a r e r e l a t e d t o l u b r i c a t i o n problems of t h e high ou tpu t d i e s e l and spark- igni t ion turbocharged g a s engines . These f a c t o r s i n c l u d e v i s c o s i t y - t empera tu re c r i t e r i a due t o c o l d weather s t a r t i n g , j a c k e t water and c rankcase lub- r i c a t i n g o i l temperatures , p i s t o n and r i n g b e l t des ign , c rankp in and j o u r n a l opera t - iona l c h a r a c t e r i s t i c s , and combustion proc- e s s e s of t h e engine. Cont r ibu t ing problems t o maintenance of s e l e c t i v e v i s c o s i t i e s a r e such d i f f i c u l t i e s a s f u e l d i l u t i o n , conden- sa t ion , water leakage, s u l f u r f u e l s , a d d i e i v e deplet ior l , improper makeup, o r f a u l t y i n i t i a l s e l e c t i o n of l u b r i c a n t s .
hloody and Gibb (Ref. 2 ) de f ined viscos, i t y a s a ri,easure o f t h e i n t e r n a l f r i c t i o n o r r e s i s t a n c e t o f l o w , o r m o t i o n , o f a l i q u i d . It de te rmines , t o a l a r g e degree , t h e r e s i s t a n c e t o be overcome i n c r a n k i n g a cold engine, and a l s o t h e support ing e f f - e c t of t h e o i l under f l u i d f i l m o r hydro- dynamic l u b r i c a t i o n i n bear ings , a s well a s t h e r a t e of flow through them. As such, i t
cj/;.h major f a c t o r i n t h e generat ion of heat i n bearings and thereby in f luences o i l con-
s u n ~ p t i o n r a t e i n an e n g i n e . I n b r i e f l y summarizing reasons f o r changes i n viscos- i t y from t h a t o f t h e o r i g i n a l c h a r g e , a 1ower.value was a t t r i b u t e d t o f u e l d i l u t i o n o r low v i . scos i ty makeup o i l . On t h e o t h e r hand, a Iiiglier value r e s u l t e d from oxidat-
r i o n and i n s o l u b l e s such a s carbon contamin- a t i o n from f a u l t y d i e s e l combustion, o r use _ of a high v i s c o s i t y makeup o i l .
Engine manufac tu re r s g e n e r a l l y o u t l i n e s p e c i f i c a t i o n s f o r l u b r i c a n t s based on vis- cos i ty - t empera tu re c h a r a c t e r i s t i c s of t h e o i l found b e s t s u i t e d f o r t h e i r ~ r o d u c t s . Speak ing ~ a r t i c u l a r l y of t h e l a r g e heavy duty engines from 9 i n . bore t o 16 i n . bore four-cycle d i e s e l , dual-fuel, o r spark ign- i t i o n gas eng ines , a t o u t p u t r a t i n g s i n a range o f 150-180 brake mean e f f e c t i v e pres- s u r e , b u i l d e r ' s s p e c i f i c a t i o n s w i l l c a l l f o r a de te rgen t type o i l having a v i s c o s i t y range from 700 t o 1000 S SU a t 100°F, and 70 t o 85 SS U a t 210°F. These l ikewise meet m i l i t a r y requirements a s p e r MILL-2104A. Turbocharged engines having s e p a r a t e turbo- c h a r g e r l u b r i c a n t systems may be s u p p l i e d w i t h o i l b e s t s u i t e d f o r t h e h i g h r o t o r speed and r a p i d a c c e l e r a t i n g c h a r a c t e r i s t - i c s o f t h e g a s t u r b i n e . A non-de te rgen t o i l of S A E 20 t o 30 grade, i n h i b i t e d wi th an an t i - foaming a g e n t , i s s p e c i f i e d f o r t h i s system. Of course , proper maintenance and v i g i l a n c e o f t h e o i l c l e a n l i n e s s l e v e l determines t h e degree o f s a t i s f a c t o r y lub- r i c a t i o n o b t a i n e d i n s e r v i c e . Among t h e more impor tan t maintenance p rocedures a r e o i l p u r i f i c a t i o n , a i r f i l t e r i n s p e c t i o n , normal o p e r a t i n g l o a d s , p roper f u e l char- a c t e r i s t i c s , and e f f i c i e n t u t i l i z a t i o n o f c o o l i n g f a c i l i t i e s f o r l u b e o i l and j a c k e t water.
Considering t h e r e l a t i o n of v i s c o s i t y t o t h e design problem, perhaps no a rea is more c r i t i c a l than t h a t of t h e c y l i n d e r w a l l s , p i s t o n s k i r t and r i n g b e l t . Here t h e comb- ined e f f e c t s o f high flame tanpera tn re , and i n t e r m i t t e n t l y a p p l i e d high f i r i n g l o a d s , coupled with c o r r o s i o n and a changing h e a t t r a n s f e r g r a d i e n t t o t h e c y l i n d e r j a c k e t c o o l i n g w a t e r , s u b j e c t s t h e l u b r i c a n t t o i t s severes t t e s t . ?he engine designer must

f i r s t p rov ide a p i s t o n c o n s t r u c t i o n t h a t w i l l obta in t h e l e a s t d i s t o r t i o n and minim- um p i s t o n r i n g t empera tu re . H e f e r r i n g t o Fig. 1, a t y p i c a l high-output p i s ton design i s i l l u s t r a t e d . The wal l s a r e of l i g h t sec- t i o n and t h e unders ide of t h e top s u r f a c e i s provided with a w a f f l e g r i d t o i n c r e a s e c o o l a n t c o n t a c t a r e a . I n t h i s c a s e , t h e d e s i g n e r makes u s e o f t h e l u b r i c a n t a s an i n t e r n a l c o o l a n t i n c o n j u n c t i o n w i t h , the well-known h e a t dam execu t ion which r e s t - r i c t s h e a t f low t o t h e p i s t o n r i n g b e l t . The r e s u l t a n t r educ t ion i n r i n g tempefat- u r e s ' pe rmi t s t h e u s e of very narrow power r i n g s . S ince t h e narrow p i s t o n r i n g prov- i d e s very l i t t l e hea t t r a n s f e r , i t s s e a l i n g e f f e c t i v e n e s s can thus be u t i l i z e d .
O i l con t ro l l ikewise i s obtained by con- formable o i l r i n g s with extremely f l e x i b l e s c r a p e r edges, backed Ly s p r i n g s of e i t h e r t h e g r i d o r h e l i c a l type . The a b i l i t y o f t h i s type o f o i l c o n t r o l t o conform t o t h e c y l i n d e r wa l l s u r f a c e h a s r e s u l t e d i n un- p receden ted r e d u c t i o n i n l u b r i c a t i n g o i l consumption. Va lues o f 1 5 , 0 0 0 t o 2 0 , 0 0 0 b rake horsepower hours p e r g a l l o n a r e now c o n s i d e r e d normal i n t h e modern e n g i n e . Detergent o i l s , i r i t h e v i s c o s i t y range ref- e r r e d t o p r e v i o u s l y , have e x h i b i t e d adeq- u a t e f i l m s t r e n g t h and h e a t r e s i s t a n c e t o i n h i b i t wear a t t h e s e ex t remely low l u b e o i l r a t e s . Coupled w i t h t h e s e f a c t o r s i s t h e tendency of engine u s e r s t o o p e r a t e a t h igher j a c k e t water temperatures , and a l s o h i g h e r lube o i l temperatures .
Poss ib ly t h e n e x t c r i t i c a l a r e a i n i m p - o r t a n c e i s t h a t o f t h e r o t a t i n g s u r f a c e s or^ he crankshaf t i n the connecting rod and main j o u r n a l b e a r i n g s . F i g . 2 shows t h e heavyduty high-output d i e s e l engine of V16 c o n s t r u c t i o n b u i l t by t h e B u f f a l o Engine D i v i s i o n o f Worthington C o r p o r a t i o n . The r o t a t i n g e l e n e n t s a r e of s u b s t a n t i a l p r o p o r t i o n s t o mainta in b e a r i n g l o a d s i n l i n e wi th proven des ign c r i t e r i a . The d e s i g n e r must e v a l u a t e t h e p o l a r diagram summation o f i n e r t i a and power l o a d f o r c e s a t each b e a r i n g t o e s t a b l i s h t h e mean bear ing load app l ied dur ing t h e complete combustion cyc- l e of t h e engine. The r e l a t i v e Z N /P va lue provides a c r i t e r i o n f o r design acceptabi l - i t y . Numerous improvements i n bea r ing des- i g n and metal lurgy have kept pace with t h e i n c r e a s e i n eng ine o u t p u t p e r c u b i c i n c h
displacement , and subsequent ly h igher f i i n g p r e s s u r e s and temperatures . P r e c i s i L . type bear ings with 0.007 i n . o r l e s s b a b b i t t l i n i n g provide more f a t i g u e r e s i s t a n c e and h igher loading capaci t i e s . Greater load a b i l i t y has been obtained wi th copper-lead, aluminum, and l e a d bronze a l l o y s , a t some s a c r i f i c e however i n e m b e d d a b i l i t y , con- fo rmabi l i ty , and ant i -s iezure c h a r a c t e r i s t - i c s . I n t h e higher speed engines, hardening o f s h a f t j o u r n a l s and p i n s has been gener- a l l y s p e c i f i e d wi th t h e l a t t e r type bear- ings . O i l f i l t r a t i o n t o e l imina te abras ives and carbon i s e s s e n t i a l , and t h e ful l - f low system is becomitig an acceptcd s tandard f o r optimum p e r f o r m a n c e o f t h e s e p r e c i s i o n s h e l l b e a r i n g s .
Savage and Bowlan (Ref. 3 ) s t a t e d t h a t wear occurs t o some ex ten t even under idea l l u b r i c a t i o n condi t ions . Bear ing f a i l u r e s i n the f i e l d have been found to be usrrnl ly due mostly t o d i r t , misassembly, misalignment, and f a t i g u e . However, normal rubbing wear, def ined as wear occur r ing .&en the o i 1 f i lm is not adequate to prevent bear ing contact , a l s o con t r ibu tes to bear ing f a i l u r e s but t o a l e s s e r d e g r e e . Research by r a d i o a c t i t r a c e r technique, on lead-base b a b b i t t mat- e r i a l , i n d i c a t e d t h a t wear dur ing s t a r t i n g was of the same magnitude a s t h a t caused by h i g h s p e e d o p e r a t i o n . Changes i n e n g i n e l o a d a l s o r e s u l t e d i n a wear r a t e due, i t was b e l i e v e d , t o a s h i f t i n t h e b e a r i n g load p o s i t i o n , r e q u i r i n g a break-in o f t h e new c o n t a c t a r e a s . It was concluded t h a t connec t ing rod b e a r i n g wear was i n v e r s e l y p r o p o r t i o n a l t o t h e l u b r i c a n t ' s v i s c o s i t y according t o t h e hydrodynamic load ca r ry ing c a p a c i t y t h e o r y a s d e f i n e d by S t o n e and Underwood (Ref. 4 ) . T h i s theory s t a t e s t h a t the load c a r r y i n g c a p a c i t y depends on sev- e r a l f a c t o r s inc lud ing bear ing and journa l d i m e n s i o n s , v i s c o s i t y of the l u b r i c a n t , minim~lm o i 1 f i lm thickness to prevent wear, r a t e of j o r ~ r n a l ro ta t ion , and r a t e of chan- ge i n bear ing load p o s i t i o n . Load c a p a c i t y is tha t load which w i 11 produce the minimum o i 1 f i lm thickness t h a t w i l l prevent cont- a c t between bear ing and journa 1 s u r f a c e s . It was a l s o denonstra ted t h a t t h e motion i n bear ing load p o s i t i o n had a pronounced eff - e c t on l o a d c a r r y i n g c a p a c i t y o f t h e c f i l m w i t h i n t h e b e a r i n g .
E s s e n t i a l l y , a d e q u a t e c r a n k s h a f t and

- -nkp in d i a m e t e r s , and b e a r i n g s u r f a c e (. 4s with proper elignment o f f e r a pract- i c a l s t a r t toward a p roper , e f f i c i e n t deg- r e e of l u b r i c a t i o n i n t h i s c r i t i c a l a r e a . Buildup of v i scos i ty due t o ox ida t ion w i l l , of course, need t o be con t ro l l ed .
The c h a r a c t e r i s t i c c o n s t r u c t i o n o f t h e unders lung c r a n k s h a f t d e s i g n is shown i n F i g . 3. T h i s r e p r e s e n t s a s e c t i o n o f t h e SW9, a 9 i n . by 11 i n . d i e s e l engine r a t e d a t 170 B M E P f o r c o n t i n u o u s d u t y . Both ' s h a f t journa l s and crankpins were proport - ioned on t h e b a s i s of p o l a r diagram anal- .- y s i s a s well a s minimum t o r s i o n a l v i b r a t i o n s t r e s s due t o t h e c r i t i c a l speed spectrum. S h a f t d i a m e t e r s r e q u i r e removal o f l i n e r and rod assembly a s a u n i t through t h e eng- i n e frame l i n e r bore.
The n e x t c r i t i c a l p o i n t t o e x p l o r e i s t h e exhaust valve, and valve gear i n gener- a l . Increasing output of t h e modern engines h a s , b e c a u s e o f t u r b o c h a r g i n g , n o t been r e s p o n s i b l e f o r an e x c e s s i v e i n c r e a s e i n exhaust valve temperature. Due t o t h e gen- e r a l u s e o f a f t e r c o o l i n g o f t h e a i r d i s - charged from t h e c e n t r i f u g a l blower of t h e
L bocharger, and t h e use of adequate over- p of i n l e t and exhaust events , t h e engine
va lves a r e sub jec ted t o a thorough scrubb- i n g w i t h cooled a i r dur ing some 120 t o 140 degrees of t h e combustion cyc le . I n add i t - ion , improved cool ing of t h e valve guide by h igh v e l o c i t y f low o f t h e c o o l a n t through t h e c y l i n d e r h e a d h a s t e n d e d t o r e d u c e s t a n temperatures. V i s c o s i t i e s of l u b r i c a n t which have been adequate both f o r j o u r n a l s and p i s t o n s w i l l be genera l ly s a t i s f a c t o r y f o r e x h a u s t v a l v e l u b r i c a t i o n i n t h e s e e n g i n e s .
Most i m p o r t a n t i s a n e x a m i n a t i o n o f those a r e a s responsible f o r v i s c o s i t y chan- g e i n t h e engine crankcase. Of those f a c t - o r s t h a t reduce v i s c o s i t y , f i r s t conies f u e l d i l u t i o n i n t h e d i e s e l e n g i n e . A s s u c h , d i l u t i o n reduces t h e load suppor t ing a b i l - i t y of the o i l f i lm, and the re fo re acceler- a t e s wear w i t h t h e p r e s e n c e o f a b r a s i v e s due t o t h e decreased metal t o metal c l eor - ances. D i l u t i o n may be due t o leakage from t h e f u e l i n j e c t o r s r e s u l t i n g from l o o s e f i t t i n g s , t o raw f u e l unburned dur ing c o l d - -
. a r t s , and t o l e a k a g e by t h e f u e l pump < _ i d e s . When exper ienced i n e x c e s s of 5%.
t h e l u b r i c a t i n g q u a l i t i e s o f t h e o i l a r e
cons ide red inadequa te , and approximates a d rop by one S A E grade. For tuna te ly , corr- e c t i v e design measures o r maintenance p r o o edures w i l l e l i m i n a t e t h i s f ac to r .
The f a c t o r s t h a t i n c r e a s e v i s c o s i t y a r e o x i d a t i o n and i n s o l u b l e s . The p resence of water is respons ib le f o r a c c e l e r a t i n g emul- s i f i e d s l u d g e f o r m a t i o n , a s w e l l a s o i l foaming , which o f c o u r s e a r e h a r m f u l t o bea r ing l i f e . Water l eaks due t o wet sleev- es c a n be minimized by r e p l a c i n g s e a l i n g r i n g s . Condensat ion has been i n h i b i t e d by u t i l i z i n g h i g h e r j a c k e t water t empera tu res and keeping crankcase temperature above t h e dew p o i n t of t h e coo led exhaust o r blowby g a s e s . A t e m p e r a t u r e o f 150°F is admiss- a b l e . F i g . 4 shows a novel l i n e r develop- ment which e l imina tes t h e wet s l eeve design and p rov ides i n s u r a n c e a g a i n s t water cont- amination i n t h e crankcase. The ou te r jack- e t and l i n e r a r e c a s t i n t e g r a l l y , a const- r u c t i o n t h a t p r o v i d e s a p r e s s u r e - t i g h t w a t e r space . The u n i t shown h e r e is a 16 i n . by 16 in . S U T C gas engine compressor, o f which a s u b s t a n t i a l number a r e i n p i p e l i n e and p rocess i n d u s t r y s e r v i c e .
O x i d a t i o n may b e c o n t r o l l e d by u i i n g c o r r e c t i v e l u b r i c a n t a d d i t i v e s i n t h e o i 1. Oxida t ion g e n e r a l l y is a c c e l e r a t e d by ex- c e s s i v e l y h i g h o i l t empera tu re , h igh su l - f u r f u e l s , o r low c e t a n e f u e l o i l s . Insol- u b l e s g e n e r a l l y may be t r a c e d t o poor f u e l q u a l i t y , i n j e c t i o n problems, inadequate a i r f o r c o m p l e t e combus t ion , o v e r l o a d , worn p i s t o n r i n g s and r e s u l t i n g blowby, and low j a c k e t wa te r t empera tu res . Some d e g r e e o f c o n t r o l o f contaminant may be o b t a i n e d by p roper f i l t r a t i o n . However, i n every c a s e c i t e d , t h e c a u s e c a l l s f o r e i t h e r d e s i g n o r p l a n t opera t ion c o r r e c t i v e procedures.
S ince v i s c o s i t y i s a b a s i c and important c r i t e r i o n o f l u b r i c a n t e f f i c i e n c y , a number o f s imple p o r t a b l e i n s t r u m e n t s a r e a v a i l - a b l e f o r measur ing d e g r e e o f change, and whe ther i t i s i n c r e a s i n g o r d e c r e a s i n g . These a r e o f p r a c t i c a l a s s i s t a n c e t o t h e p l a n t o p e r a t o r and encourage f requen t vis- u a l checks of t h e lube o i l cond i t ion .
?he p r a c t i c e s r e g a r d i n g f i l t r a t i o n a r e beyond t h e scope o f t h i s d i s c u s s i o n . How- e v e r , it i s a p p a r e n t t h a t comple te f i l t - r a t i o n of t h e o i l charge t o the eng ine i s b e s t s e r v e d by f u l l - f l o w o p e r a t i o n , w i t h t h e f i l t e r e lements p laced n e a r t h e e n t r y

p o i n t t o t h e engine l u b r i c a t i n g o i l supply header.
C u r r e n t l y , c o n s i d e r a b l e a t t e n t i o n i s being focused upon cold weather s t a r t i n g of i s o l a t e d engines i n gas-gathering o r pipe- l i n e se rv ice , s i n c e such u n i t s a r e a f fo rded a minimum of p r o t e c t i o n from t h e elements. The r e l a t i o n s h i p of low temperature crank- i n g r e s i s t a n c e t o v i s c o s i t y c h a r a c t e r i s t i c s o f eng ine o i l s becomes an impor tan t prob- lem. Such an o i l must have good low temper- a t u r e c r a n k i n g a b i l i t y and s t i l l r e t a i n h igh temperature performance and econgmy. (Ref. 5). L i g h t o i l s t r e a t e d with s u f f i c - i e n t polymer t o meet high temperature vis- c o s i t y requ i rements have been deve loped , under t h e d e s i g n a t i o n multigrade oils o r multiviscosity grade oils. The complex mechanism of V . I . improvers, a s r e l a t e d t o temperature change, i n d i c a t e s t h a t t h e un- usual behavior of these o i l s depends on t h e r e l a t i v e s h e a r r a t e s and s t r e s s e s d u r i n g c o l d s t a r t i n g . That t h e r e is a l a r g e temp- o r a r y v i s c o s i t y l o s s d u r i n g c o l d c rank ing i s due, t o a l a r g e e x t e n t , t o t h e polymer and ' reduced r e s u l t a n t s h e a r s t r e s s a t low temperature .
Many o p e r a t o r s , .for economical reasons , a r e i n c l i n e d t o use a lower v i s c o s i t y s t r - a i g h t g r a d e o i l and add h i g h e r v i s c o s i t y o i l f o r makeup, i n order t o b u i l d the value up w i t h i n c r e a s i n g ambient t e m p e r a t u r e . O t h e r s employ h i g h e r v i s c o s i t y o i l s and supp ly h e a t i n g e lements i n t h e c r a n k c a s e o i l sump.
Another o p e r a t i n g problem i s t h a t o f h igh temperature coo l ing , g e n e r a l l y termed vapor phase o r e b u l l i t i o n cool ing. I n both
-
i n s t a n c e s , t h e engine c o o l i n g j a c k e t s a r e pressur ized up t o 50 p s i , r e s u l t i n g i n tem- p e r a t u r e s o f t h e steam i n t h e o r d e r of 250
t o 265OF. Published c la ims notwiths tandi- i t s a p p l i c a t i o n h a s r e s u l t e d i n a m..-,.. c a r e f u l a p p r a i s a l of p i s t o n coo l ing , par t - i c u l a r l y i n o r d e r t o a v o i d s c u f f i n g and r i n g wear. T h i s would i n d i c a t e t h a t h igher v i s c o s i t y o i l s a r e no t on ly d e s i r a b l e , but necessary, f o r t h e engines s o equipped. %r e x p e r i e n c e h a s been t h a t o n e S A E g r a d e heav ie r than s p e c i f i c a t i o n s provides a sa t - i s f a c t o r y l u b r i c a n t f o r vapor phase cooled engines.
I n conclusion, i t i s apparent t h a t both t h e engine designer and opera to r a r e a l e r t - l y c o g n i z a n t o f t h e p rob lems r e l a t e d t o v i s c o s i t y . The t r e n d toward s t i l l h i g h e r ou tpu t p l a c e s an i n c r e a s i n g r e s p o n s i b i l i t y upon t h e e n g i n e m a n u f a c t u r e r t o b u i l d a product t h a t wi 11 perform r e l i a b l y and con- t inuous ly wi th in t h e l u b r i c a t i n g s p e c i f i c - a t i o n s e s t a b l i s h e d on t h e b a s i s o f f i e l d and resea rch t e s t s . I n t h e f i n a l a n a l y s i s , long l i f e and minimum wear a r e synonymous.
REFERENCES 1 . C r i t i c a l Lubricat ion Areas i n an Engine, by V.C. R a v i o l i , SAE M e e t i n g , 6/4/52, New York, N.Y. 2. F a c t o r s A f f e c t i n g D r a i n P r a c t i c e s , Moody and Gibb, ASME Meeting. 3/10/54, M t , . - i c o C i t y , D.F. 3 . R a d i o a c t i v e Tracer Measurements o f Bear- i n g Wear, by Savage and Bowman. SAE Trans . , 1957. 4 . A n a l y s i s and Lubricat ion o f Bear ings , by S t o n e and Underwood. 5 . R e l a t i o n s h i p o f Low Temperature Cranking R e s i s t a n c e t o V i s c o s i t y C h a r a c t e r i s t i c s o f M u l t i g r a d e O i l s , by Malone and S e l b y , SAE T r a n s . , 1956. 6 . Heavy Duty High Output I n t e r n a l Combust- i o n Engine L u b r i c a t i o n , by W.M.Kauffmann, ASLE M e e t i n g , 1 9 5 8 .

FIG. 1 - TYPICAL HIGH-OUTPUT PISTON DESIGN

F I G . 2 - V16 HEAVY-DUTY HIGH-OUTPUT DIESEL ENGINE

F I G . 3 - 9 " x 1 1 N D I E S E L E N G I N E FOR C O N T I N U O U S D U T Y

MANIFOLD .-.--.. , -.-. , .m.,
P..,, lubl,
m o t
F I G . 4 - G A S COMPRESSOR E N G I N E WITH I N T E G R A L L I N E R

,ECTING LUBRICANT VISCOSITY FOR DESIGN OF HELICAL AND WORM GEARS l3y F.A.Thoma, DeLaval Steam Turbine Co.
The development of toothed gear ing i s a vell-known and o f t -ment ioned s u b j e c t , bu t ~t does serve t o br ing out a po in t . One of .he e a r l i e s t forms of a geared t ransmiss ion vas the r i g h t angle d r ive cons i s t ing of two vooden wheels wi th engaging wooden pegs . The purpose o f t h e d e v i c e was t o t r a n s m i t l o t i o n , and t h a t i t d i d . The t r ansmiss ion vas n o t p a r t i c u l a r l y smooth, uniform, o r ' f f i c i e n t , bu t nobody much c a r e d . Speeds ~ n d power were low and i f a peg broke o u t >r wore away, they simply drove i n another. ~ b r i c a t i o n t o these g e a r s was no t an i m p 3r tant considerat ion.
As man became more c l e v e r , me ta l s repl- aced wood, and cyc lo ida l and invo lu te forms replaced s t r a i g h t pegs. I t was dur ing t h i s t r a n s i t i o n t h a t t h e need f o r l u b r i c a t i o n was recognized. A s two s u r f a c e s , such a s gear t ee th , s l i d e over one another , heat i s generated through f r i c t i o n , and wear t a k e s p l a c e by t h e r o u g h n e s s o f t h e s u r f a c e s abrading each o t h e r . For a long t i m e , t h e
r ts i n l u b r i c a t i o n were d i r e c t e d a t r h d c i n g t h e r a t e a t which wear took p l a c e on t h e t e e t h . Heat removal was n o t a ser- ious problem because the low speeds allowed a d e q u a t e t i m e f o r t h e t e e t h t o b e a i r - cooled between s u c c e s s i v e engagements. I n p resen t day h igh speed g e a r u n i t s , i t i s not uncomnon t o encounter p i t c h l i n e veloc- i t i e s i n excess of 20,000 f t . / m i n . . A t y p i c a l marine geared t u r b i n e d r i v e a t t h e s e speeds would have a t ime i n t e r v a l between s u c c e s s i v e p i n i o n t o o t h engagemen ts o f around 1/100 sec . . Th i s does not allow much time f o r air-cooling. I n a g r e a t many gear a p p l i c a t i o n s today , p a r t i c u l a r l y i n h i g h speed gear s e t s , the r o l e of t h e l u b r i c a n t las been switched i n importance t o a prim- ary r o l e of cool ing and a secondary r o l e of retarding wear.
The function of t h e o i l a s a coolant can 3est be performed by a low v i s c o s i t y o i l . rh i s same low v i s c o s i t y o i l w i l l g e n e r a l l y 3e the preferred lubr ican t f o r t h e bearings ~ a r t i c u l a r l y t h e high speed p i n i o n bear- ings . A s a wear r e t a r d a n t , t h e o i l must !-.* enough body t o maintain a f i lm between ~ , n g tooth su r faces when sub jec ted t o the
s p e c i f i c loads of t h e gears . The a b i l i t y of t h e o i l t o m a i n t a i n t h i s f i l m i n c r e a s e s w i t h an i n c r e a s e i n v i s c o s i t y . We have on one hand a d e s i r e f o r a low v i s c o s i t y o i l a s a c o o l a n t and on t h e o t h e r hand a need f o r s u f f i c i e n t v i s c o s i t y t o p reven t r a p i d wear. We could conclude from t h i s t h a t t h e
I i d e a l l u b r i c a n t f o r h igh speed g e a r s would b e one with t h e lowest v i s c o s i t y capable of m a i n t a i n i n g an o i l f i l m between m a t i n g t e e t h under any cond i t ion o f opera t ion . I n o rder t o use t h i s idea l lubr ican t , we would h a v e t o h a v e a b s o l u t e c o n t r o l o v e r such v a r i a b l e s a s speed- load r e l a t i o n s h i p s , shocks and i m p ~ l s e s , o i l t e m p e r a t u r e s t o t h e u n i t , and t h e geometry f a c t o r s a f f e c t - i n g l o a d d i s t r i b u t i o n , i n c l u d i n g p r o f i l e e r r o r , l e a d e r r o r , e c c e n t r i c i t i e s , balance, p i n i o n d e f l e c t i o n s , e r r o r s i n p a r a l l e l i s m of cas ing bores, c a s e d i s t o r t i o n , and ther- mal expansion. T h i s of c o u r s e i s imposs- i b l e . Less e f f i c i e n t c o o l i n g can be t o l e r - a t e d , but r a p i d wear cannot. ?he r e s u l t i s a s e l e c t i o n of a l u b r i c a n t f o r h igh speed g e a r s t h a t f a v o r s t h e wear c o n s i d e r a t i o n , namely a more v i s c o u s o i l .
The l o s s i n c o o l i n g e f f i c i e n c y can be o f f s e t t o a c e r t a i n e x t e n t by s p e c i a l des- ign f a c t o r s . (he important considerat ion on t h e cool ing o i l is t h e l o c a t i o n o f t h e spr-
-
ays . On g e a r s wi th itch l i n e v e l o c i t i e s above 10,000 f t . /min. , apprec iab le s a v i n g s i n over -a l l e f f i c i e n c y can be o b t a i n e d by l o c a t i n g t h e o i l s p r a y s on t h e o u t g o i n g s i d e of t h e mesh. An example o f t h i s i s a geared t u r b i n e genera to r set t h a t was t e s t - ed wi th s p r a y s on t h e ingoing and outgoing s i d e s o f t h e mesh. T h i s g e a r had a p i t c h l i n e v e l o c i t y of 10,100 ft . /min.. Measured t e m p e r a t u r e i n t h e d r a i n l i n e i n d i c a t e d t e m p e r a t u r e s 3X°F h i g h e r wi th t h e s p r a y s d i r e c t e d a t t h e i n g o i n g s i d e o f t h e mesh than with t h e s p r a y s on t h e ou tgo ing s i d e o f t h e mesh. The 3%' temperature d i f f e r e n c e represen t s 0.5% i l l e f f i c iency . ?his is und- e r s tandab le when you consider two f a c t s . 1. The t e e t h a r e h o t t e s t when j u s t emerging from t h e mesh, and hence more e f f i c i e n t c o o l i n g can b e o b t a i n e d by a p p l y i n g t h e
f u l l q u a n t i t y of c o o l i n g o i l t o them a t

t h i s po in t . 2 . H'hen the s p r a y s a r e l o c a t e d on t h e in- going s i d e of t h e mesh, t h e o i l i n t h e sp- ace between t e e t h must be d i sp laced by t h e mating t ee th . This s e t s up a pumping a c t i o n t h a t c r e a t e s a d d i t i o n a l heat t o t h a t prod- uced by t h e s l i d i n g o f t h e t e e t h .
A f u r t h e r advantage of sp rays loca ted on t h e outgoing s i d e of t h e mesh, though not a f u n c t i o n of l u b r i c a t i o n , i s t h a t any fo r - e ign mat te r pass ing through t h e o i l sqstem w i l l be thrown o f f t h e gears by c e n t r i f u g a l ac t ion r a t h e r than being passed tllrougb t h e mesh w i t h t h e r e s u l t i n g m a r r i n g o f t h e t o o t h s u r f a c e s .
Another design f e a t u r e t h a t w i l l improve t h e e f f i c i e n c y of c o o l i n g i s t h e t y p e o f o i l spray used. The spoon o r fan type spray a s compared t o t h e s t r a i g h t j e t w i l l g i v e g r e a t e r coverage t o t h e f a c e o f a gea r f o r a given q u a n t i t y of o i l flow, and hence ef- f e c t more c o o l i ~ i g before being thrown o f f .
The cool ing of t h e space between h e l i x e s on double h e l i c a l gea rs can be q u i t e impor- t a n t . Heat genera ted a t t h e t ee t l i t h a t i s n o t c a r r i e d away by t h e l u b r i c a n t f l o w s through t h e body of t h e pinion t o t h e ends o f t h e f a c e where i t i s d i s s i p a t e d t o t h e a i r and the o i l m i s t i n the gear case. n i s h e a t t r a n s f e r e s t a b l i s h e s a t e m p e r a t u r e g r a d i e n t a c r o s s each h e l i x o f tile p i n i o n , w i t h t h e h i g h e s t t e m p e r a t u r e e x i s t i n g a t t h e c e n t e r gap. T e s t p in ions equipped with thermocouples have i n d i c a t e d t e m p e r a t u r e g r a d i e n t s ranging between 20 and 40°F. On a 15 i n . d i a m e t e r p i n i o n , a t e m p e r a t u r e d i f f e r e n c e between t h e c e n t e r and end o f 30' would r e s u l t i n a tapered p i t c h cylind- e r , 0.003 i n . b igger on one end than on t h e o t h e r . The t apered p i t c h c y l i n d e r i n t u r n c a u s e s l o a d c o n c e n t r a t i o n on t h e ends o f t h e t ee th on t h e hot end, which can well be t h e f i r s t s t e p i n too th f a i l u r e . Addi t ional coo l ing sprays d i r e c t e d a t t h e gap between h e l i x e s can keep t h i s temperature g r a d i e n t wi thin t o l e r a b l e l imits.
A number o f schemes have been dev i sed , aimed a t r e c t i f y i n g t h e seeming incompat- a b i l i t y between t h e v a r i o u s p u r p o s e s o f gea r l u b r i c a n t s . Systems have been worked o u t us ing two s e p a r a t e o i l s , a low viscos- i t y o i l f o r t h e bear ings and a h igher vis- c o s i t y o i l fo r contact sprays. Going a s t e p f u r t h e r , o t h e r systems have been des igned
f o r m a r i n e p r o p u l s i o n g e a r i n g u s i n c --"vo d i f f e r e n t o i l s i n the con tac t sprays. ,-e, a r e l a t i v e l y low v i s c o s i t y o i l was used on t h e high speed t r a i n , and a h igher viscos- i t y o i l used on t h e low speed gears . Need- l e s s t o say, these systems have t h e i r draw- backs. A l e s s r a d i c a l and e a s i e r t o handle arrangement was the s i n g l e o i l - two temp- e r a t u r e system. Here a t a k e o f f on t h e o i l coo le r permitted o i l t o be de l ive red t o t h e g e a r c a s e a t two d i f f e r e n t t e m p e r a t u r e s . The h o t t e r o i l was used t o l u b r i c a t e t h e b e a r i n g s , and t h e c o o l e r o i l used i n t h e c o n t a c t s p r a y s . Where i t i s d e s i r a b l e t o squeeze ou t t h e l a s t b i t of over-all mach- i n e r y e f f i c i e n c y , t h e s e a r rangements may have some value. I n normal p r a c t i c e , how- e v e r , w e p r e f e r t o u s e t h e s i m p l e r system o f one o i l d e l i v e r e d t o t h e g e a r c a s e a t one temperature .
The above-n~entioned design f e a t u r e s arid o t h e r s a s s i s t t h e o i l i n i t s func t ion a s a coo lan t . The ques t ion then i s , how viscous should t h e o i l be t o work a s a wear re tard- a n t . Numerous experiments and i n v e s t i g a t - i o n s have been conducted toward answering t h i s . Na tura l ly , t h e experiments a r e d- u c t e d u n d e r l a b o r a t o r y c o n d i t i o n s . - w i t h c l o s e c o n t r o l over a l l t h e v a r i a b l e s . The t h e o r e t i c a l i n v e s t i g a t i o n s a r e loaded with a l o t o f high-powered matlienlatics and a h o s t o f a s s u m p t i o n s . T h e r e a l v a l u e i n t h e s e s t u d i e s l i e s i n t h e f a c t t h a t they p o i n t o u t t h e t r e n d s . One s t u d y , .based on E.K.Gatcombegs t l i e o r e t i c a l i n v e s t i g a t i o n on tlie l u b r i c a t i o n c h a r a c t e r i s t i c s of g e a r s
came up with a formula g iv ing t h e allowable K f a c t o r s i n t e rms o f g e a r r a t i o , p i n i o n s p e e d , and a c o n s t a n t d e p e n d e n t on t h e c h a r a c t e r i s t i c s of t h e o i l used. T h i s con- s t a n t increased with an i n c r e a s e i n viscos- i t y , but var ied with an assumed tenpera tu re o f t h e o i l wedge between t h e t e e t h d u r i n g opera t ion . 'lhe a l lowable K f a c t o r r e f e r r e d t o i n t h i s formula i s a wide ly used l o a d f a c t o r f o r gea rs , and i s a rough measure of t h e s u r f a c e compressive s t r e s s on t h e gear t e e t h . It i s def ined by t h e equat ion:
where R is t h e r a t i o of gea r t e e t h t o pin- i o n t e e t h ; F i s t h e f a c e wid th ; D i , lie p i t c h d i a m e t e r o f t h e p i n i o n ; arid . . jM r e f e r s t o t h e p i n i o n speed. The absolute

a m c y o f t h i s r e l a t i o n s h i p i s n o t a s 1 :+ an t a s i t s i n d i c a t i o n of the t r e n d s . For example, c o n s i d e r t h e e f f e c t o f o i l c h a r a c t e r i s t i c s . Assuming a c o n s t a n t o i 1 wedge temperature of 210°F, an i n c r e a s e i n v i s c o s i t y from 450 SSU a t 100°F t o 500 SSU i n c r e a s e s t h e a l l o w a b l e K f a c t o r by 2%. An i n c r e a s e of v i s c o s i t y from 400 t o 600 SSU r e s u l t s i n an inc reased a l lowable I( of 9%. The e f f e c t s o f p i n i o n speed a r e more pronounced, I f we consider a main pro- p u l s i o n gear with a t u r b i n e speed of 6000 rpm and a second reduct ion pinion speed of 800 rpm, t h e a l lowable K f a c t o r s would be 170 and 88 f o r t h e f i r s t and second red- uc t ions respec t ive ly . T h i s a l lowable inc r - e a s e i n l o a d i n g o f 95% i s d u e t o s p e e d a lone . It should be recogn ized h e r e t h a t t h e s u r f a c e endurance l i m i t s of t h e s t e e l s have t o be higher than t h e p r e s s u r e s dev- e loped i n t h e o i l wedge, o r f a t i g u e f a i l - u r e s w i l l occur.
nKo important t rends a r e ind ica ted here. 1. O i l of h igher v i s c o s i t y is a b l e t o main- t a i n a f i lm under higher s p e c i f i c loads. 2. An inc rease i n s l i d i n g v e l o c i t y w i l l en-
a given o i l t o main ta in a f i l m under h "c- -r loads .
Knowing the t rends of changes i n viscos- i ty and speed, and having cons ide rab le op- e r a t i o n a l d a t a t o e v a l u a t e , e n a b l e s u s t o :orre la te v i s c o s i t y wi th s p e c i f i c loads and speeds. We a r e then i n a r e a s o n a b l y good 3osi t ion t o make f a i r l y i n t e l l i g e n t recomm- 3ndations f o r the v i s c o s i t y of a high speed ;ear lubr ican t . The bas ic c r i t e r i a are : 1. The s p e c i f i c t o o t h l o a d e x p r e s s e d a s ;urface compressive s t r e s s o r K f a c t o r . !. The s l i d i n g v e l o c i t y of t h e t e e t h , o r ;he p i t c h l i n e v e l o c i t y .
T h e r e a r e c a s e s t h a t r e q u i r e s p e c i a l nonsiderat<?l~. I f a gear i s s u f f e r i n g surf- ice d i s t r e s s due t o poor a l ignment , d i s t - ~ r ~ i o n , improper l u b r i c a t i o n , o r j u s t bad ea r c u t t i n g , i t may be p o s s i b l e t o a r r e s t he condition, or a t l e a s t r e t a r d i t s prog- ess , by the use of higher than normal v i s - o s i t y o i l s , o r o i l s with EP a d d i t i v e s , o r 0 th . Regarding t h e use o f high v i s c o s i t y nd EP o i l s , i t i s our f e e l i n g t h a t they e rve d i f f e r e n t purposes. I n cases of sur- 8c.e f a t i g u e f a i l u r e , o r p i t t i n g , the use (, \ h i g h e r v i s c o s i t y o i l may a r r e s t t h e o rd ' i t ion i n i t s e a r l y s t a g e s . We doubt
t h a t the use of an EP a d d i t i v e alone would have any e f f e c t . I n c a s e s of s u r f a c e weld- i n g o r scor ing , t h e use of proper EP add- i t i v e s may a r r e s t o r prevent t h e d i s t r e s s . I n some c a s e s where p i t t i n g has ~ r o g r e s s e d enough, s u r f a c e welding may begin and comb- i n e d h i g h v i s c o s i t y and E P a d d i t i v e s may slow down t h e r a t e of d e t e r i o r a t i o n .
I n our a c t i v i t i e s , s i m i l a r i t y i n pract- i c e s and o t h e r des ign c o n s i d e r a t i o n s seem t o group high speed gears by s p e c i f i c load and p i t c h l i n e v e l o c i t y i n t o two g e n e r a l c l a s s i f i c a t i o n s - double r e d u c t i o n marine g e a r s and s i n g l e r e d u c t i o n l a n d gears . It has been our experience t h a t rnost gear app- l i c a t i o n s i n t h e two groups can be adequat- e l y h a n d l e d by t h e f o l l o w i n g v i s c o s i t y ranges . For marine propuls ion where r e l a t - i v e l y low p i t c h l i n e v e l o c i t i e s a r e encoun- t e r e d i n t h e low speed e lements - 375 t o 600 S SU a t 100°F. F o r l a n d a p p l i c a t i o n s where p i t c h l i n e v e l o c i t i e s a r e h i g h e r - 250 t o 375 SSU a t 100°F. S p e c i a l consid- e r a t i o n of c o u r s e is given t o a p p l i c a t i o n s where unusual l o a d s , speeds o r o p e r a t i n g c o n d i t i o n s a r e invo lved .
I n t h e c a s e of worm g e a r i n g , t h e same b a s i c c r i t e r i a of s p e c i f i c load and s l i d i n g v e l o c i t y apply t o t h e s e l e c t i o n of an o i l . The too th a c t i o n i n h e l i c a l gea rs and worm g e a r s i s r o u g h l y s i m i l a r i n t h a t r a d i a l r o l l and s l i d e , and s i d e s l i d e , a r e p resen t i n both . However, t h e r a t i o of s i d e s l i d e t o r a d i a l s l i d e i n wonn gears is much high- er than i n h e l i c a l g e a r s , and i s a condit- i o n which i s n o t conducive t o b u i l d i n g an o i l wedge. For t h i s r e a s o n , heavy bod ied o i l s compounded wi th t a l low o r o t h e r s u i t - a b l e animal f a t s a r e used. The animal f a t s p rov ide a t e n a c i o u s chemical l a y e r on t h e metal s u r f a c e s which do he lp prevent wear, although they do no t a c t a s a f l u i d .
It i s our f e e l i n g t h a t a s a general rec- omendat ion compounded o i l s of 15&190 S S U a t 210°F a r e adequate f o r s l i d i n g ve loc i t- i e s up t o approximately 600 f t . / m i n . . For h i g h e r s l i d i n g v e l o c i t i e s , we p r e f e r a l i g h t e r o i l i n t h e range of 125-150 SSU.
Mild EP o i l s have been a p p l i e d extens- i v e l y f o r l u b r i c a t i o n of worn gearing. How- e v e r , v a r i a t i o n i n r e s u l t s o b t a i n e d wi th d i f f e r e n t branded compounds has p reven ted g e n e r a l accep tance by worm gear manufact- u r e r s f o r approval of t h i s type l u b r i c a n t .

VISCOSITY IN THE LUBRICATION MECHANISMS OF ROLLING-ELEMENT BEAp-"VGS By L.B.Sibley and J.C.Bel1, Ba t t e l l e Memorial I n s t i t u t e
The importance of rolling-element bear- i ngs i n modern machine design stems from s e v e r a l unique c h a r a c t e r i s t i c s o f t h e i r operation. Rolling bearings have low f r i c t - ion compared t o s l i d ing bearings, part icul- a r l y a t start-up. Other a t t r i b u t e s include (1) smaller width, thus enabling the :haft t o he shortened i n some machines, (2 ) smal- l e r c learances, thereby providing accurate positioning of the shaf t , part icular lylvhen used i n preloaded p a i r s , and (3 ) more rel- i a b i l i t y under conditions of meager lubric- a t i o n . Because of t he se c h a r a c t e r i s t i c s , rolling-element bearings a r e f ind ing more and more use i n a i r c r a f t , missi le , and nuc- l e a r systems, a s well a s i n many indus t r i a l appl icat ions. However, t h e use of new syn- t h e t i c l ub r i can t s , high temperatures, and h igh speeds have brought on a v a r i e t y of problems concerned with l ub r i can t e f f e c t s on bearing fa t igue l i f e and operating temp- e r a t u r e . In recent yea r s , t he se problems have emphasized the need f o r a b e t t e r und- erstanding of t he ro l e of the lubricant and i t s viscosi ty i n the lubricat ion mechanisms of rolling-element bearings.
C O N T A C T L O A D S A N D M O T I O N S I N
R O L L I N G - E L E M E N T B E A R I N G S
t he cage pockets, and between the cage and t h e r i ngs on ring-located cages, a r e ess- e n t i a l l y s l i d ing bearings. l he se cage r u b L ing surfaces a re necessari ly of ra ther poor design from a s l i d i n g bear ing s tandpoint . There a r e apparently no accurate means ye t for determining cage loads i n rolling-elem- en t bearings, although under ce r t a in cond- i t i o n s one might expect cage loads t o be high. For example, i n b a l l bearings operat- i ng under heavy combined r ad i a l and thrus t l o a d , cage l o a d s a r e c o n s i d e r a b l e . The b a l l s o p e r a t e a t vary ing c o n t a c t ang le s around the bearing, where the contact angle i s the angle formed by a l i n e between the c e n t e r of t h e b a l l and t h e r a c e c o n t a c t area, and a r ad i a l l i n e from the center of t h e bearing through t h e b a l l cen ter . Thus t h e b a l l s tend t o speed up and slow down, rubbing f i r s t against the f ront sur face of t h e cage pocket and then aga ins t the rear . Under such condi t ions , the l ub r i ca t ion of cage pocket surfaces may be hydrodynamip or may depend more on the boundary lubric ~g propert ies of the lubricant and of the cage ma te r i a l . The cage-ring l o c a t i n g sur faces may support considerable loads hydrodynam- i c a l l y , even though t h e length-diameter r a t i o is q u i t e small. I n any event, s l i d e r
In any discussion of bearing lubr ica t ion and journal bearing analysis would apply t o and v iscos i ty , t h e shape of t h e contact ing t h e d e s c r i p t i o n o f v i s c o s i t y e f f e c t s a t s,urfaces, t he motio~ls , and the load press- t he se cage su r f aces , s o cage l u t r i c a t i o n u r e s i n t h e b e a r i n g must be d e s c r i b e d , phenomena w i l l not be discussed further . The re a r e t h r e e t y p e s o f components i n ro l l i ng -e l emen t b e a r i n g s : t h e r i n g s i n which the r ace grooves a r e machined, t he r o l l i n g elements themselves, and t h e cage o r ro l l ing-e lement s e p a r a t o r . Although these components would appear t o con tac t each other a t points or l i ne s , e l a s t i c def- ormation under any s i g n i f i c a n t load prod- uces f i n i t e a r e a s o r su r f aces of con tac t over which t h e load i s d i s t r i b u t e d .
C A G E WEAR S U R F A C E S
The cage and rolling-element assembly n o n a l l y ro ta tes a t somewhat l e s s than ha l f t h e s h a f t speed o f i nne r - r i ng r o t a t i n g bearings. The rubbing contact a reas of t he cage, both between the ro l l i ng elements and
R O L L I N G - C O N T A C T S U R F A C E S
The rolling-contact surfaces i n rolling- element bearings a r e probably most import- a n t from t h e 1ubrica. t ion s tandpoint s ince t hey c a r r y t h e load and a r e u s u a l l y t h e surfaces a t which f a i l u r e occurs. These so- ca l l ed rol l ing-contact surfaces between the r o l l i n g elements and t h e races apparent ly a r e rarely i n pure ro l l ing i n any prac t ica l b e a r i n g . Gross s l i p o c c u r s , o f c o u r s e , whenever t he t r ac t i on of the co l l i ng elem- en t s on the races is i n s u f f i c i e n t t o over- come the windage and drag of the cage, such a s under high-speed, l i gh t ly loaded condit- ions. Even with s u f f i c i e n t t r a c t i o n , ' - eve r , t h e r e a r e t a n g e n t i a l f o r c e s a t - ,.be

n n f a c e t h a t g i v e r i s e t o some s l i p . I n h-t-loaded b a l l bea r ings , f o r example, onsiderable s l i p is caused by the twisting f t h e b a l l s on one o r both of t h e races . h a t i s , the r o t a t i o n of one r ing with res- e c t t o t h e o the r induces a twis t ing moment n t h e b a l l s which inc reases with increas- ng con tac t angle. T h i s motion f o r c e s t h e l a l l s t o s l i d e on the races over l a r g e por- i o n s of t h e c o n t a c t a r e a s . I n r a d i a l l y - oaded b a l l b e a r i n g s and i n most r o l l e r l ea r ings , t h e t w i s t i n g i s minimized, bu t iome s l i p w i l l probably s t i l l occur s i n c e .he contact regions a r e curved. A l l p o i n t s n these regions cannot be a t the same rad- a1 d i s t a n c e from t h e axes of r o t a t i o n of
;he r o l l i n g elements a t which t h e r e i s pure ,oiling.
I f a thrust-loaded b a l l bear ing is oper- i ted a t high speed, t h e c e n t r i f u g a l f o r c e s In the b a l l s may be an appreciable f r a c t i o n ) f the ex te rna l b a l l loads , r e s u l t i n g i n a s ign i f i can t change i n t h e ball-race contact ~ n g l e . F u r t h e r i n c r e a s e s i n speed event- l a l l y r e s u l t i n appreciable gyroscopic mom- :nts on the b a l l s , s ince t h e i r axes of ro t -
a r e requ i red t o change d i r e c t i o n a s ;h-dal ls r o l l a r o u n d t h e r a c e . Both of ;hese e f f e c t s may i n c r e a s e t h e t a n g e n t i a l Forces a t b a l l - r a c e c o n t a c t s u r f a c e s and :hus promote f u r t h e r s l i p .
ab ly t h e f i r s t by Martin (Ref. 3) i n 1916. La te r , severa l o the r t h e o r i s t s (Hef. 4-12), a s w e l l , a p p l i e d c l a s s i c a l hydrodynamic a n a l y s i s t o r o l l i n g - c o n t a c t sys tems . A l l t h e s e t h e o r i e s d i f f e r s l i g h t l y , but gener- a l l y the usual assumptions of hydrodynamic l u b r i c a t i o n a n a l y s i s were used a s a s t a r t - i n g p o i n t , namely f i r s t , t h e assumption of an i d e a l l i q u i d l u b r i c a n t ( cons tan t viscos- i t y , m a s s l e s s , and i n c o m p r e s s i b l e ) , and second , t h e assumpt ion of r i g i d b e a r i n g su r faces . ,These t h e o r i s t s d i d not i n i t i a l l y t a k e i n t o account t h e v a r i a t i o n i n viscos- i t y o r t h e d e f o r m a t i o n o f t h e s u r f a c e s , although these e f f e c t s have been t r e a t e d by some of these authors . Fur the r , they worked w i t h condi t ions of s teady-s ta te r o l l i n g , o r r o l l i n g w i t h g r o s s s l i d i n g , and u s u a l l y wi th t h e two-dimensional case of an i n f i n - i t e l y l o n g r o l l e r , t h u s n e g l e c t i n g end leakage, o r end e f f e c t s . The complex math- ematics i n these theor ies has usua l ly prev- ented broad s o l u t i o n s fo r any but t h e s i m p - l e s t assumptions.
Al though t h e assumpt ions used i n t h e e a r l y t h e o r y d e v i a t e from many p r a c t i c a l b e a r i n g o p e r a t i n g c o n d i t i o n s , some of t h e p r e s s u r e p r o f i l e s and l u b r i c a n t v e l o c i t y p r o f i l e s p r e d i c t e d a r e a t l e a s t q u a l i t a t - i v e l y i n t e r e s t i n g i n d e s c r i b i n g t h e fund- a m e n t a l s of l u b r i c a t i o n i n t h e a r e a s o f n e a r c o n t a c t . F ig . 1 shows t h e s u r f a c e of
LUBRICATION OF SURFACES I N ROLLING CONTACT t h e race and t h e su r face of the r o l l e r n e a r From the foregoing, i t can be seen t h a t
the loads and motions a t the c r i t i c a l cont- a c t r eg ions between r o l l i n g e l e m e n t s and races a r e very complex. However, i f c e r t a i n s i m p l i f i c a t i o n s a r e made, t h e a v a i l a b l e l u b r i c a t i o n theory can be used t o g e t some idea of the l u b r i c a t i o n mechanisms i n these regions, and thus how the v i s c o s i t y of t h e l u b r i c a n t might a f f e c t t h e performance of r o l l i n g bear ings . Lubr ican t f i l m s of app- r e c i a b l e th ickness e v i d e n t l y p e r s i s t under a wide range o f o p e r a t i n g c o n d i t i o n s i n rolling-element bear ings , s i n c e a percept- i b l e vol tage i s requ i red t o d i e l e c t r i c a l l y break down t h e f i l m s between t h e r o l l i n g elements and the r a c e s (Ref. 1 , 2 ) . There- f o r e , i t seems t h a t we might d e s c r i b e t h e a c t i o n o f t h e l u b r i c a n t by hydrodynamic ap-Lysis. L , h e r e h a s been a c e r t a i n amount o f
t h e o r e t i c a l work through t h e y e a r s , prob-
t h e v e r y s m a l l r e g i o n o f n e a r c o n t a c t . Imagine f o r a moment t h a t we a r e s i t t i n g on t h e cage and watching t h e a r e a of c o n t a c t with t h e s u r f a c e of t h e r o l l e r going by t o t h e l e f t , a s shown i n Fig. 1, and t h e surf- ace of t h e r a c e going by a t approximately t h e same speed. The p r e s s u r e genera ted i n t h e l u b r i c a n t f i l m which f i l l s t h e space between t h e s e s u r f a c e s , a s p r e d i c t e d by e a r l y theory, is shown i n Fig. l a , increas- i n g gradual ly up t o a maximum and then dorm r a t h e r s h a r p l y . The p o i n t of minimum f i l m thickness occurs a f t e r the point of maximum p r e s s u r e . The motion of t h e l u b r i c a n t t o g e n e r a t e t h e s e p r e s s u r e s t e n d s f i r s t t o squeeze t h e l u b r i c a n t o u t i n f r o n t o f t h e r o l l e r , c r e a t i n g t h e v e l o c i t y p r o f i l e . Th i s squeezing rnotion diminishes t o zero veloc- i t y , wi th r e s p e c t t o t h e s u r f a c e s , a t t h e p o i n t of maximum pressure . Then t h e press- u r e b u i l t up i n t h e o i l f i l m p u s h e s t h e

Pressure profile along lubricant film
Lubricant films on metal surfaces
Velocity of race surface
a. Assuming isoviscous lubricant and rigid surfaces ( high-speed, light- load conditions)
Lubricant pressure
b . Probable modification under high-load conditions
FIGURE I. SKETCHES OF THE LUBRICANT FILM PRESSURES AND VELOCI PROFILES BETWEEN A ROLLER AND A RACE

lub-icant back through t h e s l i t of minimum f&thickness, and even higher shear r a t e s a r e generated t h e r e i n the oppos i t e d i r e c t - ion than i n f r o n t of t h e r o l l e r .
Because of t h e l i m i t i n g assumptions o f the ea r ly theory, t h e p ressure and v e l o c i t y p r o f i l e s i n Fig. l a a r e rob ably n o t v a l i d except f o r very low load, high-speed cond- i t i o n s . A t bea r ing l o a d s t h a t a r e t y p i c a l of many p r a c t i c a l app l ica t ions , t h e viscos- i t y of the lubr ican t is ap t t o vary apprec- i a b l y wi th p r e s s u r e and t e m p e r a t u r e , and t h e su r faces of t h e elements and r a c e s a r e a p t t o deform s i g n i f i c a n t l y under l u b r i c a n t p ressure . Thus, t h e f i l m p r e s s u r e p r o f i l e i s probably modified i n a manner s i m i l a r t o t h a t shown i n Fig. l b under many p r a c t i c a l load cond i t ions . The c o n t r i b u t i o n of some of the more advanced theor ies t o our under- s tanding of these f i lm shapes and p ressures w i l l be discussed l a t e r .
When t y p i c a l o p e r a t i n g pa ramete r s f o r p r a c t i c a l bea r ings a r e s u b s t i t u t e d i n t h e theory, i t i s ~ r e d i c t e d t h a t very high f i l m pressures a r e generated. hlaximurn p r e s s u r e s i n t h e hundreds of thousands of pounds per
-.re i n c h a r e n o t uncommon under l o a d s u 'C i n many app l ica t ions . The shear r a t e s , even under r a t h e r low speed condi t ions of a few thousand revo lu t ions per minute, can be a s high a s a mi l l ion rec ip roca l seconds. In high-speed a p p l i c a t i o n s of 10 o r 20 thous- and revolut ions per minute f o r m e d i m s i z e d bear ings , s h e a r r a t e s might be i n t h e t e n s of m i l l i o n s o f r e c i p r o c a l seconds. I n add- i t i o n , t h e h i g h s h e a r r a t e s may produce s i g n i f i c a n t h e a t i n g of t h e l u b r i c a n t f i lm, thereby a l t e r i n g t h e v i s c o s i t y o f t h e f i l m a n d p o s s i b l y i n d u c i n g o t h e r i m p o r t a n t the rmal e f f e c t s .
E X P E R I M E N T A L S T U D I E S
It might be asked what s o r t of c o r r e l - a t i o n e x i s t s between t h e theory and exper- iment. One f a c t o r t h n t has probably r e t a r - ded adequate c o r r e l a t i o n w i t h exper iment i s t h a t i t is d i f f i c u l t t o measure c r i t i c - a l parameters , such a s f i l m p r e s s u r e s and temperatures, i n the regions of near cont- a c t i n r o l l i n g b e a r i n g s . I t i s much more d i f f i c u l t than i n j o u r n a l b e a r i n g s where r ~ l - a t i v e l y l a r g e a r e a s of p r e s s u r i z e d lub-
make a c c u r a t e measurements wi th thermocouples and s t a n d a r d
p r e s s u r e s e n s i n g dev ices . No measurements of t h e p ressure p r o f i l e s i n r o l l i n g - c o n t a c t systems ev iden t ly have y e t been made, a l th - ough t h e r e have been sane attempts. Minimum o i l f i l m t h i c k n e s s h a s been measured by var ious e l e c t r i c a l techniques. However, the a c c u r a c y o f such f i l m t h i c k n e s s d a t a i s sometimes quest ioned, owing t o t h e unpred- i c t a b l e v a r i a t i o n i n t h e e l e c t r i c a l proper- t i e s of o i l under high p ressures , temperat-
i ures , and shear r a t e s . Rolling-contact fa t - i gue exper iments have been conducted with d i f f e r e n t l u b r i c a n t s , both i n f u l l bear ings a n d i n s p e c i a l r o l l i n g - c o n t a c t f a t i g u e machines. G e n e r a l l y speaking, t h e r e s u l t s o f t h e s e exper iments have i n d i c a t e d t h a t f a t i g u e l i f e does vary wi th t h e v i s c o s i t y o f t h e l u b r i c a n t . For l u b r i c a n t s o f t h e same g e n e r a l type , l i k e minera l o i l s , t h e e x p e r i m e n t a l d a t a i n d i c a t e t h a t f a t i g u e l i f e i s p ropor t iona l t o about t h e x t h power o f v i s c o s i t y (Ref. 13,14) . When l u b r i c a n t s o f widely d i f f e r e n t chemical s t r u c t u r e a r e run, however, t h e f a t i g u e l i f e - v i s c o s i t y r e l a t i o n s h i p i s no t q u i t e s o simple, and is very d i f f i c u l t t o p r e d i c t . Sometimes f a t - i g u e l i f e i n c r e a s e s , and sometimes i t dec- reases , when l u b r i c a n t s of d i f f e r e n t s t ruc- t u r e s b u t o f t h e same v i s c o s i t y a r e run (Ref . 15,161. Another r a t h e r i n t e r e s t i n g phenomenon t h a t has been discovered is t h a t when c e r t a i n dry fi lrn l u b r i c a n t s a r e used i n r o l l i n g - c o n t a c t systems, a much longer f a t i g u e l i f e i s ob ta ined than with any of t h e l i q u i d l u b r i c a n t s i n v e s t i g a t e d (Ref. 1 7 ) . T h i s may i n d i c a t e t h a t t h e c r i t i c a l s t r e s s e s f o r bea r ing f a t i g u e with o l i q u i d l u b r i c a n t f i l m a r e q u i t e d i f f e r e n t from,
and perhaps g r e a t e r than, those c a l c u l a t e d on t h e b a s i s of Hertz ian contact theory.
A D V A N C E D L U B H I C A T I O N T H E O R I E S
Recent yea rs have brought a few improve- ments i n t h e theory of rol l ing-contact l u b - r i c a t i o n . P r o b a b l y t h e most n o t a b l e o f t h e s e is by Ddr r (Hef . 18) i n which t h e d e f o r n ~ a t i o n o f t h e s u r f a c e s i s taken i n t o account. Dtirr d i d t h i s i n a mathemat ical ly proper manner i n t h a t he combined t h e hyd- rodynamic a n a l y s i s of t h e flow o f t h e lub- r i c a n t wi th e l a s t i c theory f o r t h e deform- a t i o n of t h e s u r f a c e s . I n o t h e r words, t h e p r e s s u r e s genera ted i n t h e l u b r i c a n t f i l m were balanced a g a i n s t t h e s t r e s s e s induced


bearing metal. In add i t ion , Darr was k.10 reduce h i s r e s u l t s t o a s e t of sim- :c
p l e formulas a p p l i c a b l e t o a f a i r l y wide r a n g e o f o p e r a t i n g c o n d i t i o n s , a1 though unfor tunate ly h i s theory does not extend t o very high load condi t ions . Some of the res- u l t s t h a t were found i n t h i s a n a l y s i s a r e informat ive never the less . For i n s t a n c e , a s t h e load is increased, o r the r o l l i n g speed o r the v i s c o s i t y decreased , t h e amount of deforniation i n t h e s u r f a c e s i n c r e a s e s , a s would be expected. Tile way t h a t t h i s modif- i e s t h e p r e s s u r e p r o f i l e i s t h a t u n d e r i n c r a s i n g l y more severe o p e r a t i n g condi t - i o n s t h e maximum p r e s s u r e ~ e a k t e n d s t o broaden, b r ing ing t h e p r e s s u r e p r o f i l e up n o r e s h a r ~ l v i n f r o n t o f t h e r o l l e r . a s . , shown i n Fig . 2 taken from D o r r ' s paper . The l i m i t i n g p r e s s u r e p r o f i l e i s e s s e n t - i a l l y the e l a s t i c deformation c a s e a s der- ived by Her tz - t h a t of t h e f a m i l i a r e l l - i p t i c a l p r e s s u r e d i s t r i b u t i o n . One i n t e r - e s t ing impl icat ion of E r r ' s theory is t h a t the maximum pressure i n t h e l u b r i c a n t f i l m can never exceed t h e maximum Her tz ian str- e s s i n t h e un lubr ica ted case . Indeed, f o r 3perating condi t ions which produce p ressure p r o f i l e s ve rv n e a r t h e H e r t z i a n . D o r r ' s t h e o r y i n d i c a t e s t h a t o i l v i s c o s i t y h a s
.,e e f f e c t on maximum f i l m p r e s s u r e .
However, t h e presence of a s l i g h t d i p near t h e t r a i l i n g edge of E r r ' s f i l m t h i c k n e s s
Ls Ls
p r o f i l e , s h w n i n Fig. 3, may i n d i c a t e some s t r e s s concen t ra t ion i n the bear ing caused bv t h e l u b r i c a n t . A more thoroueh a n a l v s i s " of the s t r e s s e s i n the v i c i n i t y of t h i s ' d i p may h e l p reveal t h e manner i n which lubr ic - an t v i s c o s i t y a f f e c t s f a t i g u e l i f e .
Other irnprovernents i n t h e theory account f o r t h e f a c t t h a t v i s c o s i t y is not cons tan t i n the region of near con tac t between ro l l - i n g e lements and r a c e s . Very h i g h p ress - u r e s , very high shear r a t e s , and presumably
.. r a t h e r high temperatures a r e generated, and t h e v i s c o s i t y changes w i t h a l l o f t h e s e e f f e c t s . Unfor tuna te ly , whi le Dijrr's anal- y s i s i s s o c o n ~ p l e t e from t h e de forn la t ion s t a n d p o i n t , he h a s n o t y e t been a b l e t o t ake v a r i a b l e v i s c o s i t y i n t o account. Many i n v e s t i g a t o r s have int roduced t h e p r e s s u r e v a r i a t i o n o f v i s c o s i t y i n t o t h e theory of t h e l u b r i c a t i o n of r i g i d r o l l i n g s u r f a c e s (Ref . 8 ,9 ,10 ,12 ,19 ,20) . I n such t h e o r i e s , t h e v i s c o s i t y i s u s u a l l y r e p r e s e n t e d by a l o g a r i t h m i c r e l a t i o n s h i p , namely p = po* e x p u p . , where c(, is the v i s c o s i t y a t atm- o s p h e r i c p r e s s u r e , p i s t h e p r e s s u r e , and a i s t h e p ressure c o e f f i c i e n t of v i s c o s i t y . Th i s , of course , i s not an exact represent- a t i o n of t h e p r e s s u r e v i s c o s i t y charac te r -
- 7
0 cIcg #.
V) V) a,
5 .- ;4 E .- Z. 3 Q, > .- + 2 0 - / \ ~ a i r l ~ high
$ 1 , - deformation I
I 2 3 4
Relative Position Along Film, 6 A-29339
FIGURE 3. FILM SHAPE UNDER A LUBRICATED, DEFORME ROLLER. ACCORDING TO DORR (18)

i s t i c s of l u b r i c a n t s . h u t i t i s c l o s e en- ough t o b e u s e f u l a s f a r a s t h e t h e o r y development is concerned. The e f f e c t s found r e g a r d i n g p r e s s u r e - v i s c o s i t y were j u s t t h e o p p o s i t e t o t h a t which Dorr found f o r t h e deformat ion of t h e s u r f a c e s . The h igh p r e s s u r e peaks were narrowed i n s t e a d o f widened, and t l i e o r e t i c a l l y i n f i n i t e press- u r e s cou ld be g e n e r a t e d i n t h e o i l f i l m . The e f f e c t o f t h e b a s e v i s c o s i t y on t h e maximum f i l m p r e s s u r e i s somewhat dimin- i shed from what would be the case i f press- ure.-viscosity were not taken i n t o account.
There have been some t h e o r i e s i n which bo th t h e p r e s s u r e v a r i a t i o n of v i s c b s i t y and t h e e l a s t i c deformation of t h e su r faces a r e considered s imul taneously (Ref. 21,22, 23) . However, t h e m a t h e n a t i c a l complexity o f such an a n a l y s i s e i t h e r r e q u i r e s t h a t broad s i m p l i f y i n g assumpt ions be made o r permits s a t i s f y i n g s o l u t i o n s t o be obtained f o r on ly a few s p e c i f i c c a s e s , a s i n t h e paper by P o r i t s k y (Ref. 21) . I t i s i n t e r - e s t i n g , never the less , t h a t the d ip noted i n Wrr ' s f i lm thickness p r o f i l e i s a l s o evid- e n t i n P o r i t s k y ' s more advanced theory, a s shown i n Fig . 4. It w i l l be noted t h a t t h e d i r e c t i o n of r o l l i n g i n Fig. 4 is oppos i t e t o t h a t i n Fig. 3.
Grubin (Ref . 22) s t a t e s t h a t t h e f i l m thickness between two r o l l e r s under load is e s s e n t i a l l y constant over t h e con tac t a rea , and under cond i t ions n e a r pure r o l l i n g , he
i n d i c a t e s t h a t t h i s f i l m th ickness h ecy.-1s
where P i s t h e load; L i s h a l f t h e r o l l e r length; R and F$ a r e r a d i i of curva tu re of t h e undefor ied r o l l e r s ; U1 and U a r e t h e I t a n g e n t i a l v e l o c i t i e s of t h e r o l e r s u r f - aces i n the d i r e c t i o n of r o l l i n g ; p,, and a a r e v i s c o s i t y c o e f f i c i e n t s a s b e f o r e ; and
0 = [(l - v f ) / n ~ ~ ] t [(l - v2 2, / n E p l
where 8 is a cons tan t depending on the e l - a s t i c p r o p e r t i e s of t h e r o l l e r s ; U~ and v 2 a r e Poisson r a t i o s ; and El and E2 a r e mod- u l i i of e l a s t i c i t y . T h i s formula p r e d i c t s t h a t t h e f i l m th ickness i s propor t iona l t o about the power of v i s c o s i t y , which is i n approximate agreement with E r r ' s theory.
CONCLUSIONS
On t h e b a s i s of the a v a i l a b l e theory, i t appears t h a t the l u b r i c a n t v i s c o s i t y has an apprec iab le e f f e c t on t h e th ickness of t h e f i l m s between t h e e l e m e n t s and r a c e s i n rol l ing-element bear ings . The th ickness of t h e s e f i l m s w i l l d e t e r m i n e t h e e x t e n t t o which metal-to-rnetal con tac t occurs. T he absence o f good boundary l u b r i c a n t s . t- i c u l a r l y , f i lm thickness should c o n t r o l the degree o f s u r f a c e damage and wear.
Position Along Film , inches
FIGURE 4. NET PASSAGE SHAPE FOR A LUBRICATED, DEFORMED ROLLER, ASSUMING VISCOSITY VARIATION WITH PRESSURE, ACCORDING TO PORITSKY (21)
0-25552

lling-element bear ings usua l ly f a i l by e however, s o t h e e f f e c t on b e a r i n g
s t r e s s e s should be examined. Theory sugg- e s t s t h a t t h e r e i s l i t t l e o r no e f f e c t o f v i scos i ty on maximum f i l m pressure a t loads s u f f i c i e n t l y high t o cause fa t igue . However t h e s t r e s s e s i n t h e v i c i n i t y o f a charact- e r i s t i c d i p i n t h e f i l m t h i c k n e s s p r o f i l e may vary with v i s c o s i t y . I n a d d i t i o n , v is- c o s i t y probably a f f e c t s t h e f i l m temperat- u r e which may con t r ibu te t o f a t i g u e f a i l u r e e i t h e r by means of t h e m o - e l a s t i c s t r e s s e s i n t h e bear ing o r by temperature-sensi t ive cor ros ion f a t i g u e . These e f f e c t s have y e t t o be analyzed i n any s a t i s f a c t o r y manner.
A R E A S O F N E E D E D F U R T H E R S T U D Y
There a r e s e v e r a l a r e a s o f t h e o r e t i c a l development needed before l u b r i c a n t e f f e c t s i n roll ing-element b e a r i n g s can be accur- a t e l y p red ic ted . F i r s t of a l l , t h e e f f e c t of temperature, and temperature v a r i a t i o n , i n t h e l u b r i c a n t f i lm is important no t only by means of i ts e f f e c t on l u b r i c a n t viscos- i ty and s t a b i l i t y , but a l s o by i t s d i r e c t i n f l u e n c e on t h e b e a r i n g , namely the rmal s t r e s s e s and corrosion fa t igue . Presumably, f i l m temperature p r o f i l e s could b e approx- i y t e d by same f l u i d f r i c t i o n re1 a t i a n s h i p s
. ) e rhaps some assumptions regard ing t h e t d s f e r o f h e a t i n t h e f i l m , s i n c e t h e b t r a n s i t t ime o f t h e l u b r i c a n t is s o s h o r t and t h e f i l m is s3 t h i n . However, t h e dev- e lopment o f t h e t h e o r y f o r t e m p e r a t u r e would be complicated by the feedback of i t s e f f e c t on v i scos i ty , and on the development of t h e p ressures and t h e s h e a r r a t e s which i n t u r n a f f e c t t h e t empera tu re genera ted . Another e f f e c t t h a t may be i m p o r t a n t i n l u b r i c a t i o n theory i s t h e c o m p r e s s i b i l i t y o f t h e l u b r i c a n t . Very high p r e s s u r e s a r e generated i n the f i lm, and i t is reasonable t o assum t h a t t h e l u b r i c a n t i s going t o be compressed under these p ressures . The f a c t t h a t t h e bu lk modulus f o r l u b r i c a n t s i s considerably l e s s than t h e e l a s t i c modulus f o r s t e e l s i n d i m t e s t h a t , i f w f e e l t h a t t h e e l a s t i c deformation of t h e s u r f a c e s is impor tan t , perhaps c o m p r e s s i b i l i t y of t h e lubr ican t is even more important. One g ra t - i f y i n g thought however is t h a t t h e lubr ic - a n t f i l m i s very t h i n , and a v e r y s m a l l amount of t h e lubr ican t i s subjected t o the high pressures. I n comparison, the s o l i d is e s s e n t i a l l y an i n f i n i t e mass, and even i f t h e voLume of t h e l u b r i c a n t i s d r a s t i c a l l y reduced, i t still may n o t be as impor tan t
$e generation of p ressures a s t h e elas- L d eformat ion o f t h e s u r f a c e s . A t h i r d important a r e a i s t h a t o f v i s c o - e l a s t i c i t y
o r o t h e r r h e o l o g i c a l e f f e c t s i n t h e lubr - i c a n t . Re laxa t ion phenomena i n l i q u i d s a r e wel l known, and they may have an important i n f l u e n c e on t h e l u b r i c a t i o n mechanisms under some b e a r i n g o p e r a t i n g c o n d i t i o n s . Even a t r a t h e r moderate s p e e d s , t h e t ime r e q u i r e d f o r t h e l u b r i c a n t t o go th rough t h e region of nea r c o n t a c t between a r o l l - i n g e l e m e n t and a r a c e i s a v e r y s m a l l f r a c t i o n o f a s e c o n d . It may b e i n t h e o r d e r o f a thousandth o r a t e n thousandth o f a second, and may be even s m a l l e r than t h a t i n high-speed b e a r i n g s . However, i n - o r d e r t o account adequately f o r v i scoe las t - i c e f f e c t s a s f a r a s theory is concerned, would r e q u i r e an advanced e q u a t i o n f o r l i q u i d s , perhaps not even invo lv ing viscos- i t y a s w e know i t , but r a t h e r some func t ion which would reduce i n t o o rd inary v i s c o s i t y under s teady-s ta te , low shear and low pres- s u r e condi t ions .
I n a d d i t i o n t o t h e theory development, experiments a r e needed t o s u b s t a n t i a t e t h e t h e o r y , t o s t u d y t h e d e t a i l e d mechanical behav ior o f l u b r i c a n t s , and t o d e t e r m i n e t h e ex ten t t o which chemical e f f e c t s e n t e r t h e l u b r i c a t i o n phenomena. The rheology of l u b r i c a n t s under t h e r a p i d l y changing str- e s s e s and i n t h e o i l f i lms found i n r o l l i n g e lement b e a r i n g s may be q u i t e d i f f e r e n t f rom t h e o r d i n a r y b e h a v i o r o f l i q u i d s . Chemical degrada t ion of t h e l u b r i c a n t and d i r e c t chemical r e a c t i o n with bear ing sur- f a c e s c e r t a i n l y o c c u r s i n some high-temp- e r a t u r e bear ings . However, t h e d e t a i l s o f t h e s e chemical e f f e c t s i n b e a r i n g f a t i g u e and l u b r i c a t i o n a r e l a r g e l y unknown.
I n consider ing t h e s e many a s p e c t s of t h e l u b r i c a t i o n mchan isms i n rol l ing-element b e a r i n g s , i t can be seen t h a t t h e p i c t u r e i s c o n f u s e d , and i n many i n s t a n c e s , i s l ack ing i n d e t a i l . However, with s u f f i c i e n t e f f o r t and ingenui ty , i t should be p o s s i b l e t o develop a workable theory and a b e t t e r unders tanding o f l u b r i c a t i o n and v i s c o s i t y e f f e c t s . Then both l u b r i c a n t s and bear ings can be designed with more s c i e n t i f i c prec- i s i o n f o r the a p p l i c a t i o n s o f the fu tu re .
ACKNOWLEDGMENTS
The a u t h o r s wish t o t h a n k Mr. C. M. A l l e n , D i v i s i o n C o n s u l t a n t , B a t t e l l e Mem- o r i a l I n s t i t u t e , f o r h i s many he lp fu l c o r n e n t s and suggest ions dur ing the p repara t ion o f t h i s paper. P a r t s of t h i s paper a r e bas- ed on t h e r e s u l t s o f r esea rch sponsored by t h e Propuls ion Laboratory, Wright Ai r Dev- elopment Center , U. S. Air Force. Tne auth- o r s e x p r e s s t h e i r a p p r e c i a t i o n t o t h e A i r Force f o r permission t o publ ish t h i s paper.

REFERENCES
1. S m i t h , F.W., F r i c t i o n a l P h e n o m e n a i n B a l l B e a r i n g s , P r o g r e s s R e p o r t No. 1 f r o m t h e L u b r i c a t i o n L a b o r a t o r y , D e p a r t m e n t o f M e c h a n i c a l E n g i n e e r i n g , M a s s a c h u s e t t s I n s t - i t u t e o f T e c h n o l o g y ( N o v . 1 9 5 5 ) , P a r t 111, E l e c t r i c a l C o n d u c t i v i t y o f B a l l B e a r i n g s , p - 23-32. 2 . S i b l e y , L . B . , B e l l , J . C . , O r c u t t , F.K. e t a l , A S t u d y o f t h e I n f l u e n c e o f L u b r i c - a n t P r o p e r t i e s on t h e P e r f o r m a n c e o f F i r - c r a f t G a s T u r b i n e E n g i n e R o l l i n g - C o n t a c t B e a r i n g s , T e c h n i c a l R e p o r t No. 58-565 f r o m B a t t e l l e M e m o r i a l I n s t i t u t e t o W r i g h t ~ A i r Deve lopmen t C e n t e r ( O c t . 1 9 5 8 ) , p. 9-15. 3 . M a r t i n , H.M., T h e L u b r i c a t i o n o f G e a r T e e t h , E n g i n e e r i n g , 1 0 2 , 1 1 9 ( 1 9 1 6 ) . 4 . K a r l s o n , K.G., K o n t a k t p r o b l e m , T e k n i s k T i d s k r i f f . M e k a n i k , 5 6 . 1-6 ( 1 9 2 6 ) . 5 . Biiche, W . , E i n e H y d r o d y n a m i s c h e T h e o r i e d e r F l i i s s i g k e i t s r e i b u n g i n R o l l e n l a g e r n . F o r s c h u n g , 5 , 2 3 7 ( 1 9 3 4 ) . 6 . P e p p l e r , W., D r u c k i i b e r t r a g u n g an g e s c h - m i e r t e n z y l i n d r i s c h e n G l e i t f l a c h e n , VDI F o r s c h u n g s h e f t , 3 9 1 , 2-13 ( 1 9 3 8 ) . 7 . M e l d a h l , A., C o n t r i b u t i o n t o t h e T h e o r y o f t h e L u b r i c a t i o n o f G e a r s a n d o f t h e S t r - e s s e s o f t h e L u b r i c a t e d F l a m k s o f G e a r T e e t h , T h e Brown B o v e r i R e v i e w , 2 8 , 374- 3 8 2 ( 1 9 4 1 ) . 8 . Ga tcombe , E.K. , L u b r i c a t i o n C h a r a c t e r - i s t i c s o f I n v o l u t e S p u r G e a r s , T r a n s . ASME, 61, 1 7 7 ( 1 9 4 5 ) . 9 . Weber, C. , T h e o r e t i s c h e U n t e r s u c h u n g d e r S c h m i e r d r u c k s z w i s c h e n W a l z e n b e i k o n s t - a n t e r und b e i d r ~ c k a b h l n g i ~ e r Z l h i g k e i t , ~ o r s c h u n ~ s s t e l ' l e f i i r Z a h n r i i d e r u n d G e t r i e - bebau d e r Techn. Hochsch. Miinchen, B e r i c h t e Nr . 1 0 8 , 1 1 3 , 116 und 1 2 3 (1949-1950) . 1 0 . Cameron, A., Hydrodynamic T h e o r y i n Ge- a r L u b r i c a t i o n , J . I n s t . P e t . , 3 8 , 6 1 4 ( 1 9 5 2 ) . 11. L e w i c k i , W . , H y d r o d y n a m i c L u b r i c a t i o n o f R o l l e r B e a r i n g s , E n g i n e e r , 1 9 1 , 9 2 0 - 9 2 2 ( 1 9 5 4 ) . 1 2 . K a p i t s a , P . L . , T h e Hydrodynamic T h e o r y o f L u b r i c a t i o n D u r i n g R o l l i n g F r i c t i o n , Z h u r . T e k h . F i z . , 2 5 ( 4 ) , 747-762 ( 1 9 5 5 ) ; USSR ( T r a n s l a t e d a n d i s s u e d Aug. 1 9 5 6 , by t h e T e c h n i c a l I n f o r m a t i o n a n d L i b r a r y S e r v - i c e s , M i n i s t r y o f S u p p l y , G r e a t B r i t a i n ) . 1 3 . C a r t e r , T . L . , E f f e c t o f L u b r i c a n t V i s - c o s i t y on R o l l i n g - C o n t a c t F a t i g u e L i f e , R e p o r t No. TN 4 1 0 1 f r o m t h e N a t i o n a l Adv-
i s o r y Commi t t ee f o r A e r o n a u t i c s ( 0 c t . l h ) . 1 4 . B a r w e l l , F.T. a n d S c o t t , D., E f f e c t o f L u b r i c a n t on P i t t i n g F a i l u r e o f B a l l B e a r - i n g s , E n g i n e e r i n g , 1 8 2 . 9-12 ( 1 9 5 6 ) . 1 5 . C o r d i a n o . H.V., C o c h r a n , E .P . , J r . , a n d W o l f e , R . J . , E f f e c t o f Combus t ion R e s i s t a n t H y d r a u l i c F l u i d s on B a l l - B e a r i n g F a t i g u e L i f e , T r a n s . ASME, 78. 989-996 ( J u l y , 1 9 5 6 ) a n d A S t u d y o f C o m b u s t i o n - R e s i s t a n t Hydr- a u l i c F l u i d s a s B a l l - B e a r i n g L u b r i c a n t s , . L u b r i c a t i o n E n g . , 1 2 ( 4 ) . 261-266 ( 1 9 5 6 ) . 1 6 . C a r t e r , T . L . , E f f e c t o f L u b r i c a n t B a s e S t o c k on R o l l i n g - C o n t a c t F a t i g u e L i f e , Rep- o r t No. TN 4 1 6 1 f r o m t h e N a t i o n a l A d v i s o r y C o m m i t t e e f o r A e r o n a u t i c s ( F e b . 1 9 5 8 ) . 1 7 . S c o t t , D . , S t u d y o f t h e E f f e c t o f Lub- r i c a n t on P i t t i n g F a i l u r e o f B a l l s , P a p e r 5 8 ; a n d M i l n e , A.A. a n d N a l l y , M.C., Some S t u d i e s o f P i t t i n g F a i l u r e i n R o l l i n g Cont- a c t s , P a p e r 54 ; p r e s e n t e d a t t h e C o n f e r e n c e on L u b r i c a t i o n and Wear, I n s t . Mech. E n g r s . ( O c t . 1 9 5 7 ) . 18 . D G r r , J . , S c h m i e r m i t t e l d r u c k und Rand- v e r f o r m u n g d e s Rol l e n l a g e r s , Ing -Arch . , 2 2 ( 3 1 , 171-193 ( 1 9 5 4 ) . 1 9 . B e l l , J . C . , M e a s u r e m e n t o f P r e s s u r e V a r i a t i o n o f V i s c o s i t y i n an O i l F i l m B e t - ween Two C y l i n d e r s . S e e A Fundamen ta l ,'= dy o f B e a r i n g B e h a v i o r , F o u r t h P r o g r e s s R , :t o n C o n t r a c t No. N5 ORI-111 f r o m ~ a t t e l l e M e m o r i a l I n s t i t u t e t o t h e O f f i c e o f N a v a l R e s e a r c h ( A p r i l 3 0 , 1 9 4 7 1 , p. 66-80. 20. McEwen, E . , T h e E f f e c t o f V a r i a t i o n o f V i s c o s i t y w i t h P r e s s u r e on t h e L o a d - C a r r y - i n g C a p a c i t y o f t h e O i l F i l m B e t w e e n G e a r T e e t h , J . I n s t . P e t r o l e u m , 38 , 6 4 6 ( 1 9 5 2 ) . 21 . P o r i t s k y , H., L u b r i c a t i o n o f Gear T e e t h I n c l u d i n g t h e E f f e c t o f E l a s t i c D i s p l a c e - m e n t , p r e s e n t e d a t t h e F i r s t ASLE N a t i o n a l Sympos ium on F u n d a m e n t a l s o f F r i c t i o n a n d L u b r i c a t i o n i n E n g i n e e r i n g ( S e p t . 1 9 5 2 ) . 2 2 . G r u b i n , A.N. , a n d V i n o g r a d o v a , I . E . , I n v e s t i g a t i o n o f t h e C o n t a c t o f M a c h i n e C o m p o n e n t s , Moscow, TsNIITMASh, Book No. 3 0 ( 1 9 4 9 ) , ( D . S. I . R . , London . T r a n s l a t i o n No. 3 3 7 ) . 2 3 . P e t r u s e v i c h , A . , F u n d a m e n t a l C o n c l u s - i o n s Fkom t h e C o n t a c t H y d r o d y n a m i c T h e o r y o f L u b r i c a t i o n , I z r e s t . Akad. Nauk S.S.S. R. O t d e l . T e k h . Nauk ( 2 ) , 209-223 ( 1 9 5 1 1 , ( M i n i s t r y o f D e f e n c e , L o n d o n , T r a n s l a t i o n No. 2 9 3 ) .

4'
SESSION CHAIRMAN - C.C.Moore , G e n e r a l E l e c t r i c Co.
Chairman, R e s e a r c h T e c h n i c a l Commit tee
V. RESEARCH CONTRIBUTIONS TO APPZIEW ZUBRICATION
GEAR L U B R I C A T I O N A N D V I S C O S I T Y
E. E . S h i p l e y , G e n e r a l E l e c t r i c Co.
R E C E N T R E S E A R C H A N D D E V E L O P M E N T WORK I N R O L L I N G B E A R I N G S
H. Hanau, New D e p a r t u r e D i v i s i o n , G e n e r a l M o t o r s C o r p .
T H E E F F E C T O F T E M P E R A T U R E A N D P R E S S U R E ON V I S C O S I T Y
A S R E L A T E D T O HYDRODYNAMIC L U B R I C A T I O N
Edward S a i b e l , R e n s s e l a e r P o l y t e c h n i c I n s t i t u t e

GEAR LUBRICATION AND VISCOSITY By E.E. Shipley, General E l e c t r i c Company
I n general terms, gea rs f a i l i n s e r v i c e from gear too th breakage, gea r t o o t h p i t t - i n g , long range wear and s c o r i n g . F i g . 1 shows t y p i c a l examples o f e a c h o f t h e s e f a i l u r e s . I n p r a c t i c e , however, a g i v e n gear s e t may s u f f e r f a i l u r e s from a comb- i n a t i o n o f a l l o f t h e s e . The sequence o f f a i l u r e may go someth ing l i k e t h i s . The g e a r s commence t o wear and o v e r a p e r i o d o f t ime enough metal i s removed from t h e p r o f i l e t o pe rmi t t h e g e a r t o run rough. T h i s rough r u n n i n g c a u s e s dynamic over- l o a d s , which t e n d t o d e v e l o p p r e m a t u r e p i t t i n g . P i t t i n g will roughen up t h e cont- a c t su r faces which then may cause a rup tu re of t h e o i l f i lm, and metal-to-metal con tac t and a s e v e r e c a s e of s c o r i n g . With b o t h p i t t i n g and s c o r i n g t a k i n g p l a c e a t t h e same time, t h e gear p r o f i l e s w i l l be comp- l e t e l y des t royed and t h i s c o n d i t i o n w i l l l e a d t o broken g e a r t e e t h .
Gear too th breakage, a s such, i s a beam
ng f a t i g u e problem, and i s n o t gener- a a f f e c t e d by t h e lubr ican t used on t h e bc gear mesh.
Gear too th p i t t i n g i s a s u r f a c e f a t i g u e problem, and i s genera l ly considered n o t t o b e a f f e c t e d by the l u b r i c a n t used. Recent- l y , however, some information has been re l - eased which r e l a t e s p i t t i n g - t y p e f a i l u r e s t o the lubr ican t . Most of t h e d a t a seems t o be q u i t e c o n f l i c t i n g and confusing - there- f o r e they o f f e r very l i t t l e i n r e g a r d t o a l t e r i n g t h e genera l d e f i n i t i o n .
'Ihe i n a b i l i t y t o measure small quan t i t - i e s of wear on gear tooth s u r f a c e s accurat- ~ l y has l i m i t e d t h e amou~lt of development ~ o r k i n t h i s area . Wear t e s t s a r e genera l ly :os t ly and time consuning, and consequently :he re i s a l i m i t e d amount o f work b e i n g lone. The r a d i o a c t i v e t e c h n i q u e f o r g e a r vear t e s t i n g has opened t h e door f o r a more l c c u r a t e and, pe rhaps i n t h e long run , a lore economical rnetllod o f performing wear . e s t s on l u b r i c a t e d g e a r s .
The r a d i o a c t i v e technique is q u i t e s i m - ~ l e . ?he pinion t o be t e s t e d i s machined i l l
he-normal o r usual manner. It is then s e n t , ! n e . r e s t atomic p i l e where i t is irr-
a d i a t e d with neutrons . T h i s makes t h e pin- i o n rad ioac t ive . 'The in ion is then mounted i n t h e t e s t s t a n d , 8s i n d i c a t e d by Fig . 2. \ b i l e t h e t e s t s t a n d i s i n o p e r a t i o n , t h e lube o i l i s c i r c u l a t e d through the gear box p a s t t h e Geiger tube and back i n t o t h e o i l
I s~unp. When the r a d i o a c t i v e pinion convnences t o wear, t h e lube o i l t r a n s p o r t s t h e worn-
.- o f f r a d i o a c t i v e articles p a s t the de tec t - i o n tube. The l a b o r a t o r y can t h e n c o n v e r t t h e wear r a t e i n counts per minute t o m i l l - igrams of wear per minute, by a simple cal- i b r a t i o n technique.
Fig . 3 shows some comparative wear d a t a obta ined by using a s l i g h t l y d i f f e r e n t rad- i o a c t i v e t e c h n i q u e . O i l s a m p l e s f rom a c o n v e n t i o n a l s e t were t a k e n e v e r y hour . These samples were then subjected t o a high r a d i o a c t i v e f i e l d . T h i s c a u s e d t h e wear p a r t i c l e s t o become a c t i v a t e d . 'Ihe c u r v e s i n Fig. 3 sum up t h e r e s u l t s . The s i l i c o n e o i l t e s t was run f o r f o u r hours a t a l i g h t l o a d b e f o r e t h e 700K-factor test began. The o t h e r o i l t e s t s were s t a r t e d o u t a t 700 K-fac to r . Us ing t h e Mil-L-7808-C o i l a t 300°F a s a base f o r comparison, the s i l i c - o n e o i l showed a p p r o x i m a t e l y 8 t i m e s a s much wear. The h i g h t e m p e r a t u r e d i e s t e r showed 4 t imes a s much wear. I t should be noted t h a t the s i l i c o n e o i l and ' the d i e s t e r were run a t 400°F o i l i n and 500°F g e a r blank temperature. 'Ihe au thor would suspect t h a t t h e d i e s t e r o i l would show about t h e same amount of wear a t 300°F a s the fil-G 7808 o i l d i d . T h i s t e s t was no t run, ]low- e v e r . A f t e r abou t 25 h o u r s o f o p e r a t i o n , t h e s i l i c o n e o i l showed a wear r a t e o f approximately 2 mil l igrams per hour, w h e r e a s t h e Mil-I..-7808 o i l had a wear r a t e o f 1 m i l l i g r a m p e r hour .
The K e l l e y e q u a t i o n f o r Tempera ture Flash seems t o be t h e b e s t method of r e l - a t i n g scor ing t e s t r e s u l t s of t h e l u b r i c a n t - metal combination t o t h e geometry of the g e a r d e s i g n . It i s a u s e f u l t o o l from a gear t e s t i n g , a s well a s from a gear design p o i n t o f view. Equation (1) shows t h e Kell- ey fonnula f o r Temperature Flash, o r TF a s comnonly r e f e r r e d t o i n the gear t rade.

where: TF = f lash temperature. ti = temperature of blank; usually taken a s
inlet-oi l temperature, OF. cf = mate r i a l cons t an t f o r conduc t iv i t y ,
density, and spec i f ic heat. f = coef f ic ien t of f r i c t i on . I
Wt = tangent dr iving load, lb . K, = overload fac tor due to misalignment. V1 = ro l l ing veloci ty of pinion a t point of
contact , fps. V 2 = r o l l i n g ve loc i ty of gear a t po in t of
contac t , fps . (vl - v2) = s l i d ing v e l ~ c i t y , fps.
* * * Temperature Flash i s defined as the sur-
f ace tempera ture i n t h e a r e a o f c o n t a c t between the , gear t e e t h i n OF. Ac tua l ly , Temperature F l a s h o r TF i s no t t h e r e a l t empera tu re , b u t t e s t s show t h a t TF i s p r a c t i c a l l y a constant f o r any given mat- e r i a l and lub r i can t combination. From Eq- uat ion ( I ) , i t i s q u i t e evident t h a t most of the variables pertaining t o gear scoring have been considered, such as: 1. Temperature of t he o i l - o r gear blank
temperature. 2. Coefficient of f r i c t i on . 3. Tooth p r e s s u r e on t a n g e n t i a l d r i v i n g
load. 4 . V e l o c i t i e s o f t h e mesh. 5. Face width. 6. Surface f i n i s h . 7. Type of o i l .
For any given design, for example, a s e t of laboratory t e s t gears , equation (1) f o r T e m p e r a t u r e F l a s h can be s i m p l i f i e d a s show11 i n equat ion ( 2 ) below.
TF = [ti + C (W, / F,) 3/4 Pll/'I [55 / (55 - .)I where: TF = f lash temperature, OF. t i = temperature of blank, usually taken a s
i n l e t o i l temperature, OF. C = constant, dependent on the geometry of
t he t e s t gears. Wt = tangential driving load, lb. F, = ef fec t ive face width, in . N = pinion RPM.
4t = transverse pressure angle. F, = ef fec t ive face width, in . K, = applicat ion factor . C, = veloci ty fac tor . B, = width of band of contact, in . s = s u r f a c e f i n i s h , rms ( a f t e r i n i t i a l
running i n ) . 'Ihe r o l l i n g v e l o c i t i e s may be obtained
from the rpm of the pinion o r gear by vl = (npnp1/360) o r v2 = (ngnp2/360). where: P = r a d i u s of cu rva tu re a t t h e po in t of
contac t . np = pinion rpm. n = gear rpm.
*****g**
s = s u r f a c e f i n i s h , rms ( a f t e r i n i t i a l running in ) .
From t h e preceding equation ( 2 ) , i t i s q u i t e easy t o s e e t he r e l a t i onsh ip of t h e prime variables . Temperature Flash i s comp r i s ed of the sum of t he i n l e t o i l temperat- u r e p l u s a q u a n t i t y t h a t i s p ropor t i nna l t o load and speed. This sum i s then r- eased by a f a c t o r r e l a t e d t o t h e surTace f i n i s h .
For t e s t i ng purposes, usually one s e t of gea r s is run u n t i l a scor ing type f a i l u r e occurs. TF is then calculated fo r the given s e t of f a i l u r e conditions. &ice the TF con- s t an t has been obtained, then the i n l e t o i l tenperature, the load and speed can be var- i e d a s long as tire t o t a l heat input t o the system does n o t exceed t h e exper imenta l Temperature F l a s h cons tan t .
The r e s u l t s of some scor ing t e s t s made with case carburized t e s t gears and various grades of mineral o i l a r e shown i n Fig. 4. These t e s t r e s u l t s i nd i ca t e t h a t v i s cos i ty p l a y s an impor tan t p a r t i n t h e u l t i m a t e scoring res i s tance of t he gear and l u l r i c - a n t combination. A s t h e v i s c o s i t y of the l u b r i c a n t i s increased , t he r e s u l t a n t TF constant increases, a s indicated by scoring f a i l u r e s . In o t h e r words, from a sco r ing po in t of view, grade 1100 o i l has a much higher scor ing r e s i s t a n c e than grade 1005 o i l . Note t h a t t h e Kelley equat ion would p r e d i c t t h a t t h e cu rves i n F ig . 4 . Id show up a s s t r a igh t horizontal l i ne s . . ~ t s

e r ind ica te t ha t they slope gent ly u p 4.. over a wide range i n p i t c h l i n e vel- D c1ty.
Tnis scoring resistance-viscosi t y re la t - onship seems t o hold only for the mineral lils. The scoring r e s i s t a n c e of syn the t i c lils seems t o be r e l a t ed more t o t h e chem- cal composition of the o i l , and the secre t rdditives contained therein, rather than t o ,he viscosi ty of the lubricant . Fig. 5 p r e ients some data taken from a recent ASLE )aper by T. F. Davidson of Wright A i r Dev- !lopment Center and P. M. Ku of Southwest \esearch I n s t i t u t e . These d a t a have been :a lcu la ted i n terms of t h e Kelley Tencper- zture Flash constant TF, and they seem to lgree with s imi la r data obtained from t e s t s :onducted by the author. The following con- :lusions may be drawn by carefu l examinat- .on of Fig. 5. 1. Viscosity seems to have l i t t l e , i f any, 3ffect i n cont ro l l ing t h e scor ing r e s i s t - ince. 1. A l l of the synthet ics had b e t t e r scoring resis tance than the high v iscos i ty mineral )il. 3 n e lowest v i s cos i ty l u b r i c a n t , M i l - L - !LJ, has the best scoring resis tance. i. S i l i c o n e o i l No. 1, which has a lower r i s c o s i t y than s i l i c o n e o i l No. 2 , has a iigher scoring r e s i s t ance . j , Mil-L-7808 o i l and Mil-L-25336 o i l have ipproximately the same v i scos i ty and chem- .cal composition, but have a big d i f fe rence in scoring r e s i s t ance (undoubtedly due t o ;he d i f fe rence i n add i t i ve s ) .
Synthet,ics a r e not alone i n t h e i r dis- regard for viscosi ty e f fec ts . A minor chan- :e i n a t h in mineral o i l can make a l a rge :hange in scoring resis tance of the lubric- t n t . Fig. 6 shows a coniparison o f grade 1005 o i l doped up with 1% a d d i t i v e . The rdditive has l i t t l e e f f ec t on the viscosi ty ) f t h e l u b r i c a n t , b u t a s compared wi th i t raight grade 1005 and grade 1065 o i l s , i t ias a tremendous e f f e c t on t h e u l t i m a t e icoring res i s tance .
Additives i n mineral o i l s , new synthet ic lils, and addi t ives i n synthe t ic o i l s , a l l 'how promise fo r a high scoring res i s tance ubricant. Ifowever, they do not deserve a l l ~ f - - t h e c r e d i t . A change i n gear m a t e r i a l ( ' ')
with c e r t a i n s y n t h e t i c o i l s can ~ r o d u c e a remarkable ga in i n t h e a b i l i t y o f t h e s e combinations to r e s i s t scoring. Some recent t e s t r e s u l t s by t h e a u t h o r show t h a t a chlorophenol s i l i c o n e o i l , when run with n i t r i d e d gear t ee th , produces a high scor- i n g res i s tance . Fig. 7 i nd i ca t e s the comp a r i s o n of t he s i l i c o n e o i l with n i t r i d e d gears and s i l i cone o i l with case carburized
i gears . In Fig. 7 , t he p l o t t e d band indic- a t e s t he es tab l i shed r e s u l t s of Mil-L-7808 o i l and case carburized gears. More than 25 g e a r t e s t s make up t h i s band. The t e s t s with s i l i cone o i l and case carburized gears f a l l w i th in t h i s band. The same s i l i c o n e o i l and n i t r i ded gears show a vast improve- ment i n scoring resis tance.
In t he search fo r new and improved lub- r i can t s to operate a t higher loads, speeds, and temperatures , t he re i s one poin t t h a t must be considered. A given lub r i can t and metal combination has a d e f i n i t e temperat- u r e l i m i t a t i o n above which scor ing- type f a i l u r e s w i l l occur. I t rnakes l i t t l e d i f f - erence i f the c r i t i c a l temperature is der- ived from the o i l temperature, the impress- ed load o r t he r a t e of s l i d i n g . They a l l c o n t r i b u t e t o t h e u l t i m a t e f a i l u r e . You cannot a l t e r one without cons ide r ing the others . I f Mil-I.-7808 o i l has a Temperature Flash constant of 400°F, then t h i s o i l w i l l not carry any gear load i n a 400°F environ- ment. You can compare t h i s s i t u a t i o n t o a rubber balloon tha t has been tes ted fo r 400 l b . of water. I f you put 400 l b . water i n t he balloon, i t w i l l not break. However, i f some gear designer adds a few more pounds of water t o t he system ( t o s imula te some gear load which he must t ransmit) , then the system i s subject to immediate f a i l u r e . In order t o car ry load with the 400°F lubric- a n t , t h e i n l e t o i l t empera tu re must be reduced i n p ropor t i on t o t h e l oad t o be c a r r i e d and t h e r a t e a t which i t must be t r a n s ~ n i t ted.
All of the o i l manufacturers, and o thers f o r t ha t matter who a r e working on l u b r i o an ts to meet new high temperature specific- a t i ons , must be aware not orily of the high temperature problem hut a l s o of t h e load carrying capacity problem. b e property has l i t t l e value without the o ther .

WEAR SCORING
TOOTH BREAKAGE PITTING

FIG
UR
E 2

W E A R TESTS
9 -- C u
8 -r G.E. SILICONE 400°F. OIL 500°E GEAR BLANK
7 0 0 K FACTOR TESTS 5 > .
ER 400°F: OIL 500°F: GEAR BLANK
MIL-L-7808 300°E OIL 310°E GEAR BLANK
1 4 8 12 16 2 0 24 28
HOURS OF OPEF 'ION

F I G U R E 4 S C O R I N G T E S T R E S U L T S
O I L S
k
GRADE 1 1 0 0 O I L
W n; 3 k GRADE 1 0 6 5 O I L 2 300 w 4 z 4 k

F I G U R E 5
S C O R I N G T E S T R E S U L T S
TF C A L C U L A T E D U S I N G K E L L E Y F O R M U L A
D a t a t a k e n from A S L E R e p o r t N O . 5 7 L c - 1 0
rr , 500
0
,. G. k
4 a; 3 c. 2 400 W a B W c. x v) e a L" 300 --
L
MIL-L-25336 1 2 . 9 c s . s t 1 0 0 ' ~
SILICONE- 5 3 . 8 c s . a t 1 0 0 ~ ~ , *
600-
,-
-- MIL-L-7808 1 3 . 9 C S . a t 1 0 o ° F
S I L I C O N E No. 2 6 3 . 6 c s . a t ~ o o O F a
.I
0 GRADE 1 0 6 5 1 0 3 . 4 c s . a t l 0 o 0 F 0 0
0 I I 4000 I
f 8000 I
I
12000 I 16000
P I T C H L I N E V E L O C I T Y . fp ,


F I G U R E 7
S C O R I N G T E S T R E S U L T S
C H A N G E S I N M A T E R I A L S

RECENT RESEARCH A N D DEVELOPMENT WORK I N ROLLING BEARINGS By H. Hanau, New Departure Division, General hbtors Corp.
Rol l ing element bear ings have been i n use i n one form o r ano the r f o r a t l e a s t 2000 years . Jurgensmeyer i n h i s book Die Wtilzlager (p . 5 ) r e l a t e s t h a t i n 1909, dur ing t he renovat ion of t he Old T r i n i t y Church i n Lancas te r - he on ly s ays North America, bu t i t must have been Pennsyl- vania, the homestead of one of tlie o l d e s t b e a r i n g n ~ a n u f a c t u r e r s - they found t h e weathervane t o be suppor ted on a r o l l e r bearing complete with cage, manufactured i n 1794. The cage cons is ted of two copper rings connected by s i x brass 10 nan bo l t s on which the bronze r o l l e r s turned. The races were bronze d i sks . This bear ing had oper- ated fo r 115 years without lubr ica t ion dur- ing which time the bronze r o l l e r s wore from 30 mm t o 19 mm ou ts ide diameter. The bear- ing was sti l l operat ive upon disassembly.
hlan had probably long ago recognized t h a t moving an ob j ec t by r o l l i n g required l e s s e f fo r t than by s l i d ing it. The invent- i --of t he wheel showed t h i s very convin-
::-.-:ye Today, t he r o l l i n g elanent bearing C% i n ustry i s s t i l l very much concerned with t he problem of making r o l l i n g elements do more r o l l i n g and l e s s s l i d i n g . I t seems tha t even a good slogan won't q u i t e accomp l i s h t h i s .
Before d e s c r i b i n g some o f t h e r e c e n t research and developlnent work i n r o l l i n g element bear ings , a b r i e f o u t l i n e of t he s t a t e of t he a r t a s of about 1950 w i l l be presented.
' h e design of r o l l i n g element bearings i s based e s s e n t i a l l y on two theo r i e s . A. The e l a s t i c deformation of s o l i d bodies i n contact , a s developed by Heinrich Hertz (Gesanmelte Werke, 1895). This es tab l i shed t he rela t ionship between the sur face comp- r e s s i v e s t r e s s e s , t h e d e f l e c t i o n of t h e r o l l i n g elements, and t he subsurface shear developed by a given load (F ig . 1 ) . T h i s theory presupposes: ( 1 ) Hooke's law t o be i n e f f e c t , namely t h a t s t r e s s i s proport ional t o s t r a i n , ( 2 ) i s o t r o p i s m , namely hav ing t h e same p rope r t i e s i n a l l d i r e c t i o n s , and
)omogeneous mater ia l . ';bcalixed p l a s t i c deformations and sur-
face imperfections make Hooke' s law only an approximation. No m a t e r i a l i s a v a i l a b l e t h a t meets c o n d i t i o n s ( 2 ) and ( 3 ) .
The u n i t l o a d i n g i n r o l l i n g e lement bear ings i s gene ra l l y much higher than i n most machine elements. Compressive o r Hertz
< s t r e s s e s i n t he neighborhood of 350,000 p s i a r e no t uncomnion. Conventional 52100 b a l l
" bea r ing s t e e l , when hardened t o 62-64 Rc can suppor t 500,000 p s i mean compressive s t r e s s with no more than 0.00015 i n . per i n . b a l l d i ame te r i n d e n t a t i o n , which i s considered not detr imental t o s a t i s f a c t o r y ope ra t i on i n most b a l l bear ing app l i ca t - i o n s . These a r e e s s e n t i a l l y s t a t i c l o a d concepts . A r e l a t i o n s h i p between dynamic l oad -ca r ry ing a b i l i t y and b e a r i n g l i f e must be e s t a b l i s h e d .
The high s t r e s s level puts r o l l i ng elan- en t bearings above the horizontal , or theo- r e t i c a l l y i n f i n i t e , l i f e p o r t i o n o f t h e S - N curve mainly because the imperfect- ions contained i n the mater ial a c t a s str- ess concentrations. The importance of t he i r e f f e c t appears t o be magnified because of t h e high s t r e s s l e v e l .
B. Comprehensive theory of fa t igue f a i l - ure i n r o l l i n g element bearings, developed by Lundberg and Palrngren, a s publ ished i n 1947 i n Acta Polytechnica under t he t i t l e Dynamic Capaci ty of Ro l l i ng Bearings. I n s e t t i n g up a bearing l i f e formula, a c r i t - e r i o n of f a i l u r e i s needed. It is s t a t e d

tha t f a i l u r e i s most l i k e l y t o occur i n the most heavi ly s t r e s s e d region of t h e bear ing namely a t dep th Z where t h e maximum sub- s u r f a c e s h e a r o c c u r s i n t h e form o f a micro-crack a f t e r a given number of s t r e s s reversa l s . These f a t i g u e c racks s t a r t from c e r t a i n weak p o i n t s , namely i n c l u s i o n s , s t r i n g e r s , o r o t h e r imperfect ions a s prev- i o u s l y descr ibed.
The s t r u c t u r e of t h e m a t e r i a l changes g radua l ly under load r e p e t i t i o n with pras- t i c flow o c c u r r i n g i n t h e neighborhood of t h e weak p o i n t s , namely i n c l u s i o n s , s tpin- g e r s o r o t h e r imperfect ions . n e s e tend t o acce le ra te the process of changing the mat- e r i a l s t r u c t u r e i n t h e v i c i n i t y o f d e p t h ZO i n t h e case of 52100 s t e e l from marten- s t i t i c t o t roos t i t i c -appear ing , which i s a much more loose ly connected s t r u c t u r e .
The s t a t i s t i c a l p r o b a b i l i t y t h a t t h e m a t e r i a l w i l l endure N m i l l i o n s t r e s s cyc- l e s a t s t r e s s amplitude To, with t h e shear s t r e s s - a t a maximum a t d e p t h Zo f o r t h e volume s t r e s s e d , i s given by t h e r e l a t i o n
1% (1/S) = F (To, N1%) V
from which the well-known bear ing l i f e l o a d r e l a t i o n s h i p is derived, namely L = (c/F)'. Exponent P i s de te rmined e x p e r i m e n t a l l y from t h e s l o p e e o f t h e l i n e through t h e p l o t t e d p o i n t s , where P = C-h + 2/3e. The e f f e c t which m a t e r i a l c h a r a c t e r i s t i c s h a s on bear ing f a t i g u e l i f e d i spers ion i s det- ermined exper imental ly . The p r o b a b i l i t y - S gives t h e r e l a t i v e number of bearings which w i l l endure L mil l ion revolut ions . The t e s t
Rev. x lo6
d a t a a r e p l o t t e d on a Weibull p l o t , ma14rlg t h e determinat ion of exponent e convel t f o r a n a l y s i s .
The major e f f o r t s o f most b e a r i n g res- ea rch up t o now have been t o i n c r e a s e t h e exponent e , t h a t is t h e m a t e r i a l and proc- ess ing constant . The d e s i r a b l e value f o r it would of c o u r s e be i n f i n i t y . A l l b e a r i n g s would then f a i l a t t h e same time. L i fe rat- i n g s i n bear ing manufacturer 's ca ta logs a r e e s s e n t i a l l y based on t h i s p r i n c i p l e .
Tes t ing o f bear ings under r a d i a l , t h r u s t and contbined load ing has produced t h e mod- i f i c a t i o n f a c t o r s used f o r eva lua t ing bear- i n g l i f e under such o p e r a t i n g c o n d i t i o n s . Except f o r t h e r e l a t i v e l y minor d i f fe rences i n Her tz s t r e s s produced by t h e s e methods o f load ing , t h e l i f e m o d i f i c a t i o n f a c t o r s a r e e s s e n t i a l l y c a u s e d by f a c t o r s o t h e r than t h e f a t i g u e concept , t h a t i s s l i d i n g under t h r u s t and combined loading. In order o f s e v e r i t y o f t h e i r e f f e c t on l i f e , non- r o l l i n g motion of a b a l l i n a raceway is a t a minimum under r a d i a l , and maximum under combined loading. These s l i d i n g e f f e c t s a r e minimized by e f f e c t i v e l u b r i c a t i o n , and a r e considered r e l a t i v e l y unimportant a t a r- a t e speed.
Cons iderab le work on f r i c t i o n and hea t g e n e r a t i o n f o r v a r i o u s b e a r i n g geometr ies h a s been done by S t r i b e c k , Tabor, Por i t sky and o t h e r s .
H o l l i n g element b e a r i n g s worked we1 1 enough f o r most app l ica t ions using s tandard designs , and the above methods of l i f e p r e d i c t i o n , and no r e a l need was seen f o r any f u r t h e r research. b s t bear ing malfunction- i n g was a t t r i b u t a b l e t o e x t e r n a l f a c t o r s , namely mounting, l u b r i c a t i o n and misalign- ment, and t h e r e f o r e most t e x t books on t h e s u b j e c t o f r o l l i n g element b e a r i n g s d e a l main1 y w i t h t h e s e problems.
WHAT PROMPTED RESEARCH WORK?
The r o l l i n g element i n d u s t r y has been fo rced t o speed up its research and devel- opment e f f o r t s i n t h e l a s t 10 y e a r s mainly because o f t h e i n c r e a s i n g l y s e v e r e demands made by modern a i r c r a f t , both manned and unmanned. High f l i g h t speeds and accompan- y i n g h i g h t e m p e r a t u r e s , a s w e l l a s low- weight and r e l i a b l e and p r e d i c t a b l e p-f- ormance, have triade e x i s t i n g t h e o r i , ~f b e a f i n g d e s i g n i n a d e q u a t e .

fl personic a i rp lanes a r e f u l l of e q u i p using ba l l bearings which a r e required
t o operate under conditions heretofore con- sidered impossible of achievement. I he des- ign of t h i s equipment requires the a i r c r a f t approacir, namely minimum weight and bulk . .
fo r maximum performance. Approximate solut- ions are no longer acceptable on presently- workable bearings, and new approaches a r e needed t o so lve requirements f o r ( a ) high speed, (b) high temperature, (c) high load- ing, (d) i nab i l i t y t o lubr ica te by convent- ional means, ( e ) space and weight l im i t a t - ions , and ( f ) unusual environmental cond- i t ions.
R E C E N T RESEARCH A N D D E V E L O P M E N T
Research and development a c t i v i t i e s have been stepped up cons iderably i n t h e l a s t e ight years t o t r y and meet these new req- uirements. They have r e s u l t e d i n p a r t i a l s o l u t i o n s t o some problems and some new developments, but above a l l they have ser- ved to point out how l i t t l e i s known about t h e a c t u a l behavior of r o l l i n g e lement bearings. The following a c t i v i t i e s can be rG.z:rted on. &+,CLEAN STEEL - Attempts a r e being made t o minimize inc lus ions and o ther forms of d i s c o n t i n u i t i e s i n bear ing s t e e l by var- ious melting techniques, such a s induction and consumable e lec t rode , vacuum me1 t i n g , zone melting, and lev i ta t ion melting, which avoids a l l reaction with crucible materials by suspending the melt with an induct ion c o i l . Sc f a r , the e f f ec t of clean s t e e l on f a t i g u e l i f e has shown up on doubled and quadrupled 10% f a i l u r e l i f e . ( 2 ) NONDESTRUCTIVE T E S T I N G - One of t h e most important reasons f o r premature and unpredictable bearing f a i l u r e i s bel ieved t o be the presence of imperfections i n t he bearing s t e e l , i n the form of non-metallic inc lus ions and s t r i n g e r s . I f t he se imper- fect ions could be detected a s t o frequency, l o c a t i o n , s i z e and type i n a completed bea r ing by non-destruct ive means, t h e i r e f f e c t on l i f e could perhaps be evaluated. I t might f u r t h e r be p o s s i b l e t o eva lua t e what type of imperfect ion i s de t r imen ta l t o bearing l i f e . Several means of a c c o n ~ p $iqhing t h i s a r e now being inves t iga t ed . I HIGH S E E D CONSIDERATIONS - (a ) Class- <. ,, i c a l fa t igue l i f e pred ic t ion . Cent r i fuga l
force e f f e c t of b a l l s a t high speed causes rearrang.ement of f o r c e s , a s ana lyzed by A.B.Jones i n h i s pape r on L i f e of High Speed Bearings. While the outer raceway may be more heavily loaded because of cen t r i f - ugal f o r c e e f f e c t , i n s o f a r a s high speed bearings f a i l i n c l a s s i c a l fa t igue a t a l l , t he re still appears t o be a predominance of i nne r r i n g f a i l u r e s . L i f e t e s t i n g of LOO,
i 208 and 322 bearings a t 1 x 1 0 ~ DN has prov- ed t h i s t o be t he case. It a l so showed tha t under a given load , t he number of s t r e s s cycles t o f a i l u r e does not decrease a s r a p i d l y a s predicted. It i s believed t h a t t he hydrodynamic e f f e c t of t h e l u b r i c a n t i s r e s p o ~ l s i b l e f o r t h i s l i f e improvement a t high speed, and t h e continued predominance o f i n n e r r i n g f a i l u r e s (F ig . 2 ) . D r . A. Palmgren has w r i t t e n a paper on t h e l i f e of high speed bearings, vhich includes the hydrodynamic e f f ec t . (b) FRICTION - Several fac tors a re believed t o cause f r i c t i o n i n a high speed bearing. I n t e r f a c i a l s l i p (Heathcote e f f e c t ) of the r o l l i n g elements under r a d i a l load i s one f a c t o r , and i n addi t ion t o t h a t , t h e r e i s b a l l spinning under pure t h rus t and comb- ined loading. Bolen and Shevchenko i n t he i r paper on Visual Study of Ea l l Motion i n a High Speed Thrust Bearing t r i e d to demon- s t r a t e on what r a c e t h e b a l l r o l l s and spins. A.B.Jones i n h i s paper on Ball Mot- ion and S l id ing F r i c t i on i n Ball Bearings has e s t a b l i s h e d a method f o r c a l c u l a t i n g t h e f r i c t i o n moment and condit ion of b a l l s l i d i n g i n a high speed bearing, i n terms of f r i c t i o n a l r e s i s t a n c e and b a l l i n e r t i a e f f e c t s using a Coulomb f r i c t i o n value of 0.06-0.07. See Fig. 3-6.
E l a s t i c hys t e r e s i s l o s s , defined a s the energy l o s t through p l a s t i c deformation of t h e con tac t po in t under a given load , i s claimed by Tabor a s t h e major s o u r c e o f r o l l i n g r e s i s t a n c e , i n h i s paper on The Mechanism of Free Roll ing Fr ic t ion . Refer- r i n g t o Fig. 7 , tlie hole i n t h e b a l l meas- u r e s ou t a c i r c u l a r imprint on the s t r e t - ched rubber which i n the undeflected s t a t e becomes an e l l i p s e . The sharpness of t h e o u t l i n e of the imprint precludes the pres- ence of s l i p . No d i f f e r e n c e i n r o l l i n g f r i c t i o n i s observed on o i l e d o r dry sur- faces . He concludes t h a t i n t e r f a c i a l s l i p p l a y s a t r i v i a l p a r t i n f r e e r o l l i n g and

t h a t r e s i s t ance t o r o l l i n g i s independent of lubricat ion except where i t reduces sur- face a t t r i t i o n , which appears to become the major problem a s speeds and loads go up, and the qua l i ty of lubricant de te r iora tes .
'Dr~itowski a t General Motors Research has conducted t e s t s with b a l l bear ings which show t h a t f r i c t i o n torque i s independent o f l u b r i c a t i o n bu t i s a f f e c t e d by r a c e geometry. Fogg and Webber i n t he i r paper on Design Factors of Bal l and Rol le r Bewings have done considerable t e s t i n g on the eff- e c t of raceway conformity, contac t angle, i n t e rna l clearance, bearing speed a n d load on f r i c t i o n torque.
Some typical high speed bearing f r i c t i o n torque d a t a r e c e n t l y ob t a ined a r e shown below.
BEARING TOI4OUE DATA
1 2
0 0 2 4 6 8 I0
RPY . L o - "
0 LOO 200 300 100 ,011
TIIALST LOAD, 1.8.
The gyroscopic e f f ec t s of the b a l l s a t high speed have not been invest igated.
The r e l a t i v e importance of a l l t h e s e f a c t o r s i n terms o f bea r ing l i f e i s not understood, nor have r e l a t i o n s h i p s been developed which would gu ide h igh speed bearing design. Reduced t o fundamentals,
t h e problem again becomes one of pres---re and s l i d i n g . In t h i s connection, t h e . /k by Smith and Liu on S t r e s s e s Due t o 'fiGg- e n t i a l and Normal Loads on an E la s t i c Sol id w i th App l i ca t ion t o Some Contac t S t r e s s Problems shows t h a t t he sub-surface shear s t r e s s e s r i s e t o t he surface, arid increase considerably as the coef f ic ien t of f r i c t i o n between the rubbing bodies increases (Fig. 8 ) . This w i l l g ive r i s e to surface f a i l u r e s q u i t e comnion i n high speed bearings, part- i c u l a r l y wi th t he poorer l u b r i c a n t s and with opera t ion a t higher temperatures. (4) HIGH TEMPERATURE CONSIERATIONS - Bear- i n g m a t e r i a l s should have a s many of t he following p rope r t i e s as poss ib le , regard- l e s s of the operating temperature range. ( a ) High t e n s i l e and y i e ld s t rength . (b ) High hardness. ( c ) High wear and g a l l res i s tance . ( d ) D imens iona l ly and m e t a l l u r g i c a l l y
s t a b l e . ( e ) Corrosion r e s i s t a n t . ( f ) Of b e s t homogeneous and i s e n t r o p i c
q u a l i t y p o s s i b l e . ( g ) Uniformly high standard of qua l i t y . (h) Low hys t e r e s i s l o s s . ( i ) Known c o e f f i c i e n t s of hea t trar. . . r
and thermal expansion. (j) High damping f ac to r . (k) Low modulus of e l a s t i c i t y . ( 1 ) Duct i le .
?he materials which can be used a t t e m p e r a t u r e s above t h e 52100 and 440C s t e e l range a re : ( a ) Tool s t e e l - 1050°F max. ( t ) High cobalt-chrorne-tungsten a l l o y s -
1500°F max. ( c ) Super a l l oys - 1800°F max. (d) S in te red carb ides - 2000°F max. ( e ) Ceramics - 2000°F t o 2800°F max. ( f ) Ceremets - 2000°F t o 2800°F max.
The hot ha rdnes s c h a r a c t e r i s t i c s of t l iese m a t e r i a l s a r e shown i n F ig . 9-12. (5) LUBRICATION - rile function of lubricat- ion is t o provide cooling and separation of the r o l l i ~ ~ g elements to avoid metal pickup. I t has been found tha t very l i t t l e lubric- an t i s needed t o achieve the l a t t e r , prov- ided the lubr icant has adequate v iscos i ty . A fu r the r funct ion o.f the l ub r i can t is t o d i s t r i b u t e t h e c o n t a c t p r e s s u r e ove r a wider a r e a than t h e e l l i p s e . T h i s i p a r t i c u l a r l y i m p o r t a n t f a c t o r a t high

where t h e hydrodynamic e f f e c t of t h e 2c!3 b e l i e v e d r e s p o n s i b l e f o r an i n c r - e a s e i n l i f e over t h e c a l c u l a t e d v a l u e s . A s t e m p e r a t u r e s i n c r e a s e , t h e a v a i l a b l e l u b r i c a n t s exh ib i t lower v i s c o s i t y and l u b - r i c i t y c t ~ a r a c t e r i s t i c s , arid v i v i d l y dernon- s t r a t e t h e important r o l e which l u b r i c a n t s p lay i n making t h e conventional b a l l bear- i n g work. It p o i n t s o u t t h e importance of more c l o s e l y a n a l y z i n g and d e s i g n i n g f o r minirnum non-rol l ing o f t h e r o l l i r l g elem- e n t s . The good l u b r i c a n t which h e r e t o f o r e h a s covered up d e s i g n a p p r o x i m a t i o n s i s no longer a v a i l a b l e . Some high temperature l u b r i c a n t s being cons ide red and e v a l u a t e d a r e shown i n Fig . 13.
Powdered l u b r i c a n t s such a s MoS2, P b O , P b I 2 , WS2 and g r a p h i t e have been t r i e d . Lubrication a t 700°F and higher by means of c o a t i n g wj t,h hydrocarbon f u e l d e p o s i t s i n an oxygen-def ic ient a t ~ n o s p l ~ e r e h a s show11 some s u c c e s s . The l u b r i c a n t s s o f a r d i s - cussed se rve mainly t o minimize metal pick- up, and no coo l ing o r load c a r r y i n g can be expected from them.
Bear ings a r e be ing expected t o o p e r a t e i n "+.er, l i q u i d metals , hydrocarbon f u e l s , l i c , d hydrogen, n i t r o g e n and oxygen a t t empera tu res rang ing from -423OF t o over 1000°F. B e a r i n g s o f M 2 t o o l s t e e l have
been run dry a t 1050°F. It is bel ieved t h a t t h e o x i d e f i l m c r e a t e d p e r m i t t e d a H e r t z s t r e s s of 62 ,000 p s i w i t h o u t m e a s u r a b l e wear o f p a r t s . A t 100,000 p s i Her tz s t r e s s load ing , 0.0006 wear i n 1% hours was enc- o u n t e r e d . B e a r i n g s of c o b a l t b a s e a l l o y were opera ted a t 1200°F dry , wi th t h e res- u l t s shown below. (6) BEARING T Y P E S AND USAGE - Although n o t r a d i c a l l y new, F i g . 14-15 show b e a r i n g types now i n f a i r l y f requent usage i n high
.- speed, high temperature a p p l i c a t i o n s .
SUMMARY
(1) Much needs t o be l e a r n e d about t h e c o n v e n t i o n a l l y o p e r a t i n g r o l l i r l g element bea r ing a t room temperature , and a s speeds a r e inc reased .
(2) I n a l l work a t high speed, h igh tem- p e r a t u r e and ur~rlsual environmental condi t - ions , a r e a l i s t i c c r i t e r i o n of f a i l u r e must b e e s t a b l i s h e d . For example; What i s f a i l - u r e ? ; How t o d e t e c t f a i l u r e ? ; and How t o e v a l u a t e f a i l u r e ? .
( 3 ) I t h a s become q u i t e a p p a r e n t t h a t t h e type o f a p p l i c a t i o n s i n (2) above must be t r e a t e d c o n ~ p l e t e l y i n d i v i d u a l l y a s reg- a r d s m a t e r i a l des ign and l u b r i c a t i o n . Est- a b l i s h i n g g e n e r a l i z e d t h e o r i e s f o r s o l u t - i o n s o f these problems appears imprac t i ca l .

FIGURE 1
DISTRIBUTION OF SUBSURFACE SHEAR O N CONTACT AREPCi

THRUST
STATIC OR LOW SPEED OPERATION
THRUST
I
THRUST-
HIGH SPEED OPERATION
THRUST
FIGURE 2

NORMAL STRESS ELLIPSOID AT BALL CONTACT
FIGURE 3

LINES O F ZERO SLIDING
I E ~ S = A A = E ~ S ~ ~ A + E ~ S,AA
qr ZfSldA + qrEfSm = 0 R o t s t i o n = 0
DISTRIBUTION O F FRICTIONAL FORCE AT BALL CONTACT
FIGURE 4

c- INSTANT CENTER OF ROLLING
- AXIS OF ROTATWN OF BALL
2 rb ri r = - )ri - rb
- INSTANT CENTER OF ROI ',
FIGURE 5
D E F O R M A T I O N O F B A L L r n o R A C E S U N D E R P U R E R A D I A L L O A D

i..

LIGHT LOAD, S T A T I C IMPRINT: 0 C 1 RCLE
HEAVY LOAD,ROLLING IMPRINT:^ ELLIPSE
ELASTIC HYSTERESIS O F A ROLLING CYLINDER ON RUBBER

COEF. FRICT. LOCATION MAX. PRINC. STRESS MAX. SHEAR STRESS
P Qmax. T m a x .
" 0 SUB-SURFACE P 0 . 3 P
1 / 3 SURFACE 1 . 3 9 P (39%) 0 . 4 3 P (43%)
FIGURE 8
EFFECT OF COEFFICIENT OF FRICTION ON MAX. SHEAR STRESS
[SMITH A N D LIU, A S M E P A P E R , J U N E 1 9 5 3 1


F I G U R E 1 0 HOT H A R D N E S S O F TOOL S T E E L S
100 HOURS

-.
.-
f4
f4
f4
UU
U
RR
R
4 0 CV
mm
m
0 0 0
UU
U


F I G U R E 1 3
APPROACHES T O HlGH TEMPERATURE BEARING LUBRICATION -
POTENTIAL BASE STOCK:
ORGANOMETALLlCS & S E MI-ORGANICS
ARYL SILANES
POLYNUCLEAR AROMATICS
. ALKYL SILANES
1 HYDROCARBONS
D l - & POLYESTERS
TEMPERATURE RANGE V

I.) FLANCLD, J TYPE BCARINGS 2) GUIDED WRING S3 THRU-BORE WUSING 43 REVERSIBLE 7YRUST MOUNTING 53 LUBRICATFON S T S
HlGH SPEED TURBINE KaUNTlNG
1.) J T W E BEARINGS L) GUIDED SPBlNG AN0 9-EVE I.! THRU-BORE HOMING
-, - - - . . . - . . . . -. . - - . - 6.) ASSEMBLY FLOATING IN OIL CUSHION
TO MINIMIZE UNBALANCE LOADING ON BEARINGS
L. 0 0 I CLEARANCE
HIGH SPEED TURBINE MOUNTING
I.) FLANC€D. J 7 BEARINGS 2) SPRING PRELOAD I) THRU-BORE HOUSING 43 REVERSIBLE THRUST WUNTING
HlGH SPEED PLANET PINION BEARING
FIGURE 14

// OIL I
_C I--- -- -ll4mlsr THRUST
TYPICAL JET ENGlHE BEARING M U N T I N G DUPLEX S.I.R. SET
TYPICAL PROPELLER THRUST BEARING M U N T I N G
F I G U R E 1 5

(- THE E F F E C T O F TEMPERATURE AND P R E S S U R E ON V I S C O S I T Y '-L/ A S RELATED TO HYDRODYNAMIC L U B R I C A T I O N
By E.Saibe1, Rensselaer Polytechnic I n s t i t u t e
The hydrodynamical theory of j o u r n a l o r t h r u s t b e a r i n g s s t e m s from t h e Navie r - Stokes equat ions f o r t h e laminar flow o f a Newtonian v i s c o u s l i q u i d . When o r d e r o f magnitude c a l c u l a t i o n s a r e c a r r i e d o u t , and terms of smal le r o rder a r e dropped and t h e r e s u l t i n g equa t ions a r e used t o g e t h e r with the equation of c o n t i n u i t y , t h e Reyn- " o l d s equation r e s u l t s .
This equation i s
much a t t e n t i o n should be pa id t o each. I f on ly t h e p r e s s u r e e f f e c t on t h e vis-
c o s i t y were important, the problem would be r e l a t i v e l y simple. Charnes and Sa ibe l (Ref. 1 ) , using a well-known t ransformat ion
where c$ i s a func t ion of p r e s s u r e , reduced equa t ion (1) t o t h e form
i f the f i l m th ickness h is a func t ion o f x a l o n e , and i f t h e moving s u r f a c e h a s a v e l o c i t y U i n t h e x - d i r e c t i o n . The o t h e r q u a n t i t i e s e n t e r i n g i n equa t ion ( 1 ) a r e p t h e p r e s s u r e and p t h e v i s c o s i t y .
I n s o l v i n g equa t ion (1 ) f o r t h e p ress - u r e a s a func t ion of x and y , i t i s gener- a l l y assumed t h a t t h e process i s isothermal
t h a t c o n s e q u e n t l y t h e v i s c o s i t y i s L t a n t ,
However, i n r e a l i t y , work i s done on t h e f l u i d by t h e i n t e r n a l f r i c t i o n and t h i s work is conver ted i n t o h e a t which r a i s e s t h e temperature o f t h e f l u i d and thus chan- g e s t h e v i s c o s i t y , s i n c e t h e v i s c o s i t y i s d e p e n d e n t upon t h e t e m p e r a t u r e . On t h e o t h e r hand, p r e s s u r e i s deve loped i n t h e bear ing, and t h i s i n t u r n a f f e c t s t h e vis- c o s i t y , s i n c e t h e v i s c o s i t y depends upon p r e s s u r e .
I t can e a s i l y be seen t h a t t h e g e n e r a l so lu t ion taking i n t o account both t h e pres- s u r e and temperature e f f e c t on t h e viscos- i t y l e a d s t o g r e a t d i f f i c u l t i e s i n e f f e c t - i n g an a n a l y t i c a l s o l u t i o n , even under t h e assumption of a d i a b a t i c cond i t ions . I n the r e a l s i t u a t i o n , conduct ion o f h e a t t o t h e bounding sur faces i n contact with t h e f l u i d a s w e l l a s conduc t ion o f t h e h e a t i n t h e f l u i d i t s e l f , r e n d e r t h e s i t u a t i o n even more d i f f i c u l t t o handle. Even though exact so lu t ions may not be ob ta inab le a t t h e p r e s e n t t ime , i t i s i m p o r t a n t t o have some +wledge o f t h e o r d e r s o f magni tude o f
e e f f e c t s i n o r d e r t o j u d g e j u s t how L
T h i s means t h a t 4 may be i n t e r p r e t e d a s t h e p ressure which would r e s u l t from a s o l u t i o n of the Reynolds equation under the assumpt- i o n o f c o n s t a n t v i s c o s i t y b, and t h a t t h e a c t u a l p ressure collld be found from an in t - e g r a t i o n of e q u a t i o n ( 2 ) . I n o t h e r words, t h e t r u e p r e s s u r e i s found from
Q = loP p-l d p (4)
Knowing t h e r e l a t i o n s h i p between p and p, and in t roduc ing i t i n equa t ion ( 4 ) , a l lows i n p r i n c i p l e a t l e a s t f o r t h e f i n d i n g o f t h e p r e s s u r e d i s t r i b u t i o n .
The c a l c u l a t i o n s c a r r i e d ou t by Charnes a n d S a i b e l (Ref . 1) show t h a t t h e t r r ~ e p r e s s u r e i s always h i g h e r than t h a t found assuming t h a t t h e v i s c o s i t y i s c o n s t a n t . However, t h r e e o t h e r e f f e c t s genera l ly mask t h e e f f e c t o f p r e s s u r e . One is t h e e f f e c t o f a temperature r i s e and t h e o t h e r s , which w i l l not be t r e a t e d he re in a re (a ) t h e def- o rmat ion o f t h e s l i d i n g and b e a r i n g su r - f aces under p,ressure and (b) t h e d i s t o r t i o n o f these s u r f a c e s due t o heat ing. Obviously i f t h e p r e s s u r e developed g e t s h igh enough t o a f f e c t t h e v i s c o s i t y , a t t e n t i o n must be p a i d t o t h e o t h e r phenomena.
I n g e n e r a l , t h e more impor tan t c a s e is t h a t i n which t h e v i s c o s i t y depends on t h e temperature . I n o r d e r t o s o l v e t h i s c a s e , i t i s necessary t o u s e t h e conserva t ion o f energy p r i n c i p l e , r equ i r ing t h a t t h e in ten- n a l energy s t o r e d i n t h e l u b r i c a n t be equal t o t h e work done on i t by t h e viscous for- e s , l e s s t h e hea t energy conducted away.

Although no a n a l y s i s will be c a r r i e d o u t i n t h e p r e s e n t work, i t w i l l b e h e l p f u l t o see t h e b a s i c e q u a t i o n s i n v o l v e d , and t o d i s c u s s some o f t h e methods which have been used t o e f f e c t s o l u t i o n s . S e e f o r example (Ref. 2 ) . The N a v i e r S t o k e s e q u a t i o n s red- uce t o
and t h e c o n t i n u i t y equa t ion i s
where qx = f low i n x - d i r e c t i o n p e r u n i t l e n g t h
i n t h e y -d i r ec t i , on . qy = f l o w i n y - d i r e c t i o n p e r u n i t l e n g t h
i n t h e x - d i r e c t i o n . p = l u b r i c a n t p r e s s u r e . p = l u b r i c a n t v i s c o s i t y . h = f i l m t h i c k n e s s . U = v e l o c i t y of moving s u r f a c e ( b e a r i n g )
i n t h e x - d i r e c t i o n . I m p l i c i t i n t h i s f o r m u l a t i o n a r e t h e
assumptions t h a t t h e i n e r t i a and weight of t h e l u b r i c a n t a r e n e g l i g i b l e , and t h a t t h e f i l m i s s o t h i n t h a t p r e s s u r e and v i scos - i t y a r e e s s e n t i a l l y c o n s t a n t i n t h e th i ck - n e s s d i r e c t i o n . I n t h e c a s e o f a d i a b a t i c f low, t h e eqergy e q u a t i o n can b e o b t a i n e d f rom
I ] " S,U = P qx a x + qy
wi th
and i = e + ( p / p ) ( 7C) where Sx = f r i c t i o n a l f o r c e p e r u n i t f i l m a r e a
e x e r t e d on l u b r i c a n t by moving s u r - f a c e .
P = l u b r i c a n t d e n s i t y . e = l u b r i c a n t i n t e r n a l e n e r g y . i = l u b r i c a n t e n t h a l p y .
The i n t e r n a l energy w i l l b e assumed t o b e i n d e p e n d e n t o f p r e s s u r e , and l i n e a r l y r e l a t e d t o temperature. The i n t e r n a l energy
equa t ion is then
where c i s t h e s p e c i f i c h e a t and T i s t h e tempera ture . I n a d d i t i o n t o e q u a t i o n s 5 -8 , i t i s necessa ry t o have a r e l a t i o n s h i p con- n e c t i n g v i s c o s i t y wi th p r e s s u r e and temper- a t u r e . The one most f i e q u e ~ i t l y used i n t h i s f i e l d is
where a and p a r e c o n s t a n t s determined e x p e r imen ta l ly .
T h i s system o f equa t ions h a s been t r e a t - e d i n a v a r i e t y o f approx ima te ways. Some o f them t r e a t v i s c o s i t y and d e n s i t y a s fun- c t i o n s o f d i s t a n c e a long t h e s l i d e r . O t h e r s assume a r e l a t i o n s h i p between t e m p e r a t u r e and d i s t a n c e a long t h e s l i d e r . These t r ea t - ments have been u n r e a l i s t i c , s i n c e obvious- l y t h e s e q u a n t i t i e s must be c a l c u l a t e d a s p a r t o f t h e p rob lem. However, t h e y were f i r s t s t e p s toward a s o l u t i o n o f t h e prob- l e m , which was r ecogn ized a s in ipor tant . I n most c a s e s , t h e a d h o c a s s u m p t i o n s u s e d were t o r e p l a c e u s e o f t h e energy e q u a t i o n which was recognized a s be ing d i f f i c u l r d e a l wi th .
O the r s o l u t i o n s have been o f a numer ica l n a t u r e . Chr i s tophe r son (Ref. 3) f o r example u s i n g r e l a x a t i o n methods, e f f e c t e d a s o l u t - ion . T h i s was b e f o r e t h e wide spread a v a i l - a b i l i t y o f d i g i t a l computing machines which now g r e a t l y r educe t h e l a b o r invo lved . Al- though c e r t a i n terms w e r e m i s s i n g from h i s energy equat ion (Ref. 4 ) , h i s method was o f i n t e r e s t , and was c a p a b l e o f y i e l d i n g num- e r i c a l informat ion i n p r a c t i c a l problems.
A method o f s o l v i n g t h e problem t o any d e s i r e d d e g r e e o f e x a c t n e s s h a s been des- c r i b e d and c a r r i e d o u t by O s t e r l e , Charnes and S a i b e l (Ref . 2 ) where f o r t h e f i r s t t ime ad hoc assumpt ions were n o t used , and t h e t e m p e r a t u r e d i s t r i b u t i o n was a c t u a l l y computed.
Numerica l s o l u t i o n s u s i n g t h e d i g i t a l comput ing machine have s i n c e been c a r r i e d o u t , a s f o r example by S t e r n l i c h t (Hef. 5 ) . It s h o ~ ~ l d b e noted however t h a t problems of mesh s i z e , o r d e r i n which t h e s o l u t i o n i s c a r r i e d o u t , e r r o r c o n t r o l , and t h e l i k e , a f f e c t t h e convergence o f t h e s o l u t i o n . T t
is n o t enough j u s t t o r e p l a c e t h e s y s t e ~ .

J e r e n t i a l equations by d i f f e r e n c e equat- c, and c a r r y ou t the a r i thmet ica l operat-
i o n s . The numbers so o b t a i n e d may o r may n o t be mean ingfu l . I t i s i n t e r e s t i n g i n t h i s c o n n e c t i o n t o o b s e r v e some o f t h e d i f f i c u l t i e s a t t endan t upon numerical sol - u t i o n s of t h e N a v i e r S t o k e s equa t ions even i f t h e sys tem i s t r e a t e d a s i s o t h e r m a l (Ref . 6,7 ) . I n t h e c a s e o f an a d i a b a t i c p r o c e s s , o r o n e w i t h h e a t l e a k a g e , t h e s i t u a t i o n i s even more compl ica ted .
I
With t h i s i n mind, Gui l inger and S a i b e l (Ref. 8 , 9 ) s e t up p rocedures f o r c a r r y i n g c o u t t h e numerical c a l c u l a t i o n s f o r press- ures , temperatures, and o t h e r parameters i n sl ider-bearing conf igurat ions f o r t h e adia- b a t i c case and f o r heat leakage.
Most of t h e work so f a r shows t h a t i t is important t o cons ide r t h e energy ba lance ,
and t h a t the e f f e c t of t h e i n t e r n a l work i n changing t h e t empera tu re of t h e l u b r i c a n t i s a very important one. It is on t h e s a f e s i d e t o consider the system t o be ad iaba t i c b u t i t i s d e f i n i t e l y bad t o n e g l e c t s i d e 1 eakage.
S i n c e t h e means and t echn iques a r e now a v a i l a b l e t o t r e a t t h r u s t and journa l bear- i n g s i n an a c c u r a t e manner, i t remains t o f i n d ways of implementing t h i s work so t h a t a wide v a r i e t y of s o l u t i o n s can be c a r r i e d out over t h e f u l l range of u s e f u l paramet- e r s , and t h e r e s u l t s presented i n graphical o r t a b u l a r form f o r ready u s e by t h e des- i g n e r .
ACKNOWLEDGEMENT
'Ihis work was supported by the Of f ice of Ordnance Research, U.S. Army.
REFERENCES
1. On t h e S o l u t i o n o f t h e R e y n o l d s E q u a t i o n f o r S l i d e r - B e a r i n g L u b r i c a t i o n . 11. T h e V i s c o s i t y a s a F u n c t i o n o f t h e P r e s s u r e , by
A. C h a r n e s a n d Edward S a i b e l , T r a n s . ASME, [-,. 269-272 ( 1 9 5 3 ) . . . a t h e S o l u t i o n o f t h e R e y n o l d s E q u a t i o n
c r f Slicler- eari in^ L u b r i c a t i o n . IV. E f f e c t o f T a m p e r a t u r e on t h e V i s c o s i t y , by F. O s t - e r l e , A. C h a r n e s a n d Edward S a i b e l , T r a n s . ASME, 15, 1117-1123 ( 1 9 5 3 ) . 3 . A New M a t h e m a t i c a l Method f o r t h e S o l - u t i o n o f F i l m L u b r i c a t i o n P r o b l e m s , by D. G. C h r i s t o p h e r s o n , P r o c . I n s t . Mech. E n g . , 1 4 6 , 1 2 6 ( 1 9 4 1 ) . 4 . On t h e E n e r g y E q u a t i o n f o r F l u i d F i l m L u b r i c a t i o n , by A. C h a r n e s , F. O s t e r l e a n d
E d w a r d S a i b e l , P r o c . R o y . S o c . L o n d o n , 2 1 4 , 1 3 3 ( 1 9 5 2 ) . 5 . E n e r g y a n d R e y n o l d s C o n s i d e r a t i o n s i n
T h r u s t - B e a r i n g A n a l y s i s , by B. S t e r n l i c h t , P r o c . C o n f e r e n c e on L u b r i c a t i o n a n d Wear , L o n d o n , 1 9 5 7 . 6 . N o t e o n t h e C o n v e r g e n c e o f N u m e r i c a l S o l u t i o n s o f t h e N a v i e r S t o k e s E q u a t i o n s , b y A. Thom a n d C. J . A p e l t , O .U.E .L . 8 7
A.R. R&M 3 0 6 1 , J u n e 1 9 5 6 . 7 . B o u n d a r y T r o u b l e s i n A r i t h m e t i c a l S o l - u t i o n s o f t h e N a v i e r - S t o k e s E q u a t i o n s , by A. Thom, A.R.C. 2 0 , 2 8 9 F.M. 2 6 9 8 , J u l y 1 9 5 8 . 8 . T h e E f f e c t o f H e a t C o n d u c t a n c e on S l i d e r B e a r i n g C h a r a c t e r i s t i c s , by W. H. G u i l i n g e r a n d Edward S a i b e l , T r a n s . ASME. 9 . N u m e r i c a l M e t h o d s o f S o l u t i o n o f t h e A d i a b a t i c S l i d e r B e a r i n g W i t h o u t S i d e Leak- a g e , by W. H. G u i l i n g e r a n d Edward S a i b e l ,
F i f t h M i d w e s t e r n C o n f e r e n c e on F l u i d Mech- a n i c s , Univ . o f M i c h i g a n , Ann A r b o r , 1957 .

AUTHOR INDEX
BAILEY, Charles P,. , S e n s i t i v i t y of Machines t o Lubricant Viscos i ty , p. 33. BARBER, E.M., E f f e c t of P ressure on Viscos- i t y , p. 11. BEEFEWWER, Alan, E f f e c t o f Rate o f Shear on Viscos i ty , p. 17. BELL, J . C . , and L.B.Sibley, V i s c o s i t y i n t h e Lubricat ion Mechanisms o f Rolling-Elem- e n t Bear ings , / p. 64. BOYD, J . , and R.C.Garretson, The Sens i t iv - i t y o f Equipqent t o Var ia t ion i n Lubr ican t V i s c o s i t y , p. 25. BRIDGEMAN, Oscar C. , In t roduc to ry Remarks, p. 3. GARRETSON, R.C., and J-Boyd, The Sens i t iv - i t y of Equipment t o Var ia t ion i n Lubr ican t V i s c o s i t y , p. 25. HANAU, H . , Recent Research and Development Work i n Rol l ing Bear ings , p. 85. HENRIKSON, K.G.. E f f e c t o f V i s c o s i t y on H y d r a u l i c Sys tems , p.48. HITCHCOCK, J .H, , L u b r i c a t i o n o f R o l l Neck B e a r i n g s and G e a r D r i v e s i n C o n t i n u o u s R o l l i n g Mills, p . 36. KAUFFMANN, W . M . , V i s c o s i t y and R e l a t e d Problems i n Engine Design, p. 53. SAIBEL, Edward, The E f f e c t o f Temperature and P r e s s u r e on V i s c o s i t y a s R e l a t e d t o Hydrodynamic L u b r i c a t i o n , p. 105. SHIPLEY, E . E. , Gear Lubricat ion and Viscos- i t y , p. 75. SIBLEY, L.B., end J .C .Be l1 , V i s c o s i t y i n t h e Lubricat ion Mechanisms o f Rolling-Elm- ent Bearings, p. 64. THOMA, F. A . , C r i t e r i a f o r S e l e c t i n g Viscos- i t y o f Lubricants f o r Design of H e l i c a l and Worm Gears, p. 61. WARNm, Paul C . , I n t r o d u c t o r y Hemarks, p. 24. ZUIDEMA, H . H . , E f f e c t o f T e m p e r a t u r e on V i s c o s i t y , p. 6.