Embed Size (px)
Citation preview
Procedure Guide
31
Weld Process Procedure – Miller WelderRobot Procedure Series
Use the following procedure when programing a new part for the robot to ensure the welder, teach setting defaults and the correct weld schedules are properly set before programming.
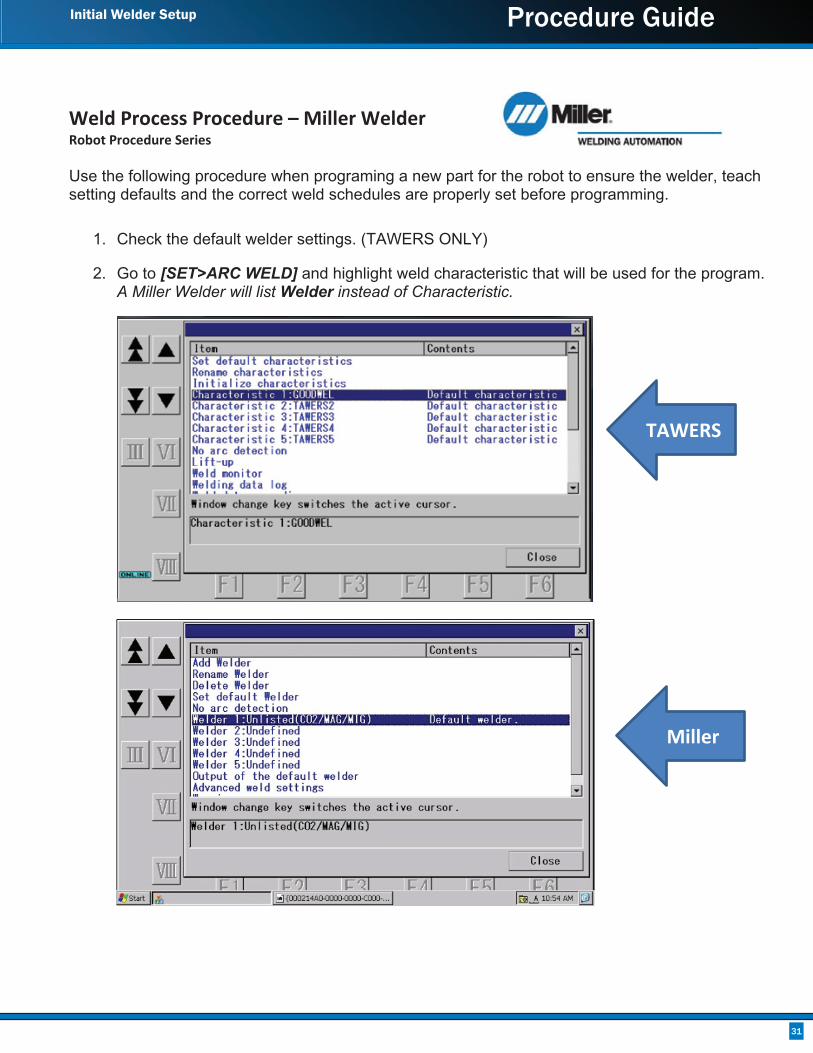
1. Check the default welder settings. (TAWERS ONLY)
2. Go to [SET>ARC WELD] and highlight weld characteristic that will be used for the program. A Miller Welder will list Welder instead of Characteristic.
TAWERS
Miller
Initial Welder Setup
32
Miller Training Solutions
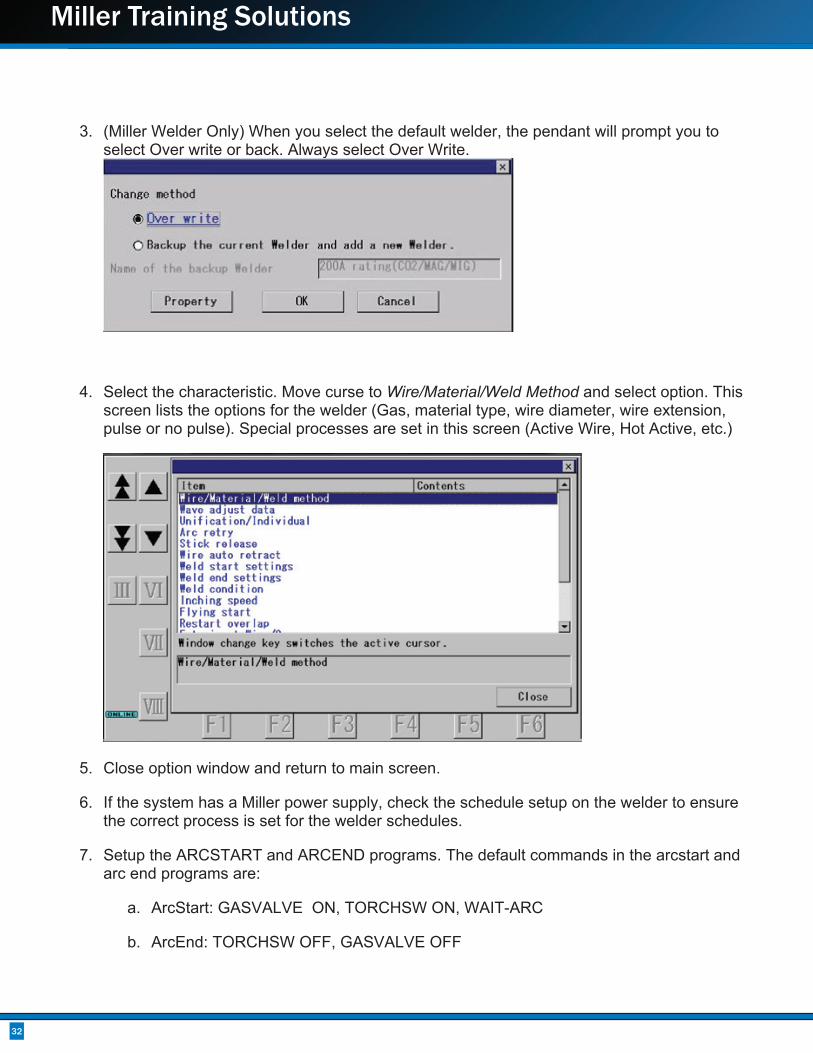
3. (Miller Welder Only) When you select the default welder, the pendant will prompt you to select Over write or back. Always select Over Write.
4. Select the characteristic. Move curse to Wire/Material/Weld Method and select option. This screen lists the options for the welder (Gas, material type, wire diameter, wire extension, pulse or no pulse). Special processes are set in this screen (Active Wire, Hot Active, etc.)
5. Close option window and return to main screen.
6. If the system has a Miller power supply, check the schedule setup on the welder to ensure the correct process is set for the welder schedules.
7. Setup the ARCSTART and ARCEND programs. The default commands in the arcstart and arc end programs are:
a. ArcStart: GASVALVE ON, TORCHSW ON, WAIT-ARC
b. ArcEnd: TORCHSW OFF, GASVALVE OFF
write or back. Always select Over Write.
Procedure Guide
33
8. Miller Power Supply Setup: The Miller welder has settings for eight weld schedules. An ArcStart program can be written to call a weld schedule. If the default ArcStart program is used, the robot will always call schedule one on the welder.
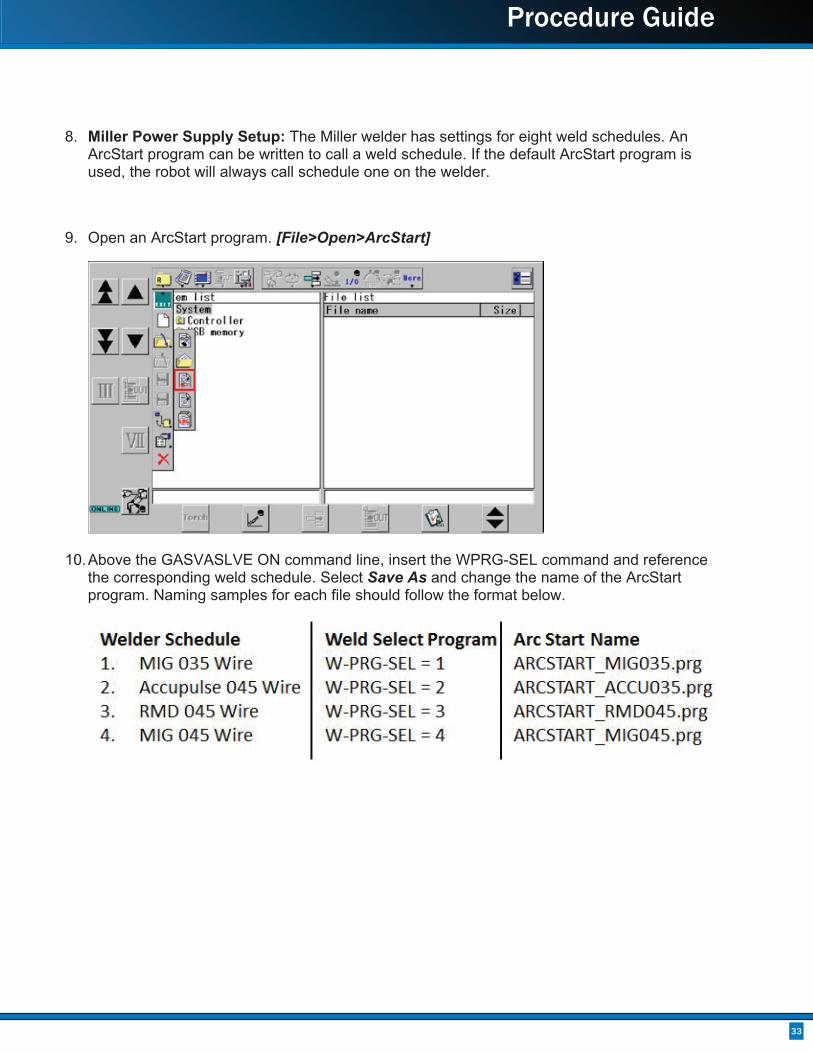
9. Open an ArcStart program. [File>Open>ArcStart]
10. Above the GASVASLVE ON command line, insert the WPRG-SEL command and reference the corresponding weld schedule. Select Save As and change the name of the ArcStart program. Naming samples for each file should follow the format below.
34
Miller Training Solutions
11. Close the ArcStart programs.
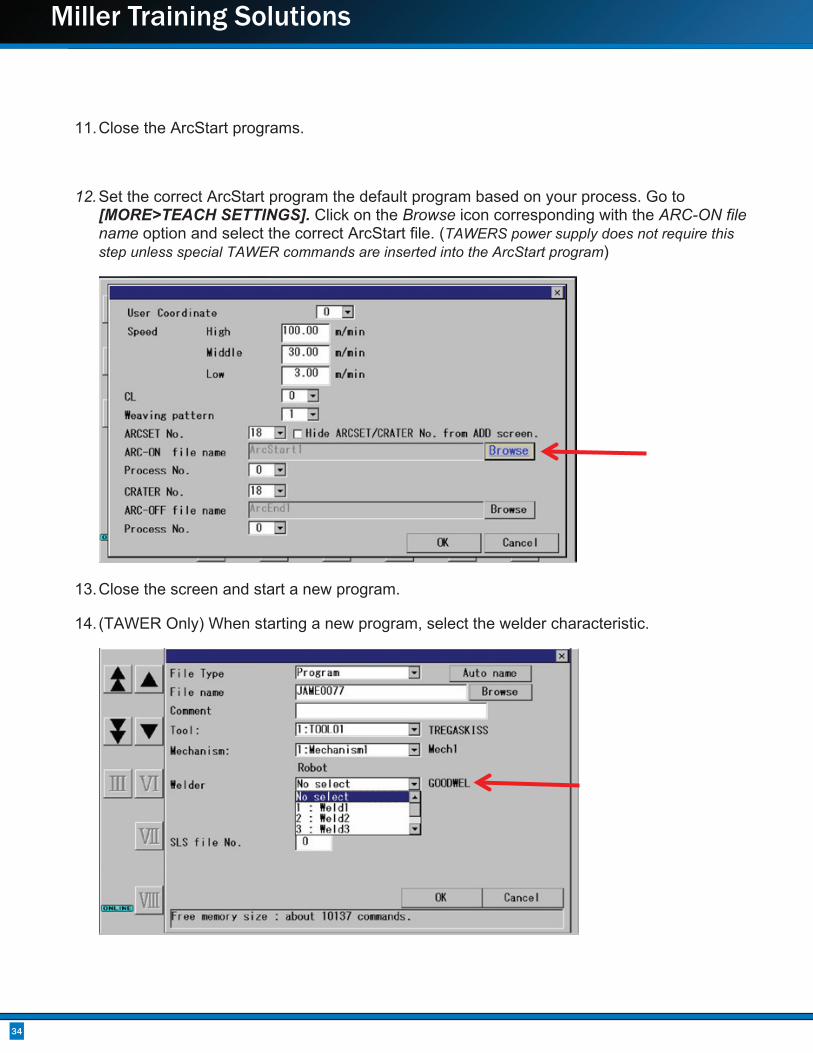
12. Set the correct ArcStart program the default program based on your process. Go to [MORE>TEACH SETTINGS]. Click on the Browse icon corresponding with the ARC-ON file name option and select the correct ArcStart file. (TAWERS power supply does not require this step unless special TAWER commands are inserted into the ArcStart program)
13. Close the screen and start a new program.
14. (TAWER Only) When starting a new program, select the welder characteristic.
Procedure Guide
35
15. Create a test program to find the parameters for the program. Depending on the process (AccuPulse, Pulse, RMD, etc.) the wire feed speed/amps and voltage settings will change. NOTE: AccuPulse and RMD use a trim setting. 1 – 100, not the actual voltage. In the voltage field, 50 is the center of the trim. Start with the trim set at 50 then adjust up or down from that point.
16. Record the settings found to weld the application. For a default CRATER setting, subtract 20 from the WFS/AMPS and subtract one from the voltage.
17. Close the program.
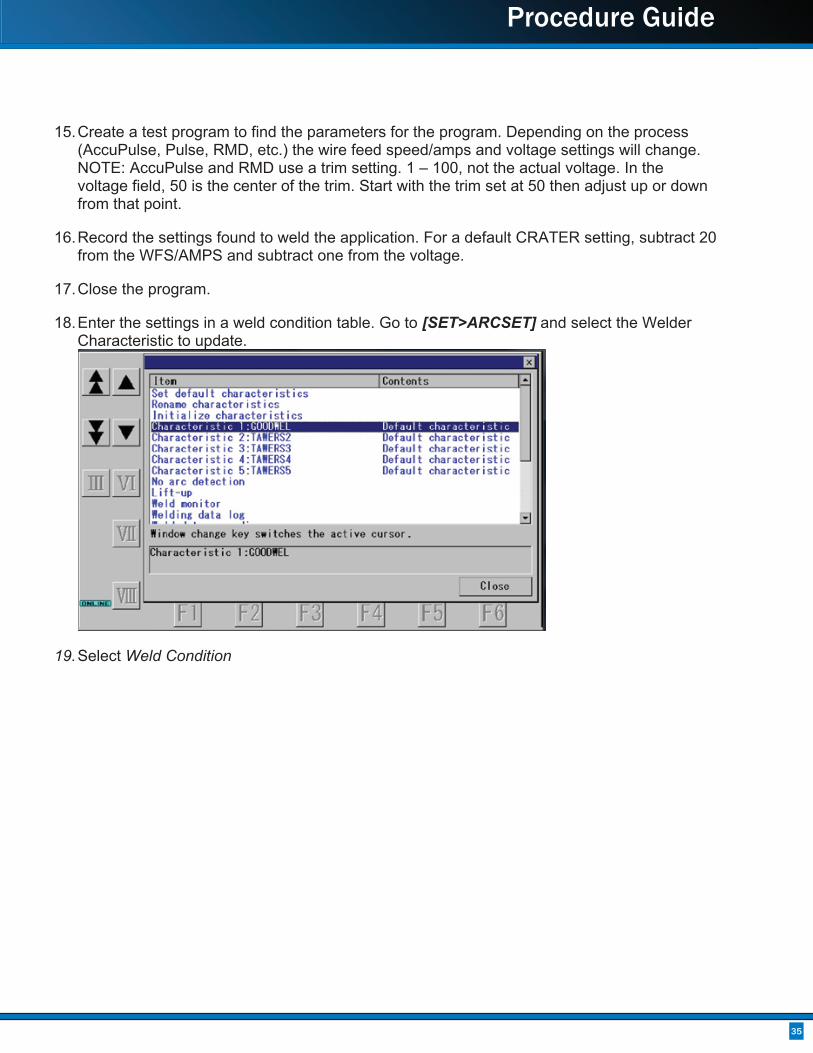
18. Enter the settings in a weld condition table. Go to [SET>ARCSET] and select the Welder Characteristic to update.
19. Select Weld Condition
36
Miller Training Solutions
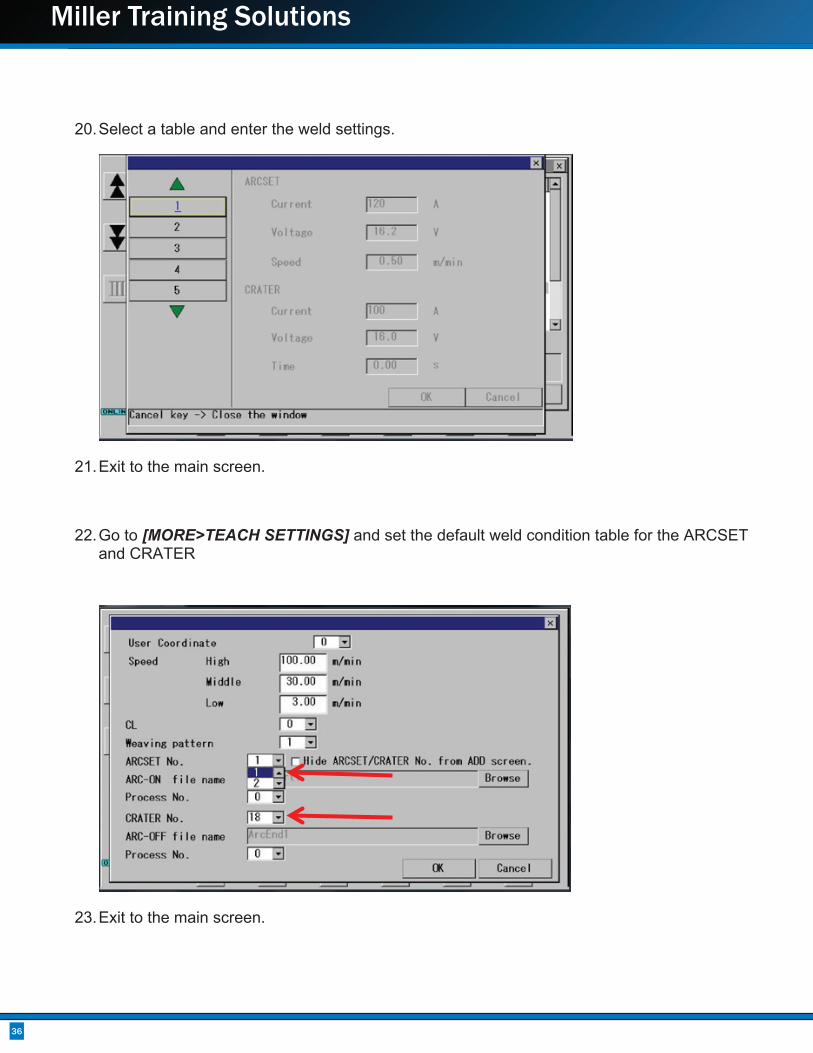
20. Select a table and enter the weld settings.
21. Exit to the main screen.
22. Go to [MORE>TEACH SETTINGS] and set the default weld condition table for the ARCSET and CRATER
23. Exit to the main screen.



![Kawasaki Robot K series · K series Kawasaki Robot K series Painting robots explosion-proof and painting package cells Cat. No. 3L1900 Sep. ’19 F Printed in Japan Kawasaki Robot]](https://img.pdfslide.us/doc/110x75/5e3e5cb6e37ed2437d3270c6/kawasaki-robot-k-series-k-series-kawasaki-robot-k-series-painting-robots-explosion-proof.jpg)










![Kawasaki Robot CX series...Kawasaki Robot CX series CX series Large payload robots – up to 210 kg Cat. No. 3L1779 Mar. ’18 S Printed in Japan Kawasaki Robot] Materials and specifications](https://img.pdfslide.us/doc/110x75/5fc640da26b68f457d635641/kawasaki-robot-cx-series-kawasaki-robot-cx-series-cx-series-large-payload-robots.jpg)














