Embed Size (px)
Citation preview

R
Rf
GI
a
ARRAA
KMFFMDB
C
0h
Chemical Engineering and Processing 65 (2013) 1– 44
Contents lists available at SciVerse ScienceDirect
Chemical Engineering and Processing:Process Intensification
jo u rn al hom epage: www.elsev ier .com/ locate /cep
eview
eview: Microstructured reactors for distributed and renewable production ofuels and electrical energy
unther Kolb ∗
nstitut für Mikrotechnik Mainz GmbH (IMM), Carl-Zeiss-Str.18-20, D-55129 Mainz, Germany
r t i c l e i n f o
rticle history:eceived 2 April 2012eceived in revised form 19 October 2012ccepted 21 October 2012vailable online 5 December 2012
a b s t r a c t
The current paper provides an overview of recent and past research activities in the field of microre-actors for energy related topics. The main research efforts in this field are currently focussing on fuelprocessing as hydrogen source, mostly for distributed consumption through fuel cells. Catalyst develop-ment, reactor design and testing for reforming and removal of carbon monoxide through water-gas shift,preferential oxidation, selective methanation and membrane separation are therefore under investiga-tion. An increasing number of integrated complete micro fuel processors has been developed for a large
eywords:icroreactor
uel processingischer-Tropsch synthesisethanol
variety of fuels, assisted by static and dynamic simulation of these systems. The synthesis of liquid fuelsis another emerging topic, namely Fischer-Tropsch synthesis, methanol and dimethylether productionfrom synthesis gas and biodiesel production.
© 2012 Elsevier B.V. All rights reserved.
imethyl etheriodieselontents
1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22. Microstructured reactors for decentralised and mobile fuel processing as hydrogen source for fuel cells . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.1. Reforming in microreactors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32.1.1. Chemistry of steam reforming . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42.1.2. Chemistry of partial oxidation. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52.1.3. Chemistry of oxidative steam reforming and autothermal reforming. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52.1.4. Dehydrogenation of alternative fuels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.2. Catalysts development for reforming in microchannels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62.2.1. Catalyst development for methanol reforming in microchannels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62.2.2. Catalyst development for ethanol reforming in microchannels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72.2.3. Catalyst development for hydrocarbon reforming . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82.2.4. Development of catalysts for the dehydrogenation of methylcyclohexane in microchannels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92.2.5. Development of catalysts for ammonia decomposition . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2.3. Microstructured reformers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92.3.1. Design and numerical simulation of microstructured reformers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92.3.2. Monolithic microreactors for reforming . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 122.3.3. Plate heat-exchanger microreactors for steam reforming of alcohols and ammonia decomposition in the low and
sub-Watt power range . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 132.3.4. Plate heat-exchanger microreactors for reforming in the higher power range . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 152.3.5. Micro membrane separators and micro membrane reactors for fuel processing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
2.4. Carbon monoxide conversion in microreactors . . . . . . . . . . . . . . . . . . . .
2.4.1. Water-gas shift . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.4.2. Catalytic CO fine clean-up: preferential oxidation of carb
∗ Tel.: +49 6131990341.E-mail address: [email protected]
255-2701/$ – see front matter © 2012 Elsevier B.V. All rights reserved.ttp://dx.doi.org/10.1016/j.cep.2012.10.015
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18on monoxide and selective methanation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21

2 G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44
2.5. Complete microstructured fuel processors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 262.5.1. Fuel processor design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 262.5.2. Dynamic simulation and control strategies of complete microstructured fuel processors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 272.5.3. Examples of microstructured fuel processor prototypes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
3. Fischer-Tropsch synthesis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 334. Synthesis of methanol, ethanol and dimethylether . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 355. Microreactors for biodiesel production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 376. Microreactors for hydrogen storage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 387. Conclusions and outlook . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
Acknowledgement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39 . . . . . .
1
lnh
twwtsoa
urdpoao
fmtpwc
tvwp
fpil
fissw
psctifri
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. Introduction
In parallel to the establishment of microreactors in the field ofiquid phase chemistry, gas phase reactions have been the subject ofumerous investigations. This has quickly led to the introduction ofeterogeneous catalysts as coatings or fixed beds into the reactors.
The process intensification potential of microstructured reac-ors has attracted attention in the field of energy technology,herever compact, decentralised solutions are required. Mean-hile, the entire field from portable and mobile power generation
o stationary and decentralised production of fuels and power is theubject of worldwide research efforts in the field of microtechnol-gy. An overview of the application areas of microreactors in therea of renewable energy and fuel production is indicated in Fig. 1.
Prominent examples are auxiliary power units (APU) basedpon fuel cell technology for applications such as aircrafts, trucks,ecreational and other vehicles. To meet the stringent size and costemands of such applications the step towards microstructuredlate heat-exchanger technology was an obvious one. The numberf customers addressed by mobile power generation systems cre-tes a mass market, ranging from hundreds of units per year to tensf thousands and more.
While ceramic and metallic monoliths, developed initiallyor automotive exhaust treatment, which carry channels in the
icro-scale range and are actually ‘microreactors’ by definition,he microreactors discussed in the current section rather coverlate-heat-exchanger technology with channels in the micro-scale,hich are coated with catalyst or carry fixed beds of catalyst in the
hannels.Another future application field of microreactors is the dis-
ributed production of fuels such as biodiesel, bio-alcohols and,ia Fischer-Tropsch synthesis, of synthetic fuels, a concept whichould revolutionise the current centralised and monopolistic sup-ly of fuel by few plants per country.
The technical feasibility of microstructured fuel processors anduel synthesis plants has been proven, the required durability of therocesses has been achieved in many cases and even the cost sav-
ngs are obvious when compared to conventional technology, theast hurdle still needs to be taken, which is the market introduction.
The current paper provides an overview of the activities in theeld. Reactors design aspects, plant concepts, results from testing ofingle reactors and integrated systems and fabrication techniquesuited for mass production will be discussed and an overview oforldwide research and application activities is provided.
Environmental conditions are less well defined in small scaleower generation devices compared to plants of the industrialcale, especially during start-up and shut-down. Therefore suitableatalysts for small systems need to be more robust against exposureo air and moisture compared to catalysts designed for large scale
ndustry which in many cases operate under constant conditionsor several years. For example, during start-up of a small system,eduction of the catalyst with hydrogen, which is frequently appliedn industrial systems, is not possible at all, because no hydrogen is. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
available. On the contrary, it might be required to pre-heat the reac-tor by hot air or combustion gases, before the process is startedwithout impairing catalyst activity. The catalyst formulation andthe reactor design determine the start-up strategy of a fuel proces-sor of smaller than industrial scale.
Another specific feature of microstructured plate heatexchanger reactor technology is the low catalyst mass perreactor volume, which can be introduced into it. This drawbackis counter-balanced by a much better utilisation of the catalystowing to the improved heat and mass transfer. Consequentlymore active catalysts are required which compensate their lowermass available per reactor volume. At the same time the price ofthe catalyst is less of an issue compared to e.g. fixed bed reactortechnology owing to the improved utilisation. This will be provenby practical examples below.
2. Microstructured reactors for decentralised and mobilefuel processing as hydrogen source for fuel cells
Fuel processing is the conversion of hydrocarbons, alcohol fuelsand other alternative energy carriers to a product gas which con-tains hydrogen. In all cases discussed here, the reactions are gasphase heterogeneously catalysed.
The first step of this conversion process is named reforming.It has been established in large scale industrial processes for manydecades, which usually consume natural gas as feedstock. The focusof the application of microstructured reactors for fuel processingis rather the technology, which provides a hydrogen containinggas mixture, also named reformate, suitable for being fed to a fuelcell. The fuel cell then converts hydrogen to electrical energy. Car-bon monoxide as a by-product of reforming is either converted inthe fuel cell or requires subsequent removal depending on the fuelcell type. This removal is usually performed by purification tech-niques such as membrane separation or pressure swing adsorption.For system of the smallest scale (below a electric power outputof 20 kW) the purification is performed in most cases by cat-alytic reactions in two consecutive steps, namely by the water-gasshift reaction followed by either preferential oxidation or selectivemethanation.
The performance of a fuel processor is measured by its overallefficiency, which is the ratio of the Lower Heating Value (LHV) ofthe hydrogen and carbon monoxide produced to the LHV of the fuelconsumed:
�Fuel Processor = LHV(H2)nH2 + LHV(CO)nCO
LHV(Fuel)nFuel(1)
n are the molar flows and the lower heating value has dimensionsof kJ/mol.
The lower heating value of any fuel CxHyOz is calculated by thefollowing formula [1]:
LHV (kJ/mol) =(
y
2+ 2x − z
)198.8 + 25.4. (2)

G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44 3
nthes
2
(ofssmm
ansoeraittlrcufpa
apisrdteda
Fig. 1. Renewable routes for energy and fuel production based on chemical sy
.1. Reforming in microreactors
Reforming of all kind of fuels is carried out either with steamendothermic steam reforming), air (exothermic partial oxidation)r both gases (oxidative steam reforming). In the latter case theeed composition can be chosen in such a manner that energy con-umption and generation are balanced and the reactor becomeself-sustaining (autothermal reforming). Consequently, autother-al conditions are usually chosen in the event that ceramic oretallic monoliths are applied.Depending on the fuel converted autothermal reforming is usu-
lly performed at O/C ratios between 0.5 and 0.8 to achieve thermaleutrality between exothermic partial oxidation and endothermicteam reforming. The advantage of autothermal reforming is obvi-usly the simpler reactor design, which may well be realised asither a ceramic or metallic monolith which are familiar to theeader from automotive exhaust gas treatment. A drawback ofutothermal reforming is the hot spot formation at the reactornlet, which originates from the higher rate of the oxidation reac-ion compared to steam reforming. This causes stability problems ofhe catalyst, which emanate from sintering of the active species andoss of specific surface area of the catalyst carrier. Fuel cell systemsunning on reformate do not completely consume the hydrogenontained in the reformate. Thus a significant amount of hydrogen,sually about 20%, leaves the fuel cell anode unconverted. It may beed back to the fuel processor and provide energy to the reformingrocess itself, which is not necessary if autothermal reforming ispplied.
Simulations of Cutillo et al. for diesel fuel processing [3]ffirmed, that steam reforming has higher system efficiency com-ared to autothermal reforming, when the anode off-gas is utilised
n an integrated heat-exchanger reactor. Schmid et al. arrived atimilar results [4]. For a fuel processor based upon methane steameforming, more than 15% higher fuel processor efficiency wasetermined, experimentally, by Heinzel et al. [5]. It should be noted
hat fuel cell anode off-gas was used compared to combustion ofxtra methane fuel. These theoretical and practical investigationsemonstrate the improvements that can be achieved by microre-ctor technology especially in the case of steam reforming.is routes; application areas for microreactors are indicated by grey boxes [2].
Zalc et al. [6] compared via numerical simulations (a) a tubu-lar fixed bed steam reformer, (b) a fixed bed plate reformer and(c) a plate reformer coated with catalyst. For commercial nickelsteam reforming catalyst, a catalyst weight of 10.8 kg and catalystvolume of 7.2 l was calculated for the conventional tubular design,which showed heat transfer limitations. The plate heat-exchangerfilled with catalyst particles had a much lower volume of catalyst(2.2 l). For the plate heat-exchanger coated with catalyst, only 20 gof catalyst were required owing to the elimination of mass transferlimitations. The reformer volume was calculated to 1.2 l for case(c), which is only 17% of the volume calculated for the tubular fixedbed reactor. The space demand for heat supply was not taken intoconsideration for these calculations.
Delsman et al. investigated the advantages of a microstructuredmethanol reformer coupled with a catalytic burner for anode off-gas over an conventional fixed bed system [7]. Two systems ofdifferent size with electrical power output of 100 W and 5 kW wereconsidered. The calculations revealed 50% size reduction and morethan 30% catalyst savings for the microreactor, as determined forthe 100 W system. For the 5 kW system, the reactor volume wasonly 30% lower, but about 50% less catalyst was required. Suchcalculations support the assumption that microchannel technol-ogy creates benefits for small fuel processor technology, which, ofcourse, needs to be proven experimentally as described below.
Low system pressure drop is a critical issue for practical fuelprocessing systems because compression generates energy con-sumption especially when gases such as air or gaseous fuels arecompressed. The parasitic power losses originating from compres-sors are known to considerably reduce the efficiency of fuel cellsystems [8]. The pressure drop of the reformer and the feed flowsinto it are the most critical issues because it is in the first position ofthe chain of fuel processing reactors. Steam reforming of liquid fuelsrequires the least compression energy because only liquid pumpsfor both fuel and water and no air compressor are required to sup-ply the feed to the fuel processor. Therefore many systems of the
smallest scale rely on steam reforming of liquid fuels, especially ofmethanol as described below.Important key numbers for reforming are the Steam-to-Carbonratio (S/C) and the Oxygen-to-Carbon ratio (O/C). The steam/carbon

4 G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44
F otherd mal re
rC
ahrobbotwr
2
smh
C
rcaaw
C
tr
clsc
rt
3
s
ig. 2. (left): Reformer (�R), fuel processor (�FP) and system efficiency (�APU) for autiesel (LD) and biodiesel (B); (right): electrical gross power obtainable for autother
atio is the molar ratio of steam flow rate to the flow rate of the fuelxHyOz multiplied with the number x of carbon atoms in the fuel:
SC
= nH2O
xnCxHyOz(3)
The definition of the O/C-ratio is equivalent:
OC
= 2nO2
xnCxHyOz(4)
Numerical calculations of Specchia et al. [9] and many otheruthors not named here revealed, that the system efficiency isigher for steam reforming compared to autothermal reformingegardless of which hydrocarbon fuel, namely gasoline, light dieselr biodiesel, is applied (see Fig. 2). This mostly originates from theetter utilisation of the fuel cell anode off-gas. Higher hydrocar-ons allow less power generation per weight unit of feed, mostlywing to the higher steam content in the feed, which is requiredo prevent coke formation (see Fig. 2). Therefore steam reformingith integrated anode off-gas combustion in a microchannel steam
eformer seems to be a promising technology.
.1.1. Chemistry of steam reformingSteam reforming is the gas phase conversion of energy carriers
uch as hydrocarbons and alcohols described by the general for-ula CnHmOp with steam to a mixture of carbon monoxide and
ydrogen according to the formula provided below:
nHmOp + (n − p)H2O → nCO + (n − p + m
2)H2 (5)
The product mixture of the endothermic reaction is namedeformate. Usually the reformate contains mostly hydrogen andarbon monoxide plus significant amounts of unconverted steamnd to a lower extent some unconverted fuel together with highmounts of carbon dioxide, the latter being formed by the ensuingater-gas shift reaction:
O + H2O → CO2 + H2 �HR = −40.4 kJ/mol (6)
The water-gas shift reaction increases the hydrogen concentra-ion of the reformate. Owing to its exothermal character, highereaction temperatures favour the reverse reaction.
When PEM fuel cells are the consumers of the reformate, itsarbon monoxide content has to be minimised, preferably to ppmevel. The situation is different, when high temperature fuel cellsuch as SOFC are applied, because they are capable of convertingarbon monoxide.
Methane is frequently formed in significant amounts. Highereaction temperature suppresses methane formation according tohe equilibrium of the methanation reaction:
H2 + CO → H2O + CH4 �HR = −253.7 kJ/mol (7)
However, methane may be tolerated by most fuel cell systemsuch as PEM without damage up to 5 vol.%.
mal reforming (hatched bars) and steam reforming (full bars) for gasoline (G), lightforming (ATR) and steam reforming (STR) [8].
Unconverted fuel and by-products such as ethylene are unde-sired components because they cannot be converted by fuel cellsand reduce the efficiency of the energy conversion. On top of that,they also poison the fuel cell catalyst in most cases.
Steam reforming of higher hydrocarbons is usually performedat S/C ratios exceeding the stoichiometry (S/C > 2) to suppress cokeformation. S/C ratio of 3 may be required for higher hydrocar-bons in the absence of oxygen in the feed. While conventionalmethane steam reformers operate with residence times exceeding1 s, Tonkovich et al. reported 98% conversion for methane steamreforming at residence times below 1 ms in microchannels [10].
Methanol is an attractive fuel for low power applications,because the reaction temperature required for steam reforming islimited to values below 400 ◦C, which in turn minimises heat lossesfrom a small scale system. Consequently numerous research groupsworking on microchannel steam reforming focus on methanol asfuel. The carbon monoxide content of reformate from methanolsteam reforming is lowest of all fuels when compared at the sameS/C ratio. Assuming a S/C ratio >2 and a reaction temperature of300 ◦C, not more than 1.2% CO is present in the feed [11]. This isrelated to the water-gas shift equilibrium and reduces the workloadof the subsequent gas purification steps.
Another important and renewable alcohol fuel frequentlyapplied as a hydrogen source is ethanol. Ethanol steam reforming:
C2H5OH + H2O → 2CO + 4H2 �H298◦ = +256 kJ/mol (8)
requires a higher reaction temperature than methanol steamreforming, ethanol decomposition being an important side reac-tion, which is favoured by higher reaction temperature [12]:
C2H5OH → CO + CH4 + H2 �H298◦ = +49 kJ/mol (9)
Another side reaction is the formation of ethylene, which is acoke precursor, favouring the deactivation of the catalyst:
C2H5OH → C2H4 + H2O �H298◦ = +45 kJ/mol (10)
Acetaldehyde is also formed depending on the selectivity of thecatalyst:
C2H5OH → CH3CHO + H2 �H298◦ = 71 kJ/mol (11)
Acetaldehyde decomposes to carbon monoxide and methane:
CH3CHO → CH4 + CO �H298◦ = −21.9 kJ/mol (12)
Finally, in the case of low S/C ratios, ethanol decomposition mayoccur [12]:
2C2H5OH → 3CH4 + CO2 �H298◦ = −74 kJ/mol (13)
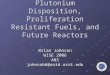
The quite complex reaction network of ethanol steam reform-ing was illustrated by Lee et al. in a graph shown in Fig. 3 [13]. Tooptimise the operating conditions for their Co3O4-ZnO catalysts,numerical calculations were therefore performed by Uriz et al. [14].

G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44 5
2
f
C
rPcretcaoprpict
H
a
2
acscC
f
C
tsrmoplp
rs
Fig. 3. Reaction network of ethanol steam reforming [13].
.1.2. Chemistry of partial oxidationPartial oxidation is the conversion of fuels at oxygen deficient
eed composition:
xHyOz + (x − z)2
(O2 + 3.76N2) → xCO + y
2H2 + 3.76
(x − z)2
N2
(14)
The reaction has significantly faster kinetics compared to steameforming and usually operates in the diffusion limited regime.artial oxidation requires only air and the fuel, which makes theonditioning of the feed simpler, because water evaporation is notequired. The content of carbon monoxide in the product is consid-rably higher compared to steam reforming. This is demanding forhe subsequent clean-up devices in case CO-sensitive fuel cells areonnected to the fuel processor. Total oxidation usually occurs asn undesired side reaction [15]. In practical applications, an excessf air is fed to the reactor and consequently even more fuel is com-letely oxidised. The water formed by the combustion process givesise to some water-gas shift in turn. Another typical by-product ofartial oxidation of fuels other than natural gas is methane, which
s formed by reverse methanation. Coke is formed by reaction ofarbon monoxide with hydrogen unless a surplus of steam shiftshe thermodynamic equilibrium:
2 + CO → H2O + C �H298◦ = −131 kJ/mol (15)
Carbon formation takes place from carbon monoxide aloneccording to the Boudouart reaction:
CO ↔ CO2 + C �H298◦ = −172 kJ/mol (16)
Pennemann et al. investigated the partial oxidation of propanend found the Boudouart reaction to be responsible for signifi-ant coke formation specifically downstream the catalyst on theteel surface of their microchannel test reactors [16]. The nickelontained in the stainless steel obviously served as active species.oating the steel with �-alumina suppressed the coke formation.
All hydrocarbons may form coke by cracking reactions, as shownor the exemplary case of methane:
H4 → 2H2 + C �H298◦ = −75 kJ/mol (17)
Two reaction mechanisms have been proposed in the litera-ure for partial oxidation. One of these claims that the reactiontarts with catalytic combustion followed by steam reforming, CO2eforming and water-gas shift [17]. This is supported by experi-ental determination of the product composition during partial
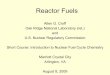
xidation in monoliths of Bosco et al. shown in Fig. 4 [18]. Therimary products of partial oxidation of methane are water fol-
owed by carbon dioxide [18]. The other mechanism proposes direct
artial oxidation at very short residence time [19].Partial oxidation is highly exothermic, which makes heatemoval a critical issue in order to prevent damage of the catalysttructure.
Fig. 4. Concentration profile and temperature difference on the catalyst surface dur-ing partial oxidation of methane at 500 ◦C at O/C = 1; CH4 (�), O2 (©), H2O (�), H2
(�), CO2 (�), CO (�) [18].
2.1.3. Chemistry of oxidative steam reforming and autothermalreforming
Oxidative steam reforming is the general term for the operationof a steam reformer, to which a certain amount of air is additionallyfed:
CxHyOz + n(O2 + 3.76N2) + (x − 2n − z)H2O → xCO
+ (x − 2n − z + y
2)H2 + 3.76nN2 (18)
Air addition is possible at low O/C ratio with the aim to preventcoke formation at the catalyst. When the O/C ratio is higher, theenergy generation by partial oxidation reaction balances the energyconsumption of steam reforming and the overall reaction gets self-sustaining or autothermal. However, in a practical system the O/Cratio required for self-sustained operation is higher than the the-oretical value obtained from thermodynamics, because heat lossesneed to be compensated. Usually an optimum O/C ratio exists foreach fuel under thermally neutral conditions to achieve optimumefficiency, amounting to 0.88 for methane [20]. The maximum effi-ciency at this optimum ratio is highest for methane and amounts to93.9% for this fuel, 6.1% of efficiency is lost mostly due to the energyrequired for the evaporation of water.
In fixed beds or monolithic reactors, a hot spot is formed at thereactor inlet in the case of partial oxidation because the reaction ishighly exothermic. This hot spot is less pronounced for oxidativesteam reforming [21–25], owing to the presence of steam.
2.1.4. Dehydrogenation of alternative fuelsDehydrogenation of hydrocarbons or methylcyclohexane is an
alternative route to hydrogen generation as proposed by Heurtauxet al. [26].
Methylcyclohexane releases hydrogen when converted totoluene at reaction temperatures around 380 ◦C, over platinum cat-alyst [26]:
CH3C6H10 → CH3C6H5 + 52
H2 �H298◦ = +205 kJ/mol (19)
Therefore the reaction was investigated by numerical sim-
ulations of Rahimpour et al. in combination with exothermicmethanol synthesis in a plate heat-exchanger reactor [27]. Becausethe hot spot formation of methanol synthesis could be reducedthrough heat-uptake by the methylcyclohexane dehydrogenation,
6 ng and
ihb
sefpiita
pp
2
ega
1ta
2
rtNo
ihIiln[slttstampw
ohaw
awaRatrl
G. Kolb / Chemical Engineeri
ncreased catalyst lifetime was predicted by the authors, whileydrogen and toluene were regarded as useful products producedy the off-heat of the synthesis.
The process was investigated in the eighties as a hydrogenource for internal combustion engines [28]. The energy for thendothermic reaction could be provided by combustion of a smallraction of the toluene produced. The idea was to store the tolueneroduct in a separate tank and to reroute the toluene at the fill-
ng station for re-hydrogenation. However, toluene is still presentn the gas phase after condensation and consequently a separa-ion step such as pressure swing adsorption would be requiredccording to Heurtaux et al. [26].
The catalytic decomposition of ammonia, which is carried outreferably around 600 ◦C, is another interesting alternative to fuelrocessing of fossil fuels [29,30]:
NH3 → N2 + 3H2 �H298◦ = +46 kJ/mol (20)
In liquid form, ammonia is stored at 8 bar. Because protonxchange fuel cells are very sensitive to ammonia poisoning, hydro-en produced from ammonia decomposition is used for feedinglkaline fuel cells in many cases.
The energy demand of ammonia decomposition requires only2% of the higher heating value of the hydrogen product. Thereforehe reaction could be easily supplied with energy from the fuel cellnode off-gas.
.2. Catalysts development for reforming in microchannels
The following section deals with catalyst development for steameforming within and for microchannels. Unfortunately, an exhaus-ive treatment on the topic is beyond the scope of this review.evertheless, it is hoped that some useful insights on catalyst devel-pment are gained by the reader.
Frequently catalyst formulations are applied for fuel process-ng in microreactors, which are derived from technology, whichad been developed formerly for large scale industrial processes.
n these processes only a minor part of the catalyst pellet is utilisedn many cases. The reaction is limited by intraparticle (or intrapel-et) diffusion. Christansen et al. calculated that the effectiveness ofickel steam reforming catalysts was 20% for industrial processes31]. This low catalyst utilisation is usually counterbalanced by aurplus of catalyst and low cost of the non-precious metal cata-yst itself. The situation is, however, different for applications ofhe smaller scale, because the mass of the catalyst and the size ofhe reactor are critical issues. Thus formulations of higher activityuch as precious metals show advantages despite higher cost, andhis needs to be counterbalanced by a better utilisation of the cat-lyst achieved by e.g. coating thin layers of the catalyst onto theicrochannel walls. Automotive exhaust systems, which rely on
recious metal catalyst technology, are a wide-spread applicationith similar requirements and technical solutions.
Depending on the reaction kinetics and channel dimensions,bviously an optimum catalyst layer thickness exists, which isigher for slow reactions such as methanol steam reforming [32]nd lower for fast reactions such as partial oxidation, which mayell take place only on the surface of the catalyst layer.
Wash-coating of catalysts is an established technique frequentlypplied in automotive ceramic and metallic monoliths, whileash-coating of stainless steel substrates [33–35] requires some
dditional knowledge so as to achieve stable and active coatings.ecently alumina primer layers have been used to improve the
dhesion of catalyst coatings on stainless steel [36,37]. To describehe coating techniques in detail exceeds the scope of the currenteview. An extensive review authored by Meille provides an excel-ent overview on the topic [38].Processing 65 (2013) 1– 44
Another important issue of reforming catalysts is their stabil-ity against carbon formation. It is important to know, that carbonformation is frequently observed, even when the thermodynamicequilibrium still predicts, that carbon is an unstable species [21,39].
2.2.1. Catalyst development for methanol reforming inmicrochannels
Catalyst coatings under development for methanol steamreforming can be divided into copper based systems and preciousmetal systems.
The main advantage of commercial Cu/ZnO catalysts is theirrelatively high activity at low operating temperatures between250 ◦C and 300 ◦C. This advantage turns into a drawback when thestart-up of a small system is considered. Hot combustion off-gasesused for start-up easily create temporary temperature excursionsexceeding 300 ◦C. It is very difficult to heat a reactor to an oper-ating temperature close to 300 ◦C within a few minutes withoutlocally exceeding this temperature. On top of that, Cu/ZnO cata-lysts require pre-treatment in hydrogen to gain full activity rightafter start-up, which is not feasible in mobile systems of the small-est scale because no hydrogen is available. Furthermore, Cu/ZnOcatalysts show pyrophoric behaviour when exposed to air orig-inating from the oxidation of the reduced Cu species present inthe activated catalyst. This oxidation then overheats and destroysthe catalyst. Finally Cu/ZnO catalysts are sensitive to a few ppm ofsulphur poisoning [40], while noble metal catalysts are much lesssensitive.
Bravo et al. [41] coated commercial CuO/ZnO/Al2O3 catalystinto capillaries and achieved 97% conversion at 97% carbon dioxideselectivity at Volume Hourly Space Velocity (VHSV) of 3.9 l/(h gcat).The VHSV is calculated in this review by applying the total feed flowrate, here steam and fuel. The space velocity found by Bravo et al. isa typical value and comparable to results which have been obtainedby others for this type of catalyst [42–45]. It is a rather low valuecompared to hydrocarbon reforming, where the VHSV is usually inthe range of several 100 l/(h gcat). This low activity originates fromthe low reaction temperature of methanol steam reforming.
Karim et al. investigated methanol steam reforming over com-mercial copper/zinc oxide catalysts in small channels in the sizerange from 500 �m to 4 mm coated with catalyst. No mass andheat transport limitations could be observed for a coating thick-ness in the range between 5 �m and 25 �m. Calculations revealed,that even for a coating thickness of 95 �m, no transport limita-tions should be expected [46]. However, mechanical stability issuesof catalyst coatings limits their thickness to about 50 �m in mostcases.
Park et al. [36] applied an alumina sol primer to improve theadhesion of a commercial CuO/ZnO/Al2O3 catalyst (Synetix 33-5from ICI).
Reuse et al. [47] determined a kinetic expression of methanolsteam reforming over a commercial copper based low tempera-ture water-gas-shift catalyst from Süd-Chemie. Kinetic expressionswere determined for both a tubular fixed bed reactor containing30 mg catalyst particles and a microreactor coated with the catalystparticles. The experiments were carried out at 1.5 bar pressure anda feed flow rate of 80–270 N cm3/min. At a temperature of 200 ◦C, nodeactivation of the catalyst was observed. Because the rate of reac-tion showed linear dependency of the residence time, differentialconditions were assumed for the measurements. Owing to the highactivation energy of 56 kJ/mol, which had been determined, masstransport limitations were ruled out. A power law kinetic expres-
sion was determined for methanol steam reforming and a similarreaction order was found for both systems but surprisingly the rateof reaction was lower for the microchannels. An inhibition by thehydrogen product was determined, which was more pronounced
g and
ir
CaiatdowmbfXgEnctwa
imotw2tbaso
fcpdaclpaoblaptpdtwdprtdwbpc
Pt
G. Kolb / Chemical Engineerin
n the microchannels. Without hydrogen in the feed the reactionate was on an average 34% higher for the coated catalysts.
Men et al. investigated methanol steam reforming overu/CeO2/Al2O3 catalysts [42–44]. At 250 ◦C reaction temperaturend a S/C ratio of 0.9, the atomic ratio of copper/ceria was var-ed from 0 to 0.9 revealing lowest conversion for pure ceria and
sharp maximum for a ratio of 0.1. The carbon monoxide selec-ivity was well below 2% for all samples. Substantial formation ofimethylether was detected for all samples, the highest selectivityf 23% was detected for pure ceria. The dimethylether formationas attributed to dehydration of methanol occurring on the alu-ina surface while the steam reforming activity of the catalyst was
elieved to originate from the copper/ceria metal/support inter-ace. The improved dispersion of copper on ceria was supported byPS measurements and both XPS and SEM-EDX measurements sug-ested the enrichment of copper and ceria on the alumina surface.xcess copper, however, is known to form bulk particles which doot contribute substantially to the overall catalyst activity. For lowopper loading an enhanced reducibility of the copper was believedo be the origin of the higher activity of the catalyst. However, Cu+
as regarded as the most favourable oxidation state for methanoldsorption at this specific catalyst type.
Yang et al. investigated ZnO/Al2O3 catalysts for steam reform-ng of methanol in the temperature range around 400 ◦C in a
icrostructured fixed bed testing reactor [48]. A molar Zn contentf 50–67% turned out to be the optimum, while the CO content ofhe reformate was well below the thermodynamic equilibrium ofater-gas shift. A sample containing 50 mol% ZnO was tested for
00 h and showed stable performance at S/C 1.4, 420 ◦C tempera-ure and a GHSV of 17,930 h−1. The CO concentration was alwayselow 0.8 mol% under these conditions, which makes the catalystn attractive low-cost alternative to the noble metal containingamples described below, bearing in mind that the activity is anrder of magnitude or more lower.
Pfeifer et al. investigated several CuO/ZnO catalysts preparedrom nanoparticles and CuO/ZnO/TiO2 catalysts [49]. The authorsompared the performance of these catalysts with a Pd/ZnO catalystrepared by impregnation of zinc oxide nanoparticles with palla-ium acetate. The noble metal catalyst showed higher activity butll samples suffered from deactivation. Because the deactivationould be stopped by air addition to the feed of the palladium cata-yst, it was attributed to coke formation. Another drawback of thealladium catalyst was its higher carbon monoxide selectivity. Theuthors then focused on Pd/PdZn/ZnO systems [50]. The formationf a Pd/Zn alloy at higher reduction temperatures was identified aseing crucial for gaining lower carbon monoxide selectivity. In a
ater study, Pfeifer et al. [51] prepared Pd/Zn catalysts both by pre-nd post-impregnation of wash-coated zinc oxide particles withalladium. For a standard sample containing 10 wt.% palladium,he stability of the catalyst against oxidative atmosphere at tem-eratures below 200 ◦C could be verified by XRD. Pre-impregnationecreased the carbon monoxide yield compared to post impregna-ion. The origin of the high selectivity towards carbon monoxideas attributed to an interaction of palladium with the metal foilsuring the post-impregnation procedure. Isolated Pd(0) was sup-osed to form the excess carbon monoxide. For both preparationoutes, the highest activity was determined for the samples con-aining 10 wt.% palladium, which were also most stable againsteactivation. A VHSV of 18 l/(h gcat) was set for the activity tests,hich is more than 4 times higher compared to the tests performed
y Bravo et al. [41] mentioned above. Only traces of a few hundredpm dimethylether were detected by Pfeifer et al. over their Pd/ZnO
atalyst[52].Chin et al. [53,54] studied methanol steam reforming overd/ZnO catalysts, which contained 4.8, 9.0 and 16.7 wt.% Pd, respec-ively deposited onto ZnO powder by impregnation. In agreement
Processing 65 (2013) 1– 44 7
with Pfeifer et al., a PdZn alloy was identified, which was dispersedon the ZnO matrix under conditions of methanol steam reformingand was regarded as the origin of the low carbon monoxide selec-tivity observed. The presence of metallic Pd was thought to be theorigin of high carbon monoxide selectivity. The PdZn alloy was notonly formed during the initial reduction step but also in situ in thehydrogen rich reaction mixture of methanol steam reforming [55].However, the danger of metallic Pd(0) formation remains high forPd/ZnO catalysts. Later, Xia et al. compared Pd/ZnO catalysts withalumina supported Pd/ZnO counterparts, which showed superioractivity at lower selectivity towards carbon monoxide [56]. At apalladium content higher than 10 wt.%, the CO selectivity increased,while the highest conversion was achieved at this palladium con-tent and a molar Pd:Zn ratio of 0.38.
The search for an alternative catalyst formulation to over-come this drawback had been the focus of studies by Men et al.[57]. It was found that Pd/In2O3/Al2O3 catalysts are promisingcandidates. Further investigations by Kolb et al. revealed, thatPt/In2O3/Al2O3 catalysts are even more active and show at least tentimes higher activity compared to Cu-based systems [58], VHSV val-ues of more than 100 l/(h gcat) were achieved. This higher activitywas achieved at much higher reaction temperatures (<400 ◦C) com-pared to Cu-based systems. Under these conditions, the catalystsshow extremely low selectivity towards carbon monoxide result-ing in a concentration of less than 1 vol.% in the reformate at a Pt:Inratio of 1:2, which was determined to be the optimum. The novelcatalyst contains a high concentration of noble metals (35 wt.%),but about 300 l/h hydrogen can be produced over 1 g of catalyst(noble metal and carrier). About 1 g of noble metal is required foran electric power equivalent of 1 kW.
Chen et al. prepared a hybrid copper/zincoxide–alumina/palladium/zinc oxide catalyst by wash-coating acopper/zinc oxide catalyst supported by alumina into microchan-nels [59]. Palladium/zinc oxide powder was then coated onto thiscatalyst. The activity tests showed complete methanol conversionat S/C ratio 1.2, rather high O/C ratio 0.6 and gas hourly spacevelocity up to 15,000 h−1. Despite the very high reaction tempera-ture between 450 ◦C and 600 ◦C and low residence time of 7.2 ms,the carbon monoxide content in the reformate was well below thethermodynamic equilibrium, namely 2 vol.% at 450 ◦C.
As alternatives to ‘conventional’ microchannels, strings ofbrass wires with a diameter of 200–400 �m were applied byHorny et al. as catalyst carrier for the autothermal reforming ofmethanol [60,61], while Zhou used porous copper fibre sinteredfelts as catalyst carrier [62] for methanol steam reforming overCu/ZnO/Al2O3/ZrO2 catalysts. Because methanol reforming is gen-erally operated at relatively low reaction temperatures, the highthermal conductivity of these carrier materials bears advantagesfor improved isothermality of the reaction.
2.2.2. Catalyst development for ethanol reforming inmicrochannels
Catalysts for ethanol steam reforming were developed by Menet al. [63]. Nickel, rhodium and ruthenium catalysts on differentcarrier materials such as alumina, silica, magnesia and zinc oxidewere tested at S/C 1.5 and 90 l/(h gcat) VHSV in the temperaturerange between 400 ◦C and 600 ◦C. All monometallic catalysts weremainly selective for acetaldehyde and ethylene. Over the rhodiumcatalyst, a reaction temperature of 600 ◦C was required to achieve80% hydrogen selectivity. Rhodium/nickel/ceria catalyst contain-ing 5 wt.% rhodium, 10 wt.% nickel and 15 wt.% ceria showed fullconversion at 500 ◦C and only methane and carbon oxides were
detected as carbon containing products. This catalyst showed fullconversion at 650 ◦C for more than 100 h [63].Görke et al. performed a kinetic study for ethanol steam reform-ing over their Rh/CeO2 catalyst [64]. The residence time was in the

8 ng and
r6at
rtasto1raaa
ierplrdt
irp
1f8tmi
mpwmwar
ZOt
toefh
2
asrccnwcR
G. Kolb / Chemical Engineeri
ange between 9 and 42 ms, reaction temperature between 350 and60 ◦C and S/C ratio between 2 and 4. Full conversion was achievedt temperatures exceeding 600 ◦C. Even at S/C 2, no deactivation ofhe catalyst was observed for the duration of the experiments.
Peela et al. determined a kinetic description of ethanol steameforming in the temperature range from 450 ◦C to 550 ◦C overheir 2 wt.% Rh 20 wt.% CeO2 catalyst supported by alumina in
microreactor [65]. The reaction scheme chosen consisted ofteam reforming of ethanol and methane, ethanol decomposi-ion and water-gas shift [66]. The kinetic expression was basedn a Langmuir-Hinshelwood approach. Activation energies of10 kJ/mol and 77 kJ/mol were determined for ethanol steameforming and ethanol decomposition respectively. The authorslso investigated oxidative steam reforming of ethanol over the cat-lyst at a S/C ratio of 3 and O/C ratios up to 1.5 [67], which showeds to be expected higher activity under these conditions.
Cai et al. developed an Ir/CeO2 catalyst for ethanol steam reform-ng [68]. Hydrogen yields of 40 l/(h gcat) were achieved at partialthanol conversion and residence times of few milliseconds. Ateaction temperatures exceeding 550 ◦C, no other carbonaceousroducts than carbon oxides and methane were found. The cata-
yst activity declined when tested at a S/C ratio of 1.5 and 650 ◦Ceaction temperature and a VHSV of 75 l/(h gcat) as reflected by aecreasing conversion from 90% to 60% during the first 100 h ofesting, but remained then constant for more than 50 h.
Lee et al. [13] used a Co/ZnO catalyst for ethanol steam reform-ng, which showed 97% conversion at a GHSV of 40,000 h−1, a S/Catio of 5 and a low temperature of 450 ◦C without significant by-roduct formation, which typical for this type of catalyst [69,70].
Rahman et al. investigated the ethanol steam reforming over0 wt.% Ni/MgO-CeO2 catalyst deposited into hollow fibres maderom yttrium stabilised zirconia [71]. Compared to a fixed bed an0% reduction of the catalyst mass was achieved due to the bet-er catalyst utilisation. Later, Rahman deposited a palladium/silver
embrane on the outer shell of their hollow fibres to achieve anntegrated membrane separation [72].
Dominguez et al. coated cobalt talc (Co3[Si2O5]2(OH)2) intoicrochannels for ethanol steam reforming. At 375 ◦C reaction tem-
erature and S/C 3.0, complete ethanol conversion was achieved,hile CO selectivity was very low (CO content in the refor-ate < 0.1 vol.%) and no other by-products such as acetaldehydeere observed [73]. This type of catalyst is an interesting low-cost
lternative to noble metal catalyst formulations for ethanol steameforming.
Llorca et al. coated microchannels with a thin layer of Co3O4-nO catalyst by a complexation–decomposition method. The Turnver Frequency (TOF) at S/C 3 and LHSV 20,000 h−1 was determined
o 1.1 s−1 based on surface Co atoms [74].To summarise the work described above, Rh/CeO2 seems to be
he most active and durable formulation for ethanol reforming, thexygen mobility of ceria being required to avoid carbon formationspecially at reaction temperatures lower than 700 ◦C, which geteasible in case of ethanol reforming then but not for reforming ofigher hydrocarbons as described below.
.2.3. Catalyst development for hydrocarbon reformingCatalysts for methane steam reforming on the industrial scale
re based upon nickel/nickel oxide, cobalt on alumina or magne-ia alumina spinel [75]. Nickel catalysts in their active form (aftereduction) are pyrophoric [76], which causes degradation of theatalyst by sintering [76]. Higher in activity, but also more costly areatalysts, which contain precious metals such as rhodium, ruthe-
ium, platinum, palladium and rhenium or mixtures thereof [76],hile alumina or magnesia [77] and rare-earth oxides such aseria and zirconia or mixtures thereof serve as carrier material.are earth metals have oxygen storage capability, they interact
Processing 65 (2013) 1– 44
with the precious metal and generate active sites for hydrocarbonactivation [75]. Similar to ethanol reforming rhodium is certainlythe most active and stable catalyst for hydrocarbon reforming,even in presence of lower amounts of sulphur and increasinglyattractive owing to its recently decreased price compared to Plat-inum. Nevertheless the rhodium content of the catalysts has to beminimised [78].
Find et al. [79] developed a nickel based catalyst for methanesteam reforming in microchannels. AluchromY@ steel, a FeCrAlalloy, was used as construction material for the microstructuredplates, which forms a less than 1 �m thin layer of alumina on itssurface when treated at 1000 ◦C for several hours. This layer wasused as adhesion interface for the catalyst, a method also appliedfor metallic monoliths in automotive exhaust systems. The catalystitself was based upon a nickel spinel (NiAl2O4) for stabilisation. Thesol–gel technique was then used to coat the plates with the catalystslurry. Good catalyst adhesion was verified by mechanical stressand thermal shock tests. The catalysts were then tested as packedbeds at a S/C ratio 3 and reaction temperatures between 527 ◦Cand 750 ◦C. At 700 ◦C reaction temperature and a space velocity of32 h−1, a product composition close to the thermodynamic equilib-rium could be achieved. The catalyst showed no deactivation during96 h of test duration.
Karakaya et al. investigated 2 wt.% Rh, Ru, Pt and Ni catalystssupported by alumina for methane steam reforming in a wall-coated catalytic microreactor at residence times between 10 and80 ms. A FeCrAlloy plate was coated with the catalyst. The rhodiumcatalyst showed superior activity and stability for more than 60 hat lower S/C ratio, while the nickel catalysts deactivated quickly.The activity of platinum and ruthenium catalysts was also lowercompared to rhodium [80,81]. Wang et al. tested Rh/MgO/Al2O3-catalysts of different loadings for the steam reforming of methane[82]. A sample containing 10 wt.% Rh turned out to be the mostactive and stable at 900 ◦C reaction temperature for a test durationof 40 h. Izquierdo et al. compared the performance of commer-cial nickel/alumina catalyst for steam reforming of methane andnatural gas with self-developed nickel/magnesium oxide catalyst(17 wt.% nickel), platinum (0.8 wt.% Pt) and palladium (0.3 wt.% Pd)catalysts supported by alumina [83]. The natural gas contained87 vol.% methane, 8 vol.% ethane, 2 vol.% propane, 0.5 vol.% butaneand 0.5 vol.% carbon dioxide. While the commercial nickel catalystshowed rapid deactivation, the self-developed counterpart was sta-ble for a test duration of several hours. The noble metal catalysts,however, showed unexpected low activity.
While nickel catalysts can be operated stably for methane steamreforming albeit at a somewhat lower activity compared to noblemetal catalysts such as rhodium, as demonstrated by Zhai et al.[84], steam reforming of higher hydrocarbons is much more dif-ficult over this type of catalyst because coke formation issues getmore severe.
Kolb et al. [85] performed catalyst screening for propane steamreforming in microchannels. Steam and propane were fed to thereactors at a low S/C ratio of 1.4 at reaction temperatures between450 ◦C and 750 ◦C. Catalyst coatings containing 5 wt.% rhodium,platinum and palladium were tested. The platinum sample was cal-cined after impregnation at a lower temperature of 450 ◦C to avoidsintering, all other samples at 800 ◦C. A commercial nickel steamreforming catalyst coated onto the microchannels for comparisonshowed low activity even at 750 ◦C. On the other hand, activity ofthe noble metal based catalysts was already significant at 450 ◦C.The rhodium sample showed 100% selectivity towards propanesteam reforming at 550 ◦C already. The platinum and palladium
catalysts showed inferior selectivity and deactivated significantlywithin 1 h even at 650 ◦C, which was attributed to coke formation.Then ceria containing bimetallic samples were prepared, whichshowed lower coke formation tendency. The most active and stable
g and
sa
cmtdasfttlsapcciTpawdri
ofofct
ir
afrs
nfl[lTrmolo
aloaosfttpns
G. Kolb / Chemical Engineerin
ample, a Rh/Pt/CeO2 catalyst, showed stable conversion for 6 h at VHSV of about 300 l/(min gcat).
Pennemann et al. developed and optimised noble metalatalysts for the partial oxidation of propane in wash-coatedicrochannels [16]. Once more rhodium turned out to be by far
he most suited active metal compared to platinum and palla-ium. Over a catalyst containing 1 wt.% rhodium supported bylumina, the O/C ratio was increased from 1.0 to 1.3. Hydrogenelectivity increased with increasing O/C ratio, because methaneormation could be suppressed. Increasing the reaction tempera-ure also decreased the selectivity towards methane according tohe thermodynamic equilibrium of methanation. Bimetallic cata-yst containing 1 wt.% rhodium and 1 wt.% platinum showed highertability compared to pure rhodium. Full conversion was achievedt extremely high VHSV of 1700 l/(h gcat) and 700 ◦C reaction tem-erature. The addition of only 0.1 wt.% rhodium to a catalystontaining 1.9 wt.% platinum led to a significant increase in activityompared to pure platinum. The selectivity towards hydrogen wasmproved, too, while the methane selectivity was still moderate.hus an optimum catalyst formulation was identified as 1–2 wt.%latinum and 0.1–0.2 wt.% rhodium on alumina. However, all cat-lytic tests suffered from carbon formation, which in most casesas responsible for the blockage of the small test reactors by carboneposits. The coke formation, which was mostly observed at theeactor outlet, was finally attributed to carbon monoxide reductionn the presence of hydrogen at the reactor metal surface.
Enger et al. performed partial oxidation of methane and propanever rhodium catalysts deposited onto microchannels from dif-erent construction materials [86]. While stable performance wasbserved for Fecralloy (73 wt.% Fe, 22 wt.% Cr, 5 wt.% Al), over Nicro-er (30–32 wt.% Ni, 19–22 wt.% Cr, balance Fe) chromium layers andhromium oxide structures covered the rhodium particles duringhe reaction, which impaired the activity of the catalyst.
It is widely accepted, that steam and oxidative steam reform-ng of higher hydrocarbons such as gasoline, kerosene and dieselequires S/C ratios higher than 2.5 to prevent coke formation.
Tadd et al. investigated the autothermal reforming of iso-octanes surrogate for gasoline over Ni/Ce0.75Zr0.25O2 catalysts [87] inoams and microchannels. Stefanescu et al. [88] performed steameforming of iso-octane at a S/C ratio of 2.34 over 15 wt.% Ni catalystupported by alumina.
Kolb et al. carried out catalyst development in microchan-el reactors for autothermal reforming of iso-octane as surrogate
or gasoline. Rhodium, nickel, ruthenium and palladium cata-ysts were tested, which were supported by zirconia and alumina89]. Rhodium on alumina turned out to be the most active cata-yst, which also showed the lowest selectivity towards methane.he rhodium content was varied between 0.1 and 2 wt.%. 1 wt.%hodium on alumina was identified as the optimum catalyst for-ulation with regard to performance, stability and cost. A S/C ratio
f 3.3 or higher was required to prevent coke formation. The cata-yst was then incorporated into an autothermal reforming reactorf kW size.
Thormann et al. [90] investigated the performance of Rh/Al2O3nd Rh/CeO2 catalysts in hexadecane steam reforming in theow temperature range from 400 ◦C to 700 ◦C. Full conversionf hexadecane, which served as surrogate for diesel fuel, waschieved at a S/C ratio of 4.0 and 700 ◦C reaction temperature onlyver the CeO2-supported sample, which also showed short termtability for 16 h, while the alumina supported sample sufferedrom rapid deactivation. At temperatures lower than 700 ◦C alsohe ceria containing sample deactivated rapidly. It turned out, that
he turnover frequency (TOF) of different fuels such as methane,ropane and hexadecane was constant over the catalyst whenormalised by the number of carbon atoms. Only iso-octanehowed higher TOF owing to its branched molecular shape [91].Processing 65 (2013) 1– 44 9
Thormann et al. also determined a kinetic expression for the steamreforming of hexadecane [92]:
rHEX = ATˇ e−Ea/RT ce1HEX2
[�Rh(s)�rh
]e2 (21)
A = 1138 mol m s K; = 0.2; e1 = 0.495; e2 = 0.900; �Rh is the surfacecoverage of rhodium sites and � Rh the rhodium surface sitedensity. The activation energy Ea was calculated to 71 kJ/mol.
Similar to ethanol reforming, rhodium containing catalystformulations seem to be the optimum solution also for hydrocar-bon reforming. However, higher S/C ratios and temperature arerequired for higher hydrocarbons such as diesel, the latter beingdemanding for the catalyst because it gives raise to sintering pro-cesses.
2.2.4. Development of catalysts for the dehydrogenation ofmethylcyclohexane in microchannels
Roumanie et al. tested catalyst in a chip-like silicon microreac-tor for methylcyclohexane dehydrogenation [93]. 88.5% conversionwas achieved over platinum/alumina catalyst, while a platinumfilm sputtered onto “black silicon” showed only 2% conversion.Low activity is frequently observed for non-dispersed noble metalsurfaces.
2.2.5. Development of catalysts for ammonia decompositionSuitable catalysts for ammonia decomposition are nickel, ruthe-
nium and iridium [29,94]. Ganley et al. prepared alumina supported3.5 wt.% ruthenium and ruthenium/potassium catalysts for ammo-nia decomposition and coated them into an aluminium-anodisedalumina reactor [95]. Full conversion of the ammonia could beachieved at reaction temperatures exceeding 600 ◦C, while thethermal power equivalent of the hydrogen product amounted to60 W. Kim et al. tested ruthenium, iridium and nickel/alumina/silicacatalysts for ammonia decomposition in microchannels and foundruthenium the preferable formulation considering performanceand cost [96].
2.3. Microstructured reformers
2.3.1. Design and numerical simulation of microstructuredreformers
The majority of microreactors reported in the literature aredesigned for catalyst evaluation. They are monolith-type labora-tory devices without heat-exchange functions in most cases, whichallow for the replacement of the plates carrying the microchannelsonto which usually the catalyst is coated [36,52,65,90,92,97–101].The reactors are heated by electricity and consequently are still faraway from a practical application. The design of such reactors willnot be discussed in detail bearing in mind that they are useful toolsfor catalyst screening and characterisation. The results of catalysttesting in microchannels can be utilised to size bigger reactors quiteprecisely, as long as flow equipartition in the multitude of channelsis guaranteed and flow conditions remain the same.
When microchannels are part of monolithic reactors, eitherautothermal reforming or partial oxidation need to be chosen tosupply the reactor with energy, because external heating is hardlypossible. Stutz et al. performed numerical calculations for the par-tial oxidation of methane in a single microchannel of 10 mm lengthand 1 mm diameter as a model of an adiabatic ceramic monolith[102]. The heat conductivity of the wall was not neglected and 38elementary reaction steps were used to describe the chemical reac-tion network in a two dimensional model. The feed temperature
was set to 580 ◦C and ambient pressure was assumed. Hot spotsbetween 1100 K and 1200 K were calculated 1 mm downstreamthe reactor inlet. The oxygen was almost completely consumedafter the first 2 mm of the channel. Stutz et al. calculated steam
10 G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44
Fig. 5. Temperature profiles (open symbols) as obtained over the reactor lengthaer
ablrqavyo3or
peWtthtp(rahcb
s
ttca
TF
xis (x-direction) in a catalytic wall reactor by numerical calculations of Vaccarot al. [105]; the filled data points represent measured values for methane steameforming and methane combustion.
s the primary product in the hot spot region followed by car-on monoxide especially at high residence times. This result is in
ine with experimental observations of other authors. The steameacted downstream with methane or carbon monoxide. Conse-uently hydrogen was only a minor product of the reaction systems long as oxygen was still present [102]. The channel diameter wasaried from 0.67 mm to 3 mm. Methane conversion and hydrogenield showed a maximum at 1.7 mm channel diameter. However,xygen was not completely converted in the largest channels of
mm diameter. This resulted in a uniform and high temperaturef 1130 ◦C over the whole reactor length, because the exothermiceactions occurred along the whole channel.
A microreactor as part of a practical system is designed as alate heat-exchanger in most cases. If one flow-path of the heat-xchanger is filled with catalyst, it turns into a catalytic heater.hen catalyst is introduced into the channels or onto the walls of
he second flow path, a catalytic heat-exchanger reactor respec-ively a catalytic wall reactor is formed [103]. Catalytic (wall)eaters improve the temperature management of exothermic reac-ions as discussed for many examples below. This idea was alreadyroposed for the macro-scale as a so-called Catalytic Plate ReactorCPR) by Reay [104]. The design allows the coupling of endothermiceactions (such as steam reforming) and exothermic reactions (suchs catalytic combustion), which are then separated by merely a fewundred micrometers metal foil between both micro fixed beds oroatings respectively, creating low temperature gradients betweenoth sides especially when coatings are applied as shown in Fig. 5.
The flame arresting properties of microchannels help to allow aafe operation of the combustion reactions (see Table 1) [106].
Eigenberger et al. investigated both theoretically and prac-ically heat-exchanger/reactors for methane steam reforming in
he meso-scale. The reactors were made from specially preparederamic monoliths, which were transformed to heat-exchangersnd from structured and welded steel foils [107–110].able 1lame distinction distance for different fuels in air and pure oxygen [106].
Fuel Extinction distance inair (mm)
Extinction distancein oxygen (mm)
Acetylene 0.52–0.65 0.08–0.1Ethylene 1.25 0.19Hydrogen 0.05–0.064 n.a.Methane 2.2–2.5 0.3Propane 1.75–2.28 0.21–0.27
Fig. 6. Calculated carbon monoxide content in the reformate for a combinedmethanol reformer/catalytic burner with cross-flow arrangement [113].
Zanfir et al. [111] studied combined methane oxidation andmethane steam reforming in an integrated co-currently operatedheat-exchanger with reaction channels of micro- and meso-scaleapplying a two-dimensional numerical model. A temperature riseof nearly 260 K was calculated for the reactor wall temperaturealong the feed flow path which originated from the slow kineticsof the steam reforming reaction. This axial temperature gradientincreased, when the height of the channels was increased from1 mm to 4 mm at constant space velocity. Larger dimensions of thechannels created less efficient heat transfer and higher tempera-ture gradients in the gas phase. In the larger channels mass transferlimitations occurred and the catalyst mass was insufficient to cre-ate full conversion of the feed at the residence time chosen. In acase study, the thickness of the catalyst layer was increased whilekeeping the space velocity constant by increasing the inlet flowrate at the same time. Increasing the catalyst layer thickness from10 �m to 60 �m decreased the conversion from 100% to less than70% for both steam reforming and oxidation reactions [111]. Smallchannel dimensions are beneficial for mass and heat transfer asdemonstrated also by CFD calculations performed by Uriz et al. forethanol steam reforming [112], but pressure drop remains an issuefor practical systems of course, especially when gaseous fuels areused because the compression energy gets critical then.
Different flow arrangements exist for heat-exchangers, namelycross-flow, counter-current and co-current flow.
The disadvantages of the cross-flow design were demonstratedby numerical calculations for methanol steam reforming by Panet al. [113]. Increased temperatures lead to increased carbonmonoxide content in the reformate as shown in Fig. 6. However, ifthe reactor dimensions are very small in the range of 20 mm or less,extensive temperature gradients are not to be expected regardlessof the flow arrangement and the upper extremity of the reactiontemperature [114].
Frauhammer et al. proved by numerical calculations, that acounter-flow arrangement is not suited for coupling endothermicand exothermic reactions [115]. Rather a co-current flow arrange-ment should be chosen which has been also supported by numericalcalculations of Anzola et al. [116] and proven for numerous practi-cal applications such as steam reforming of methanol, LiquefiedPetroleum Gas (LPG) and diesel by Reuse et al. [47], Kolb et al.
[117,118], Wichert et al. [119] and O’Connell et al. [120,121]. Recentwork of Hsueh et al. favours counter-current flow, which is mislead-ing [122]. The wrong conclusion originates from the fact that the
G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44 11
F 2, R3)c 124].
amgseoriraedoeogr
ecCcrfOopw
Gbebpr
Fbr
ig. 7. Reaction rates as determined in a combined methanol steam reformer (R1, Rombustion. (b) (right): R2: Methanol decomposition, R3: Reverse water-gas shift [
uthors compare reactors for methanol steam reforming, which areore or less isothermal in all cases. Catalytic combustion of hydro-
en and residual CO contained in the fuel cell anode off-gas is a welluited heat source for steam reforming of all kind of fuels, how-ver, homogeneous reaction has to be avoided, which are likely toccur upstream of hydrocarbon steam reformers, which operate ateaction temperatures exceeding 700 ◦C. The temperature profilen a co-currently operated microstructured plate heat-exchangereactor, which is operated as coupled steam reformer/catalyticfterburner still depends on the reactor geometry and size. It isither isothermal as demonstrated by Kolb et al. [118] or slightlyeclining over the reactor length axis as indicated by simulationsf Petrachi et al. [123] and proven experimentally e.g. by O’Connellt al. [120]. This originates from the higher rate of reaction ofxidation reactions compared to steam reforming, but also water-as shift. Fig. 7 shows the reaction rates along a methanol steameforming reactor coupled to a methanol burner [124].
Zhai et al. demonstrated, that higher wall conductivity is ben-ficial for the isothermality of the reactor and therefore metalliconstruction material is preferred over ceramics [125] (see Fig. 8).hein et al. [126] drew the opposite conclusion, that high heatonductivity decreases the performance of a methanol steameforming reactor designed as small fixed bed, but this originatesrom wrongly chosen boundary conditions of their calculations.bviously, higher wall thickness also increases the isothermalityf the reformer and transports heat from the combustion reactionreferably occurring at the reactor inlet towards the reactor center,here steam reforming still proceeds [127].
Fig. 9 shows the results of numerical simulations performed byrote et al. for a diesel steam reformer coupled to a catalytic dieselurner [128]. The reactor temperature is low at the inlet owing to
ndothermic steam reforming, a hot spot is generated downstreamy the combustion reaction followed by a declining temperaturerofile. A comparison to a cross-flow arrangement (not shown here)evealed much lower temperature gradients for the co-current flowig. 8. Temperature profiles in co-currently operated heat-exchanger reactors com-ining methane steam reforming and methane combustion [125]; (top) ceramiceactor walls; (bottom) metallic reactor walls.
and methanol burner (R4); (a) (left): R1: Methanol steam reforming, R4: Methanol
arrangement in the range of 100 K compared to about 400 K forcross-flow.
However, a slightly declining temperature profile is not apractical problem especially when higher hydrocarbons are thefeedstock, because the feedstock is already almost completely con-verted to lighter hydrocarbons, carbon oxides and hydrogen at thereactor inlet. Therefore a slightly lower reaction temperature doesnot affect catalyst stability at the reactor centre and outlet sections,because conversion of light hydrocarbons is less demanding for thecatalyst. Lower temperatures towards the reactor exit even reducethe carbon monoxide concentration of the product owing to theshift of the equilibrium of the water-gas shift reaction. Low reac-tion temperature, however, favours methane formation owing tothe equilibrium of the methanation reaction.
One critical issue especially related to methanol steam reform-ing is the narrow operating temperature window required for thereactors, which is related to the Cu/ZnO catalyst technology appliedin most cases. Both reactor design and reactor material may helpto achieve this goal. Highly heat conductive reactor materials suchas aluminum or copper assist the heat distribution over the lengthaxis [52].
The channels of most reactors under numerical and practi-cal investigations are oriented in parallel, which has the practicalbenefit of reduced pressure drop compared to alternative flow pat-terns such as serpentine flow fields. Despite the fact that improvedisothermal operation could be achieved with combinations of ser-pentine flow fields as proven by Hsueh et al. [129], the energydemand for the higher feed pressure is only acceptable in the caseof steam reforming of liquid fuels, which has the lowest energydemand for the compression of the feed. However, flow equipar-tition is crucial for parallel flow arrangements. It may be achievedby perforated plates [89] when a whole stack of plates is fed in par-allel from the plate front. Such pinhole plates of course generateadditional pressure drop. In case the feed gas is distributed to eachplate first and then by a dedicated inlet section to each channel ofthe plate, a sophisticated geometry of this inlet section [130] helpsto achieve flow equipartition. An alternative is the variation of thechannel width over the reactor length axis as shown in Fig. 10.
Zeng et al. proposed a cube-post arrangement rather than dis-crete channels for their reactor [131], which was introduced intothe reactor plates by micro-milling as alternative to electro dis-charge machining or wet chemical etching. Chen et al. proposed aconstructural tree-shaped network for improving the flow distri-bution shown in Fig. 11. While the channel arrangement revealedimproved performance over a serpentine shaped channel network
at equivalent pressure drop as determined by numerical calcu-lations, the high fabrication costs expected for such geometriesremain an issue especially when stainless steel would be chosenas construction material for reactors of bigger size.
12 G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44
Fig. 9. Simulation of a co-currently operated diesel steam reformer/catalytic diesel burfraction reformer; bottom left: fuel mass fraction burner; bottom right: temperature in th
Fig. 10. Methanol concentration over the channel length axis as calculated for chan-nels with varying width; as a consequence of the improved flow equipartition themethanol conversion is uniform for all channels [32].
ner as performed by Grote et al.; top left: flow arrangement; top right: fuel masse plate [128].
Besser proposed a cylindrical geometry for methanol fuel pro-cessors in the range from 4 to 20 W power output to reduce heatlosses and minimise thermal insulation [132].
2.3.2. Monolithic microreactors for reformingMetallic monoliths made from metal foils have been developed
in some cases to reduce the hot spot formation of partial oxidationand autothermal reforming, as described above, by increased massof the wall material.
Fichtner et al. used a microchannel honey-comb reactor for par-tial oxidation of methane [134]. The reaction was carried out at1000 ◦C temperature, 25 bar pressure and residence times in theorder of few milliseconds. The adiabatic hot spot, calculated tobe 2320 ◦C, was reduced in the metallic honeycomb by axial heattransfer from the oxidation to the steam reforming reaction zones.
Pure rhodium was chosen as the construction material for thereactor and simultaneously served as the active catalyst species.Rhodium has a high thermal conductivity of 120 W/(m K). Chan-nels with the dimensions, 120 �m wide, about 130 �m deep and
G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44 13
y Che
5nbrraa1mtswccda
rsffrTiotrusiewdffaoram
owlotf
Fig. 11. Constructural tree-shaped network as proposed b
mm long, were introduced into rhodium foils of 220 �m thick-ess. 23 foils carrying 28 channels each were sealed by electroneam and laser welding and the resulting honeycomb was pressureesistant up to 30 bar. The maximum operating temperature of theeactor was 1200 ◦C. At 650 ◦C reaction temperature, mostly waternd carbon dioxide were produced and only 10% conversion waschieved. After ignition of the reaction between 550 ◦C and 700 ◦C,000 ◦C reaction temperature was reached within one minute andainly carbon monoxide and hydrogen were formed. The selec-
ivity towards hydrogen was 78%, while the carbon monoxideelectivity amounted to 92%. Methane conversion increased to 96%,hen the O/C ratio was increased to 1.3. Mass transport limitations
ould not be proven by experiments at several monoliths carryinghannels of different width [134]. The performance of the reactoreteriorated when the system pressure was increased. By-productnd even soot formation then occurred downstream the reactor.
Aartun et al. investigated partial oxidation and autothermaleforming of propane in microstructured monoliths [135]. Theame rhodium monolith which had been used by Fichtner et al.ormerly (see above) and a Fecralloy monolith composed of planeoils of the alloy were chosen as reactors. Partial oxidation was car-ied out at an O/C ratio around 1.25 and 12.6 ms residence time.he Fecralloy monolith impregnated with rhodium showed signif-cant hydrogen yields at temperatures exceeding 600 ◦C, while totalxidation dominated at lower temperatures. At 12.6 ms residenceime, full conversion of propane was not achieved below 1000 ◦Ceaction temperature, while the hydrogen selectivity was only 58%nder these conditions. The reactor which carried nickel catalysthowed lower conversion and deactivated rapidly compared tots rhodium containing counterpart. With increasing temperature,nhanced formation of by-products, namely methane and ethaneas observed in the reformate under conditions of both partial oxi-ation and autothermal reforming, which was assumed to originaterom thermal cracking. Later, Aartun et al. reported improved per-ormance of the reactor [136]. Full propane conversion could bechieved at 12.6 ms residence time and lower reaction temperaturef 800 ◦C under conditions of partial oxidation and oxidative steameforming. However, light hydrocarbons such as ethane, ethylene,cetylene and propylene were observed as by-products apart fromethane.A microstructured monolith for autothermal reforming of iso-
ctane was fabricated by Kolb et al. from stainless steel metal foils,hich were piled up to a monolithic stack of plates and sealed by
aser welding [89]. At a VHSV of 316 l/(h gcat), S/C 3.3 and O/C ratiof 0.52 more than 99% conversion of the fuel was achieved. Theemperature profile in the reactor was relatively flat. It decreasedrom 730 ◦C at the inlet section to 680 ◦C at the outlet. This was
n et al. [133]; left: network; right: reactor with network.
attributed to the higher wall thickness of the plate monolith com-pared to conventional metallic monolith technology. The reactorwas incorporated into a bread-board fuel processor later on (seebelow).
Casanovas et al. compared the performance of (a) a conven-tional monolith with 900 �m channel diameter, (b) a microreactorwith semicylindrical channels and (c) a silicon micromonolithwith channel diameters in the range 3–4 �m [137] for ethanolsteam reforming over Co3O4 catalysts. The micromonoliths showedmuch higher productivity per reactor volume. 52 l H2/(Lfeed,liquidcm3
reactor) were produced, which was more than an order of mag-nitude higher when compared to the ‘conventional’ reactors.
Makarshin et al. [138] made an experimental comparison ofthe partial oxidation of methane in a co-current flow-arrangementadequate to a regular monolith with a counter-current flowarrangement, where the gases flow through a three-fold serpentineas shown in Fig. 12. The temperature profile was much more evenfor the serpentines (see Fig. 12). This flow arrangement is an alter-native to integrated cooling channels, however, the overheating ofreactors of bigger scale by the exothermicity of partial oxidation isnot addressed.
Obviously the construction of monolithic microreactors bywelding stacks of plates, which was mostly performed in earlierpublications, is not cost competitive against the existing technologyof ceramic and metallic monoliths. To fully exploit the advantagesof microreactors for reforming, steam reforming should be chosenand heat exchange functions should be introduced into the devicesas described below.
2.3.3. Plate heat-exchanger microreactors for steam reforming ofalcohols and ammonia decomposition in the low and sub-Wattpower range
Numerous publications deal with methanol steam reformersin the low-power range of a few Watts and under, which weredeveloped for the power supply of electronic devices such asmobile phones. For such systems of the smallest scale, produc-tion techniques are applied, which are known from Micro ElectroMechanical Systems (MEMS) and silicon is the construction mate-rial chosen in many cases. By these techniques, electrical heatersfor start-up and temperature sensors can be integrated into thedevices. Details of the fabrication processes will not be discussedhere. Sputtered catalysts are used in some cases, which usually suf-fer from low surface area and activity [139]. In case fixed catalyst
beds are applied [140], pressure drop of the systems is usually high,which increases the power demand of the dosing equipment. Some-times anode off-gas combustion is not considered for reactors of thesmallest scale but rather heating by electricity, which is inefficient.
14 G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44
F flow aa rates:O s are i
ArHwcwi
c2sse
b[lae
mprotd
Fe
ig. 12. left: Co-current (monolithic, top) and counter-current (serpentine, bottom)ture profile determined for the co-current flow arrangement for different inlet flow/C ratio 1.0; the thermocouple positions in the counter-current flow arrangement
bout 30% of the electrical energy produced by the fuel cell is thenequired for supplying the methanol reformer with energy [141].a et al. fabricated a microreformer from polydimethylsiloxane,hich had a volume of 10 ml and carried a small fixed bed of Cu/ZnO
atalyst [142]. The group of Llorca developed silicon microreactorsith very small channel diameters in the range of 3.3 �m as shown
n Fig. 13 and applied them for ethanol steam reforming [74,143].Some systems of the smallest scale still show considerable effi-
iency. Hu et al. [144] determined 9% efficiency for their chip-like00 mW methanol fuel processor. Numerical calculations demon-trate the dominant effect of heat losses of such miniaturisedystems [145]. For example, about 40% heat losses were determinedxperimentally by Yoshida et al. for their system [146].
The development of a combined steam reformer/combustor forutane based upon MEMS technology was reported by Tanaka et al.147]. A suspended membrane design was applied to reduce heatosses of the system. Copper and platinum/titania were introduceds catalysts by sputtering and showed low conversion under thexperimental conditions applied.
Reuse et al. [47] reported the development of a combinedethanol steam reformer/methanol catalytic burner designed as
late heat-exchanger reactor composed of a stack of 40 foils. Theeactor was operated in co-current mode. The steam reformer was
perated at S/C ratio of 1.2. Between 250 ◦C and 260 ◦C reactionemperature, more than 95% conversion and more than 95% carbonioxide selectivity were achieved.ig. 13. SEM image of a macroporous silicon channel system as fabricated by Llorcat al. [74].
rrangements as investigated experimentally by Makarshin et al.; (center): temper- (right): temperature profile determined for the counter-current flow arrangement;ndicated in the image left bottom [137].
Kim et al. described a microreactor heated by electricity, whichcontained Cu/ZnO catalyst [148]. At 300 ◦C reaction temperatureand S/C 1.1, full methanol conversion was achieved and about4 ml/min hydrogen were produced. As a next stage, a chip-like glassreactor was developed by Kim et al., which used the decomposi-tion of hydrogen peroxide over platinum/alumina/silica catalystas energy source [149]. More than 90% methanol conversioncould be achieved over copper/zinc oxide/alumina/silica catalystat 270 ◦C temperature. However, the hydrogen peroxide conversionwas incomplete. The electrical power equivalent of the reformatehydrogen corresponded to 1.5 Wel.
A combined evaporator and methanol reformer was developedby Park et al. [36], which was designed to power a 5 W fuel cell.The device was heated by electrical heating cartridges. CommercialCuO/ZnO/Al2O3 catalyst (Synetix 33-5 from ICI) was coated into thechannels. The catalyst required reduction in 10% hydrogen in nitro-gen at 280 ◦C prior to exposing it to the reaction mixture. At 260 ◦Creaction temperature, 90% methanol conversion was achieved andthe carbon monoxide concentration in the reformate was lowerthan 2 vol.%. Park et al. [150] then developed a combined after-burner/methanol reformer with an electric power equivalent of28 W, which was sealed by brazing. 99% methanol conversion couldbe achieved at 240 ◦C.
Kundu et al. from Samsung [151] developed a microreactorfor methanol steam reforming in the 5–10 W power range. Themicro-reformer was 30 mm wide and 30 mm long with both evapo-ration and steam reforming zones. Parallel and serpentine channelsfor steam reforming were tested, the serpentine arrangementshowed superior results [151]. 140 mg of commercial Cu/ZnO cata-lyst from Johnson-Matthey was introduced into the channels whichwere operated at a S/C ratio of 1.2. The catalyst was activated bythe water–methanol mixture itself. It required about 30 minutesto achieve maximum activity by this procedure. 75 vol.% hydro-gen, 24 vol.% carbon dioxide and 1.5 vol.% carbon monoxide wasmeasured as typical reformate composition for methanol steamreforming. Up to 90% methanol conversion could be achieved at260 ◦C reaction temperature. The catalyst deactivated by sinteringof the copper oxide particles [101].
Other micro methanol steam reformers developed were heatedeither by electricity [152] or by a coupled catalytic burner [153].Won et al. reported the design and characterisation of a combinedmethanol reformer/catalytic burner with a thermal power of about12 W of the hydrogen produced [154]. Commercial Cu/ZnO/Al2O3
catalyst served for steam reforming, Pt/ZrO2 for methanol combus-tion.Wang et al. fabricated ceramic microchannels for a stainlesssteel housing, which was tested for ethanol steam reforming [155].

G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44 15
[156]
Fit
wihat
birc
dsms
2h
rThso2lmot
FK
Fig. 14. Methanol reformer developed by Kim
ull conversion could be achieved at reaction temperatures exceed-ng 600 ◦C at a S/C ratio of 1.5 over a nickel catalyst sputtered ontohe ceramic microchannels.
Kim described the development of a micro methanol reformerith integrated burner fabricated from glass wafers [156] shown
n Fig. 14. The start-up time demand of the small system, whichad a thermal power output of 4.5 W of the hydrogen produced,mounted to 20 min, 93% methanol conversion was achieved andhe thermal efficiency of the reactor calculated to 77%.
Jin et al. reported the development of a 20 W catalyticurner fabricated from glass, which carried wash-coated plat-
num/alumina catalyst as heat source for methanol steameforming [157]. The reactor outperformed a micro fixed bed con-erning hydrogen conversion.
Kim et al. developed a microreactor for combined ammoniaecomposition and homogeneous propane combustion, which ishown in Fig. 15 [96]. The device produced hydrogen with a ther-al power equivalent of 5.4 W at 98% ammonia conversion with a
ystem efficiency of 13.7%.
.3.4. Plate heat-exchanger microreactors for reforming in theigher power range
An integrated heat-exchanger/reactor for methanol steameforming was developed by Hermann et al. [158] from GM/OPEL.he final application was a 50 kW methanol fuel processor asydrogen source for the power train of a passenger car. Theystem specifications were therefore quite demanding, amongstthers more than 5 kW/dm3 volumetric power density, more than.5 kW/kg gravimetric power density and a transient response to
oad changes from 10 to 90% in milliseconds. A 5 kW combinedethanol steam reformer/catalytic combustor was built. Instead
f microchannels, fins served as mechanical support and improvedhe heat transfer. 225 plates were incorporated into the reactor.
ig. 15. Integrated propane burner/ammonia decomposition reactor developed byim et al. [96]; length: 55 mm; diameter: 16 mm.
; left: cross-sectional view; right: total views.
The reactor was designed for a maximum operating pressure of4 bar and a maximum reaction temperature of 350 ◦C. Experimen-tal results were determined at partial load of the device (1–2 kWfor the Lower Heating Value of the hydrogen produced). At a S/Cratio of 1.5 and a pressure of 3 bar full conversion of the methanolwas achieved and 0.9 m3/h hydrogen were produced, which wasregarded as competitive with results from literature.
Fitzgerald et al. [159] reported the development of a microstruc-tured iso-octane heat-exchanger/steam-reformer heated by com-bustion gas with a total volume of 30 cm3 which producedhydrogen sufficient for a 500 W PEM fuel cell. At ambient pressure,a temperature of 650 ◦C, 2.3 ms residence time and a high S/C ratioof 6, up to 95% conversion were achieved at 90% hydrogen selectiv-ity. When the S/C ratio was lowered at constant residence time, theiso-octane conversion deteriorated, but the hydrogen selectivityremained constant.
Whyatt et al. [160] developed a system of independent evap-orators, heat-exchangers and reformers for iso-octane steamreforming. Four integrated reformers/cross-flow heat-exchangersswitched in series were fed by four water evaporators, which weresupplied with energy from anode off-gas combustion in a separateburner. The devices were fabricated by photochemical etching andsealed by diffusion bonding. The reformers achieved up to 98.6%conversion at 750 ◦C reaction temperature, and a S/C ratio of 3.The hydrogen produced was enough to feed a 13.7 kW PEM fuelcell. Because the automotive drive train was the application stand-ing behind this development work, the start-up time targets of thesystem were extremely short in the range below 1 min. To decreasethe start-up time demand further, Whyatt et al. [161] re-designedthe system described above completely. The energy for start-upand continuous operation was now provided by homogeneous fuelcombustion rather than catalytic combustion. The heating powerwas supplied to the reformer and the evaporator, which was placedright after the reformer in a duct. After mixing the fuel with thecombustion air, the combustion gases were passed through thisduct and heated the devices by a cross-flow arrangement. Thesteam reformer was designed to operate at an outlet temperatureof 650 ◦C and S/C ratio of 3. It was composed of reforming reac-tion channels of low height, which filled the whole width of thedevice. The combustion gases passed around these single channels.The target start-up time demand of 60 s could be achieved with thisdevice, however, CO clean-up reactors were not yet incorporatedinto it.
Catalysts from Süd Chemie were chosen for methanol steamreforming by Cremers et al. [162]. Because the catalyst activity wasrelatively low, a micro fixed bed reactor was built with integratedheat exchanging capabilities. The reactor contained 60 micro-fixedbed passages, which took up 15.9 g of catalyst and 62 heating pas-sages. The reactor was designed to produce hydrogen for a fuel
cell with 500 W electrical power output. Heating oil, pre-heatedby an external burner served as the heat source for the reformer.More than 90% methanol conversion was achieved at 250 ◦C reac-tion temperature. During the first 4 h of operation, 15% of the initial
16 G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44
F r; S/C1
afsw
th3co7f
ssoaabahashsbl5wItao2mrt1mt23
rectbt
ig. 16. (a) (left): Reformate composition as determined for a diesel steam reforme.6, S/C 3.0 [169].
ctivity of the catalyst was lost, but then activity remained stableor another 4 h. The catalyst could be regenerated by oxidation andubsequent reduction. A turn-down ratio of 1:5 could be realisedithout significant changes of product composition.
Cremers et al. and Pfeifer et al. [163,164] presented a reac-or, which combined methane steam reforming with anode off-gasydrogen combustion. The reactor was fabricated from NiCroFer220H@ construction material and it was designed to power a fuelell with 500 W electrical power output. The steam reforming sidef the reactor was operated at S/C ratio 3 and temperatures above50 ◦C. A previously developed nickel spinel catalyst [79] was usedor reforming.
Pan et al. developed a cross-flow plate-fin reformer for methanolteam reforming [113] with integrated fuel and water evaporation,team reforming and catalytic combustion and overall dimensionsf 150 mm × 125 mm 40 mm. Small fixed beds of 160 g Cu/ZnO cat-lyst and 45 g Pt/Al2O3 catalyst were used for steam reformingnd catalytic combustion, respectively. The system was tested on aread-board level. Preheating was carried out with hydrogen andir from gas cylinders. As typical for Cu/ZnO catalyst, reduction inydrogen was required prior to operation. During steady operation,bout 40% of the reformate was fed to the combustion chamber asurrogate of fuel-cell anode off-gas [165], which corresponds to 60%ydrogen utilisation in the fuel cell. To avoid the formation of hotpots, perforated fins were introduced into the afterburner fixededs to distribute the hydrogen addition over the length of the cata-
yst bed. Despite these measures a temperature difference of almost0 K was observed over the length of the reformer reactor [113],hich prevented optimum performance of the reformer catalyst.
nsufficient heat transfer between the fixed catalyst beds created aemperature difference of up to 40 K between the combustion zonend the steam reforming zone. However, the reformer device wasperated at a low S/C ratio of 1.2 and reaction temperatures below50 ◦C. Full conversion of methanol could be achieved at low carbononoxide formation, which never exceeded 1 vol.%, because the
everse water-gas shift reaction was suppressed at the low reactionemperature. The system was then scaled-up by a factor of 14 [165].000 hours operation was performed with this bigger device. Theethanol conversion decreased from 100% to about 93% within this
ime while the carbon monoxide concentration remained below vol.%. The reformate recycle to the afterburner could be reduced to0%, because heat losses were less dominant for this larger device.
The development of a combined methane steameformer/catalytic hydrogen burner with a thermal powerquivalent of 67 W was reported by Ryi et al. [166]. Rh/Mg/Al2O3
atalyst served for steam reforming, while Pt/Sn/Al2O3 catalysedhe hydrogen combustion reaction. The reactor was sealed byrazing and operated as co-current heat-exchanger at a reformeremperature of 700 ◦C and S/C ratio of 3. 95% methane conversion= 3.6 [117]; (b) (right): light hydrocarbons distribution for diesel reforming at O/C
was achieved in the reactor. Homogeneous hydrogen combustionupstream the reactor was prevented by internal mixing of thecombustion gases within the reactor, which made use of the flamearresting properties of microchannels. As a next step, Ryi et al.[167] added microstructured heat-exchangers to pre-heat the airfeed of the combustor and to evaporate and super-heat the steamand to pre-heat the methane fed to the reformer part of the reactor.These modifications increased the feed flow rate, which couldbe processed. The thermal power of the hydrogen produced wasincreased to 220 W. However, heat losses obviously still dominatedthis system, because the thermal power of the hydrogen requiredto keep the reactor in operation, was still higher (about 310 W).
A microstructured coupled diesel steam reformer/catalyticafterburner was developed by Kolb et al. [168], which was operatedat temperatures exceeding 800 ◦C. The reactor, which was coatedwith catalyst from Johnson-Matthey Fuel Cells, had separate inletsfor anode off-gas and for air supply to the burner to achieve inter-nal mixing of the burner feed. Full conversion of the diesel fuel wasachieved for 40 h total test duration with this reactor, which hada power equivalent of 2 kW thermal energy of the hydrogen pro-duced. The deactivation of the catalyst could be initially recognisedby perfectly linear increasing concentration of light hydrocarbonsin the reformate as shown in Fig. 16a. Similar results were obtainedby Kang et al. for autothermal reforming of diesel fuel [169], whichindicate (see Fig. 16b) that the initial linear increase tends to getexponential with course of time. Fig. 17a shows the reactor devel-oped by Kolb et al.
Mengel et al. tested commercial catalysts for diesel steamreforming [170]. At 850 ◦C reaction temperature, full conversionof the fuel was achieved. However, carbon deposits were observedafter 20 h test duration at S/C ratio of 4.5. Later, Grote et al. pre-sented an integrated diesel steam reformer/designed for a thermalinput of 10 kW of the diesel feed shown in Fig. 17b [128]. Thereformer had a co-current flow arrangement. Prior to the construc-tion of this reactor, experiments were performed at a reactor ofsmaller scale with diesel surrogate composed of 48 wt.% paraffins,32 wt.% naphtenes, 20 wt.% aromatics, 5 wt.% benzenes and <2 ppmsulphur. Full conversion of the diesel could be achieved above750 ◦C reaction temperature at a S/C ratio of 4.0. At lower reactiontemperature, breakthrough of light hydrocarbons was observed.
The development and evaluation of a reactor based onmicrochannel technology for the reforming of diesel fuel for a 5 kWfuel cell was reported by O’Connell et al. [120]. The reactor (seeFig. 18) had a co-current flow arrangement, which combined dieselsteam reforming with combustion of fuel cell anode and cathode
off-gas surrogate. Diesel oxidative steam reforming was performedfor 38 hours at reaction temperatures exceeding 750 ◦C and S/Cratios as low as 3.17. The following formula was calculated forendothermic oxidative diesel steam reforming, performed at S/C
G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44 17
F olb et
3c
C
a
ro[s
m[mfadttrooSsttN
Fp
ig. 17. (a) (left): 1 kW diesel steam reformer/catalytic afterburner developed by K
, O/C 0.3 and 800 ◦C (equilibrium of water gas shift reaction isonsidered):
11.3H24.6 + 1.7 O2 + 33.9 H2O → 6.0 CO + 5.3 CO2 + 25.5 H2
+ 20.7 H2O �H1073K = 853 kJ/mol (22)
Over 98% total diesel conversion was observed at all times, usu-lly only traces of unconverted diesel were detected.
Lee et al. developed and operated an integrated micro ethanoleformer combined with a catalytic burner for ethanol and an evap-rator, which produced enough hydrogen to power a 450 W fuel cell13]. Micro fixed beds were used and platinum/alumina catalysterved for ethanol combustion.
Wichert et al. reported about long-term experiments on aicrostructured coupled steam reformer/catalytic burner for LPG
119]. The reactor was operated in a co-current flow arrange-ent applying propane as model fuel. Long term stability tests
or a total duration of 1060 h were performed at a S/C ratio of 4.0nd about 750 ◦C reaction temperature with 29 start-up and shut-own cycles. Complete conversion of propane was observed forhe full test duration as shown in Fig. 19. The selectivity towardshe by-product methane was very low. The methane content in theeformate amounted to 0.3 vol.% on average. The gas compositionf the reformate agreed well with the thermodynamic equilibriumf propane reforming, water-gas shift and methanation reactions.tainless steel 1.4841 (German classification), which was the con-
truction material of the reactor, was not affected by exposure tohe operating temperature above 700 ◦C for 1060 h. In particular,he welding seams were not damaged during the long term test.either the elevated temperature nor the start/stop cycles impairedig. 18. 5 kWnet,el. microstructured diesel steam reformer/catalytic afterburner cou-led to a heat-exchanger [120].
al. [168]; (b) (right) 1.25 kW diesel steam reformer developed by Grote et al. [128].
the mechanical integrity of the catalyst coatings as proven afterdisassembly of the reactor.
To summarise the results described above, the operation ofmicroreactors for steam reforming in the kW range has beendemonstrated and the mechanical durability of the reactors hasbeen proven even for the elevated operating temperatures ofhydrocarbon reforming.
2.3.5. Micro membrane separators and micro membrane reactorsfor fuel processing
The membrane separation process of hydrogen by palladiummembranes involves several elementary steps, which include thesolution of hydrogen and its diffusion as atomic hydrogen throughthe membrane bulk material. For hydrogen separation, polymericmembranes are frequently applied in industrial processes, whichseem to be less convenient for the smaller scale, because severalseparation steps are required owing to the relatively low selec-tivity. However, palladium and palladium alloy membranes havealmost 100% selectivity and seem to be better suited for mobilefuel processors despite their higher cost [171]. A palladium mem-brane of 20 mm thickness allows a hydrogen flux of 4 m3/(m2 h)at 350 ◦C operating temperature and a pressure gradient of 1 bar[76]. Decreasing the membrane thickness by 50% doubles the per-meability and halves the weight of palladium thus resulting in 75%cost reduction. Therefore research has been initiated to manufac-ture micro membrane separators, which could reduce membranethickness and consequently cost even further.
The hydrogen flux through the membrane JH2 is proportional tothe diffusion coefficient DH2 of hydrogen in palladium and Sieverts’solubility constant Ks of the hydrogen/palladium system:
JH2 ∝ DH2 KS (23)
NH2 = QA((pH2,1)n − (pH2,2)n)l
(24)
Q is the permeability coefficient [mol/(m2 s kPan)], A is the mem-brane surface area (m2), l the membrane thickness (m). Theexponent n for the partial pressure is 0.5 if the bulk phase diffu-sion of atomic hydrogen is the only rate limiting step. In this caseEq. (24) is named Sievert’s law. Otherwise, when the dissociativechemisorption and the reversible dissolution of hydrogen play alsoa role, the value of n is higher in the range between 0.62 [172] and0.65 [173].
Membrane separation of reformate is usually operated at ele-vated pressure as driving force for the permeation process. Thussteam reforming is the preferred procedure, because only liquid
pumps are required instead of large compressors for air pressuri-sation, which draw unacceptable parasitic losses [171] especially incase of small mobile systems with an electrical power equivalentof less than 10 kWel.
18 G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44
0
5
10
15
20
25
30
35
40
45
50
0 100 20 0 30 0 40 0 500 60 0 70 0 80 0 90 0 100 0
e [h
CO
2,
CO
, H
2,
H2O
[V
ol%
]
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
CH
4 [
Vo
l%]
CO2
CO
H2
H2O
CH4
rated
gIiriaiist
raacttwh
c[t
Fnt
Tim
Fig. 19. Gas composition of the reformer product as determined for the integ
When reforming or water-gas shift are combined with inte-rated membrane separation, this leads to membrane reactors.n membrane reactors the equilibrium of the chemical reactionss shifted in a favourable direction, because hydrogen product isemoved from the reaction system. A product composition exceed-ng the equilibrium of the original feed composition can thus bechieved. The introduction of membrane separation functionalitiesnto a catalytic wall reactor, which combines ethanol steam reform-ng and fuel cell anode combustion, created advantages concerningystem complexity, efficiency and the amount of steam required inhe reformer feed according to Montane et al. [174].
Xuan et al. performed numerical simulation of a microfluidiceformer with catalytic-supported membrane [175]. In the study
two-dimensional CFD model was implemented for a nickel cat-lytic porous support combined with a palladium membrane. Twohannels for reforming and permeate removal formed the compu-ational domain. By the permeation process the mass transport inhe catalytic layer was enhanced and the water-gas shift reactionas intensified by a factor of 5. Fig. 20 shows the temperature andydrogen distribution in the channel pair.
Kurungot et al. developed a novel membrane material and aatalytic membrane reactor for the partial oxidation of methane176]. Silica was used as a low-cost alternative to palladium andhe reforming catalyst underneath the silica membrane. Rhodium
ig. 20. Temperature (K) (a, top) and hydrogen distribution (b, bottom) in the chan-el pair. The reforming channel is at the lower part, the channel for the permeate athe top [175].
]
propane steam reformer/catalytic burner during 1000 h test duration [119].
catalyst on a �-alumina carrier was used as catalyst and putin between a support tube made of corundum and the silicamembrane. The silica membrane with 9 �m thickness was thendeposited onto the catalyst. The permeation of hydrogen andmethane through the membrane was investigated and an increasedpermeability for hydrogen was observed when increasing the tem-perature, while the methane permeability remained on a low level.Between 100 ◦C and 525 ◦C, the separation factor increased from 7.5to 31. The hydrothermal stability of the membrane could be veri-fied at 525 ◦C for 8 h duration and feed composed of 18% hydrogen,18% methane and 74% steam. Then methane and air were fed to thereactor with an O/C ratio of 1.0, steam was added to the feed. Thereaction was performed under atmospheric pressure and a nitro-gen flow was used as sweep gas on the permeate side. At 525 ◦Creaction temperature, S/C 3.5 and a VHSV of 240 l/(h gcat), the equi-librium conversion could be exceeded by 37% due to the continuousremoval of hydrogen out of the mixture of reactants.
Karnik et al. prepared an integrated micro-membrane reac-tor by MEMS technology [177]. Four layers, namely copper andaluminium as water-gas shift catalyst, spin-on-glass and finally pal-ladium were sputtered onto a silicon substrate. The 200 nm thickpalladium membrane showed hydrogen permeability in the rangeof 4 mol/(m2 s) at 100 ◦C and 1.275 bar pressure.
Hwang et al. developed a combined membrane reactor formethane steam reforming coupled to a methane burner [178]. Ata S/C ratio of 3.0 and GHSV of 5000 h−1, more than 90% methaneconversion could be achieved over nickel based catalyst at 625 ◦Creaction temperature, which exceeded the equilibrium conversionof 70% under these conditions (see Fig. 21) owing to the in situremoval of hydrogen through the Pd/Ni based membrane.
2.4. Carbon monoxide conversion in microreactors
2.4.1. Water-gas shiftThe moderately exothermic water-gas shift reaction (WGS
equation 4) is usually limited by its thermodynamic equilibrium.The adiabatic temperature rise of reformate containing 53% hydro-gen, 7.7% carbon monoxide, 7.5% carbon dioxide, 31.4% steam and0.3% methane amounts to approximately 80 K for 90% conversion

G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44 19
Fig. 21. Reformate composition and carbon balance as determined for the prod-uct of a micro membrane steam reformer/catalytic burner by Hwang et al. [178];solid lines: equilibrium, circles: experimental data: circles; hydrogen (green),mar
opcpfiwtaDtmshc
2luowsuralCs
ptrtpIb
fi1Ahcis
ethane (brown), carbon dioxide (yellow), carbon monoxide (orange), carbon bal-nce (black). (For interpretation of the references to colour in this figure legend, theeader is referred to the web version of the article.)
f carbon monoxide by water-gas shift [179]. This adiabatic tem-erature rise of the reaction makes it mandatory to divide theonversion process into two consecutive steps, namely high tem-erature and low temperature water-gas shift in case adiabaticxed beds or monolithic reactors are applied. An intercooler orater injection is usually switched between both reactors. High
emperature water-gas shift is operated between 375 ◦C and 450 ◦Cnd low temperature water-gas shift between 200 ◦C and 300 ◦C [8].epending on the feed composition, the product of high tempera-
ure water-gas shift contains between 2 vol.% and 3 vol.% carbononoxide, whereas the product of low temperature water-gas
hift contains between 0.05 vol.% for the industrial scale [15] whileigher values between 0.3 vol.% and 1 vol.% are common for appli-ations of the smallest scale.
.4.1.1. Catalyst development for water-gas shift in microchannels. Inarge scale industrial processes, high temperature water-gas shift issually performed over iron oxide catalyst stabilised by chromium-xide at low catalyst utilisation [179]. When fixed beds of industrialater-gas shift catalysts are applied in small fuel processors the
hift stages dominate the overall system volume and weight byp to 50% owing to the low catalyst utilisation [75]. Similar toeforming catalysts of the industrial scale iron/chromium catalystsnd even more the Cu/ZnO low temperature water-gas shift cata-ysts are pyrophoric. Other copper catalysts such as Cu/CeO2 andu/Al2O3 catalysts are less active than Cu/ZnO systems and alsoensitive to sulphur poisoning [76].
As an alternative to catalysts developed for the industrial scale,recious metal catalysts coatings show at least one order of magni-ude higher activity. Precious metals such as platinum, palladium,hodium and ruthenium on ceria supports are reported in litera-ure as formulations for water-gas shift [75]. Certainly the mostrominent noble-metal catalyst formulation is platinum/ceria [8].
ts long term stability is usually limited to a maximum temperatureetween 425 ◦C and 450 ◦C owing to sintering effects of platinum.
Germani et al. prepared Pt/CeO2 water-gas shift catalysts inxed beds and microchannels containing between 0.8 wt.% and.7 wt.% platinum and between 10 wt.% and 20 wt.% ceria [180].
sample containing 1.7 wt.% platinum and 10 wt.% ceria showed
ighest conversion, which was negatively affected when theatalyst was reduced prior to the activity test. When coatednto microchannels, the catalyst showed superior performance ashown in Fig. 22.Fig. 22. Comparison between a catalyst containing 1.7 wt.% platinum 10.7 wt.% ceriacoated onto stainless steel microchannels (grey) and powder samples; the symbolsrepresent experimental data, the lines model calculations [179].
Germani et al. determined the kinetics of their Pt/CeO2 catalystas follows:
rCO = 4.3 × 105 exp
(−76.8 × 103
RT
)p0.13
CO p0.49H2Op−0.45
H2p−0.12
CO2
×(
pCO2 pH2
KeqpCOpH2O
)(25)
The reaction rate was found to be almost zero order for carbonmonoxide and carbon dioxide, while it was inhibited by the partialpressure of hydrogen. A dual-site mechanism was proposed, whereplatinum provides an adsorption site for carbon monoxide, whileceria adsorbs the steam.
Görke et al. investigated Au/CeO2 and Ru/ZrO2 catalysts forwater-gas shift in microchannels [181]. While the gold catalystshowed little activity, the ruthenium catalyst showed only highactivity when coated onto FeCralloy foils rather than stainless steel.
Kolb et al. investigated Pt/CeO2, Pt/Pd/CeO2 Pt/Rh/CeO2 andPt/Ru catalysts for water-gas shift in microchannels. The samples,which contained only platinum, palladium and ceria, showed muchlower methane formation compared to rhodium or ruthenium con-taining samples [182]. Tonkovich also observed methane formationover ruthenium/zirconia catalyst applied for water-gas shift [183].Catalysts containing ruthenium are known to be good candidatesfor the selective methanation of carbon monoxide.
Kolb et al. varied the platinum content of their platinum/ceriacatalysts wash-coated onto stainless steel between 1 wt.% and5 wt.%, while the ceria content ranged between 6 wt.% and 40 wt.%[182]. The optimum platinum content was determined in the rangebetween 3 wt.% and 5 wt.%, while the optimum ceria content wasbetween 12 wt.% and 24 wt.%.
The origin of deactivation of Pt/CeO2 water-gas shift catalystsis manifold and may originate from sintering of the platinum par-ticles, growth of ceria crystallites and formation of carbonate-likespecies covering the surface [75]. Zalc et al. postulated, that the sta-bility of platinum/ceria catalysts is not sufficient for fuel processingapplications [184]. However, while Zalc et al. found rapid degra-dation within 50 h for their Pt/CeO2 catalyst, Kolb et al. reportedstable activity of their self-developed Pt/CeO2 catalyst coatings inmicrochannels at a VHSV of 180 l/(h gcatalyst) for more than 1000 hat 325 ◦C and 400 ◦C [168].
Fiorot et al. prepared Pt/CeO2, Pt/TiO2, Au/CeO2, Pt/La2O3
Pt/CeO2 and Pt/CeO2/TiO2 catalysts and compared their perfor-mance with commercial Cu/ZnO/Al2O3 and Fe/Cr mixed oxidecatalysts [185]. The commercial Cu/ZnO catalyst was most activein the low temperature range between 200 ◦C and 300 ◦C, only the
20 G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44
F ) and
[ nnel hr
Pafetc
2iicgasetdpmcwrtam5soiKtt
dhcns
2.4.1.3. Microreactors for water-gas shift. A heat-exchanger reactorfor water-gas shift in the kW size range was described by Kolb et al.[191]. The reactor still had a three stage cross-flow design for the
ig. 23. (a, left): Isothermal, adiabatic and optimum temperature profiles (left top6]; (b, right). Carbon monoxide molar fraction vs. channel length for different chaesults from a homogeneous model (no diffusion limitation) [188] [source: IMM].
t/CeO2 showed comparable activity in the range between 300 ◦Cnd 350 ◦C. Arrhenius-type kinetic expressions where determinedor the Pt/CeO2 and Pt/TiO2 catalysts, which revealed an activationnergy in the range of 50 kJ/mol. When coated into microchannels,he Pt/CeO2/TiO2 showed higher activity compared to the Pt/CeO2atalyst in the temperature range between 350 ◦C and 450 ◦C.
.4.1.2. Reactor design and numerical simulation for water-gas shiftn microchannels. The slightly exothermic water-gas shift reactions an equilibrium reaction. Therefore it requires a counter-currentooling concept to achieve an optimum temperature profile, whichenerates high reaction rate at high temperature at the reactor inletnd a decreasing temperature towards the reactor outlet, whichhifts the equilibrium of the reaction towards high conversion. Zalct al. [6] proposed for the first time to use a plate heat-exchangero achieve such a temperature profile (see Fig. 23a). These authorsemonstrated by numerical calculations, that an optimum tem-erature profile exists, which significantly improves the carbononoxide conversion compared to isothermal and adiabatic (un-
ooled) reactor operation. The low catalyst utilisation in fixed bedater-gas shift reactors is overcome by wall-coated microchannel
eactors. The noble-metal based catalysts mentioned above allowhe operation of wall-coated monoliths or plate heat-exchangerst high VHSV in the range of 180 l/(h gcat). The application oficrochannel plate heat-exchanger technology saves more than
0% of the catalyst compared to conventional or monolithic two-taged, adiabatic designs [179,186,187]. Significantly less catalyst,nly one reactor and no intermediate heat-exchanger or waternjection are required when an integrated heat-exchanger is used.im et al. calculated, that counter-current operation is less sensi-
ive to the inlet temperature and flow rate of the coolant gas ando the inlet temperature of the reformate feed [187].
Baier et al. [188] showed, that a reduction in the flow rates (turn-own) even improves the performance of such a water-gas shift
eat-exchanger reactor. Baier et al. also calculated the optimumhannel size for the avoidance of diffusion limitations. For a chan-el height of 200 �m no diffusion limitations were found, whileevere diffusion limitations were observed for channel height ofcarbon monoxide concentration (left bottom) vs. modified residence time W/FCO◦
eight in a water-gas shift heat-exchanger reactor (right); HOM corresponds to the
800 �m (see Fig. 23b), which is in agreement with earlier experi-mental work performed by Pasel et al. [189]. However, a trade-off isrequired between catalyst utilisation and pressure drop in a prac-tical system [125]. Increasing the channel height from 200 �m to800 �m doubles the reactor length required to achieve the samedegree of carbon monoxide conversion.
Romero et al. compared linear, convex and Gaussian tempera-ture profiles with isothermal operation of water-gas shift reactors[190]. The highest conversion was achieved for the convex profileas shown in Fig. 24, while the lowest reactor volume was deter-mined for the linear profiles. An optimum shape was determinedfor the convex profile to further optimise the conversion.
Fig. 24. Comparison of temperature profiles with the isothermal referencecase for water-gas shift; Da = 9.2, dimensionless temperature profile magnitude� = (Tmax − Tmin)/Tmax = 0.27, convex profile shape factor hc = 3.7, Gaussian profileshape factor hg = 0.33 [190].

G. Kolb / Chemical Engineering and
FD
stwtb
eco[awf4t
see
iacdpthtmcws
2m
dh
aU
ig. 25. Integrated water-gas shift reactor/heat-exchanger developed byubrovskiy et al. [192]; scale bar in mm.
ake of easier fabrication. Pt/CeO2 catalyst was wash-coated ontohe metal plates, which were sealed by laser welding. The reactoras tested separately and showed equilibrium conversion under
he experimental conditions. It was incorporated into a bread-oard fuel processor afterwards (see Section 2.5).
Dubrovskiy et al. designed a microstructured reactor/heat-xchanger for the water-gas shift reaction shown in Fig. 25. Itontained flat, perforated Mo plates and Mo wires with a diameterf 250 �m and a length of 100 mm coated with a porous Mo2C layer192]. The optimum feed temperature was determined to 400 ◦Cnd the optimum temperature profile was adjusted in the reactor,hich was foreseen to be cooled by anode off-gas of a connected
uel cell. The power equivalent of the reactor amounted to about5 W. The start-up time demand was only 2 min owing to the lowhermal mass of the reactor.
Results of the simulation work described in Section 2.4.1.2 wereuccessfully applied for the construction of water-gas shift heat-xchanger reactors in the kW scale by Kolb et al. and O’Connellt al. [168,193,194].
A water-gas shift reactor with 5 kW power equivalent is shownn Fig. 26a. It carries a straight flow-path for the reformate, inletsnd outlets from both sides for the cooling gas and cross-flowhannels for pre-heating the reactor. Typical temperature profilesetermined experimentally for that counter-currently operatedlate heat-exchanger reactor are shown in Fig. 26b. After a slightemperature peak at the reactor inlet, which originated from theigh initial heat of reaction, the reactor temperature decreasedowards the outlet. The content of carbon monoxide in the refor-
ate surrogate could be reduced from 10.6 vol.% to 0.7 vol.%, whichorresponded to 95% conversion. Somewhat lower temperaturesere observed at the shell of the reactor, especially in the inlet
ection, which was attributed to heat losses to the environment.
.4.2. Catalytic CO fine clean-up: preferential oxidation of carbononoxide and selective methanation
Both the preferential oxidation reaction and the hydrogen oxi-ation, which occurs in parallel as an undesired side reaction, are
ighly exothermic.Usually preferential oxidation requires a minimum of excessir corresponding to an O/CO ratio or �-value between 1.5 and 2.0.nder these conditions and full conversion of carbon monoxide
Processing 65 (2013) 1– 44 21
between 0.5 mol and 1.0 mol of hydrogen is lost for each molecarbon monoxide converted.
Another phenomenon observed in preferential oxidation reac-tors is the re-formation of carbon monoxide over the catalyst bythe Reverse Water-Gas Shift Reaction (RWGS) in an oxygen defi-cient atmosphere, especially under conditions of partial load. Mostcatalysts for preferential oxidation of carbon monoxide have someactivity for water-gas shift and its reverse reaction. Therefore over-sizing the reactor bears the danger of impaired conversion and thesame applies for partial load of the reactor unfortunately. Becausethe concentration of carbon monoxide tolerated by low tempera-ture fuel cells is usually in the range below 100 ppm or less, evenlow catalytic activity for reverse shift becomes an issue.
Owing to the negative reaction order of carbon monoxide forthe preferential oxidation over noble metal based catalysts suchas platinum [195,196] and platinum/rhodium [197], the additionalcatalyst mass required to increase the conversion from 90% to 99.9%is not significant [195].
Numerical simulation of the reaction system of preferentialoxidation of carbon monoxide was carried out by Ouyang et al.[198]. The simulation described the experimental performance oftheir reactor very well. It indicated that the oxidation of carbonmonoxide originated from the reaction of adsorbed CO and OHspecies rather than by the reaction of adsorbed CO and O species,because the latter reaction rate was 10 orders of magnitude lower.A simplified mechanism of the reaction network was formulatedby Ouyang et al. Because the carbon monoxide oxidation requiresOH species, its rate increases when hydrogen is present. The sim-ulations showed that the catalyst surface was almost completelycovered by carbon monoxide to a certain channel or reactor length(or residence time). The coverage with carbon monoxide decreasedabruptly, when no carbon monoxide was left in the gas phase. Atthis point, the concentration of adsorbed oxygen and hydrogenincreased by almost an order of magnitude, leading to consump-tion of hydrogen by water formation. The water formation was thenlimited only by the oxygen presence in the gas phase. This meansthat high selectivity towards carbon dioxide is only feasible at lowcarbon monoxide conversion over platinum catalyst, which couldbe verified experimentally by Ouyang et al. The desorption of car-bon monoxide increased with rising temperature over the platinumcatalyst. Mass transfer limitations are dominant at higher conver-sion of carbon monoxide in fixed beds and in microchannels [198],while heat transport limitations were to be expected only in fixedcatalyst beds according to these simulations.
2.4.2.1. Catalysts for preferential oxidation of carbon monoxide inmicrochannels. Preferential oxidation catalysts usually contain pre-cious metals such as platinum, ruthenium, palladium, rhodium,gold and alloys of platinum with tin, ruthenium [75] or rhodium.Typical carrier materials are alumina and zeolites [75] such as zeo-lite A, mordenite and zeolite X. Other possible carriers are cobaltoxide, ceria, tin oxide, zirconia, titania and iron oxide [77]. Usuallya high precious metal loading improves catalyst performance [75].
The performance of a platinum/cobalt/�-alumina catalyst wasinvestigated in microchannels by Delsman et al. [199]. 0.5% carbonmonoxide, 1.6% oxygen, 56% hydrogen and 18% carbon dioxide, bal-ance helium were fed to a counter-currently cooled small reactorat a temperature of 300 ◦C. Nitrogen was used as coolant. At a VHSVof 120 l/(h gcat), the carbon monoxide could be reduced to 7 ppm,but the catalyst deactivated and 300 ppm CO were released after4 h.
Cominos et al. [200] investigated platinum, ruthenium and
rhodium catalysts and bimetallic platinum catalysts, namelyplatinum/rhodium, platinum/cobalt and platinum/ruthenium allsupported by �-alumina. The samples were tested as coatingsin microchannels. The feed was composed of 58 vol.% hydrogen,
22 G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44
Fig. 26. (a, left): Integrated water-gas shift reactor/heat-exchanger designed for 5 kW fuel cell system [193]; (b, right): internal temperature profiles determined duringo ad is
r reform
2gocc1cb11rVsmrpoaofbahcepedro
r
t
TCd
peration of this reactor; the different profiles correspond to different load (100% loeactor (0 h), after 24 h under operation (24 h) and after an accidential exposure to
1 vol.% carbon dioxide, 1.12 vol.% carbon monoxide, 4.6 vol.% oxy-en and 15 vol.% nitrogen, which corresponded to an O/CO ratiof 8. Over ruthenium/platinum, rhodium/platinum and rhodiumatalysts complete conversion was achieved with less than 4 ppmarbon monoxide remaining in the product at 126 ◦C, 140 ◦C and44 ◦C reaction temperature respectively. The platinum/rhodiumatalyst containing 2.5 wt.% of platinum and rhodium each was sta-le for 50 h. Later, the catalyst was further improved and passed a000 h durability test as reported by Kolb et al. [168]. Less than00 ppm carbon monoxide remained in the product gas at 160 ◦Ceaction temperature, much lower O/CO ratio of 3.0 and higherHSV of 180 l/(h gcat). Nikolaidis et al. determined kinetic expres-ions for this preferential oxidation catalyst in a gradient freeicro-structured recycle reactor with external recycle [197]. The
eaction pathway of the carbon monoxide oxidation process onrecious metal surfaces (e.g. Pt and Rh) includes the adsorptionf carbon monoxide and the dissociation of oxygen and its atomicdsorption followed by the oxidation reaction and the desorptionf carbon dioxide. The desorption of carbon dioxide is relativelyast and the surface reaction between the two adsorbed speciesecomes the rate determining step. In case steam reforming ispplied, the reformate contains not only carbon monoxide but alsoydrogen and carbon dioxide. Therefore not only the kinetics ofarbon monoxide oxidation were under investigation but also theffect of these reactants. To generate the recycle flow a bellow-ump was used and a recycle ratio of 35 was chosen. It was verifiedxperimentally, that this ratio was sufficient to achieve the con-itions of an ideal continously operated stirred tank reactor in theecycle loop by residence time distribution measurements. The ratef carbon monoxide oxidation was determined as follows:
CO = k0 · e−EA/R((1/T)−(1/Tmean)) · [CO]a · [O2]ˇ
(1 + k2 · [O2] + k5 · [H2]0.5 + k6 · [CO2])(26)
The parameters obtained by nonlinear regression together withheir 95% confidence intervals are summarised in Table 2.
able 2onfidence intervals of the kinetic parameters estimated for carbon monoxide oxi-ation in the presence of hydrogen and carbon dioxide.
−0.58 ± 0.08ˇ 0.88 ± 0.09EA (kJ/mol) 92.9 ± 3.5Tmean (K) 441.2k0 (ml0.7 gcat
−1 s−1) 60.0 ± 21.5k2 (ml−1) 4.4 ± 2.9k5 (ml−1) 1.9 ± 0.3k6 (ml−1) 20.5 ± 3.8
the 5 kW equivalent); the values shown for 100% load were determines at the freshate of too low temperature for the water-gas shift reaction (after LT).
The decrease of the reaction rate in the presence of carbondioxide is in agreement with literature as described above and beexplained by the existence of the large amounts of carbon dioxidebeing present on the catalyst’s surface (similar to hydrogen), whichpartially blocks the adsorption of all remaining reactants.
Pt/zeolite catalysts were synthesised and coated intomicrochannels for preferential oxidation by Sebastian et al.[201]. Faujasite zeolite Y and zeolite ETS10 were used as carriermaterials. The zeolite Y catalysts showed superior performanceand completely converted CO, originating out of reformate sur-rogate at low O/CO of 2.0 and 120 ◦C reaction temperature, inthe presence of carbon dioxide and steam at a high VSHV of120 l/(h gcat). Significant advantages of the coated microchannelsover a fixed bed reactor were observed.
Görke et al. developed a Pt/Al2O3/CeO2 catalyst containing82 wt.% �-Al2O3, 13 wt.% CeO2 and 5 wt.% platinum with a low BETsurface area of 18 m2/g and platinum dispersion of 3.6% for pref-erential oxidation of CO [202]. At O/CO ratios exceeding 2.8 andreaction temperatures between 120 ◦C and 260 ◦C, not more than98% conversion of the CO could be achieved. To further increase theconversion, staged dosing of air or mixtures of nitrogen and air wereused in a specially designed testing reactor, which contained a ded-icated plate with numerous holes for dosing. Görke et al. proposedto dose nitrogen into the channels coated with catalyst and add theair and reformate through the staged dosing [202], which seemshardly possible for distributed hydrogen generation in a practicalsystem. However, as described in Section 2.4.1.1, Pt/CeO2/Al2O3catalysts are known to catalyse the water-gas shift reaction, andtherefore reverse water-gas shift is to be expected under condi-tions of partial load in a practical system over such catalysts. On theother hand, Pt/Al2O3 is known to have very low activity for reversewater-gas shift. For example, Hwang et al. observed an effect ofreverse water-gas shift over platinum/alumina catalyst only forreaction temperatures exceeding 250 ◦C [203], which are certainlytemperatures too high for preferential oxidation.
At higher temperatures and lower coverage of active sites withcarbon monoxide, hydrogen oxidation occurs in parallel, which cre-ates the frequently observed operating window of the catalystsas shown in Fig. 27a. The temperature range for complete con-version narrows with decreasing oxygen surplus [204], but alsowhen reformate containing impurities such as unconverted fuel isprocessed. Galletti et al. observed a narrowing of that operationwindow at higher VHSV (higher load) for their Pt/Al2O3/zeolite3A catalyst containing 1 wt.% platinum [205], which is surpris-
ing, because higher tendency towards reverse water-gas shift isexpected to deteriorate the catalyst performance at partial load asdescribed above. However, Arzamendi et al. [206] and Li et al. madesimilar observations for their Pt/Co/Al2O3 catalyst [207] as shown
G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44 23
Fig. 27. (a) (left): Operating windows for complete CO conversion at different O/CO ratio () as determined for preferential oxidation of CO over rhodium catalyst supportedb conca lumin5
im1taaatttftotabh
aGsv
aaoton
pa
−
220 ◦C. However, the operating temperature window of the catalystwas only 20–30 K and wider at partial load as indicated by Fig. 28.
Table 3Estimated kinetic parameters of the rate equations determined by Arzamendi et al.[206]; −�H is the heat of adsorption, kinetic and adsorption equilibrium constantsare provided for a temperature of 100 ◦C.
Parameter CuCeO2 AuCeO2Fe2O3
kCO (mol/(sgcat atm1.5)) 4.15 0.194Ea,CO (kJ/mol) 36.9 50.0KCO (atm−1) 8.7 48.1(−�HCO) (kJ/mol) 11.0 6.7KCO2 (atm−1) 1120 26.4(−�HCO2 ) (kJ/mol) 79.8 26.0KO2 (atm−0.5) 219 –(−�H ) (kJ/mol) 1.7 –
y mixed alumina and zeolite 3A carrier by Galletti et al. [204]; (b) (right): outlet COnd VHSV by Li et al. over catalyst containg 1 wt.% Pt and 2 wt.% Co supported by a0 vol.% H2, balance He [205].
n Fig. 27b. An optimum molar Pt/Co ratio of about 6.6 was deter-ined for this formulation, which showed stable performance for
00 h after an activation period of 1 h [207]. A detailed characterisa-ion of the catalyst revealed, that Pt3Co alloy co-existing with CoOre likely the active species [207]. Kim et al. operated CuO/CeO2nd Pt/Co/Al2O3 catalyst switched in series without intermediateir addition, to utilise the high selectivity of the former catalyst andhe high activity of the latter [208]. Snytnikov et al. investigatedhe activity of 5 wt.% Cu/CeO2−x catalyst for preferential CO oxida-ion in a microchannel reactor. The CO concentration was reducedrom 1 vol.% to less than 10 ppm at 60% selectivity at 190 ◦C reac-ion temperature and an O/CO ratio of 2 [209]. At an O/CO ratiof 3.0, a broad operating window of 50 K could be achieved overhe catalyst at high VHSV of 275 l(h gcat). The catalyst showed noctivity towards reverse water-gas shift at reaction temperatureselow 250 ◦C, when tested in presence of steam, carbon dioxide andydrogen and absence of carbon monoxide in the feed.
To improve the access of reactants to the active sites of the cat-lyst, open and porous inverse opal structures were developed byuan et al. [210]. Pt/Rh catalysts supported by alumina and mixedilica/ceria were prepared and especially the latter showed full con-ersion of CO at low O/CO of 2.0 and high VHSV of 100 l(h gcat).
The presence of steam in the feed has a beneficial effect on cat-lyst performance at least in the case of precious metal catalystss demonstrated by several authors [200,206,211–213], while itbviously deactivates many gold catalysts rapidly [76], [214]. Lit-le effect on the performance of Pt-Co/Al2O3 [208] catalyst wasbserved by Kim et al. [209]. Carbon dioxide in the feed has aegative effect on the performance of catalysts [206].
Arzamendi et al. [206] determined kinetic expressions for thereferential oxidation of CO over Cu/CeO2 and Au/CeO2/Fe2O3 cat-lysts, respectively:
RCO,CeCu =kCOpCOp0.5
O2
(1 + KCOpCO + KCO2 pCO2 + KO2 p0.5O2
)2
(27)
entration and oxygen conversion as determined for different reaction temperaturea; feed composition: O/CO = 3; 1 vol.% CO, 1.5 vol.% O2, 20 vol.% CO2, 16 vol.% H2O,
−RCO,AuCeFe =kCOpCOp0.5
O2
1 + KCOpCO + KCO2 pCO2
(28)
The rate expressions as determined for hydrogen oxidation andreverse water-gas shift were identical for both catalysts:
−RH2 = kH2 pH2 p0.5O2
(29)
−RrWGS = krWGS(pH2 pCO2 + KWGSpCOpH2O) (30)
The values determined for the kinetic parameters are listed inTable 3.
The gold catalyst showed inferior performance for preferentialCO oxidation. CO could be reduced to not less than 100 ppm atlow reaction temperatures only, while the copper catalyst allowedreduction to less than 10 ppm at temperatures between 150 ◦C and
O2
kH2 (mol/(sgcat atm1.5)) 8.9 × 10−7 1.2 × 10−3
Ea,H2 (kJ/mol) 110 66.9krWGS (mol/(sgcat atm2)) 5 ×10−9 1.1 × 10−6
Ea,rWGS (kJ/mol) 36.9 96.6

24 G. Kolb / Chemical Engineering and
FA
2Tee1sW[rwa[
eotptchpS
2om
ig. 28. CO outlet concentration at different VHSV as determined for Cu/CeO2 andu/CeO2/Fe2O3 catalysts by Arzamendi et al. [206].
.4.2.2. Reactor design for preferential oxidation in microchannels.he local overheating of adiabatic fixed catalyst beds during prefer-ntial oxidation of carbon monoxide was demonstrated by Ouyangt al. [215], which observed a temperature rise of almost 70 K at80 ◦C reaction temperature in the centre of their reactor. As a con-equence, multiple fixed beds are required for adiabatic operation.
hile Giroux et al. and Kim et al. proposed two adiabatic stages,179,208], Pan et al. switched four adiabatic preferential oxidationeactors in series [216]. The temperatures rise in the first reactoras as high as 121 K. Cruz et al. applied external heat removal by
ir via cooling fins of their monolithic CO-PrOx reactor (see Fig. 29)217].
As alternative to the multi stage adiabatic reactor concept, Zalct al. proposed the application of plate heat-exchanger technol-gy for the preferential oxidation of carbon monoxide to improvehe heat-management [6]. Because the optimum operating tem-erature of state-of-the-art preferential oxidation catalysts is inhe range of 100 ◦C, evaporation cooling by water preferably in ao-current flow arrangement is obviously the best strategy for theeat management of plate heat-exchanger reactors. Some exam-les of successful operation of such reactors will be discussed inection 2.4.2.3.
.4.2.3. Plate heat-exchanger and microreactors for preferentialxidation of carbon monoxide. Dudfield et al. compared the perfor-ance of a plate and fin heat-exchanger (0.25 l reactor volume)
Fig. 29. Externally cooled monolithic microreac
Processing 65 (2013) 1– 44
with a shell and tube heat-exchanger filled with of catalyst micro-spheres (0.25 l reactor volume) and a heat-exchanger into whichsteel granules had been sintered to generate a porous structure,which was wash-coated with catalyst (0.25 l reactor volume) [218].The plate and fin design was realised as a sandwich and made of alu-minium, the other devices were made of stainless steel. All reactorswere cooled by oil. The pressure drop was lowest for the plate andfin reactor, 30 times higher for the sintered structure and 8 timeshigher for the shell and tube heat-exchanger. The performanceof the reactors was compared at 150 ◦C temperature, 10 l/min to175 l/min flow rate of reformate surrogate and 1 l/min to 17.5 l/minair addition. The thermal management of the sintered porous struc-ture was difficult and hot-spot formation up to 150 K occurreddespite the integrated heat-exchange capabilities. The two remain-ing reactors showed comparable performance slightly in favour ofthe plate and fin design. Hot spots were limited to 20 K.
Dudfield et al. performed investigations of compact aluminiumfin heat-exchanger reactors for the preferential oxidation of car-bon monoxide [219]. The reactors had dimensions of 46 mmheight, 56 mm width and 170 mm length, a volume of 0.44 l and590 g weight. They contained 2 g platinum/ruthenium catalyst each[218]. The catalyst and the reactor were tested with reformatesurrogate containing steam, which is crucial for a realistic assess-ment. The reactors were operated at a high VHSV of 720 l/(h gcat)[219]. They were cooled by a cooling oil cycle. At 160 ◦C reac-tion temperature, the carbon monoxide concentration found in thereformate was 11 ppm and not only the carbon monoxide but alsothe methanol contained in the surrogate to mimic incomplete con-version were completely oxidised under the reaction conditions.Carbon monoxide could be reduced below 20 ppm by a dual-stageconfiguration. Interestingly, Dudfield et al. observed a reductionof carbon monoxide below the detection limit of 5 ppm, when thesteam addition to the feed was stopped. This contradicts to severalother investigations performed with precious metal based prefer-ential oxidations catalysts.
To meet the requirements of a 20 kW fuel processor, which wasthe final target of their work, Dudfield et al. scaled their reactorsup to a dual stage design of 4 l total volume. Each reactor was now108 mm high, 108 mm wide and 171 mm long, had a volume of1.85 l and 2.5 kg weight and carried 8.5 g catalyst each [218]. The airfeed was split in a ratio of 2/1 between the first and second reactor.When the reactors were operated at a temperature of 160 ◦C and afeed flow rate of 200 l/min, the carbon monoxide content could bedecreased from 2.0 vol.% to values below 15 ppm at a O/CO ratio of5.0 [220]. The reactors were operated at full load (20 kW equivalent
power output) for approximately 100 h without deactivation [218].Srinivas et al. designed a silicon microreactor for preferentialoxidation, which was 6 cm × 6 cm wide and long, but the flowpath was only 400 �m high [221]. Instead of microchannels, pillars
tor for preferential oxidation of CO [217].

g and Processing 65 (2013) 1– 44 25
wt1ocw
ib5ttTp[ictsTcolcttwlrtrist
mbhtTlwbwl5iwow
pwa11[
trcci1ct
G. Kolb / Chemical Engineerin
ere chosen for the flow distribution in the reactor. The reac-or was coated with 2 wt.% Pt/Al2O3 catalyst with a thickness of0 �m. Tests were performed at an O/CO ratio 2.0 and high VHSVf 120 l/(h gcat). Not more than 90% conversion of carbon monoxideould be achieved in the reactor at 210 ◦C reaction temperature,hile similar results were obtained for a small fixed catalyst bed.
Cominos et al. developed a microstructured reactor withntegrated heat exchange for the preferential oxidation of car-on monoxide [200]. The reactor had outer dimensions of2 mm × 53 mm × 66 mm. It was split into three parts, namelywo heat-exchangers composed of six plates each and the reac-or itself, which were thermally decoupled by insulation material.he reactor/heat-exchanger arrangement was designed for a fuelrocessor/fuel cell system with 100 W electrical power output199]. The first heat-exchanger had to cool the reformate com-ng from a reformer. The purified reformate had to be furtherooled downstream the reactor to the operating temperature ofhe low temperature fuel cell. Fuel cell anode off-gas was fore-een as coolant flowing consecutively through the three devices.he reactor itself contained 19 plates each with 82 microchannelsoated with catalyst and sealed by graphite gaskets. The dimensionsf the channels were 250 �m width, 190 �m depth and 30 mmength. 10 plates carrying 75 microchannels each served for theoolant flow within the reactor. This reactor concept was optimisedo a less bulky design [199]. Numerical simulations for the reac-or were performed which showed, that a two-dimensional modelas required to describe the reactor performance accurately. A high
ength/width ratio of 3 was chosen for the heat-exchangers and theeactor in order to minimise axial heat transfer, which would impairhe heat-exchanger performance. To minimise the volume of theeactor/heat-exchanger assembly gaskets were omitted and seal-ng was achieved by laser-welding. This system was considerablymaller (45 mm × 17 mm × 50 mm) compared to the first genera-ion described above.
Ouyang et al. studied the preferential oxidation of carbononoxide in silicon reactors of the smallest scale [198] fabricated
y photolithography and deep reactive ion etching. The reactorsad two gas inlets for reformate and air, a pre-mixer, a single reac-ion channel and an outlet zone where the product flow was cooled.he single channel was 500 �m wide, 470 �m deep and 45 mmong. 2 wt.% Pt/Al2O3 catalyst was coated onto the channel walls
ith 2–5 �m thickness. The channel was then sealed by anodiconding with a Pyrex glass plate. The surface area of the catalystas very high (400 m2/g). The catalyst had to be reduced in undi-
uted hydrogen at 400 ◦C for 4 h before the tests. A low flow rate of ml/min reformate surrogate containing 1.7 vol.% carbon monox-
de, 21 vol.% carbon dioxide, 68 vol.% hydrogen and 9 vol.% nitrogenas fed into the reactor, at an O/CO ratio of 2.5. Full conversion
f carbon monoxide was achieved at 170 ◦C reaction temperaturehich could be maintained up to 300 ◦C reaction temperature.
Lopez et al. described the operation of their meso-scaled folded-late reactor which was one of the first reactors operated withater cooling in a co-current flow arrangement, with 4 stages of air
ddition (see Fig. 30). Their Au-catalyst was operated well below00 ◦C at a O/CO ratio of 3. The CO could be reduced to values below00 ppm and the reactor had 0.4–0.6 kW electric power equivalent222].
A microstructured plate heat-exchanger for preferential oxida-ion in the kW size range was developed by Kolb et al. [191]. Theeactor had three stage cross-flow design for sake of easier fabri-ation. Platinum catalyst supported by alumina and zeolite A wasoated onto the metal plates, which were sealed by laser weld-
ng. The reactor was tested separately with a feed flow rate of85 l/min, which contained 0.4 vol.% carbon monoxide. The reactoronverted more than 90% of the carbon monoxide at 206 ◦C reactionemperature and O/CO ratio 4.1 at VHSV between 48 l/(h gcat) andFig. 30. Co-currently liquid cooled folded plate reactor for preferential oxidation[222].
98 l/(h gcat). It was incorporated into a bread-board fuel processorafterwards (see Section 2.5).
Kolb et al. reported the design, fabrication and testing of anotherpreferential oxidation reactor on the kW scale (see Fig. 31a) [117].Evaporation cooling was used here in a co-current flow arrange-ment. The reformate entered the preferential oxidation reactorfrom both sides, while the water was fed into a front distributionchamber at the reactor inlet. Similar to the inlet, the purified refor-mate left the reactor at both sides, while the superheated steamwas gathered in a single outlet manifold. Surrogate of reformateequivalent to water-gas shift reactor off-gas was prepared by dos-ing H2, CO, CO2, N2, O2 and steam as reactor feed. The flow rateof the reformate surrogate fed to the PrOx reactor ranged from42 l/min to 99 l/min, the CO concentration in the feed was set toeither 0.47 vol.% or 0.96 vol.% and the O/CO ratio increased from 2to 4 so as to assess the performance of the reactor. Under condi-tions of higher flow rate the prototype reactor worked at a fuel cellpower equivalent of 1.44 kW.
Stable operation and narrow reactor temperature ranges of 10 Kcould be adjusted inside the reactor at least for lower values, i.e.O/CO = 2. 122 g/h water was fed at 1.6 bar into the integrated coolerunder these conditions. The steam left the reactor superheatedto a temperature of approximately 175 ◦C, which was about 10 Kbelow the temperature of the reformate outlet. The heat removedby water evaporation and superheating amounted to 94 W underthese conditions, which fits well with the heat generation of 88 Wby hydrogen and carbon monoxide combustion. The remainingcooling power was required to cool the reformate to the off-gastemperature of the reactor. Fig. 31b shows a plot of the CO concen-tration as determined in the PrOx reactor product over the reactortemperature (average values were chosen) for different experimen-tal conditions. The carbon monoxide concentration in the productwas not affected by the O/CO-ratio but depended only on the reactor
temperature. In other words a higher surplus of air (higher O/CO-value) did not improve the reactor performance. The lowest COvalues (below detection limit, which amounted to 5 ppm for the
26 G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44
F ed by
d
avoto
rsloritsb
tsaomcnr
2npr
4
Fw
ig. 31. (a, left): Co-currently operated microreactor for preferential oxidation coolifferent total reformate flow rates, CO inlet concentrations and O/CO values.
nalytical equipment applied) were measured for the lowest O/CO-alue of 2, because a lower reactor temperature could be achievedwing to the lower heat generation. Higher temperatures favourhe reverse water-gas shift reaction leading to higher CO-contentf the purified reformate as described above.
O’Connell reported of a 5 kWel one-stage preferential oxidationeactor, which was designed and evaluated for the CO clean-up ofurrogate diesel reformate [193]. Both partial load operation andoad changes could be carried out without significant overshootsf carbon monoxide. Fig. 32 shows a temperature profile of theeactor. For a CO content in the feed of 1.0 vol%, the carbon monox-de content was reduced to values below 50 ppm. The reactor washen operated in combination with a 5 kWel water-gas shift reactorwitched upstream [194]. Load changes for both reactors could alsoe carried out without significant overshoots of carbon monoxide.
The examples described above and in Section 2.4.1.3 provehe advantages of plate heat exchanger technology for water-gashift and CO fine clean-up compared to adiabatic reactors. Suit-ble catalyst technology is crucial to reach the demanding goalsf CO conversion However, the effect of impurities in the refor-ate, either originating from impurities in the fuel such as sulphur
ompounds or from unconverted or partially converted fuel is stillot deeply analysed in open literature, especially as far as practicaleactors and systems are concerned.
.4.2.4. Selective methanation of carbon monoxide. Selective metha-ation of carbon monoxide, though basically simpler than
referential oxidation, because air addition to the reformate is notequired, suffers not only from competing CO2-methanation [223]:H2 + CO2 → 2H2O + CH4 �H298◦ = −165 kJ/mol (31)
70
80
90
100
110
120
130
0 50 100 150 200 250
Distance from inlet/mm
Tem
p/°
C
100%LL
80%LL
60%LL
40% LL
20%LL
ig. 32. temperature profile of a co-currently cooled preferential oxidation reactorith 5 kWel,net power equivalent [193].
water evaporation [168]; (b, right) CO concentration in the off-gas of the reactor at
but also from temperature management problems [224], which canbe solved by multi-staged operation when conventional adiabaticfixed beds or monoliths are applied.
Microchannel plate heat-exchanger technology offers hereagain the potential for the simplification of the process by inte-grated reactor cooling.
Nickel and ruthenium [225,226] catalysts have been proposedfor the selective methanation of carbon monoxide. The most crit-ical issue is, that because the concentration of carbon dioxide ismuch higher in the reformate compared to carbon monoxide thecatalyst has to be very selective for carbon monoxide methanation.The operating window of methanation catalysts is relatively smallin the temperature range around 250–300 ◦C, because a trade-offis required between sufficient activity and selectivity. Well above250 ◦C all methanation catalysts tend to be selective for the unde-sired carbon dioxide methanation.
Men et al. investigated selective methanation over nickel andruthenium catalysts supported by different carriers in microchan-nels [227]. A nickel catalyst containing 43 wt.% nickel, whichwas doped with 6 wt.% calcium oxide and supported by aluminaturned out to be the most active sample. 90% conversion of car-bon monoxide could be achieved at 300 ◦C reaction temperaturewith 35% selectivity. The presence of steam in the feed reducedthe activity of the catalyst but improved its selectivity towardscarbon monoxide. When oxygen was added to the feed, the cat-alyst converted carbon monoxide to carbon dioxide with very highselectivity while the methane formation started not before theoxygen was completely consumed. Therefore preferential oxida-tion and selective methanation could be operated in a combinedmanner.
Galletti et al. investigated Ru/Al2O3 and Ru/CeO2 catalysts forselective methanation. The highest CO conversion was observed at310 ◦C reaction temperature, where substantial CO2-methanationoccurred in parallel.
2.5. Complete microstructured fuel processors
2.5.1. Fuel processor designThe energy balance and efficiency of an autothermal reformer
is dictated by the S/C ratio at which it is operated, which affectsthe amount of air feed required for a net energy balance. Increasingthe S/C ratio requires more heat for pre-heating the steam, whichincreases the O/C ratio and in turn decreases the moles of hydrogenproduced per mole of fuel, because less fuel is converted by steamreforming and more by partial oxidation. At higher O/C ratio, the
concentration of hydrogen in the reformate drops owing to dilutionby nitrogen. However, when the steam is pre-heated to reactiontemperature in an external burner by fuel cell anode off-gas, noadditional energy is required of course.
g and
tmhtapt
N
a
srraecelfopTot5wAlmm
lt
cww
5ohfThAiwritWwAroccocflalt
G. Kolb / Chemical Engineerin
Heat losses by radiation get substantial when the reactionemperature exceeds about 650 ◦C. However, for devices in the sub-
illimetre to millimetre scale, the conventional correlations foreat convection are not valid according to Shah et al. [228]. Abouthree times higher convective heat losses were determined by theuthors for their sub-Watt methanol fuel processor. Shah et al. pro-osed a new correlation for the Nusselt number for convective heatransfer in the millimetre scale:
u = 1.7 Ra0.08 (32)
Shah et al. determined also significant heat losses by radiationt temperatures around 200 ◦C for their small scale device [228].
Delsman et al. analysed a 100 W methanol fuel proces-or/fuel cell system [229]. It was composed of a microstructuredeformer/burner heat-exchanger reactor for methanol steameforming and anode off-gas combustion, several heat-exchangers,
cooled microstructured preferential oxidation reactor, a heat-xchanger for feed evaporation and a low temperature PEM fuelell. High exergy losses were determined for the reformer, burner,vaporator and, by far highest, for the fuel cell. The efficiency wasowest for the evaporator, the preferential oxidation reactor andor the burner followed by the fuel cell. Therefore the optimisationf the burner, evaporator and, most importantly, of the fuel cellromised to improve the system efficiency to the largest extent.he operating temperature of reformer and fuel cell had little effectn exergy losses. When the efficiency of the fuel cell was assumedo be increased from 40% to 60%, the exergy losses were reduced by0%. However, this would result in a much bigger fuel cell, whichas regarded as hardly possible for a small-scale portable system.
lower S/C ratio (1.5 instead of 3.0) in the feed reduced the exergyosses by 17%. However, heat losses to the environment played a
inor role according to this system analysis [229], but they are aajor issue for small scale fuel processors in reality.All papers discussed above lack a realistic consideration of heat
osses, which is difficult to achieve especially for small scale sys-ems without experimental determination.
Cutillo et al. compared an autothermal 10 kWel diesel fuel pro-essor/fuel cell system (see Fig. 33a) with a fuel processor whichorked with steam reforming shown in Fig. 33b [3]. Hexadecaneas chosen as surrogate for diesel.
The autothermal reformer (ATR) was assumed to be operated at50 ◦C feed inlet temperature, a S/C ratio of 2.25 and an O/C ratiof 0.76. The air feed (supplied by a compressor at 130 ◦C) was pre-eated in heat-exchanger HX-A to a temperature of 730 ◦C. The
uel was pre-heated to 365 ◦C in another heat-exchanger HX-D.he steam feed was evaporated and superheated in two furthereat-exchangers (HX-B and HX-C, respectively). Downstream theTR, the reformate was cooled by HX-A by its air feed and a water-
njection system (WI-1) before it then entered the high temperatureater-gas shift reactor (HTWGS). About 750 W of energy were
emoved from this reactor by internal heat-exchange, which madesothermal operation at 390 ◦C possible. Downstream the HTWGShe reformate was further cooled by HX-D and water-injection
I-2, before it entered the internally cooled low-temperatureater-gas shift reactor (LTWGS) which was operated at 250 ◦C.
third water injection WI-3 downstream the LTWGS cooled theeformate further before air was added to the reformate for thexidation in the preferential oxidation reactor (CO PROX) whicharried internal heat-exchange capabilities through evaporationooling. The heat formation by carbon monoxide and hydrogenxidation in the CO PROX reactor required 2.5 kg/h of water toool the reactor. This water flow exceeded 50% of the water feed
ow rate supplied to the ATR. The fuel cell anode feed containedbout 36.4 vol.% or 150 l/min hydrogen, which corresponds to aower heating value (LHV) of 27 kW. This value was very close tohe 28.4 kW LHV of the fuel fed to the system, resulting in a 95%Processing 65 (2013) 1– 44 27
efficiency of the fuel processor. However, the calculations did notconsider heat losses, which would reduce efficiency. 80% of thehydrogen conversion was assumed for the fuel cell. The uncon-verted hydrogen was then fed to the afterburner (AFB).
The steam reformer of the second 10 kWel diesel fuel proces-sor/fuel cell system (see Fig. 33b) was designed by the Cutillo et al.[3] coupled to a catalytic afterburner, which could be realised as(microchannel) plate heat-exchanger as described above. The S/Cratio of the steam reformer was substantially higher comparedto the autothermal reformer in order to prevent coke formation.The fuel feed rate to the steam reformer was substantially lowercompared to the autothermal reformer (2.15 mmol/s compared to2.85 mmol/s), however, 0.47 mmol/s additional fuel was fed to theafterburner to keep the coupled reactor self-sustaining. The steamreformer consumed approximately 8% less fuel than the autother-mal reformer. Instead of burning fuel in the afterburner, the fuelcell hydrogen utilisation was decreased. The hydrogen content ofthe reformate was substantially higher in the steam reformer ofcourse (55.9 vol.% compared to 36.4 vol.%) owing to the lack of dilu-tion by nitrogen. Despite the initially higher water addition owingto the higher S/C ratio chosen for the steam reformer, the wateraddition for cooling purposes downstream the reformer was lower.This in turn lead to a lower but still positive net water balance ofthe system for steam reforming (6.1% compared to 12.2% in case ofATR). The efficiency of the steam reformer fuel processor of 96.6%was much higher than the autothermal reformer efficiency (88.8%),which in turn also increased system efficiency (38.7% compared to35.5% for the autothermal reformer) [3]. The air coolers requiredfor the steam reformer were much smaller, because the low tem-perature heat, which had to be removed was lower (about 2.1 kWcompared to 3.4 kW for the autothermal reformer). This in turnreduced the size of air coolers, which contributed significantly tothe overall system size. The volume required is a stringent factorespecially in the case of mobile systems. All the benefits of steamreforming of course have the drawback of a more complex reac-tor design, which needs to be addressed by suitable manufacturingtechniques to get competitive in price and not only in performance.
Both systems discussed above are quite complex, because fourheat-exchangers and two air-coolers are required apart from fiverespectively four reactors. For systems with power output of 10 kWor higher as discussed here, this complexity could be acceptablebecause it improves the efficiency. However, in the case of portableapplications, less efficiency is acceptable to achieve a compact andlight-weight system.
Cutillo et al. also analysed the benefits of introducing a carbonmonoxide tolerant fuel cell into such a fuel processor [3]. Such fuelcells are less efficient but allow simplification because the CO-PROXreactor becomes obsolete and two stage water-gas shift could bereplaced by a medium temperature water gas shift reactor withhigher carbon monoxide outlet concentration.
2.5.2. Dynamic simulation and control strategies of completemicrostructured fuel processors
Few examples are published in open literature dealing withdynamic simulation of (microstructured) fuel processors. Much ofthe simulation work published deals with the development of suit-able start-up strategies. To decrease the time demand for start-up,the thermal mass of the components has to be as low as possible,and the start-up power has to be as high as possible. It is diffi-cult to achieve short start-up time with a chain of reactors heatedwith hot gas from the inlet of the chain. The small channel dimen-sions of ceramic or metallic monoliths or plate heat-exchangers
create excellent heat transfer and consequently all heat is removedfrom the heating gas by the cold reactor. It takes therefore a longtime until the next component downstream the chain increasesits temperature substantially. This apparently is a time-consuming
28 G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44
F orminb
pppn
fmoapPn0chgtTtww
ig. 33. (a) (top): Process scheme of a diesel fuel processor based on autothermal refased on steam reforming as designed by Cutillo et al. [3].
rocedure. More sophisticated start-up procedures rely on in situroduction of heat in each component of the chain or on distributedarallel heating, which is feasible when plate heat-exchanger tech-ology is applied.
Aoki et al. from Toyota [230] compared three system designsor a 60 kWel fuel processor/fuel cell system dedicated for the auto-
otive drive train, namely (a) a monolithic autothermal reformerperated at S/C ratio 2 and O/C ratio of about 0.8 coupled to highnd low temperature shift reactors, a water-cooled three stagereferential oxidation reactor and a conventional low temperatureEM fuel cell cooled by refrigerant. System (b) was a microchan-el oxidative steam reformer operated at S/C ratio 1.6 and O/C ratio.2. The microchannel steam reformer was coupled to an integratedatalytic burner. The burner was supplied with permeate from aydrogen separation and residual hydrogen from the anode off-as. Water-gas shift coupled with membrane separation was usedo purify the reformate and sweep gas humidified the permeate.
he PEM fuel cell was cooled by refrigerant similar to case (a). Sys-em (c) was composed of a microchannel oxidative steam reformer,hich was supplied with water and air from the cathode off-gas. Itas assumed to operate at a S/C ratio 1.9 and an O/C ratio of 0.15.g as designed by Cutillo et al. (b) (bottom): Process scheme of a diesel fuel processor
The microchannel reformer was internally coupled to a catalyticburner, which was supplied with residual hydrogen from the fuelcell anode and with residual oxygen from the cathode. The mediumtemperature fuel cell (operated between 400 ◦C and 600 ◦C) wascooled by air and worked with a metallic membrane. The mem-brane had the additional function of an anode electrode. System(c) required no water-gas shift reactors, which contribute consid-erably to the overall size. The medium temperature fuel cell onlyrequired 7% of the space demand of the conventional PEM fuel cell.A size comparison for the three systems revealed that system (b)was about 50% smaller than system (a) and system (c) had only 16%of the size of system (a).
Then Aoki et al. determined start-up time demand, power gen-eration characteristics and system efficiency of the three systemsby dynamic simulations.
System (a) had about 10 min start-up time demand. While thereformer was hot after 2 min, most of the time was required to
pre-heat the carbon monoxide clean-up reactors downstream. Thefuel processor efficiency was calculated to 70%, while the overallsystem efficiency was as low as 24%. The start-up time demand ofsystem (b) was 5 min. The fuel processor efficiency was 70% as for
g and Processing 65 (2013) 1– 44 29
stnT1w4st
msrtsabairp
alnbtdtiebiBgtttrafhflflhliece
sbwwTc(fsmoasto
G. Kolb / Chemical Engineerin
ystem (a), while the overall system efficiency could be improvedo 35% owing to the energy recovery by the coupled microchan-el reformer/burner and the utilisation of cathode off-gas steam.he start-up time demand of system (c) was drastically lower at
minute according to the calculations. The fuel processor efficiencyas increased to 80% and the overall system efficiency reached
8% owing to the utilisation of cathode air in the reformer and theimplifications which became possible by application of the highemperature fuel cell [230].
Dynamic simulations for an ethanol fuel processor with a ther-al output of 65 kW were performed by Kolb et al. [231]. The
ystem concept is comprised of a microchannel ethanol steameformer operated at 10 bar, a microstructured water-gas-shift forhe reduction of carbon monoxide in the reformate, a pressurewing adsorption for separating the hydrogen out of the reformatend numerous heat-exchangers and coupled evaporators/catalyticurners as balance-of-plant. The development work included staticnd dynamic simulatiosn applying ASPEN plus and ASPEN Dynam-cs and the development of a control strategy, the design of theeactors and the development of a full 3D-CAD model of the fuelrocessor.
The static model was implemented in ASPEN Plus to determine system design with maximum hydrogen yield and minimum heatosses by hot off-gases. No kinetic expressions were implementedeither into the static nor into the dynamic model described belowecause kinetics for ethanol steam reforming were not available forhe self-developed catalyst. However, the dynamic interplay of theifferent components in the system is less affected by the kinetics ofhe reaction (especially because the reactors are always operatedn a manner that full conversion is achieved in the reformer andquilibrium conversion in the water-gas shift reactor) but rathery the thermal mass of the components and the effects of chang-
ng flow rates originating from the control values of the controllers.ecause a pressure swing adsorption (PSA) system was used as theas purification unit downstream the water-gas shift reactor, a sys-em pressure of 10 bar was required. Therefore a relatively highemperature had to be chosen for the reformer reactor to suppresshe methane formation to an acceptable minimum. However, theemaining methane in the reformate was not foreseen to be sep-rated from the hydrogen in the PSA but rather to be utilised asuel in the current system because the intention was to utilise theydrogen as an additive for natural gas vehicles. The reformer feedow was calculated to be 31 kg/h, while the purified product gasow amounted to 2.6 kg/h or 18.7 N m3/h with a composition of 92%ydrogen and 8% methane. The fuel processor efficiency was calcu-
ated to be 90.6% according to equation (1). The dynamic model wasmplemented into ASPEN Dynamics so as to develop a control strat-gy, which enables the stable operation of the plant in the case ofhanging operating parameters such as load changes at minimumffect on the product quality (hydrogen content).
10 temperature controllers, 4 mass flow controllers and 1 pres-ure controller were required to control the system. The dynamicehaviour of the process in the case of step-wise load-changesas investigated. The time between the changes amounted to 1 h,hich was required, until a new stable operation was achieved.
he time response of the system was determined by (a) small timeonstants for the species flows (instantaneous in the model) andb) large time constants by storing and releasing heat into androm the components, respectively. The temperature of the processtreams did not deviate significantly during the load changes, aaximum deviation of ±10 K was observed. The mass flow rates
f the new operating points were reached practically without
ny delay, while the volume fraction of hydrogen in the processtreams was only affected to a small degree. A 3D CAD model ofhe fuel processor was set up, which proved the high compactnessf the system (see Fig. 34). The entire fuel processor was put into aFig. 34. 3D CAD model of a 65 kWth ethanol fuel processor investigated by dynamicsimulations of Kolb et al. [231].
pressurised tubular housing so as to release the mechanical stressfrom the reactors. The fuel processor was positioned upright toachieve a minimum footprint of the device. The footprint of thesystem was small with 1.5 m × 2.5 m at a height of 3.0 m.
The complexity of the system described above is already sub-stantial, but might be justified by the thermal power of theplant. Other authors such as Rantamala et al. proposed 13 heat-exchangers for their system with a power equivalent of 5 kW, whichis certainly too complex for this size [232].
Shin et al. presented a control concept for a small scale methanolmicro fuel processor [233]. Flow and temperature was controlledby conventional PID controllers. A miniaturised thin film flow sen-sor, developed by the authors previously, was used to control thereforming process by commercial control valves. The product flowrate was used as the main process variable even to estimate the con-version. For tuning of the PID controllers, Shin et al. used a methodfrom Ziegler-Nichols [233]. By adjusting their tuning parameters,thus allowing a certain overshoot of the controller by this and othermeans, Shin et al. could reduce the time demand for load changesto less than 15 s [233].
2.5.3. Examples of microstructured fuel processor prototypesMicrostructured fuel processors reported in the open literature
are described below in chronological order of their first appearanceand again without claiming complete inclusivity of all develop-ments.
Dudfield et al. combined a 20 kW methanol reformer with twooil cooled reactors for the preferential oxidation of carbon monox-ide switched in series. The remaining concentration of carbonmonoxide in the product was lower than 10 ppm for more than twohours. Because the reformer was a combination of steam reformerand catalytic burner in plate and fin design, this is regarded as anearly and impressive demonstration of the capabilities of the inte-grated heat-exchanger design for fuel processors in the kilowattrange.
Irving et al. [234] presented a multi fuel micro fuel processorwith fixed catalyst beds for steam reforming of gasoline, diesel,methanol and natural gas at temperatures below 800 ◦C. The devicecontained mixing elements for fuel and steam, heat exchange,evaporation, and feed pre-heating components. Gasoline steamreforming was performed at a feed flow rate of 0.1 g/min gasoline
and initially high S/C ratios between 5 and 8. 70 vol.% hydrogenwas contained in the dry reformate. Methane formation and cat-alyst deactivation were negligible at the high S/C ratios, however,increased methane formation was observed at lower S/C ratios. At
30 G. Kolb / Chemical Engineering and
Fc
aatccdwoJbo
ppaatadaFrMcped
tev5itbllo
ig. 35. Micro fuel processor developed by Irving et al. [235]; hydrogen productionapacity: 3 m3/h.
S/C-ratio of 4 and a VHSV of 30 l/(h gcatalyst), 100% fuel conversionnd a methane content well below 5 vol.% was achieved for a mix-ure of 60% iso-octane, 20% toluene and 20% dodecane which alsoontained 476 ppm sulphur. Fig. 35 shows another micro fuel pro-essor developed by Irving et al. [235]. Later a multi-fuel processoreveloped by Innovatec was presented by Irving et al. [236], whichas developed for a 1 kWel PEM fuel cell. The fuel processor was
perated with a wide variety of fuels from methane to biofuels andP-8 fuel according to the authors. Irving et al. presented 800 h sta-le reforming of ultra low sulphur diesel with an advanced versionf their fuel processor [237].
Palo et al. [238] presented the concept of an integrated fuelrocessor for portable military applications with 15 W power out-ut. The concept of the system was to evaporate and super-heat
methanol/air mixture, which was converted in a separate cat-lytic burner. The methanol steam reformer was then heated withhese combustion gases. Light-off of the methanol was observedt 70 ◦C already [239]. The hot combustion gases were further usedownstream to supply the fuel pre-heater/evaporator of the burnernd the fuel pre-heater/evaporator of the reformer with energy.ull conversion was achieved in the steam reformer during sepa-ate tests at 300 ms contact time and 300 ◦C reaction temperature.ethane formation was negligible [239]. The carbon monoxide
oncentration of 0.8 vol.% was low despite the high reaction tem-erature because Pd/ZnO catalyst were used. The fuel processorfficiency was calculated to 45%, which is a competitive value for aevice of smallest scale.
Jones et al. [240] presented an integrated and minia-urised device for methanol steam reforming composed of twovaporators/pre-heaters, a steam reformer and a burner with a totalolume of less than 0.2 cm3 for a power range between 50 mW and00 mW, which is likely to be the smallest fuel processor presented
n open literature to-date. The energy for the steam reforming reac-ion was supplied from the burner with 3 W power, which was fed
y a H2/O2 mixture for start-up and then by methanol and air. Hol-aday et al. [241] calculated, that even a fuel processor efficiency asow as 5% outperforms a Li-Ion battery. The burner had a volumef less than 1 mm3, the reformer volume was higher (5 mm3). The
Processing 65 (2013) 1– 44
flow rate of methanol for the reforming reaction was in the rangebetween 0.02 ml/h and 0.1 ml/h and more than 99% conversionwere achieved at S/C ratio of 1.8 and 325 ◦C reaction tempera-ture. A fixed bed containing 14 mg Pd/ZnO catalyst particles [145]was applied for steam reforming [54]. Upstream methanol wasburnt in a porous disk [145]. The burner temperature exceeded400 ◦C. Downstream the reformer catalyst bed a second bed fol-lowed, which was filled with 13 mg ruthenium catalyst for selectivemethanation of the carbon monoxide produced. The thermal powerof the hydrogen product was 200 mW at 9% efficiency. Assuming60% fuel cell efficiency and 80% hydrogen utilisation, the net effi-ciency of the fuel processor/fuel cell system was calculated to be4.5% and the theoretical electrical power output to be 100 mW. In asecond prototype, the reaction temperature was reduced to 250 ◦Cwhich reduced the carbon monoxide concentration from 1.2 vol.%to less than 1 vol.% [242]. The efficiency of the fuel processor couldbe increased to 33%. Later on, the first generation fuel processorprototype described above was connected to a meso-scale hightemperature PEM fuel cell developed at Case Western Universityby Holladay et al. [243], which was tolerant against carbon monox-ide up to 10 vol.%. Therefore no CO clean-up was necessary to runthe fuel processor together with the fuel cell. However, the durabil-ity of the fuel cell under these conditions was not reported. 23 mWpower output were achieved [242].
For small to medium scale stationary methane steam reformingapplications, Johnston et al. [244] proposed a series of fixed bed adi-abatic reactors with heat-exchangers switched in between. Thus asaw-tooth like temperature profile resulted as is well-known fromconventional large-scale industrial processes [245]. The channelswere more of meso-scale dimensions and smaller than conven-tional catalyst particles were proposed for the application. Thestudy presents a network of 27 catalyst beds (5 for pre-reforming,9 for reforming, 10 for catalytic combustion to supply the heat,2 for water-gas shift and 2 for preferential oxidation) and of 11heat-exchangers. The anode off-gas was chosen as power supply.However, most of the fixed beds were integrated into a single plateby the Printed Circuit Heat-exchanger (PCHE) technology, whichuses wet chemical etching of stainless steel metal foils. A theoreticalefficiency of 89.2% was calculated for the system, which was laterbuilt and put into operation. Fig. 36a shows the fuel processor as aCAD model, while Fig. 36b depicts the readily fabricated reformer.The pressure drop on the reformer side through the multiple bedsamounted to 700 mbar [246]. The fuel processor was operated fora total duration of more than 1000 h between 34% and 125% of thenominal capacity [247]. 93 start-ups were performed, which eachhad about 2 h duration. The plant was operated at a high S/C ratioof 3.67, while more than 95% of the methane could be converted inthe multiple adiabatic stages. Methane combustion was performedin a multi-staged manner.
Tonkovich et al. from Velocys Inc. described the compa-nies approach towards decentralised GTL technology based uponmethane steam reforming and Fischer-Tropsch (see Section 3) fordistributed and off-shore applications [248]. Before 2004, steamreforming of methane was performed at residence times in theorder of 4–6 ms and a S/C ratio of 3.0. Under these conditions,more than 90% methane conversion was observed for test durationsexceeding 500 h [248]. Starting from pilot scale reactors, the assem-bly of which is shown in Fig. 37, the reactor weight was increasedto 500 kg [249].
A complete methanol fuel processor for the electrical powerequivalent range from 60 W to 170 W was presented by Holladayet al. [250]. The device had less than 30 cm3 volume, a mass lower
than 200 g and a thermal efficiency of more than 80%. The reformerwas operated at 350 ◦C reaction temperature.Terazaki et al. from Casio [251] developed a methanol fuelprocessor made of 13 glass plates carrying evaporators, a steam

G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44 31
F ltiple
(
rwmcvspocwwrtcaeuaoat7c
F[
ig. 36. (left): CAD model of a fuel processor for methane steam reforming in muright): fabricated reformer with tubing for sampling at multiple positions [246].
eformer, a hydrogen off-gas burner and CO clean-up. The deviceas insulated by vacuum packaging and radiation losses wereinimised by a thin Au layer. The fuel processor was tested in
onnection with a miniaturised fuel cell [252]. 98% methanol con-ersion was observed and 2.5 W electrical energy produced. Aimilar methanol reformer with integrated heating functions wasresented by Kawamura from Casio [253], which had been devel-ped in cooperation with the University of Tokyo. The reformerarried only one single meandering channel, which was 600 �mide, 400 �m deep and 333 mm long. Because Cu/ZnO catalystas used, pre-reduction of the catalyst under hydrogen flow was
equired. Full methanol conversion could be achieved at 250 ◦C andhe hydrogen product had a thermal power equivalent of 3.3 W. Aomplete fuel processor was then developed [254] composed of annode off-gas burner, which supplied the methanol reformer withnergy, a reformer and CO clean-up. Palladium-based catalyst wassed for reforming. The preferential oxidation reactor was oper-ted between 110 ◦C and 130 ◦C. The fuel processor had a volumef 19 cm3 and a weight of 30 g including the vacuum insulationnd radiation shields, which reduced the heat losses of the system
o 1.2 W. The electrical power consumption was in the range of0 mW. The fuel processor was combined and operated with a fuelell and balance-of-plant as shown in Fig. 38.ig. 37. Fabrication of a pilot scale methane steam reforming reactor by Velocys Inc.248].
adiabatic fixed beds [247]; the length of the reformer block amounts to 700 mm;
As an example of the so-called folded plate reactors, actu-ally rather meso- than micro-scaled plate heat-exchanger reactorsdeveloped by the group of Eigenberger a 10 kWth methanol fuelprocessor developed by Glöckler et al. is shown in Fig. 39 [255].The device contains an evaporator, the reformer and the catalyticburner with staged dosing.
Yoshida et al. [146] designed an integrated methanol fuelprocessor from silicon and Pyrex glass substrates for a power equiv-alent of 10 W. It contained functional layers for steam reforming,evaporation and combustion. While commercial Cu/ZnO catalystserved for reforming, the Pt/TiO2 combustion catalyst was pre-pared by a sol–gel method. A high power density of 2.1 W/cm3 wasdetermined for the device. Kim et al. reported of an even smallermethanol fuel processor made from FORTURAN glass with a powerequivalent of 1.5 W, which combined methanol steam reformingand hydrogen peroxide decomposition as heat supply [149].
Hallmark et al. [256] presented a methanol fuel processor forthe power range from 10 W to 100 W which had been developedat Motorola labs. It was dedicated for the operation in combinationwith a high temperature PEM fuel cell to decrease system com-plexity. The ceramic steam reformer worked with Cu/ZnO catalystcombined with a catalytic afterburner for anode off-gas combus-tion. Platinum/palladium catalyst was used in the afterburner. Veryhigh catalyst loadings up to 66 vol.% could be achieved by co-firingthe catalyst onto the ceramic sheets, which was regarded as anadvantage compared to wash-coating processes.
Kwon et al. presented a miniaturised methanol fuel proces-sor/fuel cell system [257]. The reformer, a preferential oxidationreactor and the fuel cell were fabricated separately from siliconwafers by photolithographic methods. The wafers were sealed byanodic bonding of a Pyrex glass cover. Commercial Cu/ZnO cat-alyst was used for methanol steam reforming, while commercialplatinum catalyst was applied for the carbon monoxide clean-up.The fuel cell membrane electrode assembly carried carbon monox-ide tolerant platinum/ruthenium catalyst. The devices were heatedby electrical thin film resistance heaters. The reformer had 1 cm3
size and converted the methanol feed completely at 280 ◦C reactiontemperature and low S/C ratio of 1.0. The hydrogen production ofthe fuel processor corresponded to a thermal power of 3.2 W, whilethe carbon monoxide concentration of the reformate was reducedfrom 0.3 vol.% to almost 0 ppm at 320 ◦C reaction temperature bythe preferential oxidation reactor, which had a size of only 0.57 cm3.The fuel cell performance with reformate hydrogen was compara-ble to operation with pure hydrogen and degradation of the fuel
cell performance was not observed for 20 h duration.Park et al. developed a methanol fuel processor [258], com-posed of a combustion chamber for hydrogen oxidation filled

32 G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44
/fuel
wcmntteb2
F
Fig. 38. 2.5 W methanol fuel processor
ith platinum catalyst supported on carbon nanotubes and aombined evaporator/steam reformer. Both components wereerged in a single device by intertwined, spiral-shaped chan-
els for evaporation and steam reforming. The burner heatedhe device to operating temperature within 5 min. However,he hydrogen flow rate required for the combustion reaction
xceeded the hydrogen flow rate produced by the reformerecause the latter showed incomplete methanol conversion below5%.ig. 39. 10 kWth methanol fuel processor developed by Glöckler et al. The device contain
cell system developed by CASIO [254].
Men et al. reported the operation of a small scale, bread-boardmethanol fuel processor composed of electrically heated reactors[45]. A methanol steam reformer, two stage preferential oxidationreactors and a catalytic afterburner were switched in series. A fuelcell equipped with reformate tolerable membrane, which had 20 Wnominal power output was connected to the fuel processor and
operated for about 100 h.Kolb et al. presented a bread-board iso-octane fuel processordesigned for an electrical power equivalent of 5 kWel. [191] The fuel
s an evaporator, the reformer and the catalytic burner with staged dosing [255].

G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44 33
Fo
peficpiccwtwot7
mpwaatcld(c5lftpt
dwrawb
ig. 40. Integrated methanol fuel processor with 100 W power equivalent devel-ped by Kolb et al. [118,259].
rocessor was composed of an autothermal reformer, a 1 kW heat-xchanger for cooling the reformate downstream the reformer, arst stage water-gas shift reactor, which had cross-flow coolingapabilities, a second stage adiabatic water-gas shift reactor and areferential oxidation reactor also with three stage cross-flow cool-
ng. At 3.65 kW power equivalent, the iso-octane was completelyonverted at S/C ratio 3.3, O/C ratio 0.68 and 3 bar pressure. 88%onversion of the carbon monoxide was achieved in the first stageater-gas shift, 40% in the second stage. The reformate still con-
ained about 1 vol.% carbon monoxide on a dry basis (water-free)hen it entered the preferential oxidation reactor. The latter was
perated at O/CO ratio of 2.1 and converted the carbon monoxideo about 200 ppm. The fuel processor efficiency was calculated to4%.
Kolb et al. reported of the development of an integratedicrostructured methanol fuel processor with an electrical net
ower output of 100 W [118]. The fuel processor (see Fig. 40)orked very stably under normal operating conditions both at full
nd partial load. A very narrow temperature profile of only 3 K waschieved in the reformer, which was crucial for the Pd/ZnO catalystechnology applied. The heat demand of oxidative steam reformingreated a slightly decreasing profile in this reactor in the case of fulload, while a maximum was formed in the reactor centre under con-itions of partial load. Methanol conversion was always complete>99.9%). At O/C 0.25, S/C 1.7 and 100% load the carbon monoxideontent of the reformate was 1.8 vol.%, the hydrogen content about0%. The reformate composition did not change significantly at 50%
oad, only the carbon monoxide content decreased to 1.6 vol.%. Theuel processor was coupled to a high temperature fuel cell. The highemperature PEM fuel cell stack generated an electrical power out-ut of 103 W (14.7 V at 7 A) when operated with the reformate fromhe fuel processor.
Lee et al. developed a micro methanol fuel processor of untypicalesign [260]. It was a combination of a homogeneous LPG burnerith an evaporator and a methanol microchannel fixed bed steam
eformer, which were integrated into the housing of the burners shown in Fig. 41. The evaporator was in the area of the flame,hile the methanol reformer was positioned downstream. The gap
etween the two concentric walls of the burner, which took up the
Fig. 41. Micro methanol fuel processor developed by Lee et al. [260].
reformer catalyst, had a width of 0.5 mm. The hydrogen producedhad a thermal power of 7 W. A surprisingly low carbon monoxideconcentration of less than 7 ppm was reported for the device.
One of the most significantly advanced fuel cell/micro fuel pro-cessor systems is the VeGA developed by Truma GerätetechnikGmbH and Institut für Mikrotechnik Mainz GmbH (IMM). Thepower output of the systems amounts to about 300 W, while 50 Ware consumed by the balance-of-plant components, leaving a netelectric power output of 250 W for the consumer.
The fuel processor at (a) an early stage of the development and(b) a fully integrated and automated system of an earlier stage ofthe development are shown in Fig. 42a and b, respectively. The fuelprocessor is composed of an integrated microstructured evaporatorand microstructured reformer both integrated with microstruc-tured catalytic burners, heat exchangers, and microstructuredwater-gas shift. Wichert et al. reported performance data of oneof these complete LPG fuel processors which had been operatedup to 3500 h in combination with high temperature PEM fuel cellstacks [119]. 200 of these VeGA systems had been fabricated since2008 and at the time of writing, are currently being tested in fieldtrials. The system is very close to commercialisation.
Pan et al. developed a methanol fuel processor with com-bined methanol reformer/catalytic burner and water-gas shift witha concentric design as shown in Fig. 43 [261]. The device had74 mm diameter and 100 mm height, carried Pt/Al2O3 catalyst formethanol combustion, Cu/ZnO/Al2O3 catalyst for methanol steamreforming and water-gas shift. The thermal power output of thehydrogen produced was about 160 W. The fuel processor was oper-ated for 1600 h and showed good stability.
The micro fuel processors described above rely on methanolas fuel in most cases, because the operating temperature of thereformer is lowest. This is crucial especially for systems of thesmallest scale below 10 W power output, which had been devel-oped in Asia for mobile phone charging purposes in most cases.However, the commercialisation of these systems is still pending.Only few systems in the kW scale have been developed to-date, inmany cases meso-scaled reactor technology and monolithic or evenadiabatic reactor technology has been applied. The most advancedsystem, however, has a medium power output of 250 W, relieson ‘real’ microstructured plate heat-exchanger technology and isoperated at 750 ◦C as required for LPG steam reforming.
3. Fischer-Tropsch synthesis
Lerou et al. summarised the advantages of decentralisedFischer-Tropsch synthesis in microchannel reactors [262], namely
improved heat and mass transfer, which increases productivityby 50–300% to 12 bpd/t reactor and enables attractive economicsat much smaller scale than conventional technology (500 bpdvs. 10,000 bpd). The lower space demand also permits offshore
34 G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44
F ]); (b,
o
ptdaafipptwcbitFp
aoot
F3
ig. 42. (a, left): Fuel processor of the VeGA system (early stage of development [259f TRUMA and IMM [119].
rocessing. The construction of the smaller reactors speeds upheir installation. Guettel et al. compared the performance of fourifferent reactors for Fischer-Tropsch synthesis (FTS), namely (a)
fixed bed reactor in trickle flow, (b) a slurry bubble reactor, (c) monolith loop reactor and (d) a microstructured reactor in thelm flow regime [263]. While the microreactor showed highestroductivity per unit of catalyst volume, the low catalyst masser reactor volume typical for this reactor type created disadvan-ages compared to the slurry bubble and monolith loop reactors,hich lead to one order of magnitude lower productivity under
omparable conditions [263]. As a result of this study micro fixeded reactors operated with catalysts of significantly higher activ-
ty, which are protected from deactivation by local overheatinghrough the improved heat removal, are the preferable choice forTS. Arzamendi et al. investigated FTS in microchannel reactors androposed cooling by water evaporation at elevated pressure [264].
Chin et al. reported the development of novel structured cat-
lysts for FTS deposited on Fecralloy foams pre-treated by metalrganic chemical vapour deposition of a dense alumina thin filmn top of a first alumina layer generated by a temperature pre-reatment procedure at 900 ◦C [265]. These structured catalystig. 43. Cross-sectional views of the methanol steam reformer/catalytic methanol burner-water-gas shift reaction chamber, 4-pre-heating chamber I, 5-pre-heating chamber II.
right): The 250 Wel fuel cell/fuel processor system VeGA developed by a cooperation
supports have enhanced heat transfer characteristics ideally suitedfor FTS. As a next step, iron oxide nanoparticles were depositedalong with a 1–2 �m thick layer of mesoporous silica. Alignedcarbon nanotubes were then deposited uniformly over the sub-strates by controlled catalytic decomposition of ethylene. Finally,Co-Re/Al2O3 catalyst was introduced onto the foam by dip-coatinga wash-coat. The introduction of the carbon nanotubes improvedthe performance of the catalyst compared to Fecralloy foams coatedwith the same catalyst [265].
Guillou et al. analysed by numerical simulation and experimentsthe effect of staged hydrogen dosing into microchannels coatedwith 20 wt.% Co/SiO2 catalyst for FTS [266]. Hydrogen was addedat 3 stages to an 800 mm long microchannel of 250 �m depth and1 mm width at 10 bar and 180 ◦C reaction temperature. The high-est CO conversion was achieved for co-feeding the hydrogen atthe reactor inlet. The more hydrogen was dosed into the reactordownstream the inlet, the higher the C5–C9 selectivity was, while
the C1–C4 selectivity could be lowered while the C10+ selectivityremained basically unaffected.Cao et al. tested 30 wt.% Co/4.5 wt.% Re/�-Al2O3 catalyst for FTSin small fixed bed microchannels [267]. As shown in Table 4, smaller
developed by Pan et al. [261]; right: 1-combustion chamber, 2-reforming chamber,

G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44 35
Table 4Productivity comparison for Co/Re catalyst of different particle size as developed by Cao et al. [267].
Catalyst Co/Re = 21 (Atomic ratio) Co (wt.%) P (atm) GHSV(h−1)
WHSV(gCO/(gcat h)
CO conversion(%)
CH4 selectivity(%)
Productivity(gC2+/(g-cat h))
Productivity(gC2+/(g-Co h))
Catalyst A (150 �m powder) 30 10 20,016 4.9126 48.6 22.8 0.81 0.92 3.072625 4.9126 62.6 16.7 0.86 1.28 4.2728
pCpfoftclFc
cFl5aSdlelto
inrla
mo1l
Fa
Catalyst B (45 �m powder) 30 10 22,886 4.9126
25 4.9126
article size improved the performance of the catalyst, while the2+ productivity of 5.6 gC2+/(gCO h) was eleven times higher com-ared to conventional fixed bed technology. Increasing the pressurerom 10 to 35 bar at a H2/CO ratio of 2, a reaction temperaturef 224 ◦C and a VHSV of 4.92 gCO/(gcat h) increased the conversionrom 45 to 90%. The GHSV was about 15 times higher compared tohe conventional fixed bed technology (Shell). Stable performanceould be achieved for more than 500 h duration. Numerical simu-ations performed by Cao et al. indicate, that hot spot formation forTS can be significantly reduced in small microchannel fixed bedompared to a tubular reactor (see Fig. 44).
Myrstad et al. investigated highly active Co/Re/Al2O3 catalystsontaining 20 or 40 wt.% cobalt and 0.5 or 1 wt.% Re, respectively forTS in a microreactor with cross-current oil cooling [268]. The cata-yst with lower cobalt and rhenium content was further doped with
wt.% nickel. At 20 bar pressure and 225 ◦C reaction temperature GHSV of 1.7 gC5+/(g h) and 72% conversion of CO were obtained.table conversion and C5+ selectivity could be achieved for a testuration of more than 40 h under these conditions for the cata-
yst with higher loading of active species. Compared to a fixed bed,quivalent conversion and selectivity could be achieved at 20 Kower reaction temperature, which demonstrated the improvedhermal management of the reactor, which avoids local overheatingf the catalyst.
FTS over Co/Re/Al2O3 catalysts (19 wt.% Co, 1 wt.% Re) was stud-ed by Knochen et al. in a millistructured fixed bed [269]. Byumerical simulations it was demonstrated, that efficient heatemoval is still possible in channels of 3 mm width, while cata-yst particles of 350 �m size allow high effectiveness factors atcceptable pressure drop.
Almeida et al. investigated different metallic supports, (a) alu-
inium foams of 40 pores per inch (ppi), (b) honeycomb monolithsf 350 cells per square inch (cpsi) and (c) micromonoliths of180 cpsi loaded with 20 wt.% Co/0.5 wt.% Re catalyst of different
ayer thickness for FTS [270]. The C5+ selectivity decreased for all
ig. 44. Temperature profiles in a conventional tubular reactor (6.3 mm diameternd a micro fixed bed (thickness of packing 50 �m) as determined by Cao et al. [267].
76.8 10.7 0.88 1.69 5.630190.2 3.4 0.92 2.14 7.118
carrier materials with increasing conversion, but was highest forthe microchannel monolith. With increasing catalyst layer thick-ness, the methane selectivity increased.
Chambrey et al. compared the performance of a milli-fixed bedreactor with a conventional fixed bed in centimetre range and aslurry reactor [271]. Platinum-promoted cobalt catalyst supportedby alumina was used for all reactor types. At 220 ◦C reaction tem-perature, 20 bar pressure and a H2/CO ratio of 2.0, the milli fixed bedreactor showed higher initial activity compared to the conventionalfixed bed. The conversion in the slurry reactor was comparable tothe micro fixed bed, but decreased faster in the former case. Bothresults were attributed to the better temperature management ofthe milli fixed bed.
Deshmukh et al. from Velocys Inc. demonstrated the scale-upof microchannel reactors for FTS up to a size of 3.8 l/d of C5+ prod-uct [272]. The biggest reactor carried 150 g proprietary catalyst.The reactors were operated at 210 ◦C reaction temperature, 290 msresidence time and 24 bar pressure. After testing the biggest reac-tor still showed 72% CO conversion and 85% C5+ selectivity. It wasoperated for a total duration of 4000 h and the conversion could bemaintained around 70% at low methane selectivity around 10% bytwo regeneration steps (see Fig. 45). Reactors of even bigger scaleare under development as reported by McDaniel from the samecompany, which are shown in Fig. 46.
4. Synthesis of methanol, ethanol and dimethylether
Methanol synthesis from synthesis gas is an exothermic reac-tion:
CO + 2H2 → CH3OH �H298◦ = −90.8 kJ/mol (33)
The same applies of course for ethanol synthesis:
2CO + 4H2 → C2H5OH + H2O �H500◦ = −256 kJ/mol (34)
From the above equations it is obvious, that the H2/CO ratioshould be set to 2 for methanol and ethanol synthesis.
Methanol synthesis was proposed by Daly et al. from Velo-cys [274] as part of their off-shore Floating Production, Storage
Fig. 45. Long term test of a FTS microreactor of pilot scale (3.8 l/d of C5+ product)[272].

36 G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44
h synt
arF
taa2oai(
mpwdtoMictc
Fc
Fig. 46. Microreactors for Fischer-Tropsc
nd Offloading (FPSO) plant concept [275], which includes steameforming of methane to synthesis gas and liquid fuel synthesis byischer-Tropsch or methanol synthesis.
Daly achieved 5% CO conversion at 270 ◦C reaction tempera-ure and 50 bar pressure at 100 ms residence time, which showeddvantages over fixed bed operation [274]. Tonkovich proposed
three stage micro reactor for methanol synthesis operated at50 ◦C, 225 ◦C and 210 ◦C, respectively, with a total residence timef 750 ms and 70.5% methanol conversion [275]. The footprint of
plant with a capacity of 1000 t/d was estimated to 17 m × 14 mncluding compressor, additional heat-exchangers and distillationalso based on microtechnology) [275].
Phan et al. investigated Pd/CeO2 and Cu/ZnO/Al2O3 catalysts forethanol synthesis [276]. At 300 ◦C reaction temperature, 80 bar
ressure and a H2/CO ratio of 2.6, more than 60% CO conversionas achieved at 40% selectivity towards methanol over the palla-ium catalyst. However, while the catalyst deactivated during 400 hime on stream and showed low but stable conversion in the rangef 10% finally, the methanol selectivity increased to 70% in parallel.ethane was the main by-product, while carbon dioxide selectiv-
ty remained well below 10% at all times. The methanol selectivityould be increased at the stabilised catalyst to 90% when decreasinghe reaction temperature to 255 ◦C, of course with significant debitsoncerning activity. The copper catalyst showed higher conversion
ig. 47. Cross-flow heat-exchanger with micro fixed beds and oil cooling developed for mross-flow plate stack.
hesis as developed by Velocys Inc. [273].
than the palladium catalyst at low reaction temperature of 255 ◦Cand higher methanol selectivity in the range of 95% [276]. However,the palladium catalyst could be operated at higher reaction tem-peratures and consequently with higher productivity compared tocopper, which is limited by the reaction temperature.
Bakhtiary-Davijany et al. performed methanol synthesis overcopper/zinc oxide catalyst supported by alumina in a micro fixedbed cross-flow heat-exchanger shown in Fig. 47 [277]. At 270 ◦Creaction temperature and 80 bar pressure, 50% CO conversion couldbe achieved, which is close to the thermodynamic equilibrium.Measurements at 255 ◦C reaction temperature, 80 bar and a H2/COratio of 2.6 revealed, that 450 ms g/ml contact time was required toachieve equilibrium conversion of 60% in the reactor. The conver-sion increased linearly with contact time as expected.
Hu et al. performed the synthesis of ethanol and C2 oxygenatesin a microchannel reactor over rhodium-manganese catalyst sup-ported by silica [278]. The reaction was performed between 260 ◦Cand 300 ◦C and in the pressure range from 20 to 54 bar. For a H2/COratio of 2 and a GHSV of 3750 h−1, a CO conversion of 32% and aselectivity towards ethanol of 44.4% could be achieved at 38 bar
pressure (see also Table 5). When increasing the pressure to 54 bar,the conversion increased to 40.5%, while the selectivity remainedunchanged. The selectivity towards methanol and other C2 specieswas low, but the selectivity towards methane was high with 48%ethanol synthesis [277]; (a) CAD drawing of reactor total view, (b) schematic of the

G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44 37
Table 5Effect of reaction pressure and feed ratio on the performance of Rh-Mn/SiO2 catalystin synthesis gas conversion to ethanol and C2 oxygenates [278].
Conditions 1 2 3 4
Temperature (◦C) 300 300 300 300Pressure (MPa) 5.4 3.8 3.8 3.8GHSV (h−1) 3750 3750 3750 3750H2/CO (mol/mol) 2 2 1 3CO conversion (%) 40.5 32.1 18.7 35.4
Selectivities (%)CO2 3.4 2.1 8.5 1.9CH4 48.1 48 48.3 54.4MeOH 1.9 3.2 2.1 1.9
[a
tpTeaaPta[i1pa
pascdfse
m
2
carioAatrlooa
a56tA
EtOH 44.5 44.4 34.8 40.9C2
+ HC and Oxy 2.1 2.3 6.3 0.9
278]. The methane selectivity could be reduced to less than 40% at H2/CO ratio of 1 and 1700 h−1GHSV.
Agiral et al. investigated the partial oxidation of methaneo liquid oxygenates at atmospheric pressure in a non-thermallasma microreactor based on dielectric barrier discharge [279].he microreactor consisted of a quartz tube of 1.5 mm inner diam-ter and a twisted metal wire inside the tube. A voltage of 10 kVt 10 kHz frequency was applied between the wire electrode andn aluminium ground electrode wrapped around the glass tube.ulsed water injection was used to remove the liquid products fromhe discharge area. Up to 40% methane conversion was achievedt 500 ms residence time and O/C ratios between 0.4 and 2.0280]. Tar-like products were observed for O/C 0.4. At 130 ms res-dence time and an O/C ratio of 2.0, 12% methane conversion and0% selectivity towards methanol was achieved. Other liquid by-roducts were formaldehyde, dimethylether, ethanol and formiccid [280,281].
Dimethyl ether (CH3OCH3) is an interesting alternative fuel. Itsroperties are similar to liquefied petroleum gas (LPG) it burns with
visible blue flame and does not require odorants, because it has aweet ether-like odour [282]. Dimethyl ether (DME) is not toxic orarcinogenic, has less global warming potential compared to carbonioxide and is in the same price range as gasoline when producedrom natural gas [282] but could be produced from other sourcesuch as biomass. Its storage is possible in conventional storagequipment for LPG with minor modifications [282].
The synthesis of DME from synthesis gas is performed viaethanol synthesis followed by a methanol dehydration step:
CH3OH → CH3OCH3 + H2O �H298◦ = −23.0 kJ/mol (35)
Hu et al. explored DME synthesis in a microreactor over a dualatalyst formulation, namely commercial methanol synthesis cat-lyst and ZSM-5 zeolite for dehydration [283]. The dehydrationeaction by itself was found to proceed at high DME selectivityn the range of 90% at 234 ◦C reaction temperature and a GHSVf 10,600 h−1 in a wide pressure range from ambient to 40 bar.t 38 bar pressure and a GHSV of 5000 h−1, 80% conversion of COnd 80% selectivity towards DME could be achieved for low reac-ion temperature of 260 ◦C at a high H2/CO ratio of 3.0. Equivalentesults were obtained for high reaction temperature of 285 ◦C at aower H2/CO ratio of 2.0 [283]. The dual catalyst mixture showednly slight loss of conversion from 90% to 80% during 880 h timen stream, while the DME selectivity remained almost constantround 70%.
Hayer et al. investigated the synthesis of DME in a wide temper-ture range between 210 ◦C and 300 ◦C, pressure between 10 and
0 bar, H2/CO ratios between 1 and 4 and VHSV between 4.5 and0 l/(h gcat) [284]. Cu/ZnO/Al2O3 catalyst served for methanol syn-hesis and was mixed with �-alumina for methanol dehydration.t 300 ◦C reaction temperature and a VHSV of 4.5 l/(h gcat), 80% COFig. 48. Selectivities and DME productivity as determined at 50 bar pressure, H2/COratio of 1 at VHSV of 15 l/(h gcat)[284].
conversion could be achieved (see Fig. 48), which exceeds the equi-librium conversion of methanol synthesis owing to the removal ofthe product and approaches the equilibrium conversion of DMEsynthesis, which amounts to 90% under these conditions, while theDME selectivity was high around 90%. Lower VHSV favoured con-version and DME selectivity. A lower H2/CO ratio increased the DMEselectivity, while it decreased the CO conversion.
5. Microreactors for biodiesel production
Biodiesel is accepted as alternative and renewable fuel. The pro-duction of biodiesel, which is a transesterification of tryglyceridesfrom vegetable oils or animal grease to fatty methyl esters (FAME):
(36)
is performed according to the conventional process at moderatetemperature (60–70 ◦C at atmospheric pressure) with homoge-neous catalysts (NaOH, KOH) and a surplus of methanol. Highertemperature and methanol surplus favours the reaction. The pro-cess is strongly limited by mass transport [285]. As an alternative,an acid catalysed process has been developed, which, however, suf-fers from an approximately 4000 times lower reaction rate [286],which leads to reaction times as high as 45 h [287]. Other pro-cesses such the conversion with enzymes (Lipase) are even slower[288,289].
To reduce the residence times, high operating costs and energyconsumption and low production efficiency of biodiesel produc-tion, studies have focussed on process intensification [290] andmicrotechnology offers obvious advantages here [291].
Basically, different possibilities do exist to introduce microtech-nology or at least smaller reactor dimensions into the biodieselproduction process, namely (a) the application of micro-mixersto improve the contacting of liquid feed components, which formdifferent phases, (b) improving the mass transfer of the homo-geneously catalysed reaction by operation in small channels ortubes after the mixing, (c) operation under supercritical conditionsin microreactors to further intensify the process and (d) operatewith immobilised heterogeneous catalysts coated onto the channel
walls. The small diffusion times in microchannels will improve theperformance of heterogeneous catalysts, while separation prob-lems and related waste water generation are minimised. By thesemeans it is possible to reduce the residence time which is necessary
38 G. Kolb / Chemical Engineering and Processing 65 (2013) 1– 44
F ir pre-heating as developed by Johnson et al. [300]; left: overall system assembly; middle:c ating the combustion air.
ts
tbasmsDysssgowrt
storfltm(d
o1om
orAtft1
6
hd
ig. 49. Oil-cooled catalytic hydrogen burner combined with a heat-exchanger for ao-currently operated catalytic heater; right: cross-flow heat-exchanger for pre-he
o achieve complete conversion from several to tens of hours to feweconds [291].
Microstructured mixers were used for transesterification of cot-onseed oil by Sun et al. [292], however, phase separation cannote completely avoided and leads to slug flow in small channelsnd capillaries downstream. This is of course not the case whenupercritical conditions are applied as described below. However,ultilamination mixers certainly have advantages compared to
imple T-junction mixers for the process [292]. Introduction ofixon rings into the steel capillaries further increased the biodieselield to 99.5% at a molar methanol to oil ratio of 8, 7 bar pres-ure and very low residence time of 17 s. Wen et al. used zig-zaghaped channels for continuous alkali-catalysed biodiesel synthe-is. The smaller the channels were the smaller were the dropletsenerated. Soybean oil (10.2% palmitic acid, 4.0% stearic acid, 21.4%leic acid, 57.2% linoleic acid and 7.2% linolenic acid) was convertedith 99.5% ester yield within 28 s [293]. The specific energy input
equired for droplet formation by the zig-zag channels comparedo conventional (batch) technology was significantly smaller.
Sun et al. used capillaries with 250 �m diameter for FAMEynthesis from rapeseed oil with KOH catalyst [294]. At 60 ◦C reac-ion temperature, a molar methanol to oil ratio of 6.0 and 1 wt.%f KOH, 99.4% conversion could be achieved at less than 6 minesidence time. Guan et al. achieved complete conversion with sun-ower oil at the same reaction temperature and 100 s residenceime already in a microtube of 0.4 mm diameter, however, the
ethanol to oil ratio was higher (24) as was the KOH concentration4.5 wt.%)[295,296]. A higher methanol to oil ratio and smaller tubeiameter favoured the oil conversion.
Sun et al. developed a two-step process for (a) esterificationf free oleic acids, which are usually present in vegetable oils at00 ◦C and 5 min residence time followed by (b) transesterificationf cotton seed oil at 120 ◦C with 20 min residence time applyingicromixers and steel capillaries [297].Bertoldi et al. [298] and Trentin et al. [299] converted soybean
il under supercritical conditions with ethanol in the temperatureange between 250 ◦C and 350 ◦C and pressure from 75 to 200 bar.ll reactants were dissolved in a single phase under these condi-
ions, which makes mixing problems obsolete of course. As usualor non-catalysed biodiesel production under supercritical condi-ions, the molar oil to ethanol ratio was set to high values between:10 and 1:40.
. Microreactors for hydrogen storage
Johnson et al. developed a catalytic heater for heating a metalydride storage system [300] shown in Fig. 49. The heater wasesigned to transfer up to 30 kW of heat from catalytic hydrogen
Fig. 50. Number of publications per year since 2000 in the field of microreactors forenergy as determined by applying the topic-related citations of the current paper.
combustion to the storage system by a recirculating heat trans-fer fluid. To reduce energy losses, a cross-flow heat-exchanger wasused to pre-heat the combustion air with the combustion product.
The heating oil flow of 60 l/min was heated from 100 ◦C to 220 ◦Cwith an overall system efficiency exceeding 80%.
7. Conclusions and outlook
Fig. 50 shows a small statistical analysis performed with thetopic-related publications cited in the current paper, which is aselection of papers and not at all claiming for completeness. It indi-cates, that the number of publications has increased continuouslyover the years, while in 2004 and 2005 a certain ‘hype’ was expe-rienced, which currently is repeated. While most papers of theearly years dealt with fuel processing performed in testing reac-tors, frequently dedicated to proof-of-concept studies and catalystdevelopment, the research efforts moved towards design, fabrica-tion and testing of integrated reactors and complete fuel processors,assisted by more advanced simulation tools. It got obvious, thatthe full utilisation of the benefits of microtechnology is only possi-ble, when operating conditions and catalyst technology are chosenappropriately to suit the new reactor type. An increasing numberof new topics have been addressed in recent years such as synthe-sis of liquid fuels by FTS, methanol and dimethylether synthesisand biodiesel production. All these processes show potential for
the application of microtechnology, especially for distributed pro-duction.Sustainable, distributed production of energy and renewablefuels and the improved utilisation of fossil fuel resources have

g and
aoowfwoa
eaewyp
A
Or
R
G. Kolb / Chemical Engineerin
ttracted increasing attention in the recent past owing to thebvious future shortage of fossil fuel sources. The applicationf microtechnology has proven to provide technical solutions,hich help to reach these goals and remains an emerging field
or research. Through the development of fabrication techniques,hich enable the production of microreactors in high numbers and
f largest scale at low cost, the ground is paved for first practicalpplications to be commercialised.
The application field of distributed generation of electricalnergy, which is closest to commercialisation in the current field ofpplication, will make microreactors a mass product operated bynd-users similar to automotive exhaust cleaning technology. Thisill help to increase their broad acceptance as useful tools for catal-
sed chemical conversion as alternative to established combustionrocesses.
cknowledgement
The author gratefully acknowledges the help from Martin’Connell, Tobias Hang and Martin Wichert from IMM by proof
eading, extracting pictures and obtaining literature.
eferences
[1] B.F. Hagh, Stoichiometric analysis of autothermal fuel processing, Journal ofPower Sources 130 (2004) 85–94.
[2] J. Holladay, J. Hu, D.L. King, Y. Wang, An overview of hydrogen productiontechnologies, Catalysis Today 139 (2009) 244–260.
[3] A. Cutillo, S. Specchia, M. Antonini, G. Saracco, V. Specchia, Diesel fuel proces-sor for PEM fuel cells: two possible alternatives (ATR versus STR), Journal ofPower Sources 154 (2) (2006) 379–385.
[4] H.P. Schmid, J.A. Wünning, Flox steam reforming for PEM fuel cell systems,Fuel Cells 4 (2007) 4–10.
[5] J. Mathiak, A. Heinzel, J. Roes, T.K.H. Kalk, H. Brandt, Coupling a 2.5 kW steamreformer with a 1 kWel PEM fuel cell, Journal of Power Sources 131 (2004)112–119.
[6] J.M. Zalc, D.G. Löffler, Fuel processing for PEM fuel cells: transport and kineticissues of system design, Journal of Power Sources 111 (2002) 58–64.
[7] E.R. Delsman, B.J.P.F. Laarhoven, M.H.J.M. de Croon, G.J. Kramer, J.C. Schouten,Comparison between conventional fixed-bed and microreactor technologyfor a portable hydrogen production case, Chemical Engineering Research andDesign 83 (A9) (2005) 1063–1075.
[8] G. Kolb, Fuel Processing for Fuel Cells, Wiley-VCH, Weinheim, 2008.[9] S. Specchia, A. Cutillo, G. Saracco, V. Specchia, Concept study on ATR and STR
fuel processors for liquid hydrocarbons, Industrial and Engineering ChemistryResearch 45 (2006) 5298–5307.
[10] A.L. Tonkovich, B. Yang, S.T. Perry, S.P. Fitzgerald, Y. Wang, From seconds tomilliseconds to microseconds through tailored microchannel reactor designof a steam methane reformer, Catalysis Today 120 (2007) 21–29.
[11] A.T. Larson, In: US 2425 625, 1947.[12] I. Fishtik, A. Alexander, R. Datta, D. Geana, A thermodynamic analysis of
hydrogen production by steam reforming of ethanol via response reactions,International Journal of Hydrogen Energy 25 (2000) 31–45.
[13] Y.-K. Lee, K.-S. Kim, J.-G. Ahn, I.-H. Son, W.C. Shin, Hydrogen production fromethanol over Co/ZnO catalyst in a multi-layered reformer, International Jour-nal of Hydrogen Energy 35 (2010) 1147–1151.
[14] I. Uriz, G. Arzamendi, E. Lopez, J. Llorca, L.M. Gandia, Computational and fluiddynamics simulation of ethanol steam reforming in catalytic wall microchan-nels, Chemical Engineering Journal 167 (2011) 603–609.
[15] F. Joensen, J.R. Rostrup-Nielsen, Conversion of hydrocarbons and alcohols forfuel cells, Journal of Power Sources 105 (2002) 195–201.
[16] H. Pennemann, V. Hessel, G. Kolb, H. Löwe, R. Zapf, Partial oxidation of propaneusing a micro structured reactor, Chemical Engineering Journal 135 (1) (2008)S66–S73.
[17] P.M. Tornianien, X. Chu, L.D. Schmidt, Comparison of monolith-supportedmetals for the direct oxidation of methane to syngas, Journal of Catalysis 146(1994) 1–10.
[18] M. Bosco, F. Vogel, Optically accessible channel reactor for the kinetic inves-tigation of hydrocarbon reforming reactions, Catalysis Today 116 (2006)348–353.
[19] K. Heitnes Hofstad, T. Sperle, O.A. Rokstad, A. Holen, Partial oxidation ofmethane to syngas over a Pt/10% Rh gauze, Catalysis Letters 45 (1-2) (1997)
97–105.[20] S. Ahmed, M. Krumpelt, Hydrogen from hydrocarbon fuels for fuel cells, Inter-national Journal of Hydrogen Energy 26 (4) (2001) 291–301.
[21] M. Flytzani-Stephanopoulos, G.E. Voecks, Catalytic autothermal reformingincreases fuel cell flexibility, Energy Progress 1 (1-4) (1981) 52–58.
Processing 65 (2013) 1– 44 39
[22] P.K. Cheekatamarla, A.M. Lane, Catalytic autothermal reforming of diesel fuelfor hydrogen generation in fuel cells I. Activity tests and sulfur poisoning,Journal of Power Sources 152 (2005) 256–263.
[23] S. Roychoudhury, M. Lyubovski, D. Walsh, D. Chu, E. Kallio, Design and devel-opment of a diesel and JP-8 logistic fuel processor, Journal of Power Sources160 (2006) 510–513.
[24] T. Rampe, A. Heinzel, B. Vogel, Hydrogen generation from biogenic and fossilfuels by autothermal reforming, Journal of Power Sources 86 (2000) 536–541.
[25] T. Aicher, B. Lenz, F. Gschnell, U. Groos, F. Federici, L. Caprile, L. Parodi, Fulprocessors for fuel cell APU applications, Journal of Power Sources 154 (2006)503–508.
[26] F. Heurtaux, V. Meille, I. Pitault, G. Santa-Cruz, Y. Swesi, L. Rouveyre, E. Soares,M. Forissier, Storage in cycloalkanes and in situ production of hydrogenin vehicles, in: 15th World Hydrogen Energy Conference, 2004, Yokohama,Japan, 2004.
[27] M.R. Rahimpour, R. Vakili, E. Pourazadi, A.M. Bahmanpour, D. Iranshahi,Enhancement of hydrogen production via coupling of MCH dehydrogena-tion reaction and methanol synthesis process by using thermally coupledheat exchanger reactor, International Journal of Hydrogen Energy 36 (2011)3371–3383.
[28] M. Taube, P. Taube, A liquid organic carrier of hydrogen as a fuel for automo-biles, Advanced Hydrogen Energy 2 (1981) 1077–1085.
[29] T.V. Choudhary, D.W. Goodman, CO-free fuel processing for fuel cell applica-tions, Catalysis Today 77 (2002) 65–78.
[30] R. Metkemeijer, P. Achard, Comparison of ammonia and methanol appliedindirectly in a hydrogen fuel cell, International Journal of Hydrogen Energy19 (6) (1994) 535–542.
[31] T.S. Christensen, Adiabatic prereforming of hydrocarbons—an important stepin syngas production, Applied Catalysis A 138 (1996) 285–309.
[32] Y. Hao, X. Du, L. Yang, Y. Shen, Y. Yang, Numerical simulation of configurationand catalyst-layer effects on micro-channel steam reforming of methanol,International Journal of Hydrogen Energy 36 (2011) 15611–15621.
[33] R. Zapf, C. Becker-Willinger, K. Berresheim, H. Holz, H. Gnaser, V. Hessel,G. Kolb, P. Löb, A.-K. Pannwitt, A. Ziogas, Detailed characterization of vari-ous porous alumina based catalyst coatings within microchannels and theirtesting for methanol steam reforming, Chemical Engineering Research andDevelopment A 81 (2003) 721–729.
[34] R. Zapf, G. Kolb, H. Pennemann, V. Hessel, Basic study of the adhesion of sev-eral alumina-based washcoats deposited onto stainless steel microchannels,Chemical Engineering & Technology 29 (12) (2006) 1509–1512.
[35] V. Meille, S. Pallier, G.V. Santa Cruz Bustamante, M. Roumanie, J.-P. Reymond,Deposition of �-Al2O3 layers on structured supports for the design of newcatalytic reactors, Applied Catalysis A 286 (2005) 232–238.
[36] G.-G. Park, D.J. Seo, S.-H. Park, Y.-G. Yoon, C.-S. Kim, W.-L. Yoon, Developmentof microchannel methanol steam reformer, Chemical Engineering Journal 101(1-3) (2004) 87–92.
[37] N.R. Peela, A. Mubayi, D. Kunzru, Washcoating of �-alumina on stainless steelmicrochannels, Catalysis Today 147S (2009) S17–S23.
[38] V. Meille, Review of methods to deposit catalysts on structured surfaces,Applied Catalysis A 315 (2006) 1–17.
[39] M. Flytzani-Stephanopoulos, G.E. Voecks, Autothermal reforming of aliphaticand aromatic hydrocarbon liquids, International Journal of Chemical ReactorEngineering 8 (7) (1983) 539–548.
[40] B. Lindstroem, L.J. Petterson, Deactivation of copper-based catalysts for fuelcell applications, Catalysis Letters 74 (1-2) (2001) 27–30.
[41] J. Bravo, A. Karim, T. Conant, G.P. Lopez, A. Datye, Wall coatingof a CuO/ZnO/Al2O3 methanol steam reforming catalyst for micro-channel reformers, Chemical Engineering Journal 101 (1-3) (2004)113–121.
[42] Y. Men, H. Gnaser, R. Zapf, G. Kolb, C. Ziegler, Steam reforming of methanolover Cu/CeO2/�-Al2O3 catalysts in a microchannel reactor, Applied CatalysisA 277 (2004) 83–90.
[43] Y. Men, H. Gnaser, R. Zapf, G. Kolb, V. Hessel, C. Ziegler, Parallel screening ofCu/CeO2/�-Al2O3 for steam reforming of methanol in a 10-channel micro-structured reactor, Catalysis Communications (5) (2004) 671–675.
[44] Y. Men, H. Gnaser, C. Ziegler, R. Zapf, V. Hessel, G. Kolb, Characterizationof Cu/CeO2/�-Al2O3 thin film catalysts by thermal desorption spectroscopy,Catalysis Letters 105 (1-2) (2005) 35–40.
[45] Y. Men, G. Kolb, R. Zapf, D. Tiemann, M. Wichert, V. Hessel, H. Löwe, A com-plete miniaturised microstructured methanol fuel processor/fuel cell systemfor low power applications, International Journal of Hydrogen Energy 33 (4)(2008) 1374–1382.
[46] A. Karim, J. Bravo, D. Gorm, T. Conant, A. Dayte, Comparison of wall-coatedand packed-bed reactors for steam reforming of methanol, Catalysis Today110 (2005) 86–91.
[47] P. Reuse, A. Renken, K. Haas-Santo, O. Görke, K. Schubert, Hydrogen pro-duction for fuel cell application in an autothermal microchannel reactor,Chemical Engineering Journal 101 (1-3) (2004) 133–141.
[48] M. Yang, S. Li, G. Chen, High-temperature steam reforming of methanolover ZnO-Al2O3 catalysts, Applied Catalysis B: Environmental 101 (2011)409–416.
[49] P. Pfeifer, M. Fichtner, K. Schubert, M.A. Liauw, G. Emig, Microstructuredcatalysts for methanol-steam reforming, in: P. Pfeifer, M. Fichtner, K. Schu-bert, M.A. Liauw, G. Emig (Eds.), Microreaction Technology: 3rd InternationalConference on Microreaction Technology, Proc. of IMRET 3, 2000, Berlin,Springer-Verlag, 2000, pp. 372–382.

4 ng and
0 G. Kolb / Chemical Engineeri[50] P. Pfeifer, K. Schubert, M. Fichtner, M.A. Liauw, G. Emig, Methanol-steamreforming in microstructures: difference between palladium and copper cat-alysts and testing of reactors for 200 W fuel cell power, in: 6th InternationalConference on Microreaction Technology, IMRET 6, 2002, New Orleans, USA,AIChE Pub. No. 164, 2002, pp. 125–130.
[51] P. Pfeifer, K. Schubert, M.A. Liauw, G. Emig, PdZn catalysts prepared by wash-coating microstructured reactors, Applied Catalysis A 270 (2004) 165–175.
[52] P. Pfeifer, K. Schubert, M.A. Liauw, G. Emig, Electrically heated microreactorsfor methanol steam reforming, Chemical Engineering Research and Design 81(A7) (2003) 711–720.
[53] Y.-H. Chin, R. Dagle, J. Hu, A.C. Dohnalkova, Y. Wang, Steam reforming ofmethanol over highly active Pd/ZnO catalyst, Catalysis Today 77 (2002) 79–88.
[54] J. Hu, W. Wang, D. VanderWiel, C. Chin, D. Palo, R. Rozmiarek, R. Dagle, J. Cao, J.Holladay, E. Baker, Fuel processing for portable power applications, ChemicalEngineering Journal 93 (2003) 55–60.
[55] Y.-H. Chin, Y. Wang, R.A. Dagle, X.S. Li, Methanol steam reforming overPd/ZnO: catalyst preparation and pretreatment studies, Fuel Process Tech-nology 83 (2003) 193–201.
[56] G. Xia, J.D. Holladay, R.A. Dagle, E.O. Jones, Y. Wang, Development of highlyactive Pd-ZnO/Al2O3 catalysts for microscale fuel processor applications,Chemical Engineering & Technology 28 (4) (2005) 515–519.
[57] Y. Men, G. Kolb, R. Zapf, M. O’Connell, A. Ziogas, Methanol steam reformingover bimetallic Pd-In/Al2O3 catalysts in a microstructured reactor, AppliedCatalysis A 380 (2010) 15–20.
[58] G. Kolb, S. Keller, S. Pecov, H. Pennemann, R. Zapf, Development of micro-structured catalytic wall reactors for hydrogen production by methanol steamreforming over novel Pt/In2O3/Al2O3 catalysts, Chemical Engineering Trans-actions 24 (Part 1) (2011) 133–138.
[59] G. Chen, S. Li, Q. Yuan, Pd-Zn/Cu-Zn-Al catalysts prepared for methanol oxida-tion reforming in microchannel reactors, Catalysis Today 120 (2007) 63–70.
[60] C. Horny, L. Kiwi-Minsker, A. Renken, Micro-structured string-reactor forautothermal production of hydrogen, Chemical Engineering Journal 101 (1-3)(2004) 3–9.
[61] C. Horny, A. Renken, L. Kiwi-Minsker, Compact string reactor for autothermalhydrogen production, Catalysis Today 120 (2007) 45–53.
[62] W. Zhou, Y. Tang, L. Pan, X. Wei, H. Chen, J. Xiang, A performance study ofmethanol steam reforming microreactor with porous copper fibre sinteredfelt as catalyst support for fuel cells, International Journal of Hydrogen Energy34 (2009) 9745–9753.
[63] Y. Men, G. Kolb, R. Zapf, V. Hessel, H. Löwe, Ethanol steam reforming in amicrochannel reactor, Process Safety and Environmental Protection 85 (B5)(2007) 413–418.
[64] O. Görke, P. Pfeifer, K. Schubert, Kinetic study of ethanol reforming in amicroreactor, Applied Catalysis A 360 (2009) 232–241.
[65] N.R. Peela, A. Mubayi, D. Kunzru, Steam reforming of ethanol overRh/CeO2/Al2O3 catalysts, Chemical Engineering Journal 167 (2011) 578–587.
[66] N.P. Peela, D. Kunzru, Steam reforming of ethanol in a microchannel reactor:kinetic study and reactor simulation, Industrial and Engineering ChemistryResearch 50 (2011) 12881–12894.
[67] N.P. Peela, U. Kunz, Oxidative steam reforming of ethanol over Rh based cat-alysts in a micro-channel reactor, International Journal of Hydrogen Energy36 (2011) 3384–3396.
[68] W. Cai, F. Wang, A.C. Van Veen, C. Descorme, Y. Schuurman, W. Shen, C.Mirodatos, Hydrogen production from ethanol steam reforming in a micro-channel reactor, International Journal of Hydrogen Energy 35 (3) (2010)1152–1159.
[69] J. Llorca, P. Ramirez de la Piscina, J.A. Dalmon, J. Sales, N. Homs, CO-free hydro-gen from steam-reforming of bioethanol over ZnO-supported cobalt catalyst.Effect of the metallic precursor, Applied Catalysis B: Environmental 43 (2003)355–369.
[70] J. Llorca, N. Homs, J. Sales, P. Ramirez de la Piscina, Efficient production ofhydrogen over supported cobalt catalysts from ethanol steam reforming,Journal of Catalysis 209 (2002) 306–317.
[71] M.A. Rahman, F.R. Garcia-Garcia, K. Li, On-board hydrogen generation by acatalytic hollow fibre microreactor for protable device applications, CatalysisCommunications 16 (2011) 128–132.
[72] M.A. Rahman, F.R. Garcia-Garcia, K. Li, Development of catalytic hollow fibremembrane microreactor as a microreformer unit for automotive application,J, Journal of Membrane Science 6 (2012) 68–75.
[73] M. Dominguez, G. Cristiano, E. Lopez, J. Llorca, Ethanol steam reforming overcobalt talc in a microreactor, Chemical Engineering Journal 176–177 (2011)280–285.
[74] J. Llorca, A. Casanovas, T. Trifonov, A. Rodriguez, R. Alccubilla, First use ofmacroporous silicon loaded with catalyst film for a chemical reaction: amicroreformer for producing hydrogen from ethanol steam reforming, Jour-nal of Catalysis 255 (2008) 228–233.
[75] A.F. Ghenciu, Review of fuel processing catalysts for hydrogen production inPEM fuel cell systems, Current in Solid State and Materials Science 6 (2002)389–399.
[76] R. Farrauto, S. Hwang, L. Shore, W. Ruettinger, J. Lampert, T. Giroux, Y. Liu,O. Ilinich, New material needs for hydrocarbon fuel processing: generating
hydrogen for the PEM fuel cell, Annual Reviews Material Research 33 (2003)1–27.[77] D.L. Trimm, Z.I. Önsan, Onboard fuel conversion for hydrogen-fuel-cell-driven vehicles, Catalysis Review-Science and Engineering 43 (1&2) (2001)31–84.
Processing 65 (2013) 1– 44
[78] E. Newson, T.B. Truong, Low-temperature catalytic partial oxidation of hydro-carbons (C1-C10) for hydrogen production, International Journal of HydrogenEnergy 28 (2003) 1379–1386.
[79] J. Find, J.A. Lercher, C. Cremers, U. Stumming, O. Kurtz, K. Crämer, Methanol-steam reforming in microstructures: difference between palladium andcopper catalysts and testing of reactors for 200 W fuel cell power, in: J. Find,J.A. Lercher, C. Cremers, U. Stumming, O. Kurtz, K. Crämer (Eds.), 6th Interna-tional Conference on Microreaction Technology, IMRET 6, 2002, New Orleans,USA, AIChE Pub. No. 164, 2002, pp. 99–104.
[80] M. Karakaya, S. Keskin, A.K. Avci, Parametric study of methane steam reform-ing to syngas in a catalytic microchannel reactor, Applied Catalysis A 411–412(2012) 114–122.
[81] E. Simsek, A.K. Avci, I. Önsan, Investigation of catalyst performance andmicrostructured reactor configuration for syngas production by methanesteam reforming, Catalysis Today 178 (2011) 157–163.
[82] Y. Wang, Y.H. Chin, R.T. Rozmiarek, B.R. Johnson, Y. Gao, J. Watson, A.Y.L.Tonkovich, D.P. Vander Wiel, Highly active and stable Rh/MgO-Al2O3 catalystsfor methane steam reforming, Catalysis Today 98 (2004) (2004) 575–581.
[83] U. Izquierdo, V.L. Barrio, J.F. Cambra, J. Requies, M.B. Guemes, P.L.Arias, G. Kolb, R. Zapf, A.M. Gutierrez, J.R. Arraibi, Hydrogen produc-tion from methane and natural gas steam reforming in conventionaland microreactor systems, International Journal of Hydrogen Energy,http://dx.doi.org/10.1016/j.ijhydene.2011.11.048 (2012).
[84] X. Zhai, Y. Cheng, Z. Zhang, Y. Jin, Y. Cheng, Steam reforming of methane overNi catalyst in microchannel reactor, International Journal of Hydrogen Energy36 (2011) 7105–7113.
[85] G. Kolb, R. Zapf, V. Hessel, H. Löwe, Propane steam reforming in micro-channels—results from catalyst screening and optimisation, Applied CatalysisA 277 (2004) 155–166.
[86] B.C. Enger, J. Walmsley, E. Bjoergum, R. Loedeng, P. Pfeifer, K. Schubert,A. Holmen, H.J. Venvik, Performance, SEM characterization of Rh impreg-nated microchannel reactors in the catalytic partial oxidation of methaneand propane, Chemical Engineering Journal 144 (2008) 489–501.
[87] A.R. Tadd, B.D. Gould, J.W. Schwank, Packed bed versus microreactor per-formance in autothermal reforming of isooctane, Catalysis Today 110 (1-2)(2005) 68–75.
[88] A. Stefanescu, A.C. Van Veen, E. Duval-Brunel, C. Mirodatos, Investigation of aNi-based steam reforming catalyst developed for the coating of microstruc-tures, Chemical Engineering Science 62 (2007) 5092–5096.
[89] G. Kolb, T. Baier, J. Schürer, D. Tiemann, A. Ziogas, H. Ehwald, P. Alphonse,A micro-structured 5 kW complete fuel processor for iso-octane as hydro-gen supply system for mobile auxiliary power units. Part I—development ofthe autothermal catalyst and reactor, Chemical Engineering Journal 137 (1-3)(2008) 653–663.
[90] J. Thormann, P. Pfeifer, U. Kunz, K. Schubert, Reforming of diesel fuel in amicroreactor, International Journal of Chemical Reactor Engineering 6 (P1)(2008).
[91] J. Thormann, P. Pfeifer, K. Schubert, U. Kunz, Reforming of diesel fuel in a microreactor for APU systems, Chemical Engineering Journal 135S (2008) S74–S81.
[92] J. Thormann, L. Maier, P. Pfeifer, U. Kunz, O. Deutschmann, K. Schubert,Steam reforming of hexadecane over a Rh/CeO2 catalyst in microchannels:experimental and numerical inverstigation, International Journal of Hydro-gen Energy 34 (2009) 5108–5120.
[93] M. Roumanie, V. Meille, C. Pijolat, G. Tournier, C. de Bellefont, P. Pouteau, C.Delattre, Design and fabrication of a structured catalytic reactor at microm-eter sclae: example of methylcyclohexane dehydrogenation, Catalysis Today110 (2005) 164–170.
[94] M. Prigent, On board hydrogen generation for fuel cell powered electric cars,Revue de l’institut francais du prétrole 52 (3) (1997) 349–359.
[95] J.C. Ganley, E.G. Seebauer, R.I. Masel, Development of a microreactor for theproduction of hydrogen from ammonia, Journal of Power Sources 137 (2004)53–61.
[96] J.H. Kim, O.C. Kwon, A micro reforming system integrated with aheat-recirculating micro-combustor to produce hydrogen from ammonia,International Journal of Hydrogen Energy 36 (2011) 1974–1983.
[97] V. Cominos, S. Hardt, V. Hessel, G. Kolb, H. Löwe, M. Wichert, R. Zapf, Amethanol steam micro-reformer for low power fuel cell applications, Chem-ical Engineering Communication 192 (5) (2005) 685–698.
[98] G. Kolb, V. Cominos, K. Drese, V. Hessel, C. Hofmann, H. Löwe, O. Wörz, R. Zapf,A novel catalyst testing microreactor for heterogeneous gas phase reactions,in: 6th International Conference on Microreaction Technology, IMRET 6, 2002,New Orleans, USA, AIChE Pub. No. 164, 2002, pp. 61–72.
[99] D.J. Seo, W.-L. Yoon, Y.-G. Yoon, S.-H. Park, G.-G. Park, C.-S. Kim, Develop-ment of a micro fuel processor for PEMFCs, Electrochimica Acta 50 (2004)719–723.
[100] X. Yu, S.-T. Tu, Z. Wang, Y. Qi, Development of a microchannel reactor concern-ing steam reforming of methanol, Chemical Engineering Journal 116 (2006)123–132.
[101] A. Kundu, J.E. Ahn, S.-S. Park, Y.G. Shul, H.S. Han, Process intensification bymicro-channel reactor for steam reforming of methanol, Chemical Engineer-ing Journal 135 (2008) 113–119.
[102] M.J. Stutz, N. Hotz, D. Poulikakos, Optimisation of methane reforming in amicroreactor—effects of catalyst loading and geometry, Chemical EngineeringScience 61 (2006) 4027–4040.
[103] J.M. Redenius, L.D. Schmidt, O. Deutschmann, Millisecond catalytic wall reac-tors: I Radiant burner, AIChE Journal 47 (5) (2001) 1177–1184.

g and
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
G. Kolb / Chemical Engineerin
104] A.D. Reay, Catalytic combustion: current status and implications for energyefficiency in the process industries, Heat Recovery Systems and CHP 13 (1993)383–390.
105] S. Vaccaro, L. Malangone, P. Ciambelli, Micro-scale catalytic reactor for syn-gas production, Industrial and Engineering Chemistry Research 49 (2010)10924–10933.
106] M. Gödde, C. Liebner, H. Hieronymus, Sicherheitstechnik in der mikroreak-tionstechnik, Chemie Ingenieur Technik 81 (1-2) (2009) 73–78.
107] A. Gritsch, G. Kolios, G. Eigenberger, Reaktorkonzepte zur autothermenFührung endothermer Hochtemperaturreaktionen, Chemie Ingenieur Tech-nik 76 (6) (2004) 722–725.
108] G. Kolios, J. Frauhammer, G. Eigenberger, Efficient reactor concepts forcoupling of endothermic and exothermic reactions, Chemical EngineeringScience 57 (2002) 1505–1510.
109] L. von Hippel, D. Arntz, J. Frauhammer, G. Eigenberger, G. Friedrich, DE19653989, 1998.
110] J. Frauhammer, G. Friedrich, G. Kolios, T. Klingel, G. Eigenberger, L. von Hippel,D. Arntz, Flow distribution concepts for new type monolithic co- or counter-current reactors, Chemical Engineering & Technology 22 (1999) 1012–1016.
111] M. Zanfir, A. Gavriilidis, Catalytic combustion assisted methane steam reform-ing in a catalytic plate reactor, Chemical Engineering Science 58 (2003)3947–3960.
112] I. Uriz, G. Arzamendi, E. Lopez, J. Llorca, L.M. Gandia, Computational fluiddynamics simulation of ethanol steam reforming in catalytic wall microchan-nels, Chemical Engineering Journal 167 (2011) 603–609.
113] L. Pan, S. Wang, Modeling of a compact plate-fin reformer for methanol steamreforming in fuel cell systems, Chemical Engineering Journal 108 (2005)51–58.
114] G. Arzamendi, P.M. Dieguez, M. Montes, J.A. Odriozola, E.F. Sousa-Aguiar,L.M. Gandia, Methane steam reforming in a microchannel reactor for GTLintensification: a computational fluid dynamics simulation study, ChemicalEngineering Journal 154 (2009) 168–173.
115] J. Frauhammer, G. Eigenberger, L. von Hippel, D. Arntz, A new reactor conceptfor endothermic high-temperature reactions, Chemical Engineering Science54 (15/16) (1999) 3661–3670.
116] A.M. Anzola, Y.M. Bruschi, E. Lopez, N.S. Schbib, M.N. Pedernera, D.O. Borio,Heat supply and hydrogen yield in an ethanol microreformer, Industrial andEngineering Chemistry Research 50 (2011) 2698–2705.
117] G. Kolb, C. Hofmann, M. O’Connell, J. Schürer, Micro-structured reactors fordiesel steam reforming, water-gas shift and preferential oxidation in the kilo-watt power range, Catalysis Today 147 (2009) 176–184.
118] G. Kolb, K.-P. Schelhaas, M. Wichert, J. Burfeind, C. Hesske, G. Bandlamudi,Development of a microstructured methanol fuel processor coupled to a hightemperature PEM fuel cell, Chemical Engineering & Technology 32 (11) (2009)1739–1747.
119] M. Wichert, Y. Men, M. O’Connell, D. Tiemann, R. Zapf, G. Kolb, S. Butschek,R. Frank, A. Schiegl, Self-sustained operation and durability test of a 300 W-class micro-structured LPG fuel processor, International Journal of HydrogenEnergy 36 (2011) 3496–3504.
120] M. O’Connell, G. Kolb, K.P. Schelhaas, J. Schürer, D. Tiemann, A. Ziogas, V. Hes-sel, Development and evaluation of a microreactor for the reforming of dieselfuel in the kW range, International Journal of Hydrogen Energy 34 (2009)6290–6303.
121] M. O’Connell, G. Kolb, K.P. Schelhaas, J. Schuerer, D. Tiemann, A. Ziogas, V.Hessel, An investigation into the transient behaviour of a microreactor systemfor the reforming of diesel fuel in the kW range, Chemical Engineering &Technology 32 (11) (2009) 1790–1798.
122] C.-Y. Hsueh, H.-S. Chu, W.-M. Yan, C.-H. Chen, Numerical study of heat andmass transfer in a plate methanol steam micro reformer with methanolcatalytic combustor, International Journal of Hydrogen Energy 35 (2010)6227–6238.
123] G.A. Petrachi, G. Negro, S. Specchia, G. Saracco, P.L. Maffetone, V. Specchia,Combining catalytic combustion and steam reforming in a novel multifunc-tional reactor for on-board hydrogen production from middle distillates,Industrial and Engineering Chemistry Research 44 (2005) 9422–9430.
124] M.A. Tadbir, M.H. Akbari, Methanol steam reforming in a planar wash coatedmicroreactor integrated with a micro-combustor, International Journal ofHydrogen Energy 36 (2011) 12822–12832.
125] X. Zhai, S. Ding, Y. Cheng, Y. Jin, Y. Cheng, CFD simulation with detailedchemistry of steam reforming of methane for hydrogen production in anintegrated micro-reactor, International Journal of Hydrogen Energy 35 (2010)5383–5392.
126] R.-Y. Chein, Y.-H. Chen, J.N. Chung, Thermal resistance effect on methanol-steam reforming performance in micro-scale reformers, International Journalof Hydrogen Energy 37 (2012) 250–262.
127] M. Karakaya, A.K. Avci, Microchannel reactor modelling for combustion drivenreforming of iso-octane, International Journal of Hydrogen Energy 36 (2011)6569–6577.
128] M. Grote, M. Maximi, Z. Yang, P. Engelhardt, H. Köhne, K. Lucka, M. Bren-ner, Experimental and computational investigations of a compact steamreformer for fuel oil and diesel fuel, Journal of Power Sources 196 (2011)
9027–9035.129] C.-Y. Hsueh, H.-S. Chu, W.-M. Yan, G.-C. Leu, J.-I. Tsai, Three-dimensionalanalysis of a plate methanol steam micro-reformer and a methanol cat-alytic combustor with different flow channel designs, International Journalof Hydrogen Energy 36 (2011) 13575–13586.
Processing 65 (2013) 1– 44 41
[130] J.M. Commenge, L. Falk, J.P. Corriou, M. Matlosz, Optimal design for flowuniformity in microchannel reactors, AIChE Journal 48 (2) (2000) 345–358.
[131] D. Zeng, M. Pan, L. Wang, Y. Tang, Fabrication and characteristics of cube-post microreactors for methanol steam reforming, Applied Energy 91 (2012)208–213.
[132] R.S. Besser, Thermal integration of a cylindrical symetric methanol fuel pro-cessor for portable fuel cell, International Journal of Hydrogen Energy 36(2011) 276–283.
[133] Y.-H. Chen, C. Zhang, R. Wu, M. Shi, Methanol steam reforming in microreactorwith constructural tree-shaped network, Journal of Power Sources 196 (2011)6366–6373.
[134] M. Fichtner, J. Mayer, D. Wolf, K. Schubert, Microstructured rhodium catalystsfor the partial oxidation of methane to syngas under pressure, Industrial andEngineering Chemistry Research 40 (16) (2001) 3475–3483.
[135] I. Aartun, T. Gjervan, H. Venvik, O. Görke, P. Pfeifer, M. Fathi, A. Holmen, K.Schubert, Catalytic conversion of propane to hydrogen in microstructuredreactors, Chemical Engineering Journal 101 (1-3) (2004) 93–99.
[136] I. Aartun, H.J. Venvik, A. Holmen, P. Pfeifer, O. Görke, K. Schubert, Temper-ature profiles and residence time effects during catalytic partial oxidationand oxidative steam reforming of propane in metallic microchannel reactors,Catalysis Today 110 (1-2) (2005) 98–107.
[137] A. Casanovas, M. Diominguez, C. Ledesma, E. Lopez, J. Llorca, Catalyticwalls and micro-devices for generating hydrogen by low temperature steamreforming of ethanol, Catalysis Today 143 (2009) 32–37.
[138] L.L. Makarshin, D.V. Andreev, A.G. Gribovskyi, V.N. Parmon, Catalytic par-tial oxidation in microchannel reactors with co-current and counter-currentreagent flows: an experimental comparison, Chemical Engineering Journal178 (2011) 276–281.
[139] A.V. Pattekar, M.V. Kothare, S.V. Karnik, M.K. Hatalis, A microreactor for in-situ hydrogen production by catalytic methanol reforming, in: MicroreactionTechnology-IMRET 5: Proc. of the 5th International Conference on Microre-action Technology, 2001, Strasbourg, France, 2001, pp. 332–342.
[140] A.V. Pattekar, M.V. Kothare, A microreactor for hydrogen production in microfuel cells, Journal of Microelectromechanical Systems 13 (1) (2004) 7–18.
[141] A.V. Pattekar, M.V. Kothare, A radial microfluidic fuel processor, Journal ofPower Sources 147 (2005) 116–127.
[142] J.W. Ha, J.H. Jang, J.H. Gil, S.-H. Kim, The fabrication and performanceof a poly(dimethylsiloxane) (PDMS)-based microreformer for applicationsin electronic devices, International Journal of Hydrogen Energy 33 (2008)2059–2063.
[143] E. Lopez, A. Irigoyen, T. Trifonou, A. Rodriguez, J. Llorca, A million-channelreformer on a fingertip: moving down the scale in hydrogen production,International Journal of Hydrogen Energy 35 (2010) 3472–3479.
[144] J. Hu, Y. Wang, C. Chin, D. Palo, R. Rozmiarek, R. Dagle, J. Cao, J. Holladay, E.Baker, Catalytic hydrogen production for small portable power applications,Fuel Chemistry Division Preprints 47 (2) (2002) 725–726.
[145] C.C. Cao, Y. Wang, J.D. Holladay, E.O. Jones, D.R. Palo, Design of micro-scalefuel processors assisted by numerical modelling, AIChE Journal 51 (3) (2005)982–988.
[146] K. Yoshida, S. Tanaka, H. Hiraki, M. Esashi, A micro fuel reformer intergratedwith a combustor and a microchannel evaporator, Journal of Micromechanicsand Microengineering 16 (2006) 191–197.
[147] S. Tanaka, K.-S. Chang, K.-B. Min, D. Satoh, K. Yoshida, M. Esashi, MEMS-based components of a miniatujre fuel cell/fuel reformer system, ChemicalEngineering Journal 101 (1–3) (2004) 143–149.
[148] T. Kim, S. Kwon, Design, fabrication and testing of a catalytic microreactor forhydrogen production, Journal of Micromechanics and Microengineering 16(2006) 1760–1768.
[149] T. Kim, J.S. Hwang, S. Kwon, A MEMS methanol reformer heated by decom-position of hydrogen peroxide, Laboratory Chip (7) (2007) 835–841.
[150] G.-G. Park, S.-D. Yim, Y.-G. Yoon, W.-Y. Lee, C.-S. Kim, D.-J. Seo, K.Eguchi, Hydrogen production with integrated microchannel fuel proces-sor for portable fuel cell systems, Journal of Power Sources 145 (2005)702–706.
[151] A. Kundu, J.H. Jang, H.R. Lee, S.-H. Kim, J.H. Gil, C.R. Jung, Y.S. Oh, MEMS-basedmicro-fuel processor for application in a cell phone, Journal of Power Sources162 (2006) 572–578.
[152] K. Shah, X. Ouyang, R.S. Besser, Microreaction for microfuel processing:challenges and prospects, Chemical Engineering Technology 28 (3) (2005)303–313.
[153] K.-S. Chang, S. Tanaka, M. Esashi, A micro-fuel processor with trench-refilledthick silicon dioxide for thermal isolation fabricated by water-immersion con-tact photolithography, Journal of Micromechanics and Microengineering 15(2005) S171–S178.
[154] J.W. Won, H.K. Jun, M.K. Jeon, S.I. Woo, Performance of microchannel reactorcombined with combustor for methanol steam reforming, Catalysis Today111 (2006) 158–163.
[155] J. Wang, G. Liu, Y. Xiong, X. Huang, Y. Guo, Y. Tian, Fabrication of ceramicmicrocomponents and microreactor for the steam reforming of ethanol,Microsystem Technologies 14 (2008) 1245–1249.
[156] T. Kim, Micro methanol reformer combined with catalytic combustor for
a PEM fuel cell, International Journal of Hydrogen Energy 34 (2009)6790–6798.[157] J. Jin, S. Kwon, Fabrication and performance test of catalytic micro-combustorsas a heat source of methanol steam reformer, International Journal of Hydro-gen Energy 35 (2010) 1803–1811.

4 ng and
2 G. Kolb / Chemical Engineeri[158] I. Hermann, M. Lindner, H. Winkelmann, H.G. Düsterwald, Microreactiontechnology in fuel processing for fuel cell vehicles, in: VDE World Microtech-nologies Congress, MICRO.tec 2000, EXPO Hannover, VDE, Verlag, Berlin,2000, pp. 447–453.
[159] S.P. Fitzgerald, R.S. Wegeng, A.L.Y. Tonkovich, Y. Wang, H.D. Freeman, J.L.Marco, G.L. Roberts, D.P. VanderWiel, A compact steam reforming reactorfor use in an automotive fuel processor, in: 4th International Conference onMicroreaction Technology, IMRET 4, 2000, Atlanta, USA, AIChE Topical Conf.Proc., 358–363.
[160] G.A. Whyatt, W.E. TeGrotenhuis, R.S. Wegeng, L.R. Pederson, Demonstrationof energy efficient steam reforming in microchannels for automotive fuelprocessing, Microreaction Technology-IMRET5: Proceedings of the 5th Inter-national Conference on Microreaction Technology, 2001, Strasbourg, France,303–312.
[161] A. Whyatt, C.M. Fischer, J.M. Davis, Development of a rapid-start on-boardautomotive steam reformer, in: A. Whyatt, C.M. Fischer, J.M. Davis (Eds.),AIChE Spring Meeting, 2004, New Orleans, LU.
[162] C. Cremers, J. Dehlsen, U. Stimming, P. Reuse, A. Renken, K. Haas-Santo, O.Görke, Schubert, Micro-structured-reactor-system for the steam reformingof methanol, in: C. Cremers, J. Dehlsen, U. Stimming, P. Reuse, A. Renken,K. Haas-Santo, O. Görke, Schubert (Eds.), 7th International Conference onMicroreaction Technology, IMRET 7, 2003, Lausanne, Switzerland, DECHEMA,Frankfurt, 56.
[163] C. Cremers, M. Stummer, U. Stimming, J. Find, J.A. Lercher, O. Kurtz, K.Crämer, K. Haas-Santo, O. Görke, K. Schubert, Micro-structured reactors forcoupled steam-reforming and catalytic combustion of methane, in: 7th Inter-national Conference on Microreaction Technology, IMRET 7, 2003, Lausanne,Switzerland, DECHEMA, Frankfurt, 100.
[164] P. Pfeifer, L. Bohn, O. Görke, K. Haas-Santo, K. Schubert, Microstructuredcomponents for hydrogen production from various hydrocarbons, ChemicalEngineering & Technology 28 (4) (2005) 474–476.
[165] L. Pan, S. Wang, Methanol steam reforming in a compact plate-fin reformerfor fuel cell systems, International Journal of Hydrogen Energy 30 (2005)973–979.
[166] S.-K. Ryi, J.-S. Park, S.-H. Choi, S.-H. Cho, S.-H. Kim, Novel micro fuel pro-cessor for PEMFCs with heat generation by catalytic combustion, ChemicalEngineering Journal 113 (2005) 47–53.
[167] S.K. Ryi, J.S. Park, S.H. Cho, S.H. Kim, Fast start-up of microchannel fuel pro-cessor integrated with an igniter for hydrogen combustion, Journal of PowerSources 161 (2006) 1234–1240.
[168] G. Kolb, J. Schürer, D. Tiemann, M. Wichert, R. Zapf, V. Hessel, H. Löwe, Fuelprocessing in integrated microstructured heat-exchanger reactors, Journal ofPower Sources 171 (1) (2007) 198–204.
[169] I. Kang, S. Yoon, J. Bae, J.H. Kim, J. Bae, D. Lee, Y. Song, The micro-reactor testingof catalysts and fuel delivery apparatuses for diesel mautothermal reforming,Catalysis Today 136 (2008) 249–257.
[170] C. Mengel, M. Konrad, R. Wruck, K. Lucka, H. Köhne, Diesel steam reformingfor PEM fuel cells, Journal of Fuel Cell Science and Technology 21 (5) (2008)1–5.
[171] D.G. Löffler, K. Taylor, D. Mason, A light hydrocarbon fuel processor producinghigh-purity hydrogen, Journal of Power Sources 117 (2003) 84–91.
[172] V. Gepert, M. Kilgus, T. Schiestel, H. Brunner, G. Eigenberger, C. Merten,Ceramic supported capillary Pd membranes for hydrogen separation: poten-tial and present limitations, Fuel Cells 6 (2006) 472–481.
[173] A. Li, W. Liang, R. Hughes, Fabrication of dense palladium composite mem-branes for hydrogen separation, Catalysis Today 56 (2000) 45–51.
[174] D. Montane, E. Bolshak, S. Abello, Thermodynamic analysis of fuel processorsbased on catalytic wall reactors and membrane systems for ethanol steamreforming, Chemical Engineering Journal 175 (2011) 519–533.
[175] J. Xuan, D.Y.C. Leung, M.K.H. Leung, M. Ni, H. Wang, Chemical and trans-port behaviors in a microfluidic reformer with catalytic supported membranefor efficient hydrogen production and purification, International Journal ofHydrogen Energy 37 (2012) 2614–2622.
[176] S. Kurungot, T. Yamaguchi, S.-I. Nakao, Rh/�-Al2O3 catalytic layerintergrated with sol-gel synthesized microporous silica membrane forcombact membrane reactor applications, Catalysis Letters 86 (4) (2003)273–278.
[177] S.V. Karnik, M.K. Hatalis, M.V. Kothare, Towards a palladium micro-membranefor the water-gas shift reaction: microfabrication approach and hydrogenpurification results, Journal of Microelectromechanical Systems 12 (1) (2003)93–100.
[178] K.-R. Hwang, C.-B. Lee, S.-W. Lee, S.-K. Ryi, J.-S. Park, Novel micro-channelmethane reformer assisted combustion reaction for hydrogen production,International Journal of Hydrogen Energy 36 (2011) 473–481.
[179] T. Giroux, S. Hwang, Y. Liu, W. Ruettinger, L. Shore, Monolithic structuresas alternatives to particulate catalysts for the reforming of hydrocarbonsfor hydrogen generation, Applied Catalysis B: Environmental 56 (2005)95–110.
[180] G. Germani, P. Alphonse, M. Courty, Y. Schuurman, C. Mirodatos, Plat-inum/ceria/alumina catalysts on microstructures for carbon monoxideconversion, Catalysis Today 110 (1-2) (2005) 114–120.
[181] O. Görke, P. Pfeifer, K. Schubert, Water gas shift reaction and selective oxida-tion of CO in microreactors, Applied Catalysis A 263 (2004) 11–18.
[182] G. Kolb, H. Pennemann, R. Zapf, Water-gas shift reaction in micro-channels—results from catalyst screening and optimisation, Catalysis Today110 (1–2) (2005) 121–131.
Processing 65 (2013) 1– 44
[183] A.L. Tonkovich, J.L. Zilka, M.J. LaMont, Y. Wang, R. Wegeng, Microchannelchemical reactor for fuel processing applications.—I. Water gas shift reactor,Chemical Engineering Science 54 (1999) 2947–2951.
[184] J.M. Zalc, V. Sokolovskii, D.G. Löffler, Are noble metal-based water-gas shiftcatalysts practical for automotive fuel processing? Journal of Catalysis 206(2002) 169–171.
[185] S. Fiorot, C. Galetti, S. Specchia, G. Saracco, V. Specchia, Development of watergas shift supported catalysts for fuel processor units, International Journal ofChemical Reactor Engineering 5 (2007) A113.
[186] W.E. TeGrotenhuis, D.L. King, K.P. Brooks, B.J. Holladay, R.S. Wegeng, Optimiz-ing microchannel reactors by trading-off equilibrium and reaction kineticsthrough temperature management, in: 6th International Conference onMicroreaction Technology, IMRET 6, 2002, New Orleans, USA, AIChE Pub. No.164, 18–28.
[187] G.-Y. Kim, J.R. Mayor, J. Ni, Parametric study of microreactor design for watergas shift reactor using an integrated reaction and heat exchange model, Chem-ical Engineering Journal 110 (2005) 1–10.
[188] T. Baier, G. Kolb, Temperature control of the water-gas shift reaction inmicrostructured reactors, Chemical Engineering Science 62 (17) (2007)4602–4611.
[189] J. Pasel, P. Cremer, J. Stalling, B. Wegner, R. Peters, D. Stolten, Comparisonof two different reactor concepts for the water-gas shift reaction, Fuel CellSeminar, 2002, Palm Springs, CF, 607–610.
[190] E.L. Romero, B.A. Wilhite, Enhancement of water-gas shift conversion viaexternally imposed temperature profiles: comparison of linear, convex andGaussian profiles, Chemical Engineering Journal 175 (2011) 433–442.
[191] G. Kolb, T. Baier, J. Schürer, D. Tiemann, A. Ziogas, S. Specchia, E. Galetti, G.Germani, Y. Schuurman, A micro-structured 5 kW complete fuel processor foriso-octane as hydrogen supply system for mobile auxiliary power units. PartII—Development of water-gas shift and preferential oxidation reactors andassembly of the fuel processor, Chemical Engineering Journal 138 (3) (2008)474–489.
[192] A.R. Dubrovskiy, E.V. Rebrov, S.A. Kuznetsov, J.C. Schouten, A microstructuredreactor/heat-exchanger for the water-gas shift reaction operated in the 533-673 K range, Catalysis Today 147S (2009) S198–S203.
[193] M. O’Connell, G. Kolb, K.P. Schelhaas, J. Schuerer, D. Tiemann, A. Ziogas, V.Hessel, The development and evaluation of microstructured reactors for thewater-gas shift and preferential oxidation reactions in the 5 kW range, Inter-national Journal of Hydrogen Energy 35 (2010) 2317–2327.
[194] M. O’Connell, G. Kolb, K.-P. Schelhaas, J. Schuerer, D. Tiemann, S. Keller, D.Reinhard, V. Hessel, An investigation into an integrated water gas shift andpreferential oxidation reactor system on the kW scale, Industrial and Engi-neering Chemistry Research 1091 (2010) 7–10923.
[195] M.J. Kahlich, H.A. Gasteiger, R.J. Behm, Preferential oxidation of CO over Pt/�-Al2O3 and Au/�-Fe2O3: Reactor design calculations and experimental results,Journal of New Materials for Electrochemical Systems 1 (1998) 39–46.
[196] R.H. Nibbelke, M.A. Campman, J.H.B.J. Hoebink, G.B. Marin, Kinetic study ofthe CO oxidation over Pt/(-Al2O3 and Pt/Rh/CeO2/(-Al2O3 in the presence ofH2O and CO2, Journal of Catalysis 171 (1997) 358–373.
[197] G. Nikolaidis, T. Baier, R. Zapf, G. Kolb, V. Hessel, W.F. Maier, Kinetic study ofCO preferential oxidation over Pt/Rh/�-Al2O3 catalyst in a microstructuredrecycle reactor, Catalysis Today 145 (2008) 90–100.
[198] X. Ouyang, L. Bednarova, R.S. Besser, P. Ho, Preferential oxidation (PrOx) ina thin-film catalytic microreactor: advantages and limitations, AIChE Journal51 (6) (2005) 1758–1771.
[199] R.E. Delsman, M.H.J.M. de Croon, A. Pierik, G.J. Kramer, P.D. Cobden, C. Hof-mann, V. Cominos, J.C. Schouten, Design and operation of a preferentialoxidation microdevice for a portable fuel processor, Chemical EngineeringScience 59 (2004) 4795–4802.
[200] V. Cominos, V. Hessel, C. Hofmann, G. Kolb, R. Zapf, A. Ziogas, E. Delsman, J.Schouten, Selective oxidation of carbon monoxide in a hydrogen-rich fuel cellfeed using a catalyst coated microstrucred reactor, Catalysis Today 110 (1-2)(2005) 140–153.
[201] V. Sebastian, S. Irusta, R. Mallada, J. Santamaria, Microreactors with Pt/zeolitecatalytic films for the selective oxidation of CO in simulated reformer systems,Catalysis Today 147S (2009) S10–S16.
[202] O. Görke, P. Pfeifer, Perferential CO oxidation over a platinum ceria aluminacatalyst in a microchannel reactor, International Journal of Hydrogen Energy36 (2011) 4673–4681.
[203] S.-M. Hwang, O.J. Kwon, S.H. Ahn, J.J. Kim, Silicon based micro-reactorfor preferential CO-oxidation, Chemical Engineering Journal 146 (2009)105–111.
[204] C. Galetti, S. Specchia, G. Saracco, V. Specchia, CO preferential oxidationin H2-rich gas for fuel cell applications: microchannel reactor performancewith Rh-based catalyst, International Journal of Hydrogen Energy 33 (2008)3045–3048.
[205] C. Galetti, S. Specchia, G. Saracco, V. Specchia, Development of a lab scalecatalytic metal plate-channels reactor for CO preferential oxidation, ChemicalEngineering Journal 154 (2009) 246–250.
[206] G. Arzamendi, I. Uriz, P.M. Dieguez, O.H. Laguna, W.Y. Hernandez, A. Alvarez,M.A. Centeno, J.A. Odriozola, M. Montes, L.M. Gandia, Selective removal over
Au/CeFe and CeCu catalysts in microreactors studied through kinetic analysisand CFD simulations, Chemical Engineering Journal 167 (2011) 588–596.[207] H. Li, X. Yu, S.-T. Tu, J. Yan, Z. Wang, Catalytic performance and characteriza-tion of Al2O3 supported Pt-Co catalyst coatings for preferential CO oxidationin a micro-reactor, Applied Catalysis A 387 (2010) 215–223.

g and
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
G. Kolb / Chemical Engineerin
208] K.-Y. Kim, J. Han, S.W. Nam, T.-H. Lim, H.-I. Lee, Preferential oxidation of COover CuO/CeO2 and Pt-Co/Al2O3 catalysts in micro-channel reactors, CatalysisToday 131 (2008) 431–436.
209] P.V. Snytnikov, M.M. Popova, Y. Men, E.V. Rebrov, G. Kolb, V. Hessel, J.C.Schouten, V.A. Sobyanin, Preferential CO oxidation over a copper-ceriumoxide catalyst in a microchannel reactor, Applied Catalysis A 350 (2008)53–62.
210] G. Guan, R. Zapf, G. Kolb, V. Hessel, H. Löwe, J. Ye, R. Zentel, Preferen-tial CO oxidation over catalysts with well-defined inverse opal structurein microchannels, International Journal of Hydrogen Energy 33 (2) (2008)797–801.
211] A. Manaslip, E. Gulari, Selective oxidation over Pt/alumina catalystsfor fuel cell applications, Applied Catalysis B. Environmental 37 (2002)17–25.
212] M.J. Castaldi, R. LaPierre, M. Lyubovski, W. Pfefferle, S. Roychoudhury, Effect ofwater on performance and sizing of fuel-processing reactors, Catalysis Today99 (2005) (2005) 339–346.
213] I.H. Son, A.M. Lane, D.T. Johnson, The study of the deactivation of water-pretreated Pt/�-Al2O3 for low-temperature selective CO oxidation inhydrogen, Journal of Power Sources 124 (2003) 415–419.
214] G. Avgouropoulos, J. Papavasiliou, T. Tabakova, V. Idakiev, T. Ioannides, Acomparative study of ceria-supported gold and copper oxide catalysts forpreferential CO oxidation reaction, Chemical Engineering Journal 124 (2006)41–45.
215] X. Ouyang, R.S. Besser, Effect of reactor heat transfer limitations on CO pref-erential oxidation, Journal of Power Sources 141 (2005) 39–46.
216] L. Pan, S. Wang, A compact integrated fuel-processing system for protonexchange membrane fuel cells, International Journal of Hydrogen Energy 31(2006) 447–454.
217] S. Cruz, O. Sanz, R. Poyato, O.H. Laguna, F.J. Echave, L.C. Almeida, M.A. Cen-teno, G. Arzamendi, L.M. Gandia, E.F. Souza-Aguiar, M. Montes, J.A. Odriozola,Design and testing of a microchannel reactor for the PROX reaction, ChemicalEngineering Journal 167 (2011) 634–642.
218] C.D. Dudfield, R. Chen, P.L. Adock, A carbon monoxide PROX reactor for PEMfuel cell automotive application, International Journal of Hydrogen Energy 26(2001) 763–775.
219] C.D. Dudfield, R. Chen, P.L. Adcock, Evaluation and modelling of a selectiveoxidation reactor for solid polymer fuel cell automotive applications, Journalof Power Sources 85 (2000) 237–244.
220] C.D. Dudfield, R. Chen, P.L. Adcock, A compact CO selective oxidation reactorfor solid polymer fuel cells powered vehicle applications, Journal of PowerSources 86 (2000) 214–222.
221] S. Srinivas, A. Dhingra, H. Im, E. Gulari, A scaleable silicon microreactor forpreferential Co oxidation: performance comparison with a tubular packed-bed microreactor, Applied Catalysis A 274 (2004) 285–293.
222] E. Lopez, G. Kolios, G. Eigenberger, Preferential oxidation in a folded-platereactor, Chemical Engineering Science 62 (2007) 5598–5601.
223] C. Galletti, S. Specchia, V. Specchia, CO selective methanation in H2-rich gasfor fuel cell applications: microchannel reactor performance with Ru-basedcatalysts, Chemical Engineering Journal 167 (2011) 616–621.
224] G. Xu, X. Chen, Z.-G. Zhang, Temperature-staged methanation: an alterna-tive method to purify hydrogen-rich fuel gas for PEFC, Chemical EngineeringJournal 121 (2006) 97–107.
225] S. Takenaka, T. Shimizu, K. Otsuka, Complete removal of carbon monox-ide in hydrogen-rich gas stream through methanation over supportedmetal catalysts, International Journal of Hydrogen Energy 29 (2004)1065–1073.
226] O. Görke, P. Pfeifer, K. Schubert, Highly selective methanation by the use of amicrochannel reactor, Catalysis Today 110 (1-2) (2005) 132–139.
227] Y. Men, G. Kolb, R. Zapf, V. Hessel, H. Löwe, Selective methanation of carbonoxides in a microchannel reactor–primary screening and impact of additives,Catalysis Today 125 (2007) 81–87.
228] K. Shah, R.S. Besser, Key issues in the microchemical systems-based methanolfuel processor: energy density, thermal integration and heat loss mechanisms,Journal of Power Sources 166 (2007) 177–193.
229] E.R. Delsman, C.U. Uju, M.H.J.M. de Croon, J.C. Schouten, K.J. Ptasinski, Exergyanalysis of an integrated fuel processor and fuel cell system, Energy 31 (2005)3300–3309.
230] H. Aoki, H. Mitsui, T. Shimazu, K. Kimura, T. Masui, A numerical study onthermal efficiency of fuel cell systems combined with reformer, in: H. Aoki,H. Mitsui, T. Shimazu, K. Kimura, T. Masui (Eds.), 16th World Hydrogen EnergyConference, 2006, Lyon, France, 1–10.
231] G. Kolb, Y. Men, K.P. Schelhaas, D. Tiemann, R. Zapf, J. Wilhelm, Developmentwork on a microstructured 50 kw ethanol fuel processor for a small scalestationary hydrogen supply system, Industrial and Engineering ChemistryResearch 50 (2011) 2554–2561.
232] G.M. Rantamala, N. Shah, V. Mehta, P.V. Rao, S. Devotta, Integrated fuel cellprocessor for a 5 kW proton-exchange membrane fuel cell, Industrial andEngineering Chemistry Research 44 (2005) 1535–1541.
233] W.C. Shin, R.S. Besser, Towards autonomous control of microreactor sys-tem for steam reforming of methanol, Journal of Power Sources 164 (2007)
328–335.234] P.M. Irving, W. Lloyd Allen, T. Healey, W.J. Thomson (Eds.), Catalytic Microreactor Systems for Hydrogen Generation, Springer-Verlag, Berlin, 2001.
235] P. Irving, Q. Ming, J. Harrison, Novel catalytic fuel reforming, In: DOE HydrogenProgram Report, 2004.
Processing 65 (2013) 1– 44 43
[236] P.M. Irving, J.S. Pickles, Operational requirements for a multi-fuel processorthat generates hydrogen from bio- and petroleum based fuels, in: Fuel CellSeminar, Honolulu, 2006.
[237] P. Irving, Q. Ming, Integration of a diesel fuel processor and high temperaturefuel cell, in: Fuel Cell Seminar, Uncasville, Conn. (US), 2010.
[238] D. Palo, R. Rozmiarek, P. Steven, J. Holladay, C. Guzman, Y. Wang, J. Hu, R.Dagle, E. Baker (Eds.), Fuel Processor Development for a Soldier-Portable FuelCell System, Springer-Verlag, Berlin, 2001.
[239] D.R. Palo, J.D. Holladay, R.T. Rozmiarek, C.E. Guzman-leong, Y. Wang, J. Hu,Y.-H. Chin, R.A. Dagle, E.G. Baker, Development of a soldier-portable fuel cellpower system. Part I: a bread-board methanol fuel processor, Journal of PowerSources 108 (2002) 28–34.
[240] E. Jones, J. Holladay, S. Perry, R. Orth, B. Rozmiarek, J. Hu, M. Phelps, C. Guz-man (Eds.), Sub-watt Power Using an Integrated Fuel Processor and Fuel Cell,Springer-Verlag, Berlin, 2001.
[241] J.D. Holladay, E.O. Jones, M. Phelps, J. Hu, Microfuel processors for use in aminiature power supply, Journal of Power Sources 108 (2002) 21–27.
[242] J. Holladay, E. Jones, D.R. Palo, M. Phelps, Y.-H. Chin, R. Dagle, J. Hu, Y. Wang, E.Baker, Miniature fuel processors for portable fuel cell power supplies, Mate-rials Research Society Symposium Proceedings 756 (2003) FF9.2.1–FF9.2.6.
[243] J.D. Holladay, J.S. Wainright, E.O. Jones, S.R. Gano, Power generation usinga mesoscale fuel cell integrated with a microscale fuel processor, Journal ofPower Sources 130 (2004) 111–118.
[244] A.M. Johnston, B.S. Haynes, Heatric steam reforming technology, in: A.M.Johnston, B.S. Haynes (Eds.), AIChE Spring National Meeting-2nd Topical Con-ference on Natural Gas Utilization, 2001, New Orleans, LU, AIChE, 112–118.
[245] E.L.C. Seris, G. Abramowitz, A.M. Johnston, B.S. Haynes, Demonstrationplant for distributed production of hydrogen from steam reforming ofmethane, Chemical Engineering Research and Design 83 (A6) (2005)619–625.
[246] E.L.C. Seris, G. Abramowitz, A.M. Johnston, B.S. Haynes, Scaleable, microstruc-tured plant for steam reforming of methane, Chemical Engineering Journal135S (2008) S9–S16.
[247] B.S. Haynes, A.M. Johnston, Process design and performance of a microstruc-tured convective steam-methane reformer, Catalysis Today 178 (2011)34–41.
[248] A.Y. Tonkovich, S. Perry, Y. Wang, D. Qiu, T. LaPlante, W.A. Rogers, Microchan-nel process technology for compact methane steam reforming, ChemicalEngineering Science 59 (2004) 4819–4824.
[249] A. Tonkovich, D. Kuhlmann, A. Rogers, J. McDaniel, S. Fitzgerald, R. Arora, T.Yuschak, Microchannel technology scale-up to commercial capacity, Chemi-cal Engineering Research and Design 83 (A6) (2005) 634–639.
[250] J.D. Holladay, Y. Wang, E. Jones, Review of developments in portable hydro-gen production using microreactor technology, Chemical Reviews 104 (2004)4767–4790.
[251] T. Terazaki, M. Nomura, K. Takeyama, O. Nakamura, T. Yamamoto, Develop-ment of multi-layered microreactor with methanol reformer for small PEMFC,Journal of Power Sources 145 (2005) 691–696.
[252] N. Ogura, Y. Kawamura, T. Yahata, K. Yamamoto, T. Terazaki, M. Nomura,K. Takeyama, O. Nakamura, T. Namai, T. Terada, H. Bitoh, T. Yamamoto, A.Igarashi, Small PEMFC system with multi-layered microreactor, PowerMEMS,2004, Kyoto, Japan, 142–145.
[253] Y. Kawamura, N. Ogura, T. Yamamoto, A. Igarashi, A miniaturised methanolreformer with Si-based microreactor for a small PEMFC, Chemical EngineeringScience 61 (2006) 1092–1101.
[254] Y. Kawamura, A micro fuel processor with microreactor for a small fuel cellsystem, in: Small Fuel Cells Conference, Miami, FL, US, 2007.
[255] B. Glöckler, A. Gritsch, A. Morillo, G. Kolios, G. Eigenberger, Autothermalreactor concepts for endothermic fixed-bed reactions, Chemical EngineeringResearch and Design 82 (A2) (2004) 148–159.
[256] J. Hallmark, S. Samms, C. Casellano, Y. Liu, Development of a ceramic wall-coated methanol fuel processor using novel co-firable steam reformationcatalyst, in: Fuel Cell Seminar, Hawaii, Honolulu, 2006.
[257] O.J. Kwon, S.-M. Hwang, J.H. Chae, M.S. Kang, J.J. Kim, Performance of a minia-turized silicon reformer-PrOx-fuel cell system, Journal of Power Sources 165(2007) 342–346.
[258] D.-E. Park, T. Kim, S. Kwon, C.-K. Kim, E. Yoon, Micromachined methanolsteam reforming system as hydrogen supplier for portable proton exchangemembrane fuel cells, Sensors and Actuators A 135 (2007) 58–66.
[259] M. O’Connell, G. Kolb, K.-P. Schelhaas, M. Wichert, D. Tiemann, H. Penne-mann, R. Zapf, Towards mass production of microstructured fuel processorsfor application in future distributed energy generation systems: a review ofrecent progress at IMM, Chemical Engineering Research and Design 90 (2012)11–18.
[260] J.H. Lee, G.S. Do, H.J. Moon, O.C. Kwon, An annulus-type micro reforming sys-tem integrated witha two-staged micro-combustor, International Journal ofHydrogen Energy 35 (2010) 1819–1828.
[261] L. Pan, C. Ni, X. Zhang, Z. Yuan, C. Zhang, S. Wang, Study on a compact methanolreformer for a miniature fuel cell, International Journal of Hydrogen Energy36 (2011) 319–325.
[262] J.J. Lerou, A.L. Tonkovich, L. Silva, S. Perry, J.M.C. Daniel, Microchannel archi-
tecture enables greener processes, Chemical Engineering Science 65 (2010)380–385.[263] R. Guettel, T. Turek, Comparison of different reactor types for low temperatureFischer-Tropsch synthesis: a simulation study, Chemical Engineering Science64 (2009) 955–964.

4 ng and
4 G. Kolb / Chemical Engineeri[264] G. Arzamendi, P.M. Dieguez, M. Montes, J.A. Odriozola, E.F. Sousa-Aguiar,L.M. Gandia, Computational fluid dynamics study of heat transfer in amicrochannel reactor for low-temperature Fischer-Tropsch, Chemical Engi-neering Journal 160 (2010) 915–922.
[265] Y.-H. Chin, J. Hu, C. Cao, Y. Gao, Y. Wang, Preparation of a novel structuredcatalyst based on aligned carbon nanotube arrays for a microchannel Fischer-Tropsch synthesis reactor, Catalysis Today 110 (1–2) (2005) 47–52.
[266] L. Guillou, S. Paul, V. Le Courtois, Investigation of H2 stageing effects on COconversion and product distribution for Fischer-Tropsch synthesis in a struc-tured microchannel reactor, Chemical Engineering Journal 136 (2008) 66–76.
[267] C. Cao, J. Hu, S. Li, W. Wilcox, Y. Wang, Intensified Fischer-Tropsch synthe-sis process with microchannel catalytic reactors, Catalysis Today 140 (2009)149–156.
[268] R. Myrstad, S. Eri, P. Pfeifer, E. Rytter, A. Holmen, Fischer-Tropsch synthesis ina microstructured reactor, Catalysis Today 147S (2009) S301–S304.
[269] J. Knochen, R. Guettel, C. Knobloch, T. Turek, Fischer-Tropsch synthesis inmilli-structured fixed-bed reactors: experimental study and scale-up con-siderations, Chemical Engineering and Processing 49 (2010) 958–964.
[270] L.C. Almeida, F.J. Echave, O. Sanz, M.A. Centeno, G. Arzamendi, L.M. Gan-dia, E.F. Sousa-Aguiar, J.A. Odriozola, M. Montes, Fischer-Tropsch synthesisin microchannels, Chemical Engineering Journal 167 (2011) 536–544.
[271] S. Chambrey, P. Fongarland, H. Karaca, S. Piche, A. Griboval-Constant, D.Schweich, F. Luck, S. Savin, A.Y. Khodakov, Fischer-Tropsch synthesis in milli-fixed bed reactor: Comparison with centrimetric fixed bed and slurry stirredtank reactors, Catalysis Today 171 (2011) 201–206.
[272] S.R. Deshmukh, A.L. Tonkovich, K.T. Jarosch, L. Schrader, S.P. Fitzgerald, D.R.Kilanovski, J.J. Lerou, T.J. Mazanec, Scale-up of microchannel reactors forFischer-Tropsch synthesis, Industrial and Engineering Chemistry Research 49(2010) 10883–10888.
[273] J. McDaniel., The microchannel advantage, in: CWC World XTL Summitt, Lon-don, 2011.
[274] F. Daly, A.L. Tonkovich, Enabling offshore production of methanol by use ofan isopotential reactor, in: X. Bao, Y. Xu (Eds.), Stud. Surf. Sci. Catal., vol. 147,Elsevier Ltd., 2004, pp. 415–420.
[275] A.L. Tonkovich, K. Jarosch, R. Arora, L. Silva, S. Perry, J.M.C. Daniel, F. Daly, B.Litt, Methanol production FPSO plant concept using multiple microchannelunit operations, Chemical Engineering Journal 135 (S1) (2008) S2–S8.
[276] X.K. Phan, H.D. Bakhtiary, R. Myrstad, J. Thormann, P. Pfeifer, H.J. Venvik,A. Holmen, Preparation and performance of a catalyst-coated stacked foilmicroreactor for the methanol synthesis, Industrial and Engineering Chem-istry Research 49 (2010) 10934–10941.
[277] H.D. Bakhtiary-Davijany, F. Hayer, X.K. Phan, R. Myrstad, H.J. Venvik, P. Pfeifer,A. Holmen, Characteristics of an integrated micro packed bed reactor heat-exchanger for methanol synthesis from syngas, Chemical Engineering Journal167 (2011) 496–503.
[278] J. Hu, Y. Wang, C. Cao, D.C. Elliott, D.J. Stevens, J.F. White, Conversion ofbiomass-derived syngas to alcohols and C2 oxygenates using supported Rhcatalysts in a microchannel reactor, Catalysis Today 120 (2007) 90–95.
[279] A. Agiral, T. Nozaki, M. Nakase, S. Yuzawa, K. Okazaki, J.G.E. Gardeniers, Gas-to-liquids process using multi-phase flow, non-thermal plasma microreactor,Chemical Engineering Journal 167 (2-3) (2010) 560–566.
[280] T. Nozaki, A. Agiral, S. Yuzawa, J.G.E. Gardeniers, K. Okazaki, A single step
methane conversion into synthetic fuels using microplasma reactor, ChemicalEngineering Journal 166 (2011) 288–293.[281] T. Nozaki, A. Hattori, K. Okazaki, Partial oxidation of methane using amicroscale non-equilibrium plasma reactor, Catalysis Today 98 (2004)607–616.
Processing 65 (2013) 1– 44
[282] T.A. Semelsberger, R.L. Borup, H.L. Greene, Dimethyl ether (DME) as an alter-native fuel, Journal of Power Sources 156 (2006) 497–511.
[283] J. Hu, Y. Wang, C. Cao, D.C. Elliott, D.J. Stevens, J.F. White, Conversion ofbiomass syngas to DME using a microchannel reactor, Industrial and Engi-neering Chemistry Research 44 (2005) 1722–1727.
[284] F. Hayer, H.D. Bakhtiary-Davijany, R. Myrstad, A. Holmen, P. Pfeifer,H.J. Venvik, Synthesis of dimethyl ether from syngas in a microchannelreactor—simulation and experimental study, Chemical Engineering Journal167 (2011) 610–615.
[285] Z. Helwani, M.R. Othman, N. Aziz, W.J.N. Fernando, J. Kim, Technologies forproduction of biodiesel focusing on green catalytic techniques: a review, FuelProcessing Technology 90 (2009) 1502–1514.
[286] P. Sun, J. Sun, J. Yao, L. Zhang, N. Xu, Continuous production of biodiesel fromhigh acid value oils in microstructured reactor by acid-catalyzed reactions,Chemical Engineering Journal 162 (2010) 364–370.
[287] S. Saka, D. Kusdiana, Biodiesel fuel from rapeseed oil as prepared in super-critical methanol, Fuel 80 (2001) 225–231.
[288] M. Kaieda, T. Samukawa, T. Matsumoto, K. Ban, A. Kondo, Y. Shimada, H. Noda,F. Numoto, K. Ohtsuka, E. Izumoto, H. Fukuda, Biodiesel fuel production fromplant oil catalyzed by Rhizopus oryzae lipase in a water-containing systemwithout an organic solvent, Journal of Bioscience and Bioengineering 88 (6)(1999) 627–631.
[289] J.M. Marchetti, V.U. Miguel, A.F. Errazu, Possible methds for biodiesel produc-tion, Renewable and Sustainable Energy Reviews 11 (2007) 1300–1311.
[290] Z. Qiu, L. Zhao, L. Waeatherly, Process intensification technologies in contin-uous biodiesel production, Chemical Engineering and Processing 49 (2010)323–330.
[291] T. Xie, L. Zhang, N. Xu, Biodiesel synthesis in microreactors, Green Processingand Synthesis 1 (2012) 61–70.
[292] P. Sun, B. Wang, J. Yao, L. Zhang, N. Xu, Fast synthesis of biodiesel at highthroughput in microstructured reactors, Industrial and Engineering Chem-istry Research 49 (2010) 1259–1264.
[293] Z. Wen, X. Yu, S.-T. Tu, J. Yan, E. Dahlquist, Intensification of biodiesel synthe-sis using zigzag micro-channel reactors, Bioresource Technology 100 (2009)3054–3060.
[294] J. Sun, J. Ju, L. Ji, L.X. Zhang, N.P. Xu, Synthesis of biodiesel in capillary microre-actors, Industrial and Engineering Chemistry Research 47 (2008) 1398–1403.
[295] G. Guan, K. Kusakabe, K. Moriyama, N. Sakurai, Continuous production ofbiodiesel using a microtube reactor, Chemical Engineering Transactions 14(2008) 237–244.
[296] G. Guan, K. Kusakabe, K. Moriyama, N. Sakurai, Transesterification of sun-flower oil with methanol in a microtube reactor, Industrial and EngineeringChemistry Research 48 (2009) 1357–1363.
[297] P.Y. Sun, J. Sun, J.F. Yao, L.X. Zhang, Continuous production of biodiesel fromhigh acid value oils in microstructures reactor by acid-catalyzed reactions,Chemical Engineering Journal 162 (2010) 364–370.
[298] C. Bertoldi, C.D. Silva, J.P. Bernardon, M.L. Corazza, L.C. Filho, J.V. Oliveira, F.C.Corazza, Continuous production of biodiesel from soybean oil in supercrit-ical ethanol and carbon dioxide as cosolvent, Energy and Fuels 23 (2009)5165–5172.
[299] C.M. Trentin, A.P. Lima, A.P. Isabela, S.B. Camila, D.C. Fernanda, M.A. Marcio,J.V. Oliveira, Continuous catalyst-free production of fatty acid ethyl esters
from soybean oil in microtube reactors using supercritical carbon dioxide asco-sovent, Supercritical Fluids 56 (2011) 283–291.[300] T.A. Johnson, M.P. Kanouff, Development of a hydrogen catalytic wall heaterfor heating metal hydride hydrogen storage systems, International Journal ofHydrogen Energy 37 (2012) 2304–2319.