Embed Size (px)
Citation preview

http://www.diva-portal.org
This is the published version of a paper published in .
Citation for the original published paper (version of record):
Blomqvist, A., Larsson, H., Salmasi, A. (2019)Geometry effects during sintering of graded cemented carbides: Modelling ofmicrostructural evolution and mechanical propertiesResults in Materials, 1: 100008
Access to the published version may require subscription.
N.B. When citing this work, cite the original published paper.
Permanent link to this version:http://urn.kb.se/resolve?urn=urn:nbn:se:kth:diva-258031

Results in Materials 1 (2019) 100008
Contents lists available at ScienceDirect
Results in Materials
journal homepage: www.journals.elsevier.com/results-in-materials
Geometry effects during sintering of graded cemented carbides: Modellingof microstructural evolution and mechanical properties
Armin Salmasi a,*, Andreas Blomqvist a,b, Henrik Larsson a,c
a Department of Materials Science and Engineering, KTH Royal Institute of Technology, SE-100 44 Stockholm, Swedenb Sandvik Coromant R&D, SE-126 80 Stockholm, Swedenc Thermo-Calc Software AB, SE-169 67 Solna, Sweden
A R T I C L E I N F O
Keywords:ICMEDiffusionCemented carbidesGradient sinteringHardnessFracture toughness
* Corresponding author.E-mail addresses: [email protected] (A. Salmasi), a
https://doi.org/10.1016/j.rinma.2019.100008Received in revised form 3 July 2019; Accepted 17Available online 7 August 20192590-048X/© 2019 The Author(s). Published by Els
A B S T R A C T
Cemented carbides with mesoscopically non-homogeneous properties by design represent a potential to enhanceperformance in metal cutting and rock drilling. Development of in-homogeneous structured hard materialsthrough an ICME approach requires a thorough understanding of diffusion kinetics during solid and liquid statesintering. In this work, we used thermodynamics and diffusion kinetics modelling tools to predict the micro-structure and resulting properties of cemented carbide composites. First, we designed and gradient sintered two(WC-TiCN-Co) cemented carbides with different nitrogen to titanium ratios. Second, we reproduced the experi-mental results in 2D by means of thermodynamic and kinetic simulations. In the last step we calculated fracturetoughness KIC, and Vickers hardness of cemented carbides. The agreement between simulations and experimentalresults is fair and acceptable.
1. Background and motivation
Cemented carbides are composite materials with a microstructureconsisting of prismatic tungsten carbide (hexagonal WC), embedded in aductile metallic binder which is usually cobalt based. Cubic carbonitrides(γ) are added to cemented carbide metal cutting grades to increase thehot hardness. Because of the unique combination of strength, hardness,and toughness, cemented carbides are dominating materials in metalcutting and rock drilling.
In the design of cemented carbides, application of computerizedmodels is essential to reduce the time and costs of the design. Compu-tational thermodynamics and modelling of diffusion kinetics are impor-tant tools in Integrated Computational Materials Engineering (ICME) [1].These methodologies should clearly be extended to include prediction ofmicrostructure and resulting properties of the hard metal composites.
In addition to conventional cemented carbides, hard metals withmesoscopically non-homogeneous properties by design, represent a po-tential to enhance performance in metal cutting and rock drilling. Thisconcept has the potential to give properties that are locally optimized forthe operating conditions in each application. Such in-homogeneousstructured hard materials with new properties can enhance productionefficiency in manufacturing industries. Further, the possibility to applyexclusive raw materials locally in the components facilitates a more
July 2019
evier B.V. This is an open access
sustainable raw materials usage.Cemented carbide inserts are often coated with a wear resistance
multilayer which is added by means of Chemical Vapor Deposition(CVD). CVD is a high temperature process (1000 �C). Due to the differ-ence in thermal expansion coefficients between the coating and cemen-ted carbide, thermal cracks initiate in the coating during cooling afterdeposition. A tough surface zone enriched in the binder and depleted ofthe cubic carbonitride phase stops the cracks from growing into thecemented carbide.
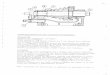
In cemented carbides, the gradient cubic carbonitride free layer is anexample of in-homogeneous structure. This layer is formed during vac-uum liquid phase sintering of cemented carbides containing carbonitrideforming elements with a high nitrogen affinity, usually titanium. At theedges of an insert, geometrical effects give rise to the so called γ conestructure (see Fig. 1). Depending on the composition, the spatial distri-bution of the γ cone can be varied in a wide range. The γ cone can in-crease the hot hardness in the corner region of the insert. Simulating thehardness, and toughness profiles provides the possibility to tailor thecutting tool material properties according to demands of industrialapplications.
To achieve optimal mechanical properties in cemented carbides,design of the gradient and the cone structure are important. For thispurpose, the DICTRA software [2] has been used to model the gradient
A. Blomqvist), [email protected] (H. Larsson).
article under the CC BY license (http://creativecommons.org/licenses/by/4.0/).

Fig. 1. Schematic illustration of the surface gradient formation shows the coupled diffusion of N and Ti (After Schwarzkopf et al. [19]). Gradient growth in (a) iscontrolled by Ti diffusion while in (b) N diffusion is the controlling step.
Table 1Compositions of cemented carbides A and B used in simulations.
wt% C Co N Ti W
A 5.78 7.46 0.57 3.67 BalanceB 6.05 7.46 0.19 3.67 Balance
A. Salmasi et al. Results in Materials 1 (2019) 100008
formation in cemented carbides, but DICTRA, being a 1D simulation tool,is only applicable to model thickness of the gradient sufficiently far fromthe cutting edges [3–15].
Gradient sintering in cemented carbides has been known since the1980's [16–18]. It was Schwarzkopf et al. [19], who discussed themechanism of gradient sintering. The mechanism is the following; underdenitriding conditions, nitrogen diffuses out of the material which resultsin the decomposition of the cubic carbonitride phase. Simultaneously,the high affinity of titanium to nitrogen drives a counter diffusion of ti-tanium from nitrogen depleted regions toward the nitrogen rich core andeventually a layer free from the γ phase forms. Diffusion of titanium,which has a lower diffusivity, is usually the rate controlling step. Ge-ometry effects along the edges, resulting in regions with an increasedamount of titanium, i.e., the γ cone structure. In the case of cementedcarbides with higher nitrogen contents, instead of inward diffusion oftitanium, the gradient formation can be controlled by the outwarddiffusion of nitrogen, resulting in a rounded gradient along the edges.Both processes are schematically shown in Fig. 1.
A simplified semi-analytical 1D model adjustable to either of the ni-trogen or titanium diffusion mechanisms, or a combination of the two,was proposed by Gustafson and €Ostlund [20]. This model predicts theparabolic growth rate of the gradient zone and the thickness of thegradient with good accuracy. The parabolic growth rate is a signature ofdiffusion-controlled processes. Hence, we based all simulations in thiswork on the assumption that the gradient formation is only governed bydiffusion.
In the present work, our aim is to demonstrate the importance of 2Dmodeling of diffusion in the design of cemented carbides with meso-scopically non-homogeneous properties. We designed, produced, andsintered two cemented carbides with desired properties according to theICME approach. Details of material design and sintering are discussed inthe experimental details section. We also modelled the formation ofgradient and cone structure, room temperature hardness, and fracturetoughness of samples. Details of simulations and methodology are pre-sented in the modelling details section. We disclosed experimental andmodelling results in the results section. We observed that in cementedcarbides containing titanium carbonitride, the ratio between titaniumand nitrogen determines the shape of the cone structure and thickness ofthe gradient.
2. Experimental details
Two experimental cemented carbides, A and B, with differenttitanium-nitrogen ratio were designed with the aid of Thermo-Calc [2]using TCFE Steels/Fe-alloys database version 8 [21]. Since the diffusion
2
kinetics is affected by both the volume fraction of the liquid and thecarbon activity, the phase fractions at the sintering temperature weredesigned to be the same for both cemented carbides. The carbon activitywas 0 :5, relative to graphite at 1450 �C for both cemented carbides. Theactivity of nitrogen of the cemented carbides relative to N2 gas at 1 barand 1450 �C was 0 :48 and 0 :085, respectively.
Formation of graphite or low carbon sub-carbide phases deterioratemechanical properties of cemented carbides and should be avoided bykeeping the carbon composition inside the WC-titanium carbonitride-cobalt binder three phase region. This three phase region is called thecarbon window. In order to compensate for the loss of the nitrogen andcarbon during the early stages of sintering, the ready-to-press (RTP)powder was produced with excess nitrogen and carbon.
Rectilinear (SNUN) shaped green bodies were pressed and sintered tofull density and cut to cuboids. Two sides and one edge of the cuboidswere thus unaffected, with respect to nitrogen loss and gradient growth,by the first sintering. The cuboidal samples were then re-sintered at 1450�C. Since the cuboids have full density, there is no loss of nitrogen andcarbon during the early stages of the second sintering.
Effect of the nitrogen loss during the first sintering is studied byauxiliary DICTRA simulations previously [10]. The study showed that theeffect on the final gradient thickness is negligible. The compositions ofthe two cemented carbides are shown in Table 1.
The sintering cycle consists of heating with a rate of 10 �C =min up to1450 �C, staying at the sintering temperature for 1 h under a de-nitridingatmosphere, followed by cooling with a rate of 4 :55 �C =min.
3. Modelling details
3.1. Diffusion model
We used the Dictra homogenization model [22,23] for 1D simula-tions. For 2D simulations, we utilized an in-house code named Yapfi [24],which contains an implementation of the homogenization model; themodel is briefly described below. Yapfi is, like Dictra, coupled toThermo-Calc [2] that provides all necessary thermodynamic and kineticdata during simulations. For Yapfi the coupling to Thermo-Calc isimplemented using the TQ API [25]. We used the TCFE8 database [21]

A. Salmasi et al. Results in Materials 1 (2019) 100008
for all thermodynamic calculations. Diffusion was only considered in theliquid binder phase. All kinetic data (mobilities) for the liquid was ob-tained from a database which is developed by Wahlbrühl et al. [7] usingAb Initio Molecular Dynamics.
The homogenization model is used for multiphase simulations, i.e.,simulations in which diffusion occur through a multiphase mixture andin which reactions may take place as a result of the diffusion; it is adiffusion-reaction simulation model. Through a coarse-graining – ho-mogenization – procedure, the multiphase problem is, from a computa-tional point of view, transformed into a single phase problem. The basicexpression for the flux of element k in a phase α is
Jk ¼ �Mαk c
αkrμαk (1)
where Mαk , c
αk and μαk are the mobility, concentration and chemical po-
tential of element k in the α phase, respectively. Let the permeability ofthe α phase with respect to element k be given by
Γαk ¼ Mα
k cαk : (2)
The coarse graining procedure is then simply the assumption that thematerial is at all times locally fully equilibrated. The chemical potentialsare then the same in all phases present locally. The local phase fractions,phase compositions, etc. are also obtained from the assumption of localequilibration given the local overall composition, temperature, andpressure. Denote the effective permeability of the multiphase mixture Γk
⋆
and write the flux through the multiphase mixture as
Jk ¼ �Γ⋆k rμl:eq:k ; (3)
where the l.eq. embellishment has been added to emphasize that a locallyequilibrated structure is assumed. The effective permeability of amultiphase mixture can be approximated in many ways. At 1450 �C thetracer diffusivity of titanium and carbon in the liquid are approximately 2:12�10�9 m2 =sec and 5 :66�10�9 m2 =sec [7] which are many orders ofmagnitude larger than the tracer diffusivities of carbon, 5 :60 � 10�16 m2
=sec, and titanium 1 :98 �10�22 m2 =sec in high carbon titanium carbide[26]. Hence, in the present work, it is an excellent assumption thatdiffusion occurs in the liquid binder phase. The effective permeability iscalculated as
Γ⋆k ¼ ðf βÞnΓ β
k ; (4)
where β is the binder phase and fβ is the local volume fraction of β. Theexponent n is simply a fitting parameter. The prefactor ðfβÞn is oftenreferred to as the labyrinth factor [27]. The dispersed none-diffusegamma and tungsten carbide phases act as obstacles which hinder thediffusion and elongate the diffusion path. The labyrinth factor reducesthe effective permeability depending on the volume fraction of thenone-diffuse phases.
The 1D DICTRA simulations were used in conjunction with experi-mental data to evaluate suitable values for n. The exponent n wasessentially found by fitting simulated gradient widths to correspondingexperimental measurements.
The flux expression Eq. (3) yields the fluxes in a lattice-fixed frame ofreference. These fluxes are then transformed to fluxes J
0k in a volume-
fixed frame of reference under the assumption that interstitial elementshave partial molar volume zero and that the partial molar volume ofsubstitutional elements is constant and equal [28]. The final set of PDEs isobtained by combining the fluxes with the equation of continuity,
∂ck∂t ¼ r��� J
0k
�(5)
which, together with a given initial state and boundary conditions (BC)are solved to obtain the evolution of the concentration fields. In bothDictra and Yapfi a fully implicit (Euler backward) time-stepping scheme
3
was used. Though the Euler backwardmethod is only first order accurate,it is preferred compared to, for example, the second order accurateCrank-Nicolson due to its good stability properties. The time-step size iscontrolled by limiting the local error based on an estimate obtained byRichardson extrapolation [29]. For the 2D Yapfi simulations, a symmetryplane was introduced along one diagonal of the square domain.
For all simulations, the initial state was taken as constant concen-trations given by the composition of the cemented carbide. The onlynon-closed boundary condition was for nitrogen on the “open” side.There the activity of nitrogen was fixed at a corresponding partialpressure of PN2 ¼ 3 � 10�6 Pa, which correspond to the pressure in thesintering furnace.
The domain is thus a half square, cut along the diagonal. The BC alongthe diagonal, i.e., the symmetry plane, and one of the other sides isrμk ¼0 for all elements k. This, essentially Neumann, BC apply to all elementsexcept nitrogen also on the third boundary side. For nitrogen, theDirichlet type BC on the “open” side is μN ¼ α, where α is evaluated fromthe assumed nitrogen partial pressure given above.
The simulated time was in all cases 5300 sec at 1450�C (isothermal).In reality, sintering cycle consists of an initial heating followed by3600 sec at 1450 �C followed by cooling. Previously, results of auxiliary1D simulations showed that the employed isothermal simulations yieldessentially identical results as the real sintering cycle [10]; isothermalsimulations were used to decrease simulation time. The underlyingreason why this is possible is the rather weak temperature dependence ofdiffusion in liquids [7].
3.2. Hardness model
The Engqvist hardness model [30] predicts the room temperatureVickers hardness of cemented carbides,
HCC ¼ ðHWC � HBÞeλ=k þ HB (6)
In Eq (6), HWC and HB are the hardnesses of the carbide and thebinder, respectively. The hardening range factor k is a fitting parameterwith the dimension of length; for a cobalt binder k ¼ 0 :76. The Hall-Petch relation calculates the dependency of the hardness of WC grainsto the grain size. The mean free path λ is the average binder thicknessbetween carbide grains, which is estimated from the volume fraction ofthe binder and the grain size. The Engqvist model is only applicable tocubic carbide free cemented carbides. However, experimental bulkmicro-hardness of WC is 23 GPa which is 5 GPa less than the micro-hardness of TiC; 28 GPa [31]. For the model to include cemented car-bides with cubic carbonitrides, the room temperature hardness of thecubic carbonitride phase is assumed to be similar to the hardness of WC.
A formalism and a database for the parameters to model the strengthof multicomponent alloys and solid solution strengthening is suggestedby Walbrühl et al. [32]. This formalism is applied to predict the solutionstrengthening in the cobalt binder phase.
We assumed that the concentration profiles freeze in at T ¼ 1000 �C.The equilibrium composition, phase fraction, and volume fraction of thebinder phase at each grid point are calculated for the last time step. Thestrengthening parameters of binaries containing nitrogen are not avail-able. Hence, we assumed that nitrogen behaves like carbon.
3.3. Fracture toughness model
To model the composite fracture toughness, Linder et al. [33] pre-sented an approach based on the energy release rate, see Eq. (7). Thismodel is used to predict the fracture toughness in the form of the criticalstress intensity factor KIC from the sum of the fracture energies Gi asso-ciated with the fracture mechanisms Ai.
In order to apply the model to cemented carbides which contain ti-tanium carbonitride, we made a simplification by assuming that thefracture energy of carbonitrides and the rupture energy at the interfaces

Fig. 2. Simulated phase fraction of titanium carbonitride phase in cemented carbides A and B at the corners of an insert and the corresponding EBSD maps of titanium.
A. Salmasi et al. Results in Materials 1 (2019) 100008
with carbonitrides are the same as the ones of the tungsten carbide.
KIC ¼ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiECC
1� ν2CC�Xi
GiAi
s(7)
In Eq. (7), ECC and νCC are the Young's modulus and Poisson's ratio ofcemented carbide respectively. The fracture energy of the binder iscalculated by the finite element method from the mean free path. TheYoung's modulus and Poisson's ratio of the cemented carbide are calcu-lated by using Paul's mixture model [34], in which the properties are onlydependent on the volume fraction of the binder phase.
3. Results
The first row of Fig. 2 shows elemental maps of the titanium distri-bution in samples A and B. In this image the gradient zone is the titaniumfree layer at the surface of the section. The map shows that in cementedcarbide A the cone structure is sharply angled, which is in contrast withcemented carbide B in which the border is more curved and extendedtoward the edge.
Table 2 shows the thickness of the gradientmeasured far from the edgeto avoid the geometrical effect. Under the same sintering conditions, themeasured thicknesses are 28 μm and 38 μm in cemented carbides A and B,respectively. The thickness of the gradient along the same direction at theedges, where the diffusion is affected by geometrical features, are 23 μm
Table 2Thickness of gradient at the edges and far from the edges of samples.
Far from the edge At the edge Ratio
A 28 μm 23 μm 1:2B 38 μm 24 μm 1:6
4
and 24 μm, respectively. Here, the ratio between thicknesses shows thedominant mechanism. Hence, in grade A the lower ratio indicates thatnitrogen diffusion is dominating, whereas, the higher ratio in cementedcarbide B shows the dominant effect of titanium diffusion.
In the second row of Fig. 2, the phase fraction of cubic carbonitridephase which is obtained from simulations on samples A and B are illus-trated. We used labyrinth factors λA ¼ f2:85β for cemented carbide A, and
λB ¼ f2:275β for cemented carbide B to fit the simulation results to exper-imental gradient thicknesses. It seems that the simulated cone incemented carbide A resembles a sharp thorn, while in cemented carbideB the cone seems more extended and curved. This observation seems toagree with the shape of the cone in the sintered samples.
Fig. 3 shows the simulated phases fraction profiles as a function ofdistance from the surface. Plots marked with (I) are simulated phasefraction profiles along the diagonal of the simulated domain, whereas,plots marked with (II) are simulated phase fraction profiles along a lineperpendicular to the surface far from the edges which are unaffected bythe edge geometry. In cemented carbide A, the simulated thickness of thegradient along the diagonal (I) is slightly smaller than the 1D section (II)while in cemented carbide B, the diagonal thickness is slightly larger.Also, in cemented carbide A the transition region between the gradientzone and the core cemented carbide is narrower compared to the tran-sition region in cemented carbide B.
In the top row of Fig. 4 the calculated Vickers hardness of cementedcarbides A and B are illustrated. The modeled hardness of the corecemented carbide in cemented carbides A and B are 17:97 and 17:98 GParespectively.
The bottom row of Fig. 4 shows the calculated fracture toughness ofcemented carbides A and B. The modeled fracture toughness of the corecemented carbide in cemented carbides A and B are 15:20 and15:24MPa
ffiffiffiffim
prespectively.

Fig. 3. Phase fractions profile with distance from the surface (I) along the diagonal line and (II) along a perpendicular line to the surface far from the edge.
Fig. 4. Modelled hardness and fracture toughness of cemented carbides A and B at the corner.
A. Salmasi et al. Results in Materials 1 (2019) 100008
Calculations show the model predicts a higher hardness and a lowerfracture toughness in the gradient zone for cemented carbide B comparedto cemented carbide A.
4. Discussion
The 2D-simulations of the gradient formation agrees well with theobservedmicrostructures from the sintering experiments. The difference inmicrostructure due to different nitrogen content between the two cementedcarbides is well described. In cemented carbide B the nitrogen content islower. In this material denitrification is faster and the gradient growth ismore likely controlled by titanium diffusion. Fig. 1. Shows evidence of this
5
mechanism both in the experimental and simulation results.In the simulations, we used the labyrinth factor as a fitting parameter.
There is ongoing work to experimentally and theoretically determine thisimportant property.
The model only considers diffusion driven by gradients in chemicalpotential. Another contribution to the evolution of the layer can be thegradient in local surface energy due to the difference in surface energy be-tween the two hard phases and the binder, and the local volume fractions ofthe constituting phases. This difference can drive liquid phase migrationwhich can potentially oppose or aid the gradient formation. Because ofuncertainties in values of interfacial energies, liquid migration has beendifficult to describe. However, recent works on ab-initio modeling of

A. Salmasi et al. Results in Materials 1 (2019) 100008
interfacial energies [35] may provide the necessary means to model liquidmigration.Wewill discuss results of ongoingwork on themodeling of liquidphase migration in a future publication.
In the calculations of the hardness, we assumed that chemical equi-librium has been reached. In practice, however, the binder compositionvaries with distance from the carbide grain due to diffusion duringcooling after sintering [36]. In addition, strengthening parameters ofnitrogen are not available. Hence, we assumed that nitrogen has the samestrengthening effect as carbon.
5. Summary and conclusions
In this work, we have used thermodynamics and modelling of diffu-sion kinetics tools to predict the microstructure and resulting propertiesof two WC-TiCN-Co hard metal composites and compared the results togradient sintered samples.
By using the YAPFI software, we were able to reproduce the experi-mental results in 2D for the two cemented carbides with different ni-trogen content. In addition, we calculated two main mechanicalproperties of cemented carbides, viz. fracture toughness KIC and Vickershardness. We were able to obtain a reasonable agreement betweensimulation results and experimental data by using the labyrinth factor asa fitting parameter. We will address the labyrinth factor in future works.
Declarations of interest
There is no competing interest to be declared.
Data availability
Compositions of designed cemented carbides, sintering conditionsand analysis methodology required to reproduce the findings are dis-closed in this article. Thermodynamic descriptions necessary to repro-duce modeling work are available in Ref. [21]. All necessary kineticdescriptions are published by Walbrühl et al. in Ref. [7]. Details ofdiffusion modeling using the homogenization approach are made avail-able by Larsson et al. and Larsson et al. (see Refs. [22,23]). Calculationsof the fracture toughness KIC and Vickers hardness of cemented carbidesat room temperature are based on the approach proposed by Linder et al.and Walbrühl et al. (see Refs. [32,33,36]).
Acknowledgment
This project was funded by the Swedish Foundation for StrategicResearch (SSF), contract RMA15-0062. We acknowledge Sandvik Coro-mant, Sandvik Mining and Rock Technology and Seco Tools for support.
References
[1] G.B. Olson, Computational design of hierarchically structured materials, Science277 (5330) (Aug. 1997) 1237–1242.
[2] J.-O. Andersson, T. Helander, L. H€oglund, P. Shi, B. Sundman, Thermo-Calc &DICTRA, computational tools for materials science, Calphad 26 (2) (Jun. 2002)273–312.
[3] M. Ekroth, R. Frykholm, M. Lindholm, H.-O. Andr�en, J. Ågren, “Gradient zones inWC–Ti(C,N)–Co-based cemented carbides: experimental study and computersimulations, Acta Mater. 48 (9) (2000) 2177–2185.
[4] R. Frykholm, M. Ekroth, B. Jansson, J. Ågren, H.-O. Andr�en, A new labyrinth factorfor modelling the effect of binder volume fraction on gradient sintering of cementedcarbides, Acta Mater. 51 (2003) 1115–1121.
6
[5] J. Garcia, G. Lindwall, O. Prat, K. Frisk, Kinetics of formation of graded layers oncemented carbides: experimental investigations and DICTRA simulations, Int. J.Refract. Metals Hard Mater. 29 (2) (2011) 256–259.
[6] J. Garcia, O. Prat, Experimental investigations and DICTRA simulations onformation of diffusion-controlled fcc-rich surface layers on cemented carbides,Appl. Surf. Sci. 257 (21) (2011) 8894–8900.
[7] M. Walbrühl, Diffusion in the Liquid Co Binder of Cemented Carbides: Ab InitioMolecular Dynamics and DICTRA Simulations, 2014.
[8] M. Walbrühl, A. Blomqvist, P.A. Korzhavyi, C.M. Araujo, Surface gradients incemented carbides from first-principles-based multiscale modeling: atomic diffusionin liquid Co, Int. J. Refract. Metals Hard Mater. 66 (2017) 174–179.
[9] M. Walbrühl, D. Linder, J. Ågren, A. Borgenstam, Diffusion modeling in cementedcarbides: solubility assessment for Co, Fe and Ni binder systems, Int. J. Refract.Metals Hard Mater. 68 (2017) 41–48.
[10] A. Salmasi, Simulation of Gradient Formation in Cemented Carbides, 2016.[11] W. Shequan, L. Ping, X. Wen, L. Yuanyuan, D. Yong, “Effect of N Content and cubic
phase composition on the structure of gradient cemented carbide, Comput. Simul.Exp. Investig. 12 (2018).
[12] W. Chen, et al., Diffusion-controlled growth of fcc-free surface layers on cementedcarbides: experimental measurements coupled with computer simulation, Int. J.Refract. Metals Hard Mater. 41 (2013) 531–539.
[13] W. Zhang, et al., Experimental investigation and computer simulation of gradientzone formation in WC-Ti(C,N)-TaC-NbC-Co cemented carbides, J. Phase EquilibriaDiffusion 34 (3) (2013) 202–210.
[14] W. Zhang, Y. Du, Y. Peng, W. Xie, G. Wen, S. Wang, “Experimental investigation andsimulation of the effect of Ti and N contents on the formation of fcc-free surfacelayers in WC–Ti(C,N)–Co cemented carbides, Int. J. Refract. Metals Hard Mater. 41(2013) 638–647.
[15] W. Zhang, Y. Du, Y. Peng, Effect of TaC and NbC addition on the microstructure andhardness in graded cemented carbides: simulations and experiments, Ceram. Int. 42(1) (2016) 428–435. Part A.
[16] B.J. Nemeth, G.P. Grab, Preferentially Binder Enriched Cemented Carbide Bodiesand Method of Manufacture, US4610931A, 1986.
[17] H. Suzuki, K. Hayashi, Y. Taniguchi, “The β-free layer formed near the surface ofvacuum-sintered WC–β–Co alloys containing nitrogen, Trans. Jpn. Inst. Metal 22(11) (1981) 758–764.
[18] W.C. Yohe, Coated Carbide Cutting Tool Insert, US4548786A, 22-Oct-1985.[19] M. Schwarzkopf, H.E. Exner, H.F. Fischmeister, W. Schintlmeister, Kinetics of
compositional modification of (W, Ti)C-WC-Co alloy surfaces, Mater. Sci. Eng. A105 (106) (1988) 225–231.
[20] P. Gustafson, Å. €Ostlund, Binder-phase enrichment by dissolution of cubic carbides,Int. J. Refract. Metals Hard Mater. 12 (3) (1993) 129–136.
[21] A.B. Thermo-Calc, Fe-Alloys Database, Version 8,” Thermo-Calc Softw, Stockh,Swed., 2016.
[22] H. Larsson, A model for 1D multiphase moving phase boundary simulations underlocal equilibrium conditions, Calphad 47 (Dec. 2014) 1–8.
[23] H. Larsson, L. H€oglund, Multiphase diffusion simulations in 1D using the DICTRAhomogenization model, Calphad 33 (3) (Sep. 2009) 495–501.
[24] H. Larsson, “YAPFI, A New Simulation Tool for Modeling of Multi-DimensionalDiffusion in Multicomponent, Multiphase Systems,” Unpublished.
[25] Thermo-Calc AB, tc-api-programmer-guide.pdf.[26] Hj Matzke, V.V. Rondinella, in: D.L. Beke (Ed.), “5 Diffusion in Carbides,” in
Diffusion in Non-metallic Solids (Part 1), Springer Berlin Heidelberg, Berlin,Heidelberg, 1999, pp. 1–29.
[27] A. Engstr€om, L. H€oglund, J. Ågren, Computer simulation of diffusion in multiphasesystems, Metall. Mater. Trans. A 25 (6) (Jun. 1994) 1127–1134.
[28] J. Andersson, J. Ågren, Models for numerical treatment of multicomponentdiffusion in simple phases, J. Appl. Phys. 72 (4) (Aug. 1992) 1350–1355.
[29] G. Dahlquist, Å. Bj€orck, Numerical Methods, Courier Corporation, 2012.[30] H. Engqvist, S. Jacobson, N. Ax�en, A model for the hardness of cemented carbides,
Wear 252 (5) (Mar. 2002) 384–393.[31] C. Friedrich, G. Berg, E. Broszeit, C. Berger, Datensammlung zu
Hartstoffeigenschaften, Mater. Werkst. 28 (2) (1997) 59–76.[32] M. Walbrühl, D. Linder, J. Ågren, A. Borgenstam, Modelling of solid solution
strengthening in multicomponent alloys, Mater. Sci. Eng. A 700 (Jul. 2017)301–311.
[33] D. Linder, M. Walbrühl, J. Yan, J. Ågren, and A. Borgenstam, “Modelling theFracture Toughness of Cemented Carbides Using an Energy Release RateApproach,” p. 6.
[34] B. Paul, Prediction of Elastic Constants of Multi-phase Materials, Defense TechnicalInformation Center, 1959.
[35] M. Gren, Atomic-scale Modelling of Interfaces in Cemented Carbides: Wetting andStrength, Chalmers Publ. Libr. CPL, 2017.
[36] M. Walbrühl, D. Linder, M. Bonvalet, J. Ågren, A. Borgenstam, ICME guidedproperty design: room temperature hardness in cemented carbides, Mater. Des. 161(Jan. 2019) 35–43.