Embed Size (px)
Citation preview

Residual Birefringence in Modified Polycarbonates
R. WIMBERGER-FRIEDL*, J. G. de BRUIN, and H. F. M. SCHOO+
Philips Research Laboratories FYoJ Holstlaan 4,5656 AA Eindhoven, The Netherlands
The residual birefringence in quenched and injection-molded specimens of bis- phenol-A polycarbonate [BAPC) homopolymer and its copolymers with substituted bisphenol-A is investigated. The chemical modifications lead to a different stress- optical behavior in the melt and glass state, which generates differences in the re- sidual birefringence of molded specimens. In this way the origins of the residual birefringence can be interpreted in a better way. In quenched samples it is found that the level of birefringence depends on the stress-optical coefficient in the glassy state, but the unbalance of the birefringence distributions scales with the stress- optical coefficient in the melt state. This supports the idea that transient thermal stresses present during vitrification induce molecular orientation, which is respon- sible for the unbalance of the distributions. The residual birefringence distributions in injection-molded specimens all display a broad plateau in the core, as is usually observed in BAPC. The level of the plateau is found to scale with the stress-optical coefficient of the melt state. This is a proof for the interpretation of this plateau being induced by transient thermal stresses during vitrification and not by residual stresses. I t cannot be eliminated by optimizing molding conditions but only by drastically reducing the stress-optical coefficient in the melt state.
INTRODUCTION
Residual Birefringence
t is well known that the properties of polymers de- I pend on the processing history. For precision appli- cations it is necessary to have a good understanding of how the processing affects the state of the material and also how the state of the material evolves over time. Residual stresses, molecular orientation and non- equilibrium density are a threat to the dimensional stability. For optical applications, not only the dimen- sional precision is very important, but also the optical properties. The refractive index of an amorphous poly- mer, in particular its anisotropy, is very sensitive to the state of the material (1). The linear relation between stress and birefringence in polymer melts, usually ex- pressed as stress-optical rule, has been exploited for the analysis of the injection molding process and veri- fication of simulation software mainly with respect to the flow-induced molecular orientation in polystyrene
This was successful because of the apparently dom- inating effect of flow-induced birefringence in these cases. Other contributions were usually disregarded in the analyses with PS. PS, however, is rarely used in precision and/or optical applications because of the
(PS) (2-4).
*To whom correspondence should be addressed. +Present address: TNO. De Wieien 6.5612 AV Eindhoven, NL
limited dimensional stability and high optical anisot- ropy. Polycarbonate is known for its dimensional sta- bility and mechanical properties and is used in many optical applications, such as compact discs. The high stress-optical sensitivity of BAPC, however, also poses a problem for certain applications, where the require- ments for the preservation of polarization of the light are stringent (5). The residual birefringence in BAPC has been investigated in the past, and it has been shown that the interpretation of the birefringence dis- tributions is not straightforward and cannot be ex- plained in the same way as for PS (6, 7). For the mold- ing of optical components from BAPC it is essential to understand the origins of the birefringence and the intrinsic limits with respect to the optical anisotropy of the material. This understanding is the basis for a possible improvement of the polymer by chemical modification.
Before the differences between F S and BAPC can be understood, the stress-optical behavior must be ex- plained in more detail in relation to the thermo-me- chanical loading of the material during molding. The stress-optical behavior can be understood from the thermo-viscoelastic properties of polymers govern- ing the qualitative behavior and the molecular design, which determines the sensitivity of a polymer to stress- induced optical anisotropy. The latter will be discussed in the next section, which gives arguments for the kind of molecular modifications that were made in the
62 POLYMER ENGINEERING AND SCIENCE, JANUARY 2003, Vol. 43, No. 1

Residual Birefnngence in ModifZed Polycarbonates
investigated polycarbonates. When stress is applied to a polymer chain it will respond in a sequence of events from very short-time local rearrangements up to the long-time reorientation of the complete chain. The con- secutive events have different effects on the optical anisotropy of the ensemble of polymer chains. Practi- cally it is s a c i e n t to distinguish a short-term, or low- temperature, glassy response and a long-term, high- temperature, rubbery response. Both limiting cases can be described with a linear relation between the applied Cauchy stress and the observed birefringence. In the transition from one to the other, i.e., the glass to rub- ber transition, the relation becomes time-dependent (8-10). The stress-optical coefficient can be described by a stretched-exponential equation with a tempera- ture-dependent retardation time (1 1). The stress-opti- cal response is equivalent to that of the compliance (with the difference that there is no rubbely limit for the compliance in a polymer melt). By cooling down below the glass transition temperature, the retarda- tion times increase dramatically and birefringence be- comes frozen in.
When projected on the stress history of the polymer during molding one can expect two major contribu- tions to the residual birefringence. The first comes from flow-induced stresses during filling and packing. Its magnitude will depend on the stress level during vitrification of the material, which depends on the ini- tial flow stresses and the degree of relaxation, which occurs before vitrification. The second contribution comes from deviatoric stresses induced by density changes due to thermal contraction and pressure-in- duced compression. In order to compensate for ther- mal shrinkage, which would lead to shape deviations, the material is compressed in the so-called compres- sion or holding phase after the filling of the cavity. The pressure then decreases to approximately atmospheric level at the end of the cooling stage. Owing to the dif- ference in compressibility of the material in the vitri- fied layer, which is in contact with the mold wall, and the liquid core, which is in the process of vitrifkation, the variation of the pressure level with progressing cool- ing leads to residual stresses. Additionally, the thermal shrinkage of the material will cause thermal stresses due to anisothermal cooling after vitrification. The mag- nitude of the stresses induced by density changes scales with the modulus. Consequently, these strains do not lead to signifcant stress levels in the rubbery state as compared to the glassy state. However, the stress levels are significant when compared to the flow- induced stresses.
Why is there such a difference between BAPC and PS? The stress-optical coefficient of BAPC in the melt state is of the same order of magnitude as that of PS, but the coefficient in the glassy state is a factor of 80 higher. Therefore cooling stresses contribute rela- tively stronger in BAPC. But also the flow behavior of BAPC is different from PS in the sense that BAPC has much shorter relaxation times at processing tempera- tures because of the more flexible chain and the lower molecular weight. This allows a faster relaxation of
flow-induced stresses so that less birefringence is frozen in. For grades of BAPC that are used for optical storage media, it was shown that both, the contribu- tions from flow-induced stresses and residual thermal stresses are smaller than the contribution from tran- sient deviatoric stresses induced by pressure changes (6).
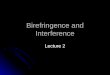
In Fig. 1 , a schematic representation is given of a typical birefringence distribution in the cross section of an injection-molded slab of BAPC. (The example is typical for molding conditions, which are used for op- tical components, i.e. with a low packing pressure.) The different contributions are indicated qualitatively. The surface maximum is attributed to transient devia- toric stresses in the vitrifying layer induced by the pressure during the compression stage (7). The local maximum underneath the surface is due to the ‘clas- sical‘ shear flow-induced stresses during filling. The plateau in the core is induced by transient shrinkage stresses in the vitrifying layer during cooling superim- posed by a small contribution from residual stresses (6). The extinction angles, i.e. the angle between the principal direction of birefnngence and the flow direc- tion, are not indicated in the figure. I t was shown that the angle is zero for all contributions except the shear flow contribution at the local maximum beneath the surface (5).
The relatively Iarge contribution of residual birefi-in- gence induced by transient kolume’ stresses (meaning deviatoric stresses coming from density changes as a consequence of pressure and temperature variations) in BAPC is caused by its high rubbery plateau mod- ulus. In a linear-elastic model the induced birefrin- gence, An, scales with the ‘volume’ strains, A&, as in- dicated in Eq 1 :
PRT Me
An = C,AEE, = C , A& -
where E, denotes the rubbery plateau modulus, C, the stress-optical coefficient in the melt state, p the den- sity, R the universal gas constant, T the absolute tem- perature and Me the molecular weight between entan- glements. BAPC and PS have comparable C,, but differ by a factor of more than 10 in E,, PS having the smaller value owing to the much larger molecular weight be- tween entanglements (12). This means that the same shrinkage differences will lead to much smaller stresses in PS than in BAPC before vitrifkation.
The combination of an increased transient-thermal contribution and a decreased flow-induced contribu- tion, relative to PS, makes the two sources of birefrin- gence of comparable magnitude in BAPC. Since the literature is mainly based on PS, this explains why the contribution of transient thermal stresses has not been given attention by other researchers so far.
Stress-Optical Behavior The optical sensitivity is expressed as stress-opti-
cal coefficient, C, which relates the anisotropy of the refractive index to the Cauchy stress tensor in a linear way (13). In solutions and melts, where the stresses
POLYMER ENGINEERING AND SCIENCE, JANUARY 2003, Vol. 43, No. 1 63
R. Wimberger-Friedl, J. G. de Bruin, and H. F. M. Schoo
0
0 z/d 1
Fig. 1 . Schematic representation of the di@rent contributions to a typical residual birefringence distribution in the cross section along theJlow direction of injection-molded BAPC. Thickness = 2d.
originate from entropy elasticity, this coefficient scales with the anisotropy of the molecular polarizability of the polymer chain, A e (14, 15). as expressed in Ey 2.
1 (n2 + 2)2 C“, = - ACY
90c,kT n
n denotes the average refractive index, k the Boltz- mann constant, T t h e absolute temperature and co the permittivity of vacuum. In this definition Ac-w is the difference between the average polarizability parallel to the direction of the chain backbone and perpendic- ular to it. By chemical substitution, this polarizability can be manipulated. BAPC has a positive anisotropy meaning a higher polarizability along the chain back- bone. By introducing chemical bonds, which are ori- ented on average perpendicular to the backbone, the anisotropy and consequently the stress-optical coeffi- cient in the melt, C,,, can be reduced (16).
For the stress-optical behavior in the glass state at small strains the relation to the molecular polarizabil- ity is less well understood, although a correlation to A e has been suggested (17, 18). Recently, we were able to demonstrate a correlation between the stress-opti- cal coefficient in the glass state, Cg, and C,,, for a series of substituted polycarbonates (19). It was shown that C, can become zero by balancing the polarizability, but Cg cannot become zero in aromatic polycarbon- ates. In a polymer with C, = 0, it is possible to elimi- nate the frozen-in contribution from stresses in the rubbery state but not the contribution from residual stresses in the glassy state.
In this contribution, chemically modified PCs are in- vestigated. The bisphenol-A building block is modified by chemical substitution at the isopropylidene posi- tion in order to produce a more balanced polarizability
of the polymer chain. By making copolymers of the modified monomers with unmodified bisphenol-A, the stress-optical coefficients are varied systematically. Free quenching and injection molding experiments are carried out with the modified materials in order to compare the residual birefringence distributions and investigate the effects of the variation of Cg and C,. The purpose is to clarify the interpretation of certain features of residual birefringence distributions partic- ularly in polycarbonate and in amorphous polymers in general.
EXPERINIENTAL Materials
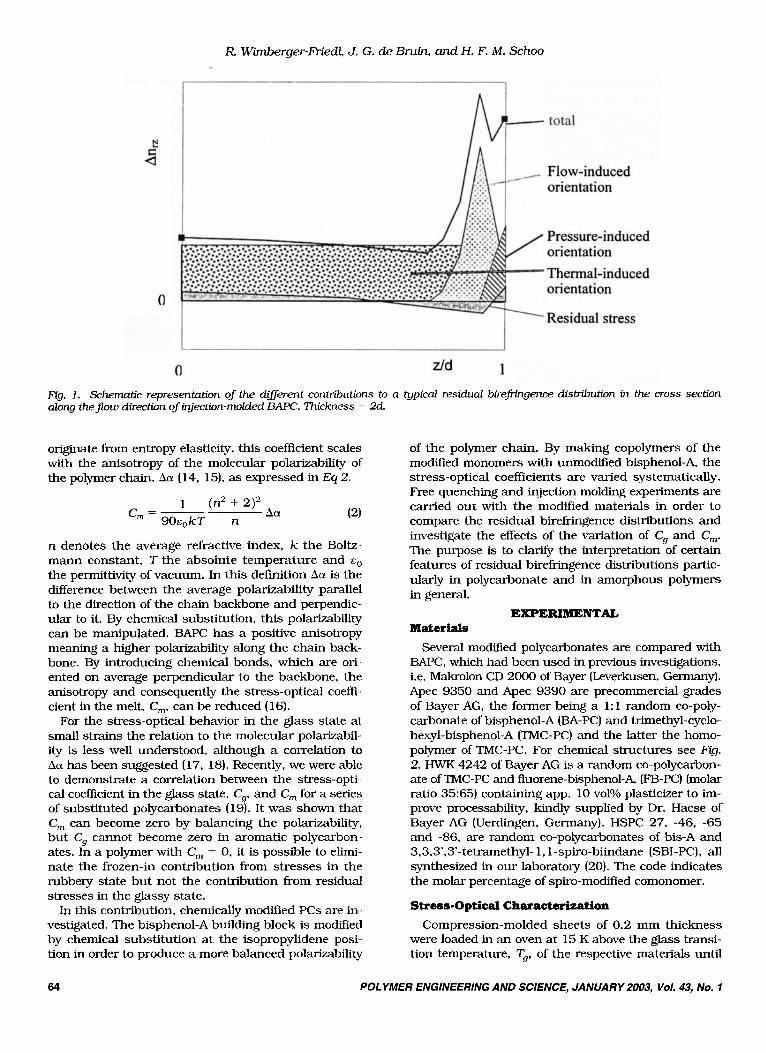
Several modified polycarbonates are compared with BAPC, which had been used in previous investigations, i.e. Makrolon CD 2000 of Bayer (Leverkusen, Germany). Apec 9350 and Apec 9390 are precommercial grades of Bayer AG, the former being a 1: 1 random co-poly- carbonate of bisphenol-A (BA-PC) and trimethyl-cyclo- heqd-bisphenol-A (TMC-PC) and the latter the homo- polymer of TMC-PC. For chemical structures see Ffs. 2. HWK 4242 of Bayer AG is a random co-polycarbon- ate of TMC-PC and fluorene-bisphenol-A, (FB-FC) (molar ratio 35:65) containing app. 10 ~01940 plasticizer to im- prove processability, kindly supplied by Dr. Haese of Bayer AG (Uerdingen, Germany). HSPC 27, -46, -65 and -86, are random co-polycarbonates of bis-A and 3,3,3’,3’-tetramethyl- 1,l-spiro-biindane (SBI-PC), all synthesized in our laboratory (20). The code indicates the molar percentage of spiro-modified comonomer.
Stress-Optical Characterization Compression-molded sheets of 0.2 mm thickness
were loaded in an oven at 15 K above the glass transi- tion temperature, Tg, of the respective materials until
64 POLYMER ENGINEERING AND SCIENCE, JANUARY 2003, Vol. 43, No. 1
Residual B i r e ~ g e n c e in Modif id Polycarbonates
I 0 \
Fig. 2. Chemical structures of mod- wed polycarbonates. For abbrevia- tions see Experimental section.
a total elongation of app. 50% was achieved. Then the samples were cooled in the loaded state and the bire- fringence was determined in a matrix of points with a tilting compensator in the unloaded state. The stress was calculated from the local effective cross-section after unloading. The Tis were determined by DMTA (Rheometric Scientific Mk 111) at a heating rate of 2 K/ min and a frequency of 1 Hz. Cg was determined by tensile loading small rods in a miniature tensile tester placed on a microscope (as described elsewhere (1 1)) at room temperature and measuring the birefringence with a tilting compensator in the loaded state.
$uench
Disk-shaped specimens of typically 2 mm thickness and 30 mm diameter were compression molded. After annealing in an oven at a temperature well above their respective glass transition temperatures, the disks were dropped into a stirred water bath of a tempera- ture well below Tg. Cross sections were cut from the disks with a thickness of 1 mm for the birefringence
\ I n
TMC PC
I
FB PC
n
measurement. The initial and final temperatures of the quench are summarized in Table 1.
Injection Molding
Slabs of 80 X 35 X 2 mm were injection molded on a 35 t Arburg Allrounder machine with a screw diam- eter of 18 mm and the same mold as described in ref- erence 6. The most important molding conditions were:
Table 1. Quenching Conditions: T,, Glass Transition Temperature (Maximum in Dynamic Loss Modulus at 1 Hz), Ti, Initial Temperature and Tf, Final Temperature of Quench.
Material code Tg [OCI Ti IXI Tf Wl CD 2000 149 180 20 Apec 9390 238 280 105 HWK 4242 175 235 75 HSPC 27 189 220 60 HSPC 46 205 240 80 HSPC 65 21 8 250 90 HSPC 86 226 260 100
POLYMER ENGINEERING AND SCIENCE, JANUARY 2003, Vol. 43, No. 1 65
R. Wimberger-Friedl, J. G. de Bruin, and H. F. M. Schoo
screw forward speed of 3 cm/s, hydraulic packing pres- sure 30 bar (multiply by 22.5 for specific pressure), packing time 10 s and cooling time 20 s for all sam- ples. The melt and mold temperatures were adjusted to the materials as summarized in Table 2. Cross sec- tions were cut from the center parallel to the flow di- rection with a thickness of 1 mm for the birefringence measurement.
RESULTS AND DISCUSSION
Stress-Optical Behavior
The stress-optical coefficients in the melt state are related to the unbalance of the polarizability of the re- peating unit. BAPC has a positive anisotropy, mean- ing the highest polarizability along the orientation direction of the polymer chain. Substitution of hydro- gens by polarizable groups in the direction perpendic- ular to the chain will reduce this anisotropy or may even invert the sign (16). TMC-PC (Apec 9390) has an anisotropy that is about half of that of BAPC. as can be concluded from the C,, value as listed in Table 3. The copolymer with BAPC (Apec 9350) lies between, as expected from additivity of the contributions from both comonomers. Pure SBI-PC has a negative anisotropy, which in itself is quite surprising as the “degree of sub- stitution” is not much higher than in TMC-PC. The spiro carbon, however, forces the chain backbone into a quite different conformation, leading also to a higher persistence length and a twisting of the phenyl rings (20). The polarizability is almost isotropic in the co- polymer with 14 mol% bisphenol-A (HSPC86). With increasing bis-A content, the C, goes up as expected. FB-PC also has a negative molecular polarizability very much like SBI-PC. There it is easier to understand as the fluorene group will be almost orthogonal to the director of the polymer chain.
The stress-optical coefficients in the glassy state, as shown in Table 3, follow a similar relation, with the important difference that the coefficients do not ap- proach zero. The anisotropy is always positive. In the copolymers with a balanced polarizability, the coeffi- cient is about one third that of BAPC. FBPC has a higher Cg than SBI-PC. This can be understood from the higher average polarizability (1 7) and from the possibility of rotation of the fluorene group in stress direction in the glassy state. The correlation between Cg and C, has been confirmed for a much larger num- ber of substituted polycarbonates (19). The case of zero C, is very interesting for applications in optical components because then the flow-induced molecular
Table 2. Injection Molding Conditions.
Material Melt temperature Mold temperature code Ti [“CI T, [“CI
CD 2000 320 90 Apec 9350 320 150 Apec 9390 360 185 HWK 4242 360 170
Table 3. Stress-Optical Coefficients.
Material code Cg\10-’’ [Pa-’] cm\10-’’ [Pa-’]
CD 2000 Apec 9350 Apec 9390 HWK 4242 HSPC 27 HSPC 46 HSPC 65 HSPC 86
89 65 38 40 65 45 31 27
5500 41 00 2600 - 35 4000 1950 840 35
orientation will not lead to birefringence in the mate- rial. For our purposes it is also interesting, as in this case only the residual stresses in the material will contribute to the residual birefringence. In this way it should be possible to better understand the residual birefringence patterns in molded samples.
Quench
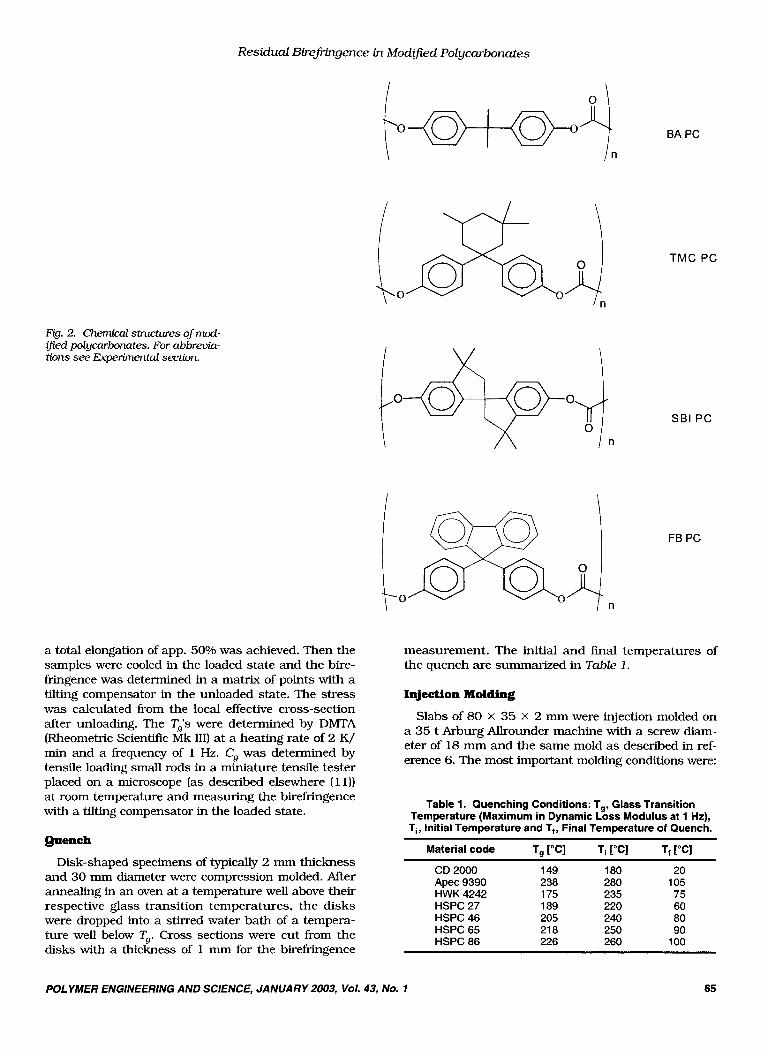
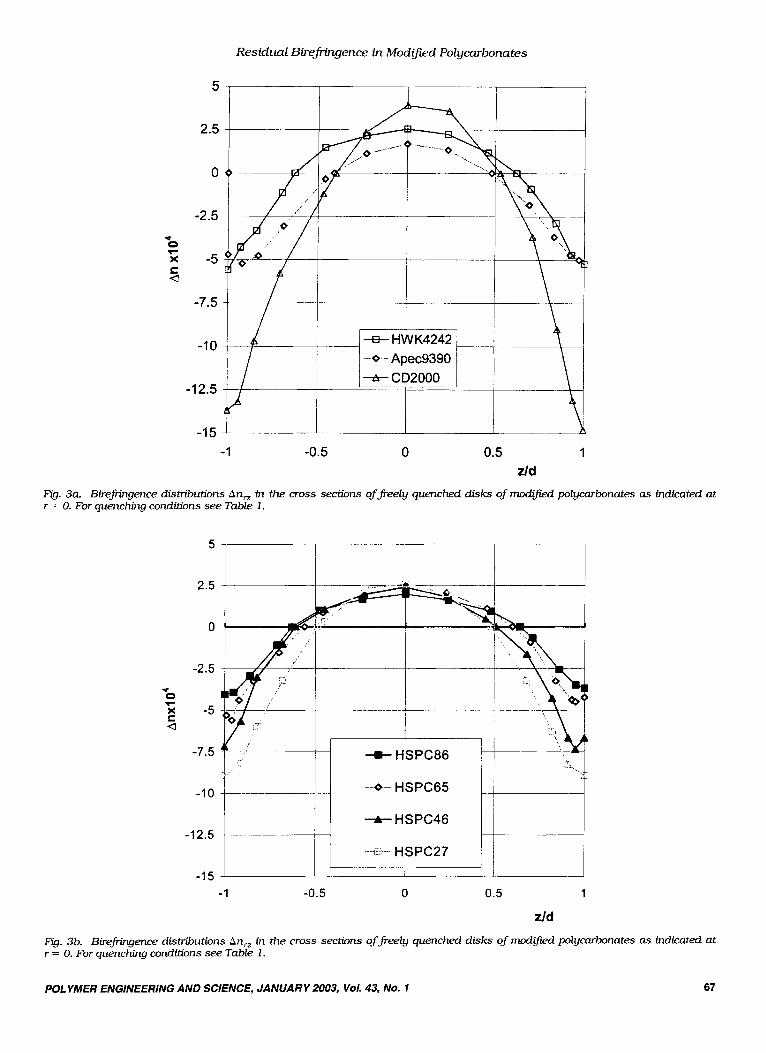
As was demonstrated previously, the contribution of molecular orientation induced by thermal stresses above Tg leads to an unbalance of the residual bire- fringence distributions (2 1). This unbalance turned out to depend primarily on the choice of the temperatures for the quench, which is decisive for the local stress state at the moment of vitrification. By employing ma- terials with a different stress-optical coefficient in the rubbery state, the degree of unbalance should be af- fected. Figures 3a and 3b depict the residual gapwise birefringence distributions of several modified poly-, carbonates after free quenching. First, one can notice a small asymmetry in the distributions due to some asymmetry in the effective cooling rate, which can occur when the disk is dropped into the bath. Since the residual stresses have to be balanced in the case of a thin cross section, the integral of the gapwise dis- tribution should be zero. Consequently, one can take this integral as a measure for the contribution of frozen-in orientation, which in turn should scale with the stress-optical coefficient of the rubbery state. It is obvious from Fig. 3a that the reference sample of CD2000 shows the strongest unbalance, while sam- ples HWK4242 and HSPC86 are perfectly balanced. The latter has a slightly lower birefringence due to a lower stress-optical coefficient in the glassy state. In Table 4 the unbalance is given as the ratio of integrals of the tensile and compressive parts of the distributions
Table 4. Unbalance of Residual Birefringence in Quench Samples (as defined in text).
Material code Ti - T, [“C] Cm Unbalance
CD 2000 31 5500 3.0 Apec 9390 42 2600 3.4 HWK 4242 60 - 35 1 .o HSPC 27 31 4000 3.0 HSPC 46 35 1 950 1.9 HSPC 65 32 840 1.2 HSPC 86 34 35 1 .o
66 POLYMER ENGINEERING AND SCIENCE, JANUARY 2003, Vol. 43, No. 1
Q 0
x S Q
F
Residual Birefnngence in Modified Polycarbonates
5 , I I I I
2.5
0
-2.5
-5
-7.5
-1 0
-12.5
-1 5
I --i\-- I
+ HWK4242 -+- Apec9390 -A- CD2000
I
+ HWK4242 4 -+- Apec9390 -A- CD2000
I
-1 -0.5 0 0.5 1 zld
Fig. 3a. Birefringence distributions An, in the cross sections of freely quenched disks of modi@ed plycarbonates as indicated at r = 0. For quenching conditions see Table 1 .
5
2.5
0
-2.5 d 0
S
F x -5 a
-7.5
-1 0
-1 2.5
-1 5
-0- HSPC65
-A- HSPC46
-4:- HSPC27 I
-1 -0.5 0 0.5 1
zld Fig. 3b. Birefiinsence distributions An, in the cross sections offreely quenched disks of modified plycarbonates as indicated at r = 0. For quenching conditions see Table 1 .
POLYMER ENGINEERING AND SCIENCE, JANUARY 2003, Vol. 43, No. 1 67
R. Wimberger-Friedl. J. G. de Bruin, and H. F. M. Schoo
(1 = balanced). For comparison the difference between initial quench temperature and Tg and the stress-opti- cal coefficient in the rubbery state are included in the table. As one can see, there is a clear correlation be- tween the stress-optical coefficient and the unbalance in the case of HSPC, while the temperature differences are the same. Apec 9390 shows a higher unbalance despite the lower C,, but there the temperature dif- ference was higher. With zero C, the temperature dif- ference no longer matters for the unbalance, as can be concluded from HWK 4242. This indeed verifies the conclusion drawn previously that even for free quench- ing there is a signifcant frozen-in contribution to the residual birefringence induced by transient thermal stresses above Tg.
Injection Molding The situation in injection molding is much more
complicated than in quenching for obvious reasons. As pointed out in the Introduction, the residual bire- fringence in BAPC is dominated by 'frozen-in' contri- butions, but a major part of this frozen-in bire-ence is not induced by flow but rather by shrinkage dif- ferences due to the anisothermal cooling and in addi- tion to that by compression in the anisothermal state (7, 22). For a prediction of residual birefringence, the stress history would have to be computed for the en- tire cycle. For the contribution of thermally induced residual birefringence no simulation package is avail- able yet. The present investigation, however, aims at
showing the principal effects and not details of pro- cessing influences.
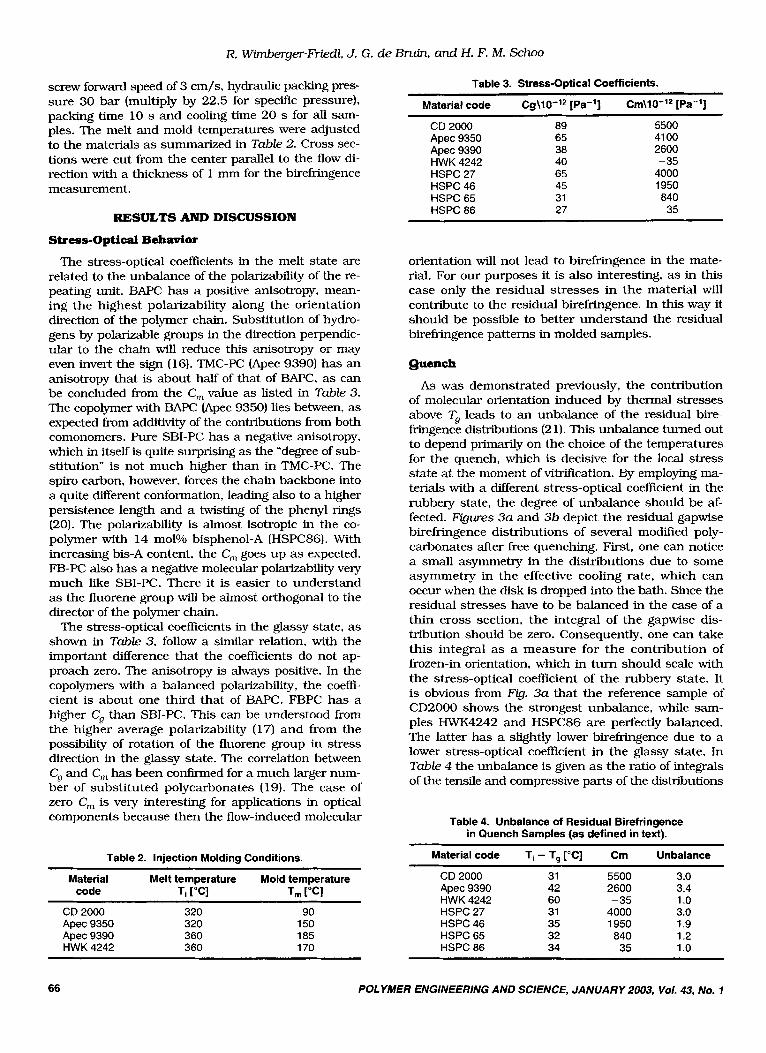
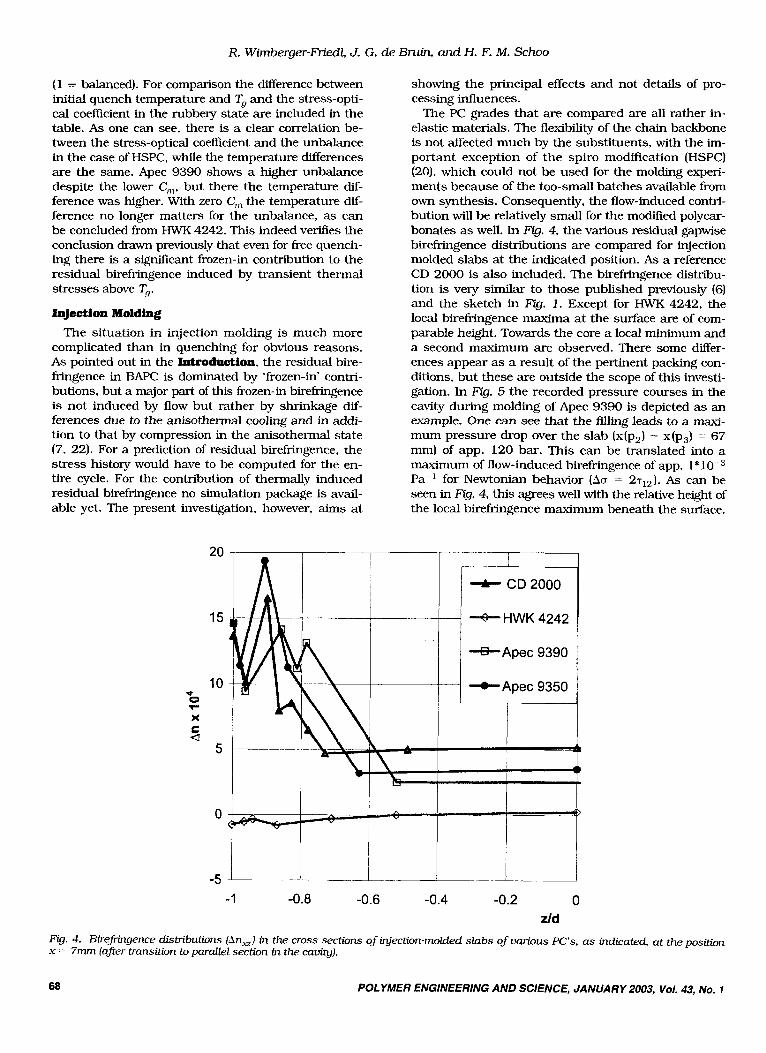
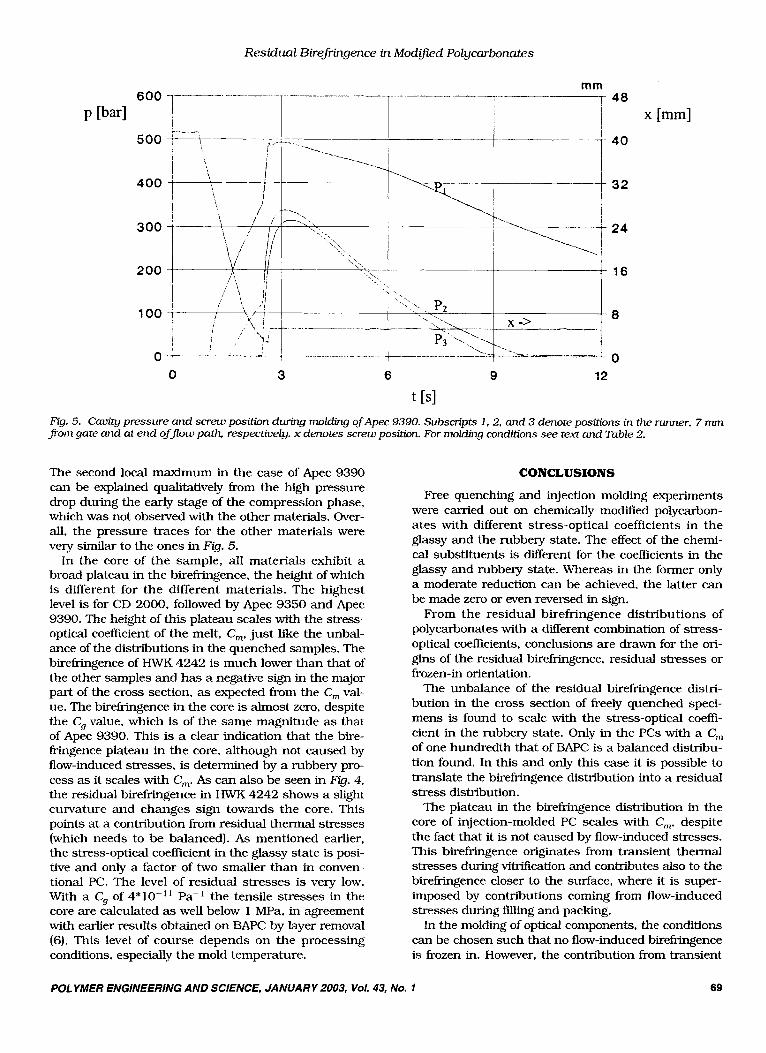
The PC grades that are compared are all rather in- elastic materials. The flexibility of the chain backbone is not affected much by the substituents, with the im- portant exception of the spiro modification (HSPC) (20). which could not be used for the molding experi- ments because of the too-small batches available from own synthesis. Consequently, the flow-induced contri- bution will be relatively small for the modified polycar- bonates as well. In Flg. 4, the various residual gapwise birefringence distributions are compared for injection molded slabs at the indicated position. As a reference CD 2000 is also included. The birefringence distribu- tion is very similar to those published previously (6) and the sketch in Rg. 1. Except for HWK 4242, the local bireli-ingence maxima at the surface are of com- parable height. Towards the core a local minimum and a second maximum are observed. There some differ- ences appear as a result of the pertinent paclung con- ditions, but these are outside the scope of this investi- gation. In Flg. 5 the recorded pressure courses in the cavity during molding of Apec 9390 is depicted as an example. One can see that the fdling leads to a maxi- mum pressure drop over the slab (x(p2) - x(p3) = 67 mm) of app. 120 bar. This can be translated into a maximum of flow-induced birefringence of app. 1*10-3 Pa-' for Newtonian behavior (Au = 2 ~ ~ ~ ) . As can be seen in Flg. 4, this agrees well with the relative height of the local birefringence maximum beneath the surface.
20
+ CD 2000
15 -4- HWK 4242
10 0 0
x c Q
F
5
0
-5 -1 -0.8 -0.6 -0.4 -0.2 0
zld Q. 4. Birefringence distributions (An,) in the cross sections of injectionmolded slabs of various PC's, as indicated. at the position x = 7mm [after transition to parallel section in the cavity).
68 POLYMER ENGINEERING AND SCIENCE, JANUARY 2003, Vol. 43, No. 1
Residual Birejhgence in Modijied Polycarbonates
500
400
3 00
200
100
0 0 3 6 9 12
t bl
40
3 2
24
16
8
0
Fg. 5. Cauity pressure and screw position during molding of Apec 9390. Subscripts 1,2, and 3 denote positions in the runner, 7 mm porn gate and at end of&w path respectively. x denotes screw position. For molding conditions see text and Table 2.
The second local maximum in the case of Apec 9390 CONCLUSIONS can be explained qualitatively from the high pressure drop during the early stage of the compression phase, which was not observed with the other materials. Over- all, the pressure traces for the other materials were very similar to the ones in Fig. 5.
In the core of the sample, all materials exhibit a broad plateau in the birefnngence, the height of which is different for the different materials. The highest level is for CD 2000, followed by Apec 9350 and Apec 9390. The height of this plateau scales with the stress- optical coefficient of the melt, C,, just like the unbal- ance of the distributions in the quenched samples. The birefringence of HWK 4242 is much lower than that of the other samples and has a negative si,gn in the major part of the cross section, as expected from the C , val- ue. The birefringence in the core is almost zero, despite the Cg value, which is of the same magnitude as that of Apec 9390. This is a clear indication that the bire- fringence plateau in the core, although not caused by flow-induced stresses, is determined by a rubbery pro- cess as it scales with C,. As can also be seen in Rg. 4, the residual birefringence in HWK 4242 shows a slight curvature and changes sign towards the core. This points at a contribution from residual thermal stresses (which needs to be balanced). As mentioned earlier, the stress-optical coefficient in the glassy state is posi- tive and only a factor of two smaller than in conven- tional PC. The level of residual stresses is very low. With a Cg of 4*10-11 Pa-' the tensile stresses in the core are calculated as well below 1 MPa, in agreement with earlier results obtained on BAPC by layer removal (6). This level of course depends on the processing conditions, especially the mold temperature.
Free quenching and injection molding experiments were carried out on chemically modified polycarbon- ates with different stress-optical coefficients in the glassy and the rubbery state. The effect of the chemi- cal substituents is different for the coefficients in the glassy and rubbery state. Whereas in the former only a moderate reduction can be achieved, the latter can be made zero or even reversed in sign.
From the residual birefringence distributions of polycarbonates with a different combination of stress- optical coefficients, conclusions are drawn for the ori- gins of the residual birefringence, residual stresses or frozen-in orientation.
The unbalance of the residual birefringence distri- bution in the cross section of freely quenched speci- mens is found to scale with the stress-optical coeffi- cient in the rubbery state. Only in the PCs with a C,, of one hundredth that of BAPC is a balanced distribu- tion found. In this and only this case it is possible to translate the birefringence distribution into a residual stress distribution.
The plateau in the birefringence distribution in the core of injection-molded PC scales with C,, despite the fact that it is not caused by flow-induced stresses. This birefringence originates from transient thermal stresses during vitrification and contributes also to the birefringence closer to the surface, where it is super- imposed by contributions coming from flow-induced stresses during filling and packing.
In the molding of optical components, the conditions can be chosen such that no flow-induced birefringence is frozen in. However, the contribution from transient
POLYMER ENGiNEERlNG AND SCIENCE, JANUARY 2003, Vol. 43, No. 1 69
R. Wimberger-Mdl, J. G. de Bruin, and H . F. M. Schoo
shrinkage stresses to the residual birefringence can- not be eliminated. Therefore a material with a low C,* E, (see Eq 1) is always required for optical appli- cations in any case. Cg plays only a minor role, as re- sidual stresses can be reduced easily by using high mold temperatures.
ACKNOWLEDGMENT
The authors would like to thank Bayer AG (Uerdin- gen, Germany) for the kind supply of Apec 9350, Apec 9390 and HWK 4242 materials and in particular Dr. W. Haese and Dr. F.-K. Bruder of Bayer AG for their cooperation. The help of D. Samoy of Philips ETG-HTP with the molding experiments is gratefully acknowl- edged.
REFERENCES
1. R. Wimberger-Friedl. Progr. Polym Sci. 20, 369 (1995). 2. J. L. S. Wales, J. van Leeuwen, and R van der Vijgh,
3. A. I. Isayev. Polyrn Erg. Sci, 23, 271 (1983). 4. A. A. M. Flaman, Polym Eng. Sci., 33, 193 (1993). 5. R. Wimberger-Friedl. Polym Eng. Sci., 30, 813 (1990). 6. R. Wimberger-Friedl, J. Polym Sci-Polyrn Phys., 32,
Polym Ens. Sci, 12. 358 (1972).
595 (1994).
7. R. Wimberger-Friedl, Int. Polym Roc., 11. 373 (1996). 8. P. S. Theocaris, Polymer, 15. 655 (1974). 9. B. E. Read, J. Polym. Sci .4 , 16, 1887 (1967).
10. T. Inoue. H. Hayashihara, H. Okamoto, and K. Osaki, J. PO@R Sci-P~lym P~~Js., 30, 409 (1992).
1 1. R Wimberger-Fried1 and J. G. de Bruin, Rheol. Acta 30, 419 (1991).
12. D. W. van Krevelen and P. J. Hoftyzer. Properties of Poly- mers, 2nd Ed., p. 339, Elsevier (1976).
13. H. Janeschitz-Kriegl, Polymer Melt Rheology and Flow S u e ~ m c e , Springer Verlag (1983).
14. W. Kuhn and F. Griin, Kolloidzeitschrift, 101, 248 (1942).
15. P. J. Flory, Statistical Mechanics of Chain Molecules, John Wiley (1969).
16. G. Werumeus Buning, H. Janeschitz-Kriegl, R. Wim- berger-Fried, and T. Ford, in Integration of Fundamen- tal Polymer Science and Technology, 2, L. A. Kleijntjens and P. J. Lemstra, eds., Elsevier (1988).
17. A. A. Askadskii, in Polymer Yearbook N, 126 (1987). 18. T. Inoue, E. J. Hwang, and K. Osaki, Rheol. Acta, 36,
1737 (1992). 19. R. Wimberger-Fried1 and J. G. de Bruin. Conf. Proc.
SEM: Mechanics of Time Dependent Materials, E r h g e n 2000, to appear.
20. R. Wimberger-Friedl. M. G. Hut, and H. F. M. Schoo, Macromolecules, 29, 5453 (1996).
21. R. Wimberger-Fried1 and J. G. de Bruin, J. Polym Sci- Polym Phys., 31, 1041 (1993).
22. F. P. T. Baaijens, Rheol. Acta, 30, 284 (1991).
70 POLYMER ENGINEERING AND SCIENCE, JANUARY 2003, Vol. 43, No. 1