Embed Size (px)
Citation preview

Bulletin of the JSME
Journal of Advanced Mechanical Design, Systems, and ManufacturingVol.14, No.4, 2020
© 2020 The Japan Society of Mechanical Engineers[DOI: 10.1299/jamdsm.2020jamdsm0049]Paper No.19-00264
Research on calculation of machine-tool settings and flank modification for spiral bevel gear by duplex spread blade
method based on 4-axis CNC milling machine
Abstract A method is proposed to manufacture spiral bevel gear by duplex spread blade method based on 4-axis CNC milling machine. Firstly, the geometry parameters and machine-tool settings are comprehensively considered. To meet with the tooth taper, a new way is raised to select reference point. Then machine-tool settings are calculated that only first-order mesh performance is guaranteed in the reference point. Therefore conjugate tooth surface is modified by a surface represented as second-order polynomial to optimize mesh performance, as a result a target tooth surface is established, and according to the sensitivity matrix the machine-tool settings are corrected. Finally, the proposed method is illustrated by a numerical example to reveal it’s effective and feasible.
Keywords : Spiral bevel gear, Duplex spread blade method, Reference point, Flank modification, Machine experiment
1. Introduction
Spiral bevel gear is widely used in aviation, aerospace, marine and machine tool for its advantages of driving
smoothly, high transmission efficiency, excellent load capacity, etc. With the improvement of CNC, it is a trend that the machine of spiral bevel gear is converting to completing method from the traditional five-cut method, especially in the developed country of manufacturing. It is more efficient for completing method compared to five-cut method for the machine of pinion is one process for two sides simultaneously by completing, while separated by five-cut method, moreover which is more energy-saving and environmental protection by adopt power dry cutting. Obviously, completing method is an advanced method; however high-end six-axis milling machine is essential, such as Gleason phoenix series and Oerlikon C series.
Duplex helical method is firstly proposed by Gleason to machine spiral bevel gear, while cutting principle and machine setting are not fully revealed (Gleason works, 1971). Tsay et al., (1993) developed a mathematical model can be applied to simulate the tooth surface geometry machined by spread blade and duplex helical method. Gonzalez et al., (2011) presented conversion of the specific machine-tool settings of a given generator to neutral machine-tool settings by duplex heliacal method, and parabolic profile on the blades of the head cutter was applied to adjust the contact pattern. Zhang et al., (2015) revealed the generalized theory of helical method in which gear was non-generated and calculated the basic machine-tool settings by define three reference points, later a mathematical model with circular profile blade was established to adjust contact pattern (2016). Lv et al., (2018) calculated the machine settings of small
Longlong GENG*, Xiaozhong DENG***, Xuemei CAO**, Jing DENG***, Shaowu NIE**and Chuang JIANG***
*School of Mechatronic Engineering, Northwestern Polytechnical University,
127 Youyi West Rd, Xi’an 710072, China
**School of Mechatronics Engineering, Henan University of Science and Technology,
48 Xiyuan Rd, Luoyang 471003, China
***Collaborative Innovation Center of Machinery Equipment Advanced Manufacturing, Henan Province,
48 Xiyuan Rd, Luoyang 471003, China
E-mail: [email protected] Received: 18 May 2019; Revised: 28 October 2019; Accepted: 30 March 2020
1

2© 2020 The Japan Society of Mechanical Engineers[DOI: 10.1299/jamdsm.2020jamdsm0049]
Geng, Deng, Cao, Deng, Nie and Jiang,Journal of Advanced Mechanical Design, Systems, and Manufacturing, Vol.14, No.4 (2020)
module hypoid gear by duplex helical method. All the above research, the calculation of machine settings is complex, and rigorous demands for related machine, such as helical motion, tilt and swivel.
For five-cut method, many exports and scholars have carried out a deep and systematical research. Litvin et al., (1981) suggested the Helixform and Formate methods for Hypoid gears, then realized (1988) the determination of setting of a tilted head-cutter for Hypoid and Spiral Bevel Gears, and proposed (1991) loyal synthesis to calculate machine-tool settings which realize the control of tooth contact and transmission error. Tsuji, I.et al (2011) presented manufacturing method of large-sized spiral bevel gears using multi-tasking machine tool with five axis control. Deng et al., (2014) presented a machining method for face milling using a disk cutter with a concave end by 5-axis CNC machine tool. Yang et al., (2015) proposed a pinion development approach in order to obtain excellent transmission performance of Hypoid and Spiral bevel gears. Jiang (2016) researched the machine setting parameters and cutting test by a new tilt milling machine. Cao (2018) proposed a new method for tooth contact analysis. While for the traditional five-cut method, the machine-tool settings of pinion are calculated based on the machine-tool settings of gear in the reference point by the local conjugate or local synthesis, and the machine settings are different for two sides. And the machine-tool settings are usually calculated in the reference point selected in the middle of tooth surface.
For flank modification, Wang and Fong (2006) proposed a methodology to synthesize the mating flanks of a face-milling pinion with a predetermined fourth-order motion curve. Fan et al., (2008) developed a new approach to correct tooth flank form error by using higher-order coefficients of the universal motions, besides the error surface is represented by polynomials in the paper. Shih (2010) proposed a flank modification methodology based on ease-off topography for face-hobbing. Artoni et al., (2013) presented a methodology to correct tooth deviate that gear deviations mapped into equivalent pinion deviations, and only pinion corrected. Mu and Fang (2017) proposed an ease-off flank modification curvature motion method to solve the problem of the design and fabrication of high contact ratio spiral bevel gear with seventh-order transmission error. Nie et al., (2018) proposed a tooth surface topography modification to improve the meshing performance of spiral bevel gears. And above literatures listed are all about five-cut method or completing, which provided valuable insights for this paper.
To solve the problem of complex calculating machine settings and the constraints of equipment by completing, this paper proposed process spiral bevel gear by duplex spread blade method. The geometry parameters and machine setting parameters are comprehensively considered. And a novel method to calculation reference point is proposed, which is different from traditional method selecting the middle of tooth surface as reference point. Then the geometry parameters are designed and machine-tool settings are calculated in the reference point, and the machine settings are the same to two sides for both gear and pinion. What’s more, the machine settings are without helical motion、tilt swivel. According to the machine-tool settings, ease-off topography is established by the original and conjugate pinion tooth surface to check the original parameters. Only the position of contact determined by machine-tool settings, in order to improve mesh performance, a second-order surface is built to modify the conjugate tooth surface. Finally, the machine setting parameters are corrected that guarantee mesh performance. The logic flow is showed as Fig.1.
Fig.1 The logic flow of design.
2

2© 2020 The Japan Society of Mechanical Engineers[DOI: 10.1299/jamdsm.2020jamdsm0049]
Geng, Deng, Cao, Deng, Nie and Jiang,Journal of Advanced Mechanical Design, Systems, and Manufacturing, Vol.14, No.4 (2020)
2. Determination parameters of spiral bevel gear 2.1 Determination geometry and tool parameters
A difference angle of tangent line between midpoints on either side of the tooth is formed comparing single side
method with duplex method is deduced (Zeng 1989).
1 1 2 1 2
0
sin' 1s RP OP P O P
R r
( ) (1)
Where, 1 2P P、 represents the points in the middle of tooth flank line, R represents mean cone distance, Orepresents cross point of gear, 'O represents the center of head cutter, s represents the tooth thickness.
Meanwhile, in order to reveal the internal relations between dedendum angle f and 1 , two points are selected, and represented as
2 2tan 2 tan tan cosf
s
L
(2)
Where, represents pressure angle, represents spiral angle, s represents the distance along the tooth thickness, L represents the distance along the pitch line.
It is significant to minimize the difference value between 2 and 1 to avoid excessive tooth taper which has a serious impact on gear strength and tool life. As a result the root line is tilted to obtain a suitable dedendum angle fwhich matches 1 2 , and can be written as according to Eq. (1) and Eq. (2).
0
sintan 12 tan cosf f
s R
R r
( ) (3)
Above research is suited for both pinion and gear. Thus it is established to calculate the sum of dedendum angleD as follow equation
1 21 2
0
sin(1 )2 tan cosD f f
s s R
R r
(4)
Where 1f , 2f is dedendum angle of pinion and gear respectively, 1s , 2s is mean normal circular tooth thickness of pinion and gear respectively, and 1s , 2s satisfy the equation 0 1 2( ) 2z s s R , 0z is equivalent number of teeth.
0 0
sin(1 )tan cosD
R
z r
(5)
An assumption is established that sum of dedendum angle s is satisfy with Eq. (5). Then an ideal cutter radius sr can be deduced as
0 tan cossin / 1-180
ss
zr R
( ) (6)
Where, s represents the sum of dedendum angle of standard taper. The size of head cutter has been standardized, so a cutter radius r can be selected according to the ideal cutter
radius sr . Once cutter radius r determined, the final sum of dedendum angle D can be calculated based on Eq. (6). Naturally, cut number N can be obtained as
sin20
DN
(7)
3

2© 2020 The Japan Society of Mechanical Engineers[DOI: 10.1299/jamdsm.2020jamdsm0049]
Geng, Deng, Cao, Deng, Nie and Jiang,Journal of Advanced Mechanical Design, Systems, and Manufacturing, Vol.14, No.4 (2020)
It is diffebe different f
0N closed to Once the
ta a
Where, The dede
comes true b
1sf
For the rdepth and pre
t2b
h
Where, b
Then the
2.2 Determ The basi
designed. Wia point M is
'sin
rR
It is impof surface.
Pinion adistance. A parameters. T
ferent from thefor couples. Tthe calculated
e cutter numbe
0
6N
ta is profile aendum angle
by tilting root l
010sin 2
sN
root tilted aroesented as
tan f
b is face widthe geometry pa
mination mac
ic parametersith the cut nums selected as t
0 0 tan1n 540 tar z
portant to note
and gear are bsimple modelThe tangent to
e blade that caTo reduce the qd can be selecer 0N determin
angle, upper sif is modified
line about the
ound the midd
h. arameters can
chine setting
(e.g., the toomber changedthe reference p
0
anN
e that the cut n
both generatedl is establisheo the path trac
an be grindedquantity of heted.
ned, the profil
ign is applied to eliminate t mean point. T
dle point, the
be obtained co
g parameter
oth number, td, the mean copoint to calcul
number shoul
d; the only difed as Fig.2,
ce at point M f
Fig.2 In
d in any angleead cutter, a se
le angle ta is c
to inner cuttethe effects cauThe value of m
tooth depth i
ombining that
rs
the pressure aone distance wlate machine s
ld nearby avo
fferent is thata left hand pforms angle
nstallment of h
e; the block is eries of cut nu
alculated as
er; lower sign used by the dimodification c
in heel and to
t of standard t
angle, the spirwill not be satisettings, and d
oiding the refe
t the referencepinion is illus with axis X .
ead cutter.
fixed when pumber is set up
is applied to oifferent of cutcan be repente
oe will change
taper.
ral angle) aresfied with Eq.deduced as
erence point fa
e point is selestrated to calc
produced. Cutp. And then th
outer cutter. t number. Theed as
e, h is the c
e determined . (6). To solve
far away from
ected not at thculate the ma
t number mayhe cut number
(8)
e modification
(9)
change of the
(10)
as the couplee the problem,
(11)
m the midpoint
he mean coneachine setting
y r
n
e
e ,
t
e g
4

2© 2020 The Japan Society of Mechanical Engineers[DOI: 10.1299/jamdsm.2020jamdsm0049]
Geng, Deng, Cao, Deng, Nie and Jiang,Journal of Advanced Mechanical Design, Systems, and Manufacturing, Vol.14, No.4 (2020)
Radial d
0rS r
Whereas
arcq
The slidi
bX R
And the
00
m
g
E
X
Then the
3. Establish A unive
coordinate sycradle, (bS xdistance betrepresented aangle ta ,are pinion whichto back 1gX a
distance rS ca
2 20 0( ') 2r R r
s cradle angle
0
0
cosctan' sinr
R r
ing base will b
' tan( )f
other machin
00
e machine sett
hment of dig
ersal model iystem of pinb , , )b bx y z is an
tween cO anas 1q , machinshowed in Figh meets with are equal 0, th
an be obtained
'cosR
q is obtained
be changed as
e setting param
ting parameter
gital tooth su
is establishednion, t( ,t tS x yn auxiliary coond tO , and rne root angle g.3. p represen
1 ap pR .Wey are shown
Fig.3
d as
as
s root line tilte
meters are
rs are calculat
urface
d as Fig.3. S, )tz is coordinordinate systerepresents as
1 , Blank offnts the angle oWhat needs ilin Fig.3, for t
Coordinate sy
ed, and the va
ted.
1 m1 1 1( , ,m m mS x y znate system oem. The mach
1rS , centerffset 1mE and mof cradle durillustration is tthe correction
ystems of mac
riation is dete
) is coordinaof head cuttehine-tool settiroll position
machine centeing the generathat althoughof tooth surfa
chine and hea
rmined as
ate system ofer, c( , ,c cS x y zings, for insta
is the angler to back 1gX
ate, 1 represethe Blank off
ace in the follo
ad cutter.
f machine, )cz is coordina
ance, radial de formed by1 , cutter radiuents corresponfset 1mE and mowing.
(12)
(13)
(14)
(15)
1 1 1 1( , , )S x y z isate system of
distance is they 1rS and m1x ,us cpR , profilending angle of
machine center
s f e , e f r
5

2© 2020 The Japan Society of Mechanical Engineers[DOI: 10.1299/jamdsm.2020jamdsm0049]
Geng, Deng, Cao, Deng, Nie and Jiang,Journal of Advanced Mechanical Design, Systems, and Manufacturing, Vol.14, No.4 (2020)
Equation of head cutter in tS can be expressed as
( sin ) cos( sin )sin
r r ( , )cos1
cp p t p
cp p t p
t t p p
p t
R s
R ss
s
(16)
Where, p ps 、 , are parameters of tooth surface, as showed in Fig.3. cpR is cutter radius measured in the plane of 0tz ,and upper sign is applied to outer cutter, lower sign is applied to inner cutter.
Equation of pinion and unit normal vector in 1S can be obtained by coordinate transformation and written as
1( )( )
( )( ) ( )
1 1
1 1
1 p p p t j p t
p p p p p p
p p
1 p p p
p p p p p p
p p
r s , , M , r
r s , , r s , ,
sn s , ,
r s , , r s , ,
s
( )
( )
(17)
Where, 1 ( , )t j pM is transfer matrix from tS to 1S , j represent machine-tool settings. And 1 ( , )t j pM can be detailed description as
11 12 13 14
21 22 23 241
31 32 33 34
440 0 0
t
a a a a
a a a aM
a a a a
a
(18)
11 1
12 1
13 1
14 1 1 1 1 1
21 1 1 1
22 1 1 1
23 1 1
24 1 1 1 1 1 1 1 1 1 1
cos cossin cos
sincos cos( ) sin
cos sin cos sin sincos cos sin sin sincos sin
cos cos sin cos sin( ) sin sin
p
p
r p b
p p
p p
m b r p r
a
a
a
a S q X
a
a
a
a E X S q S
1 1
31 1 1 1
32 1 1 1
33 1 1
34 1 1 1 1 1 1 1 1 1 1 1 1
44
cos( )sin sin cos cos sin
sin cos sin cos sincos cos
sin cos cos sin sin( )) cos sin cos( )1
p
p p
p p
m b r p r p
q
a
a
a
a E X S q S q
a
Meshing equation can be expressed as during the process of generating
( ) 01p p p 1
p
f nr
s , ,
(19)
The theoretical tooth surface geometry can be numerically represented by the coordinates of a series of surface point defined in Fig.4. A grid of n lines and m columns is defined in the axial XL RL plane of pinion that XL is coinciding with axis of pinion.
6

2© 2020 The Japan Society of Mechanical Engineers[DOI: 10.1299/jamdsm.2020jamdsm0049]
Geng, Deng, Cao, Deng, Nie and Jiang,Journal of Advanced Mechanical Design, Systems, and Manufacturing, Vol.14, No.4 (2020)
1xXL r
RL r
Where,
The gridchosen accorabout p ps , , for gear. The
4. Flank m
Only theactive designsecond orderThe main ste
(1) Dedu(2) Adju
4.1 Derivat
( ,h h hS x y
systems 1( 1S xsystem (dS xshaft angle foangles that d
1
21
s , ,
s , ,
( )
( )p p p
y p p pr
x1 y1 z1r r r、 、 a
d point can berding to Eq. (
p can be obtae models are b
odification oe pressure angn and acquirer surface that eps are as folloucing the conjusting the coef
tion of conju
, )h hz is mesh 1 1, , )1 y z and 2S
, , )d d dx y z is esormed by the etermine the m
21 s , ,(z p p pr
are the three c
e calculated by(11). There arained. Hence, tbuilt of pinion
F
of conjugategle a and spirae a well perfo
tooth lengthwows: ugate tooth su
fficient to mod
ugate tooth s
coordinate sy2 2 2( , , )2x y z arestablished whrotation axes,meshing insta
)
omponents of
Fig.4 Defin
y solving the re three paramthe tooth surfaand gear in U
ig.5 Model
e tooth surfaal angle are ormance, a mwise crowing
urface; dify until a we
surface
ystem which ise rigidly attachose dz is para, E is blank ofantaneous posi
f 1r .
nition of a too
nonlinear equmeters p p ps , , face equation aUG showed in
of gear, pinion
ace guaranteed in
method is put , tooth profile
ell mesh perfo
s rigidly attacched to the piallel to hz . 1 affset the distanition of pinion
oth flank grid.
uation made up in the equatiand unit normFig.5, simulta
n and assemb
n the referencforward to me crowing and
ormance obtain
ched to machininion and geaand 2 are angnce between thn and gear, res
up of Eqs. (19ions. As a res
mal vector are aneously, an a
le.
e point. In ordmodify the cond tooth longit
ned.
ne frame, as sar, respectivelgular velocityhe rotation axspectively.
9)- (20). Refersult, a series oobtained by E
assemble mod
der to realize njugate tooth tudinal twist
shown in Fig.ly. An auxiliay of pinion anxes. 1 、 2 ar
(20)
rence point isof parametersEq. (17). So isdel is set up.
tooth surfacesurface by a
are modified.
6. Coordinateary coordinatend gear. isre the rotating
s s s
e a .
e e s g
7

2© 2020 The Japan Society of Mechanical Engineers[DOI: 10.1299/jamdsm.2020jamdsm0049]
Geng, Deng, Cao, Deng, Nie and Jiang,Journal of Advanced Mechanical Design, Systems, and Manufacturing, Vol.14, No.4 (2020)
Similarlysurface param
The gear
d
d
M
L
r
n
Where,
2dM
2dL is theMeshing
( , ,gg
The relat
(21) (d v ω
Where,ω
(2)d
zω
[0d R
12 1m zAccordin
2 (f
y, gear equatimeters of gear
r equation 2 (r
2 2
2 2
d
d
M
L
r
n
2
2
0 sin0 cos1 0
0 0
e 3 3 submatg equation is m
(21)2 ) d d n v
tive speed of m
(2) (1) )d d d ω ω r
(1) [ 1 0d ω
1
2[0 0 1z
z
0]TE ,
2/ z , 1z is the nng to Eqs. (21
( ), gg
ion and unit r.
, )g g and uni
2
2
cos 0sin 0
0 00 1
trix 2dM . met in contact
) 0
meshing poin
(1)d d d r R ω
0]T ,
1]T ,
number of pin) - (23), 2 ca
normal vecto
Fig.6 M
it normal vect
000
point which e
t can be expre
nion and 2z is than be solved,
or can be rep
Mesh coordina
tor 2 ,g g ( )n
expressed in S
essed as
the number of and expressed
presented as 2r
te system.
)can be repre
dS as follow
f gear. d as
2 ,( )g g and n
sented in dS as
2 ,g g ( )n , wh
s
here , gg are
(21)
(22)
(23)
(24)
e
)
8

2© 2020 The Japan Society of Mechanical Engineers[DOI: 10.1299/jamdsm.2020jamdsm0049]
Geng, Deng, Cao, Deng, Nie and Jiang,Journal of Advanced Mechanical Design, Systems, and Manufacturing, Vol.14, No.4 (2020)
Substitutobtained.
Then the
1
1 1
M
L
r
n
Where
1dM
And, 1dL
4.2 Flank m
A secondaims at get a
1a X
Where, Xcrowing thatprofile crowi
Equationmodification
The quaestablished b
( ,T g r
5. Calculat
The mac
order to obtabroadly deve
First the
ting Eq. (24)
e correspondin
1
1
( )( )
gd d g
d d g g
M
,n
,r
1
1
1 00 cos0 sin c0 0
is the 3 3 sub
modification
d order surfacwell perform
2 22 3X a Y a X
X andY are alt modifies tooing, 3a represenn (26) is appron model can be
antity of modiby Eq. (25) an
1) ( , )gg g r
te correction
chine-tool settain a well m
eloped and hasdeviations be
in Eq. (21) th
ng points in pi
1
1
0 0sin
cos 00 1
E
bmatrix 1dM .
n
ce is developemance which re
XY
long tooth lenoth lengthwisents the factor opriate for bote built; here a
ification is cand Eq. (26), an
1) ( ,g n
n of machine
tings are corrmesh performa
s been provenetween target a
he tooth surfa
inion can be d
ed to modify epresents as
ngth and toothe crowing, 2aof tooth longith convex sidsketch (only
Fig.7 Mod
alculated accond represented
)g
e-tool setting
rected to elimance with the n to be a reliaband original to
ace ,d g g ( )r
deduced as
the conjugate
h profile, resp2 represents thitudinal twist
de and concaveconcave side)
dification of to
ording to Eq.d as
gs
minate the devexist gear. T
ble and effectiooth surface c
and vector dn
e tooth surfac
pectively. 1a rehe factor of tothat modifies e side. Adjust) is listed in Fi
ooth surface.
. (26), represe
viations betweThe flank topive method forcan be express
,g g ( )of ge
e in order to
epresents the ooth profile crtooth longitud
ting six coeffiig.7.
ented as . T
een target andographical cor reducing mased as follow
ear represente
regulate the c
factor of toorowing that m
udinal twist. icients, and th
The target too
d original tooorrection methanufacturing e
d in dS can be
(25)
curvature that
(26)
th lengthwisemodifies tooth
hen a different
oth surface is
(27)
oth surface inhod has beenerrors.
e
t
e h
t
s
)
n n
9

2© 2020 The Japan Society of Mechanical Engineers[DOI: 10.1299/jamdsm.2020jamdsm0049]
Geng, Deng, Cao, Deng, Nie and Jiang,Journal of Advanced Mechanical Design, Systems, and Manufacturing, Vol.14, No.4 (2020)
- ( , )T 1 p pr r r
(28)
Taking machine-tool settings into account, Eq. (28) can be represented as
- ( , , )1 p p j r r r
(29)
Then differential coefficient of Eq. (29) can be expressed
1 1 1 11
1
( ... )p p k
p p k
ss
r r r r
r (30)
Taking dot product of Eq. (30) with the vector 1n
1 1 1 11 1 1
1
( ... )p p k
p p k
ss
r r r r
r n n
(31)
For vectors 1 pr s and 1 pr are perpendicular to the surface normal 1n , so it can be simplified as follows
1 1 1 1 1 11 1 2
1 2
( ... )k
k
r n r n r n
r n (32)
Where 1 r n denotes the deviation of tooth surface, 1 1( ) / jr n denotes the influence coefficient of machine-tool setting.
Using represents the deviations of grid points, and then the sensitivity coefficient of parameter j is as follows
j j
(33)
As mentioned, the tooth surface deviation of grid points which is made up of i ( 2i m n ) points can be written in matrix form as Eq. (34) and simplified as Eq. (35).
1 11 21 31 1 1
2 12 22 32 2 2
2 13 23 33 3 3
1 2 3
...
...
...... ... ... ... ... ... ...
...
k
k
k
i i i i ki k
(34)
( 1, 2,..., 2 ; 1, 2,..., )i ij j i m n j k
(35)
Where, ij represents the sensitivity coefficient of machine setting parameters j in point l , ij represents the sensitivity matrix, i represents the deviations between target and original gird points, j represents the modification of machine-tool settings.
There are far more grid points than the machine-tool settings in Eq. (35), so it is over determined. The least squares method is be used to solve the corrections.
T T1( )ijj ij ij i (36)
The machine-tool settings will be corrected with the corresponding coefficients until the corrected tooth surface have a well mesh performance.
10

2© 2020 The Japan Society of Mechanical Engineers[DOI: 10.1299/jamdsm.2020jamdsm0049]
Geng, Deng, Cao, Deng, Nie and Jiang,Journal of Advanced Mechanical Design, Systems, and Manufacturing, Vol.14, No.4 (2020)
6. Numeric6.1 Numeri
A couplemethod. The
The bui
between the
As Fig.8offset referenpoint. For thmore intuitiv
cal example ical example
e that the basimachine-tool
lding of easeoriginal and c
Fig.8
8 shows, for tnce point, thee convex side
ve, a distributi
and machine
ic parameters l setting param
Tab
Parameters
Number of teePitch cone angFace cone angRoot cone angModule/mm Face width/mmShaft angle/° Mean spiral anPressure angleWhole depth/mCone distance
T
ParameteRadial seInitial craMachine Vertical oMachine Sliding bRoll ratioCutter radPoint widCut numb
e-off topograpconjugate toot
(a) Concav
Ease-off topo
the concave sie indifferencee, the biggest ion of deviatio
ne experime
are given in meters are calcble 1 Basic p
eth gle/° gle/° gle/°
m
ngle/° e/° mm e of reference p
Table 2 Mac
ers etting/mm adle angle settiroot angle/°
offset, mm center to backase/mm
o dius/mm dth/mm ber
phy is presentth surface of p
ve side of pinio
ography betwee
ide, the biggee becomes bigindifference ion in tooth su
nt
Table 1 is selculated accordparameters of
point/mm
chine-tool setti
P10
ing/° -652
k/mm
2.1
ted in detail ipinion are esta
on
en original and
est indifferencgger. Then this 0.3125mm urface is draw
lected as a nuding to the prospiral bevel g
Pinion (Left hand)
18 27.21611 31.39276 24.41897
7.5932
13.6108.
ing parameter
Pinion 03.0815 15.27172 624.417
0 0
0.97 186519 1114.3 3.09 12
in the literatuablished, as sh
(b) Convex sid
d conjugate to
ce is 0.30064me contact pattin the root of
wn as Fig.9. Fo
mber exampleoposed methogear.
Gear (Right hand)
35 62.78389 65.58103 58.60724
16 53 90 35 20 6683 6804
rs.
Gear 03.0815
65.27172 58.6
0 0
0.97 .124495 114.3 3.09 12
ure (Nie 2018hown in Fig.8.
de of pinion
ooth surface of
mm in the toptern may be i
f heel. In orderor elastic defo
e to illustrate od, and given i
)
8).The ease-of.
f pinion.
pland of heel,in the aroundr to display co
ormation is 0.
the proposedin Table 2.
ff topography
, and as mored of referenceontact pattern00635mm, so
d
y
e e n o
11

2© 2020 The Japan Society of Mechanical Engineers[DOI: 10.1299/jamdsm.2020jamdsm0049]
Geng, Deng, Cao, Deng, Nie and Jiang,Journal of Advanced Mechanical Design, Systems, and Manufacturing, Vol.14, No.4 (2020)
the gradient i
As showroot line andlongitudinal coefficients t
The devi
As Fig.1for the convparameters aalso be correTable4.
is selected to
Fig.9 D
wn in Fig.9, ford there is no e
twist are unthat listed in T
iations betwee
(a
F
0 illustrates, vex side, the bare corrected bected, while
distinguish th
(a) C
Distribution of
r concave anddge contact. B
ndesirability tTable.3 are app
en target and o
a) Concave of
Fig.10 Devia
for the concavbiggest deviatby the methodonly machine
he deviations i
oncave of pini
deviations betw
d convex side But unfortunathat the toothplied to modif
original tooth
pinion
ations between
ve side, the bition is 0.0574
d proposed in e setting para
in different co
ion (b
tween original
of pinion, theately the toothth contact pafy the conjuga
surface are as
n target and ori
iggest deviati434mm that othis paper. Ne
ameters are c
olors.
b) Convex of p
and conjugate
e tooth contacth lengthwise cattern will beate tooth surfa
s shown in Fig
(b) C
iginal tooth sur
ion is 0.08189occurs in the eed to supplemorrected in th
pinion
tooth surface
t patterns are ncrowing, toothe too short. Tace.
g.10.
Convex of pinio
rface of pinion
93mm that occroot of heel.
ment, if possibhis paper. Th
of pinion.
nearly perpenh profile crowTherefore the
on
n.
curs in the topThen the ma
ble the tool pahe corrections
ndicular to thewing and tooth
e polynomial
pland of heel;achine settingarameters can are listed in
e h l
; g n n
12
The deviiations betwee
ConcavConvex
Table
Parameradial sinitial cmachinverticalmachinsliding roll rati
en corrected a
Table 3
e of pinionx of pinion
e 4 Correctio
eters setting/ mm cradle angle sene root angle/ °l offset/mm
ne center to bacbase/mm
io
and original to
Adjusting co
1a 0.00027 00.00032 0
on of machine
C-1
etting/ ° 0° -1
0ck/ mm -0
0-0
ooth surface ar
efficients.
2a 0.00018 0.0.00025 -0
e settings for p
Correction 1.240238 .085152 1.525668 .846601 0.012888 .972381 0.015783
re as shown in
3a .00015 0.00013
pinion.
n Fig.11.

2© 2020 The Japan Society of Mechanical Engineers[DOI: 10.1299/jamdsm.2020jamdsm0049]
Geng, Deng, Cao, Deng, Nie and Jiang,Journal of Advanced Mechanical Design, Systems, and Manufacturing, Vol.14, No.4 (2020)
As Fig.10.009098mmerrors mainlythe root of toobviously, an
The easdistributions
Referringmore obviouFig.14.
F
1 illustrates, fm that occurs iy exists in the oe, the biggestnd the target toe-off topograof deviations
Fig.12
Fig.13 D
g to Fig.9 andus. Tooth cont
(a) Concave
Fig.11 Deviat
for the concavin the topland edge of the tot error decreaooth surfaces aphy correspos are shown in
(a) Conc
Ease-off topo
(a) C
Distribution of
d Fig.13, the tact analysis i
(a
Fig.14
e of pinion
tions between
ve side, the bid of heel, the ooth surface; se from 0.057are approxim
ond to the con Fig.13.
cave of pinion
ography betwe
Concave of pini
deviations betw
tooth contact is carried out
a) Convex of g
4 Tooth conta
target and corr
iggest error bbiggest error for the convex
7434mm to 0.mate achieved.orrected mac
een corrected a
ion (b
ween corrected
patterns are busing the corr
gear (b
act patterns and
(b) Conv
rected tooth su
etween targetdecrease from
x side, the big009689mm. C
chine setting
(b) Convex o
and conjugate t
b) Convex of p
d and conjugat
becomes big arected machin
) Concave of g
d transmission
vex of pinion
urface of pinion
and correctedm 0.081893mggest error is 0Comparing to
parameters a
of pinion
tooth surface o
pinion
te tooth surface
along the toothne-tool setting
gear
n errors.
n.
d tooth surfacmm to0.009098
0.009689mm Fig.10, the er
are shown in
of pinion.
e of pinion.
th length, and gs, the results
ce of pinion is8mm, and thethat occurs inrrors decrease
n Fig.12, and
the bias in isare shown in
s e n e
d
s n
13

2© 2020 The Japan Society of Mechanical Engineers[DOI: 10.1299/jamdsm.2020jamdsm0049]
Geng, Deng, Cao, Deng, Nie and Jiang,Journal of Advanced Mechanical Design, Systems, and Manufacturing, Vol.14, No.4 (2020)
6.2 Machine Based on
pinion and ge
Comparicarried out awithout obvi
In order comparison imade, and th
e experiment
n the approacear are proces
ing the modeafter fillet. Thious vibration.
to make it isis carried out
he position and
ched method,ssed respectiv
(a) G
l (Fig.5) and e scene of rol.
s easy to undthrough the p
d contact path
Fig.17
, an experimeely both two s
Gear process
Fig.15
product (Figlling test and
Fig.16
derstand the mposition of conh are mapped.
7 Real and th
ent is carried sides. Instanta
Machine expe
.15), they arecontact patte
Rolling test an
match of the ntact and the The results ar
heory contact
out by 4-axisaneous states d
(b) Pinion pr
eriments.
e in harmony rns are showe
nd results.
actual tooth ccontact path. re showed in F
pattern comp
s CNC millingduring proces
ocess
with each oted in Fig.16.
contact and thThe rubbings
Fig.17.
arison.
g machine YKsing are show
ther. Finally, The transmiss
he result of cs of real conta
K2260X. Thewn in Fig.15.
rolling test ission is steady
calculation. Aact pattern are
e
s y
A e
14

2© 2020 The Japan Society of Mechanical Engineers[DOI: 10.1299/jamdsm.2020jamdsm0049]
Geng, Deng, Cao, Deng, Nie and Jiang,Journal of Advanced Mechanical Design, Systems, and Manufacturing, Vol.14, No.4 (2020)
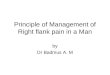
As showed in Fig.17, (17a) is real contact pattern of gear convex. The angle between contact path and pitch line is 40.5°,and the distance between the middle point of contact and toe is 18.4mm , while the corresponding data showed in Fig.17(c) are 40.9°and 18.96mm. 17(b) is real contact pattern of gear concave. The angle between contact path and pitch line is 40.5°,and the distance between the middle point of contact and toe is 19.72mm,while the corresponding data showed in Fig.17(d) are 41°and 19.63mm.
From the comparison in the position and contact path, results of real contact pattern and TCA are matched. The difference may be caused by machine errors and installment errors during the process.
7. Conclusion
(1) In this paper, duplex spread blade method is proposed to machine spiral bevel gear. Geometry parameters and
machine-tool setting parameters are comprehensively considered. The parameters are deduced in reference point which is calculated by a new way.
(2) A modification by second order surface is proposed to modification tooth lengthwise crowing, tooth profile crowing and tooth longitudinal twist for two sides simultaneously in order to get a well mesh performance.
(3) An experiment is carried out by a 4-axis CNC milling machine, results of real contact pattern and TCA are matched through the comparison in the position and contact path. It demonstrates that the proposed method to process spiral bevel gear by duplex spread blade is effective and feasible.
Acknowledgments
The authors would like to thank the financial aid and support from the National Natural Science Foundation of
China (Grant NO. 51475141, Grant NO. 51675161, Grant NO. 51705134, and Grant NO. 51705135). We are grateful to the reviewers and editors for their valuable comments and suggestions. Reference Artoni, A., Gabiccini, M., Kolivand, M., Ease-off based compensation of tooth surface deviations for spiral bevel and
hypoid gears: Only the pinion needs corrections, Mechanism and Machine Theory Vol. 61 (2013), pp. 84-101. Cao, X.M., Deng, X.Z., Wei, B.Y., A novel method for gear tooth contact analysis and experimental validation,
Mechanism and Machine Theory Vol. 126 (2018), pp.1-13. Deng, X.Z., Li, G.G., Wei, B.Y., Deng J. ,Face-milling spiral bevel gear tooth surfaces by application of 5-axis CNC
machine tool, The International Journal of Advanced Manufacturing Technology Vol.71 (2014), pp.1049-1057. Fan, Q., Dafoe R.S., Swanger J.W. , Higher-order tooth flank form error correction for face-milled spiral bevel and
hypoid gears. Journal of Mechanical Design Vol.130 (2008), pp. 1-9. Gleason Works, Calculation instructions generated hypoid gears duplex helical method. The Gleason Works,
(1971), New York. Gonzalez, P. I., Fuentes, A., Hayasaka, K., Computerized design and tooth contact analysis of spiral bevel gears
generated by the duplex helical method, International design engineering technical conferences and computers and information in engineering conference (2011), pp.149-158.
Jiang, C., Deng, J., Deng, X.Z., Study of motional parameters calculation and tooth cutting experiment based on the new type of tilt milling machine, Journal of Advanced Mechanical Design, Systems, and Manufacturing Vol.10(2016), pp.1-19.
Litvin, F.L., Gutman Y., Methods of synthesis and analysis for hypoid gear drives of “formate” and “helixform”, Journal of Mechanical Design Vol.103 (1981), pp.83-110.
Litvin, F.L., Zhang, Y., Determination of setting of a tilted head-cutter for generation hypoid and spiral bevel gears, NASA CR182138 (1988), pp.1-15.
Litvin, F.L., Zhang, Y., Local Synthesis and tooth contact analysis of face-milled spiral bevel gears, NASA CR4342 (1991), pp.48-68.
Lv, C.G., Luo, J.Q., Wang, H.J., Tooth cutting calculation of helical double-sided machining of small module quasi-hyperboloid bevel, Journal of Mechanical Transmission Vol.42(2018), pp.92-94(in Chinese).
15

2© 2020 The Japan Society of Mechanical Engineers[DOI: 10.1299/jamdsm.2020jamdsm0049]
Geng, Deng, Cao, Deng, Nie and Jiang,Journal of Advanced Mechanical Design, Systems, and Manufacturing, Vol.14, No.4 (2020)
Mu, Y.M., Fang, Z.D., An ease-off flank modification method for high contact ratio spiral bevel gear with modified curvature motion, Journal of Advanced Mechanical Design, Systems, and Manufacturing Vol.11,NO,3.(2017) , pp.1-15.
Nie, S.W., Deng, J., Deng, X.Z., Geng, L.L., A flank modification method for spiral bevel gears based on mismatch topography adjustment, Journal of Advanced Mechanical Design, Systems, and Manufacturing Vol.12,NO,2.(2018) , pp.1-15.
Shih, Y.P. , A novel ease-off flank modification methodology for spiral bevel and hypoid gears, Mechanism and Machine Theory Vol.45(2010) , pp.1108-1124.
Tsay, C.B., Lin, J.Y., A mathematical model for the tooth geometry of hypoid gears, Mathematical and computer modeling Vol.18(1993), pp. 23-34.
Tsuji, I., Kawasaki, K., Abe, Y. and Gunbara, H., Manufacturing method of large-sized spiral bevel gears using multi-tasking machine tool with five axis control, Transactions of the Japan Society of Mechanical Engineers, Series C, Vol.77, No.775 (2011), pp.161-169.
Wang, P.Y., Fong, Z.H., Fourth-Order kinematic synthesis for face-milling spiral bevel gears with modified radial motion (MRM) correction, Journal of Mechanical Design Vol.128 (2006), pp.457-467.
Yang, Y., Mao, S.M., Guo, W.C., Pinion development of face-milled spiral bevel and hypoid gears based on contact attributes, The International Journal of Advanced Manufacturing Technology Vol.84 (2016), pp.2347-2356.
Zeng, T., Design and manufacture of spiral bevel and hypoid gears (1989), Harbin institute of technology, pp. 59-61(in Chinese).
Zhang, Y., Yan, H.Z., Zeng, T., Cutting principle and tooth contact analysis of spiral bevel and hypoid gears generated by duplex helical method, Journal of Mechanical Engineering Vol.51 (2015), pp. 15-23 (in Chinese).
Zhang, Y., Yan, H.Z, New methodology for determining basic machine settings of spiral bevel and hypoid gears manufactured by duplex helical method, Mechanism and Machine Theory Vol.100 (2016), pp.283-295.
16