Embed Size (px)
Citation preview

Hindawi Publishing CorporationISRNMechanical EngineeringVolume 2013, Article ID 640958, 11 pageshttp://dx.doi.org/10.1155/2013/640958
Research ArticleSpringback Analysis in Sheet Metal Forming UsingModified Ludwik Stress-Strain Relation
Sanjay Kumar Patel, Radha Krishna Lal, J. P. Dwivedi, and V. P. Singh
Department of Mechanical Engineering, Indian Institute of Technology, Banaras Hindu University, Varanasi 221005, India
Correspondence should be addressed to Radha Krishna Lal; [email protected]
Received 18 June 2013; Accepted 17 July 2013
Academic Editors: C. C. Huang and A. Z. Sahin
Copyright © 2013 Sanjay Kumar Patel et al. This is an open access article distributed under the Creative Commons AttributionLicense, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properlycited.
This paper deals with the springback analysis in sheet metal forming using modified Ludwik stress-strain relation. Using thedeformation theory of plasticity, formulation of the problem and spring back ratio is derived using modified Ludwik stress strainrelationship with Tresca and von Mises yielding criteraia. The results have been representing the effect of different value of 𝑌/𝐸 or𝜎𝑜/𝐸 ratio, different values of Strain hardening index (𝑛), Poisson’s ratio (]), and thickness on spring back ratio (𝑅
𝑜/𝑅𝑓). The main
aim of this paper is to study the effects of the thickness, 𝑌/𝐸 ratio, 𝑛 and Poisson’s ratio in spring back ratio.
1. Introduction
In sheet metal working, sheets are deformed to cylindricaland helical shapes by plastic bending with the help of a punchand die set. When such bending is properly done, the insidecontour of the section matches the surface contour of the dieduring the forming operation. However, after the release ofthe applied loads, the contour assumes a different shape thanthat of the die because of the release of elastic stresses in themetal. This elastic distortion is commonly called springback.Springback complicates tool design in that the die must bedesigned to compensate for it. Consequently, it is desirable tohave a method of quantitatively predicting the magnitude ofspringback as a function of the properties of the material andgeometry involved in the forming operation.
In bending, the springback is ameasure of elastic recoveryof radius on removal of the applied bending moment orload after the bending section is beyond elastic limit. Whiledesigning the die set, the springback factor should be takeninto account to avoidmismatch while assembling formed dif-ferent sections.
Initially, springback studies are with sheet bending oper-ations. Sachs [1], Schroeder [2], Gardiner [3], Singh andJohnson [4], and others studied the springback consideredbending of sheets of different shapes and depicted springbackas a function of material thickness, length, and width of the
sheets taken. Their studies were limited to V- and U-shapeddies for applying bending loads and they predicted thespringback as a measure of change in the curvature dis-tribution. Huth [5], Nadai [6], and Upadhyay [7] have alldone a number of excellent work on the elasto-plastic torsionof bars with rectangular sections, but their work has beenlimited to monotonically increasing loads only. Dwivediet al. [8, 9] analytically predicted the residual angle of twistand torque relation, and so forth, for bars of elastic strain-hardening materials with narrow rectangular sections. Thiswork, however, has the limitation that it is valid for thinrectangular strips only. Dwivedi et al. [10, 11] dealt with thetorsional springback of square-section bars of linear andnonlinear work-hardening materials. Dwivedi et al. [12] alsodealt with the torsional springback of L-shaped section barsof nonlinear work-hardening materials.
An accurate analysis of springback has been made in thepast on sheet bending and tube bending operations throughexperiment [13–18]. Torsional springback in thin tubes withnonlinear work hardening analysis was made by Choubeyet al. [19–21].
In the following, approximation equations are derived inan attempt to provide a quantitative method with practicalutility for predicting the springback behavior in bent sectionof sheet metal as a function of die radius, sheet thickness, andstress-strain characteristics of the material.

2 ISRNMechanical Engineering
2. Basic Equations and Formulation
In this paper, springback prediction approach using themod-ified Ludwik stress-strain relation was studied. The assump-tion of narrow beam of a wide sheet can significantly alterthemagnitude of the predicted results in sheet metal bendingbecause this ignorance of the transverse stresses are presentduring forming. In this paper, it is assumed that the bendsection is a wide sheet of an elastic plastic strain hardeningmaterial in an effort to obtain more accurate expression forpredicting the springback behavior. In this method, use ofapplied moment and curvature relation during the formationof a wide sheet of metal around a portion of cylindricaldie was done to derive springback relationship. From thebending equation, we directly relate the bendingmoment andcurvature during the forming as follows:
𝑀
𝐼=
𝜎
𝑦=
𝐸
𝑅,
𝑀
𝐸𝐼=
1
𝑅,
𝑀 = 𝐶 ∗1
𝑅.
(1)
From this equation, the springback is related to theapplied bending moment and curvature during the forma-tion. The modified Ludwik stress-strain relation (Figure 2) isgiven by
𝜎 =
[[[
[
𝐸𝜀 𝜀 ≤𝑌
𝐸
𝑌(𝐸𝜀
𝑌)
𝑛
𝜀 ⩾̇𝑌
𝐸
]]]
]
, (2)
where 𝑌 = 𝜎𝑜, 𝜎 = 𝐸𝜀 is the elastic part and 𝜎 = 𝜎
𝑜(𝐸𝜀/𝜎
𝑜)𝑛
is the plastic part, and the equation gives the total stress.
3. Assumption for Derivation ofSpringback Behaviour
(1) Pure bending of the sheet to cylindrical surface.(2) The cross section dimensions of the sheet are such so
that the width to thickness ratio is large.(3) The stress-strain characteristics of material are the
same in tension and compression.(4) The natural surface is always in the centre of the sheet,
and plane sections remain plane during bending.(5) The cross section dimensions of the sheet do not
change significantly in bending.(6) The radius of bending is large compared to the thick-
ness of the sheet so radial stresses are assumed to benegligible.
(7) The circumferential strains are sufficiently small sothat the conventional strain and the true strain areapproximately equivalent.
(8) The transverse strain is zero at any point in the sheet.(9) The circumferential strain for any fiber does not vary
along the bent section.
AM
B
CO
Mmax
Curvature (1/R) 1/Rf 1/Ro
Slope =dME/d(1/R)
Figure 1: Schematic representation of curvature versus applied mo-ment during bending.
2.0
2.0
1.5
1.0
0.5
00
4.0E𝜀/𝜎o
𝜎/𝜎
0
3510
n = 2
∞
𝛼 = 3/7
Figure 2: Empirical stress-strain curve for elastic plastic material inmodified ludwik stress-strain relation.
4. Derivation of Springback Equation forTresca Yield Criteria
Figure 1 shows the schematic plot of applied bendingmomentversus curvature during the formation of awide sheet ofmetalaround a portion of a cylindrical die at point A, the materialyields and plastic deformation continuous until the insidesurface of the material conforms to the inside surface of thematerial conforms to die at point Bwhen the appliedmomentis released elastic springback occurs from B to C.The changein curvature due to this elastic springback is (1/𝑅
𝑜) − (1/𝑅
𝑓)
From Figure 3,
1
𝑅𝑜
−1
𝑅𝑓
=𝑀max
𝜕𝑀𝐸/𝜕 (1/𝑅)
. (3)
Figure 3 shows a section of bent sheet and the coordinatesystem adopted.Then calculation ofmaximum applied bend-ing moment by balancing the external and internal momentsis as follows:
𝑀max = ∫
+𝑡/2
−𝑡/2
𝜎𝑥𝑦𝑑𝑦 = 2∫
𝑡/2
0
𝜎𝑥𝑦𝑑𝑦. (4)

ISRNMechanical Engineering 3
y
tz
x R
x = Circumferential directiony = Radial directionz = Transverse direction
Figure 3: Direction of principal stresses and curvature during bend-ing.
Before proceeding, it is desirable to attempt to character-ize the stress-strain behaviour of material in a simple tension.From the modified Ludwik stress-strain relation, we get
𝜎 =
[[[[
[
𝐸𝜀 𝜀 ≤𝑌
𝐸
𝑌(𝐸𝜀
𝑌)
𝑛
𝜀⩾̇𝑌
𝐸
]]]]
]
. (5)
This is the equation for springback for Modified Ludwikstress-strain relation.
In elastic region,
𝜎 = 𝐸𝜀. (6)
In plastic region, where 𝑌 = 𝜎𝑜,
𝜎 = 𝜎𝑜(
𝐸
𝜎𝑜
)
𝑛
𝜀𝑛
. (7)
Let
𝜎𝑜(
𝐸
𝜎𝑜
)
𝑛
= 𝐾. (8)
Then
𝜎 = 𝐾𝜀𝑛
. (9)
At yield point, the stress in elastic and plastic region is equal;so we can write
𝐸𝜀𝑜= 𝐾𝜀𝑛
𝑜,
𝜀𝑜= (
𝐾
𝐸)
1/(1−𝑛)
.
(10)
From (10), stress in yield point is
𝜎𝑜= 𝐾𝜀𝑛
𝑜= 𝐾(
𝐾
𝐸)
𝑛/(1−𝑛)
. (11)
It will be assumed for stresses less than𝜎𝑜that the stress-strain
behaviour of the material in a simple tension test is elastic (6)and that yielding occurs at 𝜎
𝑜and (7) is applicable for stresses
greater than 𝜎𝑜.
For combined states of stress, the relationship betweenprincipal stresses and strain for the elastic.
By Hooke’s law,
𝜀𝑥=
1
𝐸(𝜎𝑥− ] (𝜎
𝑦+ 𝜎𝑧)) ,
𝜀𝑦=
1
𝐸(𝜎𝑦− ] (𝜎
𝑥+ 𝜎𝑧)) ,
𝜀𝑧=
1
𝐸(𝜎𝑧− ] (𝜎
𝑦+ 𝜎𝑥)) .
(12)
From assumptions that the radius of bending is largecompared to thickness of the sheet so radial stresses canassume to be negligible, and the transverse strain is zero atany point in the sheet,
𝜎𝑦= 𝜀𝑧= 𝛿𝑧= 0. (13)
And the circumferential strain for any fiber does not varyalong the bent section.
So,
𝜀𝑥= 𝛿𝑥. (14)
Then, from putting the value of (12) in (13),
𝜀𝑧=
1
𝐸(𝜎𝑧− ] (𝜎
𝑦+ 𝜎𝑥)) ,
0 =1
𝐸(𝜎𝑧− ] (𝜎
𝑦+ 𝜎𝑥)) ,
1
𝐸(𝜎𝑧− ] (𝜎
𝑥)) = 0,
𝜎𝑧= ]𝜎𝑥.
(15)
From maximum shear stress theory of failure (Tresca yieldcriteria),
𝜎𝑜
2=
𝜎𝑥− 𝜎𝑧
2,
𝜎𝑜= 𝜎𝑥− ]𝜎𝑥,
𝜎𝑜= 𝜎𝑥(1 − ]) .
(16)
Substituting (16) in (11),
𝜎𝑜= 𝜎𝑥(1 − ]) = 𝐾(
𝐾
𝐸)
𝑛/(1−𝑛)
,
𝜎𝑥=
𝐾(𝐾/𝐸)1/(1−𝑛)
(1 − ]).
(17)
Then,
𝜀𝑥=
1
𝐸(𝜎𝑥− ] (𝜎
𝑦+ 𝜎𝑧)) ,
𝜀𝑥=
1
𝐸(𝜎𝑥− ]2𝜎𝑥) ,
𝜀𝑥= (
1
𝐸)𝜎𝑥(1 − ]2) .
(18)

4 ISRNMechanical Engineering
So in yield point, the circumferential strain is
𝜀𝑥𝑜
= (1
𝐸)𝜎𝑜(1 − ]2) . (19)
Putting yield point stress value from (11), we get
𝜀𝑥𝑜
=𝐾(𝐾/𝐸)
𝑛/(1−𝑛)
𝐸 (1 − ])(1 − ]2) ,
𝜀𝑥𝑜
= (𝐾
𝐸)
1/(1−𝑛)
(1 + ]) .
(20)
This is the approximate value of circumferential strain at elas-tic plastic interface.Then in elastic region, the circumferentialstress is
𝜎𝑥=
𝐸
(1 − ]2)𝜀𝑥. (21)
Here, 𝜀𝑥= 𝑦/𝑅
𝑜.
Then,
𝜎𝑥=
𝐸
(1 − ]2)(
𝑦
𝑅𝑜
) , (22)
for 0 ≤ 𝜀𝑥≤ (𝐾/𝐸)
1/(1−𝑛)
(1 + ]).From the deformation theory of plasticity,
𝛿𝑥=
1
𝐾1/𝑛(𝜎2
𝑥+ 𝜎2
𝑦+ 𝜎2
𝑧− 𝜎𝑥𝜎𝑦− 𝜎𝑦𝜎𝑧− 𝜎𝑧𝜎𝑥)(1−𝑛)/2𝑛
× (𝜎𝑥−
𝜎𝑦
2−
𝜎𝑧
2) ,
𝛿𝑦=
1
𝐾1/𝑛(𝜎2
𝑥+ 𝜎2
𝑦+ 𝜎2
𝑧− 𝜎𝑥𝜎𝑦− 𝜎𝑦𝜎𝑧− 𝜎𝑧𝜎𝑥)(1−𝑛)/2𝑛
× (𝜎𝑦−
𝜎𝑥
2−
𝜎𝑧
2) ,
𝛿𝑧=
1
𝐾1/𝑛(𝜎2
𝑥+ 𝜎2
𝑦+ 𝜎2
𝑧− 𝜎𝑥𝜎𝑦− 𝜎𝑦𝜎𝑧− 𝜎𝑧𝜎𝑥)(1−𝑛)/2𝑛
× (𝜎𝑧−
𝜎𝑥
2−
𝜎𝑦
2) .
(23)
From assumptions that the radius of bending is largecompared to thickness of the sheet so radial stresses canassume to be negligible and the transverse strain is zero atany point in the sheet, 𝜎
𝑦= 𝜀𝑧= 𝛿𝑧= 0.
And the circumferential strain for any fiber does not varyalong the bent section. So, 𝜀
𝑥= 𝛿𝑥.
Put this value in (23). We get
𝛿𝑧=
1
𝐾1/𝑛(𝜎2
𝑥+ 𝜎2
𝑦+ 𝜎2
𝑧− 𝜎𝑥𝜎𝑦− 𝜎𝑦𝜎𝑧− 𝜎𝑧𝜎𝑥)(1−𝑛)/2𝑛
× (𝜎𝑧−
𝜎𝑥
2−
𝜎𝑦
2) ,
0 =1
𝐾1/𝑛(𝜎2
𝑥+ 𝜎2
𝑧− 𝜎𝑧𝜎𝑥)(1−𝑛)/2𝑛
(𝜎𝑧−
𝜎𝑥
2) .
(24)
So,
0 = (𝜎𝑧−
𝜎𝑥
2) ,
𝜎𝑧=
𝜎𝑥
2.
(25)
Putting the value of 𝜎𝑧into (23), we found that
𝛿𝑥=
1
𝐾1/𝑛(𝜎2
𝑥+ 𝜎2
𝑦+ 𝜎2
𝑧− 𝜎𝑥𝜎𝑦− 𝜎𝑦𝜎𝑧− 𝜎𝑧𝜎𝑥)(1−𝑛)/2𝑛
× (𝜎𝑥−
𝜎𝑦
2−
𝜎𝑧
2) ,
𝛿𝑥=
1
𝐾1/𝑛(𝜎2
𝑥+
𝜎2
𝑥
4−
𝜎2
𝑥
2)
(1−𝑛)/2𝑛
(𝜎𝑥−
𝜎𝑥
4) ,
𝛿𝑥=
1
𝐾1/𝑛(
3𝜎2
𝑥
4)
(1−𝑛)/2𝑛
(3𝜎𝑥
4) ,
𝛿𝑥=
1
𝐾1/𝑛(3
4)
(1+𝑛)/2𝑛
𝜎𝑥
1/𝑛
,
𝜎𝑥=
𝐾
(3/4)(1+𝑛)/2
𝛿𝑛
𝑥.
(26)
From initial assumption that the circumferential strainare sufficiently small so that the conventional strain and truestrain are approximately equivalent,
𝜀𝑥=
𝑦
𝑅𝑜
= 𝛿𝑥. (27)
Putting the value of 𝛿𝑥into (26), we get
𝜎𝑥=
𝐾
(3/4)(1+𝑛)/2
(𝑦
𝑅𝑜
)
𝑛
, (28)
where 𝜎𝑥is valid for plastic region; that is,
(𝐾
𝐸)
1/(1−𝑛)
(1 + ]) ≤ 𝜀𝑥≤
𝑡
2. (29)
From (4), we found maximum bending moment is
𝑀max = 2 [∫
𝑡/2
0
𝜎𝑥𝑦𝑑𝑦] , (30)
where we can split the limit into elastic or plastic part, from0 to 𝑅
𝑜𝑒𝑥elastic region and 𝑅
𝑜𝑒𝑥to (𝑡/2) plastic region, where
𝑅𝑜𝑒𝑥
is calculated by
𝑅𝑜𝑒𝑥
= 𝑅𝑜(𝐾
𝐸)
1/(1−𝑛)
(1 + ]) . (31)

ISRNMechanical Engineering 5
Now,
𝑀max = 2 [∫
𝑅𝑜𝑒𝑥
0
𝜎𝑥(elastic)𝑦𝑑𝑦 + ∫
𝑡/2
𝑅𝑜𝑒𝑥
𝜎𝑥(plastic)𝑦𝑑𝑦]
= 2 [∫
𝑅𝑜𝑒𝑥
0
(𝐸
1 − ]2)𝑦2
𝑑𝑦
+∫
𝑡/2
𝑅𝑜𝑒𝑥
𝐾
(3/4)(1+𝑛)/2
(𝑦
𝑅𝑜
)
𝑛
𝑦𝑑𝑦]
= 2 [∫
𝑅𝑜𝑒𝑥
0
(𝐸
1 − ]2)𝑦2
𝑑𝑦
+ ∫
𝑡/2
𝑅𝑜𝑒𝑥
𝐾
(3/4)(1+𝑛)/2
(1
𝑅𝑜
)
𝑛
𝑦𝑛+1
𝑑𝑦]
= 2(1
𝑅𝑜
)[(𝐸
1 − ]2)
𝑦3
3]
𝑅𝑜𝑒𝑥
0
+ 2[𝐾
(3/4)(1+𝑛)/2
(1
𝑅𝑜
)
𝑛
𝑦𝑛+2
𝑛 + 2]
𝑡/2
𝑅𝑜𝑒𝑥
.
(32)
Put the value of 𝑅𝑜𝑒𝑥
in above equation.Then
= 2[𝐸𝑅2
𝑜(𝐾/𝐸)
3/(1−𝑛)
3 (1 − ])(1 + ])2]
+ 2[𝐾(𝑡/2)
𝑛+2
(3/4)(1+𝑛)/2
𝑅𝑛𝑜(𝑛 + 2)
−𝐾𝑅2
𝑜(𝐾/𝐸)
(𝑛+2)/(1−𝑛)
(1 + ])𝑛+2
(3/4)(1+𝑛)/2
(𝑛 + 2)
] .
(33)
From elementary plate theory [17] applied moment perunit width during elastic unloading,
𝑀𝐸
𝐼=
𝜎𝑥
𝑦,
𝑀𝐸=
2 ⋅ 𝐸 ⋅ (𝑡/2)3
3 (1 − ]2) ⋅ 𝑅.
(34)
The slope of elastic recovery in elastic unloading is
𝜕𝑀𝐸
𝜕 (1/𝑅)=
2 ⋅ 𝐸 ⋅ (𝑡/2)3
3 (1 − ]2). (35)
Putting this into (3), we get
1
𝑅𝑜
−1
𝑅𝑓
=𝑀max
𝜕𝑀𝐸/𝜕 (1/𝑅)
𝑅𝑜
𝑅𝑓
= 1 − 𝑅𝑜(
𝑀max𝜕𝑀𝐸/𝜕 (1/𝑅)
) ,
𝑅𝑜
𝑅𝑓
= 1 − 𝑅𝑜{(
2𝑅𝑜
𝑡)
3
(𝐾
𝐸)
3/(1−𝑛)
(1 + ])3
+
3𝐾 (1 − ]2) (2𝑅𝑜/𝑡)1−𝑛
𝐸(3/4)(1+𝑛)/2
(𝑛 + 2)
−3((2𝑅
𝑜)/𝑡)3
(𝐾/𝐸)3/(1−𝑛)
(1 + ])𝑛+3 (1 − ])
(3/4)(1+𝑛)/2
(𝑛 + 2)
} ,
𝑅𝑜
𝑅𝑓
= 1 −
3𝐾 (1 − ]2)
𝐸(3/4)(1+𝑛)/2
(𝑛 + 2)
(2𝑅𝑜
𝑡)
1−𝑛
+ [(2𝑅𝑜
𝑡) (
𝐾
𝐸)
1/(1−𝑛)
(1 + ])]3
× [3(1 + ])𝑛 (1 − ])
(3/4)(1+𝑛)/2
(𝑛 + 2)
− 1] ,
𝑅𝑜
𝑅𝑓
= 1 −
3 (1 − ]2)
(3/4)(1+𝑛)/2
(𝑛 + 2)
(𝐸
𝜎𝑜
)
𝑛−1
(2𝑅𝑜
𝑡)
1−𝑛
+ [(2𝑅𝑜
𝑡) (
𝜎𝑜
𝐸)
1
(1 + ])]3
× [3(1 + ])𝑛 (1 − ])
(3/4)(1+𝑛)/2
(𝑛 + 2)
− 1] .
(36)
This is the equation for springback ratio for modi-fied Ludwik stress-strain relationship using maximum shearstress theory.
5. Derivation of Springback Equation forVon Mises Yielding
From maximum shear stress theory of failure (von Misesyielding criteria),
𝜎2
𝑜=
1
2{(𝜎𝑥− 𝜎𝑦)2
+ (𝜎𝑦− 𝜎𝑧)2
+ (𝜎𝑧− 𝜎𝑥)2
} ,
𝜎2
𝑜=
1
2{𝜎2
𝑥+ 𝜎2
𝑧+ 𝜎2
𝑧− 2𝜎𝑧𝜎𝑥+ 𝜎2
𝑥} ,
𝜎𝑜= 𝜎𝑥(1 + ]2 − ])
1/2
,
(37)
by using (13) and (14).

6 ISRNMechanical Engineering
Substituting (15) in (11), at yield point,
𝜎𝑜= 𝐾(
𝐾
𝐸)
𝑛/(1−𝑛)
= 𝜎𝑜𝑥
(1 + ]2 − ])1/2
,
𝜎𝑜𝑥
(1 + ]2 − ])1/2
= 𝐾(𝐾
𝐸)
𝑛/(1−𝑛)
,
𝜎𝑥𝑜
=𝐾(𝐾/𝐸)
𝑛/(1−𝑛)
(1 − ] + ]2)1/2
.
(38)
Now,
𝜀𝑥=
1
𝐸(𝜎𝑥− ] (𝜎
𝑦+ 𝜎𝑧)) ,
𝜀𝑥=
1
𝐸(𝜎𝑥− ]2𝜎𝑥) ,
𝜀𝑥=
1
𝐸𝜎𝑥(1 − ]2) .
(39)
So, in yield point, the circumferential strain is
𝜀𝑥𝑜
=1
𝐸𝜎𝑜𝑥
(1 − ]2) . (40)
Putting yield point stress value from (38) in (40), we get
𝜀𝑥𝑜
=𝐾(𝐾/𝐸)
𝑛/(1−𝑛)
𝐸(1 − 𝜗 + 𝜗2)1/2
(1 − ]2) ,
𝜀𝑥𝑜
= (𝐾
𝐸)
1/(1−𝑛) (1 − ]2)
(1 − ] + ]2)1/2
.
(41)
This is the approximate value of circumferential strain atelastic plastic interface.
Then in elastic region, the circumferential stress is
𝜎𝑥=
𝐸
(1 − ]2)𝜀𝑥. (42)
Here, 𝜀𝑥= 𝑦/𝑅
𝑜.
Putting value of circumferential strain, we get
𝜎𝑥=
𝐸
(1 − ]2)(
𝑦
𝑅𝑜
) , (43)
for 0 ≤ 𝜀𝑥≤ (𝐾/𝐸)
1/(1−𝑛)
((1 − ]2)/(1 − ] + ]2)1/2
).From the deformation theory of plasticity [16],
𝛿𝑥=
1
𝐾1/𝑛(𝜎2
𝑥+ 𝜎2
𝑦+ 𝜎2
𝑧− 𝜎𝑥𝜎𝑦− 𝜎𝑦𝜎𝑧− 𝜎𝑧𝜎𝑥)(1−𝑛)/2𝑛
× (𝜎𝑥−
𝜎𝑦
2−
𝜎𝑧
2) ,
𝛿𝑦=
1
𝐾1/𝑛(𝜎2
𝑥+ 𝜎2
𝑦+ 𝜎2
𝑧− 𝜎𝑥𝜎𝑦− 𝜎𝑦𝜎𝑧− 𝜎𝑧𝜎𝑥)(1−𝑛)/2𝑛
× (𝜎𝑦−
𝜎𝑥
2−
𝜎𝑧
2) ,
𝛿𝑧=
1
𝐾1/𝑛(𝜎2
𝑥+ 𝜎2
𝑦+ 𝜎2
𝑧− 𝜎𝑥𝜎𝑦− 𝜎𝑦𝜎𝑧− 𝜎𝑧𝜎𝑥)(1−𝑛)/2𝑛
× (𝜎𝑧−
𝜎𝑥
2−
𝜎𝑦
2) .
(44)
From assumptions that the radius of bending is largecompared to thickness of the sheet so radial stresses canassume to be negligible and the transverse strain is zero at anypoint in the sheet,
𝜎𝑦= 𝜀𝑧= 𝛿𝑧= 0. (45)
And the circumferential strain for any fiber does not varyalong the bent section.
So,
𝜀𝑥= 𝛿𝑥. (46)
Put these values in (44). We get
𝛿𝑧=
1
𝐾1/𝑛(𝜎2
𝑥+ 𝜎2
𝑦+ 𝜎2
𝑧− 𝜎𝑥𝜎𝑦− 𝜎𝑦𝜎𝑧− 𝜎𝑧𝜎𝑥)(1−𝑛)/2𝑛
× (𝜎𝑧−
𝜎𝑥
2−
𝜎𝑦
2) ,
0 =1
𝐾1/𝑛(𝜎2
𝑥+ 𝜎2
𝑧− 𝜎𝑧𝜎𝑥)(1−𝑛)/2𝑛
(𝜎𝑧−
𝜎𝑥
2) .
(47)
So,
0 = (𝜎𝑧−
𝜎𝑥
2) ,
𝜎𝑧=
𝜎𝑥
2.
(48)
Putting the value of 𝜎𝑧into (44), we get
𝛿𝑥=
1
𝐾1/𝑛(𝜎2
𝑥+ 𝜎2
𝑦+ 𝜎2
𝑧− 𝜎𝑥𝜎𝑦− 𝜎𝑦𝜎𝑧− 𝜎𝑧𝜎𝑥)(1−𝑛)/2𝑛
× (𝜎𝑥−
𝜎𝑦
2−
𝜎𝑧
2) ,
𝛿𝑥=
1
𝐾1/𝑛(𝜎2
𝑥+
𝜎2
𝑥
4−
𝜎2
𝑥
2)
(1−𝑛)/2𝑛
(𝜎𝑥−
𝜎𝑥
4) ,
𝛿𝑥=
1
𝐾1/𝑛(
3𝜎2
𝑥
4)
(1−𝑛)/2𝑛
(3𝜎𝑥
4) ,
𝛿𝑥=
1
𝐾1/𝜆(3
4)
(1+𝑛)/2𝑛
𝜎1/𝑛
𝑥,
𝜎𝑥=
𝐾
(3/4)(1+𝑛)/𝑛
𝛿𝑛
𝑥.
(49)
From initial assumption that the circumferential strainare sufficiently small so that the conventional strain and truestrain are approximately equivalent,
𝜀𝑥=
𝑦
𝑅𝑜
= 𝛿𝑥. (50)
Putting the value of 𝛿𝑥into (49), we get
𝜎𝑥=
𝐾
(3/4)(1+𝑛)/𝑛
(𝑦
𝑅𝑜
)
𝑛
, (51)

ISRNMechanical Engineering 7
where 𝜎𝑥is valid for plastic region; that is,
for (𝐾
𝐸)
1/(1−𝑛) (1 − ]2)
(1 − ] + ]2)≤ 𝜀𝑥≤
𝑡
2. (52)
From (4), maximum bending moment is
𝑀max = 2 [∫
𝑡/2
0
𝜎𝑥𝑦𝑑𝑦] . (53)
We can split the limit into elastic or plastic part from 0 to 𝑡/2
to 0 to 𝑅𝑜𝑒𝑥
elastic region and 𝑅𝑜𝑒𝑥
to 𝑡/2 plastic region where𝑅𝑜𝑒𝑥
is calculated by
𝑅𝑜𝑒𝑥
= (𝐾
𝐸)
1/(1−𝑛)
𝑅𝑜
(1 − ]2)
(1 − ] + ]2)1/2
,
𝑀max = 2 [∫
𝑅𝑜𝑒𝑥
0
𝜎𝑥(elastic)𝑦𝑑𝑦 + ∫
𝑡/2
𝑅𝑜𝑒𝑥
𝜎𝑥(plastic)𝑦𝑑𝑦]
= 2 [∫
𝑅𝑜𝑒𝑥
0
𝐸
1 − ]2𝑦2
(1
𝑅𝑜
)𝑑𝑦
+ ∫
𝑡/2
𝑅𝑜𝑒𝑥
𝐾
(3/4)(1+𝑛)/2
(𝑦
𝑅𝑜
)
𝑛
𝑦𝑑𝑦]
= 2 [∫
𝑅𝑜𝑒𝑥
0
(𝐸
1 − ]2)𝑦2
(1
𝑅𝑜
)𝑑𝑦
+ ∫
𝑡/2
𝑅𝑜𝑒𝑥
𝐾
(3/4)(1+𝑛)/2
(1
𝑅𝑜
)
𝑛
𝑦𝑛+1
𝑑𝑦]
= 2(1
𝑅𝑜
)[(𝐸
1 − ]2)
𝑦3
3]
𝑅𝑜𝑒𝑥
0
+ 2[𝐾
(3/4)(1+𝑛)/2
(1
𝑅𝑜
)
𝑛
𝑦𝑛+2
𝑛 + 2]
𝑡/2
𝑅𝑜𝑒𝑥
.
(54)
Putting the value of 𝑅𝑜𝑒𝑥
, we get
𝑅𝑜𝑒𝑥
= (𝐾
𝐸)
1/(1−𝑛)
𝑅𝑜
(1 − ]2)
(1 − ] + ]2)1/2
. (55)
Then
𝑀max = 2[[
[
𝐸𝑅3
𝑜(𝐾/𝐸)
3/(1−𝑛)
((1 − ]2)3
/(1 − ] + ]2)3/2
)
3 (1 − ]2) 𝑅𝑜
]]
]
+ 2[𝐾(𝑡/2)
𝑛+2
(3/4)(1+𝑛)/2
𝑅𝑛𝑜(𝑛 + 2)
−𝐾𝑅(𝑛+2)
𝑜(𝐾/𝐸)
(𝑛+2)/(1−𝑛)
(1 − ]2)𝑛+2
(3/4)(1+𝑛)/2
𝑅𝑛𝑜(𝑛 + 2) (1 − ] + ]2)
(𝑛+2)/2
] .
(56)
From elementary plate theory [17] applied moment perunit width during elastic unloading,
𝑀𝐸=
2 ⋅ 𝐸 ⋅ (𝑡/2)3
3 (1 − V2) ⋅ 𝑅. (57)
Now, the slope of elastic recovery in elastic unloading is
𝜕𝑀𝐸
𝜕 (1/𝑅)=
2 ⋅ 𝐸 ⋅ (𝑡/2)3
3 (1 − ]2). (58)
Putting this into (3), we get
1
𝑅0
−1
𝑅𝑓
=𝑀max
𝜕𝑀𝐸/𝜕 (1/𝑅)
,
𝑅𝑜
𝑅𝑓
= 1 − 𝑅𝑜
𝑀max𝜕𝑀𝐸/𝜕 (1/𝑅)
,
𝑅𝑜
𝑅𝑓
= 1 −
3𝐾 (1 − ]2)
𝐸 (𝑛 + 2) (3/4)(𝑛+1)/2
(2𝑅𝑜
𝑡)
1−𝑛
+ [(2𝑅𝑜
𝑡) (
𝐾
𝐸)
1/(1−𝑛)
]
3
× [
[
3(1 − ]2)𝑛+3
(3/4)(𝑛+1)/2
(𝑛 + 2) (1 − ] + ]2)(𝑛+2)/2
−
(1 − ]2)3
(1 − ] + ]2)3/2
]
]
,
𝑅𝑜
𝑅𝑓
= 1 −
3 (1 − ]2)
(𝑛 + 2) (3/4)(𝑛+1)/2
(𝜎𝑜
𝐸)
1−𝑛
(2𝑅𝑜
𝑡)
1−𝑛
+ [(2𝑅𝑜
𝑡) (
𝜎𝑜
𝐸)]
3
× [
[
3(1 − ]2)𝑛+3
(3/4)(𝑛+1)/2
(𝑛 + 2) (1 − ] + ]2)(𝑛+2)/2
−
(1 − ]2)3
(1 − ] + ]2)3/2
]
]
.
(59)
This is the equation for springback ratio for modified Ludwikstress-strain relationship using von Mises yield criteria.

8 ISRNMechanical Engineering
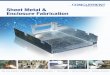
20 30 40 50 60 70 80Ro/t
1
0.9
0.8
0.7
0.6
0.5
0.4
Ro/R
f
For n = 0.1
Y/E = 5.5 × 10−4
Y/E = 1.5 × 10−3
Y/E = 2.4 × 10−3
Figure 4: Springback ratio with 𝑅𝑜/𝑡 with different values of 𝜎
𝑜/𝐸
or 𝑌/𝐸 at 𝑛 = 0.1, ] = 0.33.
20 30 40 50 60 70 80Ro/t
1
0.9
0.8
0.7
0.6
0.5
0.4
Ro/R
f
For n = 0.2
Y/E = 5.5 × 10−4
Y/E = 1.5 × 10−3
Y/E = 2.4 × 10−3
Figure 5: Springback ratio with 𝑅𝑜/𝑡 with different values of 𝜎
𝑜/𝐸
or 𝑌/𝐸 at 𝑛 = 0.2, ] = 0.33.
6. Results and Discussion
For the sheet metal bending, the springback is calculatedfrom derived equation (using modified Ludwik stress-strainrelationship with Tresca and von Mises yield criteria).
𝑅𝑜
𝑅𝑓
= 1 −
3 (1 − ]2)
(3/4)(1+𝑛)/2
(𝑛 + 2)
(𝐸
𝜎𝑜
)
𝑛−1
(2𝑅𝑜
𝑡)
1−𝑛
+ [(2𝑅𝑜
𝑡) (
𝜎𝑜
𝐸)
1
(1 + ])]3
× [3(1 + ])𝑛 (1 − ])
(3/4)(1+𝑛)/2
(𝑛 + 2)
− 1] ,
𝑅𝑜
𝑅𝑓
= 1 −
3 (1 − ]2)
(𝑛 + 2) (3/4)(𝑛+1)/2
(𝜎𝑜
𝐸)
1−𝑛
(2𝑅𝑜
𝑡)
1−𝑛
+ [(2𝑅𝑜
𝑡) (
𝜎𝑜
𝐸)]
3
20 30 40 50 60 70 80Ro/t
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
Ro/R
f
For n = 0.3
Y/E = 5.5 × 10−4
Y/E = 1.5 × 10−3
Y/E = 2.4 × 10−3
Figure 6: Springback ratio with 𝑅𝑜/𝑡 with different values of 𝜎
𝑜/𝐸
or 𝑌/𝐸 at 𝑛 = 0.2, ] = 0.33.
20 30 40 50 60 70 80Ro/t
10.90.80.70.60.50.40.30.2
Ro/R
f
For n = 0.4
Y/E = 5.5 × 10−4
Y/E = 1.5 × 10−3
Y/E = 2.4 × 10−3
Figure 7: Springback ratio with 𝑅𝑜/𝑡 with different values of 𝜎
𝑜/𝐸
or 𝑌/𝐸 at 𝑛 = 0.4, ] = 0.33.
× [3(1 − ]2)
𝑛+3
(3/4)(𝑛+1)/2
(𝑛 + 2) (1 − ] + ]2)(𝑛+2)/2
−
(1 − ]2)3
(1 − ] + ]2)3/2
]
]
.
(60)
Here, from (8),
𝐾 = [𝐸(𝐸
𝜎𝑜
)
𝑛−1
] . (61)
Then, 𝐾/𝐸 = (𝜎𝑜/𝐸)1−𝑛.
We can see that both equations have a last term that isvery negligible because the 𝜎
𝑜/𝐸 or 𝑌/𝐸 = 5.5 × 10
−4 and itsthree times will be 10
−12; therefore, we have to neglect the lastterm of both equations.
Then we write,
𝑅𝑜
𝑅𝑓
= 1 −
3 (1 − ]2)
(3/4)(1+𝑛)/2
(𝑛 + 2)
(𝐸
𝑌)
𝑛−1
(2𝑅𝑜
𝑡)
1−𝑛
, (62)
𝑅𝑜
𝑅𝑓
= 1 −
3 (1 − ]2)
(𝑛 + 2) (3/4)(𝑛+1)/2
(𝑌
𝐸)
1−𝑛
(2𝑅𝑜
𝑡)
1−𝑛
. (63)

ISRNMechanical Engineering 9
20 30 40 50 60 70 80Ro/t
1
0.9
0.95
0.8
0.85
0.7
0.75
0.65
Ro/R
f
n = 0.4
n = 0.3
n = 0.2
n = 0.1
Y/E = 5.5 × 10−4
Figure 8: Springback ratio with 𝑅𝑜/𝑡 with different values of 𝑛 at
𝑌/𝐸 = 5.5 × 10−4, ] = 0.33.
20 30 40 50 60 70 80Ro/t
0.9
0.80.85
0.70.75
0.650.6
0.5
0.4
0.55
0.45
Ro/R
f
n = 0.4
n = 0.3
n = 0.2
n = 0.1
Y/E = 1.5 × 10−3
Figure 9: Springback ratio with 𝑅𝑜/𝑡 with different values of 𝑛 at
𝑌/𝐸 = 1.5 × 10−3, ] = 0.33.
Here, we can see that both (62) and (63) are the same if we canapply Tresca or vonMises, getting same result but last term isdifferent. The values of last term are much less; therefore, weneglect this term.
Therefore, we can say that if we apply Tresca or vonMisesyield criteria, then we are getting same result. This equationis dependent on the 𝑅
𝑜/𝑡, 𝜎𝑜/𝐸, strain hardening coefficient
𝑛, and ] is Possion’s ratio.Figure 4 (𝑛 = 0.1), Figure 5 (𝑛 = 0.2), Figure 6 (𝑛 = 0.3),
and Figure 7 (𝑛 = 0.4) show the variation in springbackratio along with change in 𝑅
𝑜/𝑡 with different 𝜎
𝑜/𝐸 ratio. The
higher value of 𝑛 (strain hardening coefficient) material tocloser to elasto-ideal plastic material, and thickness is onemm, and 𝜎
𝑜/𝐸 value is 5.5×10
−4
, 1.522×10−3, and 2.4×10
−3
(for different material c10100 copper, 1100al, and 1065steel).From the figure, we come to know that as the with increasingratio of 𝑅
𝑜/𝑡 is decrease the springback ratio and with
decreasing 𝜎𝑜/𝐸 springback ratio is increases.
Figures 8, 9, and 10 show the variation in springback ratioalong with 𝑅
𝑜/𝑡 with the different value of 𝑛 with fixed value
20 30 40 50 60 70 80Ro/t
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
Ro/R
f
n = 0.4n = 0.3
n = 0.2
n = 0.1
Y/E = 2.4 × 10−3
Figure 10: Springback ratio with 𝑅𝑜/𝑡 with different values of 𝑛 at
𝑌/𝐸 = 2.4 × 10−3, ] = 0.33.
20 30 40 50 60 70 80Ro/t
0.9
0.8
0.85
0.7
0.75
0.65
Ro/R
f
� = 0.25
� = 0.35
� = 0.45
n = 0.3 and Y/E == 5.5 × 10−4
Figure 11: Springback ratio with 𝑅𝑜/𝑡 with different values of ] at
𝑌/𝐸 = 5.5 × 10−4.
of 𝜎𝑜/𝐸 = 5.5 × 10
−4, 𝜎𝑜/𝐸 = 1.522 × 10
−3, and 𝜎𝑜/𝐸 = 2.4 ×
10−3, here we take the values of 𝑛 = 0.1, 0.2, 0.3, and 0.4. From
the figure, we come to know that with increasing value of 𝑛,springback ratio is decreasing.
Figures 11, 12, and 13 show the variation in springbackalongwith𝑅
𝑜/𝑡with different value of Possion’s ratio ] = 0.25,
] = 0.35, and ] = 0.45 with fixed 𝜎𝑜/𝐸 = 5.5 × 10
−4,𝜎𝑜/𝐸 = 1.522 × 10
−3, 𝜎𝑜/𝐸 = 2.4 × 10
−3, and 𝑛 = 0.3. Fromthe figure, we come to know that with increasing value of ],springback ratio is increasing.
Figures 14, 15, and 16 show the variation in springbackalong with 𝑡 with different value of 𝑛 = 0.1, 0.2, 0.3, and0.4 and where 𝜎
𝑜/𝐸 = 5.5 × 10
−4, 𝜎𝑜/𝐸 = 1.522 × 10
−3,𝜎𝑜/𝐸 = 2.4 × 10
−3, ] = 0.33, and 𝑅𝑜
= 40 is fixed. Fromthe figure, we come to know that the springback ratio rapidlyincreases in range of 0 to 2mm thickness, then the increasein springback ratio is stable.
7. Conclusions
Based on the results presented in chapter of results and dis-cussion, following conclusions about the springback analysisin sheet metal forming using nonlinear constitutive equation,the following applies.

10 ISRNMechanical Engineering
20 30 40 50 60 70 80Ro/t
0.8
0.70.75
0.60.65
0.50.55
0.40.45
0.35
Ro/R
f
� = 0.25
� = 0.35
� = 0.45
n = 0.3 and Y/E = 1.5 × 10−3
Figure 12: Springback ratio with 𝑅𝑜/𝑡 with different values of ] at
𝑌/𝐸 = 1.5 × 10−3.
20 30 40 50 60 70 80Ro/t
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
Ro/R
f
� = 0.25
� = 0.35
� = 0.45
n = 0.3 and Y/E = 2.4 × 10−3
Figure 13: Springback ratio with 𝑅𝑜/𝑡 with different values of ] at
𝑌/𝐸 = 2.4 × 10−3.
0 0.5 1 1.5 2 2.5 3 3.5 4 54.5t
0.9
0.95
1
0.8
0.85
0.7
0.75
Ro/R
f
n = 0.4
n = 0.3
n = 0.2
n = 0.1
� = 0.33 and Y/E = 5.5 × 10−4
Figure 14: Springback ratio with 𝑡 for different values of 𝑛 at 𝑌/𝐸 =
5.5 × 10−4.
(i) The theoretical analysis for the sheetmetal under purebending has been done, and it was found that theprediction of springback is quite successfull.
(ii) As expected, elastic recovery is found to be more withdecreasing values of work hardening coefficient. At
0 0.5 1 1.5 2 2.5 3 3.5 4 54.5t
0.90.95
1
0.80.85
0.5
0.70.75
0.60.65
0.55
Ro/R
f
n = 0.4
n = 0.3
n = 0.2
n = 0.1
� = 0.33 and Y/E = 1.5 × 10−3
Figure 15: Springback ratio with 𝑡 for different values of 𝑛 at 𝑌/𝐸 =
1.5 × 10−3.
0 0.5 1 1.5 2 2.5 3 3.5 4 54.5t
0.9
1
0.8
0.5
0.4
0.7
0.6Ro/R
f
n = 0.4
n = 0.3
n = 0.2
n = 0.1
� = 0.33 and Y/E = 2.4 × 10−3
Figure 16: Springback ratio with 𝑡 for different values of 𝑛 at 𝑌/𝐸 =
2.4 × 10−3.
lower values of n, the material will approach to anelasto-ideally plastic behavior.
(iii) Springback ratio increases with increasing thickness.(iv) Springback ratio increases with decreasing ratio of
yield point stress to Young’s modulus of elasticity(v) Springback ratio is increasing with increasing Pos-
sion’s ratio.(vi) Springback ratio for Tresca and von Mises yield cri-
teria, we say that 𝑅𝑜/𝑡 is less than 20, there will be
slightly change in that is negligible and for high valueof 𝑅𝑜/𝑡 or more than 20, differences in springback
ratio is increases.
Nomenclature
𝑅𝑜: Radius of die
𝑅𝑓: Radius of final product after removing load
𝑀max: Maximum applied bending moment per unit width𝑦: Distance from midsection𝑡: Thickness𝜎: True stress𝜀: True strain𝐸: Modulus of elasticity

ISRNMechanical Engineering 11
]: Poisson’s ratio𝑛: Strain hardening index𝛼: Empirical constant𝐾: Constant𝑌, 𝜎𝑜: Yield point stress
𝜀𝑜: Strain at yield point
𝛿: Strain in plastic region.
References
[1] G. Sachs, Principles and Methods of Sheet Metal Fabricating,Reinhold, New York, NY, USA, 1951.
[2] W. Schroeder, “Mechanics of sheetmetal bending,”Transactionsof the ASME, vol. 36, pp. 138–145, 1943.
[3] F. J. Gardiner, “The springback of metals,” Transactions of theASEME, vol. 49, pp. 1–9, 1958.
[4] A. N. Singh and W. Johnson, “Springback after cylindricallybending metal strips,” in Proceedings of the Dr Karunesh Memo-rial International Conference, NewDelhi, India, December 1979.
[5] J. H. Huth, “A note on plastic torsion,” Journal of Applied Me-chanics, vol. 22, pp. 432–434, 1955.
[6] A. Nadai,Theory of Flow and Fracture of Solids, vol. 1, McGraw-Hill, 1950.
[7] P. C. Upadhyay, Elasto-plastic torsion [M.Tech. thesis], Mechan-ical Engineering Department, I.I.T. Kanpur, 1970.
[8] J. P. Dwivedi, A. N. Singh, S. Ram, and N. K. Das Talukder,“Springback analysis in torsion of rectangular strips,” Interna-tional Journal of Mechanical Sciences, vol. 28, no. 8, pp. 505–515,1986.
[9] J. P. Dwivedi, P. K. Sarkar, R. S. Ram. S., N. K. D. Talukder, andA. N. Singh, “Experimental aspects of torsional springback inrectangular strips,” Journal of the Institution of Engineers, vol.67, no. 4, pp. 70–73, 1987.
[10] J. P. Dwivedi, A. K. Shukla, and P. C. Upadhyay, “Torsionalspringback of square section bars of linear wor hardeningmaterials,”Computers and Structures, vol. 45, no. 3, pp. 421–429,1972.
[11] J. P.Dwivedi, P. C.Upadhyay, andN.K.DasTalukder, “Torsionalspringback in square section bars of nonlinear work-hardeningmaterials,” International Journal of Mechanical Sciences, vol. 32,no. 10, pp. 863–876, 1990.
[12] J. P. Dwivedi, P. C. Upadhyay, and N. K. D. Talukder, “Spring-back analysis of torsion of L-sectioned bars of work-hardeningmaterials,”Computers and Structures, vol. 43, no. 5, pp. 815–822,1992.
[13] Z. T. Zhang and S. J. Hu, “Stress and residual stress distributionsin plane strain bending,” International Journal of MechanicalSciences, vol. 40, no. 6, pp. 533–543, 1998.
[14] T. Kuwabara, “Advances in experiments on metal sheets andtubes in support of constitutive modeling and forming simula-tions,” International Journal of Plasticity, vol. 23, no. 3, pp. 385–419, 2007.
[15] H. K. Yi, D.W. Kim, C. J. van Tyne, and Y. H. Moon, “Analyticalprediction of springback based on residual differential strainduring sheet metal bending,” Journal of Mechanical EngineeringScience, vol. 222, no. 2, pp. 117–129, 2008.
[16] A. El Megharbel, G. A. El Nasser, and A. El Domiaty, “Bendingof tube and sectionmade of strain-hardeningmaterials,” JournalofMaterials Processing Technology, vol. 203, no. 1–3, pp. 372–380,2008.
[17] E. Da-xin, H. Hau-hui, L. Xiao-yi, and N. Ru-xin, “Spring-backdeformation in tube bending,” International Journal ofMinerals,Metallurgy and Materials, vol. 16, no. 2, pp. 177–183, 2009.
[18] D. E. Daxin E and Y. Liu, “Springback and time-dependentspringback of 1Cr18Ni9Ti stainless steel tubes under bending,”Materials and Design, vol. 31, no. 3, pp. 1256–1261, 2010.
[19] V. K. Choubey, M. Gangwar, and J. P. Dwivedi, “Torsionalspringback analysis in thin tubes with non-linear work harden-ing,” Journal of Mechanical Engineering, vol. 7, no. 1, pp. 15–34,2011.
[20] V. K. Choubey, M. Gangwar, and J. P. Dwivedi, “Springbackanalysis of thin tubes,” Journal of Mechanical Engineering, vol.7, no. 2, 2011.
[21] V. K. Choubey, M. Gangwar, J. P. Dwivedi, and N. K. dasTalukder, “Springback analysis of thin tubes with arbitrarystress-strain curves,” Journal of Mechanical Engineering, vol. 8,no. 1, 2011.

International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttp://www.hindawi.com Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttp://www.hindawi.com Volume 2014
Hindawi Publishing Corporationhttp://www.hindawi.com Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttp://www.hindawi.com Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttp://www.hindawi.com Volume 2014
Hindawi Publishing Corporation http://www.hindawi.com
Journal ofEngineeringVolume 2014
Submit your manuscripts athttp://www.hindawi.com
VLSI Design
Hindawi Publishing Corporationhttp://www.hindawi.com Volume 2014
Hindawi Publishing Corporationhttp://www.hindawi.com Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttp://www.hindawi.com Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttp://www.hindawi.com Volume 2014
Hindawi Publishing Corporationhttp://www.hindawi.com Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation http://www.hindawi.com
Volume 2014
The Scientific World JournalHindawi Publishing Corporation http://www.hindawi.com Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttp://www.hindawi.com Volume 2014
Modelling & Simulation in EngineeringHindawi Publishing Corporation http://www.hindawi.com Volume 2014
Hindawi Publishing Corporationhttp://www.hindawi.com Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttp://www.hindawi.com Volume 2014
Hindawi Publishing Corporationhttp://www.hindawi.com Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttp://www.hindawi.com Volume 2014
DistributedSensor Networks
International Journal of