Embed Size (px)
Citation preview

46th ISTE Annual National Convention & National Conference 2017
International Journal of Advance Research and Innovation (ISSN 2347 – 3258)
Experimental Investigation of Effect of Welding Parameters on Mechanical Properties in A-TIG Welding Process on Heterogeneous SS-304-SS
316 Joints. Kulvir Singh1, Ravinder Goyal2, Gurnam Singh3
1, 2Assistant Professor, Department of Automobile Engineering3Workshop instructor, Department of Mechanical Engineering
Gulzar College of Engineering, Ludhiana
Abstract: Welding is the fabrication process that join materials of same fundamental type or class usually metals or plastics under the combined action of heat and pressure by causing coalescence. When the two parts of austenitic stainless steel having the similar chemical composition is joined by using the filler metal of same alloy, then the welded joint is said to be homogeneous. Similarly, when the two parts of steel having the different chemical composition is joined by using the filler alloy whose composition match with the two parts of the base metals, then the welded joint is said to be heterogeneous (dissimilar).
Steel Type 304 is a variation of the basic 18-8 grade, Type 302, with a higher chromium and lower carbon content. Stainless steel type 316 is part of a family of stainless steel alloys (301, 302, 303, 304, 316, and 347). The 316 family is a group of austenitic stainless steels with superior corrosion resistance to 304 stainless steel. Application of 316 is better wear resistance and fatigue strength than 304.Stainless Steel grade 304 and 316 were selected as base material for performing the experiments. In this study, effect of different welding parameters on mechanical properties were studied. Four different types of oxide based flux powders were used which are commercially available in the market. Acetone was used as a binder to form paint like solution which was applied on the stainless steel plates during experiments. From the experimentation it has been concluded that the effect of active fluxes on performance of MIG welding is significant. The effect of Cr2O3 is more significant as compared to TiO2 active fluxes also great effect on the mechanical properties of the Stainless Steel metals. i.e. 304 and 316 grade.
Keywords: Fabrication, Filler metal, Welded Joint, Mechanical Properties.
I. INTRODUCTION
Welding is the fabrication process that join materials of same fundamental type or class usually metals or plastics under the combined action of heat and pressure by causing coalescence. The coalescence is done by melting the base metal. The melting point of the filler metal use for the welding is high to join the materials by applying heat and pressure. In other word ‘welding’ is define as the joining of two or more surface under the influence of heat, so the product shall be nearly homogeneous union as possible. Welding normally affect the metallurgy of the components.
When the two parts of austenitic stainless steel having the similar chemical composition is joined by using the filler
metal of same alloy, then the welded joint is said to be homogeneous. Similarly, when the two parts of steel having the different chemical composition is joined by using the filler alloy whose composition match with the two parts of the base metals, then the welded joint is said to be heterogeneous (dissimilar). Welding is a precise, reliable, cost-effective method for joining materials. Welded joints tend to be stronger, lighter-weight, and cheaper to produce when compare with other joining methods, such as riveting and bolting. Some typical application of the welding include the fabrication of pressure vessels, platforms, ships, automobile bodies, welded pipes, bridges, sealing of nuclear plant and explosives, etc. Welding is widely used by metalworkers in the fabrication, maintenance, and repair of parts and structures in the Navy as well as private sector. Today,
1Gulzar Group of Institutes, Ludhiana, Punjab-141401 (INDIA)

46th ISTE Annual National Convention & National Conference 2017
International Journal of Advance Research and Innovation (ISSN 2347 – 3258)the utility of the welding has been extended from big structures such as bridges and ships, to vehicles, to microelectronic components.
In A-MIG welding, a thin layer of activated flux is brushed on to the surface of the joint to be welded.Activated flux is used in the A-MIG welding, which is the only difference from the conventional MIG welding. Activated flux can be prepared by using different kind of component oxides packed in the powdered form with about 30-60 μm particle size. These powders mixed with acetone, methanol, ethanol etc. to produce a paint-like consistency. Before welding, a thin layer of the flux, brushed on to the surface of the joint to be welded. The coating density of the flux should be about 5-6 mg/cm². Activated MIG welding can increase the joint penetration and weld depth-to-width ratio, thereby reducing the angular distortion of the weldment which causes to improvement in mechanical properties too.The term Flux is overcome from Latin word fluxes and it means flow. It is a chemical cleaning agent, flowing agent, or purifying agent. Fluxes are mainly used to remove oxide impurities of weld and also absorb impurities from slag. The activator in flux used to reduce corrosive effect at room temperature and increase the temperature of job at certain level.
II. MATERIAL SELETIONSTAINLESS STEEL 304
Steel Type 304 is a variation of the basic 18-8 grade, Type 302, with a higher chromium and lower carbon content. Lower carbon minimizes chromium carbide precipitation due to welding and its susceptibility to intergranular corrosion. In many instances, it can be used in the “as-welded” condition, while Type 302 must be annealed in order to retain adequate corrosion resistance. Type 304L is an extra low-carbon variation of Type 304 with a 0.03% maximum carbon content that eliminates carbide precipitation due to welding. As a result, this alloy can be used in the “as-welded” condition, even in severe corrosive conditions. It often eliminates the necessity of annealing weldments except for applications specifying stress relief. It has slightly lower mechanical properties than Type 304.APPLICATIONS
1. Architectural Mouldings And Trim, 2. Kitchen Equipment, 3. Welded Components Of Chemical, Textile, Paper,
Pharmaceutical
4. Chemical Industry Processing Equipment.STAINLESS STEEL 316 - ALLOY COMPOSITIONStainless steel type 316 is part of a family of stainless steel alloys (301, 302, 303, 304, 316, and 347). The 316 family is a group of austenitic stainless steels with superior corrosion resistance to 304 stainless steel. This alloy is suitable for welding because it has a carbon content lower than 301 to 303 series alloys to avoid carbide precipitation in welding applications. The addition of molybdenum and a slightly higher nickel content make 316 Stainless Steel suitable for architectural applications in severe settings, from polluted marine environments to areas with sub-zero temperatures. Equipment in the chemical, food, paper, mining, and pharmaceutical and petroleum industries often includes 316 Stainless Steel.Nominal Composition in Percentage:300 Series—austenitic chromium-nickel alloys Type 301—highly ductile, for formed products. Also hardens rapidly during mechanical working. Good weldability. Better wear resistance and fatigue strength than 304. Type 302—same corrosion resistance as 304, with slightly higher strength due to added carbon. Type 303—free machining version of 304 via addition of sulfur and phosphorus. Also referred to as "A1" in accordance with ISO 3506. Type 304—the most common grade; the classic 18/8 (18% chromium, 8% nickel) stainless steel. Outside of the US it is commonly known as "A2 stainless steel", in accordance with ISO 3506 (not to be confused with A2 tool steel). Type 316—the second most common grade (after 304); for food and surgical stainless steel uses; alloy addition of molybdenum prevents specific forms of corrosion. It is also known as marine grade stainless steel due to its increased resistance to chloride corrosion compared to type 304. 316 is often used for building nuclear reprocessing plants.APPLICATIONS
1. Oil & petroleum refining equipment2. Food processing equipment3. Pulp and paper processing equipment4. Soap and photographic handling equipment5. Textile Industry Equipment6. Architectural
2Gulzar Group of Institutes, Ludhiana, Punjab-141401 (INDIA)

46th ISTE Annual National Convention & National Conference 2017
International Journal of Advance Research and Innovation (ISSN 2347 – 3258)7. Pharmaceutical processing equipment
WELDABILITY It refers to the ability of the material to be welded. Many metals and thermoplastics can be welded .Some materials are difficult to weld then others. Weldability is used to define the welding process and compare the quality of weld to the other materials.It depends upon the process parameters such as welding speed, current, gas flow rate, shielding gas, voltage and cooling rate.FACTORS AFFECTING WELDABILITY Material type Travel speed Heat input Arc welding positions Welding techniques Welding procedure Weld metal composition
III. EXPERIMENTATION Stainless Steel grade 304 and 316 were selected as base material for performing the experiments. In this study, effect of different welding parameters on mechanical properties was studied.
Fig. 1: Base Material Plates
Table 1: Chemical composition of Stainless Steel 304C Mn P S Si
0.24 0.9897 0.0016 0.0087 0.021Cu Ni Cr V Mo
0.038 0.02 0.072 0.023 0.01Table 2: Chemical composition of Stainless Steel 316
Stainless Steel was used as base metal, because in industries there many applications such as pipelines, boilers where welds of stainless steel are to be made. Also, these are the materials which have good strength.
Due to its cheaper cost it is used when in large quantity steel is required.SELECTION OF FLUX POWDERSFour different types of flux powders were used which are commercially available in the market. Two flux powders were those which were not commonly used in the previous research works. The different flux powders used in the investigation are as follows: Chromium Oxide Green(Cr2O3) Silicon Dioxide(SiO2) Titanium Dioxide(TiO2) Aluminium Oxide(Al2O3)Acetone was used as a binder to form paint like solution which was applied on the stainless steel plates during experiments.
PREPARATION OF THE BASE METALFirst of all, size of the base plates i.e. Stainless Steel was decided as on the basis of literature survey. Required number of specimens was cut from single plate of each base, and then these specimens were made smooth with the help of grinder.
APPLICATION OF ACTIVE FLUXES ON THE BASE PLATES
After preparing the base plates, oxide layer from all the specimens was removed with the help of a hand grinder. After that, all the available fluxes {Chromium Oxide Green (Cr2O3), Titanium Dioxide (TiO2), were applied on the base material after making a paste by mixing them with Acetone.
Fig. 2: Application of Active Fluxes on Base Plates
3Gulzar Group of Institutes, Ludhiana, Punjab-141401 (INDIA)
Ni Cr Mo Fe Si12.0 17.0 2.50 Bal 1.00Mn C P S Mo2.00 0.080 0.045 0.030 --

46th ISTE Annual National Convention & National Conference 2017
International Journal of Advance Research and Innovation (ISSN 2347 – 3258)
Fig. 3: Specimen after application of Chromium Oxide Green (Cr2O3) Flux
Fig. 4: Specimen after application of Titanium dioxide (TiO2) Flux
In this final phase of experimentation, all the four parameters i.e. welding current, welding speed, gas flow rate and active fluxes were varied to study their effect on mechanical properties (Tensile Strength). Gap of 2 mm was kept between the base plates SS 304 and SS 316 and filler rod of SS was used to make a weld between the base plates. The whole experiment was carried out with MIG welding at Gulzar Group of Institutes, Ludhiana.
Fig. 5: Welded Specimens after Carrying out Actual Experiment
Fig. 6: Specimen during Welding
Welding Equipment UsedMIG welding machine at Gulzar Group of Institutes, Ludhiana was used as Welding Equipment for carrying out the experiment. MIG welding was performed at Gulzar Group of Institutes, Ludhiana. During MIG welding process welding parameters were varied and a gap of 2 mm was kept in between the base plates.
4Gulzar Group of Institutes, Ludhiana, Punjab-141401 (INDIA)

46th ISTE Annual National Convention & National Conference 2017
International Journal of Advance Research and Innovation (ISSN 2347 – 3258)IV. TESTING PROCEDURE
PREPARATION OF TESTING SPECIMENS First of all, specimens for tensile test were prepared and the size of these specimens was decided as 150 mm x 20 mm x 6 mm. The specimens of Dumbbell shaped were made for tensile testing and gauge length of the specimens was 50 mm.
Table 3: Parameters and results
Fig. 7: Dumbbell Shaped Specimens for Tensile TestingAfter that, testing specimens for Impact strength were prepared with the help of cutter and these were finished with grinder. TESTING OF SPECIMENSFirstly, testing of dumbbell shaped tensile specimens was carried out using UTM. The UTM used for tensile testing purpose had an attached computer with it on which the stress-strain graphs were shown and these curves were varying according to the load applied and ultimate tensile strength of the specimens. Also, the percentage elongation of each specimen was determined during this tensile testing procedure.
V. RESULTS AND DISCUSSION
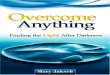
The relationship between tensile strength and welding current for the given model of tensile strength has been displayed by figure. It could be concluded from this figure that as welding current increases from 80 A to 100A, there is increases in tensile strength from 363 MPa to 530 MPa.The relationship between tensile strength and type of weld for the given model of tensile strength has been displayed. It could be concluded from this figure that when TiO2 is used, there is significant increase in tensile strength from 503 MPa to 530 MPa. The effect of different activated flux on dilution in different specimens. Activated flux also plays an important role in depth of the weld bead. The dilution is increased by the use of activated flux. The activated flux which gets vaporized during welding will constrict the arc by capturing electrons in the outer regions of the arc. Electron attachment can take place in the cooler peripheral regions where the electrons have low energy in a weak electric field. Towards the centre of the arc where there is a strong electric field, high temperatures and very high energy electrons and ionization will dominate. Thus restricting current flow to the central region of the arc will increase the current density in the plasma and at the anode resulting in a narrower arc and a deeper weld pool.
80 90 1000
100
200
300
400
500
600
370 363 380
507 495530
Tensile Strength vs Current
Cr2O3 TiO2
Current
Tens
ile S
tren
gth
VI. CONCLUSION
5Gulzar Group of Institutes, Ludhiana, Punjab-141401 (INDIA)
S. No.
Current Gas Pressure
Type of Flux Used
Tensile Strength
1 80 20 Cr2O3 3702 90 25 Cr2O3 3633 100 30 Cr2O3 3854 80 20 TiO3 5035 90 25 TiO3 4956 100 30 TiO3 530

46th ISTE Annual National Convention & National Conference 2017
International Journal of Advance Research and Innovation (ISSN 2347 – 3258)From the experimentation it has been concluded that the effect of active fluxes on performance of MIG welding is significant. The effect of Cr2O3 is more significant as compared to TiO2 active fluxes also great effect on the mechanical properties of the Stainless Steel metals. i.e 304 and 316 grade.
REFERENCES
1. Devakumar D., Jabaraj D. B., (2014)[5]1, Research on Gas Tungsten Arc Welding of Stainless Steel, International Journal of Scientific & Engineering Research, pp1612-1618.
2. Go´ mez de Salazar J.M., Barrena M.I.,(2003), “Dissimilar fusion welding of AA7020/MMC reinforced with Al2O3 particles. Microstructure and mechanical properties”, Materials Science and Engineering A352, pp162-168.
3. Majid R. A., Abdulmajeed H, Mahdy M,(2013)[9]1, “Mechanical Properties and Corrosion Behavior of Low Carbon Steel Weldments”, Al-Khwarizmi Engineering Journal, pp83-93
4. Hussain A. K. , Lateef A., Javed M., Pramesh.T, (2010) [1]3 , “Influence Of Welding Speed On
Tensile Strength Of Welded Joint In TIG Welding Process”, International Journal Of Applied Engineering Research, Dindigul.
5. Mohammed H. K., (2011)[6]11, “A comparative study between friction stir welding and metal inert gas welding of 2024-t4 aluminum alloy”, ARPN Journal f Engineering and Applied Sciences, Department of Mechanical Engineering, Nahrain University, Baghdad, Iraq
6. Salleh M. S., Ramli M. I., Yahaya S. H., (2011)[3]2, “Study on Mechanical Properties and Microsstructure analysis of AiSi 304l StainleSS Steel Weldments” Journal of Mechanical Engineering and Technology,pp 71-82
7. Zhang H. T.,Feng J. C., He P., Hackl H., (2007)[58], “Interfacial microstructure and mechanical properties of aluminium–zinc-coated steel joints made by a modified metal inert gas welding–brazing process, Materials Characterization, pp588 – 592
8. Zainuddin M. F., (2012) “Mig Welding of Dissimilar Metal Using Different Thicknesses”, Aluminum and Mild Steel
9. Zhang H. T., Song J. Q., (2011)[65], “Microstructural evolution of aluminum/magnesium lap joints welded using MIG process with zinc foil as an interlayer, Materials Letters, pp3292–3294
6Gulzar Group of Institutes, Ludhiana, Punjab-141401 (INDIA)