Embed Size (px)
Citation preview

techfortradeforReFabDarAugust2016 1
ThunderheadFilamentExtruder
PETfilamentdevelopmentTechnicalFeasibilityReport
Publishedbytechfortrade22ndAugust2016
TableofContentsBackground.........................................................................................................................2Choiceofmaterials.............................................................................................................3
ChallengesinExtrudingPET........................................................................................4OtherPETrecyclinginitiatives............................................................................................4ProductionProcess.............................................................................................................5TheThunderheadFilamentExtruder..................................................................................6DesignCriteria................................................................................................................6StarveFeeder..............................................................................................................7Extruder......................................................................................................................8WaterBath.................................................................................................................9Outfeed.....................................................................................................................10Spooler......................................................................................................................10Controller..................................................................................................................10
Currentsituation,ChallengesandWayForward..............................................................11Acknowledgements..........................................................................................................12Appendix...........................................................................................................................13BillofMaterials.............................................................................................................13SourceCode..................................................................................................................19

techfortradeforReFabDarAugust2016 2
Background Work on the Thunderhead Filament Extruder originally started in 2014 whentechfortrade contracted Matt Rogge to further develop work that he had started in2012, to design and build a low cost ‘appropriate technology’ filament extruder thatcould be used in community settings in low income countries to produce 3D printerfilamentforlocalusefromwasteplasticcollectedbythecommunity.ThefirstextruderwasdeployedinOaxacaMexicoincollaborationwithateamfromtheOaxacaFabLabandwasdesigned toprocessHigh-densitypolyethylene (HDPE). Itwasverticallyorientedanddrivenbyadrillmotor.Themachinewaslowcostandproducedfilament that could be used for printing, butHDPEwas abandoneddue to difficultiesprintingwiththismaterial.Acrylonitrilebutadienestyrene (ABS)wasthenextmaterialthat the machine was modified to extrude. A fume hood, diameter sensor andautomaticspoolerwereadded.Afterachieving theproductionofusable filament, thismaterial was also abandoned when it became apparent that it would be difficult tosourceasupplyofflameretardantfreeABSinthelocationswheretheextruderwouldbeused.As a result andbyaprocessof elimination,Polyethylene terephthalate (PET)becamethe target plastic for extrusion and the ReFabDar project provided an opportunity totest thedesign revisionsalreadyunderway to support theextrusionofPET. Since thedeploymentof the ThunderheadPETextruder at STICLab inDar es Salaam in January2016, all components of the machine have undergone several design revisions. Themachinehasbeen runvertically,horizontally,withandwithoutawaterbathetc.PEThasproventobeamuchmoredifficultplastictoformintoaconsistentfilament.

techfortradeforReFabDarAugust2016 3
ChoiceofmaterialsPET is a straightforward choicewhen the goal is toproduce3Dprinter filament frompost consumer waste plastic. Consider the plastics commonly found in the postconsumerwastestream:# Plastic Pros Cons1 PET Easytofindallovertheworld
GoodforprintingDifficulttoextrude
2 HDPE EasytofindEasytomakefilamentRelativelysafe
Difficulttoprintwithduetoshrinkage
3 PVC Commonlyused Potentialforproducingtoxicgasses.Rarelyusedforprinting
4 LDPE N/A DifficulttoprintwithduetoshrinkageLesscommon
5 PP N/A DifficulttoprintwithduetoshrinkageLesscommon
6 PS Goodforprinting Difficulttofind.7 ABS
(Other)GoodforprintingEasytoextrude
Likely contaminated with toxic flameretardants(BFRs)
7 PLA(Other)
GoodforprintingModeratelyeasytoextrude
Difficulttofind
PETisanidealplasticfor3Dprinting.IthasalowamountofshrinklikePLAandyetistoughlikeABS.Theonlyproblemisthatitisdifficulttoextrudeintofilamentonasmalescale.Oncethismachineryisdeveloped,therewillbefewdownsidestousingrecycledPETfor3Dprinting.Many groups including techfortrade have attemptedworking with HDPE.Making thefilament is fairlyeasy todo,but successfulprinting is a challenge.Whileparts canbeprinted,warpingcanbesevere.Large,preciselysized,orflatobjectscanbeverydifficulttoprint. It isn’t that it can’t bedone,but that in general, theoperatorof theprinterbecomesfrustratedandlooksforaneasieralternative.ABSwouldisabetterplastictorecycleintofilament.Unfortunatelymanyofthesourcesof ABS are used in products that frequently require flame-retardants, e.g. electronicscasings.Theseflame-retardantsaretoxicanddifficulttotestfor.

techfortradeforReFabDarAugust2016 4
PLAwouldbeanothergreatplastictorecycleintofilament,howeverPLAisverydifficultto find in thewaste stream,especially in low resource settings.There ispotential if apartnerusingdisposablePLAitemscanbefound.
ChallengesinExtrudingPETPETisdifficulttorecycleintofilamentforanumberofreasons.PETplasticcrystalizesifcooled slowly. When it crystalizes, it becomes very brittle, like glass. To avoidcrystallization, itmust be cooledquickly. A commonway to do this is to use awaterbath.PET is hygroscopicmeaning that it absorbs water from the air.Worse than this, thepresence ofmoisture in the plasticwhen it ismelted can cause the hydrolysis of thepolymerchains.Evenasmallamountofwater(morethan0.02%)cancauseasignificantreduction in the mechanical properties of the polymer. The plastic must be driedimmediatelybeforeprocessing.AnotherdifficultyinmakingfilamentfromPETisthatithaslowmeltstrengthandlowviscosityatthemeltingpoint.Thismeansthatoncethepolymerhasmelted,itdoesnotresistbeing stretched. Its consistency is close to thatofhoneyandmustbeextrudedvertically.Afinalchallengeisthatthematerialbeingextrudedisintheformofbottleflakeratherthanpellets.WhilethisisnotapropertyuniquetoPET,itisasignificantchallengeandworthmention. Pellets have the advantage of being uniform in size and shape. Theyfloweasilyandtheyabsorbheatevenly.Bottle flakeontheotherhanddoesnot flowsmoothly.Theflakescanlocktogether,formingbridgesandratholesinthehopper.Dueto the uneven sizing, the flakes melt at different rates, which may result in a moreunevenflowthroughtheextruder.
OtherPETrecyclinginitiativesThereareasmallnumberofcompaniesthatcurrentlyofferrecycledPETfilament.TheseincludeB-PET,RefilandFilamentive.Thereareanumberofkeydifferencesbetweentheapproach being taken by these companies and the filaments that they are producingandtheapproachbeingadoptedbytechfortrade.Firstly,thewastestreambeingusedtoproducePET filament ispost industrial rather thanpost consumer. Inotherwords,plasticissourcedirectlyfromaplasticproducerusingrejectedmaterialorotherwastetoproduce filament. Thematerial is thereforecleanand free fromdirt,adhesiveetc.which is a challenge to address when plastic is recovered from thewaste stream by

techfortradeforReFabDarAugust2016 5
wastecollectors.Secondly,themachinerybeingusedtorecycleandextrudetheplasticis industrial and the investment required for theplant is several orders ofmagnitudebeyondthecostoftheThunderheadextruder.Thirdly,mostoftherecyclersreferencedaboveproducePETfilamentfrompelletsratherthanflake.Whilstpelletsareeasiertohandle, theproductionofpellets addanother step into the recyclingprocess and theneedforadditionalequipment.Finally, and perhaps obviously in the context of the observations above, none of thecompaniesrefereedtohavemadetheirtechnologyOpenSourceandthis isakeygoalfortechfortradeandfortheReFabDarproject.In addition to the companies mentioned above, there are many others that offerfilamentextruders,oftenatlowcost.TodatewehavenotfoundanyofthesemachinescapableofproducingfilamentfrompostconsumerrecycledPETflakes.
ProductionProcessThe production process begins with the collection of post consumer PET bottles. 3Dprinterfilamentmustbefreeofforeignmaterial,andstartingwithcleanbottlesmakesthismucheasier.Hotels,conventionsandsportingeventscanbegoodplacestocollectbottlesbeforetheyhavebecomecontaminatedwithdirtanddebris.Thesebottlesaretransportedtoacollection.At the collection centre, the caps, cap rings and labels are first removed. These aremadeof differentplastics andarenot compatiblewith thePET. PETmelts at amuchhigher temperature and the LDPE in the caps and cap ringswill decompose andmayformchar.Labelscommonlymade fromPVCcancause thedegradationofPETduringextrusion.Everytraceoflabelmustberemoved.Eventhelabelgluemustberemovedas itcanchar,giving the filamentanambercolourandsmallblack flecks.Thereareagrowingnumberofwaterbottlersthatareusinggluelesslabels.Thesemakeitveryeasytoensurethatnoneofthelabelremainsonthebottle.Forbottleswherethegluewasused,theportionofthebottlewithgluecanbecutoutwithaboxcutter,orhotwaterwith detergent can be used. When using hot water, the bottle is dunked for a fewsecondsthenthelabelispulledoff.Afterthelabelisremoved,theglueiswashedawaywithabrush.The cleaned bottles are then run through a granulator with a 6mm screen. A 6mmscreenisnotcommonbutisavailableformostgranulators.Thesmallersizeflakesworkbetterwiththeextruder.Dependingonthegranulatorused,iflotsoffinesarepresent

techfortradeforReFabDarAugust2016 6
aftergranulating, the flakesmayneed tobe rescreenedbyhand to remove the fines.The PET flakes are stored in clean sacks or tightly covered tubs and are ready forextrusion.Just prior to extrusion, PET plastic must be dried. It is a hygroscopic material andabsorbswateroutof theair. If theplastic isn’tdried, thewaterwill contribute to thebreakdownofthePETpolymerduringextrusion.TodrythePET, it isspreadonatrayand heated in a small oven to 150-175 °C for at least 2 hours, although 4 isrecommended.Immediatelyafterdrying, theplastic is transferred to theextruderand the filament isproducedandwoundonaspool.
TheThunderheadFilamentExtruder
Figure1-TheThunderheadFilamentExtruder
DesignCriteriaTheThunderheadFilamentExtruder isasmall-scale filamentextruderthat isdesignedfor the production of PET 3D printing filament in low resource areas. The followingdesigncriteriawereusedtoguidethedesignprocess:
• Lowcost(under$1000)• Avoidspecialtypartswhenpossible• Limittoolingrequiredformakingthemachine• OpenSource

techfortradeforReFabDarAugust2016 7
• Easytooperate• Abletoproducefilamentdirectlyfromflake(notpellets)• 0.5-1.0kg/hrproductionrate• Useelectronicssimilartothosethat3Dprintersuse.
DesignThemachinehas6majorcomponents,thestarvefeeder,extruder,waterbath,outfeed,spoolerandcontroller.
StarveFeeder
Figure2-Detailofthestarvefeeder.Thebalanceisontheleft.
The starve feeder has basic functions, regulate the rate at which plastic enters themachineandeliminatepotentialfeedingproblemscausedbyflakesmentionedearlier.Thestarvefeederisequippedwithavibratoryconveyorthateliminatestheproblemsofbridgingandrat-holingandensuresasmoothflowofplastic.Asmallbalanceattheendofthevibratoryconveyormeterstheplasticasitenterstheextruder.Theextrudercanbefedplasticatarateslightlylowerthanwhatitsthroughputwouldbeiffloodfed.Thissituationiscalledstarvefeedingandmayhelptomaketheextrusionmoreconsistent.

techfortradeforReFabDarAugust2016 8
Extruder
Figure3-Theextruderbodywiththefumehoodandgearboxcoverremoved.Thescrewcanbeseenthroughthetopofthesecondaryhopper.Notethebrasscoolingtubeandnozzleattheright.
Plasticcomingfromthestarvefeederentersextruderthroughasmallhopperabovethefeedthroat.EarlyattemptsextrudingPETflakeshadvery lowthroughputs.Oneofthemain contributing factorswas that the flakes did not have sufficient frictionwith thewalls of the feed throat. Instead of entering the barrel, the plastic went round androundwiththescrewmakinglittleforwardprogress.Toimprovetheconveyanceoftheplasticflakesintothebarrel,longitudinalgrooveswerecutintothefeedthroat.Thescrewintheextruderisa½inchwoodauger18incheslong.Itisquiteabitdifferentfromscrewsnormallyusedinplasticsextrusion.Thereasonforusingthewoodaugeristhat they are inexpensive and available compared to screws designed specifically forplasticextrusion.AhightorqueNEMA42steppermotorwitha1:3gearreductiondrivesthescrew.Thebarreloftheextruderhasatotalof5heatingzones,twoonthebarrel,twoonthecoolingtubeandoneonthenozzle.Eachheatingzonehasitsowntemperaturesensorandcontrolcircuitryallowingthetemperaturestobesetindependentlyofeachother.Thefirsttwoheatingzonesonthebarrelaretypicallysetnear265°C.Hightemperaturefiberglassinsulationisusedtoreduceheatloss.Attheendofthebarrel,theplasticmakesa90°turnandheadsstraightdowninsideofthecoolingtube.Thistubewithitstwoheatingzonesisheldatatemperatureofaround195°C.Theideaistocooltheplasticasmuchaspossiblebeforeitleavesthenozzle.The

techfortradeforReFabDarAugust2016 9
nozzle has the final heating zone, and can be set to a higher temperature to helpimprove thesurface finishof theplasticandpossibly improve the flowofplasticneartheinsidewallsofthenozzle.Betweentheendofthebarrelandthecoolingtubeisthebreakerplate,whichhelpstostraighten the flow of the polymer. The rotation of the screw creates a twist in thepolymer, which it would “remember”were there no breaker plate. This twist causeswavycorkscrewshapedfilament.Finally,theextruderhasasheetmetalcover,whichcapturesfumesandchannelsthemintoanexhaustduct.
WaterBath
Figure4-Thewaterbathwithwallsmadetransparent.Afterthefilamentpassesthelargealuminumguidewheel,itsmotionisgentlyconstrainedbysmallerprintedguidewheels(red).Thefilamentisheldinastraight linewithrollersaboveandbelow.Notetheoutfeedrollersaswellwhichareblue.
PETplasticcrystalizesifitcoolstooslowly.CrystallizationcausestheplastictobecomemorebrittleandopaquewhicharenotdesiredqualitiesinPET3Dprinterfilament.Toavoid crystallization, the plastic is extruded straight into a water bath where thetemperatureof theplastic is reduced fastenough toavoidcrystallization.Thereare7guide wheels in the water bath that hold the filament in a straight line as it passesthroughthewaterbath.Thefirstisalargealuminumdiskwithagroovededge.Itspinswith a tangential velocitymatching the velocity of the filament,which helps to avoidskippingthatisobservedwhenthewheelisstationary.Theotherguidesarev-grooved
techfortradeforReFabDarAugust2016 10
rollers (though they don’t spin). They guide the filament while allowing bumps andbendstopasswithouthangingup.
OutfeedTheoutfeedisusedtopullthefilamentthroughthewaterbathandcontrolitsdiameter(seeFigure4forimage).Itconsistsofadiametersensorandasetofrollersdrivenbyastepper motor. The diameter sensor will be located just below the nozzle and theoutfeedrollersarelocatedattheendofthewaterbath.Ideally,iftheextruderweretoextrudeataconstantrate,theoutfeedcouldbesetatacorrespondingconstantratetoachievethedesiredfilamentdiameterbydrawingdownthehotplastic.Thediametersensorcouldbeplacedneartheoutfeedrollersandusedto make sure the rollers are running at the correct speed. Due to the non-uniformnatureofthebottleflakeandthelackofascrewdesignedforplasticextrusion(amongotherpossibleissues),therateatwhichplasticleavestheextrudervariesandthustherequiredoutfeedrollerspeedrequiredtoobtainthedesireddiameteralsovaries.Thediametersensorwillbeusedtodetermineiftheoutfeedrollerspeedneedstobeadjustedtokeepthefilamentwithinthedesiredtolerance.Tobeeffective,itneedstobe locatedwheretheplastic isbeingdrawndown.This is justunderthenozzlewheretheplastic ismolten. Thediameter sensor thusmust be able tomakemeasurementswithout contacting the filament and must be waterproof. It is currently underdevelopmentandutilizesalaserandChargeCoupledDevice(CCD)array.
SpoolerThe spooler simply winds the filament onto a spool after it leaves the outfeed (SeeFigure 1). It is equippedwith a sensor thatmeasures the tension on the filament. Aproportional integral derivative (PID) controller adjusts the speed of the spooler tomaintainaconstanttension.
ControllerThe controller holds all of the electronics necessary to run themachine and theuserinterface(seeFigure1).Themachinecanbepoweredwitheither120or220Voltsupplylines.Onlythemainheatersfortheextruderarespecifictotheoperatingvoltage.ThemachineisfusedandprotectedbyaGroundFaultCircuitinterrupter(GFCI)device.

techfortradeforReFabDarAugust2016 11
Currentsituation,ChallengesandWayForwardAtpresent,theThunderheadfilamentextruder isproducingfilamentthatcanbeusedfor printing. However, the average diameter and roundness of the filament thatmachine produces vary too much for high quality printing. The following is a list ofavenuesthatarecurrentlybeingexploredtoimprovetheperformanceofthemachine:PotentialImprovement
Comments
Dryinghopper Currentlytheplasticisdriedandthenputintothehopperwhereitsitsandabsorbsmoisture.Withadryinghopper,theplasticwouldbecontinuouslydriedandwouldhave no chance to absorb moisture before entering the machine. This may helpimprovethemeltviscositybyreducingtheamountofpolymerhydrolysis.
NonContactDiameterSensor
As mentioned above, in order to effectively control the diameter by varying thespeedoftheoutfeedrollers,thediametermustbemeasuredatorclosetothepointwherechangesinrollerspeedhavethegreatesteffectonthediameter.Thisisinalocationwheretheplasticcannotbetouched, justbelowthenozzleandabovethesurfaceofthewater.UsingalaserandaCCDarray,thediametercouldbemeasuredbytakingapictureoftheshadowoftheplasticmeltasitentersthewaterbath.Thegapbetweenthewaterbathandthenozzleisonlyabout10mmsothesensorwillbepartiallysubmergedinwater.Itwillneedtobewaterproof.
NewFilamentsupport/guidingstrategy
Theshapeanddiameterofthefilamentisessentiallysetwhenthehotplasticentersthewaterbath.Unwantedmovementofthefilamentdownstreamfromthispointcangreatlyimpacttheshapeofthefilament.Newstrategiesforguidingthefilamentinacontrolledmannerneedtobeexplored.Theshapeofthefilamentisalsoheavilyimpactedby the largeguidewheelwhich it contacts justafter itenters thewater.Are there otherways to support the filament as itmoves through thewater baththatresultinmoreconsistentshape?
NozzleGeometryandDrawdown
Itmaybefruitfultoexploredifferentnozzlegeometriesandtheamountandrateofdrawdown.Whataretheoptimalconditionsforconsistentfilament?
TestdifferentsourcesofPET
Not all PET resins are the same. By testing resins from various bottle sources andeven virgin pellets, itmay be possible to determinewhether or not some sourceshavemoredesirablecharacteristicsthanothers.
MeltFilter Ascreenshouldbeaddedjustupstreamofthebreakerplate.Thisscreenwillcatchdebrisandimprovethequalityofthefilament.
Explorepotentialadditives
DesiccatingagentssuchasCaO(quicklime)orevenPortlandcementmightpossiblybe added to scavenge water remaining in the melt, which would help improveviscosity. Nucleating agents such as sodium benzoate and talc might be used toencouragecrystalgrowth,growingmorenumerousandsmallercrystalswhichmayhelptoreducethebrittlenessofcrystallinepolymer.
techfortradeforReFabDarAugust2016 12
Acknowledgements Thefollowingpeopleandorganizationsprovidedvaluablehelpandguidanceoverthecourseoftheproject. Matt Clark who provided hundreds of free man hours to assist with the re-designprocess.FrankSchoofswhovolunteeredhismaterialscienceexpertisetoassistwithcalculationsrequiredtore-designextrusiontemperaturesettingsandspeeds.VasileiosGrammatikakisanelectronicsexpertwhohasassistedwithimprovementstotheThunderheadelectronics.Unilever plc. Whose PET specialists have provided assistance in designing plasticsamplingapproaches
techfortradeforReFabDarAugust2016 13
Appendix
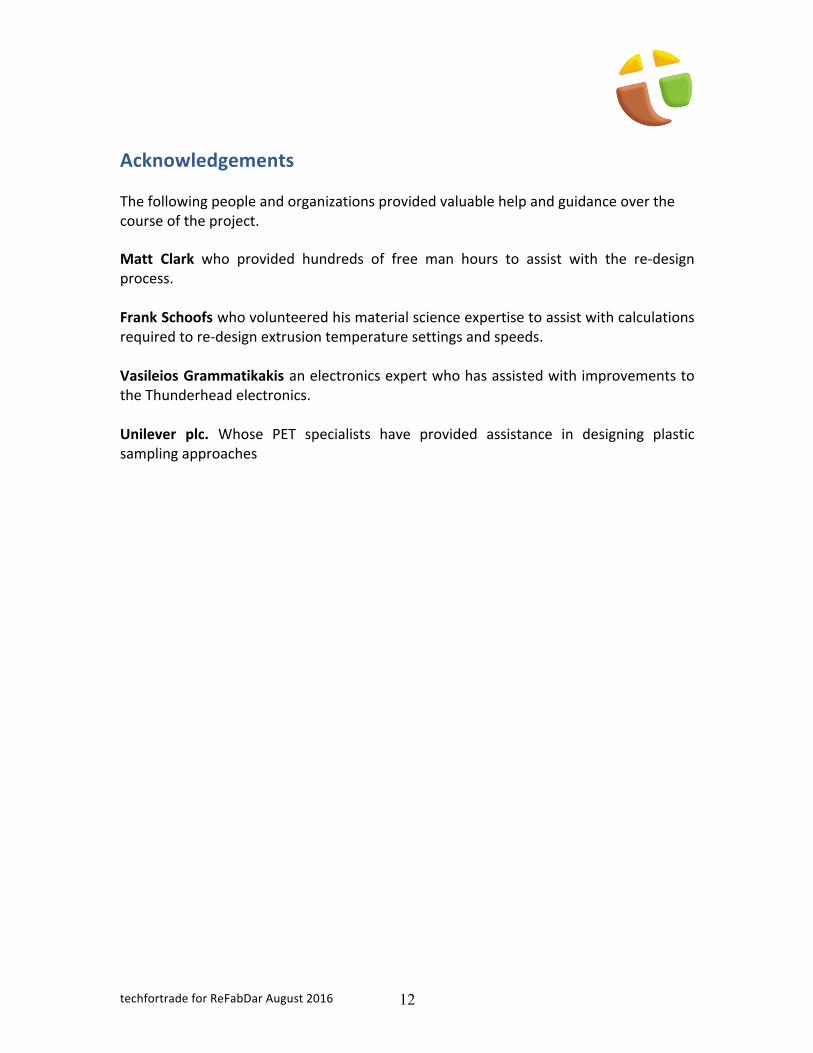
BillofMaterialsThe following is the current bill of materials shown for example. This BOM is notintended to be used for building themachine. For building purposes, see the onlinedocumentationanddownloadthecurrentBOMaspartsmayhavechanged.Designfilescanalsobefoundatthatlocation:ITEMNO. PARTNAME CATEGORY/MATERIAL Qty.
1 ExtruderMountingBar 1insteelsquaretube 1
2 ExtruderMountingSpacer 1insteelsquaretube 1
3 3_8SAEWasher Fastener 4
4 Hanger PipeFitting 2
5 CrossBar 1insteelsquaretube 2
6 ExtraSpacer 1x1/4steelflatbar 2
7 1inFloorFlange PipeFitting 1
8 1inpipenippleshort PipeFitting 1
9 1to1_2inpipereducer PipeFitting 1
10 Barrel 0.87fx.5inDOMsteeltube 1
11 Insulation Other,Hightemppipeinsulation 1
12 1_2inShipAuger Other,1/2x18inshipauger 1
13 Socket Other,7/16insocket3/8indrive 1
14 FeedThroat 0.87fx.5inDOMsteeltube 1
15 Hopper 1/16inplatesteel 1
16 MerchantCoupling PipeFitting 1
17 BreakerPlate 1/2inALroundrod 1
18 1_4inUbolt Fastener 2
19 1_4inHexNut Fastener 57
20 NozzleBolt 1inroundSteelrod 1
21 BottomPlate 5x1/4insteelplate 1
22 TopPlate 5x1/4insteelplate 1
23 Nema42 Steppermotor 1
24 Bolt_1_1_2in Fastener 4

techfortradeforReFabDarAugust2016 14
25 1_2inNut Fastener 32
26 BrassBushing Bearing,1/2inshaftdiaflange 2
27 Washer1_2in Fastener 4
28 GearBoxCover Sheetmetal,22gage 1
29 Gear3 Printed 1
30 Pinion3 Printed 1
31 5-16STEELHEXNUT Fastener 1
32 5-16 Socket Cap Screw 1-25inlong Fastener 1
33 ShaftforLargeGear 3/4inhexagonalsteelbar 1
34 CoolingTube1 3/8inbrasstube 1
35 Nozzle 1/2inbrassrod 1
36 1_4inWasher Fastener 78
37 TopSideBar Wood,2x4 2
38 TopCrossBar Wood,2x4 1
39 Leg Wood,2x4 4
40 BottomCrossBar Wood,2x4 2
41 1innipple PipeFitting 1
42 1to3_4pipecoupling PipeFitting 1
43 3_4innipple PipeFitting 1
44 3_4inEndCap PipeFitting 2
45 Arm 1insteelsquaretube 1
46 Clamp Steelpipeand1/8inplate 2
47 3_4incoupling PipeFitting 1
48 3_4inNippleBoxSupport PipeFitting 1
49 MiddleofH 3/4insteelsquaretube 1
50 SideofH 3/4insteelsquaretube 2
51 BasePlateofControlerBox Sheetmetal,22gage 1
52 Bottom Plate of ControllerBox Sheetmetal,22gage 1
53 TopPlate Sheetmetal,22gage 1
54 FacePlate1 Sheetmetal,22gage 1
55 StepperDriver Electronics 1
56 12VpowerSupply Electronics 1
57 BreadBoard Electronics 2

techfortradeforReFabDarAugust2016 15
58 ArduinoMega Electronics 1
59 BreadboardMount Sheetmetal,22gage 1
60 lcd Electronics 1
61 TerminalBlock Electronics 3
62 Fan Electronics 1
63 LCDSpacers Printed 4
64 ArduinoStandoff(s) Printed 4
65 PowerSupply Electronics 1
66 PowersupplyMountB Printed 1
67 RelaySocket Electronics 1
68 SupportArmSF 3/4insteelpipe 1
69 MountingBarSF 1insteelsquaretube 1
70 2by6plateSF Wood,2x6 1
71 SupportLegSF Wood,2x4 2
72 1_2inNutSF Fastener 16
73 2x6SpacerSF Wood,2x6 2
74 HopperSupportLower 1insteelsquaretube 1
75 HopperSupportUpper 1insteelsquaretube 1
76 ClampSF Steelpipeand1/8inplate 2
77 1_4inThumbNut Printed 10
78 SpringMount2 Printed 2
79 SpringMount2Cap Printed 2
80 MotorMountCap Printed 1
81 VibratorMotorMount Printed 1
82 SpringMount Printed 2
83 SpringMountCap Printed 2
84 Spring 1insteelfromtapemeasure 2
85 2inAngle 2x1/8inAlAngle 1
86 3_4_inAngle 3/4x1/8inAlAngle 1
87 EndCap Printed 1
88 vTransistion2 Printed 1
89 Hopper2SF Sheetmetal,22gage 1
90 Container Sheetmetal,22gage 1
91 nema17 Steppermotor 1

techfortradeforReFabDarAugust2016 16
92 Hub Printed 1
93 Bucket Printed 1
94 Lever 1/8inAlsquaretube 1
95 Pin Sewingpin 1
96 OpticalSlotSensor Electronics 2
97 SensorMount Printed 1
98 chuteSF Sheetmetal,22gage 1
99 BalanceMount 1insteelsquaretube 1
100 SpoolOffsetBar 1insteelsquaretube 1
101 3_8inthreadedrod Fastener 2
102 3_8inNut Fastener 8
103 3_8inwasher Fastener 8
104 M8nut Fastener 2
105 tige_filetee_generique Fastener 1
106 1_4hexbolt1_1_2inlong Fastener 4
107 1_4Nyloclut Fastener 3
108 SpoolMotorMount 1-1/2x1/8inAlflatbar 1
109 SpoolMotorRoller 1/2inAlroundrod 1
110 M3by16socketcapscrew Fastener 1
111 M3nut Fastener 1
112 M8Nylocnut Fastener 1
113 608zzbearing Bearing 2
114 HubSpacer Printed 1
115 InsideHub Printed 1
116 M3 _10mm socket capscrew Fastener 2
117 SpoolOutsideHub Printed 1
118 WoodenDisk 3/8inplywood 1
119 M4machinescrew Fastener 6
120 M4nut Fastener 7
121 SpoolHubNut Printed 1
122 spool FilamentSpool 1
123 NEMA17Stepper Steppermotor 2
124 TensioningBar 1x1/4insteelflatbar 1

techfortradeforReFabDarAugust2016 17
125 TensionerFlag Printed 1
126 TensionerRoller Printed 1
127 TensionerSensorMount Printed 1
128 SpoolSupport Wood,2x4 1
129 BottomCrossBarforspooler Wood,2x4 2
130 2by6plateforSpooler Wood,2x6 2
131 MainBar 1x1/4insteelflatbar 1
132 MountingBarLower 1insteelsquaretube 1
133 IdlerBar 1x1/4insteelflatbar 1
134 PivotBarEnds c 2
135 SkateboardWheel1 Skateboardwheel 2
136 MotorMount Printed 1
137 DriveWheelSupport 1x1/4insteelflatbar 1
138 Spacer Printed 2
139 M8washer Fastener 6
140 BearingMount Printed 1
141 VinylTubing VinyltubingIDlessthan8mm 1
142 MountingBar2 1x1/4insteelflatbar 1
143 FumeHoodBase Sheetmetal,22gage 1
144 FumeHoodTop1 Sheetmetal,22gage 1
145 Window Acrylicorotherclearplastic 1
146 OutsidecrossbarWB 1insteelsquaretube 2
147 InsidecrossbarWB 1insteelsquaretube 3
148 LowerSideBarWB 1insteelsquaretube 2
149 SpacerWB 1insteelsquaretube 2
150 TopSideBarWB 1insteelsquaretube 2
151 LegWB 1insteelsquaretube 4
152 TankSidesandBottom Sheetmetal,16gage 1
153 TankEnd Sheetmetal,16gage 2
154 Footattachmentplate 1x1/4insteelflatbar 4
155 BigWheelMount 1-1/2 and 3/4 in steel squaretube 1
156 BigWheel 1/2inthickAlplate 1
157 HorizontalBarFSS 1insteelsquaretube 8

techfortradeforReFabDarAugust2016 18
158 ClampFSS Printed 8
159 Big Wheel HorizontalMountingClampLower Printed 1
160 Big Wheel HorizontalMountingClampLower Printed 1
161 Stepper Mount for BigWheel Printed 1
162 VerticalBarFSS 3/4inAlsquaretube 6
163 RollerFSS Printed 6
164 Guide Wheel HorizontalMountingClamp Printed 6
165 Guide Wheel HorizontalMountingClamp Printed 6
166 1_2inthreadedrod Fastener 8
167 1_2inWasher Fastener 16
168 1inFloorFlangeSF PipeFitting 1
169 1inpipeSF PipeFitting 1
170 1to3_4pipecouplingSF PipeFitting 1
171 3_4inpipeSF PipeFitting 1
172 1_2inthreadedrodSF Fastener 4
173 1_2inWasherSF Fastener 8
174 1_4by2inhexbolt Fastener 10
175 3_4innippleshort PipeFitting 1
176 1_4inNut Fastener 2
177 M8Washer1 Fastener 4
178 Bolt1_4in_5_1_2inlong Fastener 1
179 Bearing_608zz Bearing 6
180 ThreadedRod_M8 Fastener 1
181 Bolt_1-4in_1-14Long Fastener 3
182 Nut_1-4in Fastener 6
183 Washer_1-4in Fastener 14
184 Nut_M8 Fastener 5
185 Nut_Nylock_M8 Fastener 1
186 ThreadedRod_M8_70mm Fastener 1
187 Bolt_1-4in_4in Fastener 2

techfortradeforReFabDarAugust2016 19
188 Nut_Nylock_1-4in Fastener 1
189 SocketCapScrew_M3_20mm Fastener 6
190 Nut_M3 Fastener 6
191 SocketCapScrew_M3_45mm Fastener 2
192 STEELHEXNUT Fastener 4193 1_4by3_5inhexbolt Fastener 38
194 1_4inWasher Fastener 4195 CAPSCREW Fastener 4196 !keypad Electronics 1
197 Stripheater 104wattheater1/2inwide24inlong 2
198 SSR 10AzerocrossingSSR 2
199 ResistanceWire 8 ohm/ft fiberglass coated nichromewire
6
200 Thermistor 100KThermistor 5
SourceCodeThesourcecodeforthemachinecanbefoundat:https://github.com/Maaphoo/Thunderware