Embed Size (px)
Citation preview
1
M.2.1.2
R&D on Technology for Hydrotreatment of
Residual Oil of High Metal Content
(High metal residual oil hydrotreatment group) Yokohama No. 405 Laboratory � Hideshi Iki, Yoshiaki Fukui, Kazuaki Hayasaka, Yoshiaki Ishii, Hidenobu Takahashi, Saburo Miura
1. R&D Objectives
1.1 R&D Background
Among crude oils, there is atmospheric residual oil and vacuum residual oil. The metal and
sulfur conpounds of these residual oils are removed through hydrotreatment with a
residual-desulfurization unit, and the product oil thus obtained can be taken as low-sulfur heavy
oil or FCC (fluid catalytic cracker) feedstock. The residual-desulfurization unit is comprised of a
demetalization section and a desulfurization section, and catalyst matching the objectives of
each of these section is provided. In the demetalization section, it is mainly demetalization
reactions (removal of V and Ni) that take place. In the residual oils of Middle Eastern crude oil
containing a metal constituent of 100 massppm, the metal concentration is reduced to 50-30
massppm or below at the demetalization unit outlet of a regular direct desulfurization unit.
In the residual oils from heavy crude oil, which is relatively low in price, the metal content is high.
In Iranian heavy or Arabian heavy, for instance, the metal content of residual oil exceeds 200
ppm. If this residual oil undergoes hydrotreatment, it is imperative that the metal constituent be
removed adequately, especially at the demetalization section. If metal is not removed, the post
desulfurization catalyst is poisoned and desulfurization activity quickly deteriorates. Accordingly,
when residual oil of high metal content (200 massppm or more) has been treated, the metal
content of the demetalized oil must be kept at a metal concentration of 50-30 massppm or less,
the same as that of regular feedstock. In addition, a portion of the produced oil is cracked by
FCC into intermediate fraction, but if the metal content remaining in residual-desulfurized
produced oil is higher, FCC catalyst deterioration progresses, gasoline yield drops and the
amount of catalyst used increases, all of which have adverse impacts economically.
1.2 R&D Objectives
In the present R&D, the objective is to develop a demetalization catalyst, and its application
technology, which becomes the key factor in hydrotreatment of heavy residual oil of high metal
content.
Based on current catalytic performance, the target was to develop a hydrotreatment catalyst for
fixed bed whereby hydrotreatment could be implemented stably for a one-year period so that
when residual oil (Ni + V 200 massppm or above) obtained from crude oil in the Iranian heavy
class, which is of heavy metal content, is taken as the feedstock, the metal content of the
produced oil subjected to demetalization drops to 30 massppm or below.
2
2. R&D Contents
In order to treat residual oil of high metal content, the performance of demetalization catalyst
loaded at a stage prior to residual-desulfurization must be improved, the cumulative permissible
metal content must be raised, and the life of the demetalization catalyst must be prolonged. In
order to clear these hurdles, the aim of the present research is to elevate demetalization activity
through optimization of pore structure and to prolong service life. R&D has thus been conducted
on catalyst production technology and on catalyst application technology.
First of all, a detailed analysis was conducted on the residual oil to become feedstock, and the
characteristics of the feedstock were determined. In addition, technology was developed for
preparation of demetalization catalysts having pores of varied diameter and configuration.
Production of these catalysts on an industrial scale was also investigated.
These developed catalysts were evaluated in a high-pressure bench-scale reactor, using
feedstock of high metal content, and the relationship between pore structure and demetalization
activity was systematically analyzed.
The developed demetalization catalyst was combined with desulfurization catalyst and carried
out a life test. Simulator was developed in order to forecast the trend in catalytic activity at high
precision.
3. R&D Results
3.1 Analysis of Residual Oil of High Metal Content
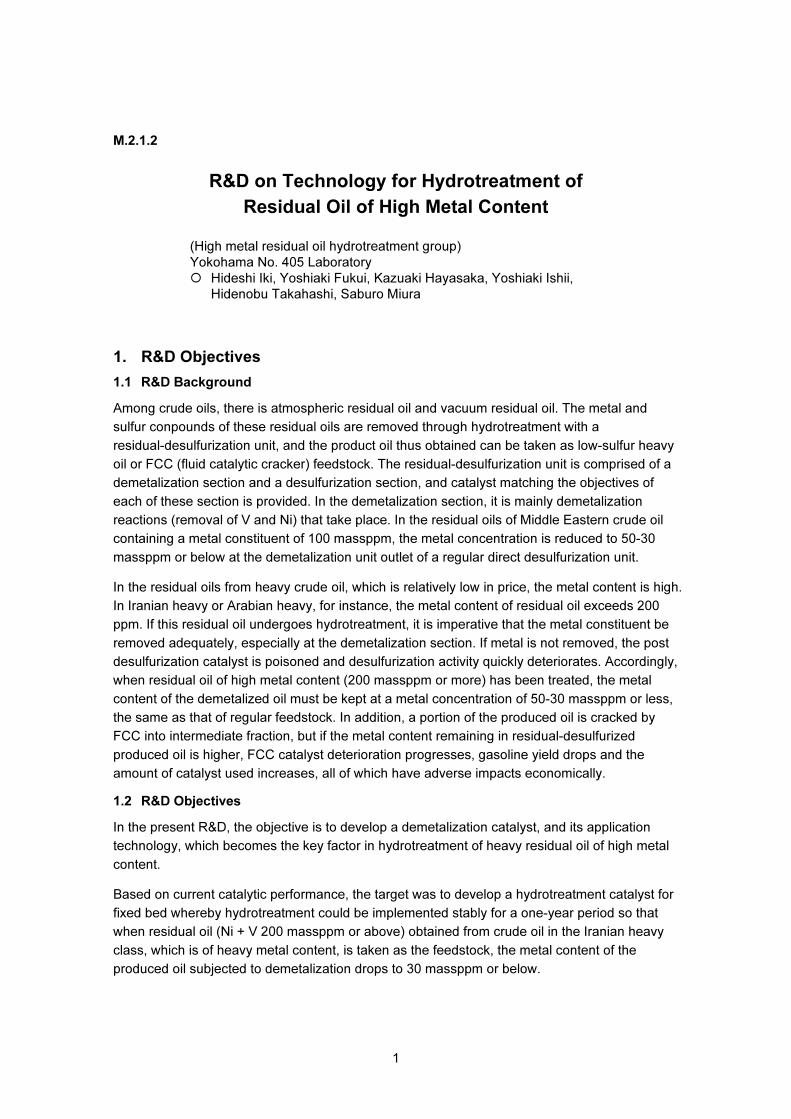
In order to determine the characteristics of crude oil of high metal content, each type of residual
oil was fractionated into asphaltene, maltene, etc., and analyzed. The distribution in molecular
weight of the asphaltene component is shown in Figure 1. Residual oil becomes heavy and of
high metal content in the sequence: A, B, C and D. The vertical axis shows the amount of
asphaltene contained. We can see that the greater the metal content in the residual oil, the
greater becomes the amount of asphaltene it contains. What is more, in residual oil of high
metal content, asphaltene of high molecular weight becomes abundant.
Figure 2 presents concentrations of metal content in residual oil and the state of distribution of
metal content to asphaltene. In each of the residual oils, 50 percent or more of the total metal
content is included in the asphaltene. In residual oil of high metal content, in particular, if the
metal content of produced oil is to reach the target of 30 ppm, a demetalization reaction must be
carried out from 50% or more of the asphaltene.
3
Sm
all ←
Asphaltene c
onte
nt →
Larg
e
Small ← Molecular weight → Large
Residual oil D
Residual
oil C
Residual
oil B
Residual
oil A
Meta
l (N
i +
V)
concentr
ation
(massppm
)
Metal content in residual oil
Metal content in asphaltene
Figure 1: Distribution of
Asphaltene in Residual
Oil by Molecular Weight
Figure 2: State of Metal Component
Distribution in Residual Oil
3.2 Design of Demetalization Catalyst
(a) Basic policy for catalyst design
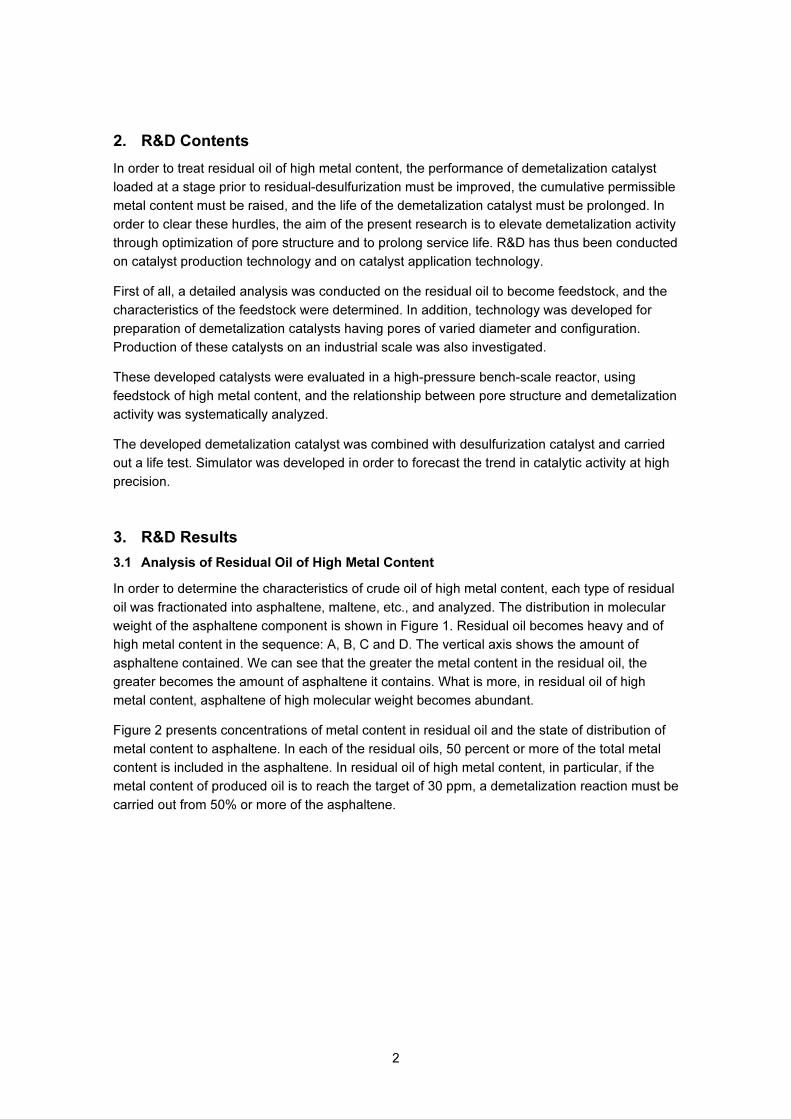
Among the causes of a decline in activity by hydrotreatment catalyst for residual oil are
blockage of the catalytic pore inlets due to the accumulation of metal on the catalyst and
coating of active points due to the deposition of carbons. In demetalization catalyst used for
processing residual oil of high metal content, the impact of pore blockage by metal that
accumulates in the demetalization reaction is especially large, as shown in Figure 3.
Coke
Sulfur molecules included Metal molecules included Pore
Accumulated metal Active site
Catalyst support
Figure 3: Catalyst Deterioration by Metal Accumulation
To obtain a catalyst whereby such deterioration of activity is curtailed and demetalization
reaction is promoted effectively, progress is being made in the present research toward
development of catalyst having a bimodal structure in which relatively large pores (macropores)
and small pores (mesopores) are combined. Here pores 500Å or less in diameter are dubbed
“mesopores,” and pores 500Å or greater in diameter are “macropores.”
(b) Optimization of pore structure
Demetalization reactions with catalyst of different mesopore diameter were evaluated using
the same feedstock, and a basic investigation was made of the relationship between
demetalization performance and pore diameter or pore structure. Table 1 below gives
feedstock properties, and Table 2 gives bench operation conditions.
4
The properties of catalyst used in evaluation are presented in Table 3.
Table 1: Feedstock Properties Table 2: Bench Operation Conditions
Feedstock Operation conditions
Density g/cc 0.977 Reaction temperature ℃ 375
Sulfur content mass% 3.78 Pressure MPa 16.7
Metal content massppm 99 LHSV 0.56
Hydrogen-oil ratio NL/L 1,100
Table 3: Catalyst Physical Properties*
Catalyst A B C
Mesopore diameter 1.00 1.18 1.16
Surface area 1.00 1.10 1.04
Ni/Mo 1.0/1.0 0.7/0.8 0.6/0.7
* Relative values of catalyst A
Respecting the produced oil obtained, a compositional analysis was performed by
hydrocarbon, and changes in composition before and after reaction were followed with
respect to resin and asphaltene, where the distribution of metal content is especially great.
Figure 4 shows the reactivity against asphaltene and against resin in each catalyst. It was
found that resin component cracking is promoted in catalysts B and C, which have large
mesopore diameters. Given this fact, it will be necessary to maintain an adequate
mesopore diameter in order to achieve the demetalization performance targeted.
Cra
ckin
g r
atio
(m
ass%
)
Resin content
Catalyst A
Catalyst B
Catalyst C
Asphaltene content
Figure 4: Cracking Ratio of Resin and Asphaltene Contents
(c) Properties of trial catalyst
Supports having each type of mesopore and macro pore, and catalysts of different metal
contents were trial produced. It was confirmed that pore diameter can be adjusted by
means of alumina preparing. It was also discovered that by changing the adjustment
conditions in a bimodal alumina system, macro pore diameter and macro pore volume can
be adjusted as shown in Figure 5.

5
Sp
ecific
po
re v
olu
me
(cc/g
)
Pore diameter (µm)
(mesopore)
(macropore)
Figure 5: Bimodal Support Pore Distribution
Among the causes of a decline in activity by hydrotreatment catalyst for residual oil are
blockage of the catalytic pore inlets due to the accumulation of metal on the catalyst and
coating of active points due to the deposition of carbons. In demetalization catalyst used for
processing residual oil of high metal content, the impact of pore blockage by metal that
accumulates in the demetalization reaction is especially large. To obtain a catalyst whereby
such deterioration of activity is curtailed and demetalization reaction is promoted effectively,
progress is being made in the present research toward development of catalyst in which
macropores and mesopores are combined.
(d) Deterioration rate of trial-produced catalyst
With respect to bimodal trial-produced catalyst, the superiority of the trial-produced catalyst
over standard catalyst in terms of deterioration speed was verified. In order to compare
demetalization performance by temperature, corrections were made in relation to a
demetalization reaction speed at a certain temperature, taken as standard, and data were
arranged by corrected demetalization reaction temperature. The results appear in Figure 6.
In trial-produced catalyst 1, demetalization activity was low, although it was exceedingly
stable. When the magnitude of active metal was optimized, trial-produced catalyst 2 was
able to demonstrate demetalization activity close to that of the standard catalyst.
In a comparison of the deterioration speed of trial-produced catalyst 2 and the standard
catalyst, it was found that the deterioration rate of bimodal catalyst is 0.76 times that of
standard catalyst. In this way it was confirmed that, while bimodal catalyst has roughly the
same demetalization activity as standard catalyst, its deterioration rate is slow. As for
deterioration per unit magnitude of metal accumulation, the deterioration rate of catalyst 2
is 0.83 times that of standard catalyst.

6
Co
rre
ctio
n r
ea
ctio
n t
em
pe
ratu
re (
°C)
No. of Operation Days
Standard catalyst
Trial-produced catalyst 1 Trial-produced catalyst 2
Figure 6: Comparison of Deterioration Speeds of Demetalization
in Trial-Produced Catalyst
In order to confirm the state of metal accumulation on catalyst, trial-produced catalyst was
placed into a basket and loaded onto a commercial unit, which was then allowed to operate
for 1 year. The loading site was the top of the 1st bed. Upon completion of operation, the
catalyst was removed and analyzed. The trial-produced catalyst that was loaded came in
two types: (1) unimodal type, and (2) bimodal type (trial-produced catalyst 1).
From a comparison of the magnitudes of metal retained by these catalysts, it was found
that approximately 1.8 times more vanadium accumulated in bimodal type catalyst than in
unimodal catalyst.
Figure 7: EPMA Analysis of Waste Catalyst
(Left: unimodal catalyst, Right: bimodal catalyst)
Next, the states of metal accumulation were measured by EPMA (Erectron Probe Micro
Analyzer). The results appear in Figure 7. With unimodal catalyst, it was discovered that
both vanadium and nickel accumulate in greatest magnitudes at the surface of the catalyst
pellet. In bimodal catalyst, on the other hand, vanadium and nickel accumulate into the
interior of the catalyst pellet, and it was clearly demonstrated that the diffusion of heavy
molecules, including metal components, functions effectively.
7
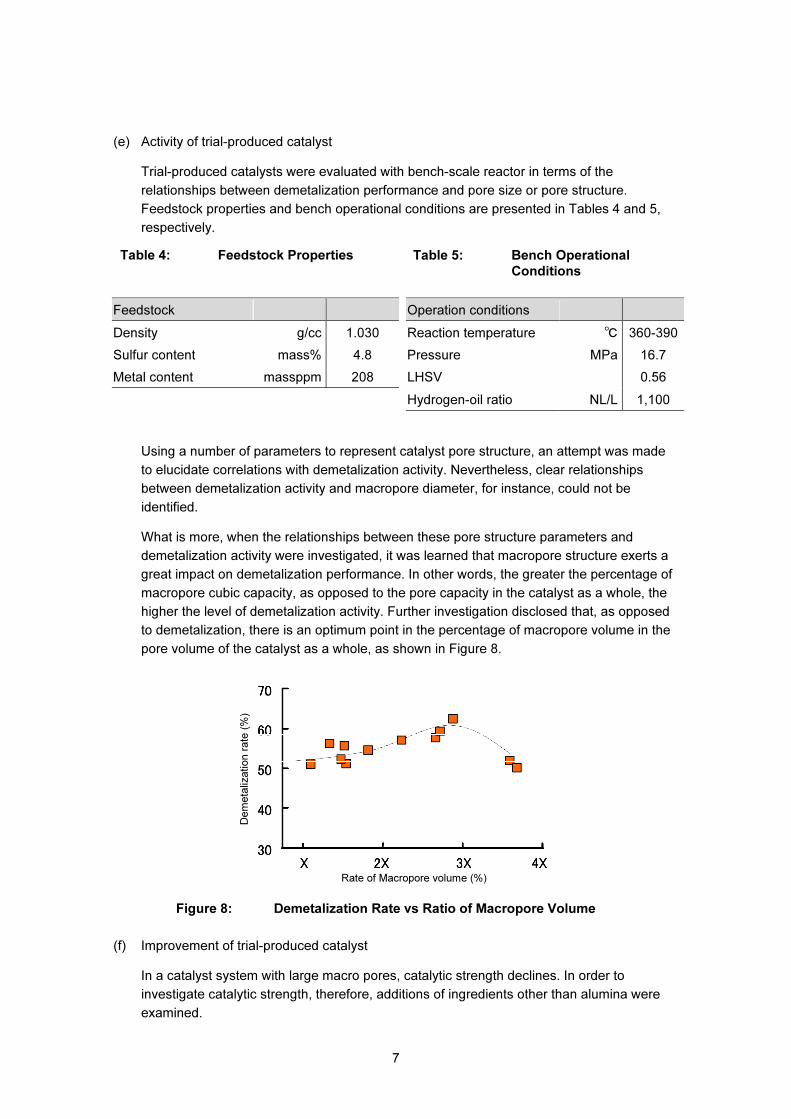
(e) Activity of trial-produced catalyst
Trial-produced catalysts were evaluated with bench-scale reactor in terms of the
relationships between demetalization performance and pore size or pore structure.
Feedstock properties and bench operational conditions are presented in Tables 4 and 5,
respectively.
Table 4: Feedstock Properties Table 5: Bench Operational
Conditions
Feedstock Operation conditions
Density g/cc 1.030 Reaction temperature ℃ 360-390
Sulfur content mass% 4.8 Pressure MPa 16.7
Metal content massppm 208 LHSV 0.56
Hydrogen-oil ratio NL/L 1,100
Using a number of parameters to represent catalyst pore structure, an attempt was made
to elucidate correlations with demetalization activity. Nevertheless, clear relationships
between demetalization activity and macropore diameter, for instance, could not be
identified.
What is more, when the relationships between these pore structure parameters and
demetalization activity were investigated, it was learned that macropore structure exerts a
great impact on demetalization performance. In other words, the greater the percentage of
macropore cubic capacity, as opposed to the pore capacity in the catalyst as a whole, the
higher the level of demetalization activity. Further investigation disclosed that, as opposed
to demetalization, there is an optimum point in the percentage of macropore volume in the
pore volume of the catalyst as a whole, as shown in Figure 8.
De
me
taliz
atio
n r
ate
(%
)
Rate of Macropore volume (%)
Figure 8: Demetalization Rate vs Ratio of Macropore Volume
(f) Improvement of trial-produced catalyst
In a catalyst system with large macro pores, catalytic strength declines. In order to
investigate catalytic strength, therefore, additions of ingredients other than alumina were
examined.

8
As a result, it was discovered, as shown in Table 6, that when additive 1 is added at a fixed
volume or greater, catalytic strength is improved. And as the addition is further increased,
its effect tops out.
Table 6: Improvement of Catalytic Strength of Alumina Carrier (Additive 1)
Carrier Additive volume Catalytic strength (kg/mm)
A Zero Base
B ↓ Increasing volume ±0
C 0.2
D 0.5
E 0.5
In a comparison of trial-produced carrier A with no additive included and trial-produced
carrier D, which includes additive, there was virtually no change in pore distribution. Using
the carrier D, active metal was retained and trial-produced catalyst 3 was prepared.
As a result, it was found that in measurements of catalytic strength, trial-produced catalyst
3, to which additive 1 had been added, demonstrated an improvement in catalytic strength
by about 1.5 times as compared to the alumina-type, trial-produced catalyst 2.
Ca
taly
tic s
tre
ng
th (
Re
lative
va
lue
)
Additive 1
Additive 2
Additive 1 + 2
Trial production 2
Trial production 3
Trial production 4
Trial production 5
Figure 9: Catalytic Strength of Trial-Produced Catalyst
Similarly, the effect of additive 2 was investigated from the standpoint of improving catalytic
strength. The results appear in Figure 9. In trial-produced catalyst 4, to which additive 2
had been added, although catalytic strength was improved over that of trial-produced
catalyst 2, the effect of additive 2 was smaller than that of additive 1. With the aim of
gaining a cooperative effect from these two types of additive, trial-produced catalyst 5, to
which both additives were added, was investigated. It was discovered that catalytic
strength can be improved by up to 1.8 times by combining the two additive types. The
catalytic strength of trial-produced catalyst 5 reached a level where it could adequately
withstand use in practical equipment.

9
Next, respecting optimized catalyst, a comparison was made with catalyst trial produced
thus far in terms of the distribution of metal content to maltene and asphaltene in initial
activity tests. The comparison is represented in Figure 10. It was learned that in
trial-produced catalyst 5 with additive, as compared to trial-produced catalyst thus far,
demetalization from both maltene and asphaltene is promoted and demetalization activity is
improved. Demetalization activity is even further improved in trial-produced catalyst 6, in
which the amount of additive has been optimized.
Me
tal co
nte
nt
(V +
Ni)
(m
assp
pm
)
Trial-produced catalyst
(JFY1999)
Metal content in maltene Metal content in asphaltene
Trial-produced catalyst
(JFY2000)
Trial production 5
Trial production 6
Feedstock
(JFY2001)
Figure 10: Distribution of Produced Oil Metal in Improved Catalyst
The desulfurization activity of trial-produced catalyst is represented in Figure 11. It can be
seen that the desulfurization activity of trial-produced catalysts 5 and 6 is greatly improved
over that of catalyst trial-produced thus far. Taking catalyst 2 as the standard,
desulfurization activity is improved by about 1.4 times.
De
su
lfu
riza
tio
n r
ate
(m
ass%
)
Trial production 2
Trial production 3
Trial production 4
Trial production 5
Trial production 6
Figure 11: Desulfurization Activity of Trial-Produced Catalyst
3.3 Investigation of Catalyst Application Technology
An evaluation was made of methods for combining demetalization catalyst with desulfurization
catalyst and of the performance of the direct desulfurization unit as a whole. Feedstock
properties are given in Table 7. The reaction temperature was adjusted so that the sulfur
content of produced oil becomes fixed.
10
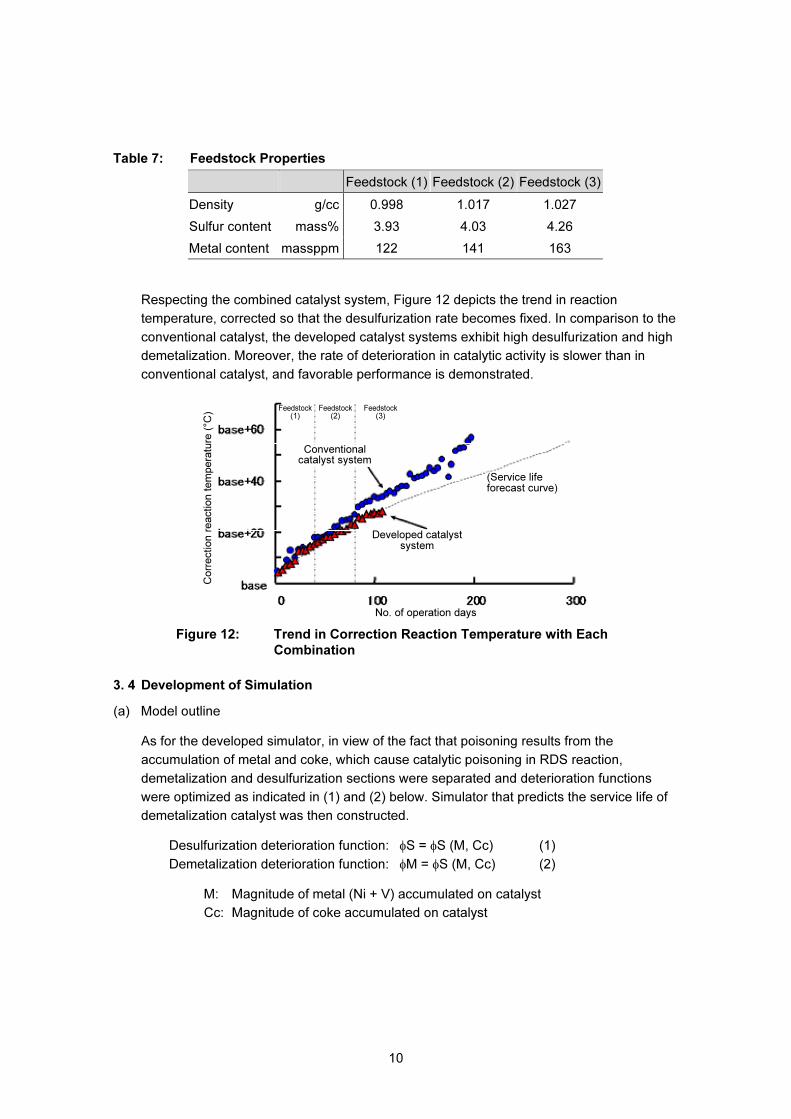
Table 7: Feedstock Properties
Feedstock (1) Feedstock (2) Feedstock (3)
Density g/cc 0.998 1.017 1.027
Sulfur content mass% 3.93 4.03 4.26
Metal content massppm 122 141 163
Respecting the combined catalyst system, Figure 12 depicts the trend in reaction
temperature, corrected so that the desulfurization rate becomes fixed. In comparison to the
conventional catalyst, the developed catalyst systems exhibit high desulfurization and high
demetalization. Moreover, the rate of deterioration in catalytic activity is slower than in
conventional catalyst, and favorable performance is demonstrated.
Co
rre
ctio
n r
ea
ctio
n t
em
pe
ratu
re (
°C) Feedstock
(1) Feedstock
(2) Feedstock
(3)
Conventional catalyst system
(Service life forecast curve)
Developed catalyst system
No. of operation days
Figure 12: Trend in Correction Reaction Temperature with Each
Combination
3. 4 Development of Simulation
(a) Model outline
As for the developed simulator, in view of the fact that poisoning results from the
accumulation of metal and coke, which cause catalytic poisoning in RDS reaction,
demetalization and desulfurization sections were separated and deterioration functions
were optimized as indicated in (1) and (2) below. Simulator that predicts the service life of
demetalization catalyst was then constructed.
Desulfurization deterioration function: φS = φS (M, Cc) (1)
Demetalization deterioration function: φM = φS (M, Cc) (2)
M: Magnitude of metal (Ni + V) accumulated on catalyst
Cc: Magnitude of coke accumulated on catalyst
11
Re
lative
fre
qu
en
cy f
acto
r
Calculated value
Measured value
No. of operation days
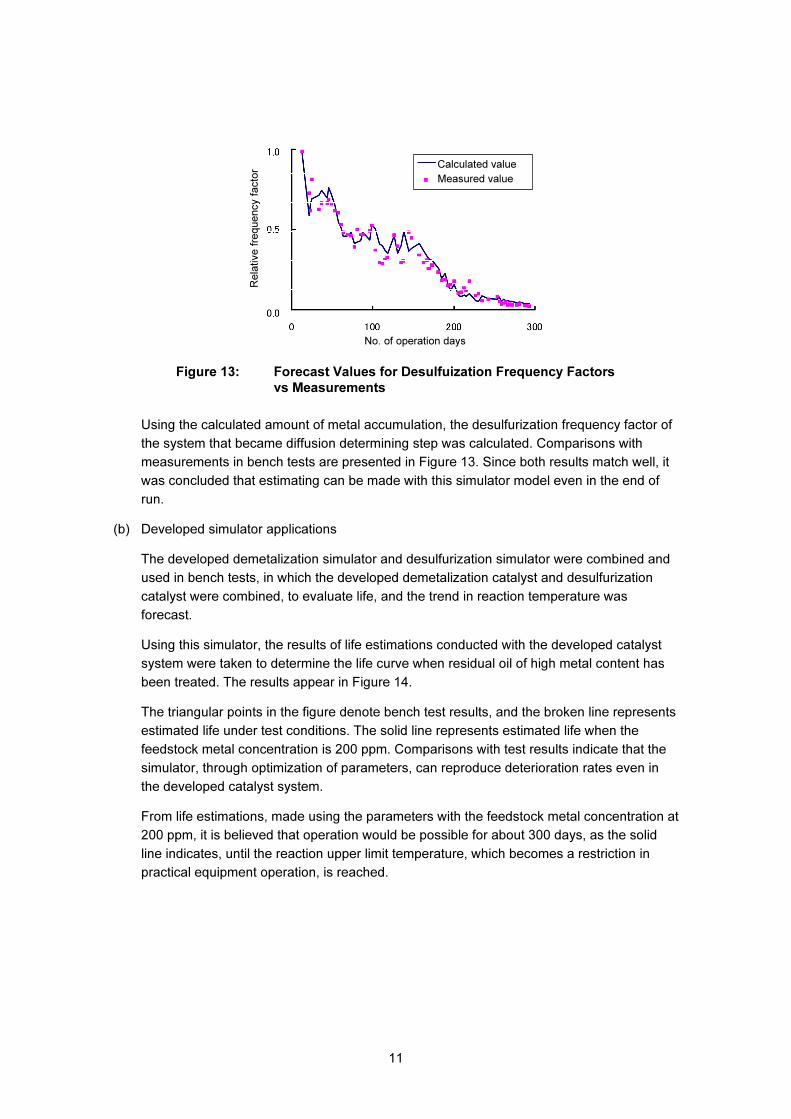
Figure 13: Forecast Values for Desulfuization Frequency Factors
vs Measurements
Using the calculated amount of metal accumulation, the desulfurization frequency factor of
the system that became diffusion determining step was calculated. Comparisons with
measurements in bench tests are presented in Figure 13. Since both results match well, it
was concluded that estimating can be made with this simulator model even in the end of
run.
(b) Developed simulator applications
The developed demetalization simulator and desulfurization simulator were combined and
used in bench tests, in which the developed demetalization catalyst and desulfurization
catalyst were combined, to evaluate life, and the trend in reaction temperature was
forecast.
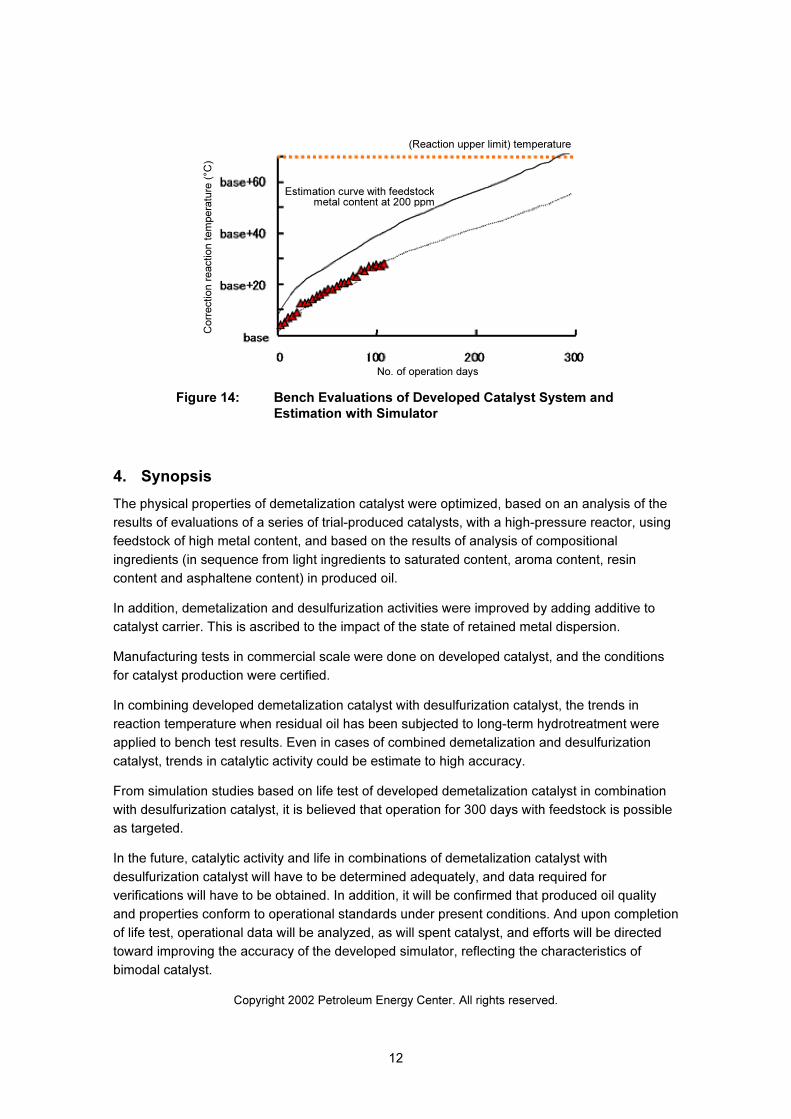
Using this simulator, the results of life estimations conducted with the developed catalyst
system were taken to determine the life curve when residual oil of high metal content has
been treated. The results appear in Figure 14.
The triangular points in the figure denote bench test results, and the broken line represents
estimated life under test conditions. The solid line represents estimated life when the
feedstock metal concentration is 200 ppm. Comparisons with test results indicate that the
simulator, through optimization of parameters, can reproduce deterioration rates even in
the developed catalyst system.
From life estimations, made using the parameters with the feedstock metal concentration at
200 ppm, it is believed that operation would be possible for about 300 days, as the solid
line indicates, until the reaction upper limit temperature, which becomes a restriction in
practical equipment operation, is reached.
12
Co
rre
ctio
n r
ea
ctio
n t
em
pe
ratu
re (
°C)
(Reaction upper limit) temperature
No. of operation days
Estimation curve with feedstockmetal content at 200 ppm
Figure 14: Bench Evaluations of Developed Catalyst System and
Estimation with Simulator
4. Synopsis
The physical properties of demetalization catalyst were optimized, based on an analysis of the
results of evaluations of a series of trial-produced catalysts, with a high-pressure reactor, using
feedstock of high metal content, and based on the results of analysis of compositional
ingredients (in sequence from light ingredients to saturated content, aroma content, resin
content and asphaltene content) in produced oil.
In addition, demetalization and desulfurization activities were improved by adding additive to
catalyst carrier. This is ascribed to the impact of the state of retained metal dispersion.
Manufacturing tests in commercial scale were done on developed catalyst, and the conditions
for catalyst production were certified.
In combining developed demetalization catalyst with desulfurization catalyst, the trends in
reaction temperature when residual oil has been subjected to long-term hydrotreatment were
applied to bench test results. Even in cases of combined demetalization and desulfurization
catalyst, trends in catalytic activity could be estimate to high accuracy.
From simulation studies based on life test of developed demetalization catalyst in combination
with desulfurization catalyst, it is believed that operation for 300 days with feedstock is possible
as targeted.
In the future, catalytic activity and life in combinations of demetalization catalyst with
desulfurization catalyst will have to be determined adequately, and data required for
verifications will have to be obtained. In addition, it will be confirmed that produced oil quality
and properties conform to operational standards under present conditions. And upon completion
of life test, operational data will be analyzed, as will spent catalyst, and efforts will be directed
toward improving the accuracy of the developed simulator, reflecting the characteristics of
bimodal catalyst.
Copyright 2002 Petroleum Energy Center. All rights reserved.