Embed Size (px)
Citation preview

Assistance Technique
Refining and Troubleshooting
Hydrotreatment Units
Ano lectivo 2005/2006
Pedro da Silva

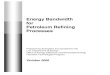
Assistance Technique TOTAL : First Refiner in Europe
CANARIESCANARIES
Milford Haven
Flandres
Normandie
Grandpuits Donges
Feyzin
Provence
LOR
Flessingues
Brunsbuttel
Schwedt
Leuna
Reichstett
Dunkerque
Anvers
RomeTarragona (Cepsa)
Algesiras (Cepsa)
Huelva (Cepsa)
Teneriffa (Cepsa)
(100% ; 229)
(40%)
(100% ; 351)(100%)
(55% ; 158)
(16.7% ; 222)
(100% ; 227)
(18%; 86)
(57.5% ; 92)
(50%)
(100% ; 215)(100% ; 88)
(100% ; 100)
(100% ; 164)
(100%; 121)
(100% ; 238)
(100% ; 354)
(100% ; 165)
(70% ; 108)
(100%; 100)
TOTAL opérateurParticipation < ou = à 50%
Raffinerie avec :- Participations en %
- Capacités de brut en Kb/j
Cepsa =Total actionnaire à 45,3%
Hubs de raffinage
03-10-2.3
CANARIESCANARIESCANARIESCANARIES
Milford Haven
Flandres
Normandie
Grandpuits Donges
Feyzin
Provence
LOR
Flessingues
Brunsbuttel
Schwedt
Leuna
Reichstett
Dunkerque
Anvers
RomeTarragona (Cepsa)
Algesiras (Cepsa)
Huelva (Cepsa)
Teneriffa (Cepsa)
(100% ; 229)
(40%)
(100% ; 351)(100%)
(55% ; 158)
(16.7% ; 222)
(100% ; 227)
(18%; 86)
(57.5% ; 92)
(50%)
(100% ; 215)(100% ; 88)
(100% ; 100)
(100% ; 164)
(100%; 121)
(100% ; 238)
(100% ; 354)
(100% ; 165)
(70% ; 108)
(100%; 100)
(100% ; 229)
(40%)
(100% ; 351)(100%)
(55% ; 158)
(16.7% ; 222)
(100% ; 227)
(18%; 86)
(57.5% ; 92)
(50%)
(100% ; 215)(100% ; 88)
(100% ; 100)
(100% ; 164)
(100%; 121)
(100% ; 238)
(100% ; 354)
(100% ; 165)
(70% ; 108)
(100%; 100)
TOTAL opérateurParticipation < ou = à 50%
Raffinerie avec :- Participations en %
- Capacités de brut en Kb/j
Cepsa =Total actionnaire à 45,3%
Hubs de raffinage
TOTAL opérateurParticipation < ou = à 50%
Raffinerie avec :- Participations en %
- Capacités de brut en Kb/j
Cepsa =Total actionnaire à 45,3%
TOTAL opérateurParticipation < ou = à 50%
Raffinerie avec :- Participations en %
- Capacités de brut en Kb/j
Cepsa =Total actionnaire à 45,3%
Hubs de raffinage
03-10-2.3

Assistance Technique
« Ce n’est pas la plus forte des espèces qui survit ni la plus intelligente ; c’est celle qui
est la plus apte au changement »
Charles Darwin

Assistance Technique Refining Scheme

Assistance Technique
Simplified Scheme of Refining Process

Assistance Technique
Typical Scheme of Atmospheric Distillation

Assistance Technique Scheme of a Simple Refinery
Atm
osph
eric
Dis
tilla
tion
Crude
Heavy fuel
Reforming
propanebutane
gasoline
naphtha
Hydrodesulphurisationkerosene
diesel
H2
Amine wash
HDT

Assistance Technique
Typical Scheme of a Semi-Regenerative Reforming Unit
Production of high octane gasoline and of hydrogen

Assistance Technique
Atm
osph
eric
Dis
tilla
tion
Heavy fuel
Crude
Scheme of a Complex Refinery
Reforming
propanebutane
gasoline
naphtha
Hydrodesulphurisationkerosene
diesel
H2
Amine wash
HDT

Assistance Technique Typical Scheme of FCC Unit

Assistance Technique
Atm
osph
eric
Dis
tilla
tion
Heavy fuel
Crude
Vacu
um D
istil
latio
n
CatalyticCracker
FCC
Visbreaking
Scheme of a Complex Refinery
Reforming
propanebutane
gasoline
naphtha
Hydrodesulphurisationkerosene
diesel
H2
Amine wash
HDT

Assistance Technique
Gasoline and Diesel sulphur specifications
CO, NOx, HC, Particulates
BEFORE
NOW

Assistance Technique
Gasoline and Diesel sulphur specifications
Desulphurisation units become more and more important in refineries

Assistance Technique
Chemical Reactions in Hydrodesulphurisation
EXOTHERMICREACTIONS
Other reactions are the nitrogen compounds
deazotation, aromatics hydrogenation, olefins
hydrogenation, cracking,…
all these reactions are EXOTHERMIC

Assistance Technique
Hydrodesulphurisation Catalysts
- Generally HDS catalysts are constituted by metal oxides from columns VIA (Mo,W) and VIIIA ((Co),Ni) periodic table
- The active phase of HDS catalysts consists in the sulphided form of these oxides – MoS2 slabs
Al2O3γ
Mo
MoS6Å
30Å
.. .. ... .. . .
- Co or Ni are activity promoters and ‘decorate’ the edge of MoS2 slabs
- CoMo catalysts are generally used for low pressure units and were the main objective are HDS reactions
- NiMo catalysts are generally used for higher pressure units and were the main objective is density and cetane gain (hydrogenation reactions)
Co

Assistance Technique
Hydrodesulphurisation Catalysts
- Oxyde catalysts must be sulphided in order to transform the inactive metal oxides into active metal sulphides
•MoO3 + H2+ 2H2S MoS2 + 3H2O + heat•3NiO + H2 + 2H2S Ni3S2 + 3H2O + heat•9CoO + H2 + 8H2S Co9S8 + 9H2O + heat
-HDS catalysts can be sulphided after loading in the reactor – in situsulphiding-HDS catalysts can be sulphided ex situ and loaded afterwards in the reactor

Assistance Technique
Simplified Scheme of an Hydrodesulphurisation Unit
2
Partial by-passRecycle
compressor
Raw feed
Make-up compressor
Make-up hydrogen
to fuel gas
H.P.Flash drum
Furnace Reactor
Air coolers
Heat Exchangers
Stripper
Product
Quench
Operating parameters: feed, product, catalyst, flowrate, pressure, hydrogen/oil ratio and temperature

Assistance Technique
PROCESS Pressure (bar)
Temperature (°C)
Flowrate/ catalyst volume
(h-1) Naptha 7-30 280-320 3-10 Kerosene 15-50 300-330 2-6 Diesel oil 15-90 320-390 1-4 VGO 30-100 340-410 1-2 ARDS 80-200 370-410 0.2-0.5 VGO, residue hydrocracker 100-200 370-410 0.5-1.5
Typical operating conditions of Hydrodesulphurisation Units
- The most important parameters followed in these units (apart from product qualities!) are the temperature and unit pressure drop
- The difference on activity and stability of different catalysts is measured by °C

Assistance Technique
Time
SOR EOR
Feed rate
Max temp
Cycle length
Regeneration or catalyst changeout
Temperature
Fixed bed reactor - Cycle
Reactor – Cycle Length

Assistance Technique
Reactor – Cycle Length
Time
Feed rate
Max temp
Cycle length
Temperature
Time
Feed rate
Max temp
Cycle length
Poor catalyst performance High pressure drop

Assistance Technique
Operating an Hydrodesulphurisation Unit
- Average Reactor Temperature = 1/3 inlet T + 2/3 outlet T- Temperature increase with time due to coke formation and poisons adsorption- 3,5°C/month deactivation
320
330
340
350
360
370
380
390
400
0 40 80 120 160 200 240 280 320 360Days on stream
Rea
ctor
Ave
rage
Tem
pera
ture
(°C
)
10°C differenceCatalyst B
Catalyst A

Assistance Technique
Kinetic Models
Feed + H2
Desulphurized product+ H2 + H2
[ ] [ ]SkdtSd
×−=
LHSVektck
SoutSin TR
Eact×
−×
=×=
0ln
××
−=
0
)/ln(lnk
LHSVSoutSinR
ET act
[ ][ ]
[ ][ ] ∫∫∫∫ =⇔−=
tcSin
Sout
tcSout
Sindtk
SSddtk
SSd
00

Assistance Technique
Operating an Hydrodesulphurisation Unit
320
330
340
350
360
370
380
390
400
0 40 80 120 160 200 240 280 320 360Days on stream
Rea
ctor
Ave
rage
Tem
pera
ture
(°C
)
Normalized temperature1,5°C/monthActual temperature3,5°C/month
- Normalized temperature allows to correct for unit conditions and feed variations- Assessment of the real performances of the unit and the catalyst are much more precise

Assistance Technique
Reactors and Internals
Feed + H2
Desulphurized product+ H2 + H2
Reactorinlet distributor
reactor distributor tray
Quench system
reactor outlet collector

Assistance Technique
Distribution Trays
catalyst
inert balls
Gasliquidfeed

Assistance Technique
Distribution Trays
Additional gasketing

Assistance Technique
Distribution Trays
Elimination of dry spots and moving waves on the distributor,
Stable, homogeneous and "pulsation free" mix phase (fine mist) distribution,
High tolerance to unleveled installation,
Capabilit to hold solids and sl dge itho t degradation on performance
catalyst
inert balls
Gasliquidfeed

Assistance Technique
plug flow patternIdeal situation
funnel flow patternSituation with a small outlet collector
and/or with too much free sectionin the top of the collector
Coking zone
Outlet Collector
reactor outlet collector
inert balls 3/4''
inert balls 1/2''

Assistance Technique
plug flow patternIdeal situation
funnel flow patternSituation with a small outlet collector
and/or with too much free sectionin the top of the collector
Coking zone
Outlet Collector
reactor outlet collector
inert balls 3/4''
inert balls 1/2''

Assistance Technique
Catalyst Loading

Assistance Technique
Catalyst Loading

Assistance Technique
Case 1 – Reactor Design
1. Choose main conditions – Pressure, cycle length, type feed, product, flowrate
2. Catalyst volume
3. Optimum mass flux is set at 2,7 – 3 kg/s/m2
4. Normal pressure drop per bed not higher 3-3,5 bar
5. Set maximum catalyst bed length – 10-12 m
6. Set a maximum catalyst bed exotherm
7. Choose the internals – tray, quench, outlet collector
8. Care should be taken for all shut-down, catalyst unloading and loading
9. Choosing metallurgy as a function of Pressure, Temperature and liquid/gas composition

Assistance Technique
Case 2 – Unit Poor Performances
Case 2A - Unit A in France had an apparent activity at 25°C higher than expected
HDS - Evolution of normalised temperature for operating conditions feed sulphur = 5000 wppm, product sulphur = 200 wppm, LHSV = 1,6 h-1
320
330
340
350
360
370
380
390
400
0 60 120 180 240 300 360
cycle length (days)
norm
alis
ed te
mpe
ratu
re (°
C)
Expected performances
Actual performances

Assistance Technique
Case 2 – Unit Poor Performances
Cause analysis
a. Sampling and analysis validity!
b. Bad H2S stripping – H2S recombination
c. Leak or by-pass on a start-up line or a ∆P measurement line
d. Feed-Effluent exchanger leak
e. Impurities in gaz phase
f. Mal distribution
g. Poor catalyst performances

Assistance Technique
Case 2 – Unit Poor Performances
Leak or by-pass confirmation
- Kinetic analysis - Use of chemical tracers
- Pressure drop variation - Use radioactive tracers
320
330
340
350
360
370
380
390
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6Leak %
Req
uire
d te
mpe
ratu
re to
reac
h sp
ecifi
catio
n (°
C)
Feed containing 3500 wtppm S
Effluent at 10 wtppm S
Effluent at 50 wtppm S
Effluent at 350 wtppm S

Assistance Technique
Effluent 28 ppmEffluent + 1%charge
4,6 DMDBTDBTC3 BT
Feed-effluent exchanger leak - feed effluent analysis
Sulphur compounds specific chromatograph
Case 2 – Unit Poor Performances

Assistance Technique
Case 2 – Unit Poor Performances
four
échangeur
Scharge
Seff réacteur
Seff éch A
Seff éch B
1
2
3
4
AB

Assistance Technique
Case 2 – Unit Poor Performances

Assistance Technique
Case 2 – Unit Poor PerformancesPACKINOX Exchangers

Assistance Technique
Case 2B - Unit A in the south of France lost 40°C of activity in few days
Evolution de la température normalisée%S de la chage = 5000 ppm, GO désulfuré = 320 ppm, VVH = 1 h -1 , PPH 2 = 25 bar, H 2 /Hc = 90 Nm 3 /m 3
300
310
320
330
340
350
360
370
380
390
0 30 60 90 120 150 180 210 240 270 300 330 360 390
Tem
péra
ture
norm
alis
éeen
°C
Jours de cycle
Case 2 – Unit Poor Performances

Assistance Technique
Possible causes:
- Catalyst deactivation during shut-down?
- Catalyst pollution by heavier feeds (metals)?
- Gas/Liquid maldistribution?
- …
Always the same:WHAT CHANGED BEFORE THEN AND NOW?
Case 2 – Unit Poor Performances

Assistance Technique
Case 2 – Unit Poor Performances
250 mm
Reactor diameter - 3000 mmBeam of 321 stainless steelThermal growth of 2 mm/m/100°C(general rule for steels is 1 mm/m/100°C)

Assistance Technique
#1 (R) 13FC1.COR 25/08/2003 02:35:42 3995,58 T/J (Raw) CHARGE DGO2**#2 (R) 13TC30.PNT 25/08/2003 02:35:42 355,03 DEGC (Raw) TRANSFERT_H1**#3 (R) 13PC48.PNT 25/08/2003 02:35:42 28,00 BAR (Raw) D1**#4 (R) 13L16B.PNT 25/08/2003 02:35:42 49,97 % (Raw) D1**
4443,00
-41,00
376,00
184,00
36,00
12,00
71,00
15,00
25/08/2003 02:22:48 26/08/2003 02:22:4
New Plot Title @ 1d 0h 0m 0s
Case 2 – Unit Poor Performances
temperature
HP separatorliquid level
flowrate
HP separatorpressure
Possible causes:- beam dilatation?
- other?

Assistance Technique
Case 4 – Pressure Drop
-Situation 1 – Poor catalyst loading or poor start-up procedures
-Situation 2 – Internals, catalyst strength or corrosion impurities coming into the catalyst bed
0
2
4
6
8
10
12
14
16
0 5 10 15 20 25
Pres
sure
dro
p
situation 1situation 2situation 4situation 3

Assistance Technique
Case 4 – Pressure DropPossible causes for pressure drop
- Reactor - coking, polymerization, particles (FeS), catalyst loading, maldistribution, metal poisons
- Exchangers - salts deposition, coking, polymerization, particles deposits
0
1
2
3
4
5
6
06/11/01 26/11/01 16/12/01 05/01/02 25/01/02 14/02/02 06/03/02
Bed
2 p
ress
ure
drop
(bar
)

Assistance Technique
Case 4 – Pressure Drop
HR-448 1.2 mm DENSE LOAD
3/4" inert balls
1/4" inert balls3/4" inert balls
3/4" inert ballsACT 065 - 12 mm
1/4" inert balls
ACT 075 - 6 mm
HMC 841 - 3 mm
Reasons for this high pressure drop build-up??
Reasons for the higher pressure drop in the
second bed??

Assistance Technique
Case 4 – Pressure Drop

Assistance Technique
Case 4 – Pressure Drop
Catalyst grading bed

Assistance Technique
Case 4 – Pressure Drop
Pressure drop must be corrected for process conditions, as gas and liquid flowrates for example
0
1
2
3
4
5
6
01/09/02 31/10/02 30/12/02 28/02/03 29/04/03 28/06/03 27/08/03 26/10/03 25/12/03
Pres
sure
dro
p (b
ar)
Delta P measured
Delta P predicted

Assistance Technique
Case 4 – Pressure DropFeed + H2
Desulphurized product+ H2 + H2
After start-up a very high pressure dropWas observed across the reactor