Embed Size (px)
Citation preview

RAPID SOLIDIFICATION TECHNOLOGY
VAC is one of the pioneers in Rapid Solidification Technology to cast thin metallic ribbons of thickness 15 -50 µm in a single process step directly from the molten metal.
Special features of this process are:
extremely high cooling rates of 106 K/s (i.e. from about 1400°C to less than 400 °C in one millisecond)
high casting speeds of 100 km/h
in-line winding of the thin ribbon
automatic reel change during winding without process interruption
Rapid Solidification Technology allows the production of metallic ribbons in the amorphous (glassy) state. The lack of long range atomic order results in superior soft magnetic properties.
Via a special annealing treatment some amorphous compositions may be transformed into nanocrystalline materials
Amorphous and nanocrystalline soft magnetic alloys are the basis for many innovative applications as magnetic cores, inductive components or in labels for electronic article surveillance (EAS).

Typical strengths and elastic limits for various materials. Metallic glasses are unique

Single-Crystal Casting:
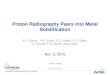
FIGURE 17 Single-crystal solidification process for casting superalloy turbine blades to eliminate grain boundaries. From Gell, Duhl, and Giamei. Reprinted with permission.

Single-Crystal Processing:
The use of single crystals in metallurgical research and in microelectronic devices is well known, but it was only in 1982 that monocrystalline alloys first entered service as a critical structural component. It was a high-technology application in every sense of the word, following two decades of research and development on cast super alloy turbine blades. As a result, single-crystal gas-turbine blades are now performing advantageously in both commercial and military aircraft engines. There are high-temperature applications in which the grain boundaries and random grain orientations of polycrystalline super alloys are undesirable, in part because of thermal fatigue failure and creep rupture along such interfaces. This motivated the development of directional solidification during the 1970s to produce columnar grains with controlled orientation and with grain boundaries parallel to the main stress direction. The next major step was to eliminate the grain boundaries entirely; this was made possible and practical by the single-crystal casting process shown schematically in Figure 17.30 The helical

FLOATING ZONE METHOD:

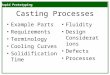
Figure 2. The growth of single crystals by the floating-zone method in the image furnace
a. The ends of the tow sample rods enter the hot zone, melt, and are pushed together to form a connection section of melt.
b. The two melt-connected rods are lowered slowly, initially at different velocities. As soon as the lower rod moves downward, melt begins to crystallize at the rod's upper surface, with the grains of the sintered powder acting as nuclei. If the lowering rate remains below a certain level (determined by the material), the grains simultaneously increase in size and decrease in number.
c. As the diameter of the growing rod is reduced to about 1-2 mm (by lowering the lower rod faster than the upper rod), grains are eliminated until only one large grain -- the desired singe crystal -- remains.
d. After that, varying the rates at which the rods are lowered allows the single crystal to grow in diameter to the final size, typically 5-10 mm; then the crystal of this diameter continues to grow in length as long as the feeding material -- the upper rod -- lasts.

CRYSTAL PULLING METHOD:
HYDROTHERMAL SYNTHESIS
Water medium High temperature growth, above normal boiling point Water acts as a pressure transmitting agent Water functions as solublizing phase

Often a mineralizing agent is added to assist with the transport of reactants and crystal growth
Speeds up chemical reactions between solids
Crystal growth hydrothermally involves: Temperature gradient reactor = autoclave (bomb !!) Dissolution of reactants at one end Transport with help of mineralizer to seed at the other end
Crystallization at the other end
Hydrothermal growth of quartz crystalsWater medium, nutrients 400 oC, seed 360 oC, pressure 1.7 kbarMineralizer 1M NaOH
Uses of single crystal quartz: Radar, sonar, piezoelectrictransducers, monochromators, XRD Annual global production hundreds of tons of quartz crystals
Hydrothermal crystal growth is also suitable for growing singlecrystals of:Ruby: Cr3+/Al2O3

Corundum: a-Al2O3Sapphire: Cr26+/Al2O3Emerald: Cr3+/Be3Al2Si6O18Berlinite: a-AlPO4Metals: Au, Ag, Pt, Co, Ni, Tl, AsRole of the mineralizer:
Control of crystal growth rate:choice of mineralizer, temperature and pressure
Solubility of quartz in water is important
TWIN-ROLL CASTING:
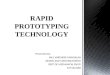
Twin-roll casting relates to the continuous casting methods using traveling "endless" molds (rolls, belts, wheels). The method is characterized by zero relative movement between the mold (two rolls) and casting surfaces.
Twin-roll casters are used for manufacturing cast strips of Aluminum based bearing materials.
In twin-roll casting process a melt is fed through a ceramic nozzle into the gap between two rotating water-cooled rolls. The melt cools down and solidifies between the rolls. Additionally the solid strip exerts hot rolling with the thickness reduction of about 5-20%.
Sticking between the roll and the solidified strip is prevented by means of a parting agent applied to the roll surface. The agent contains Graphite or magnesium hydroxide.Twin-roll casting process provides extremely high cooling rate up to 1000ºF/s (550ºC/s).

Benefits of twin-roll casting:
Very fine Grain structure. High cooling rate results in very fine Grain structure of aluminum and homogeneous distribution of tin, silicon particles and other constituents.
Surface machining is not required. Surface defects do not form due to negligible relative movement of the rolls and the solidifying alloy. The cast strips may be coiled and further processed (rolled) without surface machining (milling) in contrast to those cast in stationary molds (water-cooled graphite mold, submerged graphite mold).
Very high casting rate. Extremely high cooling rate allows to increase the withdrawal rate to 40 inch/min (1000 mm/min).
Non-intermittent withdrawal regime. No cracks form in the surface layer therefore pauses and reverse steps are not required in the withdrawal cycle (intermittent withdrawal regime produces periodic non-homogeneous structure, which may cause cracks during cold rolling operation).
Easy coiling. Thin castings with a thickness of 0.24”/6 mm are obtained.

Disadvantages of twin-roll casting:
Expensive equipment. Low casting thickness. It is more difficult to clad thin cast strips with pure aluminum.
High internal thermal stresses caused by very fast cooling and solidification. The castings should be annealed prior to rolling.
TWIN BELT CASTING:
Twin-belt casting relates to the continuous casting methods using traveling "endless" molds (rolls, belts, wheels). The method is characterized by zero relative movement between the mold (two belts) and casting surfaces.
Twin-belt casters are used for manufacturing cast strips of Aluminum based bearing materials.
In twin-belt casting process a melt is fed through a ceramic nozzle into the gap between two rotating endless thin belts held in tension.The belts are supported and chilled by two water-cooled copper plate. The melt cools down and solidifies between the belts.
The cast strip is pulled out by a withdrawal unit synchronized with the drive of the belts.
Benefits of twin-belt casting:
Surface machining is not required. Few surface defects form due to the absence of the relative movement of the belts and the solidifying alloy.
High casting rate. The absence of tearing friction forces applied to the casting “skin” allows to increase the withdrawal rate.

Low internal stresses. Low cooling rate produces low internal stresses.
Non-intermittent withdrawal regime. No cracks form in the surface layer therefore pauses and reverse steps are not required in the withdrawal cycle (intermittent withdrawal regime produces periodic non-homogeneous structure, which may cause cracks during cold rolling operation).
Easy coiling. Thin castings are obtained.
Disadvantages of twin-belt casting:
Relatively coarse Grain structure caused by low cooling rate. Short service life of the belts.
More expensive equipment as compared to the methods of casting in stationary molds.