Embed Size (px)
Citation preview
Web
site
: w
ww
.eku
rhu
len
ite
ch.c
o.z
a
Emai
l: in
fo@
eku
rhu
len
itec
h.c
o.z
a
FITT
IN
G A
ND
M
AC
HIN
IN
G
TH
EO
RY
N
1
Ty
pic
al ex
am
q
uest
io
ns
EKU
RH
ULE
NI T
ECH
CO
LLEG
E.
No
. 3 M
oga
le S
qu
are
, Kru
gers
do
rp.
Web
site
: w
ww
. eku
rhu
len
itec
h.c
o.z
a Em
ail:
info
@ek
urh
ule
nit
ech
.co
.za
TEL:
01
1 0
40
73
43
CEL
L: 0
73
77
0 3
02
8/0
60
71
5 4
52
9
Copyright reserved
T570(E)(N22)T NOVEMBER EXAMINATION
NATIONAL CERTIFICATE
FITTING AND MACHINING THEORY N1
(11021871)
22 November 2016 (X-Paper) 09:00–12:00
Drawing instrument and calculators may be used.
This question paper consists of 9 pages and 1 formula sheet.
(11021871) -2- T570(E)(N22)T
Copyright reserved Please turn over
DEPARTMENT OF HIGHER EDUCATION AND TRAINING REPUBLIC OF SOUTH AFRICA
NATIONAL CERTIFICATE FITTING AND MACHINING THEORY N1
TIME: 3 HOURS MARKS: 100
INSTRUCTIONS AND INFORMATION 1. 2. 3. 4. 5. 6.
Answer ALL the questions in SECTION A Answer ALL FOUR questions in SECTION B Answer either question 1.1 OR 1.2 of QUESTION 1 Read ALL the questions carefully. Number the answers according to the numbering system used in this question paper. Write neatly and legibly
(11021871) -3- T570(E)(N22)T
Copyright reserved Please turn over
SECTION A: GENERAL FITTING QUESTION 1: OCCUPATIONAL SAFETY 1.1 State FIVE safety measures when using hand tools in a fitting workshop. [5]
OR 1.2 Indicate whether the following statements are TRUE or FALSE. Choose the
answer and write only 'true' or 'false' next to the question number (1.2.1 – 1.2.5) in the ANSWER BOOK.
1.2.1 Every employee shall carry out any lawful order given to him and
shall obey the safety rules and procedures laid down by his employer or by anyone authorised thereto by his employer.
1.2.2 An employer or a user of machinery , as the case may be , shall
not permit a person to enter a workplace or premises where machinery is used and where the safety of such persons is likely to be places at risk, unless such person enters such a workplace or premises with the express or implied permission of and subject to the conditions laid down by such employer or user of machinery: provided that this sub-regulation shall not apply in respect of a person entitled by law to enter such workplace or premises.
1.2.3 Every shaft, pulley, wheel, gear, sprocket, coupling, collar, clutch,
friction drum or similar object to be securely fenced or guarded except set screws, keys or bolts on revolving shafts, couplings, collars, friction drums, clutches wheels, pulleys, gears.
1.2.4 Where machinery constitutes a danger to persons, the employer or
user of machinery concerned shall cause the premises in question to be enclosed, and where such premises shall be kept closed and locked so that workers may not come and go freely as they please.
1.2.5 If a person operates any machinery which requires constant
attention in order to avoid accidents, he shall under no circumstances leave his post while such machinery is in operation, unless he is relieved by any person – as long as the machine is being watched during in his absence.
(5 × 1) [5]
(11021871) -4- T570(E)(N22)T
Copyright reserved Please turn over
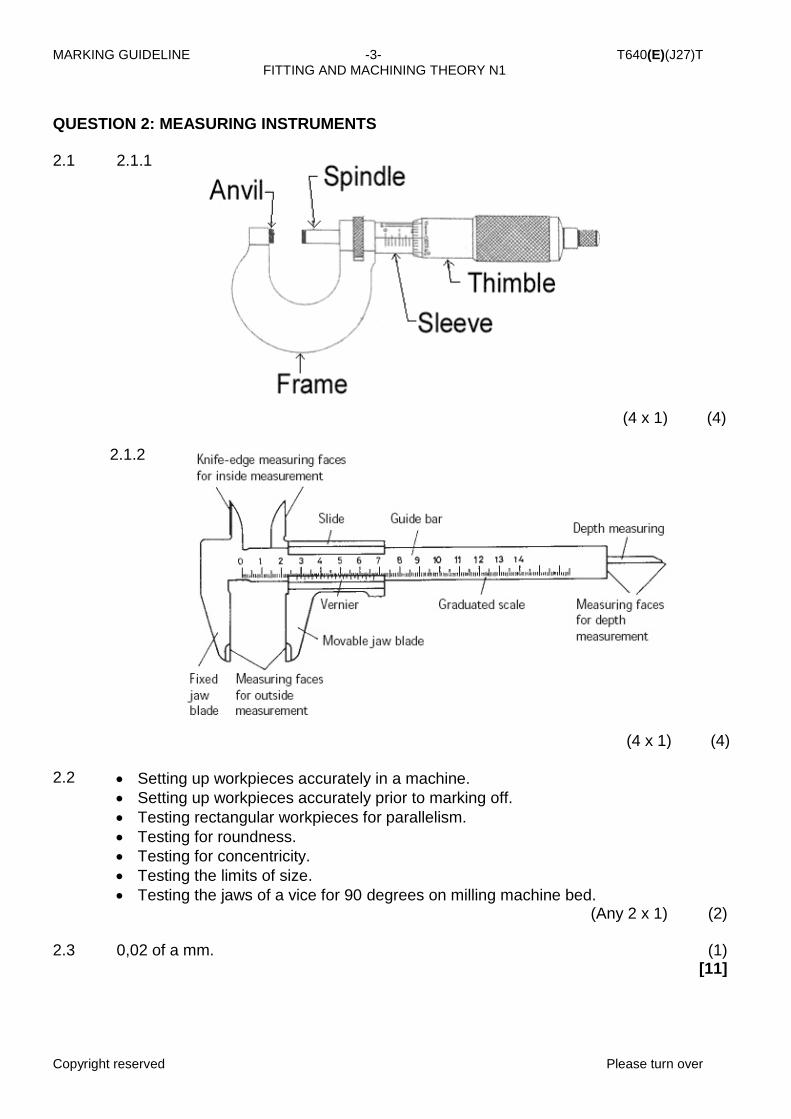
QUESTION 2: MEASURING INSTRUMENTS 2.1 Make a neat drawing of only the following measuring instruments with at least
FOUR labelled parts.
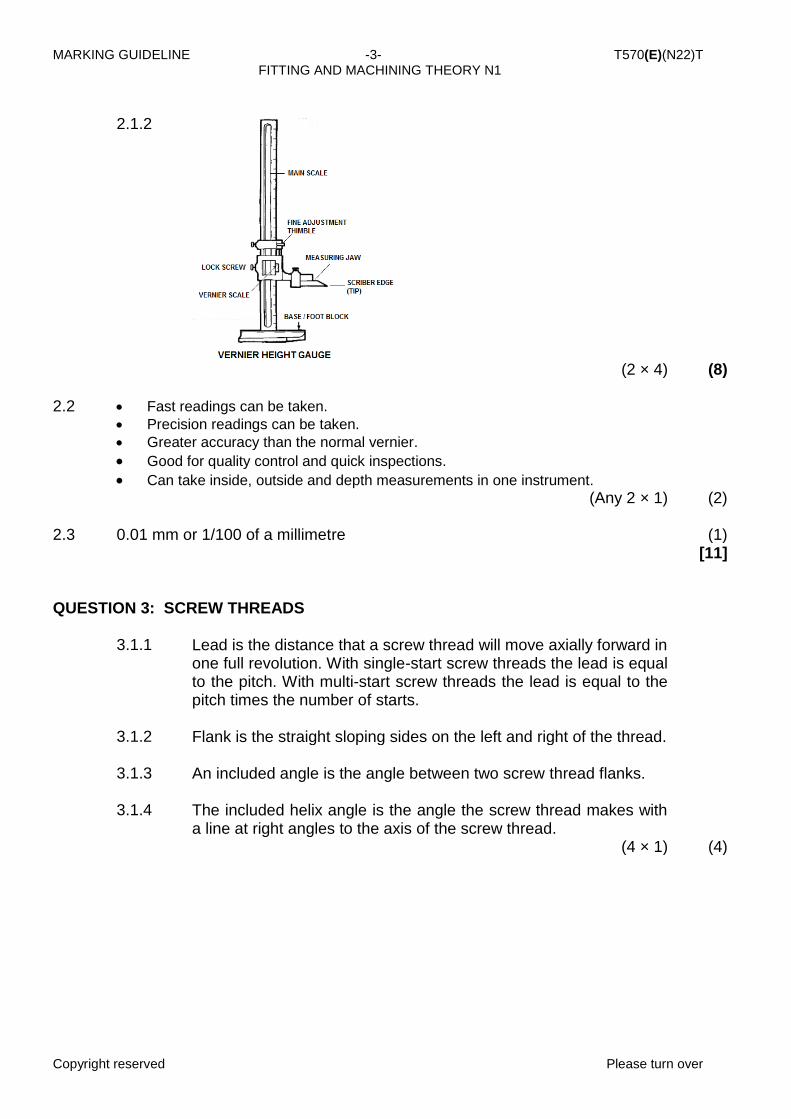
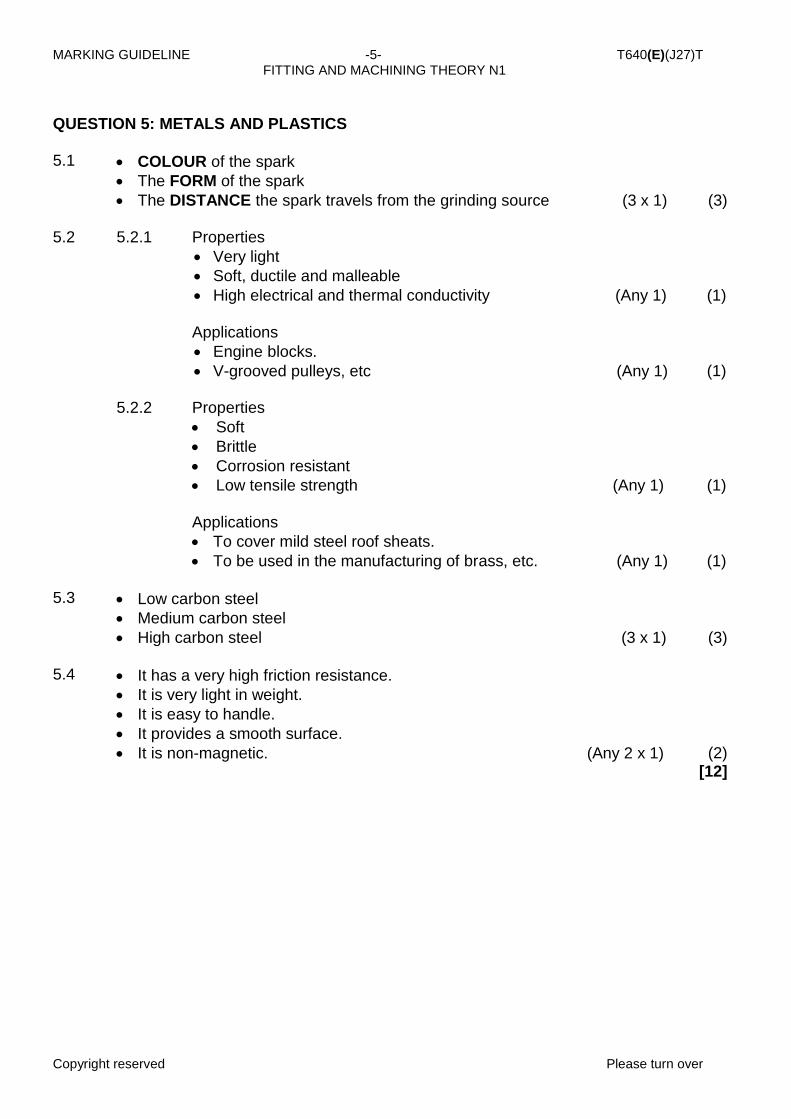
2.1.1 A metric inside micrometer. 2.1.2 A vernier height gauge.
(2 × 4) (8) 2.2 State TWO advantages of the digital Vernier caliper. (2) 2.3 Give the degree of accuracy of a metric micrometer. (1) [11] QUESTION 3: SCREW THREADS 3.1 Write down the FOUR screw thread-terms listed between (3.1.1–3.1.4) and
give the definition of each.
3.1.1 Lead 3.1.2 Flank 3.1.3 Included angle 3.1.4 The included helix angle
(4 × 1) (4) 3.2 Explain the differences in application and thread form (shape) between a
Square Thread and an Acme Thread.
(2) 3.3 Calculate the depth of a V-screw thread (M20 x 2, 5).
Take depth = 0.7 x pitch
(1) [7]
(11021871) -5- T570(E)(N22)T
Copyright reserved Please turn over
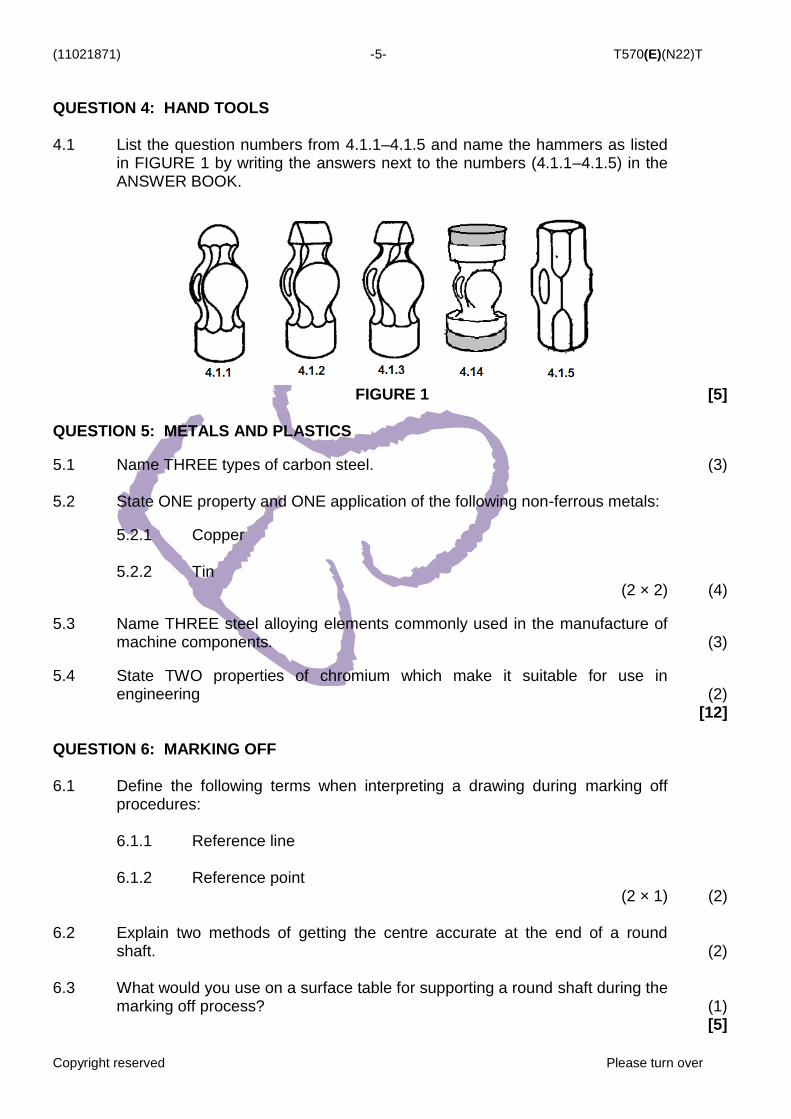
QUESTION 4: HAND TOOLS 4.1 List the question numbers from 4.1.1–4.1.5 and name the hammers as listed
in FIGURE 1 by writing the answers next to the numbers (4.1.1–4.1.5) in the ANSWER BOOK.
FIGURE 1
[5]
QUESTION 5: METALS AND PLASTICS
5.1 Name THREE types of carbon steel. (3) 5.2 State ONE property and ONE application of the following non-ferrous metals:
5.2.1 Copper 5.2.2 Tin
(2 × 2) (4)
5.3 Name THREE steel alloying elements commonly used in the manufacture of machine components.
(3)
5.4 State TWO properties of chromium which make it suitable for use in engineering
(2)
[12] QUESTION 6: MARKING OFF 6.1 Define the following terms when interpreting a drawing during marking off
procedures:
6.1.1 Reference line 6.1.2 Reference point
(2 × 1) (2) 6.2 Explain two methods of getting the centre accurate at the end of a round
shaft.
(2) 6.3 What would you use on a surface table for supporting a round shaft during the
marking off process?
(1) [5]
(11021871) -6- T570(E)(N22)T
Copyright reserved Please turn over
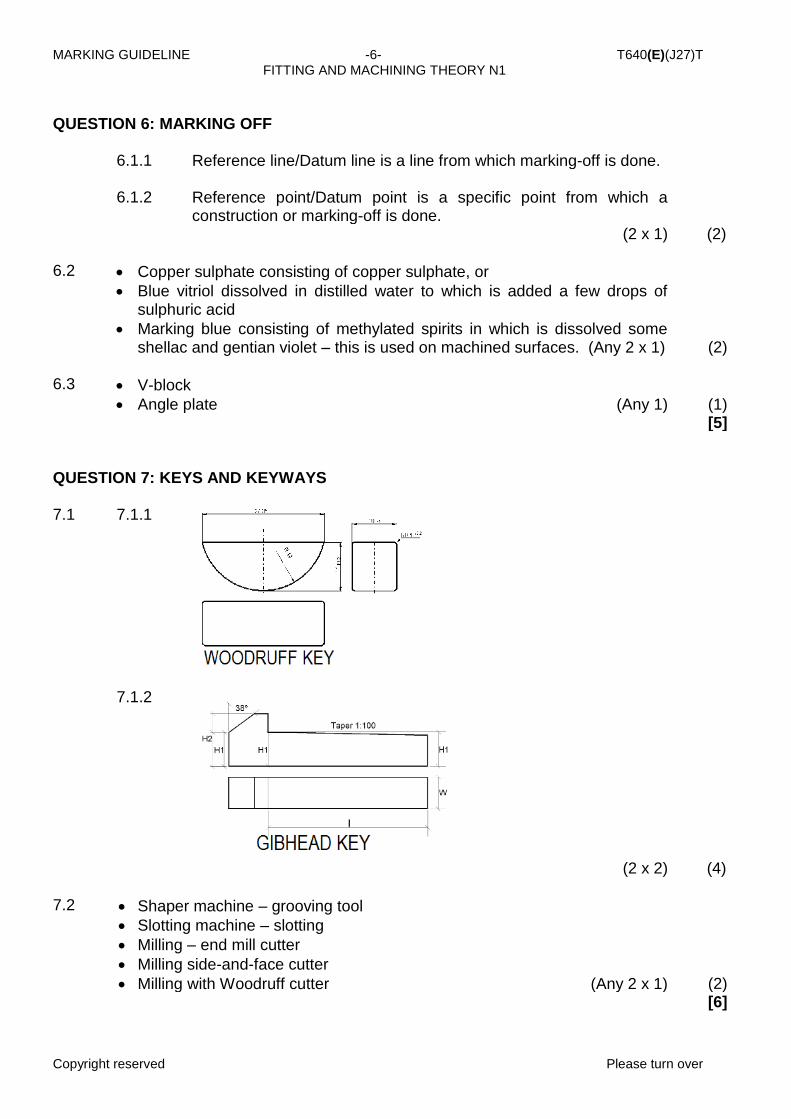
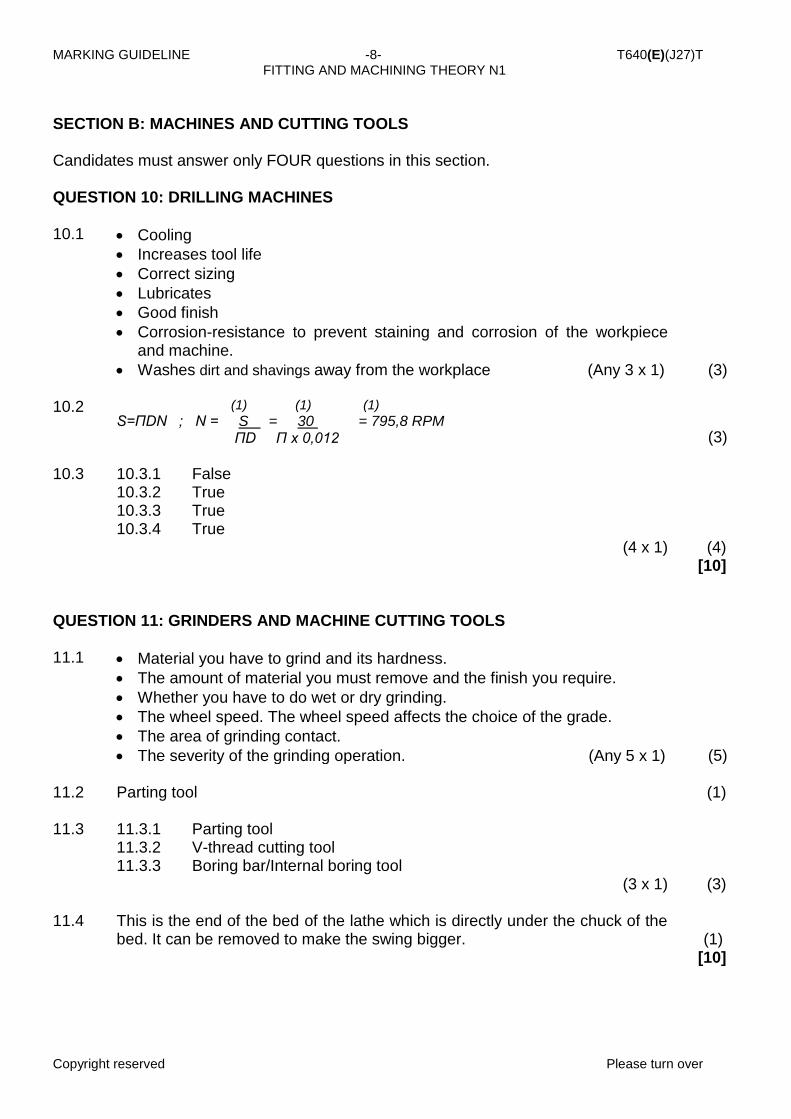
QUESTION 7: KEYS AND KEYWAYS 7.1 Make a neat sketch of the following types of keys: 7.1.1 Parallel key 7.1.2 Feather key
(2 × 2) (4) 7.2 Name TWO methods or machining processes for producing an external
keyway.
(2) [6] QUESTION 8: FASTENERS
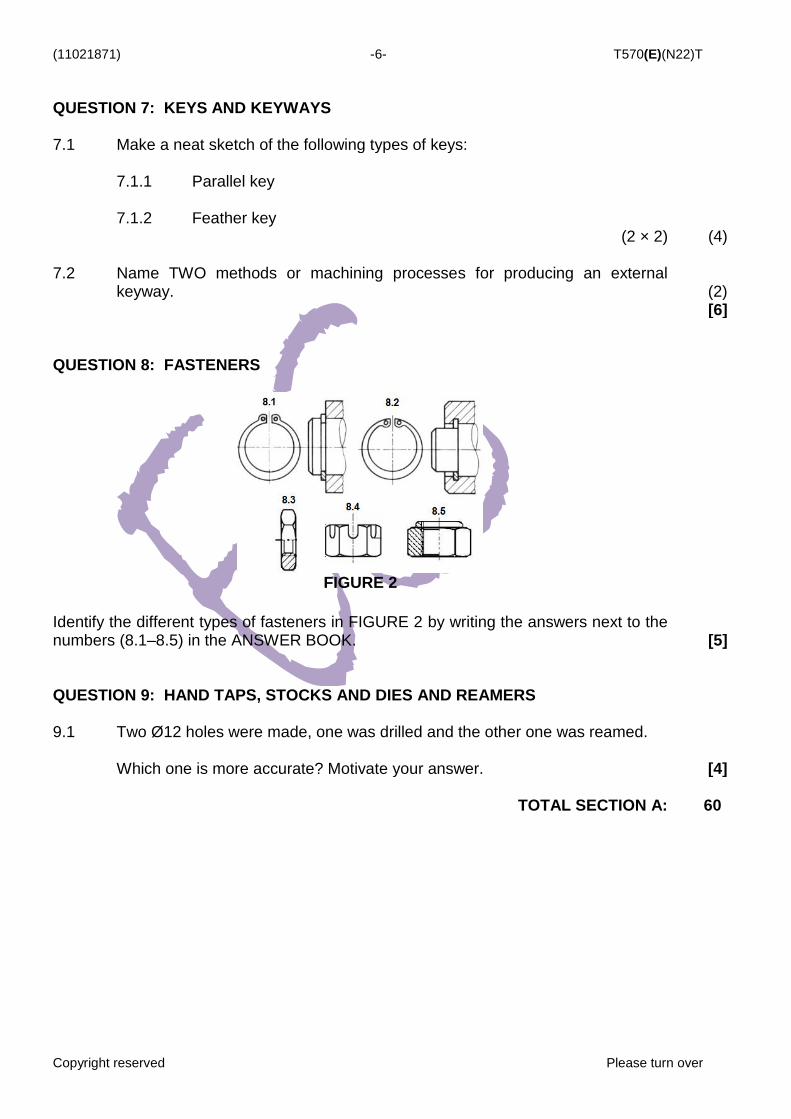
FIGURE 2
Identify the different types of fasteners in FIGURE 2 by writing the answers next to the numbers (8.1–8.5) in the ANSWER BOOK.
[5]
QUESTION 9: HAND TAPS, STOCKS AND DIES AND REAMERS 9.1 Two Ø12 holes were made, one was drilled and the other one was reamed.
Which one is more accurate? Motivate your answer.
[4]
TOTAL SECTION A: 60
(11021871) -7- T570(E)(N22)T
Copyright reserved Please turn over
SECTION B: MACHINES ANSWER ONLY FOUR OF THE QUESTIONS IN SECTION B QUESTION 10: DRILLING MACHINES 10.1 Name the THREE main types of drilling machines commonly found in an
engineering workshop.
(3) 10.2 The cutting speed for stainless steel is 15 metres per minute (m/min) and the
diameter of the drill bit is 16mm. Calculate the speed of the drilling machine in revolutions per minute (RPM) – in order to perform this drilling operation.
(3) 10.3 Indicate whether the following statements are TRUE or FALSE. Choose the
answer and write only 'true' or 'false' next to the question number (10.4.1–10.4.4) in the ANSWER BOOK.
10.3.1 The process which allows for a 90 degree screw head to fit flush
with the metal surface is called counter-sinking.
10.3.2 The feed of a sensitive drilling machine is transmitted by a gear-
box mechanism.
10.3.3 A chuck key is used for removing taper-shank drill bit from a
machine spindle.
10.3.4 The maximum diameter drill bit which a column drilling machine
may accommodate, is 16 mm.
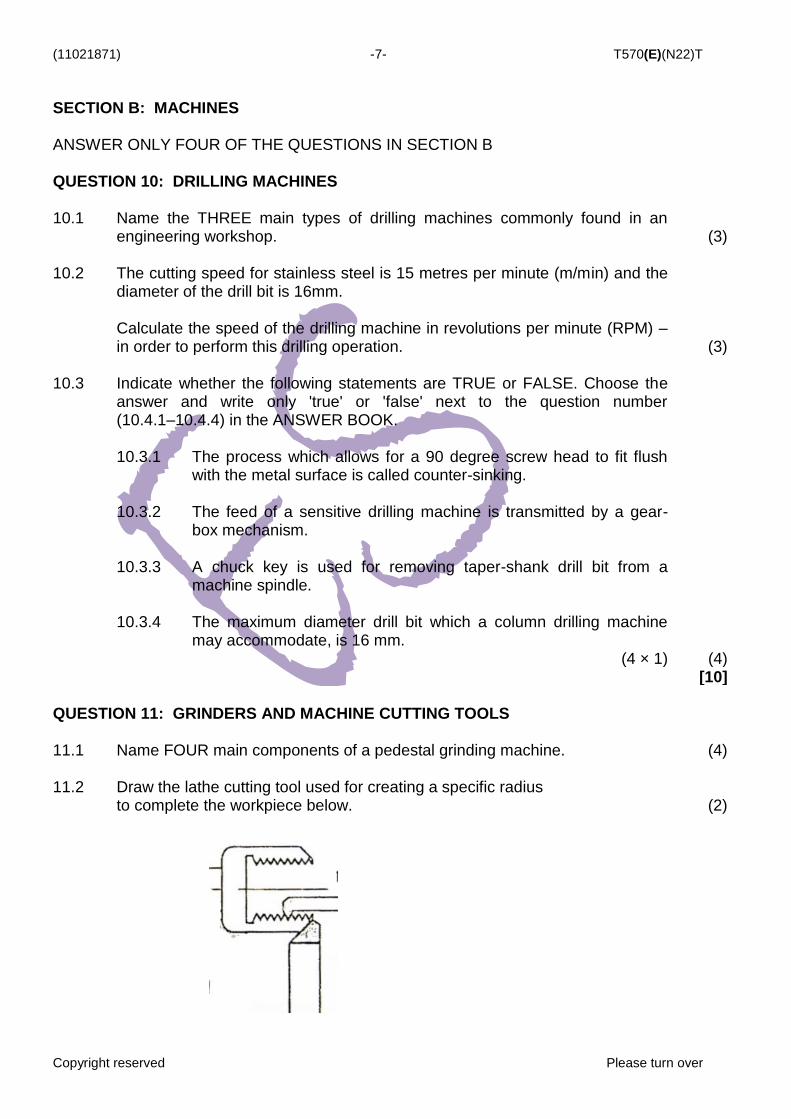
(4 × 1) (4) [10] QUESTION 11: GRINDERS AND MACHINE CUTTING TOOLS 11.1 Name FOUR main components of a pedestal grinding machine. (4) 11.2 Draw the lathe cutting tool used for creating a specific radius
to complete the workpiece below.
(2)
(11021871) -8- T570(E)(N22)T
Copyright reserved Please turn over
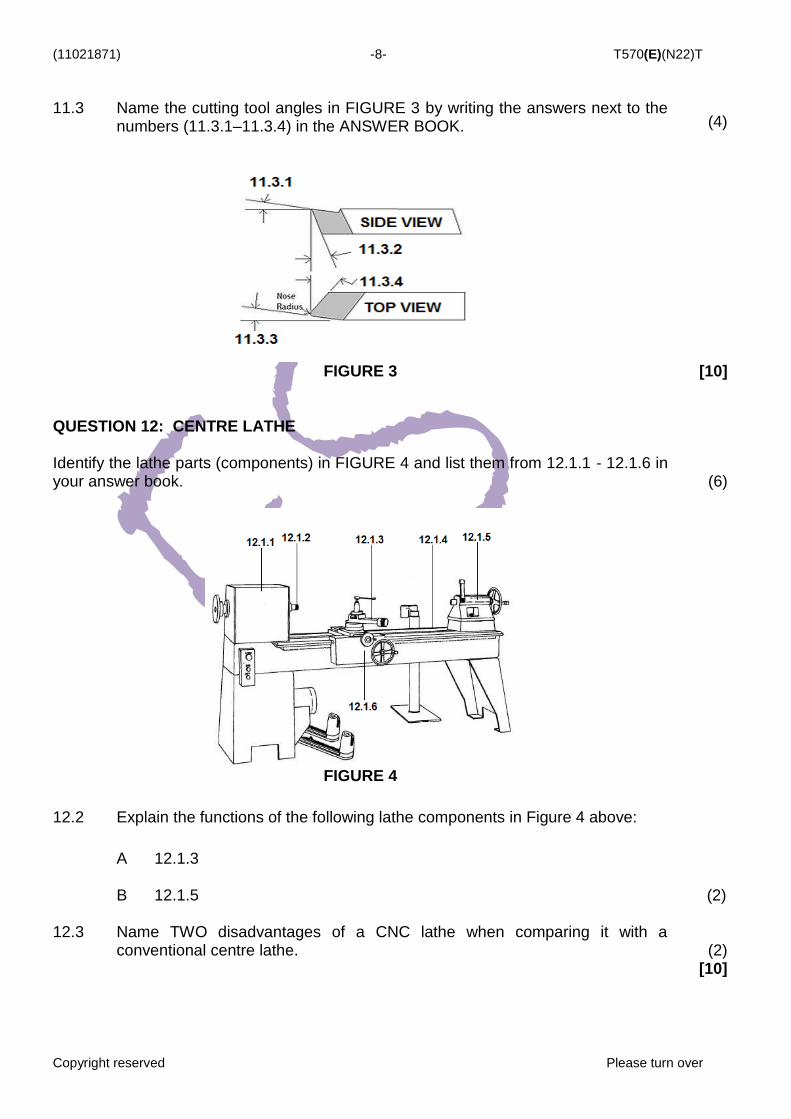
11.3 Name the cutting tool angles in FIGURE 3 by writing the answers next to the
numbers (11.3.1–11.3.4) in the ANSWER BOOK.
(4)
FIGURE 3
[10]
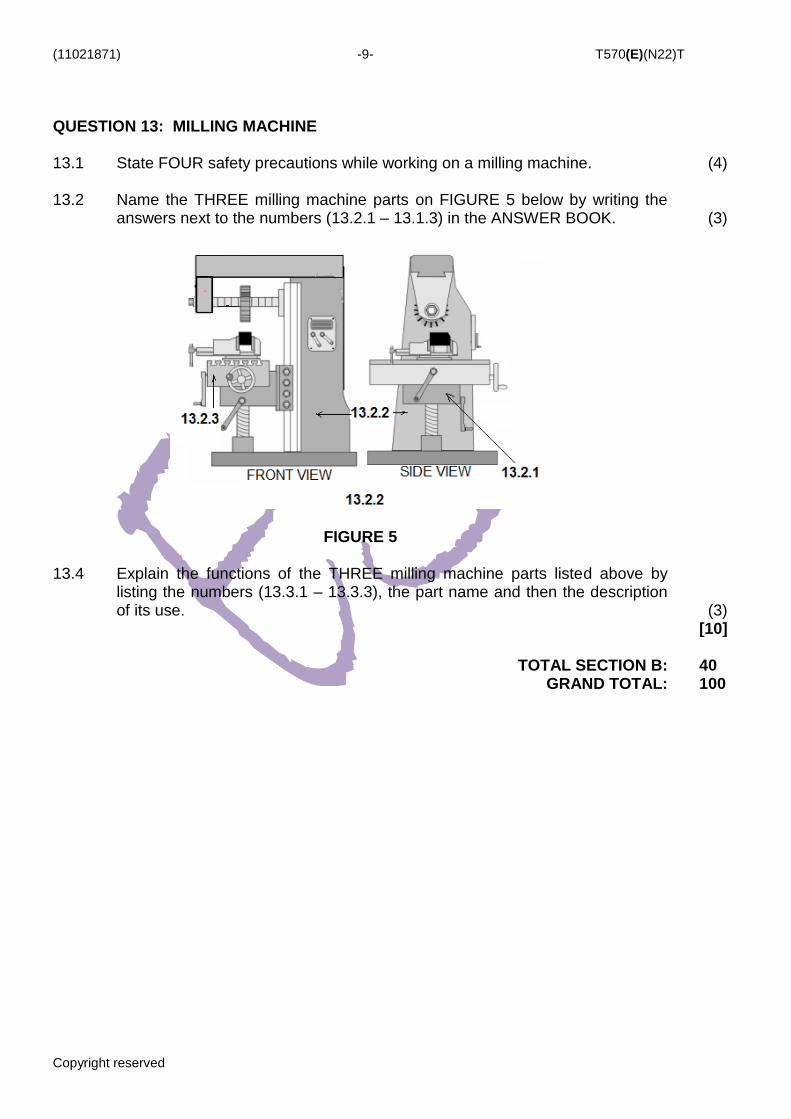
QUESTION 12: CENTRE LATHE Identify the lathe parts (components) in FIGURE 4 and list them from 12.1.1 - 12.1.6 in your answer book.
(6)
FIGURE 4
12.2 Explain the functions of the following lathe components in Figure 4 above:
A
B
12.1.3 12.1.5
(2) 12.3 Name TWO disadvantages of a CNC lathe when comparing it with a
conventional centre lathe.
(2) [10]
(11021871) -9- T570(E)(N22)T
Copyright reserved
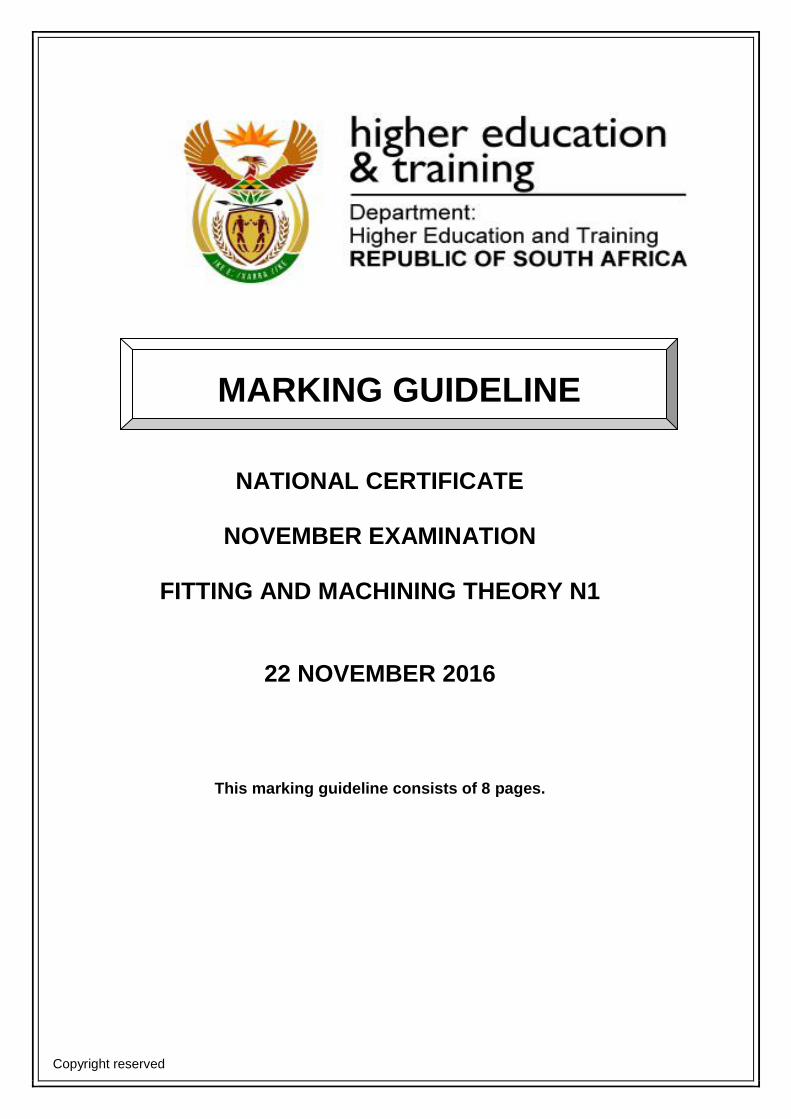
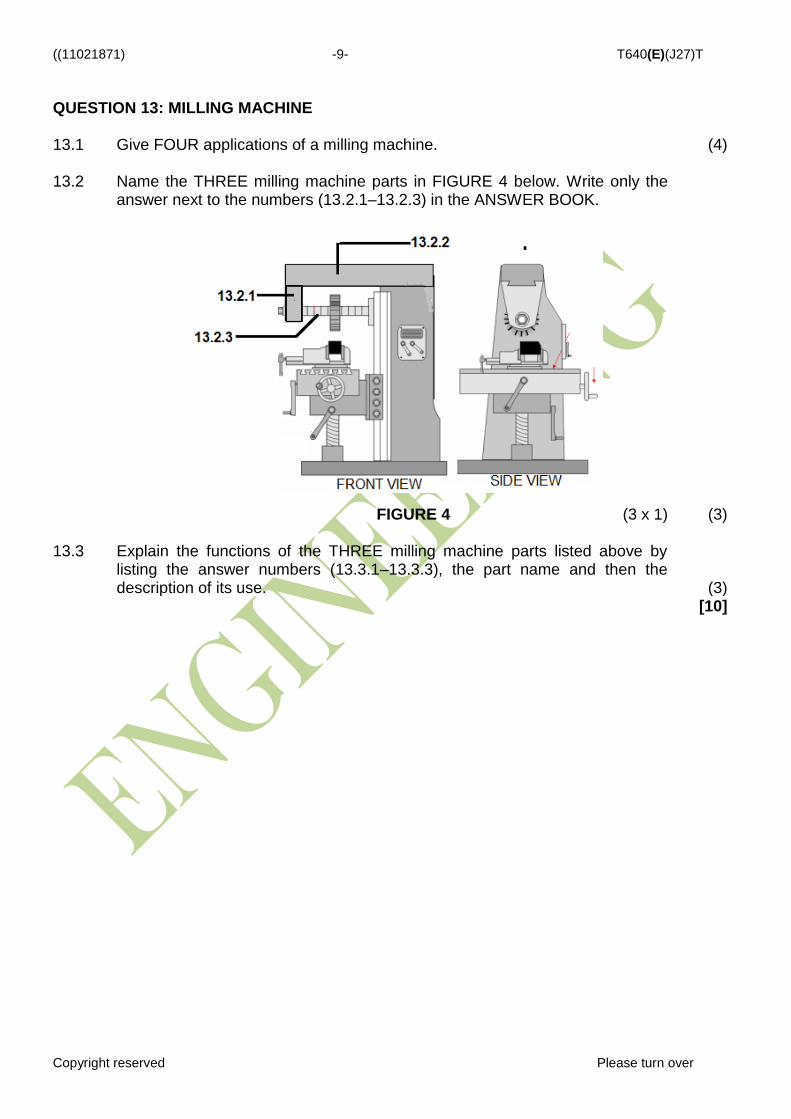
QUESTION 13: MILLING MACHINE 13.1 State FOUR safety precautions while working on a milling machine. (4) 13.2 Name the THREE milling machine parts on FIGURE 5 below by writing the
answers next to the numbers (13.2.1 – 13.1.3) in the ANSWER BOOK.
(3)
FIGURE 5
13.4 Explain the functions of the THREE milling machine parts listed above by
listing the numbers (13.3.1 – 13.3.3), the part name and then the description of its use.
(3) [10]
TOTAL SECTION B: 40 GRAND TOTAL: 100

(11021871) -1- T570(E)(N22)T
Copyright reserved
FITTING AND MACHINING THEORY N1
FORMULA SHEET
Any applicable formula may also be used.
1. NDV
2. w = feed/stroke × strokes/min × t
w = toevoer/slag × slae/min × t
3. Strokes/min = strokeofLength
S × Ratio
Slae/min = slagvanLengte
S × Verhouding
4. 6
Dh
5. 4
Dw
Copyright reserved
NATIONAL CERTIFICATE
NOVEMBER EXAMINATION
FITTING AND MACHINING THEORY N1
22 NOVEMBER 2016
This marking guideline consists of 8 pages.
MARKING GUIDELINE
MARKING GUIDELINE -2- T570(E)(N22)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
SECTION A: GENERAL FITTING QUESTION 1: OCCUPATIONAL SAFETY 1.1 Use each tool to do the task it is meant for.
Point the sharp edges of tools away from you towards the back of your workbench.
Keep your tools clean, dry and free of oil.
Take care of your tools. For example, have a storage place for each tool and service your tools regularly.
Never carry tools which have sharp edges in your pocket.
Don't have all your tools on the workbench at once; a cluttered work area often causes accidents.
Don't use tools incorrectly or carelessly. (Any 5 × 1)
[5]
OR 1.2 1.2.1 True 1.2.2 True 1.2.3 False 1.2.4 False 1.2.5 False
(5 × 1) [5] QUESTION 2: MEASURING INSTRUMENTS 2.1 2.1.1
MARKING GUIDELINE -3- T570(E)(N22)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
2.1.2
(2 × 4) (8) 2.2 Fast readings can be taken.
Precision readings can be taken.
Greater accuracy than the normal vernier.
Good for quality control and quick inspections.
Can take inside, outside and depth measurements in one instrument. (Any 2 × 1)
(2) 2.3 0.01 mm or 1/100 of a millimetre (1) [11] QUESTION 3: SCREW THREADS 3.1.1 Lead is the distance that a screw thread will move axially forward in
one full revolution. With single-start screw threads the lead is equal to the pitch. With multi-start screw threads the lead is equal to the pitch times the number of starts.
3.1.2 Flank is the straight sloping sides on the left and right of the thread. 3.1.3 An included angle is the angle between two screw thread flanks. 3.1.4 The included helix angle is the angle the screw thread makes with
a line at right angles to the axis of the screw thread.
(4 × 1) (4)
MARKING GUIDELINE -4- T570(E)(N22)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
3.2 SQUARE THREAD –
Thread form is parallel (seemingly at 90°) used where quick movement of
the nut is required or accurate adjustments must be made,
for example, the cross slide of a lathe,
the tool head of a shaping machine,
milling machine slides and
leadscrews or if strength and force are required, for example, for the
fitter’s bench vice, for jacks and sluice valves.
Acme thread – thread form – included angle = 29° / used to engage mechanisms; for example, the half nuts on the lathe lead screw / where it is necessary to reduce backlash / Prevent seizing and fouling due to sagging as in long-lathe lead screws.
(2) 3.3 1,75 mm (1) [7] QUESTION 4: HAND TOOLS 4.1 4.1.1 Ball peen hammer 4.1.2 Straight-peen hammer 4.1.3 Cross-peen hammer 4.1.4 Soft-face hammer 4.1.5 Sledge hammer
(5 × 1) [5] QUESTION 5: METALS AND PLASTICS 5.1 Low-carbon steel
Medium-carbon steel
High-carbon steel
(3) A
B
Property = very soft, corrosion resistant, good conductor of heat/electricity, ductile and malleable. Application = switch parts - cables - motor windings - chemical equipment - refrigerator tubes - oil coolers - automotive radiators - steam and water pipelines - base for brass and bronze alloys. Property = ductile, malleable, non-corrosive, not strong and a low melting point. Application = coating for copper wire - die casting - coating metal for thin steel sheets - alloying agent for solder and bearing metals - costume jewellery - tin or zinc alloy for making aluminium.
(2 × 2)
(4)
MARKING GUIDELINE -5- T570(E)(N22)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
5.3 Carbon, manganese, nickel, chromium, vanadium, tungsten, cobalt,
molybdenum.
(3) 5.4 Resistance to shock and wear, heat and corrosion, increased magnetic
properties.
(2) [12] QUESTION 6: MARKING OFF 6.1 6.1.1 OR datum line is a line from which marking-off is done. 6.1.2
OR datum point is a specific point from which a construction or marking-off is done.
(2 × 1) (2) 6.2 By using the CENTRE HEAD of the combination set and scribe two lines
90° across on the end of the shaft. Put the shaft on a V-block on the marking table. Get the height of the
shaft with a vernier height gauge. Subtract half the diameter of the shaft from that reading and scribe a horizontal line across at the end of the shaft. Turn the shaft 90°and scribe another line.
(2) 6.3 V-block or angle plate. (1)
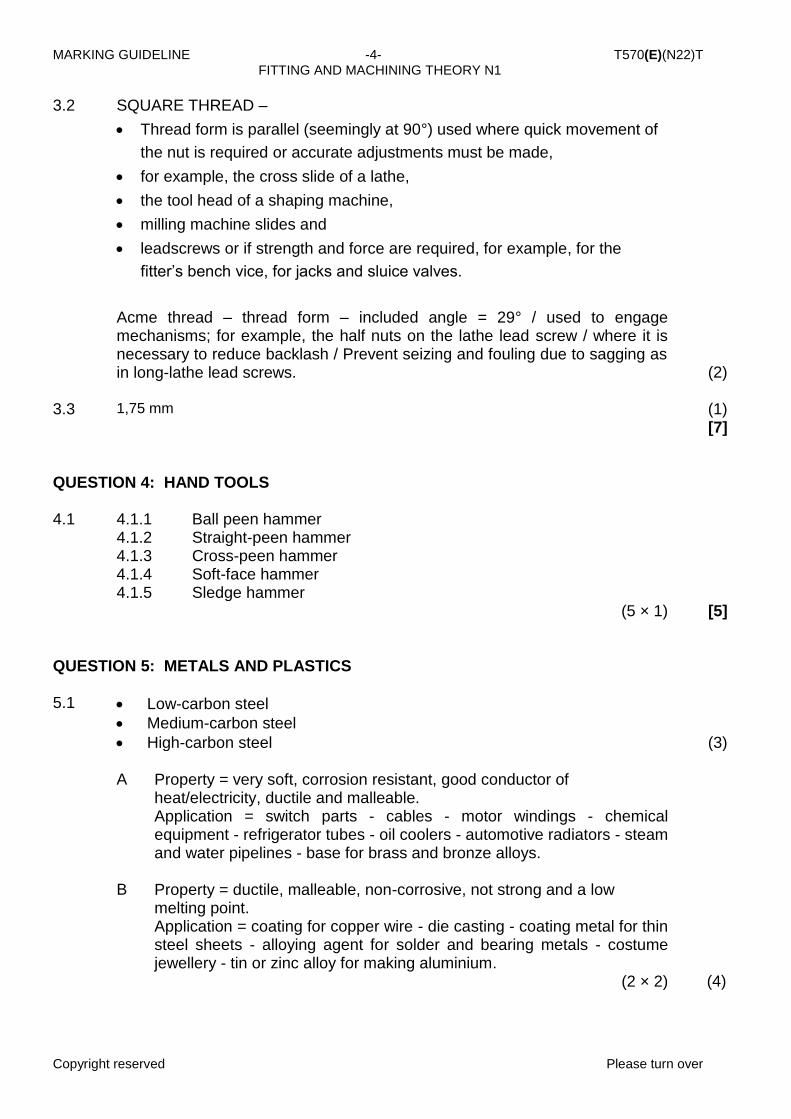
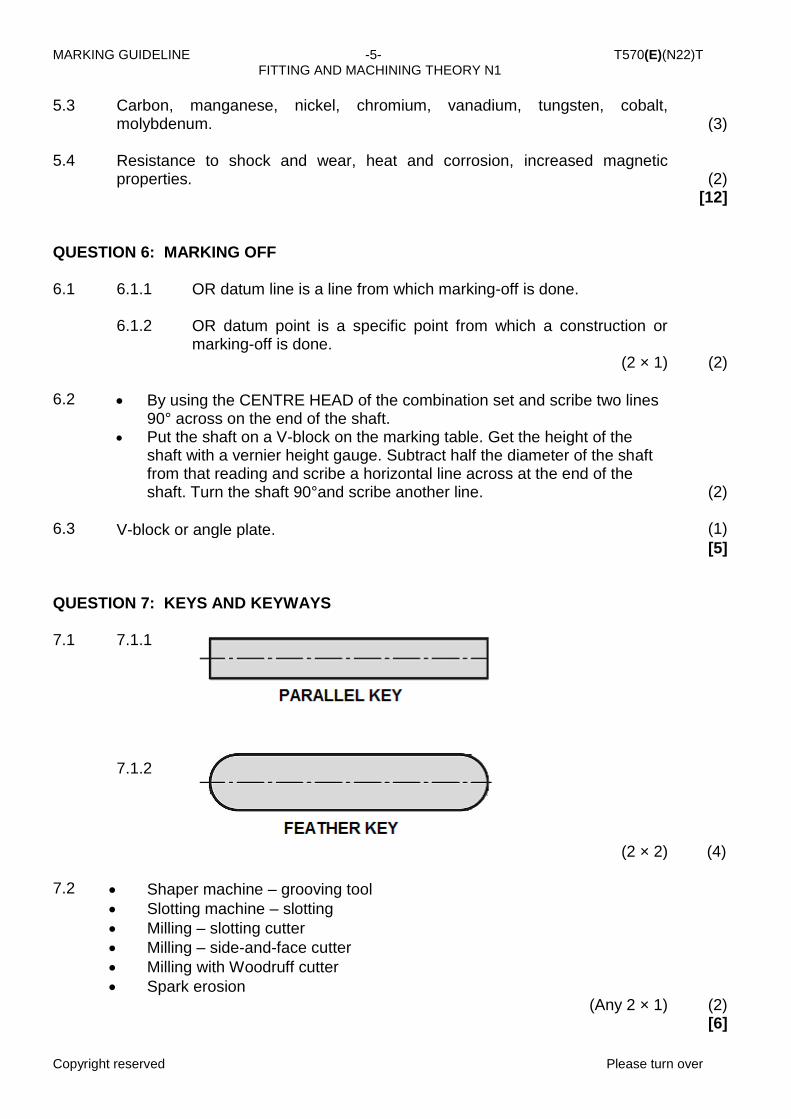
[5] QUESTION 7: KEYS AND KEYWAYS 7.1 7.1.1
7.1.2
(2 × 2)
(4) 7.2 Shaper machine – grooving tool
Slotting machine – slotting
Milling – slotting cutter
Milling – side-and-face cutter
Milling with Woodruff cutter
Spark erosion (Any 2 × 1)
(2) [6]
MARKING GUIDELINE -6- T570(E)(N22)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
QUESTION 8: FASTENERS 8.1 External circlip 8.2 Internal circlip 8.3 Lock nut 8.4 Castle nut 8.5 Nylock / Simmonds nut
(5 × 1) [5] QUESTION 9: HAND TAPS, STOCKS AND DIES AND REAMERS 9.1 When you ream, you drill a hole of 11.7 mm. The reamer removes only a little
(0.03 mm) of the material and, therefore, the hole is much more accurate. If the drill of 12 mm is not grinded 100% to specifications, it can drill oversize.
[4]
TOTAL SECTION A: 60 SECTION B: MACHINES QUESTION 10: DRILLING MACHINES 10.1 Sensitive drilling machine
Column drilling machine
Radial drilling machine Cutting speed = 15 metres per minute (m/min) Diameter of drill bit = 16 mm.
(3) 10.2 (1) (1) (1)
S=ΠDN ; N = S = 15 = 298,4 RPM = 300RPM
ΠD Π X 0.016
(3) 10.3 10.3.1 True 10.3.2 False 10.3.3 False 10.3.4 False
(4 × 1) (4) [10]
MARKING GUIDELINE -7- T570(E)(N22)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
QUESTION 11: GRINDERS AND MACHINE CUTTING TOOLS 11.1 Pedestal mount
Spindle
Coolant tank
Guards
Protective shield
Grinding wheel
Tool rest
Isolator switch (Any 4 × 1)
(4) 11.2
Left-hand concave radius tool
(2) 11.3 11.3.1 Back-rake angle 11.3.2 Front-clearance angle 11.3.3 Side-cutting edge angle 11.3.4 End cutting angle
(4 × 1) (4) [10] QUESTION 12: CENTRE LATHES 12.1.1 Headstock 12.1.2 Spindle 12.1.3 Compound slide 12.1.4 Lathed 12.1.5 Tailstock 12.1.6 Apron (6 × 1) (6) 12.2 A
B
The compound slide has the function to get LENGTHS on a workpiece in tolerance, OR to set for cutting tapers. The tailstock hold the drill chuck OR taper-shank drills OR a running centre.
(2)

MARKING GUIDELINE -8- T570(E)(N22)T FITTING AND MACHINING THEORY N1
Copyright reserved
12.3 The set-up time to manufacture only one part is a loss.
High purchase price.
Maintenance – high repair costs.
It needs to be programmed before use. (Any 2 × 1)
(2) [10] QUESTION 13: MILLING MACHINES 13.1 Clean the milling machine.
Never use an air hose to remove the chips.
Be familiar with the machine before.
Wear proper clothing and approved safety goggles.
Stop the machine before you make adjustments to take measurements.
Stop the machine before you remove chips.
Never reach over or near the rotating cutter.
Make sure that the work-holding device is mounted.
Place sawdust or oil-absorbing compound on slippery floors.
Be aware of the location of the emergency stop lever.
Treat any cut and skin puncture immediately.
Switch off before performing maintenance / repairs.
Wear gloves for when you handle sharp milling cutters.
Be aware – do not be distracted.
Do not allow others to operate your machine.
Keep the floor around the machine clear of chips. (Any 4 × 1)
(4) 13.2 13.2.1 Knee 13.2.2 Column 13.2.3 Table (3 × 1) (3) 13.3 13.3.1
The knee fits to the column and you can move it vertically up or down by hand or set it automatically.
13.3.2
The column is a precision-machined section which supports and guides the knee vertically.
13.3.3
The table also supports the work piece, machine vice, tailstock and dividing head.
(3 × 1) (3) [10]
TOTAL SECTION B: 40 GRAND TOTAL: 100
T630(E)(A4)T APRIL EXAMINATION
NATIONAL CERTIFICATE
FITTING AND MACHINING THEORY N1
(11021871)
4 April 2016 (X-Paper) 09:00–12:00
Calculators and drawing instruments may be used.
This question paper consists of 8 pages and 1 formula sheet.
(11021871) -2- T630(E)(A4)T
Copyright reserved Please turn over
DEPARTMENT OF HIGHER EDUCATION AND TRAINING REPUBLIC OF SOUTH AFRICA
NATIONAL CERTIFICATE FITTING AND MACHINING THEORY N1
TIME: 3 HOURS MARKS: 100
INSTRUCTIONS AND INFORMATION 1. 2. 3. 4. 5.
Answer either QUESTION 1.1 or 1.2 QUESTION from SECTION A. Answer FOUR questions from SECTION B. Read ALL the questions carefully. Number the answers according to the numbering system used in this question paper. Write neatly and legibly.
(11021871) -3- T630(E)(A4)T
Copyright reserved Please turn over
SECTION A QUESTION 1: OCCUPATIONAL SAFETY
NOTE: Answer ONLY QUESTION 1.1 OR QUESTION 1.2 1.1 Indicate whether the following statements are TRUE or FALSE. Choose the
answer and write only 'true' or 'false' next to the question number (1.1.1–1.1.5) in the ANSWER BOOK.
1.1.1 Tools with sharp edges may be carried in one's pocket, when
working in a workshop.
1.1.2 Color codes can be used to identify fire-fighting equipment. 1.1.3 The colour code used on pipelines containing air is green. 1.1.4 Persons under the influence of alcohol or drugs may enter any
premises where machinery is used.
1.1.5 When you work with flammable gas or liquids, make sure that there
is enough ventilation in the workshop or around your place of work. (5 x 1)
(5)
OR 1.2 Indicate whether the following statements are TRUE or FALSE. Choose the
answer and write only 'true' or 'false' next to the question number (1.2.1–1.2.5) in the ANSWER BOOK.
1.2.1 If your balance is good, you may carry a toolbox and loose material
up a ladder.
1.2.2 Every drill-sharpening shop shall be kept clean and ventilated from
dust.
1.2.3 Before going home, it is always good to clean your clothes by using
compressed air.
1.2.4 Safety hats need not to be worn by visitors, only by the workers
working in that area.
1.2.5 To make a fire underground to warm up your food is a time-saving
plan. (5 x 1)
(5) [5]

(11021871) -4- T630(E)(A4)T
Copyright reserved Please turn over
QUESTION 2: MEASURING INSTRUMENTS 2.1 FIGURE 1 below gives an indication of a type of micrometer that is used as a
measuring instrument in industry. Answer only the following questions:
FIGURE 1 2.1.1 Name the components of the micrometer A–D by writing only the
answers next to (A–D) in your ANSWER BOOK.
(4) 2.1.2 Name the type of micrometer. (1) 2.1.3 State the reading on the micrometer in FIGURE 1. (2) 2.2 Indicate whether the following statements are TRUE or FALSE. Choose the
answer and write only 'true' or 'false' next to the question number (2.2.1–2.2.4) in the ANSWER BOOK.
2.2.1 The dial test indicator can be used for setting up the work pieces in
a machine.
2.2.2 The feeler gauge can be used to check the clearance between a
nut and a bolt.
2.2.3 The thread-pitch gauge can be used to measure the radius on the
point of a screw-cutting tool.
2.2.4 The telescope gauge is a very accurate measuring instrument.
(4 x 1)
(4) [11]
(11021871) -5- T630(E)(A4)T
Copyright reserved Please turn over
QUESTION 3: SCREW THREADS 3.1 Screw threads are used when it is necessary to assemble and dismantle
components quickly and easily. Explain the meaning of each of the following screw-thread terms:
3.1.1 Pitch 3.1.2 Lead 3.1.3 Included angle 3.1.4 External thread (4 x 1) (4) 3.2 Calculate the depth of a M24 x 2.5 V-screw Thread, if the depth formula is
0,613 x the pitch.
(2) [6]
QUESTION 4: METALS AND PLASTIC 4.1 Name TWO types of cast iron known to you and state where they are used. (2) 4.2 Compare the outcomes in properties and the heat-treatment processes,
between hardening and case hardening.
(4) 4.3 State the composition, ONE property and ONE use of each the following non-
ferrous alloys:
4.3.1 Brass 4.3.2 Bronze (3 x 2) (6)
[12] QUESTION 5: MARKING-OFF 5.1 Give TWO reasons why it is necessary to do marking-off on a work piece. (2) 5.2 Describe the function of each of the following marking-off tools: 5.2.1 Engineer's square 5.2.2 Angle plate 5.2.3 Measuring tape (3 x 1) (3)
[5]
(11021871) -6- T630(E)(A4)T
Copyright reserved Please turn over
QUESTION 6: KEYS AND KEYWAYS
6.1 Briefly discuss FOUR methods of cutting internal keyways. (4)
6.2 State TWO uses for a rectangular key in industry. (2) [6]
QUESTION 7: HAND TOOLS
7.1 Name TWO types of screwdrivers commonly used in practice. (1)
7.2 Study the drawing and explain the filing method you will use to file the inside hole perfectly square.
(4)
7.3 What is the main use of a long-nose pliers? (1)
[6] QUESTION 8: FASTENERS 8.1 There are various types of fasteners available that are designed to meet the
specific requirements to join specific parts in an assembly. State the function of locking fluid used in industry.
(1)
8.2 Give TWO types of frictional lock nuts that are available in industry. (2) 8.3 Indicate whether the following statement is true or false:
Allen-cap screws are self-tapping screws.
(1) [4]
QUESTION 9: HAND TAPS, STOCK, DIES AND REAMERS
9.1 Taps are used to cut an internal thread in a hole of a work piece. Name THREE taps that make up a typical set that is used in industry.
(3)
9.2 We use a stock and a die together to cut an external thread on the outside surface of shafts, rods or bolts. Name TWO types of dies used in industry.
(2) [5]
TOTAL SECTION A: 60
(11021871) -7- T630(E)(A4)T
Copyright reserved Please turn over
SECTION B: MACHINE-CUTTING TOOLS AND MACHINES ANSWER ALL FOUR QUESTIONS: QUESTION 10: DRILLING MACHINES 10.1 State THREE uses of cutting fluids when used on a drilling machine. (3) 10.2 The cutting speed for mild steel is 30 metres per minute and the diameter of
the drill is 12 mm. Calculate the drilling machine speed in revolutions per second to drill the hole.
(3)
10.3 Indicate whether the following statements are TRUE or FALSE. Choose the
answer and write only 'true' or 'false' next to the question number (10.3.1–10.3.4) in the ANSWER BOOK.
10.3.1 The process that makes provision for a 60- degree screw head to
be flushed with the surface of a work piece is known as counter- boring.
10.3.2 The feed of the drill on a sensitive drilling machine is transferred by
means of a plain lever on which a pinion is fitted and meshes in with a rack.
10.3.3 To remove a straight-shank drill from a drilling machine spindle, a
taper drift is used.
10.3.4 Drills up to 50 mm in diameter may be used on a column drilling
machine. (4 x 1)
(4) [10]
QUESTION 11: GRINDING MACHINES AND MACHINE-CUTTING TOOLS 11.1 Grinding machines are more dangerous than any other workshop equipment
and care must be taken when operating the machine. State TWO advantages of the diamond-tipped wheel dresser in contrast to the standard Huntington wheel dresser.
(2)
11.2 Give TWO reasons for using compressible washers on the sides of a grinding
wheel.
(2) 11.3 What is the ratio of the flanges of the wheel assembly to the grinding wheel
itself
(1) 11.4 For cutting tools to be effective, the tool angles must be ground correctly and
accurately. Explain what is meant by positive rake and negative rake when working with cutting tools.
(2)
(11021871) -8- T630(E)(A4)T
Copyright reserved
11.5 Describe the term chip breaking as applicable to machine cutting tools. (2) 11.6 What is the purpose of a boring bar? (1)
[10] QUESTION 12: CENTRE LATHE 12.1 The centre lathe is probably one of the most versatile machines in a
workshop. Indicate TWO lathe beds that are used on a centre lathe in industry.
(2)
12.2 Name THREE advantages of using a three-jaw self-centering chuck on the
centre lathe.
(3) 12.3 State THREE methods that can be used on the centre lathe for cutting tapers. (3) 12.4 Indicate TWO advantages of the CNC lathe when compared to the
conventional lathe.
(2) [10]
QUESTION 14: MILLING MACHINE 13.1 The milling machine is key piece of equipment in any modern workshop and it
produces mainly flat surfaces. Indicate THREE distinguishing factors between the plain and universal milling machine.
(3)
13.2 Describe the function of each of the following components on and with a milling machine.
13.2.1 Table trips
13.2.2 Graduated dial handle
13.2.3 Arbor support
13.2.4 Adjustable Footstock/tailstock
13.2.5 Arbor
13.2.6 Dividing head
13.2.7 Boring head (7 x 1)
(7) [10]
TOTAL SECTION B: TOTAL:
40 100
(11040012) T630(E)(A4)T
Copyright reserved Please turn over
FITTING AND MACHINING THEORY N1 FORMULA SHEET Any applicable formula may also be used
1. S=ΠDN 60 2. S= ΠD 3. N =1 000 S
πD
4. h = D
6
5. w = D 4
6. depth = D/12
7. Length = 1,5 D
Copyright reserved Please turn over
NATIONAL CERTIFICATE
APRIL EXAMINATION
FITTING AND MACHINING THEORY N1
4 APRIL 2016
This marking guideline consists of 8 pages.
MARKING GUIDELINE

MARKING GUIDELINE -2- T630(E)(A4)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
SECTION A QUESTION 1: OCCUPATIONAL SAFETY
1.1 1.1.1 False 1.1.2 True 1.1.3 False 1.1.4 False 1.1.5 True
(5 x 1)
(5) OR 1.2 1.2.1 False 1.2.2 True 1.2.3 False 1.2.4 False 1.2.5 False
(5 x 1)
(5) QUESTION 2: MEASURING INSTRUMENTS 2.1 2.1.1 A – Spindle
B – Sleeve
C – Thimble
D – Ratchet (4 x 1)
(4) 2.1.2 Depth micrometer (1) 2.1.3 FIGURE 1 – READING = 3,54 mm (2) 2.2 2.2.1 True 2.2.2 False 2.2.3 False 2.2.4 True
(4 x 1)
(4) [11]
MARKING GUIDELINE -3- T630(E)(A4)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
QUESTION 3: SCREW THREADS 3.1 3.1.1 Pitch – is the distance measured axially from a point on one screw
thread to a corresponding point on an adjacent screw thread
3.1.2 The distance that a screw thread will move axially forward in
one full revolution.
With single-start screw threads the lead is equal to the pitch. With multi-start screw threads the lead is equal to the pitch X number of starts
3.1.3 Included angle – angle between two screw-thread flanks 3.1.4 External thread – the v-thread over the outside diameter
(4 x 1)
(4) 3.2 Depth = 0,613 x 2,5 = 1,533 (2)
[6] QUESTION 4: METALS AND PLASTIC 4.1 WHITE CAST IRON
Crushing equipment
Grinding mills and grinding balls
Cams, wearing plates and conduit fittings (2 x ½ )
GREY CAST IRON
Machine tools, machine beds and frames, and engine blocks
Marking-off tables, surface plates and bathtubs (2 x ½)
(1)
(1)
4.2 HARDENING
Steel will only begin to harden when it has a carbon content of at least 0,5%.
Hardening alters (changes) the molecular structure of the steel sample.
Property = very hard to the core. CASE HARDENING
Steel with less than 0,5% carbon – must be case-hardened.
Hardens the surface of mild steel to a depth of approximately 2 mm.
Only hard on the outside and still soft on the inside.
(4)
4.3 4.3.1 BRASS – copper and zinc
PROPERTIES - Low melting point, strong and ductile, cast well, corrosion resistant. USES – Cartridge cases, wire, rods, tubes, water fittings, bolts and nuts.
MARKING GUIDELINE -4- T630(E)(A4)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
4.3.2 BRONZE – copper and tin
PROPERTIES – Resists wear, casts well, corrosion resistant USES – gears, valves, machine bearings, pump impellers, glands.
(3 x 2)
(6) [12]
QUESTION 5: MARKING-OFF 5.1 Guide lines are required to indicate the outline of a work piece.
The exact position of holes, slots and keyways must be clearly marked-off.
Marking-off serves as a guide for setting the work piece up in a machine.
It serves as a guide for roughing out purposes. (Any 2 x 1)
(2)
5.2 5.2.1 Engineer's square – to check surfaces at right angles (90°) to each
other and to lay out lines at right angles to a reference face and flatness of a surface
5.2.2 Angle plate – to support work pieces in a vertical position for
marking-off
5.2.3 Measuring tape – for measuring and laying out of long distances
OR measurements. (3 x 1)
(3) [5]
QUESTION 6: KEYS AND KEYWAYS 6.1 Shaping machine with rigid boring bar
Milling machine with slotting attachment with vertical movement
Slotting machine, also vertical movement
Key-seat machine
In the chuck of a lathe with axial movement of a rigid boring bar
Wire cutting process. (Any 4 x 1)
(4)
6.2 A pulley to the shaft of a motor
The change wheels of a lathe to their shafts
The driving flange to the spindle of a grinding machine
A lever to a shaft
A coupling to a shaft
(2) [6]
MARKING GUIDELINE -5- T630(E)(A4)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
QUESTION 7: HAND TOOLS 7.1 Philips ('Star')
Flat
Torx
Square point (Any 2 x ½)
(1)
7.2 After the hole is drilled, use a square file to rough it out, closely to the lines
and then finished it off with a HAND file to get the corners 90°
(4) 7.3 Reaching into tight corners during mechanical assembly
Formation of wire loops; and
Removal of split pins (Any 1 x 1)
(1) [6]
QUESTION 8: FASTENERS 8.1 Function of locking fluid – locking of internal/external threads by application of
a fluid-based adhesive.
(1) 8.2 Symmonds and
Nyloc
Ex-nut (exhaust nut)
Oval nuts (Any 2 x 1)
(2)
8.3 False (1)
[4] QUESTION 9: HAND TAPS, STOCK, DIES AND REAMERS 9.1 Tapertap (1st tap or nr one tap)
Intermediate tap (2nd tap)
Plugtap (bottoming tap)
(3)
9.2 TWO types of dies – Split (1) and Solid dies (1) (2)
[5] TOTAL SECTION A: 60
MARKING GUIDELINE -6- T630(E)(A4)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
SECTION B: MACHINE CUTTING TOOLS AND MACHINES QUESTION 10: DRILLING MACHINES 10.1 Good temperature cooling capacity
Good lubricating qualities
Good rust-resistance
Have a long life (in use/storage)
Be non-toxic
Low viscosity to assist chips and dirt to settle quickly (Any 3 x 1)
(3)
10.2 N = S = 30 . = 795 RPM = 13 R/second
Π X D Π x 0,012
(3) 10.3 10.3.1 False 10.3.2 True 10.3.3 True 10.3.4 True (4 x 1) (4)
[10] QUESTION 11: GRINDING MACHINES AND MACHINE CUTTING TOOLS 11.1 ADVANTAGES HUNTINGTON
WHEEL DRESSER DIAMOND-TIPPED WHEEL
DRESSER
1. It is cheaper than the diamond-tipped wheel dresser
2. It is difficult to control the amount of material removed from the wheel face
3. The star wheels wear down quickly and need replacement
4. It is difficult to keep the face of the wheel parallel to the edge of the work rest because star wheels wear rapidly
5. The dresser dulls very quickly
1. It is more expensive than the Huntington wheel dresser
2. Every pass removes a controlled amount from the wheel face
3. Diamonds last a long time
4. Diamonds wear slowly, therefore the wheel face is parallel to the edge of the work rest
5. The turning movement of the handle and the diamond always presents a sharp cutting edge
(2)
11.2 Cushion flanges against high points or uneven surfaces and
distribute the pressure evenly.
Prevent damage to the surfaces of the flanges from the abrasive surface of the wheel.
Better control of friction between the flange and the wheel, thereby providing power to the wheel. (Any 2 x 1)
(2)
MARKING GUIDELINE -7- T630(E)(A4)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
11.3 Flanges must not be less than one-third of the diameter of the wheel (1) 11.4 Positive rake – the top rake (wedge angle) is less than 90°
Negative rake – the top rake (wedge angle) is greater than 90°
(2) 11.5 Chip breaking – the action of directing the swarf or shaving off the wedge
angle of the cutting tool. This may either 'break' the chip or allow a smooth streaming shaving
(2)
11.6 Machining of internal diameters (1)
[10] QUESTION 12: CENTRE LATHE 12.1 V-Flat
V-type
(2)
12.2 The chuck can hold a wide range of hexagonal and cylindrical work pieces.
There are jaws available for external and internal work.
You can do work on the end face of the work piece.
You can easily mount the work piece.
The work piece is clamped concentrical and need not to be clocked. (Any 3 x 1)
(3)
12.3 Taper turning attachment
Compound slide
Setting over of tailstock
(3)
12.4 Higher manufacturing speed
Accuracy
Better surface finish
Easy to machine complex shapes
Do not require skilled operators
Lower running costs
Cutting-tool life is improved (Any 2 x 1)
(2) [10]
MARKING GUIDELINE -8- T630(E)(A4)T FITTING AND MACHINING THEORY N1
Copyright reserved
13.1 Universal milling machine
The table can swing in both directions for helical milling
The spindle can turn in both directions
Special attachments enable a horizontal machine to change into a vertical machine and a slotting machine
Plain milling machine
Plain milling machine is sturdily built.
Used to produce work where it is important to make heavy cuts.
(3)
13.2 13.2.1 Table trips – set the table travel length – determines the cutter's
travel over the work piece.
13.2.2 Table trips – set the table travel length – determines the cutter's
travel over the work piece.
13.2.3 Arbor support – supports the arbor and machine spindle 13.2.4 Adjustable footstock – supports work pieces held in the chuck off
the dividing head
13.2.5 Arbor – connects to the spindle and holds the cutter(s) 13.2.6 Dividing head – used on the table of the milling machine to hold the
work piece and divide the circumference in equal holes or teeth
13.2.7 Boring head – it is an attachment whereby you cut internal
diameters on a milling machine to any size of diameter (7 x 1)
(7) [10]
TOTAL SECTION B:
TOTAL: 40
100
Copyright reserved Please turn over
T640(E)(J27)T
AUGUST EXAMINATION
NATIONAL CERTIFICATE
FITTING AND MACHINING THEORY N1
(11021871)
27 July 2015 (Y-Paper) 13:00–16:00
Candidates will require drawing instruments.
Calculators may be used.
This question paper consists of 10 pages and 1 formula sheet.
(11021871) -2- T640(E)(J27)T
Copyright reserved Please turn over
DEPARTMENT OF HIGHER EDUCATION AND TRAINING REPUBLIC OF SOUTH AFRICA
NATIONAL CERTIFICATE FITTING AND MACHINING THEORY N1
TIME: 3 HOURS MARKS: 100
NOTE: If you answer more than the required number of questions, only the
required number of questions will be marked. All work you do not want to be marked must be clearly crossed out.
INSTRUCTIONS AND INFORMATION 1. Answer ALL the questions in SECTION A except for QUESTION 1 where you
must answer either QUESTION 1.1 or 1.2.
2. Answer only FOUR questions in SECTION B. 3. Read ALL the questions carefully. 4. Number the answers according to the numbering system used in this question
paper.
5. Write neatly and legibly.
(11021871) -3- T640(E)(J27)T
Copyright reserved Please turn over
SECTION A: GENERAL FITTING QUESTION 1: OCCUPATIONAL SAFETY
1.1 State FIVE safety precautions which are applicable when a new grinding
wheel is mounted on a pedestal grinding machine.
[5]
OR
1.2 Indicate whether the following statements are TRUE or FALSE. Choose the answer and write only 'true' or 'false' next to the question number (1.2.1–1.2.5) in the ANSWER BOOK.
1.2.1 Any person may enter a place where harmful smoke, gas or smoke
is present.
1.2.2 An internal combustion engine working with petrol is the only type
of engine which is allowed underground in a mine.
1.2.3 The manager must provide a complaint book at each change
house in which complaints about safety and health may be recorded.
1.2.4 Compressed air may be used to clean one's body or protective
clothing.
1.2.5 The hard hat used in a mine must be approved by the Director-
General.
(5 x 1) [5] QUESTION 2: MEASURING INSTRUMENTS 2.1 Make a neat drawing of the following measuring instruments with at least
FOUR labelled parts.
2.1.1 An outside micrometer 2.1.2 A vernier calliper (2 x 4) (8) 2.2 State TWO practical uses of a dial-test indicator. (2) 2.3 Give the degree of accuracy of a vernier height gauge. (1) [11]
(11021871) -4- T640(E)(J27)T
Copyright reserved Please turn over
QUESTION 3: SCREW THREADS 3.1 Name FOUR screw-thread types (from 3.1.1–3.1.4) and give the included
angle of each.
(4) 3.2 Explain the difference between a single-start screw thread and a multi-start
screw thread.
(2) 3.3 Calculate the depth of a metric screw thread (M20 x 2,5) with a diameter of
20 mm and the pitch of the screw thread in millimetres is 2,5 mm.
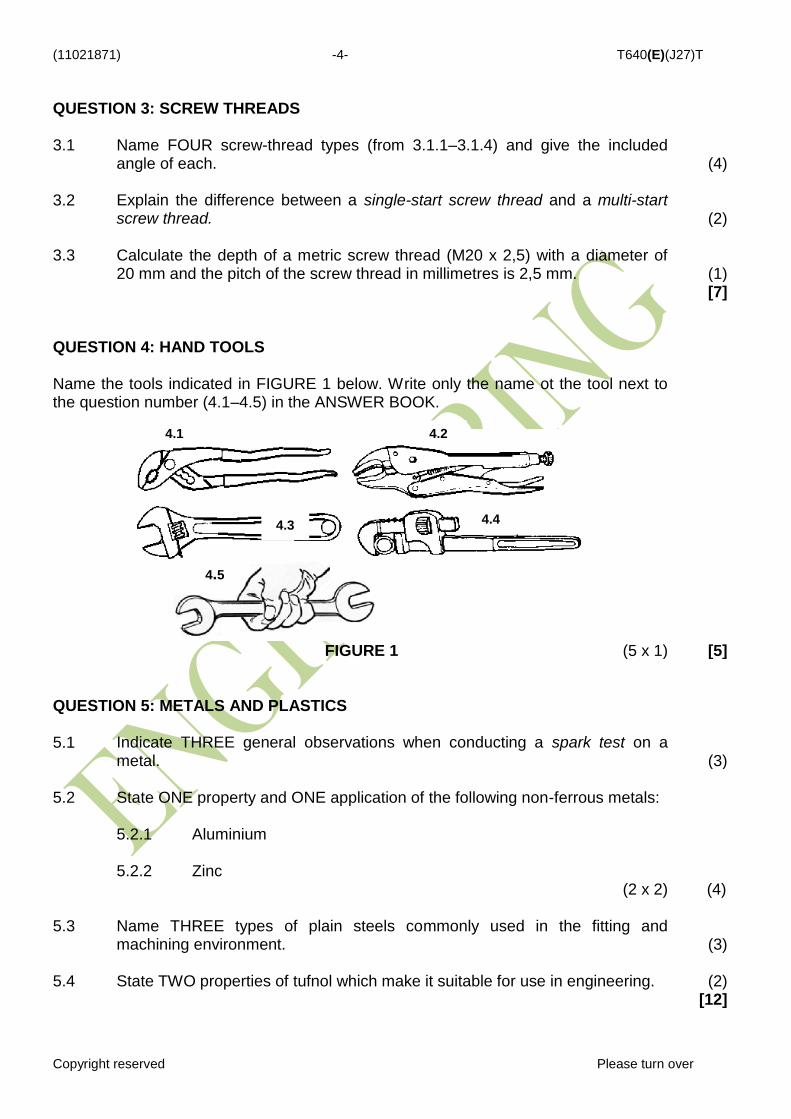
(1) [7] QUESTION 4: HAND TOOLS Name the tools indicated in FIGURE 1 below. Write only the name ot the tool next to the question number (4.1–4.5) in the ANSWER BOOK.
FIGURE 1 (5 x 1) [5] QUESTION 5: METALS AND PLASTICS 5.1 Indicate THREE general observations when conducting a spark test on a
metal.
(3) 5.2 State ONE property and ONE application of the following non-ferrous metals: 5.2.1 Aluminium 5.2.2 Zinc (2 x 2) (4) 5.3 Name THREE types of plain steels commonly used in the fitting and
machining environment.
(3) 5.4 State TWO properties of tufnol which make it suitable for use in engineering. (2) [12]
4.5
4.4
4.2 4.1
4.3
(11021871) -5- T640(E)(J27)T
Copyright reserved Please turn over
QUESTION 6: MARKING OFF 6.1 Define the following terms when interpreting a drawing during marking-off
procedures:
6.1.1 Reference line
6.1.2 Reference point (2 x 1) (2) 6.2 Name TWO marking-off fluids which may be used on clean metal surfaces
during the marking-off process.
(2) 6.3 What would you use on a surface table for supporting a round shaft during the
marking-off process?
(1) [5] QUESTION 7: KEYS AND KEYWAYS 7.1 Make a neat sketch of the following types of keys: 7.1.1 Woodruff
7.1.2 Taper gib-head (2 x 2) (4) 7.2 Name TWO methods or machining processes for producing an external
keyway.
(2) [6] QUESTION 8: FASTENERS Discuss ONE application of the following fasteners:
8.1 Locking wire 8.2 Allen screws (Grub screw) 8.3 Drive screws 8.4 Circlips (4 x 1) [4] QUESTION 9: HAND TAPS, STOCKS AND DIES AND REAMERS Name FIVE types of reamers which may be used to enlarge existing holes. [5]
TOTAL SECTION A: 60
(11021871) -6- T640(E)(J27)T
Copyright reserved Please turn over
SECTION B: MACHINES AND CUTTING TOOLS Answer only FOUR of the questions in SECTION B. QUESTION 10: DRILLING MACHINES 10.1 State THREE functions of a cutting fluid used during drilling processes. (3) 10.2 The cutting speed for mild steel is 30 metres per minute (m/min) and the
diameter of the drill bit is 12 mm. Calculate the speed of the drilling machine in revolutions per minute (RPM) in order to perform this drilling operation.
(3) 10.3 Indicate whether the following statements are TRUE or FALSE. Choose the
answer and write only 'true' or 'false' next to the question number (10.3.1–10.3.4) in the ANSWER BOOK.
10.3.1 The process which allows for a 60 degree screw head to fit flush
with the metal surface is called counter-boring.
10.3.2 The feed of a sensitive drilling machine is transmitted by a rack-
and-pinion mechanism.
10.3.3 A tapered drift is used for removing taper-shank drill bits from a
machine spindle.
10.3.4 The maximum diameter drill bit which a column drilling machine
may accommodate, is 50 mm.
(4 x 1) (4) [10]
(11021871) -7- T640(E)(J27)T
Copyright reserved Please turn over
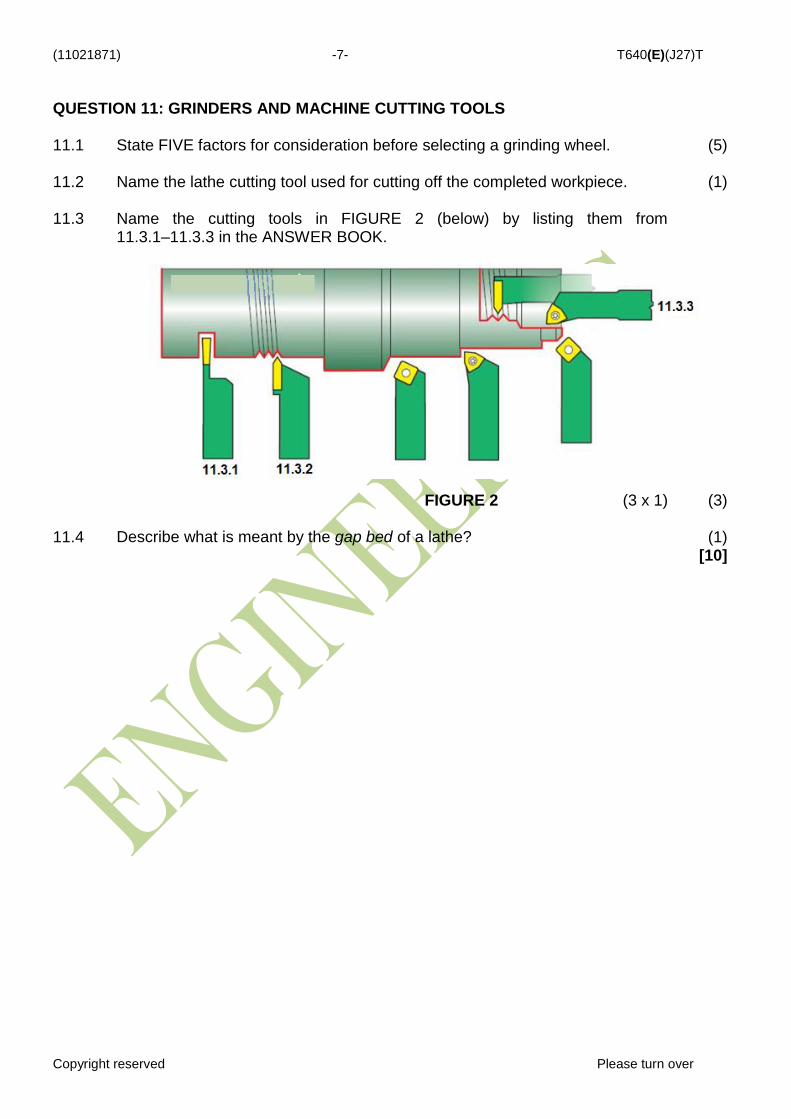
QUESTION 11: GRINDERS AND MACHINE CUTTING TOOLS 11.1 State FIVE factors for consideration before selecting a grinding wheel. (5) 11.2 Name the lathe cutting tool used for cutting off the completed workpiece. (1) 11.3 Name the cutting tools in FIGURE 2 (below) by listing them from
11.3.1–11.3.3 in the ANSWER BOOK.
FIGURE 2 (3 x 1) (3) 11.4 Describe what is meant by the gap bed of a lathe? (1) [10]
(11021871) -8- T640(E)(J27)T
Copyright reserved Please turn over
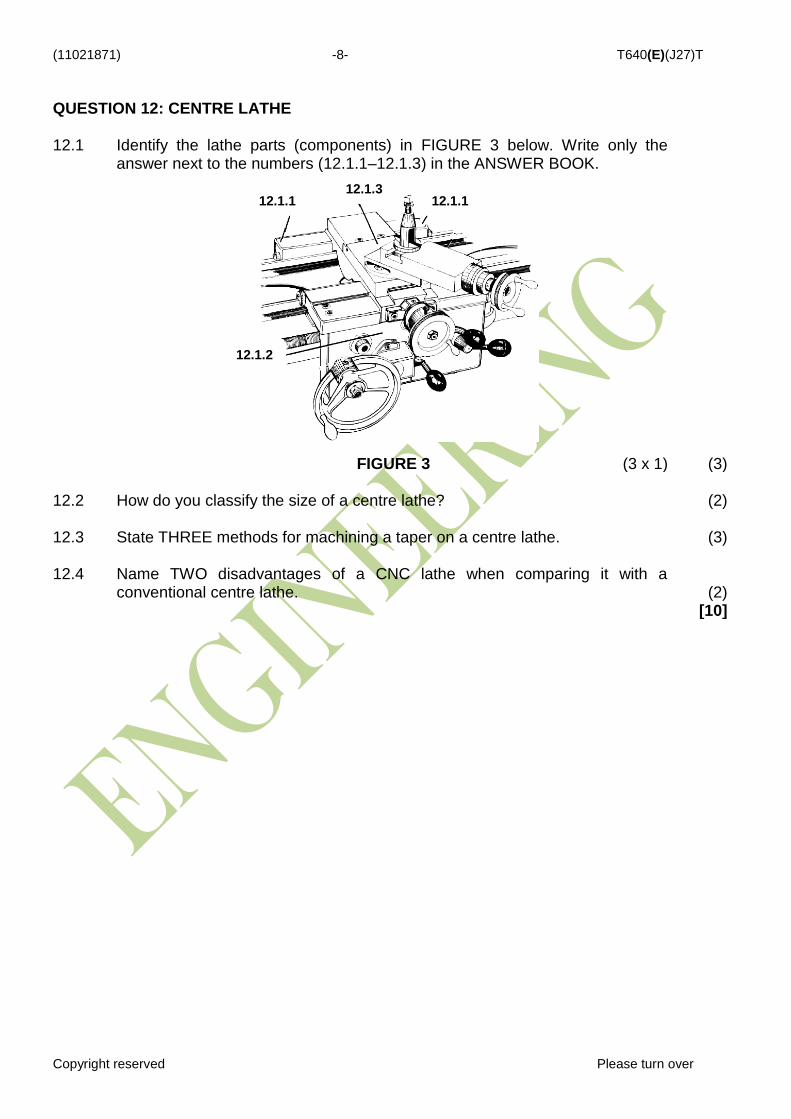
QUESTION 12: CENTRE LATHE 12.1 Identify the lathe parts (components) in FIGURE 3 below. Write only the
answer next to the numbers (12.1.1–12.1.3) in the ANSWER BOOK.
FIGURE 3 (3 x 1) (3) 12.2 How do you classify the size of a centre lathe? (2) 12.3 State THREE methods for machining a taper on a centre lathe. (3) 12.4 Name TWO disadvantages of a CNC lathe when comparing it with a
conventional centre lathe.
(2) [10]
12.1.2
12.1.1 12.1.3
12.1.1
((11021871) -9- T640(E)(J27)T
Copyright reserved Please turn over
QUESTION 13: MILLING MACHINE 13.1 Give FOUR applications of a milling machine. (4) 13.2 Name the THREE milling machine parts in FIGURE 4 below. Write only the
answer next to the numbers (13.2.1–13.2.3) in the ANSWER BOOK.
FIGURE 4 (3 x 1) (3) 13.3 Explain the functions of the THREE milling machine parts listed above by
listing the answer numbers (13.3.1–13.3.3), the part name and then the description of its use.
(3) [10]
(11021871) -10- T640(E)(J27)T
Copyright reserved
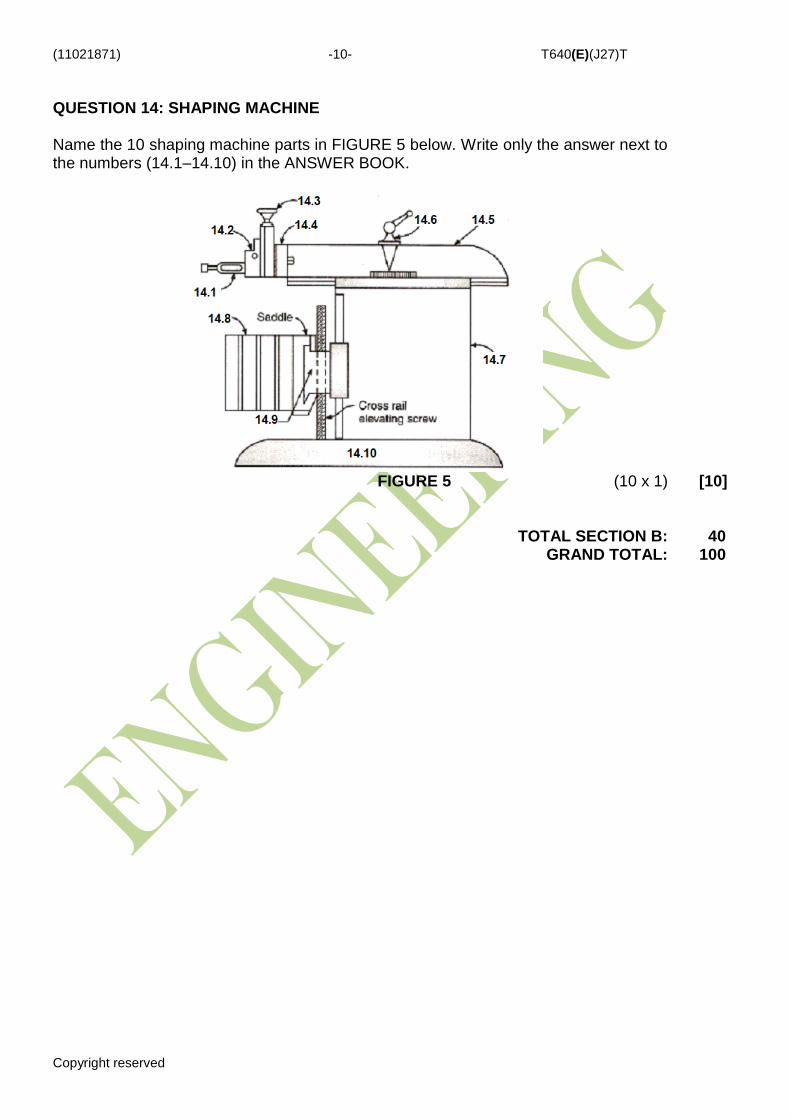
QUESTION 14: SHAPING MACHINE Name the 10 shaping machine parts in FIGURE 5 below. Write only the answer next to the numbers (14.1–14.10) in the ANSWER BOOK.
FIGURE 5 (10 x 1) [10]
TOTAL SECTION B: GRAND TOTAL:
40 100
(11021871) T640(E)(J27)T
Copyright reserved
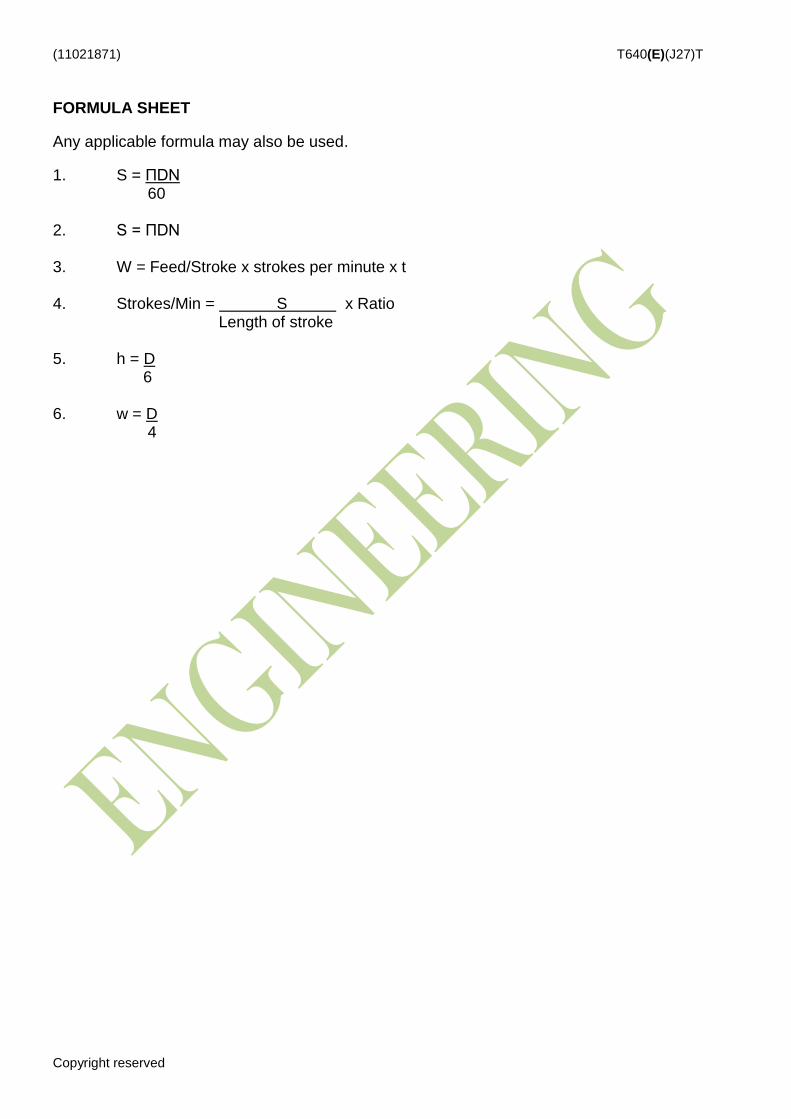
FORMULA SHEET
Any applicable formula may also be used.
1. S = ΠDN 60
2. S = ΠDN 3. W = Feed/Stroke x strokes per minute x t 4. Strokes/Min = S x Ratio
Length of stroke
5. h = D
6
6. w = D
4
Copyright reserved Please turn over
NATIONAL CERTIFICATE
AUGUST EXAMINATION
FITTING AND MACHINING THEORY N1
27 JULY 2015
This marking guideline consists of 10 pages.
MARKING GUIDELINE

MARKING GUIDELINE -2- T640(E)(J27)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
SECTION A: GENERAL FITTING QUESTION 1: OCCUPATIONAL SAFETY 1.1 Inspect the wheel for cracks or any defects.
Ring test the wheel.
Check for the correct spindle speed – the spindle speed of the grinding machine should not exceed the manufacturers’ rated speed.
Spindle whole size should fit freely on the spindle. Do not force the wheel onto the spindle. Allow for some expansion.
Compressible washers on either side of wheel should allow for avoidance of metal-to-wheel surface contact.
Flanges should allow for sufficient contact area over surface of the side wheel.
Do not overtighten the spindle end nut.
Ensure that work-rest is a minimum distance from wheel face of 3 mm.
Ensure that safety guards are fitted on completion.
Ensure the wheel is trued and dressed before use.
Stand back on start-up. (Any 5 x 1)
[5]
OR 1.2 1.2.1 False 1.2.2 False 1.2.3 True 1.2.4 False 1.2.5 True (5 x 1) [5]
MARKING GUIDELINE -3- T640(E)(J27)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
QUESTION 2: MEASURING INSTRUMENTS 2.1 2.1.1
(4 x 1)
(4) 2.1.2
(4 x 1)
(4) 2.2 Setting up workpieces accurately in a machine.
Setting up workpieces accurately prior to marking off.
Testing rectangular workpieces for parallelism.
Testing for roundness.
Testing for concentricity.
Testing the limits of size.
Testing the jaws of a vice for 90 degrees on milling machine bed. (Any 2 x 1)
(2) 2.3 0,02 of a mm. (1) [11]

MARKING GUIDELINE -4- T640(E)(J27)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
QUESTION 3: SCREW THREADS 3.1 3.1.1 V-Thread -60° 3.1.2 Buttress -45° - either thread type = 1 mark 3.1.3 Acme -29°/Square thread -90° 3.1.4 Whitworth -55° (4 x 1) (4) 3.2 Single-start screw thread is a single helical groove cut in a rod.
It is commonly used for bolts and nuts.
Multi-start screw thread is two or more helical grooves cut in a rod. It is used where quick movement is required as in sluice valves, gas valves and a fly press. (2 x 1)
(2) 3.3 D = 0,75 x P D = 0,75 x 2,5 = 1,88 mm (1) [7] QUESTION 4: HAND TOOLS 4.1 Pipe wrench 4.2 Multi-grips/Vice-grips 4.3 Shifting spanner (Shifter)/Adjustable wrench 4.4 Stilson wrench/Bobbejaan spanner 4.5 Open-end spanner/Open-jaw spanner/Flat spanner (5 x 1) [5]
MARKING GUIDELINE -5- T640(E)(J27)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
QUESTION 5: METALS AND PLASTICS 5.1 COLOUR of the spark
The FORM of the spark
The DISTANCE the spark travels from the grinding source (3 x 1)
(3) 5.2 5.2.1 Properties
Very light
Soft, ductile and malleable
High electrical and thermal conductivity (Any 1)
(1) Applications
Engine blocks.
V-grooved pulleys, etc (Any 1)
(1) 5.2.2 Properties
Soft
Brittle
Corrosion resistant
Low tensile strength (Any 1)
(1) Applications
To cover mild steel roof sheats.
To be used in the manufacturing of brass, etc. (Any 1)
(1) 5.3 Low carbon steel
Medium carbon steel
High carbon steel (3 x 1)
(3) 5.4 It has a very high friction resistance.
It is very light in weight.
It is easy to handle.
It provides a smooth surface.
It is non-magnetic. (Any 2 x 1)
(2) [12]
MARKING GUIDELINE -6- T640(E)(J27)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
QUESTION 6: MARKING OFF 6.1.1 Reference line/Datum line is a line from which marking-off is done. 6.1.2 Reference point/Datum point is a specific point from which a
construction or marking-off is done.
(2 x 1) (2) 6.2 Copper sulphate consisting of copper sulphate, or
Blue vitriol dissolved in distilled water to which is added a few drops of sulphuric acid
Marking blue consisting of methylated spirits in which is dissolved some shellac and gentian violet – this is used on machined surfaces. (Any 2 x 1)
(2) 6.3 V-block
Angle plate (Any 1)
(1)
[5] QUESTION 7: KEYS AND KEYWAYS 7.1 7.1.1
7.1.2
(2 x 2) (4) 7.2 Shaper machine – grooving tool
Slotting machine – slotting
Milling – end mill cutter
Milling side-and-face cutter
Milling with Woodruff cutter (Any 2 x 1)
(2) [6]

MARKING GUIDELINE -7- T640(E)(J27)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
QUESTION 8: FASTENERS 8.1 Locking wire – used when there are several screws in close proximity on a
small pitch circle as with a flywheel on its shaft; prevents fasteners from vibrating loose, falling into delicate/sensitive parts of a machine or engineering system.
8.2 Allen screws – are headless with a hexagon hole at the top to fit Allen keys 8.3 Drive screws – are used where it is impractical to use rivets. They are made
of high tensile steel and are hardened when driven into a drilled hole of the correct size with a hammer.
8.4 Circlips – used to prevent axial or end movement of parts (retainer) (4 x 1) [4] QUESTION 9: HAND TAPS, STOCKS AND DIES AND REAMERS
Parallel reamer
Taper reamer
Expanding reamer
Adjustable reamer
Machine reamer
[5]
TOTAL SECTION A: 60
MARKING GUIDELINE -8- T640(E)(J27)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
SECTION B: MACHINES AND CUTTING TOOLS Candidates must answer only FOUR questions in this section. QUESTION 10: DRILLING MACHINES 10.1 Cooling
Increases tool life
Correct sizing
Lubricates
Good finish
Corrosion-resistance to prevent staining and corrosion of the workpiece and machine.
Washes dirt and shavings away from the workplace (Any 3 x 1)
(3) 10.2 (1) (1) (1)
S=ΠDN ; N = S = 30 = 795,8 RPM ΠD Π x 0,012
(3) 10.3 10.3.1 False 10.3.2 True 10.3.3 True 10.3.4 True (4 x 1) (4) [10] QUESTION 11: GRINDERS AND MACHINE CUTTING TOOLS 11.1 Material you have to grind and its hardness.
The amount of material you must remove and the finish you require.
Whether you have to do wet or dry grinding.
The wheel speed. The wheel speed affects the choice of the grade.
The area of grinding contact.
The severity of the grinding operation. (Any 5 x 1)
(5) 11.2 Parting tool (1) 11.3 11.3.1
11.3.2 11.3.3
Parting tool V-thread cutting tool Boring bar/Internal boring tool
(3 x 1)
(3) 11.4 This is the end of the bed of the lathe which is directly under the chuck of the
bed. It can be removed to make the swing bigger.
(1) [10]
MARKING GUIDELINE -9- T640(E)(J27)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
QUESTION 12: CENTRE LATHE 12.1 12.1.1
12.1.2 12.1.3
Saddle Apron Cross slide
(3 x 1) (3) 12.2 The swing (distance from bed to centre of chuck).
The distance between centres. (2 x 1)
(2) 12.3 Compound slide
Taper turning attachment
Tailstock setover (3 x 1)
(3) 12.4 The set-up time to manufacture one part is a loss.
Purchase price – expensive.
Maintenance – repair costs
Needs to be programmed before use (Any 2 x 1) (2)
[10] QUESTION 13: MILLING MACHINE 13.1 Machine flat surfaces or profile or shaped surfaces
Drilling
Boring
Gear-cutting
Helical or corkscrew-like shapes
Vertical work
Slotting or grooving (Any 4 x 1)
(4) 13.2 13.2.1
13.2.2 13.2.3
Arbor bracket Over ram Arbor
(3 x 1) (3) 13.3 13.3.1
13.3.2 13.3.3
Arbor bracket – supports the arbor Over ram – holds the arbor assembly and cutter(s) Arbor – holds the cutter and is connected to the spindle for rotation
(3 x 1) (3) [10]
MARKING GUIDELINE -10- T640(E)(J27)T FITTING AND MACHINING THEORY N1
Copyright reserved
QUESTION 14: SHAPING MACHINE 14.1 14.2 14.3 14.4 14.5 14.6 14.7 14.8 14.9 14.10
Tool post Clapper box block Tool slide Swivel base Ram Clamp lever Frame Table Cross rail Base
(10 x 1) [10]
TOTAL SECTION B: GRAND TOTAL:
40 100
Copyright reserved Please turn over
T620(E)(N11)T
NOVEMBER EXAMINATION
NATIONAL CERTIFICATE
FITTING AND MACHINING THEORY N1
(11021871)
11 November 2014 (Y-Paper) 13:00–16:00
This question paper consists of 10 pages and 1 formula sheet.

(11021871) -2- T620(E)(N11)T
Copyright reserved Please turn over
DEPARTMENT OF HIGHER EDUCATION AND TRAINING REPUBLIC OF SOUTH AFRICA
NATIONAL CERTIFICATE FITTING AND MACHINING THEORY N1
TIME: 3 HOURS MARKS: 100
NOTE: If you answer more than the required number of questions only the
required number of questions will be marked. All work you do not want to be marked must be clearly crossed out.
INSTRUCTIONS AND INFORMATION 1. 2. 3. 4. 5. 6. 7.
ALL the questions in SECTION A must be answered, except QUESTION 1 where either QUESTION 1.1 or QUESTION 1.2 must be answered. Answer any FOUR questions from SECTION B. Read ALL the questions carefully. Number the answers according to the numbering system used in this question paper. ALL the sketches must be neat, reasonably large and in good proportion. ALL sketches must be labelled. Write neatly and legibly.
(11021871) -3- T620(E)(N11)T
Copyright reserved Please turn over
SECTION A (GENERAL PRACTICE)
ALL the questions in this section must be answered, except QUESTION 1, where either QUESTION 1.1 or QUESTION 1.2 must be answered.
QUESTION 1: OCCUPATIONAL SAFETY
1.1 1.1.1 Name THREE methods which you will apply to promote safe working conditions in a workshop.
(3)
1.1.2 State TWO reasons for wearing gloves in a machine workshop. (2) [5]
OR
1.2 Briefly answer the following questions as applicable to Regulation 4.4.1 in connection with supplying a complaint book as described in the Minerals Act No. 50 of 1991.
1.2.1 Where must the complaint book be kept? (1)
1.2.2 What kinds of complaints are entered into the complaints book? (2)
1.2.3 Who must inspect this book and how often? (2) [5]
QUESTION 2: MEASURING INSTRUMENTS
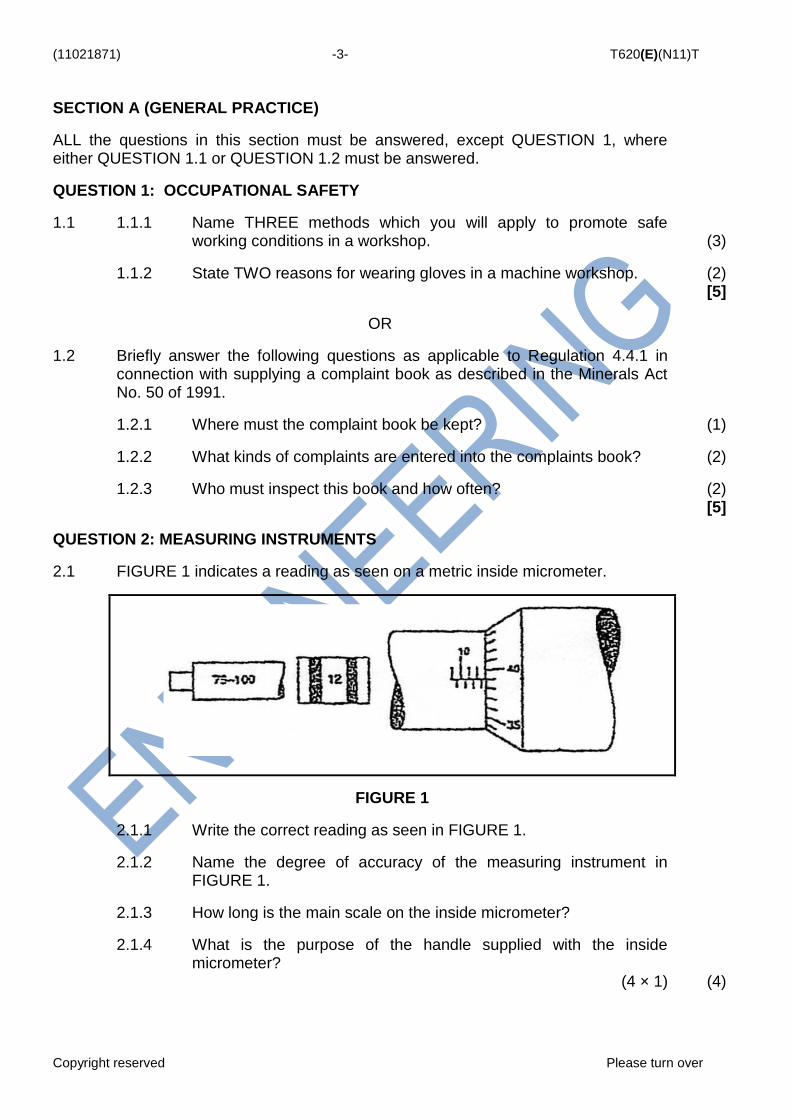
2.1 FIGURE 1 indicates a reading as seen on a metric inside micrometer.
FIGURE 1
2.1.1 Write the correct reading as seen in FIGURE 1.
2.1.2 Name the degree of accuracy of the measuring instrument in FIGURE 1.
2.1.3 How long is the main scale on the inside micrometer?
2.1.4 What is the purpose of the handle supplied with the inside micrometer?
(4 × 1)
(4)
(11021871) -4- T620(E)(N11)T
Copyright reserved Please turn over
2.2 Make a neat enlarged drawing of only the reading of the following measuring
instruments:
2.2.1 A metric depth micrometer 18,24 mm (4) 2.2.2 A vernier protractor 26°55' (3)
[11] QUESTION 3: SCREW TREADS Make a neat drawing and also indicate the included angle of the following screw thread profiles:
3.1 V-screw thread 3.2 Square screw thread 3.3 Acme screw thread
(3 × 2)
[6] QUESTION 4: HAND TOOLS State the use of each of the following hand tools as used in industry: 4.1 Soft-faced hammer 4.2 Second-cut file 4.3 Flat chisel 4.4 Centre punch 4.5 General purpose pliers 4.6 Chain tongs
(6 × 1)
[6]
(11021871) -5- T620(E)(N11)T
Copyright reserved Please turn over
QUESTION 5: METALS AND PLASTIC 5.1 Name TWO types of cast iron and state where they are used. (4) 5.2 Explain the difference between hardening and case hardening. (2) 5.3 Name the composition, ONE property and ONE use of the following non-
ferrous alloys:
5.3.1 Brass 5.3.2 Bronze
(2 × 3)
(6) [12]
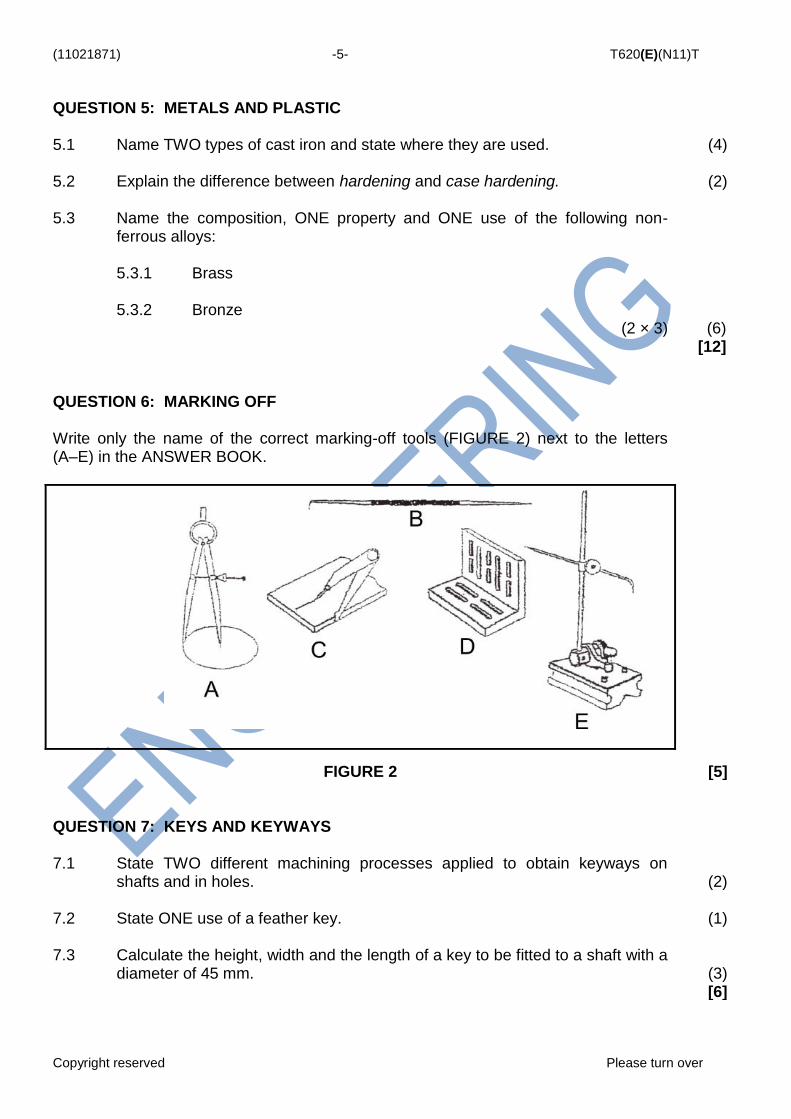
QUESTION 6: MARKING OFF Write only the name of the correct marking-off tools (FIGURE 2) next to the letters (A–E) in the ANSWER BOOK.
FIGURE 2 [5] QUESTION 7: KEYS AND KEYWAYS 7.1 State TWO different machining processes applied to obtain keyways on
shafts and in holes.
(2) 7.2 State ONE use of a feather key. (1) 7.3 Calculate the height, width and the length of a key to be fitted to a shaft with a
diameter of 45 mm.
(3) [6]
(11021871) -6- T620(E)(N11)T
Copyright reserved Please turn over
QUESTION 8: FASTENERS Explain the use of each of the following fastening devices in industry: 8.1 Locking wire 8.2 Alien screws 8.3 Drive screws 8.4 Cir-clips
(4 × 1)
[4] QUESTION 9: HAND TAPS, DIES AND REAMERS 9.1 State TWO thread-cutting faults with taps and explain how you would rectify
these faults.
(4) 9.2 How can one distinguish between a left-hand tap and a right-hand tap? (1)
[5] TOTAL SECTION A: 60
(11021871) -7- T620(E)(N11)T
Copyright reserved Please turn over
SECTION B (MACHINE CUTTING TOOLS AND MACHINES) Answer any FOUR questions from this section. QUESTION 10: DRILLING MACHINES 10.1 State THREE reasons for using cutting fluids on a drilling machine when
drilling holes.
(3) 10.2 The cutting speed for mild steel is 30 meters per minute and the spindle
speed was 800 rpm. Calculate the diameter of the drill that was being used to drill the hole.
(3)
10.3 Indicate whether the following statements are TRUE or FALSE. Choose the
answer and write only 'true' or 'false' next to the question number (10.3.1–10.3.4) in the ANSWER BOOK.
10.3.1 The process that makes provision for a 60 degree screw head to
be flushed with the surface of a work piece is known as counter boring.
10.3.2 The feed of the drill on a sensitive drilling machine is transferred by
means of a plain lever on which a pinion is fitted and meshed in with a rack.
10.3.3 To remove a straight shank drill from a drilling machine spindle a
taper drill drift is used.
10.3.4 Drill bits up to 50 mm in diameter may be used on a column drilling
machine. (4 × 1)
(4) [10]
(11021871) -8- T620(E)(N11)T
Copyright reserved Please turn over
QUESTION 11: GRINDING MACHINES AND MACHINE CUTTING TOOLS 11.1 Explain what is meant by positive rake and negative rake when working with
cutting tools.
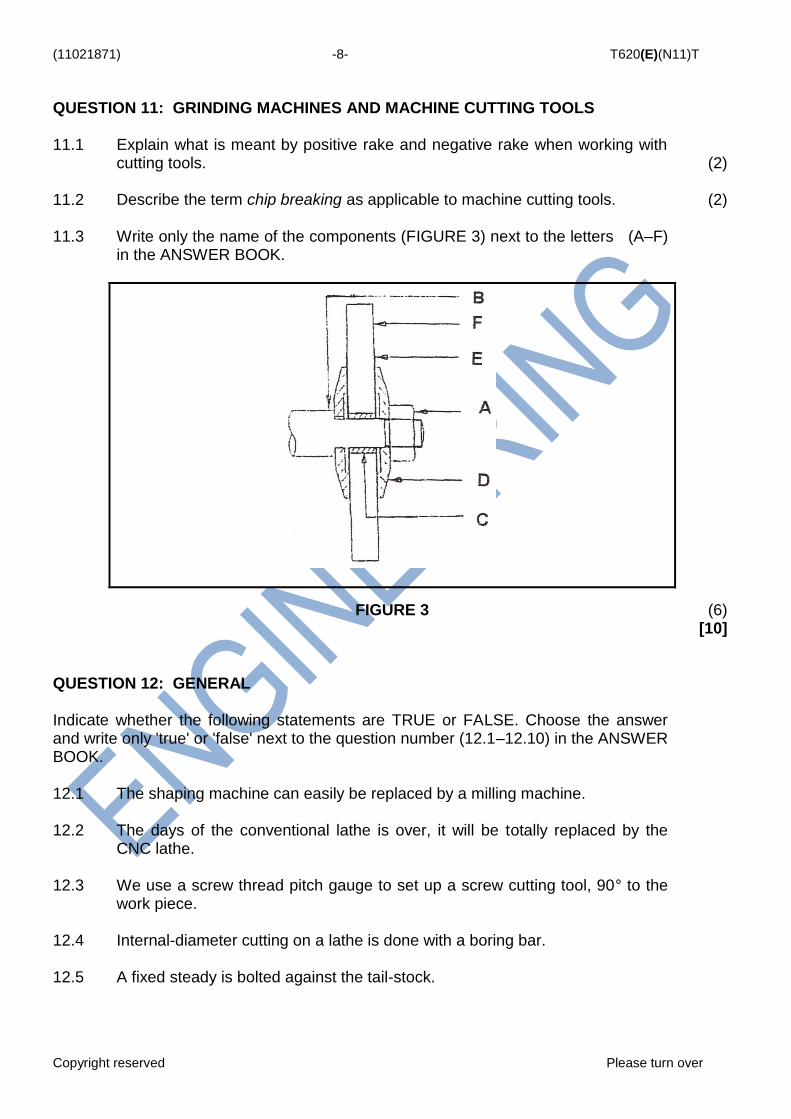
(2) 11.2 Describe the term chip breaking as applicable to machine cutting tools. (2) 11.3 Write only the name of the components (FIGURE 3) next to the letters (A–F)
in the ANSWER BOOK.
FIGURE 3 (6) [10]
QUESTION 12: GENERAL Indicate whether the following statements are TRUE or FALSE. Choose the answer and write only 'true' or 'false' next to the question number (12.1–12.10) in the ANSWER BOOK.
12.1 The shaping machine can easily be replaced by a milling machine. 12.2 The days of the conventional lathe is over, it will be totally replaced by the
CNC lathe.
12.3 We use a screw thread pitch gauge to set up a screw cutting tool, 90° to the
work piece.
12.4 Internal-diameter cutting on a lathe is done with a boring bar. 12.5 A fixed steady is bolted against the tail-stock.
(11021871) -9- T620(E)(N11)T
Copyright reserved Please turn over
12.6 A 3–jaw-chuck's running speed is faster than a 4–jaw-chuck. 12.7 If you are strong enough, you can hold a thin piece of plate by hand for drilling
work.
12.8 A Huntington dresser is being used to cut the front surface of the grinding
wheel straight again.
12.9 If the gap between grinding wheel and work rest is more than 3 mm, it means
that the grinding wheel is worn out.
12.10 The speed with a hacksaw is ±120 strokes per minute.
(10 × 1)
[10] QUESTION 13: CENTRE LATHE 13.1 The centre lathe can be used to perform various types of operations.
Name THREE of these operations.
(3)
13.2 Name THREE advantages of using an independent four-jaw chuck on the
centre lathe.
(3) 13.3 Give TWO reasons why preference is sometimes given to a rotating/running
centre instead of a fixed centre.
(2) 13.4 State TWO disadvantages of the CNC lathe when compared with the
conventional lathe.
(2) [10]
(11021871) -10- T620(E)(N11)T
Copyright reserved Please turn over
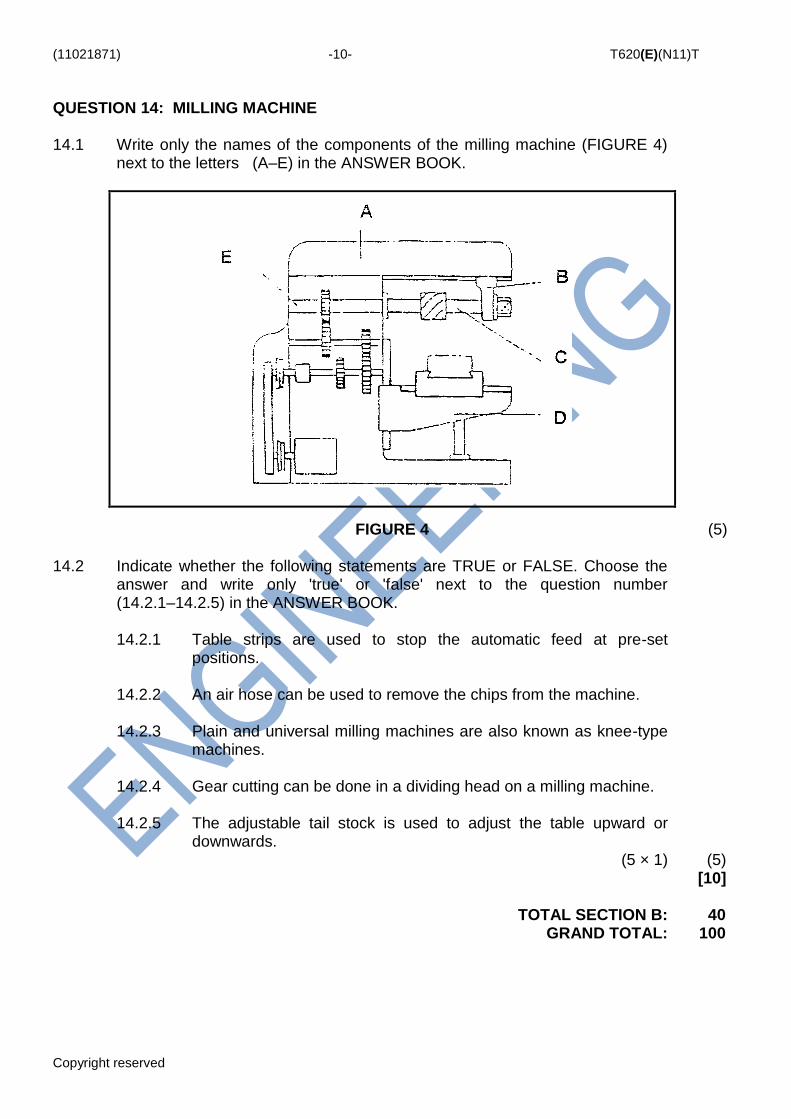
QUESTION 14: MILLING MACHINE 14.1 Write only the names of the components of the milling machine (FIGURE 4)
next to the letters (A–E) in the ANSWER BOOK.
FIGURE 4 (5) 14.2 Indicate whether the following statements are TRUE or FALSE. Choose the
answer and write only 'true' or 'false' next to the question number (14.2.1–14.2.5) in the ANSWER BOOK.
14.2.1 Table strips are used to stop the automatic feed at pre-set
positions.
14.2.2 An air hose can be used to remove the chips from the machine. 14.2.3 Plain and universal milling machines are also known as knee-type
machines.
14.2.4 Gear cutting can be done in a dividing head on a milling machine. 14.2.5 The adjustable tail stock is used to adjust the table upward or
downwards. (5 × 1)
(5) [10]
TOTAL SECTION B:
GRAND TOTAL: 40
100
(11021871) -11- T620(E)(N11)T
Copyright reserved Please turn over
FORMULA SHEET
Any applicable formula may also be used.
1. NDV
2. w = feed/stroke × strokes/min × t
3. Strokes/min = strokeofLength
S × Ratio
4. 6
Dh
5. 4
Dw
Copyright reserved Please turn over
NATIONAL CERTIFICATE
NOVEMBER EXAMINATION
FITTING AND MACHINING THEORY N1
11 NOVEMBER 2014
This marking guideline consists of 10 pages.
MARKING GUIDELINE
MARKING GUIDELINE -2- T620(E)(N11)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
SECTION A QUESTION 1: OCCUPATIONAL SAFETY 1.1 1.1.1 Advertise and propagate correct techniques by means of
demonstration boards.
Prepare the worker by teaching him to know his work thoroughly.
Stress the necessity of proper lighting.
Maintenance of electric cables and electric hand tools
Protection of machinery blades
Workshop conditions and the prevention of accidents by keeping floors and walkways clear (Any 3 × 1)
(3)
1.1.2 To carry or lift objects with sharp edges
To prevent cuts from sharp edges
To prevent burns from hot items
To prevent chemical burns when handling hazardous chemicals
To improve grip when handling objects (Any 2 × 1)
(2) [5]
OR
1.2 1.2.1 At each change room (1) 1.2.2 Complaints on safety or health conditions (2) 1.2.3 Competent person appointed by the manager on a daily basis (2)
[5]
MARKING GUIDELINE -3- T620(E)(N11)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
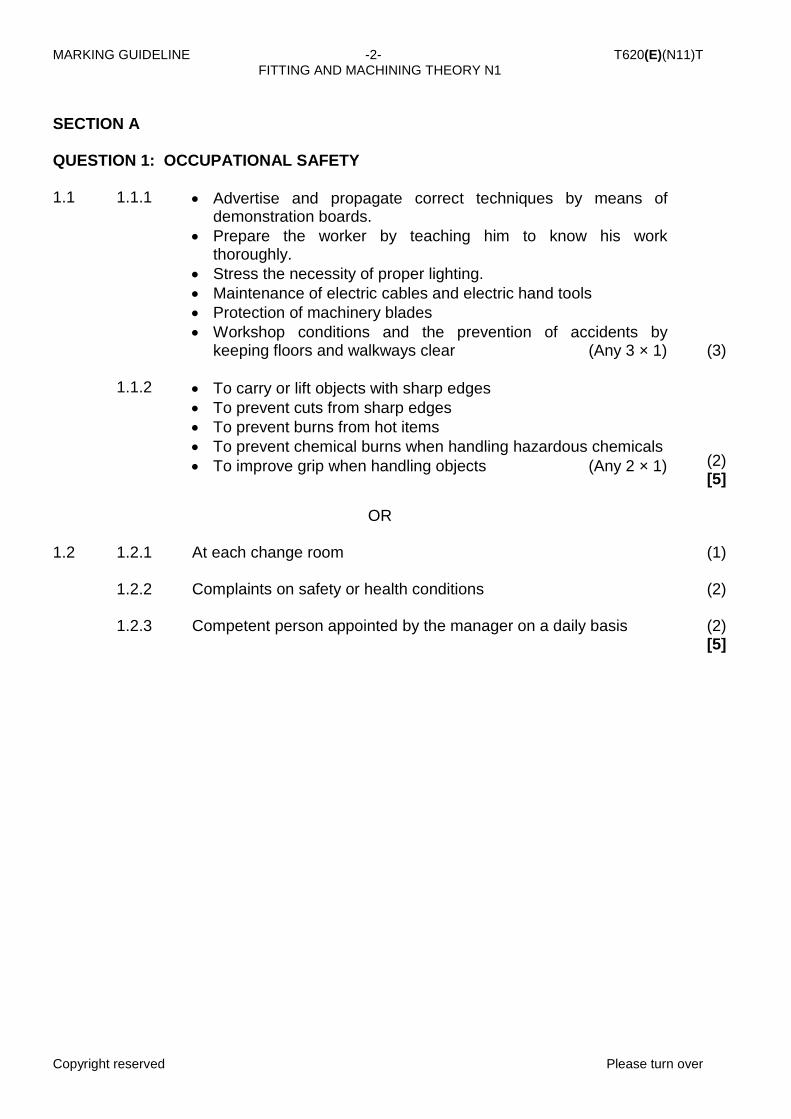
QUESTION 2: MEASURING INSTRUMENTS 2.1 2.1.1 99,89 mm 2.1.2 0,01 mm 2.1.3 13 mm 2.1.4 A long handle is supplied for taking measurements at the back of
deep-diameter holes.
(4)
2.2 2.2.1
(4)
2.2.2
(3)
[11]
MARKING GUIDELINE -4- T620(E)(N11)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
QUESTION 3: SCREW THREADS
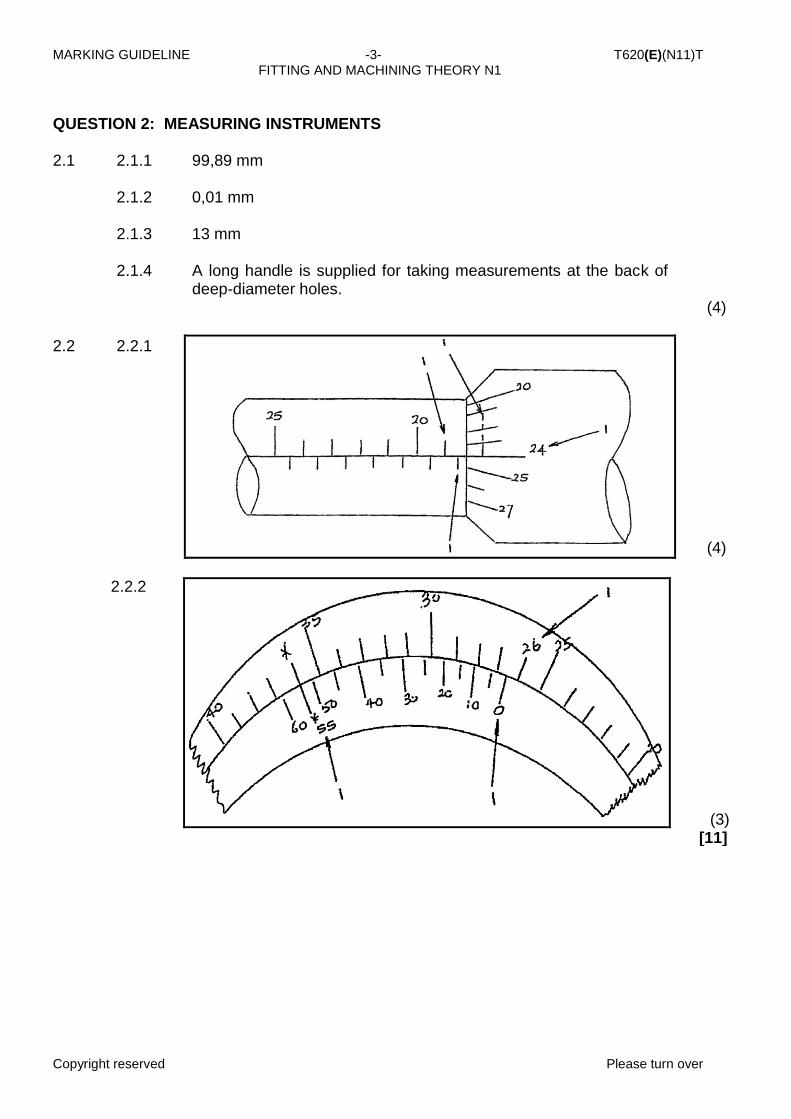
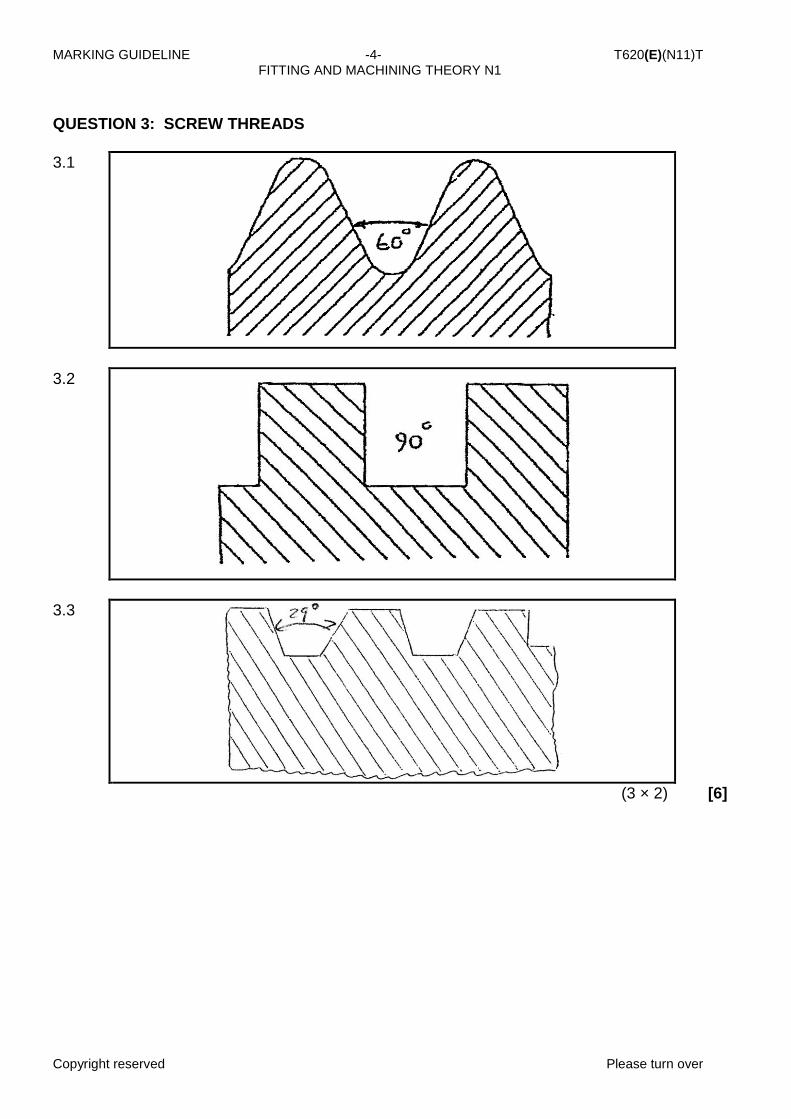
3.1
3.2
3.3
(3 × 2) [6]
MARKING GUIDELINE -5- T620(E)(N11)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
QUESTION 4: HAND TOOLS 4.1 Soft-face hammers are used to hammer delicate workpieces with finished
surfaces.
4.2 We use a second-cut grade file to rough out hard metals and to file the work-
piece to almost size.
4.3 To cut or shave material of sheet metal or to thin metal down by removing
material from the sides of the workpiece.
4.4 To mark off holes which must be drilled. 4.5 It is used to grip small cylindrical or flat sheet metal workpieces or use them to
bend wire and thin sheet metal.
4.6 Chain tongs are used for gripping and turning pipes.
(6 × 1)
[6] QUESTION 5: METALS AND PLASTICS 5.1 Grey cast iron – machine tools, machine beds, and frames, engine blocks,
marking-off tables, surface plates. White cast iron – Crushing equipment – Grinding mills
– Cams
(4)
5.2 Hardening – The whole workpiece is hardened and produces a hard wear-
resistant part.
Case hardening – It produces a hard outer skin or surface with a soft inner core to handle shock loads.
(2)
5.3 5.3.1 Brass – copper and zinc
Properties: Low melting point Strong and ductile Corrosion resistant Uses : Wire rods Tubes Water fittings Bolts and nuts
MARKING GUIDELINE -6- T620(E)(N11)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
5.3.2 Bronze – copper and tin
Properties – Resistant wear – Corrosion resistant
Uses : – Gears – Valves – Machine bearings
– Pump impellers One mark for composition One mark for one property One mark for one use
(2 × 3)
(6) [12]
QUESTION 6: MARKING-OFF A – Divider B – Scriber C – Jenny calliper, odd-leg caliper D – Angle plate E – Surface gauge
(5 × 1)
[5]
QUESTION 7: KEYS AND KEYWAYS 7.1 Shaping machine – with rigid boring bar or solid grooving tool
Milling machine – with slotting attachment or using side or face cutter
(1)
7.2 The feed shaft for a lathe
The lifting spindle of a jack
A tailstock spindle, where the key prevents the spindle from turning (Any 2 × 1)
(2)
7.3 D = 45 mm
RTC = H&W D 45 H = --------- = ------------- = 7,5 mm 6 6 D 45 W = -------- = ------------- = 11,25 mm 4 4 L = 1,5 D = 1,5 × 45 = 67,5 mm
(3) [6]
MARKING GUIDELINE -7- T620(E)(N11)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
QUESTION 8: FASTENERS 8.1 Locking wire – When there are several screws in close proximity on a small
pitch circle
8.2 Allen screws – Used to retain a knob, collar or pulley on a shaft. 8.3 Drive screws – are used when it is impractical to use rivets. 8.4 Cir-clips – Are used to prevent axial or end movement of parts
(4 × 1)
[4] QUESTION 9: HAND TAPS, STOCKS, DIES AND REAMERS 9.1 The drilled hole is too small or large: Drill the hole to the correct size.
The tap is not square in the hole. Keep the tap in an upright position and test it for squareness.
Tap wrench is not used correctly. Use correct pressure on the tap wrench so that when the thread starts the tap draws or pulls itself into the hole.
Cutting fluid is not used: Use a suitable cutting fluid for the type of material being tapped.
The tap is turned after the bottom of the hole is reached.
Only turn the tap until the correct depth is reached.
Excessive material is not cleared away often enough.
Turn the tap in an anticlockwise direction as often as possible and clear excess material away. (Any 4 × 1)
(4)
9.1 The letter L is usually stamped on the shank of the left tap. (1)
[5] TOTAL SECTION A: 60
MARKING GUIDELINE -8- T620(E)(N11)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
SECTION B ANSWER ANY FOUR OF THE FOLLOWING QUESTIONS FROM THIS SECTION QUESTION 10: DRILLING MACHINES 10.1 The drill is cooled
Higher cutting speeds may be obtained
Cuttings are washed away
A smooth finish is provided
Corrosion is prevented
The workpiece is cooled (Any 3 × 1)
(3)
10.2
mmN
mm
N
SD
D
SN
12
94,11
800
300001
0001
0001
(3)
10.3 10.3.1 False 10.3.2 True 10.3.3 False 10.3.4 True
(4 × 1)
(4) [10]
QUESTION 11: GRINDING MACHINES AND MACHINE CUTTING TOOLS 111.1 Positive rake is when the wedge angle is less than 90 degrees.
Negative rake is when the cutting edge is strong and the wedge is strong and the wedge angle is 90 degrees.
(2)
11.2 In order for affluent material coming off in long continuous chips and making
handling dangerous, a chip breaker provides chip control. The action of the chip breaker forces the chip into a tighter spiral than it will normally form, this work hardens the chip, making it sufficiently brittle to break up into short lengths which are easily disposed of.
(2)
11.3 A – Side-roughing tool
B – Knife tool C – Screw-cutting tool D – Grooving tool E – Parting tool (6 × 1)
(6) [10]
MARKING GUIDELINE -9- T620(E)(N11)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
QUESTION 12: GENERAL 12.1 True 12.2 False 12.3 False 12.4 True 12.5 False 12.6 True 12.7 False 12.8 True 12.9 True 12.10
True (10 × 1)
[10]
QUESTION 13: CENTRE LATHE 13.1 General turning
Taper turning
Internal turning operation
Drilling operation
Facing
Screw-thread cutting (Any 3 × 1)
(3)
13.2 The four-jaw independent chuck has considerable gripping powder
allowing the operator to take heavy cuts.
The jaws can hold a wide range of irregular shapes.
You can set workpieces to run concentrically or eccentrically.
The chuck stays accurate, even if it is worn.
You can readily do facing or boring. (Any 3 × 1)
(3)
13.3 The rotating centre cannot damage the centre hole.
Less friction between centre and centre hole.
(2)
13.4 The setup time to manufacture one part is a loss.
It is more expensive.
It costs a lot to repair. (Any 2 × 1)
(2) [10]
MARKING GUIDELINE -10- T620(E)(N11)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
QUESTION 14: MILLING MACHINE 14.1 A – Overarm
B – Arbor support C – Arbor D – Knee E – Spindle (5 × 1)
(5)
14.2 14.2.1
14.2.2 14.2.3 14.2.4 14.2.5
True False True True False
(5 × 1)
(5) [10]
TOTAL SECTION B:
GRAND TOTAL: 40
100
Copyright reserved Please turn over
T620(E)(J21)T
AUGUST EXAMINATION
NATIONAL CERTIFICATE
FITTING AND MACHINING THEORY N1
(11021871)
21 July 2014 (Y-Paper) 13:00–16:00
This question paper consists of 8 pages and 1 formula sheet.
(11021871) -2- T620(E)(J21)T
Copyright reserved Please turn over
DEPARTMENT OF HIGHER EDUCATION AND TRAINING REPUBLIC OF SOUTH AFRICA
NATIONAL CERTIFICATE FITTING AND MACHINING THEORY N1
TIME: 3 HOURS MARKS: 100
NOTE: If you answer more than the required number of questions, only the
required number of questions will be marked. All work you do not want to be marked must be clearly crossed out.
INSTRUCTIONS AND INFORMATION 1. 2. 3. 4. 5. 6. 7.
ALL the questions in SECTION A must be answered, except QUESTION 1 where either QUESTION 1.1 or QUESTION 1.2 must be answered. Answer any FOUR questions in SECTION B. Read ALL the questions carefully. Number the answers correctly according to the numbering system used in this question paper. All the sketches must be neat, reasonably large and in good proportion. All sketches must be labelled. Write neatly and legibly.

(11021871) -3- T620(E)(J21)T
Copyright reserved Please turn over
SECTION A: GENERAL PRACTICE ALL the questions in this section must be answered, except QUESTION 1, where either QUESTION 1.1 or QUESTION 1.2 must be answered.
QUESTION 1: OCCUPATIONAL SAFETY 1.1 Name FIVE safety precautions to bear in mind when using hand tools.
OR 1.2 Briefly describe the following regulation as applicable to the Minerals Act,
1991 (Act 50 of 1991).
Regulation 4.7.1 Intoxicated person. [5] QUESTION 2: MEASURING INSTRUMENTS 2.1 Make a neat, enlarged drawing of only the reading of the following measuring
instruments:
2.1.1 A metric depth micrometer 6, 46 mm 2.1.2 A vernier caliper gauge 5,26 mm
(2 x 4) (8) 2.2 State TWO practical uses of a dial test indicator. (2) 2.3 Name the degree of accuracy of a vernier height gauge. (1)
[11] QUESTION 3: SCREW THREADS 3.1 In practice various types of screw threads are used for specific purposes.
Name THREE of these different screw threads known to you and also name the included angle of each.
(3)
3.2 Explain the difference between a single–start screw thread and a multi-start
screw thread.
(2) 3.3 Calculate the depth of M20 x 2,5 screw tread, M20 being the diameter and 2,5
being the pitch in millimetres
(1) [6]
(11021871) -4- T620(E)(J21)T
Copyright reserved Please turn over
QUESTION 4: HANDTOOLS 4.1 When you buy a new file, you must name the characteristics of that specific
file. It is called the classification of a file. State the FOUR classification factors.
(4)
4.2 What advantages does the extension piece give the socket and the ratchet
wrench?
(1) 4.3 Explain how the tension is adjusted on a hacksaw blade. (1)
[6] QUESTION 5: METALS AND PLASTICS 5.1 Choose a description from COLUMN B that matches a metal item in
Column A. Write only the letter (A–F) next to the question number (5.1.1–5.1.5) in the ANSWER BOOK.
A=METALS
B=COMPOSITION, PROPERTIES & USES
5.1.1 5.1.2 5.1.3 5.1.4 5.1.5
Aluminium Zinc Solder Stainless steel Bronze
A.
B.
C. D.
E.
F.
difficult to deform with a hammer consist of copper and tin very light and used for motor vehicle parts corrosion resistant and used on roof sheets low melting point and used to join electrical wires high tensile strength and is light
(5)
5.2 Give FIVE alloying elements that can be added to steel to give it a specific
property.
(5) 5.3 We use nylon in engineering because it has specific properties.
Name THREE of these properties.
(3) [13]
(11021871) -5- T620(E)(J21)T
Copyright reserved Please turn over
QUESTION 6: MARKING OFF Explain the function of the following marking-off equipment 6.1 Dotting punch. 6.2 Heigh gauge 6.3 Scriber 6.4 Angle plate.
(4 x 1) [4] QUESTION 7: KEYS AND KEYWAYS 7.1 Calculate the height, the width and the length of a feather key, when a 45 mm
diameter shaft must be keyed to a pulley.
(3) 7.2 Draw a neat drawing of the above calculated feather key with its dimensions. (3)
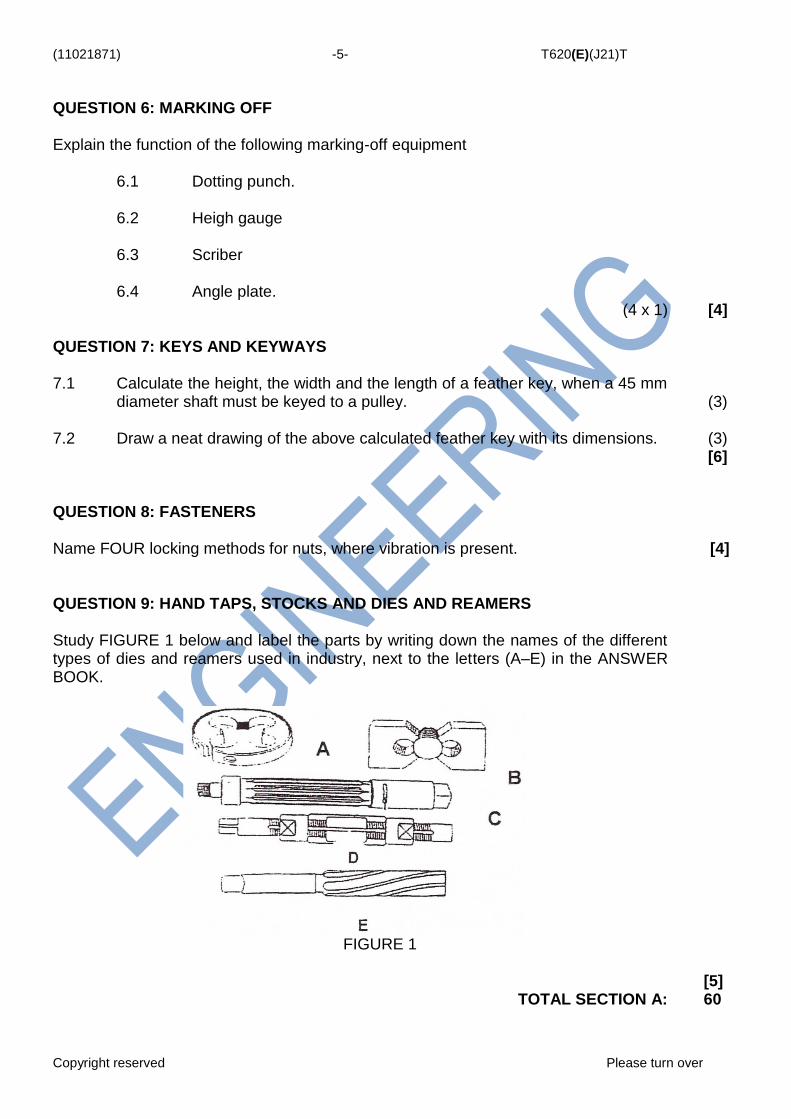
[6] QUESTION 8: FASTENERS Name FOUR locking methods for nuts, where vibration is present. [4] QUESTION 9: HAND TAPS, STOCKS AND DIES AND REAMERS Study FIGURE 1 below and label the parts by writing down the names of the different types of dies and reamers used in industry, next to the letters (A–E) in the ANSWER BOOK.
FIGURE 1
TOTAL SECTION A:
[5] 60
(11021871) -6- T620(E)(J21)T
Copyright reserved Please turn over
SECTION B: MACHINE CUTTING TOOLS AND MACHINES Answer any FOUR questions in this section QUESTION 10: DRILLING MACHINES 10.1 Describe THREE factors of a drill point, to be taken into account to perform a
drilling operation efficiently.
(3) 10.2 Name THREE methods that can used to clamp a work piece on a drilling
machine table.
(3) 10.3 Briefly describe how the spindle speed on the sensitive drilling machine can
be changed.
(1) 10.4 The following details are known to an apprentice:
The drill diameter - 14 mm The number of holes to be drilled – 6 The cutting speed of steel is 30 m/min. Calculate the spindle speed in revolutions per min to drill the six holes.
(3) [10]
QUESTION 11: GRINDING MACHINES AND MACHINE CUTTING 11.1 State FIVE factors to be considered before selecting a grinding wheel for a
specific job.
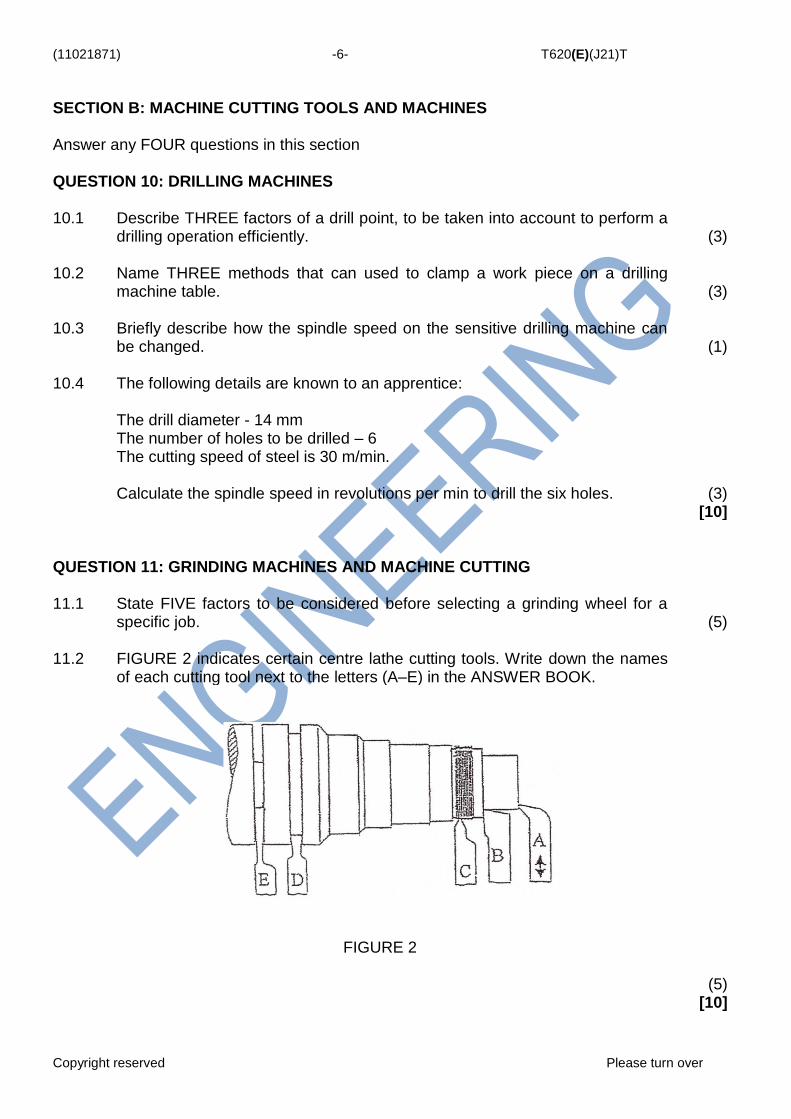
(5) 11.2 FIGURE 2 indicates certain centre lathe cutting tools. Write down the names
of each cutting tool next to the letters (A–E) in the ANSWER BOOK.
FIGURE 2 (5)
[10]
(11021871) -7- T620(E)(J21)T
Copyright reserved Please turn over
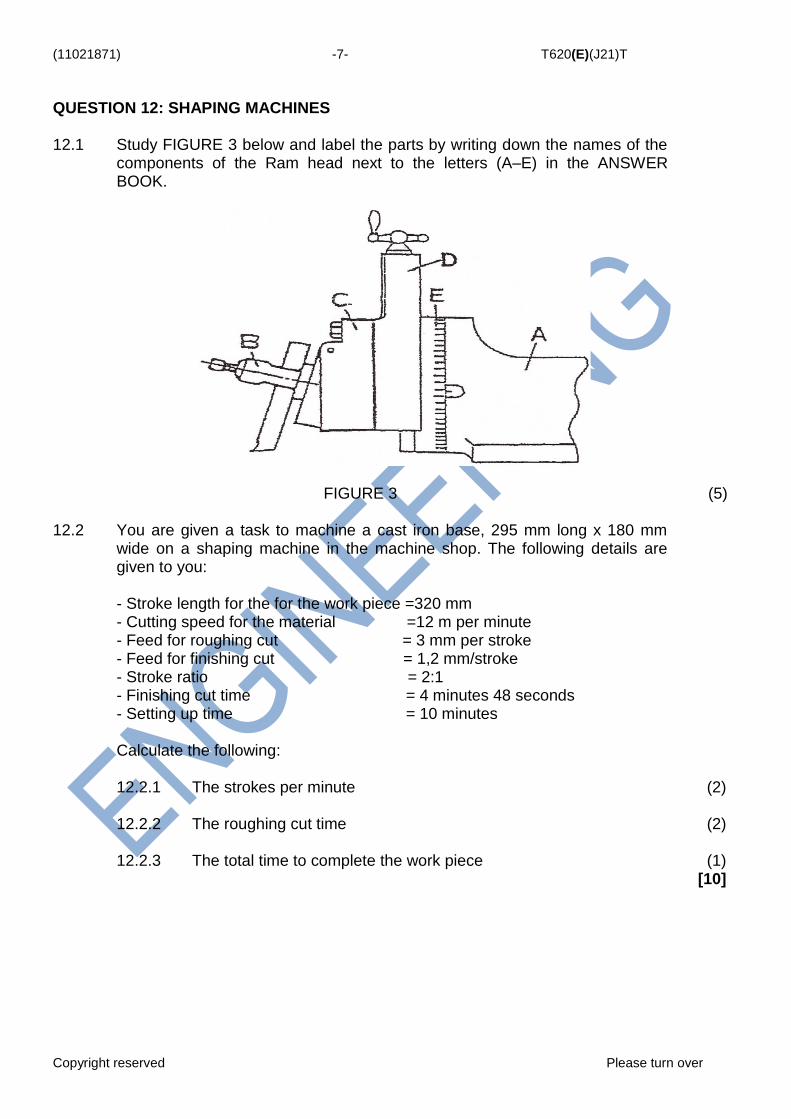
QUESTION 12: SHAPING MACHINES 12.1 Study FIGURE 3 below and label the parts by writing down the names of the
components of the Ram head next to the letters (A–E) in the ANSWER BOOK.
FIGURE 3 (5)
12.2 You are given a task to machine a cast iron base, 295 mm long x 180 mm
wide on a shaping machine in the machine shop. The following details are given to you:
- Stroke length for the for the work piece =320 mm
- Cutting speed for the material =12 m per minute - Feed for roughing cut = 3 mm per stroke - Feed for finishing cut = 1,2 mm/stroke - Stroke ratio = 2:1 - Finishing cut time = 4 minutes 48 seconds - Setting up time = 10 minutes Calculate the following:
12.2.1 The strokes per minute (2) 12.2.2 The roughing cut time (2) 12.2.3 The total time to complete the work piece (1)
[10]

(11021871) -8- T620(E)(J21)T
Copyright reserved Please turn over
QUESTION 13: CENTRE LATHE 13.1 Describe the purpose of a gap bed on a centre lathe in the machine shop. (1) 13.2 Study FIGURE 4 below and label the parts of the tail stock of a centre lathe
by writing down the names next to the letters (A–D) in the ANSWER BOOK
FIGURE 4 (4) 13.3 State the purpose of the half nut and name also the type of screw thread it is
made up of when using the centre lathe.
(2) 13.4 State TWO disadvantages of the CMC lathe compared to the conventional
lathe in a machine shop.
(2) 13.5 State ONE function of a pipe centre as used on a centre lathe. (1)
[10] QUESTION 14: THE MILLING MACHINE 14.1 State TWO safety precautions applicable when working on a milling machine. (2) 14.2 Name FOUR components you would find on a milling machine and describe
the function of each.
(8) [10]
TOTAL SECTION B: GRAND TOTAL:
40 100
D
B
(11021871) -9- T620(E)(J21)T
Copyright reserved Please turn over
FITTING AND MACHINING THEORY N1
FORMULA SHEET
Any applicable formula may also be used.
1. NDV
2. w = feed/stroke × strokes/min × t
w = toevoer/slag × slae/min × t
3. Strokes/min = strokeofLength
S × Ratio
Slae/min = slagvanLengte
S × Verhouding
4. 6
Dh
5. 4
Dw
Copyright reserved Please turn over
NATIONAL CERTIFICATE
AUGUST EXAMINATION
FITTING AND MACHINING THEORY N1
21 July 2014
This marking guideline consists of 8 pages.
MARKING GUIDELINE
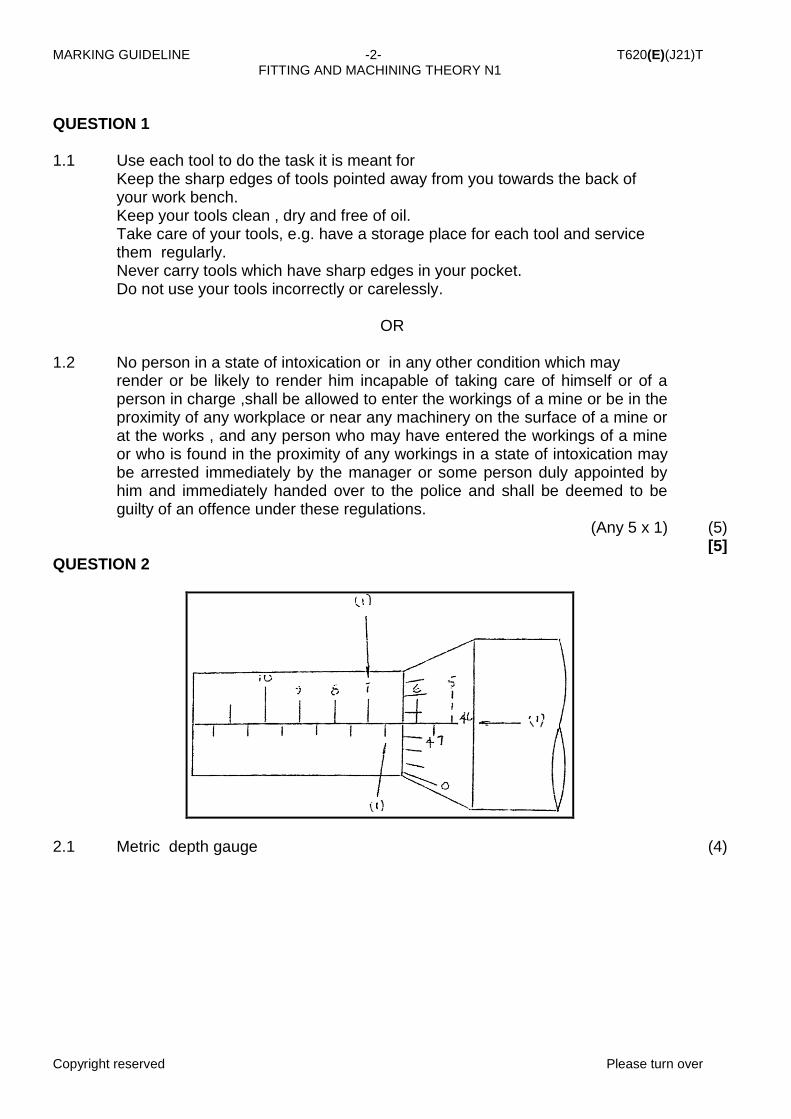
MARKING GUIDELINE -2- T620(E)(J21)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
QUESTION 1 1.1 Use each tool to do the task it is meant for
Keep the sharp edges of tools pointed away from you towards the back of your work bench. Keep your tools clean , dry and free of oil. Take care of your tools, e.g. have a storage place for each tool and service them regularly. Never carry tools which have sharp edges in your pocket. Do not use your tools incorrectly or carelessly.
OR
1.2 No person in a state of intoxication or in any other condition which may
render or be likely to render him incapable of taking care of himself or of a person in charge ,shall be allowed to enter the workings of a mine or be in the proximity of any workplace or near any machinery on the surface of a mine or at the works , and any person who may have entered the workings of a mine or who is found in the proximity of any workings in a state of intoxication may be arrested immediately by the manager or some person duly appointed by him and immediately handed over to the police and shall be deemed to be guilty of an offence under these regulations.
(Any 5 x 1)
(5) [5]
QUESTION 2
2.1 Metric depth gauge (4)
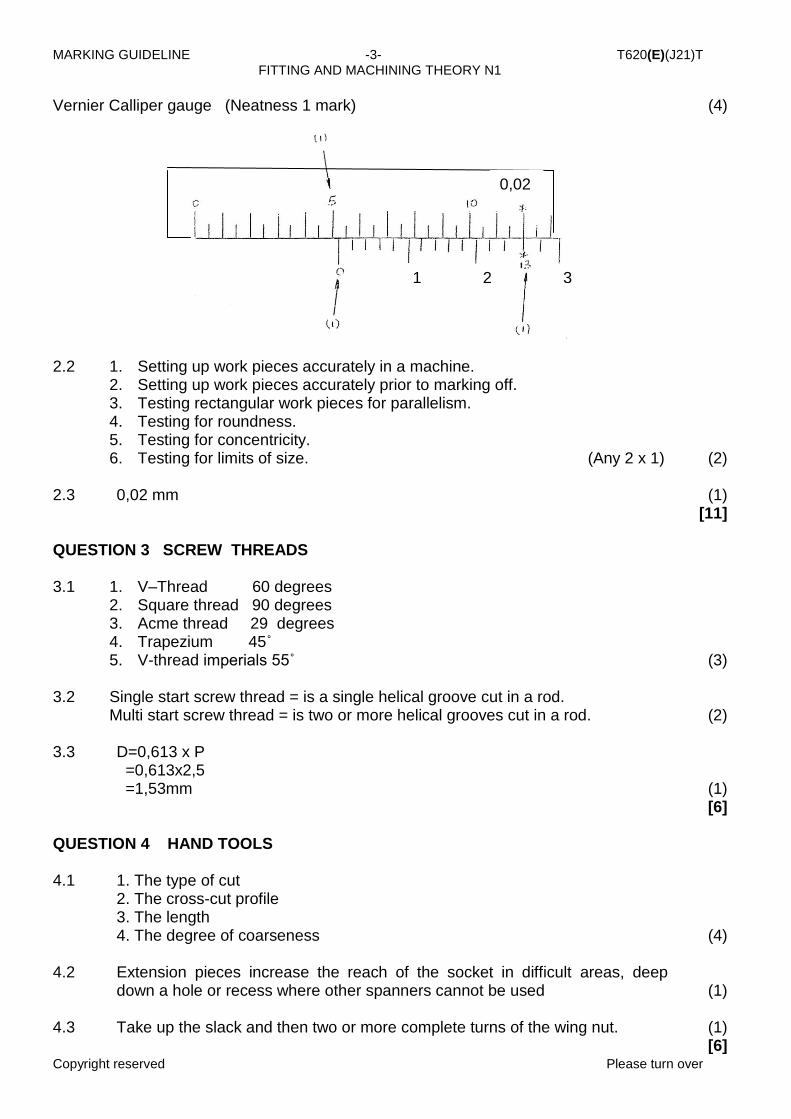
MARKING GUIDELINE -3- T620(E)(J21)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
Vernier Calliper gauge (Neatness 1 mark) (4)
2.2 1. Setting up work pieces accurately in a machine.
2. Setting up work pieces accurately prior to marking off. 3. Testing rectangular work pieces for parallelism. 4. Testing for roundness. 5. Testing for concentricity. 6. Testing for limits of size. (Any 2 x 1)
(2)
2.3 0,02 mm (1)
[11] QUESTION 3 SCREW THREADS 3.1 1. V–Thread 60 degrees
2. Square thread 90 degrees 3. Acme thread 29 degrees 4. Trapezium 45˚ 5. V-thread imperials 55˚
(3)
3.2 Single start screw thread = is a single helical groove cut in a rod.
Multi start screw thread = is two or more helical grooves cut in a rod.
(2) 3.3 D=0,613 x P
=0,613x2,5 =1,53mm
(1) [6]
QUESTION 4 HAND TOOLS 4.1 1. The type of cut
2. The cross-cut profile 3. The length 4. The degree of coarseness
(4)
4.2 Extension pieces increase the reach of the socket in difficult areas, deep
down a hole or recess where other spanners cannot be used
(1) 4.3 Take up the slack and then two or more complete turns of the wing nut. (1)
[6]
0,02
1 2 3
MARKING GUIDELINE -4- T620(E)(J21)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
QUESTION 5 METALS AND PLASTICS 5.1 A Aluminium = very light and used for motor vehicle parts.
B Zinc = corrosion resistant and used on roof sheets C Solder = low melting point and used to join electrical wires D Stainles steel= difficult to deform by a hammer. E Bronz = consists of copper and tin.
(5)
5.2 Carbon , Manganese , Nickel , Chromium , Vanadium , Tungsten ,
Kobalt , Molybdenum.
(5) 5.3 No need for a lubricant
Maintenance free
Very light in weight
Easily machineable
Can withstand a lot of shock.
(3) [13]
QUESTION 6 MARKING OFF 6.1 6.1 To punch dots on the scribed cross lines. 6.2 To scribe horizontal lines on metal. 6.3 To scribe lines on metal with the aid, for example, of a square. 6.4 To support the the workpiece for mark off
(4 x 1) [4] QUESTION 7 KEYS AND KEY WAYS 7.1
D 45 H = ---------------- = -------------- = 7 , 5 mm 6 6 D 45 W = -------------- = ---------------- = 11,25 mm
4 4 L=1,5D =1,5x45 =67,5 mm
(3)
MARKING GUIDELINE -5- T620(E)(J21)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
7.2
(3) [6]
QUESTION 8 FASTENERS Locknuts
Castlenut & splitpin Tab washer Spring washer Locking plate Star washer (Any 4 x 1)
[4]
QUESTION 9 HAND TAPS , STOCKS , DIES AND REAMERS A – Circular split die
B - Two piece rectangular die C - Expanding reamer D - Adjustable reamer E - Hand reamer
[5]
TOTAL SECTION A: 60
68
8
MARKING GUIDELINE -6- T620(E)(J21)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
SECTION B : MACHINE CUTTING TOOLS AND MACHINES ANSWER ANY FOUR OF THE FOLOWING QUESTIONS IN THIS SECTION QUESTION 10 10.1 Must have a clearance angle
Angle both sides must be equal (59˚)
Cutting edges must be of equal length
Cutting point must be of same length
Web angle must be between cutting 120˚-130˚
Edge must be sharp (Any 3 x 1)
(3)
10.2 Machine vice
Angle plate V–blocks Clamps
(3)
10.3 The spindle speed can be changed by adjusting the position of the V-belt on
the stepped pulleys
(1) 10.4 S=πdn
N=S πD =30 πx =682.1 r.p.m
(3) [10]
QUESTION 11 GRINDING MACHINES AND MACHINE CUTTING TOOLS 11.1 The material you have to grind and its hardness
The amount of material you must remove and the finish you require Whether you have to do wet or dry grinding The speed of the wheel The area of the grinding operation The severity of the grinding operation (Any 5 x 1)
(5)
11.2 A – Side roughing tool-facing tool
B − Knife tool to cut diameters. C − Screw cutting tool D – Grooving tool or parting tool. E – Parting tool
(5) [10]
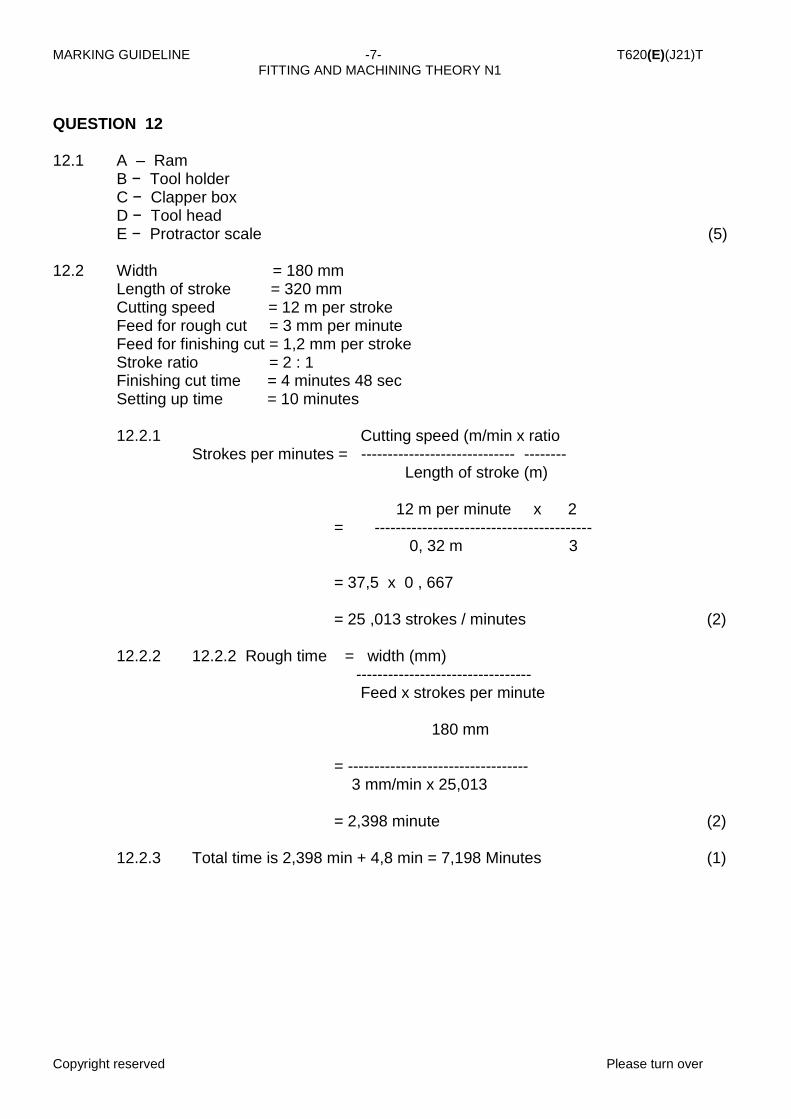
MARKING GUIDELINE -7- T620(E)(J21)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
QUESTION 12 12.1 A – Ram
B − Tool holder C − Clapper box D − Tool head E − Protractor scale
(5)
12.2 Width = 180 mm
Length of stroke = 320 mm Cutting speed = 12 m per stroke Feed for rough cut = 3 mm per minute Feed for finishing cut = 1,2 mm per stroke Stroke ratio = 2 : 1 Finishing cut time = 4 minutes 48 sec Setting up time = 10 minutes
12.2.1 Cutting speed (m/min x ratio
Strokes per minutes = ----------------------------- -------- Length of stroke (m) 12 m per minute x 2 = ----------------------------------------- 0, 32 m 3 = 37,5 x 0 , 667 = 25 ,013 strokes / minutes
(2)
12.2.2 12.2.2 Rough time = width (mm)
--------------------------------- Feed x strokes per minute 180 mm = ---------------------------------- 3 mm/min x 25,013 = 2,398 minute
(2)
12.2.3 Total time is 2,398 min + 4,8 min = 7,198 Minutes (1)
MARKING GUIDELINE -8- T620(E)(J21)T FITTING AND MACHINING THEORY N1
Copyright reserved Please turn over
QUESTION 13 CENTRE LATHE 13.1 To allow bigger work pieces that can normally not swing over the bed to
be machined
(1) 13.2 A – The centre, to supporting a long work piece
B – Locking level, to lock spindle C – Adjusting screws to move tailstock across its own bed D – Handle to turn spindle forward and backwords
(4) 13.3 When engaged it grips onto the lead screw while cutting screw threads on
the lathe. Acme thread
(2)
13.4 The set up time to manufacture one part is a loss
It is more expensive It costs a lot to repair
(2)
13.5 Pipe centre – used to support pipes, tubes and work pieces with large holes in
their ends.
(1) [10]
QUESTION 14 MILLING MACHINE 14.1 - Wear proper clothing and approved safety goggles
- Never reach over or near the rotating cutter - Keep your eyes focussed on the cutting process - Make sure the feed is not too fast (Any 2 x 1)
(2)
14.2 Spindle − provides drive to the arbor and cutters
Arbor – drives and holds the cutters in the correct position Arbor support – fits and clamps the over arm to align and support the arbor Over arm – provides support and correct alignment for the arbor Column – Supports and guide the knee vertically Table trips – Trip the automatic feed at pre-set positions Adjustable footstock – support the work piece on the opposite side of the dividing head Bracing arms – provide better support to the arbor and prevents vibration and chatter when heavy cuts are made
(8) [10]
TOTAL SECTION B: GRAND TOTAL
40 100

















![Pandemic Influenza H1 N1 & H5 N1 V2[1]](https://img.pdfslide.us/doc/110x75/546c3dddb4af9f8e2c8b50a1/pandemic-influenza-h1-n1-h5-n1-v21.jpg)











