Embed Size (px)
Citation preview

UNIVERSIDAD CENTRAL DE VENEZUELA
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA MECÁNICA
DEPARTAMENTO DE TECNOLOGÍA DE PRODUCCIÓN
PRODUCCIÓN II
Distribución de una Planta Fabricadora de Asientos de Automóviles de Fibra de Coco
Autores:
Luis Bello C.I: 20.327.085
Eduardo Palacios C.I: 21.615.074
Prof. Rafael D'Andrea
Mayo, 2014

Índice
Introducción.......................................................................................................................................1
Marco Teórico....................................................................................................................................2
Distribución de Planta....................................................................................................................2
Objetivo de la distribución de planta.............................................................................................2
Principios básicos de la distribución de planta...............................................................................3
Tipos de distribución en planta......................................................................................................3
Factores que afectan a la distribución en planta............................................................................5
Metodología de la distribución de planta......................................................................................6
Diagrama de Recorrido...................................................................................................................7
Definiciones y símbolos del diagrama de proceso..........................................................................8
Normas Utilizadas..............................................................................................................................9
Proceso de Fabricación de los Asientos de Automóviles..................................................................16
Características de la Producción...................................................................................................17
Diagrama de Análisis de Operaciones..............................................................................................19
Distribución de Planta......................................................................................................................21
Diagrama de Recorrido....................................................................................................................22
Dimensionado de Áreas de la Planta y Justificación.........................................................................25
Descripción de la Planta...............................................................................................................25
Distribución de personal en la planta..........................................................................................30
Conclusiones....................................................................................................................................32
Bibliografía.......................................................................................................................................33


Introducción
En el proceso de distribución y planificación de cualquier empresa o planta, se debe realizar un análisis donde se comprendan diversos factores como la viabilidad, económicos, sociales, tecnológicos, los procesos internos, el mercado, entre otros. De esta manera a la hora de planificar la distribución de la planta o establecer una línea de producción de la misma, se deben cumplir una serie de requerimientos, donde se permite explotar al máximo cada factor propuesto, de tal manera que se garantice satisfacer cada exigencia de la mejor manera posible. Así se garantiza que la distribución garantice el funcionamiento de la planta de la manera más eficiente.
En el siguiente trabajo analizaremos los diferentes requerimientos para realizar la distribución de una planta que se dedica a la fabricación de asientos de automóviles utilizando como materia prima la fibra de coco. En el cual explicaremos paso por paso, los métodos usados en la evaluación de los diferentes factores a contemplar en el diseño de la misma. A su vez se dará explicación de las normas que regulan el proceso.
Por último, se realizará un plano de distribución de planta, se mostrará un diagrama de recorrido y se mostraran todos los procesos involucrados en la fabricación de asientos usando la fibra de coco como materia prima. Logrando de esta manera mostrar la manera más eficiente de realizar la distribución de la planta y como son los procesos involucrado en ella.
1

Marco Teórico
Distribución de Planta
La distribución de planta consiste en seleccionar el arreglo más eficiente de las instalaciones físicas, con el fin de lograr la mayor eficiencia el combinar los recursos para producir un árticulo o servicio. Se aplica a la selección de la disposición de las instalaciones físicas no sólo de las fábricas, sino también de las oficinas, hospitales, aeropuertos, centros comerciales y todo tipo de instalación.
Por distribución en planta se entiende como la ordenación física de los elementos industriales. Esta ordenación, ya practicada o en proyecto, incluye, tanto los espacios necesarios para el movimiento de materiales, almacenamiento, trabajadores indirectos y todas las otras actividades o servicios, así como el equipo de trabajo y el personal de taller.
Objetivo de la distribución de planta
“La misión del diseñador es encontrar la mejor ordenación de las áreas de trabajo y del equipo en aras a conseguir la máxima economía en el trabajo al mismo tiempo que la mayor seguridad y satisfacción de los trabajadores.”
La distribución en planta implica la ordenación de espacios necesarios para movimiento de material, almacenamiento, equipos o líneas de producción, equipos industriales, administración, servicios para el personal, etc.
Los objetivos de la distribución en planta son:
1. Integración de todos los factores que afecten la distribución. 2. Movimiento de material según distancias mínimas. 3. Circulación del trabajo a través de la planta. 4. Utilización “efectiva” de todo el espacio. 5. Mínimo esfuerzo y seguridad en los trabajadores. 6. Flexibilidad en la ordenación para facilitar reajustes o ampliaciones.
2

Principios básicos de la distribución de planta
1. Principio de la satisfacción y de la seguridad.
A igualdad de condiciones, será siempre más efectiva la distribución que haga el trabajo más satisfactorio y seguro para los trabajadores.
2. Principio de la integración de conjunto.
La mejor distribución es la que integra a los hombres, materiales, maquinaria, actividades auxiliares y cualquier otro factor, de modo que resulte el compromiso mejor entre todas estas partes.
3. Principio de la mínima distancia recorrida.
A igualdad de condiciones, es siempre mejor la distribución que permite que la distancia a recorrer por el material sea la menor posible.
4. Principio de la circulación o flujo de materiales.
En igualdad de condiciones, es mejor aquella distribución que ordene las áreas de trabajo de modo que cada operación o proceso esté en el mismo orden o secuencia en que se transformen, tratan o montan los materiales.
5. Principio del espacio cúbico.
La economía se obtiene utilizando de un modo efectivo todo el espacio disponible, tanto en horizontal como en vertical.
6. Principio de la flexibilidad.
A igualdad de condiciones será siempre más efectiva la distribución que pueda ser ajustada o reordenada con menos costo o inconvenientes.
Tipos de distribución en planta
Distribución por posición fija.
El material permanece en situación fija y son los hombres y la maquinaria los que confluyen hacia él.
3

1. Proceso de trabajo: Todos los puestos de trabajo se instalan con carácter provisional y junto al elemento principal ó conjunto que se fabrica o monta.
2. Material en curso de fabricación: El material se lleva al lugar de montaje ó fabricación.
3. Versatilidad: Tienen amplia versatilidad, se adaptan con facilidad a cualquier variación.
4. Continuidad de funcionamiento: No son estables ni los tiempos concedidos ni las cargas de trabajo. Pueden influir incluso las condiciones climatológicas.
5. Incentivo : Depende del trabajo individual del trabajador. 6. Cualificación de la mamo de obra: Los equipos suelen ser muy convencionales,
incluso aunque se emplee una máquina en concreto no suele ser muy especializada, por lo que no ha de ser muy cualificada.
Distribución por proceso. Las operaciones del mismo tipo se realizan dentro del mismo sector.
1. Proceso de trabajo: Los puestos de trabajo se sitúan por funciones homónimas. En algunas secciones los puestos de trabajo son iguales. y en otras, tienen alguna característica diferenciadora, cómo potencia, r.p.m.
2. Material en curso de fabricación: El material se desplaza entre puestos diferentes dentro de una misma sección. ó desde una sección a la siguiente que le corresponda. Pero el itinerario nunca es fijo.
3. Versatilidad: Es muy versátil. siendo posible fabricar en ella cualquier elemento con las limitaciones inherentes a la propia instalación. Es la distribución más adecuada para la fabricación intermitente ó bajo pedido, facilitándose la programación de los puestos de trabajo al máximo de carga posible.
4. Continuidad de funcionamiento: Cada fase de trabajo se programa para el puesto más adecuado. Una avería producida en un puesto no incide en el funcionamiento de los restantes, por lo que no se causan retrasos acusados en la fabricación.
5. Incentivo: El incentivo logrado por cada operario es únicamente función de su rendimiento personal.
6. Cualificación de la mano de obra: Al ser nulos, ó casi nulos, el automatismo y la repetición de actividades. Se requiere mano de obra muy cualificada.
Distribución por producto.
4

El material se desplaza de una operación a la siguiente sin solución de continuidad (Líneas de producción, producción en cadena).
1. Proceso de trabajo: Los puestos de trabajo se ubican según el orden implícitamente establecido en el diagrama analítico de proceso. Con esta distribución se consigue mejorar el aprovechamiento de la superficie requerida para la instalación.
2. Material en curso de fabricación: EL material en curso de fabricación se desplaza de un puesto a otro, lo que conlleva la mínima cantidad del mismo (no necesidad de componentes en stock) menor manipulación y recorrido en transportes, a la vez que admite un mayor grado de automatización en la maquinaria.
3. Versatilidad: No permite la adaptación inmediata a otra fabricación distinta para la que fue proyectada.
4. Continuidad de funcionamiento: El principal problema puede que sea lograr un equilibrio ó continuidad de funcionamiento. Para ello se requiere que sea igual el tiempo de la actividad de cada puesto, de no ser así, deberá disponerse para las actividades que lo requieran de varios puestos de trabajo iguales. Cualquier avería producida en la instalación ocasiona la parada total de la misma, a menos que se duplique la maquinaria. Cuando se fabrican elementos aislados sin automatización la anomalía solamente repercute en los puestos siguientes del proceso.
5. Incentivo: El incentivo obtenido por cada uno de los operarios es función del logrado por el conjunto, ya que el trabajo está relacionado ó íntimamente ligado.
6. Cualificación de mano de obra: La distribución en línea requiere maquinaria de elevado costo por tenderse hacia la automatización. por esto, la mano de obra. no requiere una cualificación profesional alta.
7. Tiempo unitario: Se obtienen menores tiempos unitarios de fabricación que en las restantes distribuciones.
Factores que afectan a la distribución en planta.
1. Materiales (materias primas, productos en curso, productos terminados). Incluyendo variedad, cantidad, operaciones necesarias, secuencias, etc.
2. Maquinaria. 3. Trabajadores. 4. Movimientos (de personas y materiales). 5. Espera (almacenes temporales, permanentes, salas de espera). 6. Servicios (mantenimiento, inspección, control, programación, etc)
5

7. Edificio (elementos y particularidades interiores y exteriores del mismo, instalaciones existentes, etc).
8. Versatilidad, flexibilidad, expansión.
Metodología de la distribución de planta
1. Planear el todo y después los detalles. Se comienza determinando las necesidades generales de cada una de las áreas en
relación con las demás y se hace un distribución general de conjunto. Una vez aprobada esta distribución general se procederá al ordenamiento detallado de cada área.
2. Plantear primero la disposición lineal y luego la disposición práctica. En primer lugar se realizar una distribución teórica ideal sin tener en cuenta ningún condicionante. Después se realizan ajustes de adaptación a las limitaciones que tenemos: espacios, costes, construcciones existentes, etc.
3. Planear el proceso y la maquinaria a partir de las necesidades de la producción.
El diseño del producto y las especificaciones de fabricación determinan el tipo de proceso a emplear. Hemos de determinar las cantidades o ritmo de producción de los diversos productos antes de que podamos calcular qué procesos necesitamos. Después de “dimensionar” estos procesos elegiremos la maquinaria adecuada.
4. Planear la distribución basándose en el proceso y la maquinaria. Antes de comenzar con la distribución debemos conocer con detalle el proceso y la maquinaria a emplear, así como sus condicionantes (dimensiones, pesos, necesidades de espacio en los alrededores, etc).
5. Proyectar el edificio a partir de la distribución. La distribución se realiza sin tener en cuenta el factor edificio. Una vez conseguida
una distribución óptima le encajaremos el edificio necesario. No deben hacerse más concesiones al factor edificio que las estrictamente necesarias.
Pero debemos tener en cuenta que el edificio debe ser flexible, y poder albergar distintas distribuciones de maquinaria. Hay ocasiones en que el edificio es más duradero que las distribuciones de líneas que puede albergar.
6

6. Planear con la ayuda de una clara visualización. Los planos, gráficos, esquemas, etc, son fundamentales para poder realizar una
buena distribución.
7. Planear con la ayuda de otros. La distribución es un trabajo de cooperación, entre los miembros del equipo, y
también con los interesados (cliente, gerente, encargados, jefe taller, etc). Es más sencillo conseguir la aceptación de un diseño cuando se ha contado con todos los interesados en la generación del mismo.
8. Comprobación de la distribución. Todos los implicados deber revisar la distribución y aceptarla. Después pueden
seguirse definiendo otros detalles.
9. Vender la distribución. Debemos conseguir que los demás acepten nuestro plan.
Diagrama de Recorrido
Los diagramas son instrumentos que se utilizan para facilitar la tarea de observar, analizar y desarrollar los métodos empleados para ejecutar actividades, estos permiten abordarlas de forma ordenada y metódica. El objetivo de estos es facilitar al analista de método, en la parte de un diseño de un puesto de trabajo o para mejorarlo, presentar de forma clara, sencilla y lógica la información actual (hechos) relacionados con el proceso.
Existen distintos tipos de diagrama entre los que tenemos:
Diagramas de Proceso Diagrama de Operaciones Diagrama de Flujo de Recorrido Diagrama Hombre-Máquina(s) Diagrama de Cuadrillas.
Particularmente, el diagrama de proceso es una representación grafica de los acontecimientos que se producen durante un aserie de acciones u operaciones y de la información concerniente al mismo. Este tipo de diagrama o esquema también pueden
7

referirse, solamente a las operaciones e inspecciones en cuyo caso seria un diagrama de operaciones. Particular utilidad cuando se trata de tener una idea de los trabajos realizados sobre un conjunto de piezas o componentes que constituyen un montaje, grupo o producto.
Definiciones y símbolos del diagrama de proceso
Es la simbología que se utiliza para describir las actividades que se realizan en un proceso cualquiera. Nos permite visualizar en forma general qué sucede en el proceso. Con fines analíticos y para ayudar a encontrar y eliminar deficiencias es conveniente clasificar en cinco tipos de acciones que suceden durante un proceso dado. Estas se conocen como: operaciones, transportes, inspecciones, esperas y almacenajes. Las definiciones siguientes completan el significado de esas clasificaciones, bajo el punto de vista de las condiciones en que se encuentran más frecuentemente en la estructuración del proceso.
SímboloActividad Definición
Operación
Se emplea cuando un objeto es modificado en sus características: se está creando, agregando algo o preparando para otra operación, transporte, inspección o almacenaje. Una operación también ocurre cuando se da o recibe información o se está planeando algo
TransporteSe emplea cuando un objeto o grupo de ellos son movidos de un lugar a otro, excepto cuando tales movimientos forman parte de una operación o inspección.
InspecciónSe emplea cuando un objeto o grupo de ellos son examinados para su identificación o para comprobar y verificar la calidad o cantidad de cualesquiera de sus características
DemoraSe emplea cuando se interfiere en el flujo de un objeto o grupo de ellos. Con esto se retarda el siguiente paso planeado.
Almacenamientose emplea cuando un objeto o grupo de ellos son retenidos y protegidos contra movimientos o usos no autorizados
Actividad combinada
Se emplea cuando se desea indicar actividades conjuntas por el mismo operario en el mismo punto de trabajo. Los símbolos empleados para dichas actividades (operación e inspección) se combinan con el círculo inscrito en el cuadro.
8

Normas Utilizadas
Espacio físico:
Según el artículo 11 del "Reglamento de las condiciones de Higiene y Seguridad en el Trabajo" se tiene que:
"Todo local de trabajo deberá cubrir como mínimo las siguientes especificaciones:
a) Para locales industriales, una altura mínima de 3 m. Medida desde el piso hasta la parte inferior del techo o cielo raso.
b) Para oficinas o locales comerciales, una altura mínima de 3 m. Medida desde el piso hasta la parte inferior del techo o cielo raso.
c) Un área de piso libre de 2 m cuadrados por trabajador.d) Diseño apropiado de acuerdo a las operaciones a realizar a fin de evitar la
fatiga de los trabajadores."
El artículo 13 contempla otros espacios físicos inmuebles que deben tomarse en cuenta como escaleras, descansos, rampas, entre otros:
"Las rampas, escaleras y plataformas tendrán la resistencia y las dimensiones necesarias para cumplir sus funciones con seguridad y serán construidas de acuerdo con las normas vigentes sobre la materia. Las rampas para el tránsito de personas no tendrán una pendiente mayor de 15º con respecto a la horizontal y las escaleras de los edificios deben cubrir como mínimo las siguientes especificaciones:
a. Pendientes no mayor de 35º con respecto a la horizontal. b. La altura máxima entre descansos será de 3.75 metros y el largo del
descanso no será menor de 1,10 metros, medidas en dirección de la escalera.
c. La anchura estará de acuerdo con el número de personas que circulan en uno y otro sentido, pero en ningún caso será menos de 1,10 metros.
d. La escalera y sus descansos serán provistos de pasamanos en sus lados expuestos."
9

Baños y Vestuarios:
Del capítulo III del "Reglamento de las condiciones de Higiene y Seguridad en el Trabajo", se establecen las normativas que se deben cumplir en cuanto a higiene en sitios, locales y centros de trabajo.
Según el artículo 87, el servicio sanitario para las industrias debe ser el siguiente:
Especificaciones de baños en las industrias
Nº de trabajadores Retretes Urinarios Lavamanos Duchas
Hombres
1 y 15 1 1 1 1
16-30 2 1 2 2
31-50 2 1 2 3
51-75 2 2 3 3
76-100 4 2 5 5
Mujeres
1 y 15 1 - 1 1
16-30 2 - 2 2
31-50 3 - 2 2
51-75 4 - 3 4
76-100 5 - 3 5
10

Para hombres:
"...Cuando el número de trabajadores sea mayor de 100, se instalará un retrete, un lavamanos y una ducha por cada 35 trabajadores o fracción".
Para mujeres:
"... Cuando el número de trabajadores sea mayor de 100, se instalarán un retrete, un lavamanos y una ducha adicional por cada 35 mujeres o fracción".
Oficinas y locales de comercio:
a) "En locales con área menor de 60 m2 se exigirá un servicio completo de retrete, lavamanos y urinarios".
b) "En los locales con áreas mayor de 60 m2 se exigirá cuartos separados para mujeres y hombres, dotados de las piezas sanitarias que indica la siguiente tabla”.
Cuarto de Aseo Para Hombres
Área Total de Locales (m2)
Retretes Urinarios Lavamanos
Hasta 200 1 1 1
de 201 a 500 2 1 2
de 501 a 1.000 2 2 2
Cuarto de Aseo Para Mujeres
Área Total de Locales (m2)
Retretes Lavamanos
Hasta 200 2 1
de 201 a 500 3 2
de 501 a 1.000 4 2
Aparte del artículo 87, deben tomarse en cuenta los siguientes artículos del
11

"Reglamento de las condiciones de Higiene y Seguridad en el Trabajo" al momento de diseñar una planta.
Artículo 88:
“El espacio mínimo que debe ocupa cada ducha y cada retrete no será menor de 1,20 m2 y la distancia mínima desde el sitio donde están ubicadas hasta la puerta no será menor de 1,40 metros”.
Artículo 89:
“Los retretes y baños se instalarán en compartimiento privado con puertas de cierre automático, separados entre sí por divisiones no menores de 2 metros de altura”.
Artículo 90:
“Los pisos de los cuartos de servicio sanitarios deberán ser construidos de material impermeable, lavable y no resbaladizo y sus paredes estarán revestidas de lozas o material similar hasta una altura de 1,50 metros”.
Artículo 94:
“Los lugares de trabajo donde el tipo de actividad requiere el cambio de ropa deberán estar dotados de salas de vestuarios con área mínima de 5m2
cada una con la debida distinción de sexos y provistos de bancos y asientos en cantidad suficiente. Cuando esta sala sea de uso de más de 5 personas, el área será aumentada en 0,8 m2 por cada persona adicional”.
Artículo 95:
“Los casilleros individuales deberán estar provistos de llaves para guardar las ropas de la calle y de trabajo, con dimensiones mínimas de 0,40 de ancho por 0,50 metros de profundidad y 1,20 metros de altura, con rejillas para la ventilación. Cuando la ropa de trabajo esté expuesta a materiales tóxicos o irritantes, tales casilleros deberán tener dos compartimentos: uno para la ropa de trabajo y otro para la ropa de calle”.
12

Comedores:
Según el artículo 96, las dimensiones de los locales comedores serán calculadas en base al número máximo de personas que lo usarán a un mismo tiempo, con el mínimo siguiente:
Nº de personas EspacioMenor de 30 18,50 m2
31-50 0,70 por persona51-75 0,65 por persona
76-100 0,60 por persona101-200 0,50 por persona201-400 0,45 por persona401-más 0, 35 por persona
Ventilación:
Según el capítulo V del "Reglamento de las condiciones de Higiene y Seguridad en el Trabajo" la ventilación en espacios de trabajo debe cumplir las siguientes normas:
Artículo 122:
"Todo establecimiento, taller o local de trabajo de cualquier naturaleza que sea y sus instalaciones anexas, deberá, tener un de aire no inferior a diez metros cúbicos, por persona y una altura mínima de dos metros sesenta centímetros. Estarán provistos de dispositivos que permitan, sin molestia para los trabajadores, la entrada del aire puro y la evacuación del aire viciado, a razón de treinta metros cúbicos por hora y por trabajador, o una cantidad suficiente para renovar completamente el aire ambiental diez veces por hora,. La velocidad no debe exceder de 15 metros por minuto en los lugares con temperatura efectiva inferior a 20º C, ni de 45 metros por minuto en los lugares con temperatura efectiva hasta 28º C."
Artículo 123:
"En los lugares de trabajo cerrados, se proveerá durante las horas de labor de un sistema de ventilación mecánica que asegure la renovación del aire en las proporciones antes dichas. Las entradas de aire puro estarán
13

ubicadas en lugares opuestos a los sitios por donde se extrae o se expulsa el aire viciado."
Calderas:
Debido a que la planta cuenta con una caldera se deben mencionar algunos de los artículos del "Reglamento de las condiciones de Higiene y Seguridad en el Trabajo" que precisan su normalización. Del Capítulo II "De los equipos y recipientes a presión", sección primera "De los generadores de vapor" tenemos:
Artículo 354:
"Las calderas de vapor, sus accesorios y aditamentos serán construidos de acuerdo con las normas aceptadas por la Comisión Venezolana de Normas Industriales (COVENIN)."
Las normas COVENIN 2218-84 son las establecidas para instalación, inspección y mantenimiento de generadores de vapor.
Artículo 357:
"Toda caldera llevará fijada a ella, en sitio visible, una placa que contenga la siguiente información: a) Nombre del fabricante b) Serial de la caldera. c) Año de fabricación d) Presión de trabajo máximo permisible (K/cm3) e) Temperatura máxima de trabajo (grados centígrados) f) Rata máxima de evaporación (Kg/hr) g) Superficie de transferencia de calor (m2) y h) Fecha de instalación y número de registro del Ministerio del Trabajo."
Artículo 366:
"Las salas de calderas deberán tener como mínimo un espacio libre de 1 metro entre techo y las válvulas o accesorios más sitios de 1,80 metros sobre el pasillo más elevado, que permita en esa forma la operación de todos los aparatos de seguridad que integran la caldera."
14

Artículo 370:
"Alrededor de la caldera habrá un espacio libre mínimo de 1 metro para facilitar tanto las inspecciones como el control y mantenimiento de todas sus partes..."
Hasta ahora se han nombrado los artículos más fundamentales a la hora del diseño de una planta, el espacio que deben tener los inmuebles y con lo que debe contar cada uno. Sin embargo, una vez la planta sea instalada se recomienda la revisión completa del "Reglamento de las condiciones de Higiene y Seguridad en el Trabajo" para verificar que se está cumpliendo con todas las normas que se rigen en nuestro país. Así como también se deben repasar otras leyes importantes como la Ley Orgánica de Prevención, Condiciones, Y Medio Ambiente de Trabajo (LOPCYMAT) también pertenecientes a Inpsasel, las normas COVENIN, y la Ley Orgánica de Trabajo.
15

Proceso de Fabricación de los Asientos de Automóviles
Fase de Desfibración:
El coco (concha externa), es transportado desde un patio externo (a la intemperie) hasta una gran piscina, donde se humedece durante 48 horas. Las conchas humedecidas son trasladadas manualmente a una batería de tres máquinas desfibradoras: aquí se obtiene fibra de primera (larga), fibra de segunda (corta) y como subproducto aserrín. Mediante inspección se separan las fibras y se traslada a un patio de secado externo: una vez secas las fibras se almacenan temporalmente en un espacio cubierto y el aserrín se considera un desecho.
Fase de Rizado:
Las fibras de primera y segunda en mezcla adecuada, se trasladan a la línea semiautomática de Rizado, donde se transforma en mecates, los cuales se reúnen en rollos parciales de cierta longitud y luego se almacenan un par de meses para que las fibras puedan adquirir características de resorte.
Fase de Fabricación con Colchonetas Engomadas (FLEECES):
Los rollos de mecates se trasladan a la línea semiautomática de colchonetas, donde son cortados en resortes elementales y mezclados con látex al 50%. Las colchonetas obtenidas son cortadas en medidas apropiadas y almacenadas para la fase siguiente.
Fase de Moldeo:
Los colchones son cortados según medidas adecuadas a los moldes a utilizar y se colocan manualmente dentro de dichos moldes: estos están ubicados sobre mesas de trabajos y una vez rellenados los moldes se colocan en un horno estático de secado parcial durante varios minutos. A continuación los asientos son desmoldados y se le somete a operaciones de acabado (lijado) y son almacenados temporalmente para la siguiente fase.
16

Fase de Vulcanizado en Autoclave:
Los asientos en lotes se introducen en la hasta copar su capacidad. Después de 30-40 minutos la operación termina y las piezas son almacenadas verticalmente para su comercialización: los asientos adquieren características elásticas que les imprime el látex.
Características de la Producción
Medidas de los Productos:
- 1.20 x 0.60 x 0.10 ; asientos traseros.- 0.60 x 0.60 x 0.10 ; asientos delanteros.
Productos:
Inventario medio: Producción de 05 días hábiles.
Cantidad de producción: 120 juegos de asientos/dia
01 juego esta constituido por 04 piezas (asientos) delanteras y 02 piezas (asientos) traseras.
Las piezas no son apilables.
Materias primas:
Inventario medio: Tambores de látex y otros productos químicos.
20 tambores de 200 litros.
Conchas de coco a granel y a la intemperie.
Plantilla de personal:
17

40 hombres y 40 mujeres.
Máquinas de Producción
- 3 desfibradoras: 2 x 1.5- 1 Línea de rizado: 10 x 2- 1 Línea de Fleeces: 20 x 2- 1 Línea de Moldeo:
- 1 Horno secado: 10 x 1.50- 10 mesas de moldeo: 2 x 1.50
- 1 Autoclave: 6 x 3- 1 Cortadora: 2 x 2- 3 Lijadoras de esmeril- 1 Caldera: 4 x 2
Equipo de transporte:- 1 Montacargas (tambores)- 4 Zorras (mecates, Fleeces)- 4 Carretillas (fibra, aserrín)
Taller de Mantenimiento y Fabricación de Moldes:- 1 torno: 2.4 x 1.3- 1 cizalla: 1 x 1- 1 dobladora: 0.8 x 1.5- 1 sierra de disco: 1 x 1.5- 2 taladros: 0.7 x 1- 1 compresor: 1.5 x 0.5
Otros:- Área de Piscina 40 x 15
18

Diagrama de Análisis de Operaciones
19

PROCESO:
ACTIVIDAD ACTUAL PROPUESTO ECONOMIAOperación
Empieza: TrasladoTermina: DemoraMétodo: Actual/ Propuesto InspecciónProducto/Material/Hombre AlmacenajeFecha: Distancia (m)Operario(s): Tiempo (min)
S í m b o l o s
Almacenamiento de conchas decoco en el patio externo
Transportar las conchas de cocoa la piscina
Manualmente
Sumergir las conchas de coco enla piscina
Sacar las conchas de coco de lapiscina
Traslado de las conchas húmedasa la desfibradora
Manualmente
Colocar las conchas en ladesfibradora
Esperar la culminación del proceso
Clasificar y separar los tipos defibra
Transportar las fibras hasta elpatio externo de secado
Manualmente
Esperar que se sequen las fibras
Transportar el aserrín al camiónde carga
Transportar las fibras hasta elalmacén de fibras
Depositar las fibras en el almacénde fibras
Mezclar adecuadamente las fibrasde primera y de segunda
Transportar las fibras hasta lalínea de rizado
Colocar las fibras en la línea derizado
Esperar la culminación del proceso
Reunir el mecate en rollosparciales
Manualmente
R E S U M E NFabricación de asientos de
fibra de coco para automóviles.
DESCRIPCION Distancia (m)
Tiempo (min)
OBSERVACIONES
20

Inspeccionar la longitud de losrollos de mecate
Transportar los rollos hasta elalmacén de rollo de mecate
Zorra
Esperar hasta que las fibrasadquieran carácter de resorte
Durante 2 meses
Transportar el látex a la línea defleeces
Montacargas
Cargar la máquina con látex Colocar el mecate en la línea defleeces
Manualmente
Esperar la culminación del proceso
Inspeccionar las dimensiones delas colchonetas
Transportar las colchonetas aalmacén de colchones
Zorra
Almacenar las colchonetas Esperar por la siguiente fase Transportar hasta la cortadora ZorraColocar los colchones en lacortadora
Manualmente
Cortar los colchones según lasmedidas especificadas
Colocar dentro de los moldes ManualmenteColocar los moldes en el horno desecado
Manualmente
Esperar el tiempo de secado
Sacar los asientos de los moldes Manualmente
Inspeccionar los asientos
Transportar los asientos hasta laslijadoras
Manualmente
Operación de lijado Traslado de los asientos hasta elalmacén de asientos
Manualmente
Esperar hasta la siguiente fase
Trasnsportar los asientos a lavulcanizadora
Manualmente
Esperar que concluya laoperación
Trasladar los asientos al almacénfinal
Manualmente
Almacenar hasta su comercialización
TOTAL 15 14 10 3 3
21

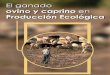
Distribución de Planta
22

Diagrama de Recorrido
23

24

25

Dimensionado de Áreas de la Planta y Justificación
Descripción de la Planta:
En el diseño de la planta se analiza el espacio que se dispone y a sus características. Se puede resaltar aspectos fundamentales sobre las características del terreno; la ubicación del mismo debe ser en zonas de poca precipitaciones ya que existen patios al aire libre para secado, a su vez se debe tomar en cuenta la accesibilidad de la zona para tener la mayor facilidad en el traslado de la materia prima así como en el producto terminado, por último nos referimos al traslado del personal hacia y desde la instalaciones de la misma.
Esta industria contará con una sola entrada y salida controlada para todo tipo de camiones de carga (transporte de materia prima y de productos) y vehículos particulares.
Para realizar una descripción detallada de la empresa procedemos a describir la misma realizando una clasificación por zonas.
Área de Producción:es el espacio de la empresa donde se le aplica a la materia prima, semielaborada o elaborada alguna operación. A su vez se nombran algunos espacios que tienen la función de almacenes temporales
1. Piscina: (600m2) área donde se humedecen las conchas de coco, esta misma posee un borde de al menos dos metros de ancho con el fin de facilitar el traslado de los trabajadores. Esta área contara con dos accesos lo suficientemente anchos para permitir el paso de las carretillas, una para el ingreso de materia prima y otra para el traslado de la materia semielaborada hacia las desfibriladoras. Empleados 4
2. Desfibradoras: (36m2) tres desfibradoras con una separación entre ellas de 1m, con una separación mínima de las paredes de 2m, considerando el área neta como el doble del área de la base (2x1.5c/u), en esta se tiene un área considerable para permitir el acceso de carretillas, y para la inspección de las fibras: Cantidad de Empleados: 4 (3 operarios, 1 inspector).
3. Desechos (aserrín): (50m2) área destinada para el desecho de la producción (aserrín y otros). Cantidad de Empleados: 1.
26

4. Patio de secado: (150m2) en este lugar se procederá al secado de las fibras; este patio se encuentra a la intemperie; Empleados 2.
5. Almacén de fibras: (120 m2) distribuidos en 10x12 m, suponiendo dimensiones análogas al patio contiguo y con una acumulación de material de 0,85m de altura aproximadamente. Lugar cubierto destinado al almacenaje temporal de las fibras, Cantidad de Empleados: 1.
6. Línea de Rizado: (80m2) la línea posee una separación mínima de las paredes de 2m. Cantidad de Empleados: 3 (2 operarios y 1 inspector).
7. Almacén de mecates: (196m2) el almacén de rollos de mecate, situado enfrente de la línea de rizado, fue dotado de 14 estantes para almacenamiento vertical de rollos de mecate, con unas dimensiones de 0,8x2 m (1,6 m2 para cada estante). Se implementó espacio lateral y entre cada fila de estantes para maniobrar las zorras que permiten su transporte. Esto da, con 1,6 m laterales y 3,2 m entre filas un área total de 196 m2; con dimensiones totales de 14x14m.
8. Depósito de látex y otros químicos: (60m2) aquí se almacenan al menos 20 tambores de 200 litros de c/u de Látex; además de otros químicos necesarios. Empleados 1 (maneja el montacargas para el transporte de equipos).
9. Línea de fleeces: (160 m2) son 20x2 pero las colchonetas no deben ser apiladas para evitar que se deformen, se diseñaron estantes de almacenamiento vertical de dimensiones de base 0,9 x 2 m (1,8 m2). Sumándole 2,5 m para la circulación de las zorras, las dimensiones finales son de 14x7,15 m (100 m2). Se requiere gran espacio para la adecuada ventilación del lugar ya que ha sido mezclado con material químico volátil.
10. Almacén de colchonetas: (120m2) En esta zona los empleados son 2 c/u con una zorra para el traslado de entrada y salida del almacén.
11. Taller de moldeo y mantenimiento: (100m2) el taller está provisto de máquinas anteriormente descritas y cuyas dimensiones se expresan en el plano; en este lugar trabajan 4 personas expertas en su manipulación.
12. Sala Cortadora: la cortadora de 4 m2 (2 x 2) por la norma 16 m2, pero se le asigna 36 m2 de (6 x 6) para colocar las colchonetas cortadas. Empleados: 1.
13. Líneas de Moldeo: se asigna un área de 140 m2 (10 x 14), el horno de secado tiene 150 m2 (10 x 1.50), por la norma 60 m^2 más el espacio de las 10 mesas de dimensiones 3 m2 (2 x 1.50) c/u y entre ella hay un espacio de 0.6 m para que los obreros se muevan con facilidad. Empleados:3
27

14. Zona de Acabado: donde se encuentran 3 lijadoras de esmeril asignándole un área de 24 m2 (6 x 4). Empleados: 3.
15. Almacén de asientos: tiene un área de 60m 2 (10 x 6) donde serán almacenados los asientos de forma apiladas y colocados en estantes para utilizar menos espacio.
16. Autoclave: (72 m2) área con cuatro vías de acceso y la separación mínima de la autoclave a las paredes es de 2m. Empleados 2.
17. Caldera: (32m2) se encuentra en un lugar que tiene dos vías de acceso las cuales son las mínimas permitidas; la separación minina de la caldera respecto a las paredes del recinto es de 2m. Empleados 2.
18. Almacén final: los asientos son almacenados verticalmente y no son apilados, el área ocupada por un juego de forma vertical es de 0.48 m2 al día se realizan 120 asientos dando un área de 57.6 m2 y por inventario la producción de 5 días es de 288 m2, se le asigna un área de 288 m2 (16 x 18) aunque estos no puedan ser apilados, se dispondrán estantes de tres niveles, garantizando que en caso de no poder ser retirada la producción a tiempo exista espacio para su almacenamiento.
Área de Laboratorios: En esta área se tiene el laboratorio de control de calidad (64m2) donde labora el Ingeniero encargado del control de calidad del látex y (76m2) donde trabajan un ingeniero Químico y su asistente.
Área de Gerencia y Administración: Este lugar está comprendido por las oficinas relaciones publicas y gerencia.
1. Recepción Y Área de Administrativa: (140m2) en esta zona trabajan 1 recepcionista la Gerente de Recursos Humanos y su secretaria.
2. Oficinas Gerenciales: (200 m2) en estas oficinas laboran 8 personas encargados de las negociaciones, Ing. Industrial, Gerente de Mercadeo entre otros.
Área de servicio y comedor: El número mínimo de metros cuadrados se calcula en función del número de empleados que usan el espacio, en este caso los 80 trabajadores de planta, que requieren un espacio de 0,6x80 personas (48 m2). Para colocar los microondas correspondientes y las áreas de descanso se asignará un área de 80 m2.
Servicio sanitarios y vestidores: (118m2) Para este fin se dispuso de un área de vestidor/baños para hombre y mujeres por separado. 3 duchas para los hombres y 2 para las mujeres, 3 retretes y 3 lavamanos para cada uno y 2 urinarios en el baño masculino.
28

Baños para los empleados Damas (35m2) y caballeros (20 m2) y los vestidores tienen las dimensiones de Damas (35m2) y Caballeros (28m2) respectivamente.
Otras áreas de interés: Otras áreas que poseen interés son el área de carga (80m2), la de descarga (120m2) zona a la intemperie donde es depositada la materia prima (conchas de los cocos) para la fabricación de los asientos. Se cuenta con 2 estacionamientos, uno para los empleados en general (720m2) provisto de 3 x 4 m para cada puesto (40 puestos) y espacio de circulación suficiente (según el reglamento el área de circulación debe ser 40% el área del estacionamiento, y uno ejecutivo (216 m2) destinado a los empleados de altos cargos y clientes de la empresa, cuenta con 12 puestos. Además la planta cuenta con un área de enfermería de 70 m2.
Se puede comentar que se posee un pasillo principal que se ilumina en la zona con luz natural y otros con luz eléctrica, y tiene un ancho de 3m para permitir el paso fluido de personas y objetos (partes de máquinas, productos, medios de transporte, etc.).
Tabla Áreas.
Descripción Dimensiones (m) Área total (m2)
Piscina 40x15 600
Desfibradora 8x4.50 36
Desechos (aserrín) 10x5 50
Patio de secado 10x15 150
Almacén de fibras 10x12 120
Línea de Rizado 40x4 80
Almacén demecates 14x14 196
Depósito de látex y otros químicos 10x6 60
Línea de fleeces 25x6.40 160
Almacén de colchonetas 10x12 120
Taller de moldeo y mantenimiento 10x10 100
29

Sala Cortadora 6x6 36
Línea de Moldeo 20x1.50 30
Zona de Acabado 6x4 24
Almacén de asientos 10x6 60
Autoclave 12x6 72
Caldera 5x6.4 32
Almacén final 16x18 288
Área de Laboratorios 14x10 140
Recepción Y Área de Administrativa: 10x14 140
Oficinas Gerenciales 14x14.285 200
Área de servicio y comedor 10x8 80
Servicio sanitarios y vestidores 12x9.8 118
Otras áreas de interés 1246
Área Total 5650.85
Área del terreno 6000
30

Distribución de personal en la planta
ÁREA ESPECÍFICA N° EMPLEADOS
Piscina 2
Desfibradoras 3
Desechos (aserrín) 1
Patios externos 2
Almacén 1 2
Línea de Rizado 3
Almacén 2 2
Línea de Fleeces 2
Almacén 3 2
Taller de moldeo y mantenimiento 4
Mesas de trabajo 6
Horno de secado parcial 2
Lijadoras 3
Almacén 4 2
Autoclave 2
Caldera 2
Almacén general 5
Laboratorio control de calidad y látex 4
Administración 1 y Recepción 3
Administración 2 6
31

Gerencia 2
Comedor 2
Área de carga 2
Área de descarga 3
Estacionamiento 1
Aseo y Mantenimiento 8
Seguridad y Enfermería 4
TOTAL 80
32

Conclusiones
33

Bibliografía
Reglamento de las condiciones de Higiene y Seguridad en el Trabajo
Norma Venezolana COVENIN 2500-93: "Manual para evaluar los sistemas de mantenimiento en la industria."
Norma Venezolana COVENIN 2218-84: "Generadores de vapor. En Servicio. Inspección."
Ley Orgánica del Trabajo
Distribución de Planta. Universidad de Castilla-La Mancha. Consultado el 20/05/2014 disponible en:http://www.uclm.es/area/ing_rural/asignaturaproyectos/tema5.pdf
Distribución física de planta. Monografías. Consultado el 20/05/2014 disponible en: http://www.monografias.com/trabajos87/diseno-estructura-organizativa-y-distribucion-fisica-planta/diseno-estructura-organizativa-y-distribucion-fisica-planta2.shtml
34