Embed Size (px)
Citation preview

Proposed 55 KLPD Grain Based Distillery At plot no. 200 to 208, block Khallikote, village- Kanaka,
District- Ganjam, Odisha, Pin- 761028
Chilika Distilleries Pvt. Ltd.
Prepared by
SMS Envocare Ltd
Accredited by QCI/NABET for EIA consultancy services 301 Pentagaon P3,
Magarpatta city, Hadapsar
Pune 411028
September 2015
Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 1
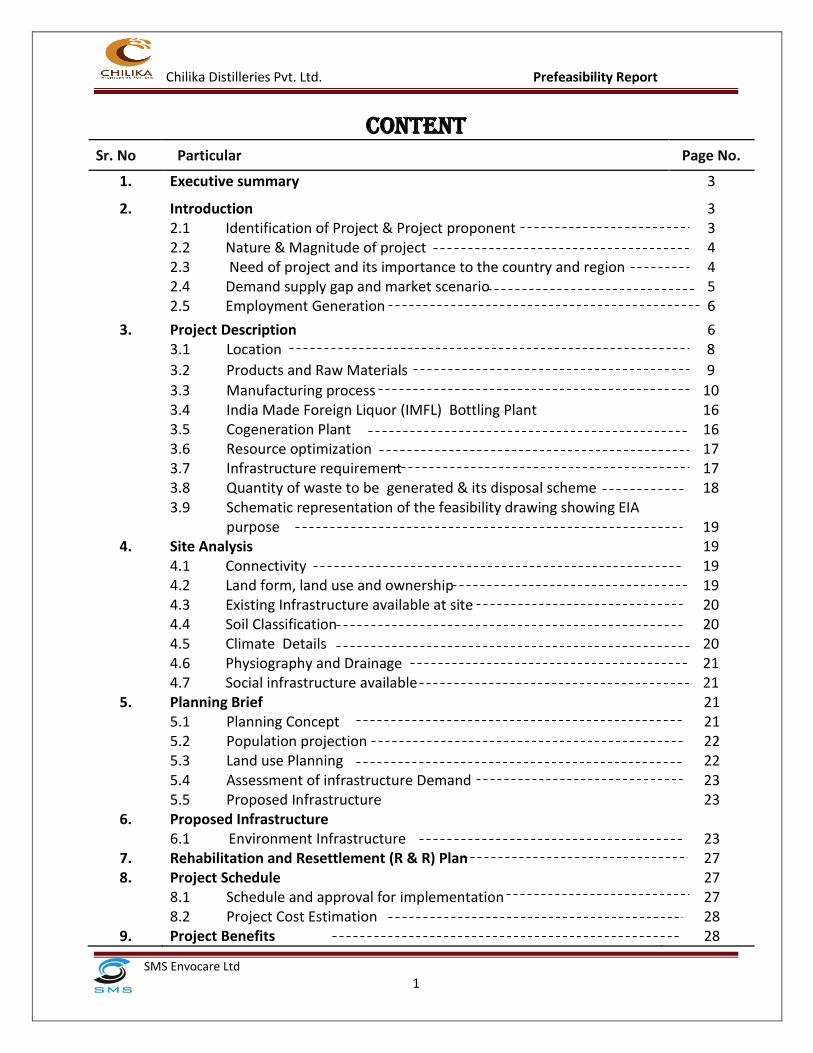
CONTENT Sr. No Particular Page No.
1. Executive summary 3
2. Introduction 3 2.1 Identification of Project & Project proponent 3 2.2 Nature & Magnitude of project 4 2.3 Need of project and its importance to the country and region 4 2.4 Demand supply gap and market scenario 5 2.5 Employment Generation 6
3. Project Description 6 3.1 Location 8
3.2 Products and Raw Materials 9
3.3 Manufacturing process 10 3.4 India Made Foreign Liquor (IMFL) Bottling Plant 16 3.5 Cogeneration Plant 16 3.6 Resource optimization 17 3.7 Infrastructure requirement 17 3.8 Quantity of waste to be generated & its disposal scheme 18 3.9 Schematic representation of the feasibility drawing showing EIA
purpose
19 4. Site Analysis 19 4.1 Connectivity 19 4.2 Land form, land use and ownership 19 4.3 Existing Infrastructure available at site 20 4.4 Soil Classification 20
4.5 Climate Details 20 4.6 Physiography and Drainage 21 4.7 Social infrastructure available 21
5. Planning Brief 21 5.1 Planning Concept 21 5.2 Population projection 22 5.3 Land use Planning 22 5.4 Assessment of infrastructure Demand 23 5.5 Proposed Infrastructure 23
6. Proposed Infrastructure 6.1 Environment Infrastructure 23
7. Rehabilitation and Resettlement (R & R) Plan 27 8. Project Schedule 27 8.1 Schedule and approval for implementation 27 8.2 Project Cost Estimation 28
9. Project Benefits 28

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 2
LIST OF TABLE
Table No. Table name Page No.
1. Company details 3 2. Production and Consumption Trends in Alcohol 5 3. Demand of Alcohol 5 4. Demand and Supply Gap in Odisha 6 5. Project Highlights 6 6. List of Product and By Product 9 7. List of Raw material required 9 8. Steam Turbine Performance 17 9. Boiler details 17 10. Steam requirement 18 11. Waste generation and its disposal mechanism 19 12. Land use details of Ganjam District 19 13. Land Distribution 22 14. Project Infrastructure 23 15. Potential Impact and its mitigation 26 16. Project Implementation Planning 27 17. Project cost 28 18. Environment Management Cost 28
LIST OF FIGURE
Figure No. Figure Name Page No.
1. Map Showing General Location 8 2. Google Image showing Specific Proposed Distillery Location 8 3. Distillery Process Flow 10 4. Manufacturing Process Flow Diagram 11 5. Liquefaction process flow diagram 12 6. Effluent treatment Plant 24 7. Polishing Unit 24
LIST OF ANNEXURES
Annexures Number Name of Annexure Page No. 1. Project Layout 30
2. Toposheet 31
3. Rain water Harvesting 32

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 3
PREFEASIBILITY REPORT
1. Executive Summary
Chillika Distilleries Pvt Ltd (CDPL) was incorporated in April 2015. The Members of Board of
Directors are Mr. Vikrant Kumar Sahu and Mr. Dillip Kumar Mahapatra and Mrs. Swarna Lata Sahu.
CDPL has acquired about 21 area of land in Ganjam District very close to Chillika Lake for Setting
up State of the Art Distillery and India Made Foreign Liquor project (IMFL). Once the distillery is,
operational Ganjam district will be catapulted into growth track of state with several associated
business mushrooming around distillery.
2. Introduction
2.1 Identification of Project & Project proponent
CDPL proposes to establish a state of Art Grain based Distillery Project of 55 KLPD capacity, IMFL
Bottling Unit of Initial Capacity 30 Lac LPL per annum and Two MW captive power plant.
Table 1: Company details
Sr. No
Particular Description
1 Name Of Company Chlika Distilleries Pvt. Ltd.
2 Constitution Private Limited Company
3 CIN No & Date of Incorporation U15520OR2015PTC018855
4 Registered Office Plot No 547/902, Vadrabari Street, Behrampur 760001.
5 Location of Factory Kanaka, PS khalikote 1, District-Ganjam, Odisha 761028
6 Administrative Office Plot No N1/14, IRC Village, Nayapali, Bhubaneswar, Odisha.
7 Name of Directors Mrs. Swarn Lata Sahu
Mr. Vikrant Kumar Sahu
Mr. Dillip Kumar Mahapatra
8 Proposed Project Grain Distillery :55,000 Bulk Liter/ Day
Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 4
2.2 Nature & Magnitude of project
CDPL Proposes to establish is Grain Distillery with Multi-pressure vacuum Distillation of capacity
55 KLPD. The Proposed unit shall be having eight distillation column for production best quality
Extra Neutral ENA fit for Blending Premium Vodka, Gin & whisky. The Plant will be equipped with
decantation & Drying Unit for recovery of High Protein DDGS as by product which good feed for
Cattle, Poultry & Fish feed.
A Carbon Dioxide recovery Plant shall be installed to recover and use Carbon Dioxide emitted
during the Fermentation process. CO2 Recovered shall be processed and liquefied. The liquid CO2
manufactured can be supplied by CO2 cylinder or by tanks to Cold Drink plants & Brewery.
The Plant will be equipped with its own 2 MW Power Co-generation Plant to cater to its own
power requirement this will be further reduce the production cost and also it shall be an
Environmental friendly as it shall use rice husk for boiler. Along with Distillery, CDPL proposes to
establish a state of art IMFL Bottling Unit for Production of Super Premium Brands in all segments
for Sale in Local Market in Odisha and export to other states as well.
2.3 Need of Project and its Importance to the Country and Region
India is one of the major alcohol producing countries. Production of alcohol has gone up from a
meager 100 million liters in the fifties to the current level of more than 600 million liters. The
Russia, USA, Brazil, India, the UK, Japan and West Germany, are the leading alcohol producing
countries. India, has been exporting alcohol in substantial quantities.
According to a survey conducted by a UK-based trade magazine on liquor, three Indian brands
figured in the "TOP 25 Fastest Growing Brands in the world in 1994". While the survey is for both
local as well as foreign sales, it takes into account only those brands which "export or produce
more than 10 percent of their sales volumes overseas"- in other words, Indian-made Foreign
liquor (IMFL) could actually be well on its way to becoming a preferred foreign liquor. Indian
Consumption of whisky has grown at an average 14% annually for the past eight years, climbing
to 30 million cases (of 12 bottles of 750 ml each) per annum. That makes India the hottest whisky
market in the world.
Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 5
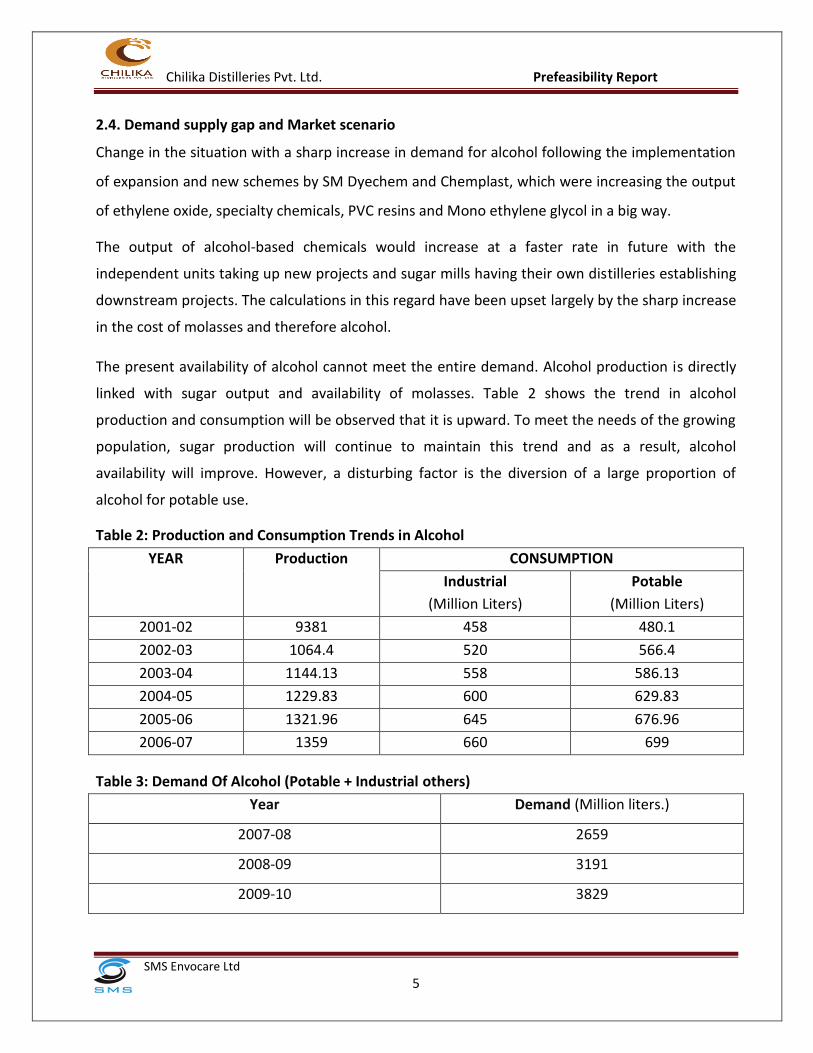
2.4. Demand supply gap and Market scenario
Change in the situation with a sharp increase in demand for alcohol following the implementation
of expansion and new schemes by SM Dyechem and Chemplast, which were increasing the output
of ethylene oxide, specialty chemicals, PVC resins and Mono ethylene glycol in a big way.
The output of alcohol-based chemicals would increase at a faster rate in future with the
independent units taking up new projects and sugar mills having their own distilleries establishing
downstream projects. The calculations in this regard have been upset largely by the sharp increase
in the cost of molasses and therefore alcohol.
The present availability of alcohol cannot meet the entire demand. Alcohol production is directly
linked with sugar output and availability of molasses. Table 2 shows the trend in alcohol
production and consumption will be observed that it is upward. To meet the needs of the growing
population, sugar production will continue to maintain this trend and as a result, alcohol
availability will improve. However, a disturbing factor is the diversion of a large proportion of
alcohol for potable use.
Table 2: Production and Consumption Trends in Alcohol
YEAR Production CONSUMPTION
Industrial
(Million Liters)
Potable
(Million Liters)
2001-02 9381 458 480.1
2002-03 1064.4 520 566.4
2003-04 1144.13 558 586.13
2004-05 1229.83 600 629.83
2005-06 1321.96 645 676.96
2006-07 1359 660 699
Table 3: Demand Of Alcohol (Potable + Industrial others)
Year Demand (Million liters.)
2007-08 2659
2008-09 3191
2009-10 3829

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 6
The estimated Growth rate of demand is 20% per Annum with increase in population and other
industrial growth and consumption factor.
2.4.1 Demand and Supply Gap in Odisha
The Per Day Demand of Extra Neutral Alcohol and Rectified Spirit for IMFL Production in Odisha
State is mentioned in Table 4
Table 4: Demand and Supply Gap in Odisha
Column Year
2010-2011
Year
2011-12
Year
2012-13
Year
2013-14
ENA in BL/day 60966 76683 71383 74196
RS in BL/day 22546 16866 23666 22660
Total BL/day 83512 93549 95049 96856
Present Production Capacity of Units in State: 15,000 BL/day Seasonal during cane
harvesting only.
ENA Export Opportunity for Distillery in Odisha
1. West Bengal Imports; 100,000 BL /day
2. Present Export of grain ENA outside India: 450,000 BL/day
2.5. Employment Generation
A direct and indirect employment of 260 people is expected in Distillery Unit Development.
3. Project Description
CDPL proposes to establish a state of Art Grain based Distillery Project of 55000 LPD capacity and
A IMFL Bottling Unit of Initial Capacity 30 Lac LPL per annum.
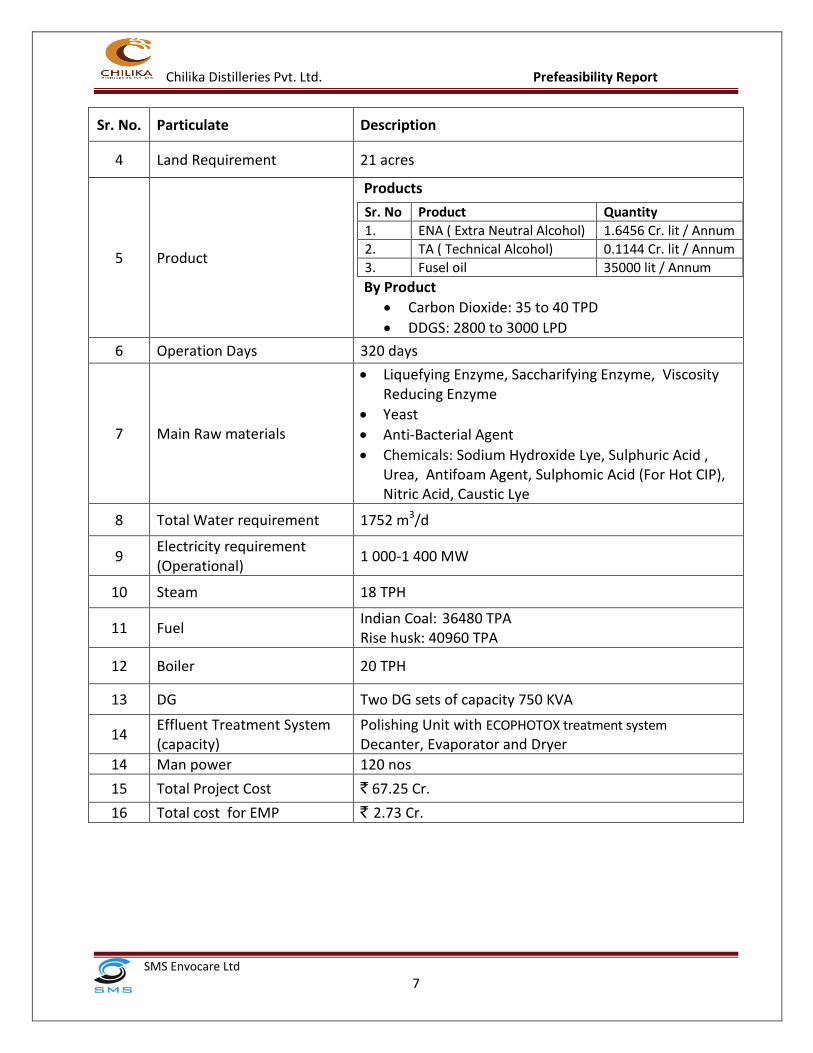
Table 5: Project Highlights
Sr. No. Particulate Description
1 Name of the Proponent Chillika Distilleries Private Limited(CDPL)
2. Project 55 KPLD Grain based Distillery Project
3 Location of the project Plot No. 200 TO 208, Block Khallikote, Village - Kanaka, District- Ganjam State - Orissa, Pin 761028
Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 7
Sr. No. Particulate Description
4 Land Requirement 21 acres
5 Product
Products
By Product
Carbon Dioxide: 35 to 40 TPD
DDGS: 2800 to 3000 LPD
Sr. No Product Quantity
1. ENA ( Extra Neutral Alcohol) 1.6456 Cr. lit / Annum
2. TA ( Technical Alcohol) 0.1144 Cr. lit / Annum
3. Fusel oil 35000 lit / Annum
6 Operation Days 320 days
7 Main Raw materials
Liquefying Enzyme, Saccharifying Enzyme, Viscosity Reducing Enzyme
Yeast
Anti-Bacterial Agent
Chemicals: Sodium Hydroxide Lye, Sulphuric Acid , Urea, Antifoam Agent, Sulphomic Acid (For Hot CIP), Nitric Acid, Caustic Lye
8 Total Water requirement 1752 m3/d
9 Electricity requirement (Operational)
1 000-1 400 MW
10 Steam 18 TPH
11 Fuel Indian Coal: 36480 TPA Rise husk: 40960 TPA
12 Boiler 20 TPH
13 DG Two DG sets of capacity 750 KVA
14 Effluent Treatment System (capacity)
Polishing Unit with ECOPHOTOX treatment system Decanter, Evaporator and Dryer
14 Man power 120 nos
15 Total Project Cost ` 67.25 Cr.
16 Total cost for EMP ` 2.73 Cr.
Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 8
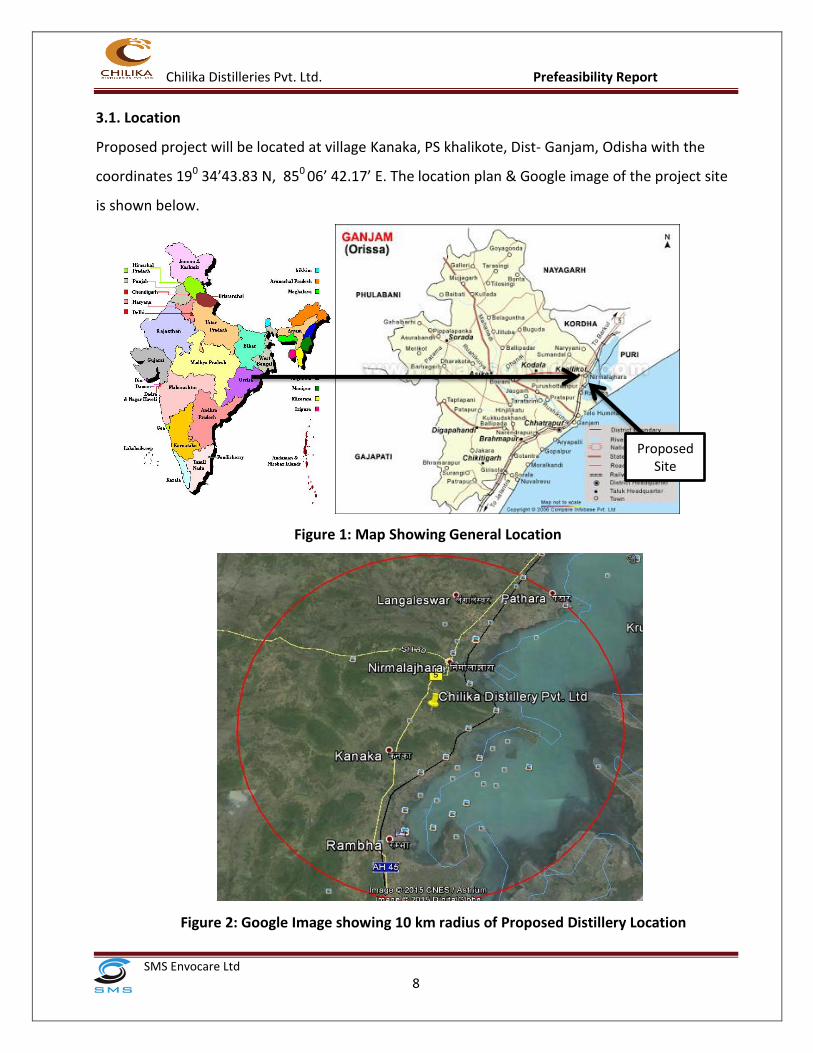
3.1. Location
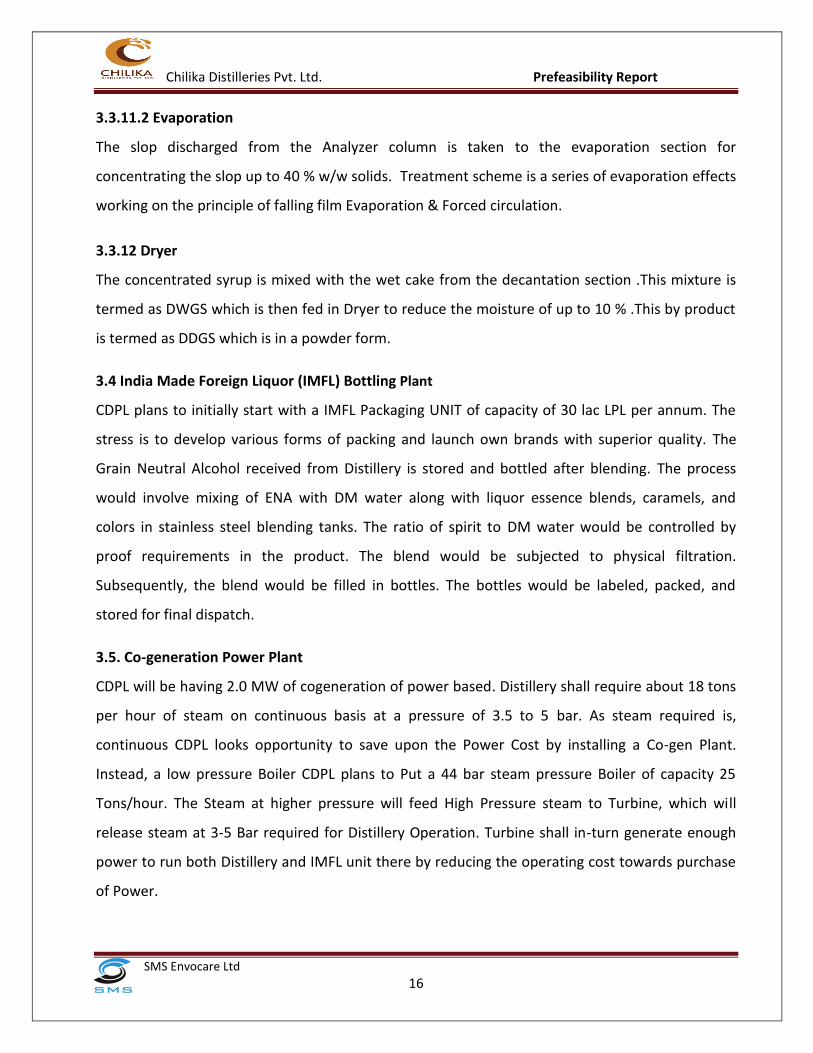
Proposed project will be located at village Kanaka, PS khalikote, Dist- Ganjam, Odisha with the
coordinates 190 34’43.83 N, 850 06’ 42.17’ E. The location plan & Google image of the project site
is shown below.
Figure 1: Map Showing General Location
Figure 2: Google Image showing 10 km radius of Proposed Distillery Location
Proposed Site
Location

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 9
3.2. Products and Raw Materials
Product and Raw material details mentioned in Table No 6 and 7
Table 6: List of Product and By Product
Sr. No. Particulate Quantity
Product
1 ENA 1.6456 Cr. lit / Annum
2 Technical Alcohol 0.1144 Cr. lit / Annum
3 Fusel oil 35000 lit / Annum
By Product
1 Carbon Dioxide 35 to 40 TPD
2 DDGS 2800 to 3000 LPD
By- Product formation in the fermented Mash (mg/1000 ml)
1 Acetaldehyde 150-200
2 Ethylacetate 20-30
3 N-Propanol 50-70
4 Diacetyl 0.1-1
5 Methanol 10-15
6 Acetone 30-50
7 Iso Amyl Alcohol 50-70
8 Iso Butyl Alcohol 30-50
9 N-Butanol 5-10
10 Farfurol 0.1-1
11 Acetal 0.1-1
12 Acids 1000-3000
13 Volatiile Sulphur componds 0.1-0.5
Table 7: List of Raw material required
Sr. No Name Quantity Source Mode of Transport
1 Grain Flour 113 MTD Nearby Local market
BY Road
2 Liquefying Enzyme 25 to 30 kg/day
3 Saccharifying Enzyme 65 to 70 kg/day
4 Viscosity Reducing Enzyme 20 to 25 kg/day
5 Yeast 25 to 30 kg/day

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 10
Sr. No Name Quantity Source Mode of Transport
6 Anti-Bacterial Agent 4 to 5 kg/day
7 Sodium Hydroxide Lye 120 to 130 kg/day
8 Sulphuric Acid* 60 to 65 Kg/day
9 Urea 155 to 160 kg/day
10 Antifoam Agent* As required
11 Sulphomic Acid (For Hot CIP) As required
12 Nitric Acid 60 to 65 kg
13 Caustic Lye 60 to 65 kg
3.3 Manufacturing process
General Distillery Process flow shown in below mentioned flow diagram,
Project is broadly divided into three sections,
1. Distillery Process Section to Produce Grain ENA about 55,000 LPD
2. IMFL Bottling Unit with initial capacity to Produce 30 Lac LPL/annum
3. A Common Utility with Cogeneration plant with ideal capacity Plants to cater to both
Distillery and IMFL Unit
Figure 3: Distillery Process Flow

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 11
The grain based distillery process will have following steps/operations.
i. Grains receiving and storage
ii. Grains handling and milling
iii. Slurry preparation/liquefaction
iv. Saccharification and instantaneous fermentation
v. Fermentation
vi. Multi-pressure distillation
vii. Decantation
viii. Multi-effect evaporation
ix. Spirit storage
Figure 4: Manufacturing Process Flow Diagram

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 12
3.3.1 Grain Storage
An average of 113 MTD of grain (Rise, maize) would be required per day for production of 55KLPD
ENA. An onsite grain storage facility of 7000 ton is planned. This shall ensure continuous flow and
help procure rice at best price. The Grain storage silos shall be equipped with Fumigation facility
and raking arms to ensure a mold & pesticides free storage. The intake will have pre-cleaning
equipment’s. The Grain storage shall be of prefabricated Galvanized sheets (GI) complete with
Loading and off- loading arrangements.
3.3.2 Grain Milling
The Grains are cleaned of various impurities before grinding such as weed, stalks, pebbles,
lumps of soils, dust, metal particles etc. The equipment’s used are Seed cleaner, dust remover,
de-stoner, magnetic separator, Batch weighing machine and hammer mill the complete plant
is of 10 T/hr capacities.
3.3.3 Liquefaction
Figure 5: Liquefaction process flow diagram
Liquefaction methods involve a starch gelatinization process, wherein aqueous starch slurry is
heated so that the granular starch in the slurry swells and bursts, and dispersing starch molecules
into the solution. During the gelatinization process, there is a dramatic increase in viscosity. During
liquefaction, the long-chained starch molecules are degraded into smaller branched and linear
chains of glucose units (dextrin) by an enzyme, such as alpha-amylase (i.e., a-amylase).

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 13
Liquefaction initiates the conversion of starch into simple molecules of dextrin. It is divided into
three sub processes.
3.3.4 Pre Liquefaction
This involves partial liquefaction of starch, in presence of enzyme, at a temperature well below the
gelatinization temperature. After milling, the flour is mixed with hot water at 600C in a small
slurry-making tank, which has low speed agitator. The gentle mixing of flour with hot water is
carried out to eliminate any lump formation. The slurry is then transferred to a main slurry tank,
where chemicals required for maintaining the stability of the enzymes and for adjusting pH and
some liquefaction enzymes also added. The slurry is then pumped to a high-pressure jet cooker
using slurry transfer pumps.
3.3.5 Jet Cooking
This step involves the cooking of starch slurry with live steam to instantaneously raise its
temperature. This gelatinizes and opens up starch molecules, thus making it accessible to enzyme
action. Jet cooking also sterilizes the slurry. The jet cooker is a Venturi type device where, the
heating of slurry takes place instantaneously from 600 C to 125 to 1300 C using high-pressure
steam at 7-bar g. The Jet cooker outlet cooked slurry passes through a holding coil for about 8 to
10 minutes at 125 to 130 0 C, which allows further break down of starch molecules in to smaller
molecules due to turbulence inside the coil.
At the end of the holding coil, the pressure is reduced and the slurry flash cooled into the flash
tank. The temperature drops to 98 to 100 deg C due to flashing of slurry and the escaped steam
vapors are condensed in flash condenser and sent back for slurry making in the slurry tank. The
cooled slurry is then taken to liquefaction tank for addition of liquefaction enzyme and for further
break down of starch molecules.
3.3.6 Post Liquefaction
The jet-cooked slurry is again held at high temperature in presence of enzyme to complete the
process of liquefaction in the liquefaction tank for about 1 hour at 900C. The pH is adjusted to 6.5
in this tank as the liquefaction enzyme is at its best an activity. After liquefaction, the slurry is

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 14
cooled to 60 deg C using plate heat exchangers and sent to Saccharification tank.
3.3.7 Saccharification and Fermentation
Yeast seed material is prepared in Pre-ferment or by inoculating sterilized mash with yeast.
Optimum temperature is maintained by circulating cooling water. The contents of the Pre-
fermenter are then transferred to Fermenter. The purpose of Fermentation is to convert the
fermentable substrate into alcohol. To prepare the mash for Fermentation, it is diluted with water.
Yeast is added in sufficient quantity to complete Fermentation to produce alcohol. At the start of
the cycle, the Fermenter is charged with mash and contents of the Pre-fermenter. Significant heat
release takes place during Fermentation. This is removed by passing the mash through heat
exchangers to maintain an optimum temperature. The recirculating pumps also serve to empty
the Fermenters into Beer Well. CO2 can then be taken to CO2 vent line where it is vented out. After
emptying of Fermenter, it is cleaned with CIP using cleaning nozzles. After CIP, Fermenter is ready
for next batch to be filled. The overall transformation takes place into three steps:
n(C H O ) + n(H O) n(C H O )6 10 5 2 6 12 6
Amylase/Gluco-amylase
C H O + H O C H O + C H O12 22 11 2 6 12 6 6 12 6
Invertase
C H O 2C H OH+ 2CO6 12 6 2 5 2
Saccharomyces cerevisiae
n(162) n(18)
342 18
180
n(180)
180 180
92 88
3.3.8 Fermentation
During Fermentation, sugars are broken down into alcohol and carbon dioxide. Significant heat
release takes place during Fermentation. The fermenter temperature is maintained at around 30-
320 C by forced recirculation flow through plate heat exchangers. We have given a provision for
spent wash recycled to Fermentation depending on solids concentration in fermented wash.
3.3.9 Batch Fermentation
The Batch fermentation proposed is the latest and proven technology as compared to the old
fermentation technology. It has many advantages like continuity of operation, higher efficiency

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 15
and ease of operation. Batch fermentation also results into consistent performance over a long
period as compared with batch fermentation
3.3.10. Multiple-pressure vacuum distillation system
In this vacuum distillation, alcohol is separated and concentrated using principal of fractional
distillation. This is based on difference in boiling points of volatile compounds in mixture.
There are eight distillation columns in the system
Pre-heated fermented wash is fed into a series of Distillation Columns to increase the alcohol
concentration and remove various impurities .The columns are termed as below:
i. Degasifier
ii. Analyzer
iii. Pre Rectifier
iv. Extractive Distillation
v. Exhaust
vi. Recovery
vii. Simmering
ENA drawn from the Simmering Column is taken to the receiver after cooling in ENA cooler.
3.3.11. Decantation & Evaporation
3.3.11.1 Decantation
Decantation section comprises of a two Centrifuge Decanter for separation of suspended solids
from Spent Wash coming out of Grain Distillation Plant. Wet cake has 30-32% w/w solids as
removed from bottom of Decanter, which can be sold directly in wet form as cattle feed (DWG).
Thin slops coming out of Decanter are collected in a tank and partly recycled into the process &
further for Evaporation for concentration upto 35-40% w/w solids. The concentrated thin slops
called as Syrup is mixed with Wet cake and sold in wet form as cattle feed (DWGS) or the entire
mixture can be dried in a DDGS Dryer and then sold in dry form as Cattle feed (DDGS).
Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 16
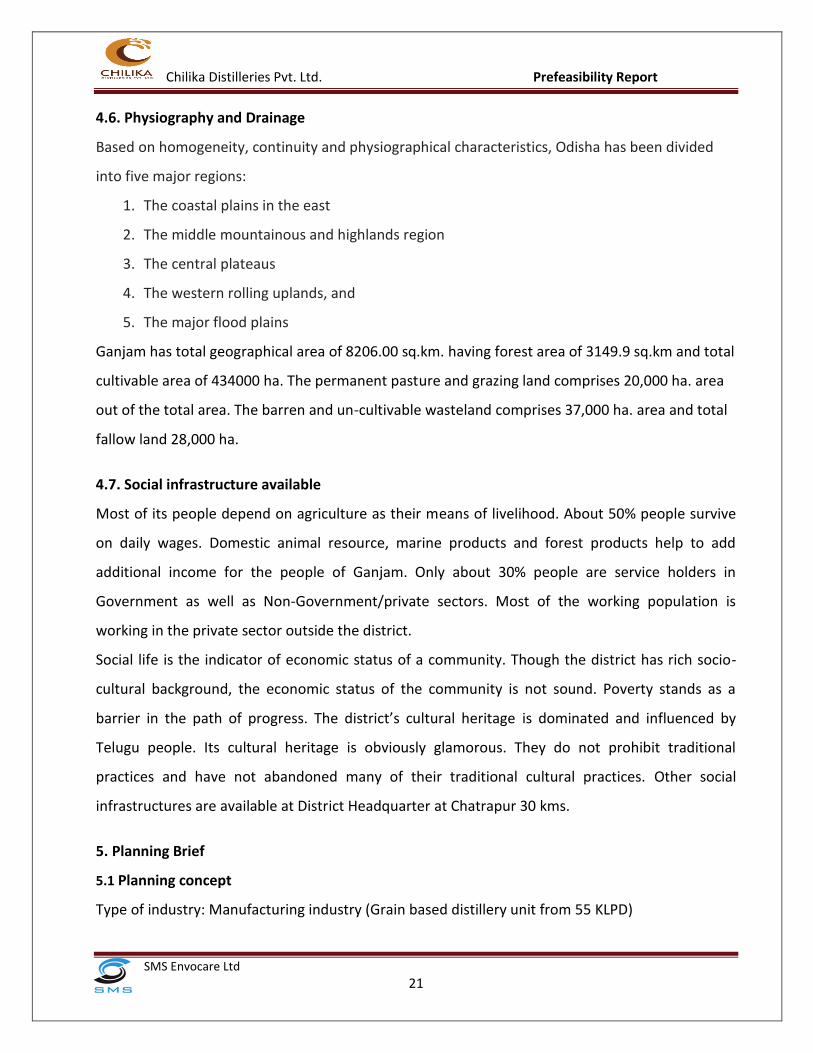
3.3.11.2 Evaporation
The slop discharged from the Analyzer column is taken to the evaporation section for
concentrating the slop up to 40 % w/w solids. Treatment scheme is a series of evaporation effects
working on the principle of falling film Evaporation & Forced circulation.
3.3.12 Dryer
The concentrated syrup is mixed with the wet cake from the decantation section .This mixture is
termed as DWGS which is then fed in Dryer to reduce the moisture of up to 10 % .This by product
is termed as DDGS which is in a powder form.
3.4 India Made Foreign Liquor (IMFL) Bottling Plant
CDPL plans to initially start with a IMFL Packaging UNIT of capacity of 30 lac LPL per annum. The
stress is to develop various forms of packing and launch own brands with superior quality. The
Grain Neutral Alcohol received from Distillery is stored and bottled after blending. The process
would involve mixing of ENA with DM water along with liquor essence blends, caramels, and
colors in stainless steel blending tanks. The ratio of spirit to DM water would be controlled by
proof requirements in the product. The blend would be subjected to physical filtration.
Subsequently, the blend would be filled in bottles. The bottles would be labeled, packed, and
stored for final dispatch.
3.5. Co-generation Power Plant
CDPL will be having 2.0 MW of cogeneration of power based. Distillery shall require about 18 tons
per hour of steam on continuous basis at a pressure of 3.5 to 5 bar. As steam required is,
continuous CDPL looks opportunity to save upon the Power Cost by installing a Co-gen Plant.
Instead, a low pressure Boiler CDPL plans to Put a 44 bar steam pressure Boiler of capacity 25
Tons/hour. The Steam at higher pressure will feed High Pressure steam to Turbine, which will
release steam at 3-5 Bar required for Distillery Operation. Turbine shall in-turn generate enough
power to run both Distillery and IMFL unit there by reducing the operating cost towards purchase
of Power.

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 17
Table 8: Steam Turbine Performance
Sr. No Particulate Unit Value
1. Inlet Steam
2. Pressure Kg/Cm2g 44
3. Temperature 0 C 440
4. Flow TPH 21.6
5. Exhaust Steam
6. Pressure Kg/Cm2g 4
7. Flow TPH 21.6
8. Generator Power KW 2000
3.6 Resource optimization / recycle and reuse envisaged in the project, if any, briefly describe
Management shall envisage optimum utilization, recycling and reuse. These resources include
Land, Fuel (Rise husk and coal), Grain, Water and Electricity. Wastewater generated from Boiler
and cooling tower blow down will be treatment in polishing unit and recycled for further
domestic, green belt development uses.
3.7 Infrastructure Requirement
3.7.1 Water
The fresh water requirement at the startup will be approximately 1752 m3/day. Water
requirement will be reduce after recycling of condensate water 491 m3 /day , spent lees of 611 m3.
Total daily fresh water requirement will be 540 m3/day. Thin slope will treated in decantation
followed by evaporation followed by dryers.
3.7.2 Boiler
A Boiler of Capacity 25 Ton is planned to be installed, the boiler will have dual fuel options i.e Rice
Husk and Coal. The Atmospherics Fluidized Bed Combustion (AFBC) boiler will completely
automated for best at efficiency part load operating condition.
Table 9: Boiler details
1. Capacity of The Boiler 20 TPH
2. Steaming Capacity 20 TPH
3. Steam Pressure @ 67 ata

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 18
4. Steam Temperature At Outlet (0C) 490 +/- 50 C
5. Boiler Fuel Indian Coal / Rice Husk
3.7.3 Steam
Steam requirement for various units are mentioned below,
Table 10: Steam requirement
Sr. No. Name Quantity (TPD)
1. Liquefaction 24.75
2. Distillation 176
3. Evaporator 30.25
4. Dryer 101.75
Total 332.75
3.7.4 Electrical
CDPL will be having its own Co-gen Power Plant. The Turbine alternator will provide power at 440
V. The Power supply panel will have facility to synchronize power with stand by DG set. Two 750
KVA DG set will be installed as standby for power to Distillery. Estimated electrical power
requirement for Fermentation, Distillation and ENA section, Cooling Tower, Storage, Evaporator,
Dryer, Decanter and Boiler etc. is 1000-1400 MW/day. All Electrical Installations will follow
guidelines as laid down in Indian Electricity Rule 1956 and National Electrical Codes.
3.8 Quantity of waste to be generated & its disposal scheme
Source Quantity TPD Disposal
Ash from Boiler 36 TPD It will be collected in Ash silos( capacity 40 MT) and send to brick manufacturing units
DDGS ( Distillers Dried Grain Soluble ) from Dryer
33 This is in form of dry powder containing moisture less than 10%. This will be bagged in 50 Kgs bag and will be stored in warehouse. Cattle food manufacturers are purchasing this.
Yeast sludge ETP Sludge
1 -2 T 0.500-0.6
Mix with DDGS

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 19
Table 11: Waste generation and its disposal mechanism
Sr. No.
Aspect Pollutant Treatment Disposal
1 Waste water Thin Slope(DDGS) Thin Slope converted to DDGS
It will sell as cattle feed
2 Air Emission SPM10, SPM2.5, SOx and NOx
Electrostatic precipitator (ESP)
Ash will be sell to brick manufacturer
3 Solid DDGS
Yeast sludge
ETP sludge
Ash (Bottom + fly ash)
Sludge(Yeast and ETP) will be sent to sludge drying bed and can be used as manure
3.9 Schematic representation of the feasibility drawing which give information of EIA purpose
4. Site Analysis
CDPL will be situated near Kanaka Village of Ganjam District. It is located on NH-5 highway at a
distance of 0.5 km. Chilikahrada, Gopakunda, haridamula, Hajapata, Kankadakuda and Dalibati
are the nearby villages situated at a distance of 0.5 , 0.7, 1.5, 2.7, 2.2 and 2.1 km respectively.
4.1 Connectivity
Nearest Road / Nearest Highway : NH-5 (Adjacent ): 0.5 km
Nearest Railway Station : Rambha Railway Station: 4 Km
Nearest Airport : Berhampur Airport : Approx. 38 km
4.2 Land form, land use and ownership
CDPL acquire 21 acres land in Kanaka Village District Ganjam. Present Land is barren land and
small agricultural patches are present in nearby area. Below mentioned Google earth images,
clears present land use of the proposed site Chilika Lake is 2.5 km far from proposed site, Costal
line 15 km away from project site . Nalaban Island, Chilika bird Santury is situated inside the
Chilika lake locate away from 22 km.
55 KLPD Grain
Based Distillery
Category A 5(g)
(Eco sensitive area in 10 km boundary of Nalaban
Sanctuary)
Application (Form I)
& Pre- Feasibility study To
MOEFCC

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 20
Table 12: Landuse details of Ganjam District
4.3 Existing Infrastructure available at site
Land: 21 acres land at Khalikote 1 block, Kanaka village.
Water: Source- Ground water
Power: Own captive power plant 2 MW
Road: NH-5 0.3 km away from Proposed site
4.4 Soil Classification
The district has alluvial soil in its eastern part (coastal region) and laterite Soil in the west (with
small patches of black cotton soil at the center and in the northeast close to Chilika.
4.5. Climate Details
The district is characterized by an equable temperature all through the year, particularly in the
coastal regions and by high humidity’s. The cold season from December to February is followed by
hot season from March to May. The period from June to September marks the South West
Monsoon and 70% of annual precipitation has received during this period. The normal rainfall of
this district is 1444 mms. May is the hottest month. With the arrival of the monsoon by about the
second week of June the day temperature decreases slightly while the night temperature continue
as it was in the summer. Towards the end of September, after the withdrawal of southwest
monsoon, temperature decreases progressively. December is the coldest month. The relative
humidity are high throughout the year specially in coastal areas. Winds are strong particularly in
coastal regions in summer and monsoon months
Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 21
4.6. Physiography and Drainage
Based on homogeneity, continuity and physiographical characteristics, Odisha has been divided
into five major regions:
1. The coastal plains in the east
2. The middle mountainous and highlands region
3. The central plateaus
4. The western rolling uplands, and
5. The major flood plains
Ganjam has total geographical area of 8206.00 sq.km. having forest area of 3149.9 sq.km and total
cultivable area of 434000 ha. The permanent pasture and grazing land comprises 20,000 ha. area
out of the total area. The barren and un-cultivable wasteland comprises 37,000 ha. area and total
fallow land 28,000 ha.
4.7. Social infrastructure available
Most of its people depend on agriculture as their means of livelihood. About 50% people survive
on daily wages. Domestic animal resource, marine products and forest products help to add
additional income for the people of Ganjam. Only about 30% people are service holders in
Government as well as Non-Government/private sectors. Most of the working population is
working in the private sector outside the district.
Social life is the indicator of economic status of a community. Though the district has rich socio-
cultural background, the economic status of the community is not sound. Poverty stands as a
barrier in the path of progress. The district’s cultural heritage is dominated and influenced by
Telugu people. Its cultural heritage is obviously glamorous. They do not prohibit traditional
practices and have not abandoned many of their traditional cultural practices. Other social
infrastructures are available at District Headquarter at Chatrapur 30 kms.
5. Planning Brief
5.1 Planning concept
Type of industry: Manufacturing industry (Grain based distillery unit from 55 KLPD)

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 22
Facilities for the drinking water: Water treatment units will be provided. Water will be taken
through ground water source
Power Supply: Captive power will be used in the proposed project.
Facilities for transport: NH-5 0.3 km away from site.
Town and country planning / Development authority classification: The project site came under
the jurisdiction of Khallikote Gram Panchyat.
5.2 Population projection
The proposed activity will generate 120 employee opportunities and opportunity preferably will
be given to people residing in nearby area. Thus, influx, migration of population could be
negligible.
5.3 Land use Planning
Total Area in possession = 21 acres
Area available for Greenery = 8.63 acres
Table 13: Land Distribution
Sl. No Particulars Area in Acres
1 Process Plant 2.57
2 Boiler, Turbine, fuel yard 1.0
3 WTP, ETP, Water storage 0.6
4 Raw Material, Product storage 0.8
5 Bottling 2.4
6 Roads(External & Internal) 2.99
7 Admin office, canteen etc. 0.25
8 Truck movement, Parking 1.0
9 Green Belt (40%) 8.63
Total 19.64
Remaining 1.36 Acre will be utilized for Rainwater harvesting.

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 23
5.4 Assessment of infrastructure Demand (Physical & Social)
The infrastructures such as land, roads, power, water, transportation, Raw material and fuel will
be available locally.
5.5 Proposed Infrastructure
Basic infrastructure such as Water, Electricity and connectivity is mentioned below,
Table 14: Project Infrastructure
Sr.
No.
Particulate Description
1 Industrial Area (Processing area) 21 acres
3 Green belt Adequate land has earmarked as open spaces and for
other non-building purposes. Nearly, 8.63 acres land
will be used for green belt development by planting
various types of trees and area has been beautified
with plantation of ornamental trees.
4 Social Infrastructure CDPL will be developing the road which will available to
to local people residing nearby area
5 Connectivity NH-5 nearly 0.5 km away from proposed site.
6 Drinking Water Management Water Treatment Plant will be providing for drinking
water purpose.
7 Sewage system Generated sewage will be treated in Proposed ETP
Septic Tank
8 Electricity 2 MW Captive Power plant
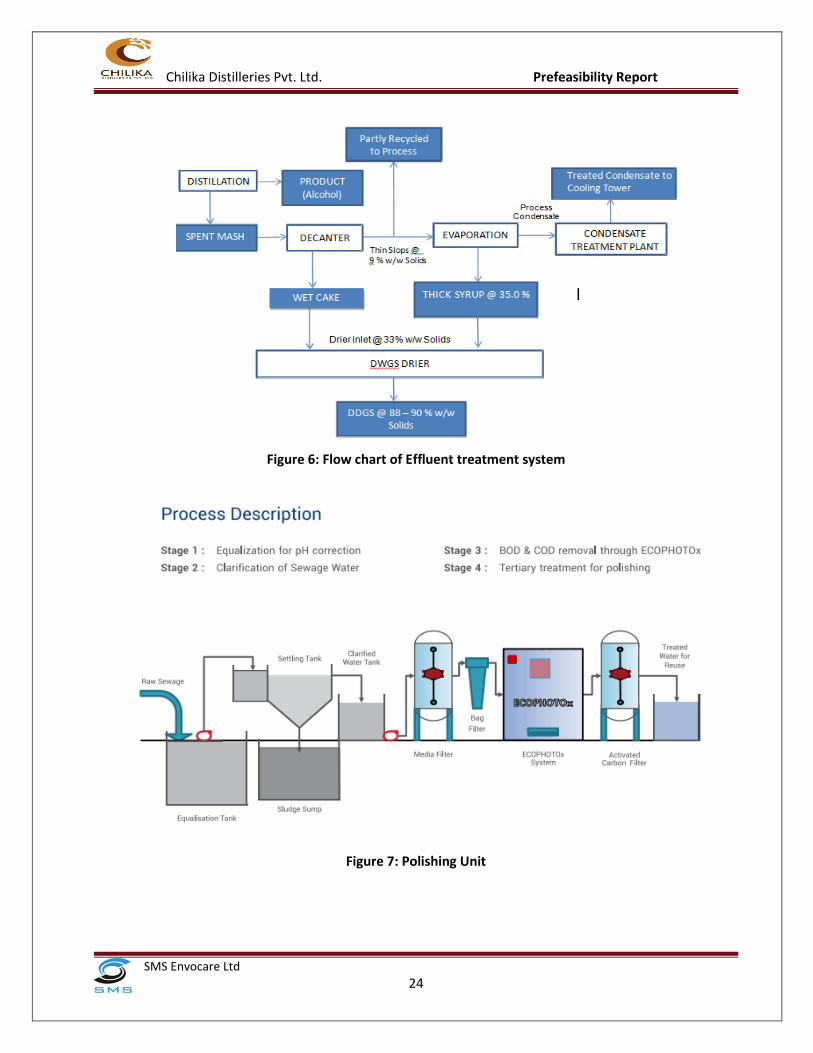
6.1 Environment Infrastructure
6.1.1. Waste management
The proposed Wastewater Treatment Plant will consist of following treatment units.
Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 24
Figure 6: Flow chart of Effluent treatment system
Figure 7: Polishing Unit

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 25
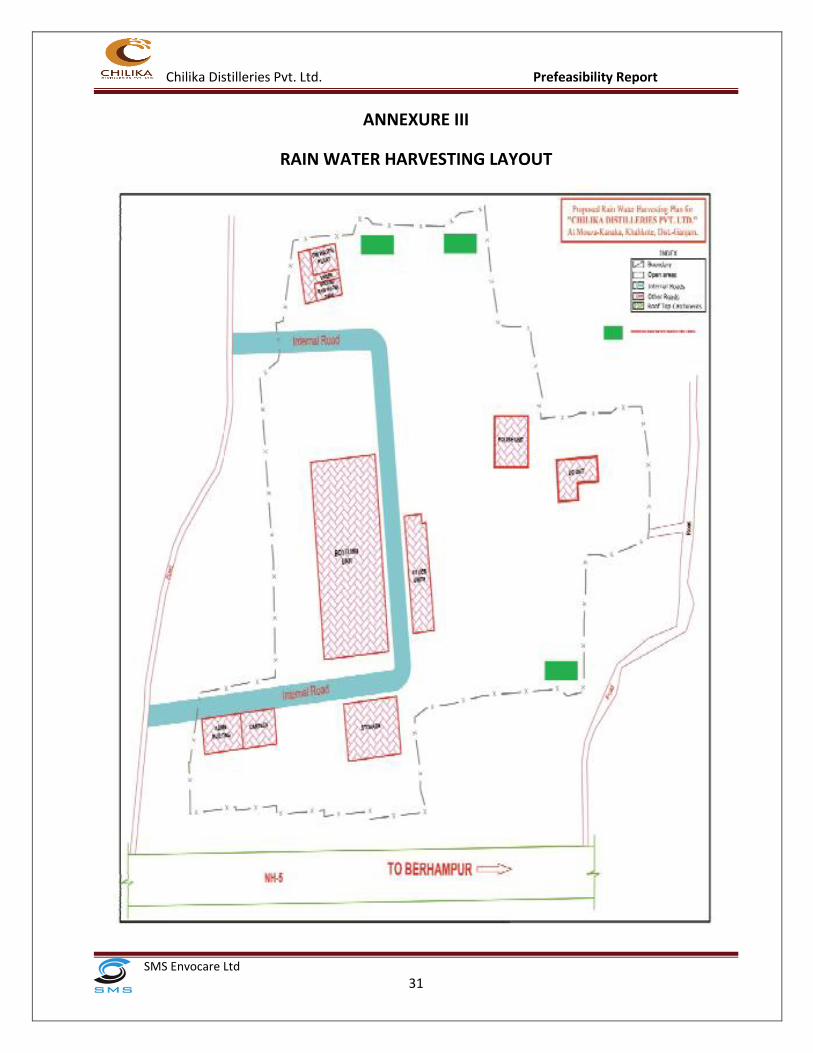
6.1.2 Rain Water Harvesting (RWH)
CDPL will be installing Rainwater Harvesting System. Rainwater harvesting Layout and schematic is
attached as Annexure III It is proposed to pump water from the rainwater harvesting PVC storage
tank to the roof tank on top of the station / office building. Collected water from the tank is
distributed by gravity through PVC pipes to desired locations for non-potable use.
6.1.3 Air Pollution
The air pollution is mainly from emissions of air pollutants from the stacks and dust from the coal.
Very little emission from fugitive sources is also predicted. Total power requirement is about 1400
KVA which is sourced from own captive plant. Two D.G Set of 750 KVA capacities (fuel required
HSD – 140 liters/hr) will be used as a stand-by source of electricity. The emissions from the boilers
are passed through ESP before releasing into atmosphere through a stack. The stack heights 35- 38
m will be provided.
6.1.4 Solid waste
Solid wastes are generated from the Fermentation (Yeast sludge), distillation (DDGS), collection/
neutralization tank (ETP Sludge), spent oil from DG sets, and used batteries from DG sets. The ash
from boiler is sold to brick manufacturers. Spent oil will be mixed with coal and burnt in the boiler.
Since DG set will be used at the time of power failure only, spent oil from D.G set will be negligible. The
waste oil and used batteries shall be sent to authorized recyclers. The other solid wastes expected
from the unit are containers, empty drums which is used for packing product, and or returned to
the product seller or sold to authorized buyers after detoxification.
For avoiding any kind of fire incident leakages inside the factory premises, the following safety
measures have to be undertaken:
6.1.5 Safety Equipment
Risk assessment for storage and handling of alcohol and mitigation measure due to fire and
explosion and handling areas. Alcohol storage and handling area with firefighting facility as per
norms.
Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 26
RS/ENA storage tank
Tank diameter: 8.12 m
Tank height: 8.75 m
Type of tank: above ground cone roof vertical tank (flat bottomed)
Storage temperature: Ambient temperature i.e., 300C
Storage pressure: Atmospheric pressure (1 bar)
No of tanks: 5 nos
For avoiding any kind of fire incident leakages inside the factory premises, the following safety
measures have to be undertaken:
Fire extinguisher
Fire detectors
Fire Alarm
Fire hydrant, fire extinguisher 16 nos
DCP type extinguisher for alcohol tank + plant area + 6 nos sand buckets
Provision of foam system for firefighting to control fire from the alcohol storage tank.
Fire brigade vehicle
Fire tender with foam arrangement viz.
Foam type as follows: - Foam compound, aqueous film forming compound 3% to 6% alcohol
resistance foam concentrated bearing ISI mark 4889.
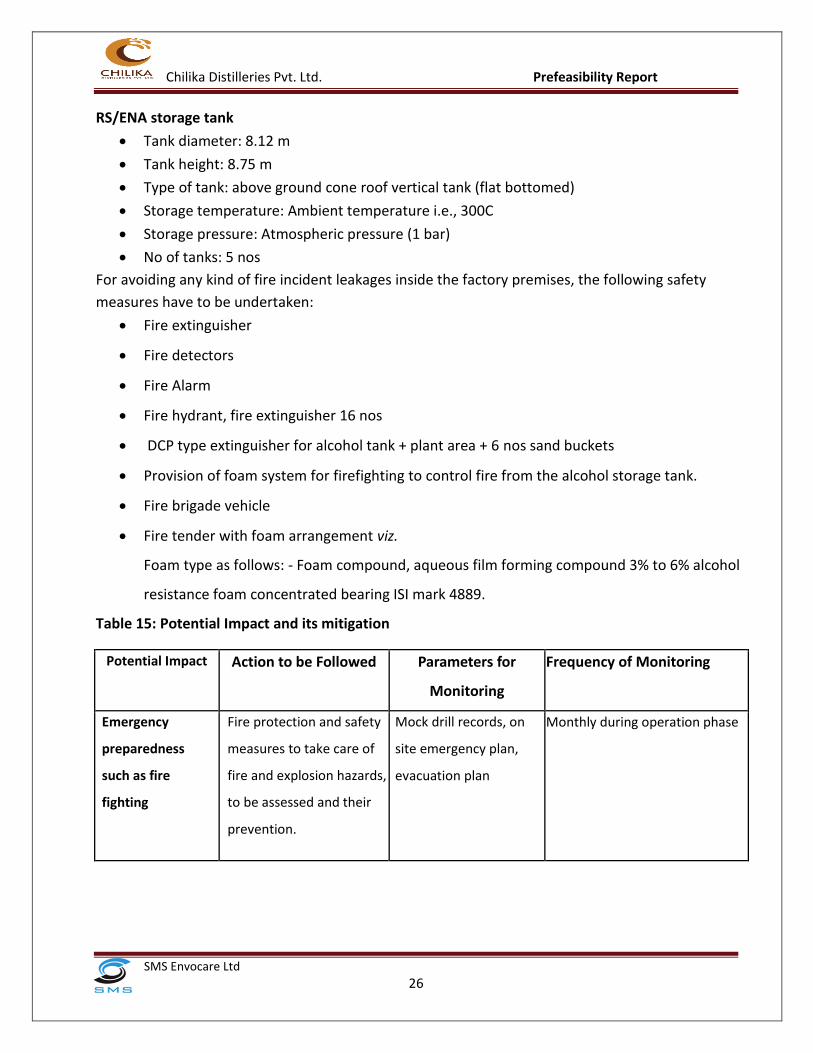
Table 15: Potential Impact and its mitigation
Potential Impact Action to be Followed Parameters for
Monitoring
Frequency of Monitoring
Emergency
preparedness
such as fire
fighting
Fire protection and safety
measures to take care of
fire and explosion hazards,
to be assessed and their
prevention.
Mock drill records, on
site emergency plan,
evacuation plan
Monthly during operation phase
Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 27
6.1.6 Occupational Safety & Health
All precautionary methods will be adopted by the company to reduce the risk of exposure
of employees to occupational safety and health hazards.
Pre & post medical check-ups will be done of all the employees. Employees will be
regularly examined and the medical records will be maintained for each employee.
For the safety of workers, personnel protective appliances like hand gloves, goggles,
aprons, ear mufflers, nose mask etc. will be provided. Nose mask will be provided at
places, where there is possibility of dust generation. In high noise generation areas ear
mufflers will be provided for the workmen. Proper ventilation system will be provided in the
process area
7. Rehabilitation and Resettlement (R & R) Plan
Not applicable as the Project site is situated in MIDC.
8. PROJECT SCHEDULE
8.1 Schedule and approval for implementation
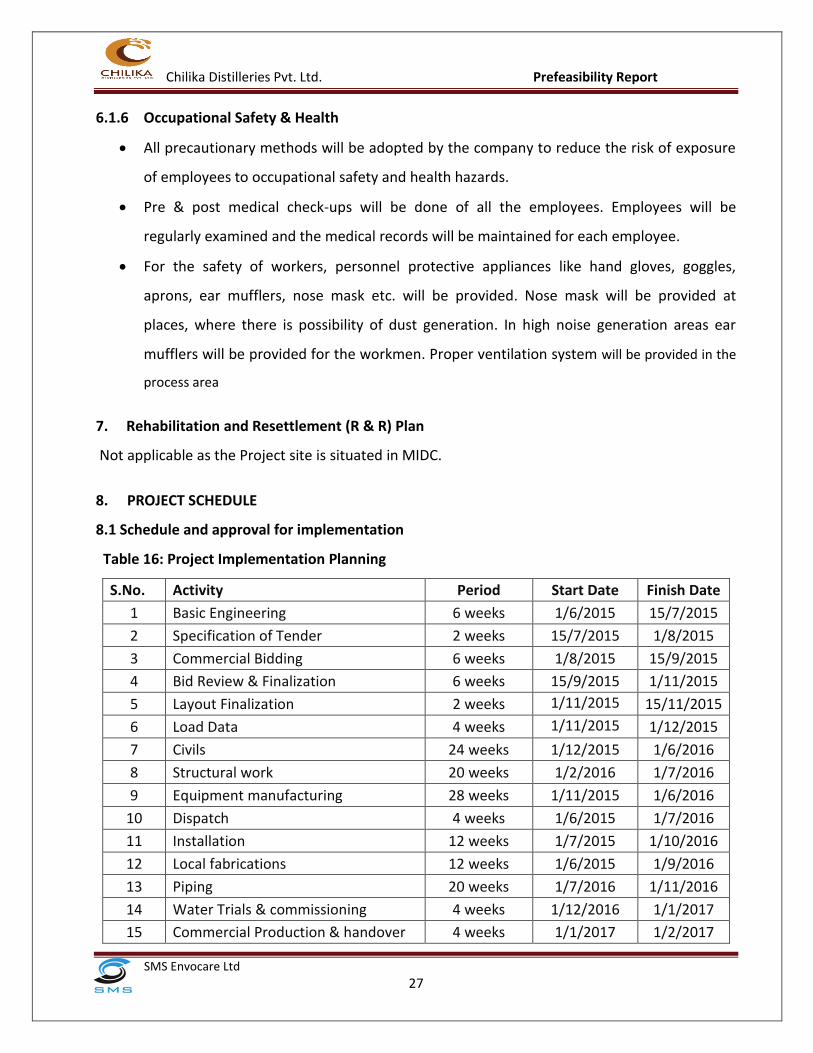
Table 16: Project Implementation Planning
S.No. Activity Period Start Date Finish Date
1 Basic Engineering 6 weeks 1/6/2015 15/7/2015
2 Specification of Tender 2 weeks 15/7/2015 1/8/2015
3 Commercial Bidding 6 weeks 1/8/2015 15/9/2015
4 Bid Review & Finalization 6 weeks 15/9/2015 1/11/2015
5 Layout Finalization 2 weeks 1/11/2015 15/11/2015
6 Load Data 4 weeks 1/11/2015 1/12/2015
7 Civils 24 weeks 1/12/2015 1/6/2016
8 Structural work 20 weeks 1/2/2016 1/7/2016
9 Equipment manufacturing 28 weeks 1/11/2015 1/6/2016
10 Dispatch 4 weeks 1/6/2015 1/7/2016
11 Installation 12 weeks 1/7/2015 1/10/2016
12 Local fabrications 12 weeks 1/6/2015 1/9/2016
13 Piping 20 weeks 1/7/2016 1/11/2016
14 Water Trials & commissioning 4 weeks 1/12/2016 1/1/2017
15 Commercial Production & handover 4 weeks 1/1/2017 1/2/2017

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 28
Project Implementation
• In the Above activity chart, Government approvals would be taken within the activity
period.
• Project would kick off once State Government of Odisha grants Letter of Intent.
• The Release of advance & orders would be as per the Delivery schedule.
• Longest Deliver & installation time required is for Power Plant.
• Activities are subject to free fund flow.
8.2 Project Cost Estimation
Estimated Project Cost for the project is Rs 67.25 Cr, Cost for Environment management plan
Table 17: Environment Management Cost(EMP)
9. Project Benefit
1. Direct Employment
2. Increase in Revenue
3. Fish, Poultry & Dairy farming development by way of DDGS availability
4. Economic Growth of State
Sr. No. Description Capital Cost
(Rs in Lakhs)
Recurring Cost per
annum (Rs in Lakhs)
1 Air Pollution Control 100 10
2 Water Pollution Control 80 5
3 Environment monitoring and
Management
- 7
4 Rain water Harvesting 25 3
5 Occupational Health 10 5
6 Green Belt 10 3
7 Solid waste management 10 5
Total 235 38

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 29
ANNEXURE I
Project Layout

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 30
ANNEXURE II
TOPOSHEET
Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 31
ANNEXURE III
RAIN WATER HARVESTING LAYOUT

Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 32
(Rain water Harvesting Continue ….)
SCHEMATIC OF RAIN WATER HARVESTING
Chilika Distilleries Pvt. Ltd. Prefeasibility Report
SMS Envocare Ltd 33
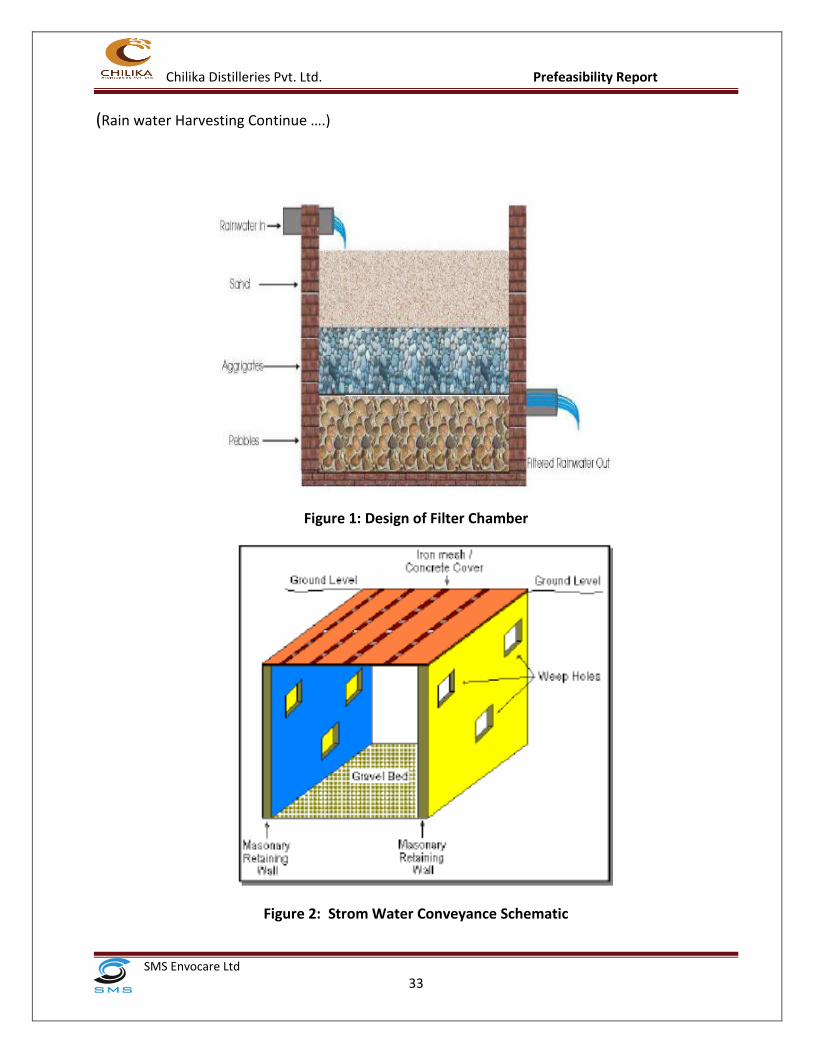
(Rain water Harvesting Continue ….)
Figure 1: Design of Filter Chamber
Figure 2: Strom Water Conveyance Schematic





























